Embed Size (px)
Citation preview
8/3/2019 lean manufaturing and six segma
http://slidepdf.com/reader/full/lean-manufaturing-and-six-segma 1/32
{D-08-IN-314, D-08-IN-331, D-08-IN-337, D-08-IN-338, D-08-IN-339}
Page 47
Chapter No: 03
Lean Tools and Wastages
3.1 Lean Manufacturing - An Overview
3.2 What is Lean Manufacturing
3.3 Principles of Lean Manufacturing
3.4 Lean Goals and Strategy
3.5 Manufacturing Wastages
3.6 Methodologies of Lean

8/3/2019 lean manufaturing and six segma
http://slidepdf.com/reader/full/lean-manufaturing-and-six-segma 2/32
{D-08-IN-314, D-08-IN-331, D-08-IN-337, D-08-IN-338, D-08-IN-339}
Page 48
3.1 Lean Manufacturing - An Overview:
Lean principles come from the Japanese manufacturing industry. The term
was first coined by John Krafcik in a Fall 1988 article, "Triumph of the LeanProduction System," published in the Sloan Management Review and basedon his master's thesis at the MIT Sloan School of Management. Krafcik hadbeen a quality engineer in the Toyota-GM NUMMI joint venture in Californiabefore coming to MIT for MBA studies. Krafcik's research was continued bythe International Motor Vehicle Program (IMVP) at MIT, which produced theinternational best-seller book co-authored by Jim Womack, Daniel Jones, andDaniel Roos called The Machine That Changed the World. A completehistorical account of the IMVP and how the term "lean" was coined is given byHolweg (2007).
For many, Lean is the set of "tools" that assist in the identification and steadyelimination of waste (muda). As waste is eliminated quality improves whileproduction time and cost are reduced. Examples of such "tools" are ValueStream Mapping, Five S, Kanban (pull systems), and poka-yoke (error-proofing).
There is a second approach to Lean Manufacturing, which is promoted byToyota, in which the focus is upon improving the "flow" or smoothness ofwork, thereby steadily eliminating mura ("unevenness") through the systemand not upon 'waste reduction' per se. Techniques to improve flow include
production leveling, "pull" production (by means of kanban) and the Heijunkabox. This is a fundamentally different approach from most improvementmethodologies, which may partially account for its lack of popularity.
The difference between these two approaches is not the goal itself, but ratherthe prime approach to achieving it. The implementation of smooth flowexposes quality problems that already existed, and thus waste reductionnaturally happens as a consequence. The advantage claimed for thisapproach is that it naturally takes a system-wide perspective, whereas awaste focus sometimes wrongly assumes this perspective.
Both Lean and TPS can be seen as a loosely connected set of potentiallycompeting principles whose goal is cost reduction by the elimination of waste.These principles include: Pull processing, Perfect first-time quality, Wasteminimization, Continuous improvement, Flexibility, Building and maintaining along term relationship with suppliers, Autonomation, Load leveling andProduction flow and Visual control. The disconnected nature of some of theseprinciples perhaps springs from the fact that the TPS has grown pragmaticallysince 1948 as it responded to the problems it saw within its own productionfacilities. Thus what one sees today is the result of a 'need' driven learning toimprove where each step has built on previous ideas and not somethingbased upon a theoretical framework.
8/3/2019 lean manufaturing and six segma
http://slidepdf.com/reader/full/lean-manufaturing-and-six-segma 3/32
{D-08-IN-314, D-08-IN-331, D-08-IN-337, D-08-IN-338, D-08-IN-339}
Page 49
Toyota's view is that the main method of Lean is not the tools, but thereduction of three types of waste: muda ("non-value-adding work"), muri
("overburden"), and mura ("unevenness"), to expose problems systematicallyand to use the tools where the ideal cannot be achieved. From thisperspective, the tools are workarounds adapted to different situations, whichexplains any apparent incoherence of the principles above.

8/3/2019 lean manufaturing and six segma
http://slidepdf.com/reader/full/lean-manufaturing-and-six-segma 4/32
{D-08-IN-314, D-08-IN-331, D-08-IN-337, D-08-IN-338, D-08-IN-339}
Page 50
3.2 Lean Manufacturing:
What is Lean Manufacturing?
3.2.1 History Of Lean Manufacturing:
It is a popular fact that JIT system started in the initial years after the WorldWar II in Japan for the Toyota automobile system. Toyoda family in Japandecided to change their automatic loom manufacturing business to theautomobile business. But they had few problems to overcome. They could notcompete with the giants like Ford in the foreign markets. Therefore Toyotahad to depend upon the small local markets. They also had to bring down theraw materials from outside. Also they had to produce in small batches. Theyhaven’t had much of capital to work with. Therefore capital was very
important. With these constrains Taiichi Ohno took over the challenge ofachieving the impossible. With his right hand man Dr. Sheigo Shingo for nextthree decades he built the “Toyota production system “or “the Just InTime system”.
Although the concept was mastered in Japan for the Toyota productionsystem, the roots of this concept goes into the sixteenth century. Eli Whitney’sconcept of interchangeable parts said to be the very initial beginning of thisconcept. But first or at least famous implementation of something similar to
JIT happened a century later in manufacturing of Ford Model T (in 1910)automobile design. Manufacturing was based on line assembly.
This system developed in Toyota from 1949 to 1975 virtually unnoticed by theothers even within Japan. But in the oil crisis in 1973 Japan economy sufferedand most of the industries had losses. But Toyota overcame these problems.They stood out from the rest. This was the eye opener for other Japanesefirms to implement this system. But this system got popular in the westernworld with the book “The machine that change the world” written byJames Womack in 1990. This book was aimed to give the history of the
automobile with the plant details of some of these manufacturers. He gavethe name “Lean Manufacturing to this system”. This was the eye openerfor the western world about this system. Thereafter the concepts werepracticed all over the world. Experiences and knowledge vastly improved thesystem.
But there were many people who just tried to use the tools in leanmanufacturing without understanding the meaning of them. They eventuallyfailed. But there are number of places this system is working well.

8/3/2019 lean manufaturing and six segma
http://slidepdf.com/reader/full/lean-manufaturing-and-six-segma 5/32
{D-08-IN-314, D-08-IN-331, D-08-IN-337, D-08-IN-338, D-08-IN-339}
Page 51
3.2.2 Definition Of Lean Manufacturing:
Lean manufacturing defines the value of a product or a service with the
customer point of view. Product or service you are
selling to them. They will evaluate your product or
the service by looking at how Customers do not
mind how hard you work or what is the technology
you used to create the well this is going to fulfill
their requirements. The complete elimination
waste is the target of the system. This concept is
vitally important today since in today’s highly competitive world there is
nothing we can waste.
There are some terms that need to be properly defined if a company wishesto learn what lean manufacturing is?Some of these terms used in lean manufacturing systems are the following:
1. Value is anything that a prospective customer will be willing to buy or pay for. It is the responsibility of the lean manufacturing strategy to
deliver what the customer wants exactly.
2. The value added is any activity that hopes to increase the form of the market or the function of the product and service. This value added is basically the value that was discussed in number one.
3. Takt time is the demand rate of a customer. Takt time aims to set the pace or rhythm of production of goods to be able to match the demand rate of customers. The takt time is the heartbeat of any lean manufacturing system.
3.2.3 A Waste According To Lean Manufacturing:
In lean manufacturing the wastes are defined as anything which does not add
value to the end product. Of cause there are wastes that can be avoided. But
some are unavoidable to many reasons. Most of these wastes are avoidable.
Even worst is that they are avoidable with very little effort, if you see them as
wastes.

