Embed Size (px)
Citation preview

Laser Milling Machine
Group 18
Nathan BodnarDavid DowdleRyan Maticka

• The system will be capable of laser etching copper coated printed circuit boards (PCB’s) for the purpose of rapidly prototyping senior design projects
• The system will consist of:– High powered
green laser– Custom software– XY plotting table– Safety mechanisms
Project Overview

Project Motivation• Current milling machine
used by senior design students has had numbers breakdowns
• We wanted to replace the replace the current milling machine with a more reliable system that was capable of running without continuous user input
• Design and build our own high powered green laser

Project Goals and Objectives• Capable of producing a quality result in less time
than is required to ship out a PCB to a professional manufacturer
• Safe, most specifically in the area of eye and lung safety
• Capable of interfacing with a computer through a single USB port
• Capable of vaporizing copper in just a few pulses of a laser
• Capable of burning through the fiberglass substrate with the laser alone

Project Goals and Objectives• Capable of accepting a Gerber file from a
mainstream PCB layout software program• Capable of accepting boards to be milled in
PNG format• Capable of handling FR4 copper clad PCB• Able to store previously milled boards so that
the left over areas can be re-milled• Capable of milling warped boards

Project Specifications & Requirements
• Capable of milling a 12inx12in board• Resolution of 1mil
– 1mil = 39.37mm or 1/1000inch
• Beam waste of 1mil or lower• Protected through the storage of hashed user
passwords

Project Specifications and Requirements
• Require 512MB of main memory (computer) to run after everything else
• Implement a call and answer protocol for the interface between the computer and the microcontroller through the use of 64Byte data packets

• User safety– Laser being ran as a class one– Air scrubbed through a carbon filter– Automatic shutdown if the system is opened– High voltage system, so the entire system is enclosed
and not just the laser subsystem• Equipment safety
– Multiple temperature sensors– Automatic shutdown on a detected anomaly– Multiple housings to protect equipment from the
vaporized copper by product of the mill procedure
Safety
HIGH VOLTAGE
DANGERHIGH
VOLTAGE
DANGER

Laser Safety
• Desirable to run the system as a class one laser• Laser safety glasses (Five OD as per ANSI Z136.1
standard) still required when testing and calibrating the laser
• Needed to classify the laser as a class one:– Protective housing– Interlocks on the housing– Service access panel– Equipment labels
CAUTIONLASER RADIATION
DO NOT STARE INTO BEAM
CLASS 1 LASER
Enclosed Nd:YAG, 532nm, 10mJ, 40ns
! CAUTIONLASER RADIATION
DO NOT STARE INTO BEAM
CLASS 1 LASER
Enclosed Nd:YAG, 532nm, 10mJ, 40ns
!!

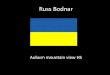
Burn Testing
Minimum amount of Energy needed: 0.7mJ for 20ns @ 532nm
Energy to Vaporize Copper
0
5
10
15
20
25
30
35
2484486488481048
Wavelength (nm)
Ene
rgy
(mJ)

Laser Cavity Design
•Folded cavity Design
•Q switched
•808nm Diode Pumped
•Output: 532nm
•Nd:YAG (end pumped)

Laser Cavity Simulations
• With 80W input = 30W @ 1064nm
• ~12W @532nm CW
• Pulsed: 4mJ @ 13ns
• ~ 307 MW duty 0.0013%

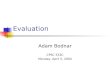
Laser Block DiagramMain
Computer
Laser Power Supply
USBUSB
AC Power
Cooling Lines
Thermal Electric Cooler
Laser Diode #1
Wire
Cooling Flow
Thermistor
Cooling Lines
Wire
USB USB
Laser Power Supply
AC Power
Cooling Lines
Thermal Electric Cooler
Laser Diode #1
Wire
Cooling Flow
Thermistor
Cooling Lines
Wire
Main Computer
Laser Power Supply
USBUSB
AC Power
Cooling Lines
Thermal Electric Cooler
Laser Diode #1
Wire
Cooling Flow
Thermistor
Cooling Lines
Wire
USB USB
Laser Power Supply
AC Power
Cooling Lines
Thermal Electric Cooler
Laser Diode #2
Wire
Cooling Flow
Thermistor
Cooling Lines
Wire

Q Switch
Pockel Cell
• Fast Switching Characteristics <1ns
• Voltage Rating: 3-5 kV
• High Laser Power Operation
• Crystal: KD*P
• Polarization Dependent
Alternative Q Switches
•AOM modulator
•Mechanical
•Saturable Absorber

Q Switch Block Diagram
Voltage Regulator
DarlingtonTransistor
Microcontroller
+12V
40kHzOscillator
VoltageDivider
FilterCaps
VoltageMultiplier
1:98Transformer
FastFETs
Voltage Regulator
DarlingtonTransistor
Microcontroller
+12V
40kHzOscillator
VoltageDivider
FilterCaps
VoltageMultiplier
1:98Transformer
FastFETs
•Generates 0 - 5 kV output
•Generates pulses with minimal delay
•Emergency Shutoff capabilities