8/3/2019 lean manufaturing and six segma
http://slidepdf.com/reader/full/lean-manufaturing-and-six-segma 6/32
{D-08-IN-314, D-08-IN-331, D-08-IN-337, D-08-IN-338, D-08-IN-339}
Page 52
3.3 Principles of Lean Manufacturing:
We shall learn some of the basic lean manufacturing principles with some
keywords used in lean manufacturing. By understanding these key words youwill understand the basics of lean manufacturing, which is very important insuccess.
Lean manufacturing defines the value of a product or a service with thecustomer point of view. Customers do not mind how hard you work or what isthe technology you used to create the product or service you are selling tothem. They will evaluate your product or the service by looking at how wellthis is going to fulfill their requirements.
There will be many wastes appearing in your organization. You have to
identify the wastes to remove them. You have to find many and many waysto get read of them. Keep in mind, every waste shows an opportunity for theimprovement.
When you identify the wastes and categorize them in to avoidable andunavoidable, you have to think about removing the wastes from the system.You must clearly understand that lean manufacturing always talks aboutremoving, not minimizing. These two words have very different meanings.Whenever you talk about minimizing, it implies that there are wastes in thesystem in different quantity. But what lean manufacturing does is, it aims at
removing the wastes from the system .Simply when there is a waste.
Every problem in the system has a cause for it. Sometimes one or more rootcauses for a problem. One root cause even can contribute for more than oneproblem.
When you clearly understand the problems and their causes, then it is thetime to find out the solutions. There are many ways that you can findsolutions in lean manufacturing. Lean manufacturing solutions are more oftenvery simple and very effective.
When you find the solution to the problem, then it is the time to implementthe solution and to make sure that you achieve your objectives.
Problems are solved in this way over and over again. This is the cyclicconcept of lean manufacturing. Lean manufacturing believes that each andevery activity is interconnected. Therefore advancement in one place willincrease the system as a whole. Therefore this cycle of identifying, findingroot causes, finding solutions and implementing will go on and on againand again. This process will continuous until there are wastes to beremoved.

8/3/2019 lean manufaturing and six segma
http://slidepdf.com/reader/full/lean-manufaturing-and-six-segma 7/32
{D-08-IN-314, D-08-IN-331, D-08-IN-337, D-08-IN-338, D-08-IN-339}
Page 53
Lean manufacturing give priority to the simple, small, continuous improvement , rather innovations. Of cause there is enough room to absorb
big advancements in the system. But the priority is set for the continuousimprovement. These improvements might be very simple as adjusting the height of a seat or changing the position of the tools which you usefrequently. Every simple improvement will improve the system as whole.Therefore final objective is one more step closer as an organization. Lean manufacturing is the way to never ending continuous improvement. Thisis also known as the Kaizen in lean manufacturing.
⇒ Principles of Lean:
The five-step thought process for guiding the implementation of leantechniques is easy to remember, but not always easy to achieve:
1. Specify value from the standpoint of the end customer by product family.
2. Identify all the steps in the value stream for each product family,eliminating whenever possible those steps that do not create value.
3. Make the value-creating steps occur in tight sequence so the product willflow smoothly toward the customer.
4. As flow is introduced, let customers pull value from the next upstreamactivity.
5. As value is specified, value streams are identified, wasted steps are
removed, and flow and pull are introduced, begin the process again and

8/3/2019 lean manufaturing and six segma
http://slidepdf.com/reader/full/lean-manufaturing-and-six-segma 8/32
{D-08-IN-314, D-08-IN-331, D-08-IN-337, D-08-IN-338, D-08-IN-339}
Page 54
continue it until a state of perfection is reached in which perfect value iscreated with no waste.

8/3/2019 lean manufaturing and six segma
http://slidepdf.com/reader/full/lean-manufaturing-and-six-segma 9/32
{D-08-IN-314, D-08-IN-331, D-08-IN-337, D-08-IN-338, D-08-IN-339}
Page 55
3.4 Lean Goals and Strategy:
The espoused goals of Lean manufacturing systems differ between various
authors. While some maintain an internal focus, e.g. to increase profit for theorganization, others claim that improvements should be done for the sake ofthe customer.
Some commonly mentioned goals are:
⇒ Improve quality: To stay competitive in today's marketplace, a companymust understand its customers' wants and needs and designprocesses to meet their expectations and requirements.
⇒ Eliminate waste: Waste is any activity that consumes time, resources,or space but does not add any value to the product or service. SeeTypes of waste, above.
⇒ Reduce time: Reducing the time it takes to finish an activity from startto finish is one of the most effective ways to eliminate waste and lowercosts.
⇒ Reduce total costs: To minimize cost, a company must produce only tocustomer demand. Overproduction increases a company’s inventorycosts because of storage needs.
The strategic elements of Lean can be quite complex, and comprise multiple
elements.
Four different notions of Lean have been identified:
⇒ Lean as a fixed state or goal (Being Lean)
⇒ Lean as a continuous change process (Becoming Lean)
⇒
Lean as a set of tools or methods (Doing Lean/Toolbox Lean)
⇒ Lean as a philosophy (Lean thinking)
8/3/2019 lean manufaturing and six segma
http://slidepdf.com/reader/full/lean-manufaturing-and-six-segma 10/32
{D-08-IN-314, D-08-IN-331, D-08-IN-337, D-08-IN-338, D-08-IN-339}
Page 56
3.5 Manufacturing Wastages:
Waste is defined as “anything that does not add value to the final
product”.Every organization wastes majority of their resources. Therefore it isworthier to have a closer look at these wastes. For the ease of understandingthese and due to many other similarities, these wastes are categorized in toseven categories. In some instances one extra category is added to make thetotal of eight waste categories. Every waste you will come across in yourorganization or even in day-to-day life will fall into one of these categories.
The following "seven wastes" identify resources which are commonly wasted.They were identified by Toyota’s Chief Engineer, Taiichi Ohno as part of theToyota Production System:
3.5.1 Transportation (Moving products that are not actually required to
perform the processing)
3.5.2 Inventory (All components, work in process (WIP) and finished
product not being processed)
3.5.3 Motion (People or equipment moving or walking more than is
required to perform the processing)
3.5.4 Waiting (Waiting for the next production step)
3.5.5 Over Production (Production ahead of demand)
3.5.6 Over Processing (Resulting from poor tool or product design
creating activity)
3.5.7 Defects (The effort involved in inspecting for and fixing defects)
Taking the first letter of each waste, the acronym "TIM WOOD" is formed. This is a common way to remember the wastes. The other alternative name that can used to remember is "DOT WIMP".
Later an eighth waste was defined by Womack et al. (2003); it was described
as manufacturing goods or services that do not meet customer demand or
specifications. Many others have added the "waste of unused human talent"
to the original seven wastes. These wastes were not originally a part of the
seven deadly wastes defined by Taiichi Ohno in TPS, but were found to be
useful additions in practice.
3.5.8 Underutilization of Employees (Unused human talent)

8/3/2019 lean manufaturing and six segma
http://slidepdf.com/reader/full/lean-manufaturing-and-six-segma 11/32
{D-08-IN-314, D-08-IN-331, D-08-IN-337, D-08-IN-338, D-08-IN-339}
Page 57
3.5.1 Transportation:
No matter how well you do transporting. It does not add value to the end
product. Therefore simply transportation is one of thewastes that have to be eliminated from the productionsystem. This accounts for the quality defects,maintenance of a higher WIP, and additional cost oftransporting the goods. Transportation often caused bypoor work place organization. Inflexibility of the layoutplays a big role here. This can be avoided with carefulredesigning of the layouts.
3.5.2 Inventory:
Inventory, be it in the form of raw materials, work-in-progress (WIP), orfinished goods, represents a capital outlay that has notyet produced an income either by the producer or forthe consumer. Any of these three items not beingactively processed to add value is waste. Inventory is adirect result of over production and waiting. Everyimperfection in the system will create a requirement forthe Work In Process (WIP). Therefore WIP also known as the mirror of thewastes that system has. But WIP itself becomes a waste due to manyconsequences. It blocks money in the form of not finished products. It alsoreduces the flexibility of the production facility by increasing the change over
time between different styles. It hides quality damages, and will only berevealed when a considerable damage is done. Higher WIP also requireslarger floor space. This will also affect the appearance of the work placebadly. Therefore if you want to be perfect, just target for a system where thereis no requirement for WIP.
3.5.3 Motion:
This waste is often overlooked. When performing a certain task people haveto repeat their motions again and again. Although wedo not realize, in many places people will have to
move, bend or reach to collect some part or to reach amachine. If a time study can be done to check thepercentage of the time for these unnecessarymovements, you will see it is actually very high thanyou think. Even the other ergonomic conditions likecorrect lighting, tool arrangement, work process management is essential toachieve a good productivity from the people poor conditions are not good forthe health of the worker obviously. Also this will waste large amounts of time.Workplaces will become very untidy. Workers will get tired easily. The reasonfor this is poor workplace organization. To overcome this problem, a detailedstudy has to be carried out about working conditions. Then they have to be re
arranged to eliminate these problems. Even some simple equipment change

8/3/2019 lean manufaturing and six segma
http://slidepdf.com/reader/full/lean-manufaturing-and-six-segma 12/32
{D-08-IN-314, D-08-IN-331, D-08-IN-337, D-08-IN-338, D-08-IN-339}
Page 58
like from normal chairs to movable and adjustable chairs will solve someproblems. But some problems will need very good workplace engineering to
overcome.
3.5.4 Waiting:
In conventional batch processing, some studies show that 90% of the timegoods are waiting to be processed. Some even say thisis higher as 99%. Even a single minute lost in waitingcan’t be recovered in the process there after. Thinkcarefully. Analyze how long the products are waitingagainst the time used for processing them. This is onebig contributory factor for the higher lead times. Thissimply means you take 100 hours or more to complete work which is worthier
only 10 hours. Ninety hours or more is lost and added to the lead time. Nowaiting means you can deliver the goods within 10 days which actually took100 days earlier. This will also reduce the WIP and tons of related problems.Also considerable savings on the production space and reduction in work incapital can be achieved. Among the cause of this problem is due to the highvolume machinery, unawareness of the people, and conventional thinking ofthe people play leading roles.
3.5.5 Over Production:
The word over production can be used to describe a type of waste which is in
most of the places and we never think this as a waste.This is producing something before it is actuallyrequired.Lean manufacturing always trust on the pulling ratherthan pushing. This means that every product or aservice must be pulled from the process immediatelyafter that. Therefore a product or a service must bepulled by the customer. In much more simpler way, customer must have thereal requirement for the product or the service being produced. If you producethe goods without any stimulation from the market, then either you will have tokeep the product with you until there is a market for that product or you have
to create the market stimulation with huge advertising campaigns etc.Over production accounts for many loses. One is the waste due tounnecessary parts. This also will make the WIP higher. Flow will not besmoother. This obviously leads to low quality products and defects as qualityproblems are hidden in the WIP maintained due to over production.
3.5.6 Over Processing:
Over-processing occurs any time more work is done on a piece than what isrequired by the customer. This also includes using tools that are moreprecise, complex, or expensive than absolutely required.

8/3/2019 lean manufaturing and six segma
http://slidepdf.com/reader/full/lean-manufaturing-and-six-segma 13/32
{D-08-IN-314, D-08-IN-331, D-08-IN-337, D-08-IN-338, D-08-IN-339}
Page 59
This is the using incorrect tools for the job. This does not mean that youshould use complicated or expensive tools to do the
job. It is about using the correct tool for the correct job.Low cost automation is one program where Toyotafound to be really effective. Developing such tools canbe done with the aid of workers, because they knowthe job they do more than anyone. Then this willbecome a very good way of motivating people as well.The enemy for this system is mind set of the people who work in theorganization. People naturally think like best equipment for the job isexpensive and complex. So how to overcome this problem, which will not onlysave money for you but also motivate people immensely. Very simple changein the mind set of the people by education and training. Also create a culture
of continuous improvement. Then people will always look for the better waysof doing things, which creates opportunity for these kinds of innovations.
3.5.7 Defects:
All above are wastes themselves but they lead to another waste which isextremely costly. These are the defected product. Inthe case of services this is the poor quality of theservice. Defects call for higher inspection and relatedcosts. If you find a defect, you will have to remove it.The raw materials, time, effort and the money put in to
this product will be wasted. Even worst, if this defectedproduct goes to the customers hand you will lose theimage for your organization. Also there is a risk ofclaims. In the long run this will be a big cost for the organization. Damage in asingle rupee product can create millions of rupees of lost to your organization.As mentioned earlier all the above wastes, poor raw material, mistakes fromthe workers, problems in the system, machinery problems and much moreaccounts for this problem. So removing this from the system is long time task.Making the system fool proofed, getting good quality raw material, educatingpeople are among the solutions for this.
3.5.8 Underutilization of Employees:The underutilization of employees is also considered as waste, But mostpeople do not think this as a waste.
Every worker, even the people do the mostroutine job in the organization will havesomething to contribute to the organization thantheir muscle power. Think about a floor cleaner.If you ask him, how to clean the floor muchfaster, I am sure they will come up with somefantastic ideas.

8/3/2019 lean manufaturing and six segma
http://slidepdf.com/reader/full/lean-manufaturing-and-six-segma 14/32
{D-08-IN-314, D-08-IN-331, D-08-IN-337, D-08-IN-338, D-08-IN-339}
Page 60
What lean manufacturing tries to do is to get ideas from all level of the peoplein the organization and to use them for the betterment of the organization.
Therefore not making the full use of the human resource is a waste. Wastingthis without using to fight against the wastes is the biggest loss for theorganization.
Can All The Wastages Be Avoided?
Yes, all these wastes can be avoided by implementing lean manufacturingtechniques & tools which are very important for the manufacturing industries.Lean tools have the series of tools which are listed below and some of theseare discussed briefly.
The Above answer sounds good in the system in theory, but in practicalsituations removing all the wastes might not be possible. Some might be notpossible due to technical concerns; some are due to various obvious factors.For an example you have to transport the goods at least a little amount evenwithin the working flow without adding any value to that. Anyway you will haveto get down the raw materials for the manufacturing of product from farplaces. These can not be avoided. If you try to avoid some of these wastesthat will cost you much more in the bigger picture. Always remember thebigger picture is what that always matters.
Therefore it is very important to categorize the wastes according to availability
of them. When you do that all the wastes in the organization will fall in to theone of the following two categories.
⇒ Wastages that are Avoidable
⇒ Wastages that are Unavoidable
Deciding what are the avoidable and what are unavoidable will require somegood decision making. Lot of learning, experimenting and thinking has to gointo this process. When you decide on this or at least have some idea aboutthe wastes which are avoidable, then it is the time to understand theimportance of removing each waste from the system. A tool like pareto curve
will be an ideal tool to understand the problems according to their importanceof removing them.
Always you have to give the importance to the bigger picture to stop creatinga new waste in the system in the effort of removing one. Always an overallreduction should be there.
What about the other wastes which we thought un removable. Should theyremain untouched? No, not at all. With the time there are new technologies,and many developments coming on. Also when you are removing some of theproblems from the avoidable category, you fill find the ways to tackle someproblems in this category as well. Therefore nothing is permanent. You will
get tons of chances to overcome these problems. SO STAY FOCUSED SO STAY FOCUSED SO STAY FOCUSED SO STAY FOCUSED. . . . .. . . . .. . . . .. . . . .

8/3/2019 lean manufaturing and six segma
http://slidepdf.com/reader/full/lean-manufaturing-and-six-segma 15/32
{D-08-IN-314, D-08-IN-331, D-08-IN-337, D-08-IN-338, D-08-IN-339}
Page 61
3.6 Methodologies of Lean:
Lean manufacturing is based on continuous finding and removal of the
wastes. Value is defined from the customer’s point of view. Therefore all thetools in lean manufacturing aim to identify and remove wastes from thesystem continuously.Lean It is true to say base of lean manufacturing is its concepts. But lean toolsare very important too. They help in implementing, monitoring, and evaluatinglean efforts and its results. On the other hand if used without properunderstanding this can spoil your lean efforts. So it is very important tounderstand the tools before thinking about using them
Some of the basic tools of Lean Manufacturing are:
⇒ 5S
⇒ Error proofing (Poka-Yoke)
⇒ Just In Time
⇒ Kaizen
⇒ Kanban
⇒ Pull system
⇒ Work leveling – Heijunka
⇒ Work cells
⇒ Quick Changeover or SMED
⇒ TAKT Time⇒ Theory of Constraints
⇒ Value Stream Mapping
⇒ Workflow Diagram
⇒ Total Productive Maintenance
⇒ Visual workplace
⇒ Cause and Effect Diagram
⇒ 5 Why Technique
⇒ Six Sigma
3.6.1 5S:
5S is a system of workplace organization. It is fundamental to the
implementation of the Lean Manufacturing principles. The 5S are :
• Sieri. Sort (Housekeeping)
• Seiton. Set in order (Workplace Organization)
• Seison . Shine (Cleanup)
• Seiketsu. Standardize (Maintain Cleanliness and Order)
• Shitsuke. Sustain (Discipline)

8/3/2019 lean manufaturing and six segma
http://slidepdf.com/reader/full/lean-manufaturing-and-six-segma 16/32
{D-08-IN-314, D-08-IN-331, D-08-IN-337, D-08-IN-338, D-08-IN-339}
Page 62
• Seiri.Sort: Sort is a process of removing every non essential item from the
workplace. Examples of items that need sorted are extra tables, benches, cabinets,
tools, inventory, cleaning supplies, rags, and documents. All of these extra items
just get in the way of efficient production.
• Seiton.Streighten (Set in Order): Set in Order is the process of organizing
the remaining items after the “sort” process is completed. For example, all tools
used in a setup on a machine should be placed as close as possible to where they
will be used.
• Seison.Sweep (Shine): Shine is the third “S”. It is the process of cleaning the
work area and any machinery or equipment in it. The ideal lean manufacturing
implementation is to keep the equipment in the same or better shape than when it
was delivered.
• Seiketsu.Standardize: Standardize is the process of making the first three
S’s a habit. Many companies have went through cleaning and organizing systems
over the years only to see it slip away back to an unorganized facility.
Standardize is one of the most important of the 5S system. For example, if a

8/3/2019 lean manufaturing and six segma
http://slidepdf.com/reader/full/lean-manufaturing-and-six-segma 17/32
{D-08-IN-314, D-08-IN-331, D-08-IN-337, D-08-IN-338, D-08-IN-339}
Page 63
machine is to be wiped clean at the end of a shift, it should be done every single
day without fail.
•
Shitsuk.Sustain: The last S is Sustain, which is the one most companiesfailed to employ over the years. Many company managements blamed employees
for this failure. However, once managements realize the benefits of 5S, they also
realize it is management that stood in the way of sustaining the organization over
the years.
Each component of the 5S is necessary to derive the benefits and sustain workplace
organization.
3.6.2 Poka Yoke
(ポカヨケポカヨケポカヨケポカヨケ
):
Poka-Yoke is a Japanese term that means "fail-safeing" or "mistake-proofing".A poka-yoke is any mechanism in a lean manufacturing process that helps anequipment operator avoid (yokeru) mistakes (poka). Its purpose is to eliminateproduct defects by preventing, correcting, or drawing attention to humanerrors as they occur. The concept was formalized, and the term adopted, byShigeo Shingo as part of the Toyota Production System. It was originallydescribed as baka-yoke, but as this means "fool-proofing" (or "idiot-proofing")the name was changed to the milder poka-yoke.
More broadly, the term can refer to any behavior-shaping constraint designedinto a process to prevent incorrect operation by the user. Similarly, aconstraint that is part of the product (or service) design is considered DFM orDFX.Contents.
⇒ Implementation in Manufacturing:
Poka-yoke can be implemented at any step of a manufacturing process wheresomething can go wrong or an error can be made. For example, a jig thatholds pieces for processing might be modified to only allow pieces to be heldin the correct orientation,[5] or a digital counter might track the number of spotwelds on each piece to ensure that the worker executes the correct number of
welds.
Shigeo Shingo recognized three types of poka-yoke for detecting andpreventing errors in a mass production system:
o The contact method identifies product defects by testing the product'sshape, size, color, or other physical attributes.
o The fixed-value (or constant number) method alerts the operator if acertain number of movements are not made.
o The motion-step (or sequence) method determines whether theprescribed steps of the process have been followed.

8/3/2019 lean manufaturing and six segma
http://slidepdf.com/reader/full/lean-manufaturing-and-six-segma 18/32
{D-08-IN-314, D-08-IN-331, D-08-IN-337, D-08-IN-338, D-08-IN-339}
Page 64
Either the operator is alerted when a mistake is about to be made, or thepoka-yoke device actually prevents the mistake from being made. In Shingo's
lexicon, the former implementation would be called a warning poka-yoke,while the latter would be referred to as a control poka-yoke.
Shingo argued that errors are inevitable in any manufacturing process, butthat if appropriate poka-yokes are implemented, then mistakes can be caughtquickly and prevented from resulting in defects. By eliminating defects at thesource, the cost of mistakes within a company is reduced.
Poka yoke system is generally known as PKS.
⇒ Implementation in Service Industries:
Poka-yoke can also be implemented in service industries. Call Centers have
long had a challenge with compliance. Poor training, fatigue, forgetfulness,and the limits on human consistency all can lead to agents skipping key stepsin the process. Disclosures are a good example. When a consumer makes apurchase of some kind, the call center agent is often required to provide thecustomer with key information. What the customer purchases dictates thedisclosures that are required. It can be hard to train the agents in all therequired combination of disclosures or the agents can sometimes forget toread the disclosures. Using Agent-assisted automation, the agents canprovide the customers with all the required disclosures using pre-recordedaudio files. By integrating the Agent-assisted Automation with the customerrelationship management software, you can ensure that the agent cannot
process/complete the order until the required disclosures are played
3.6.3 JIT – The Backbone of Lean Manufacturing:
JIT is the backbone of the lean manufacturing. Actually the concept grew firstwith the Toyota system was the JIT,then it developed to the leanmanufacturing.JIT is one key way to get read of mostof the wastes.JIT concepts are based
on the pull demand model. Everythingis done when they are actually needed.JIT has three main areas.
• JIT purchasing
• JIT Production
• JIT distribution

8/3/2019 lean manufaturing and six segma
http://slidepdf.com/reader/full/lean-manufaturing-and-six-segma 19/32
{D-08-IN-314, D-08-IN-331, D-08-IN-337, D-08-IN-338, D-08-IN-339}
Page 65
JIT Purchasing is done when the goods are actually needed by theproduction. No large stocks are maintained. Often purchasing is done in smallbatches continuously. This allows production to run smoothly. This will also
reduce the costs due to storage, and also will minimize the degrading of thegoods. This way it is easy to monitor quality defects and correct them if thereare any in the subsequent batches. Also this will help to achieve shorter lead-times in the production.
But achieving this has problems to overcome. First of all the supplier base ofthe organization should be manageable. Then they have to agree to producein small batches and send them in the continuously. Minimum order quantityissues must be solved. The supplier must be able to adjust to the changesfast and also he must be able to keep the correct quality from batch to theother. And there may be much more problems to overcome. To overcome this
corporate level involvement is very much required. When achieved this willmutually benefit both you and your supplier.
JIT Manufacturing might be the most talked topic of all lean manufacturingtechniques. This requires very good internal coordination and planning. Evenwithin the manufacturing area, pull demand concepts are used. The items areproduced only when they are required by the process following it. No stocksare maintained. This will reduce the costs due to WIP. This will also reducethe cycle time of the product, and therefore will improve the flexibility of thesystem immensely. This will also reduce the lead time considerably. Quality
defects will be much lower since WIP is very low.

8/3/2019 lean manufaturing and six segma
http://slidepdf.com/reader/full/lean-manufaturing-and-six-segma 20/32
{D-08-IN-314, D-08-IN-331, D-08-IN-337, D-08-IN-338, D-08-IN-339}
Page 66
Achieving JIT manufacturing is again not an easy task. Most of the time thisrequires a radical change in the organization. Work will change from the
conventional departmental thinking to the new team thinking. Manufacturingwill change from the line system to the module or work cell basedmanufacturing. Every problem will cause the system to stop since there is noWIP to work with. All the problems hidden in the WIP will be revealed. Somepeople might not like the system. In short there will be tons of problems to besolved. This requires some courage and temperament.
JIT Distribution is to achieve a smooth production without any delays inproduction and to distribute the goods in small batches to the buyers incontinuous basis, it is very important to keep a good transportation
management system. Generally this is known as the JIT distribution.
Without this any of the lean objectives might not be possible. Most often thisfunction is given to a third party logistic company, who will take care of JITdistribution. On time, uninterrupted data exchange is very vital in this.Therefore it is advisable of using electronic way of data interchange. It is alsovery much necessary to automate this data transfer function to avoid anydelays and mistakes in duplication.

8/3/2019 lean manufaturing and six segma
http://slidepdf.com/reader/full/lean-manufaturing-and-six-segma 21/32
{D-08-IN-314, D-08-IN-331, D-08-IN-337, D-08-IN-338, D-08-IN-339}
Page 67
3.6.4 Kaizen (改善改善改善改善
):Kaizen is another pervasive tool since it is a focused methodology that usesteams for making improvements. Analysis indicates that this is the bestsystematic approach for an improvement project. It is a continuousimprovement process that empowers people to use their creativity; Kaizencan be used to fix specific problems, workflow issues, or a particular aspect ofa business.
⇒ WHAT IS KAIZEN?
Kaizen means "good change” which has
been interpreted to mean continuous incremental improvement.
⇒ GOAL OF KAIZEN?
This activity is highly focused & action oriented which empowered team so that they can take immediate action to improve a specific process.
Kaizen (Japanese terminology for "improvement" or "change for the better")refers to a philosophy or practices that focus upon continuous improvement of
processes in manufacturing, engineering, supporting business processes, andmanagement. It has been applied in healthcare, government, banking, andmany other industries. When used in the business sense and applied to theworkplace, kaizen refers to activities thatcontinually improve all functions, andinvolves all employees from the CEO tothe assembly line workers. It also appliesto processes, such as purchasing andlogistics that cross organizationalboundaries into the supply chain. Byimproving standardized activities andprocesses, kaizen aims to eliminatewaste. Kaizen was first implemented inseveral Japanese businesses after theSecond World War, influenced in part byAmerican business and qualitymanagement teachers who visited thecountry. It has since spread throughout the world and is now beingimplemented in many other venues besides just business and productivity.
8/3/2019 lean manufaturing and six segma
http://slidepdf.com/reader/full/lean-manufaturing-and-six-segma 22/32
{D-08-IN-314, D-08-IN-331, D-08-IN-337, D-08-IN-338, D-08-IN-339}
Page 68
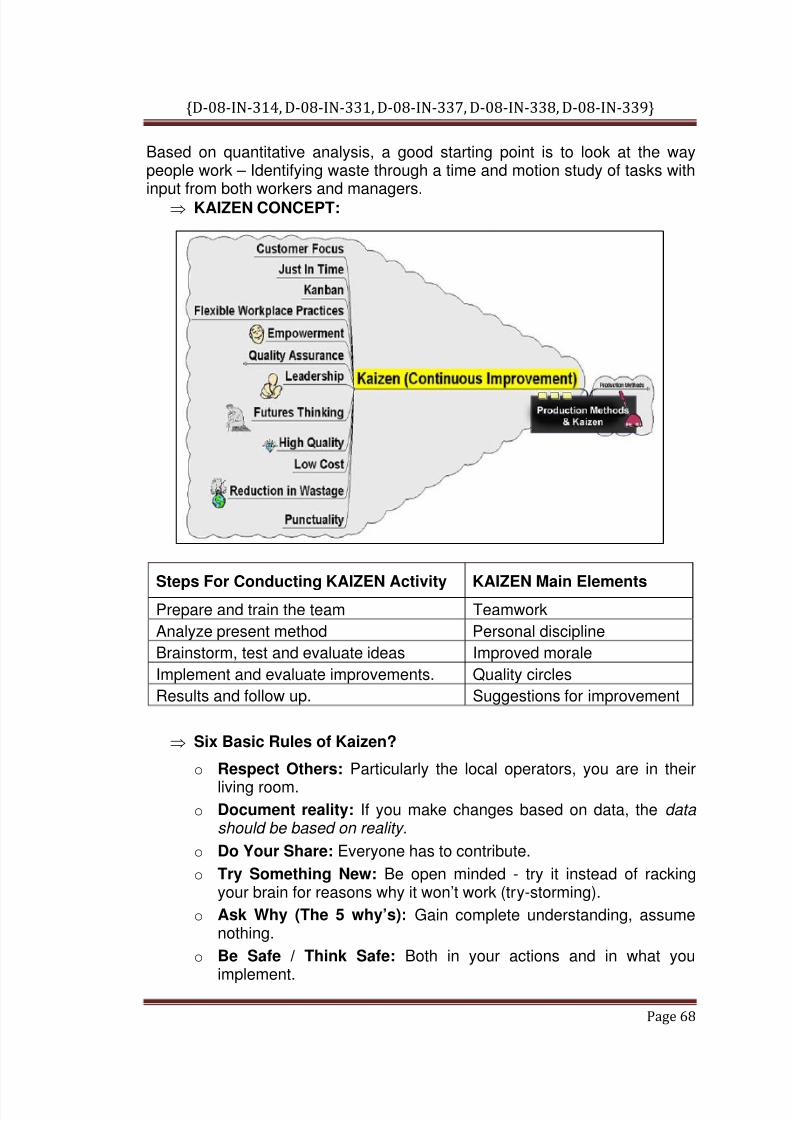
Based on quantitative analysis, a good starting point is to look at the waypeople work – Identifying waste through a time and motion study of tasks with
input from both workers and managers.⇒ KAIZEN CONCEPT:
Steps For Conducting KAIZEN Activity KAIZEN Main ElementsPrepare and train the team Teamwork
Analyze present method Personal discipline
Brainstorm, test and evaluate ideas Improved morale
Implement and evaluate improvements. Quality circles
Results and follow up. Suggestions for improvement
⇒ Six Basic Rules of Kaizen?
o Respect Others: Particularly the local operators, you are in their
living room.o Document reality: If you make changes based on data, the data
should be based on reality.
o Do Your Share: Everyone has to contribute.
o Try Something New: Be open minded - try it instead of rackingyour brain for reasons why it won’t work (try-storming).
o Ask Why (The 5 why’s): Gain complete understanding, assumenothing.
o Be Safe / Think Safe: Both in your actions and in what you
implement.

8/3/2019 lean manufaturing and six segma
http://slidepdf.com/reader/full/lean-manufaturing-and-six-segma 23/32
{D-08-IN-314, D-08-IN-331, D-08-IN-337, D-08-IN-338, D-08-IN-339}
Page 69
3.6.5 Kanban (看板看板看板看板):
Kanban (看板), literally meaning "signboard" or "billboard", is a concept
related to lean and just-in-time (JIT)production. According to Taiichi Ohno, theman credited with developing Just-in-time,kanban is one means through which JIT isachieved.
Kanban is not an inventory control system.Rather, it is a scheduling system that tellsyou what to produce, when to produce it,
and how much to produce. Representation of Kanban System
The need to maintain a high rate of improvements led Toyota to devise thekanban system. Kanban became an effective tool to support the running ofthe production system as a whole. In addition, it proved to be an excellent wayfor promoting improvements because reducing the number of kanban incirculation highlighted problem areas.A system that creates product that is then sold after it is produced is called apush system. If there is nomechanism to keep workin work-in-progress below
some level that isconsistent with productdemand, productionoutput can becomeexcessive, which can leadto many problems,including product storage.In pull systems, productsare created at a pace thatmatches customerdemand. Kanbans areused to buffer variations incustomer or next process step demands. A most familiar form of kanban is theAmerican-style supermarket where each product has a short-term buffer,replenished at the rate of customer demand.The Japanese word kanban refers to the pulling of a product through aproduction process. The intent of kanban is to signal a preceding process thatthe next process needs parts or material. A bottleneck is a system constraint.In a pull system, the bottleneck should be used to regulate the pace for theentire production line. Buffers in high-volume manufacturing serve to balancethe line. It’s important that such operations receive the necessary supplies in
a timely basis and that poorly sequenced work does not interfere with the

8/3/2019 lean manufaturing and six segma
http://slidepdf.com/reader/full/lean-manufaturing-and-six-segma 24/32
{D-08-IN-314, D-08-IN-331, D-08-IN-337, D-08-IN-338, D-08-IN-339}
Page 70
process completion. Pull systems address what the external and internalcustomers need when they want it.
⇒ Kanban cards:
Kanban cards are a key component of Kanban that utilizes cards to signal theneed to move materialswithin a manufacturing orproduction facility or movematerials from an outsidesupplier to the productionfacility.
The Kanban card is, ineffect, a message thatsignals depletion ofproduct, parts or inventorythat when received will trigger the replenishment of that product, part orinventory. Consumption drives demand for more. Demand for more issignaled by Kanban card. Kanban cards therefore help to create a demand-driven system. It is widely espoused[citation needed] by proponents of Leanproduction and manufacturing that demand-driven systems lead to fasterturnarounds in production and lower inventory levels, helping companiesimplementing such systems to be more competitive.
Kanban cards, in keeping with the principles of Kanban, should simply conveythe need for more materials. A red card lying in an empty parts cart wouldeasily convey to whomever it would concern that more parts are needed.
In the last few years, Electronic Kanban systems, which send Kanban signalselectronically, have become more widespread. While this is leading to areduction in the use of Kanban cards in aggregate, it is common in modernLean production facilities to still find widespread usage of Kanban cards. InOracle ERP, KANBAN is used for signaling demand to vendors through emailnotifications. When stock of a particular component is depleted by quantity
assigned on Kanban card, A "Kanban trigger" is created which may bemanual or automatic, a purchase order is released with predefined quantity forthe vendor defined on the card, and the vendor is expected to dispatchmaterial within lead time.[citation needed] This system is also available inenterprise resource planning software such as SAP ERP or MicrosoftDynamics AX.
⇒ Toyota's six rules:
1) Do not send defective products to the subsequent process
2) The subsequent process comes to withdraw only what is needed

8/3/2019 lean manufaturing and six segma
http://slidepdf.com/reader/full/lean-manufaturing-and-six-segma 25/32
{D-08-IN-314, D-08-IN-331, D-08-IN-337, D-08-IN-338, D-08-IN-339}
Page 71
3) Produce only the exact quantity withdrawn by the subsequent process
4) Level the production
5) Kanban is a means to fine tuning
6) Stabilize and rationalize the process
⇒ Benefits of Kanban:
1) Reduce inventory and product obsolescence
2) Reduces waste and scrap
3) Provides flexibility in production
4) Increases Output5) Reduces Total Cost
3.6.6 Takt Time – The Rhythm Of Lean Manufacturing:
Takt time is derived from the German word, Taktzeit, and can be literallytranslated to mean “cycle time”. Traditionally, Takt time is the maximum timeper unit that a production line is allowed to produce a quality product in orderto meet demand. The Takt time
is computed by dividing the timedemand (units required per day)by the net time available to work(minutes of work per day). Thiswill give you a unit of minutes ofwork per unit required, andprovides for a good description of what Takt Time really is.The end goal of determining the Takt time is to produce products at a pacethat mirrors what the customer’s demand is. By meeting the demand from thecustomer, the inventory is kept to a minimum and thus costs are alsominimized.
3.6.7 Total Productive Maintenance (TPM):
⇒ Introduction:
Total productive maintenance (TPM) is a method to improve and enhancemanufacturing productivity. It is the practical application of data fromequipment availability, schedule attainment, and product quality. Throughthese measurements, the overall equipment efficiency indicates the best use
of resources. TPM is not just a maintenance strategy, but a more

8/3/2019 lean manufaturing and six segma
http://slidepdf.com/reader/full/lean-manufaturing-and-six-segma 26/32
{D-08-IN-314, D-08-IN-331, D-08-IN-337, D-08-IN-338, D-08-IN-339}
Page 72
comprehensive approach to productivity improvements. To think that TPM isonly a maintenance strategy would be to miss the complexity of the concept,
and underestimate the potential for improvements.
It should also be noted that TPM can be difficult to understand, particularlyfrom an engineering perspective. Though the basic measures are quitefamiliar to most people, it is the utilization of these measurements that can beconfusing. If we were to visualize a brick wall, it would be easy to measureand define the dimensions of the bricks, but more difficult to quantify themortar that holds them together. Without the mortar, each brick isindependent, without connection to the other bricks. This visualizationattempts to illustrate the concept of TPM as it relates to standard engineeringmeasures and practices. Just as the mortar in the wall brings the individual
bricks together to form a solid mass of strength with definable performance,TPM brings information and functions together in a comprehensive way tobetter identify actual performance levels, and better quantify improvementopportunities in manufacturing.
The practical study of total productive maintenance requires minimal technicalexpertise. If an individual has a fairly good level of mechanicalcomprehension, basic TPM concepts should prove only moderate challenges.When a practical application is attempted, managerial and engineeringexpertise will also be necessary. For most managers and engineers, TPM willbe a logical application of already understood concepts.
⇒ The World Of TPM:
Total productive maintenance is a widely discussed subject. TPM requirespatience, understanding, leadership, and a keen eye for details. It can helpplant operations to increase productivity and reduce costs. This is achievedthrough the determination of current manufacturing performance (thebaseline), and the opportunities to improve. Through the use of overallequipment efficiency (OEE), the baseline can be compared to competitiveperformance. For example, if a plant has a performance of 60 percent OEEand the competition has an OEE of 90 percent, there is a 50 percent
opportunity for improvement.
The most effective TPM installations usually require modified concepts andtechnical applications to fit a precise need; most plants will thus need acustom installation specifically designed for a single location. In somefacilities, a plant will be operating continuously 7 days per week, 24 hours perday. In another facility, operations will need very different improvements inutilization, performance efficiency, and quality. The personnel, operatingphilosophies, goals and objectives will likewise be very different. To installTPM in these plants, custom-made, and quite dissimilar installations will berequired to meet each plant’s specific needs.

8/3/2019 lean manufaturing and six segma
http://slidepdf.com/reader/full/lean-manufaturing-and-six-segma 27/32
{D-08-IN-314, D-08-IN-331, D-08-IN-337, D-08-IN-338, D-08-IN-339}
Page 73
⇒ The Japanese and TPM:
In the 1960s the Japanese developed an improved maintenance process,
called total productive maintenance, which became quite efficient. The key totheir success was the application of inherent concepts within their corporateculture, such as teamwork and long-range planning, which were based onlong-term management commitments. Because the culture supportedcollaboration, the sharing of information, performance levels, and teamwork,TPM was a natural result. Again, equipment maintenance concepts are only aportion of an application of TPM.
TPM — Practical Benefits
⇒ Other TPM Applications:
Common production techniques include a just-in-time (JIT) element, which isnecessary for operational efficiency, quality, and cost control. However, abreakdown in the middle of a JIT run is detrimental to quality, cost, andcustomer delivery. Through increased utilization of equipment, better
monitoring and coordination of planned downtime—as well as betterequipment maintenance—will improve dependability, and such breakdownscan to a large extent be avoided. The application of a properly installed TPMprocess will enhance ongoing efforts in the following areas (without newequipment):
Just-in-time Skills trainingCycle time reduction TeamworkSetup reduction Capacity expansionCost control
Typical TPM organization

8/3/2019 lean manufaturing and six segma
http://slidepdf.com/reader/full/lean-manufaturing-and-six-segma 28/32
{D-08-IN-314, D-08-IN-331, D-08-IN-337, D-08-IN-338, D-08-IN-339}
Page 74
⇒ In lean manufacturing one machine breakdown will not be just anotherbreakdown since it can hold the entire production flow as there is no
WIP to consume in the time of the machine breakdown. Therefore it isvery important to have a correct maintenance process to become alean manufacturer.
TPM has three main areas. They are
(1) Preventive maintenance(2) Corrective maintenance(3) Maintenance prevention
o Preventive maintenance is to continuous checking and prevention
of major maintenance. Regular checkups are planned and carriedover. Each and every person who is working in a work station mightbe responsible for checking up and cleaning etc in order to preventany problems from occurring.
o Corrective maintenance These corrective maintenances can varyfrom very simple to very complex. People who are working with thesemachinery might be able to fix most of the simpler problems while ateam of specially trained people might be required to do the complex jobs.
o Maintenance prevention is one of the key aspects which make thepath to become lean. This is the process where the decisions aremade in order to prevent maintenance. This process might includedecisions like buying correct machinery for the job, training people toovercome most common problems etc.

8/3/2019 lean manufaturing and six segma
http://slidepdf.com/reader/full/lean-manufaturing-and-six-segma 29/32
{D-08-IN-314, D-08-IN-331, D-08-IN-337, D-08-IN-338, D-08-IN-339}
Page 75
⇒ Safety:
In each location where TPM is installed, equipment becomes the first focus of
improvements. When equipment runs better, personnel have fewer problemsoperating and maintaining it. As a result, the personnel have to enter theoperating envelope of the equipment fewer times, and because it is operatingbetter, their risks of injury are reduced. When establishing cleaningprocedures for the equipment, one of the first activities in a TPM installation isto identify energy isolation points. Their locations are called out in cleaningprocedures, visual identifications are created, and approvals are obtained anddocumented.
3.6.8 Work – Flow Diagram – An Important Lean Tool:
The workflow can be used as a great learning tool, especially for newcomersto the organization, which is an ISO requirement. Additionally, they should becharacteristic to the company with its own terminology such as silos, teams,projects, and hierarchies.
In reality, it is often hard to trace the exact path of a task or document,especially when functional tasks and operational teams are not clearlydefined. The workflow will often be better represented by a series ofintertwined webs instead of clearly defined paths and flowing roadmaps. It isvery common for a company to employ the use of software to help in definingand managing the workflows associated with a company.
After it is defined and improved, the end result is usually a better overallunderstanding of the company’s processes as well as improved efficiency,less complicated processes, improved process control and better quality andstandardization. If all of the members of a workflow and business understandwhere their place is in the workflow and how they are supposed to interactwith other teams and organizations inside of the workflow, the results aresometimes amazing at the level of improvement that is possible.
When a company first decides that it wants to employ lean processes, they

8/3/2019 lean manufaturing and six segma
http://slidepdf.com/reader/full/lean-manufaturing-and-six-segma 30/32
{D-08-IN-314, D-08-IN-331, D-08-IN-337, D-08-IN-338, D-08-IN-339}
Page 76
usually start with a workflow diagram. Most managers and companyexecutives are shocked to find out the inefficiencies that occur inside of their
organizations. It is also a great way to make a big difference quickly byreminding, or informing all personnel that operate inside the workflow of whatthey should be doing with respect to processing the documents or materialsthat they handle.
3.6.9 Value Stream Mapping (VSM):
VSM is used to identify the areas in which a large amount of waste exists.This gives the quality team a good idea where to focus their efforts and leanprocesses. By practicing VSM, a company can also streamline their businessprocesses and achieve record levels of productivity.
More commonly known as “Material and Information Flow Mapping”, VSM seeks to analyze and optimize the flow of materials and information necessary
to bring a product or service to a consumer. As you might expect, the simpler,

8/3/2019 lean manufaturing and six segma
http://slidepdf.com/reader/full/lean-manufaturing-and-six-segma 31/32
{D-08-IN-314, D-08-IN-331, D-08-IN-337, D-08-IN-338, D-08-IN-339}
Page 77
more straight-line, and clearly defined the processes or value stream is, themore efficiently the company will run. If used correctly, VSM can be used in
many different industries and processes, from customer service, to consultingservices, and from optimizing manufacturing lines to paperwork reduction. Nomatter what industry, effort, or process, there are a few steps which outlinethe processes necessary for mapping the different value streams.
Many times, VSM is used in conjunction with the first S, “Sort”, in the 5Smodel. It can also be used when trying to achieve a visual workplace,something else that goes after the same objectives. In fact, the ‘Sort’ phase of5S talks about finding out what the most efficient stream of information andparts flowing is and how to achieve that by removing the unnecessary toolsand equipment are on the shop floor.
3.6.10 Cause And Effect Diagram:
Cause-and-effect diagrams or Ishakawa diagram are charts that identifypotential causes for particular quality problems. They are often called fishbone
diagrams because they look like the bones of a fish. A general cause-and-effect diagram is shown in Figure. The “head” of the fish is the qualityproblem, such as damaged zippers on a garment or broken valves on a tire.The diagram is drawn so that the “spine” of the fish connects the “head” to thepossible cause of the problem. Typically, a fishbone analysis plots four majorclassifications of potential causes (i.e., man, machine, material, andmethods), but can include any combination of categories related to themachines, workers, measurement, suppliers, materials, and many other
aspects of the production process. Each of these possible causes can thenhave smaller “bones” that address specific issues that relate to each cause.For example, a problem with machines could be due to a need for adjustment,old equipment, or tooling problems. Similarly, a problem with workers could berelated to lack of training, poorsupervision, or fatigue.
Cause-and-effect diagrams areproblem-solving tools commonlyused by quality control teams.Specific causes of problems can beexplored through brainstorming. The

8/3/2019 lean manufaturing and six segma
http://slidepdf.com/reader/full/lean-manufaturing-and-six-segma 32/32
{D-08-IN-314, D-08-IN-331, D-08-IN-337, D-08-IN-338, D-08-IN-339}
development of a cause-and-effect diagram requires the team to think throughall the possible causes of poor quality.
Like most of the failure-analysis methods, this approach relies on a logicalevaluation of actions or changes that lead to a specific event, such asmachine failure. The only difference between this approach and othermethods is the use of the fish-shaped graph to plot the cause-effectrelationship between specific actions, or changes, and the end result or event.
This approach has one serious limitation. The fishbone graph does not provide a clear sequence of events that leads to failure. Instead, it displays allof the possible causes that may have contributed to the event. While this isuseful, it does not isolate the specific factors that caused the event. Otherapproaches provide the means to isolate specific changes, omissions, oractions that caused the failure, release, accident, or other event beinginvestigated.






















![[Lean 101] Introduction to Lean - Preparing a Lean Canvas](https://img.pdfslide.us/doc/110x75/58f160751a28abf1658b4621/lean-101-introduction-to-lean-preparing-a-lean-canvas.jpg)