•Voltage divider reduces voltage down by 1221:1
•Peak output voltage from divider: 4.05 Volts
•D/A : MCP4251
•Allows Control of 20 Volts per Step
Q Switch Voltage Regulator

Voltage Multiplier
•Villard cascade voltage multiplier
•Multiplies by 4
•Inputs from CCFL transformer
•Outputs to filter Caps

Oscillator Circuit
•Generates a Square wave
•Center Frequency: ~50kHz
Pulse Generator Circuit
•Generates a pulse when the microcontrollers rising edge
•Delay is formed by L-C networks
•Delay time will depend on final Laser cavity alignment

Emergency Power Cutoff
• Activated by RB7
• Stays activated until Reset
• Resets when the 12V line is removed

XY table
• Threaded Rode Design
• Requires material To Move
• Requires Double the area to travel
Old Design Current Design
• Belt Driven
• Moves the mirrors and not the material
• Requires only 6” extra for head travel

Stepper Motor Controller
Stepper Controller
•Allows Micro-stepping
•Allows Full Stepping
Stepper Motor• 0.9 rotation per Step• Holding Torque: 30 oz-in• Unipolar

Laser Power Supply
• Specifications – Input: 120VAC at 60Hz– Output: 0 to 5VDC at 60A– Current driven– Output voltage ripple < 1mV– Precision and consistency

Filtering and Rectification
• Low-pass filter: filter out high frequency noise• Metal oxide varistor: high R at low V and low R at
high V provides surge protection• Isolation: 60Hz isolation transformer• Rectifier bridge with output capacitor

DC to DC Converter
• Choices:– Linear regulator
• Not efficient enough• Large size• Thermal issues
– Switched-mode DC to DC Converter• Buck converter for voltage gain < 1• Adjusting PWM will control voltage and current output

Switching
• Choices: BJT, IGBT, MOSFET– BJT
• Pros: High current carrying capability• Cons: High driving power
– IGBT• Pros: High current carrying capability• Cons: Frequency not as high as MOSFETs to give a small ripple
– MOSFET• Pros: High frequency for small ripple, low driving power• Cons: Low current carrying capability

Switching
• Problem: – MOSFET has lower
current carrying capability
• Solution:– Use MOSFETS in parallel
• High current• High switching speed• Low driving power

Synchronous Switching• Low Power
– Blocking diode can handle low power• High Power
– Risk of breakdown from high stress on diode– Power losses on diode is much greater than using a MOSFET
• Replace diode with a MOSFET

Control
Buck Converter MicrocontrollerDifferential Amplifier

LC Filter
• Reduce the output voltage ripple and current ripple– Increase C to decrease ripple
• Synchronous switching allows for the use of a small inductor– Pros: small resistance, reach steady state fast

Capacitor Value
• ∆VC is the output voltage ripple
• VO is the output voltage
• L is the inductor values• D is the duty cycle of the parallel MOSFETs• f is the frequency of the parallel MOSFETs
28
1
LCf
D
V
V
O
C

Thermoelectric Cooling
• Used to cool laser diodes• ATX PSU:12VDC• PWM controls MOSFET to control the power to the peltier• Temperature monitored via thermistor on peltier
MOSFET
Peltier PeltierLaser Diode
#1
Microcontroller
PeltierLaser Diode
#2Thermistor
Peltier
Thermistor
+12V

Microcontroller
• Needed to be able to do:– Pulse Width Modulation (PWM) for microstepping– Analog to digital converter for the temperature sensors– Able to interface with a large number of sensors (greater
than 5)– Types of sensors: contact, temperature, light, current,
voltage, humidity, and flow rate– Low cost– Easy to implement– Large repository of example code– Easy to reprogram (USB)

Microcontroller
• Which programming language for the microcontroller?– Choices:
• C• Assembly
– We chose C, as we are the most familiar with it, and there is a large body of software already written for the PIC18F2550. Furthermore, Microchip offers the ability to blend C and Assembly in our source files, so we can get the advantages of both languages

Microcontroller Decision ChartMCU PIC18F2550 MC9S08JS8CWJ C8051F342-GQ ATMEGA162-16PU
Data Bus Width: 8 bit 8 bit 8 bit 8 bit
Family: PIC18 JS 8051 AVR
Program Memory Type: Flash Flash Flash Flash
Program Memory Size: 32 KB 16 KB 64 KB 16 KB
Data RAM Size: 2 KB 256 B 5.25 KB 1 KB
Interface Type: SPI or I2C or EAUSART SPI, SCI I2C / SPI / UART / USB SPI or USART
Maximum Clock Frequency: 48 MHz 48 MHz 48 MHz 16 MHz
Number of Programmable I/Os: 24 N/A 25 35
Number of Timers: 4 1 4 4
Operating Supply Voltage: 2 V to 5.5 V 2.7 V to 5.5 V 2.7 V to 5.25 V 2.7 V to 5.5 V
Maximum Operating Temperature: + 85 C + 85 C + 85 C + 85 C
Package / Case: SOIC-28 Wide SOIC-20 Wide LQFP-32 PDIP-40
Packaging: Tube Tube Tray N/A
Minimum Operating Temperature: - 40 C - 40 C - 40 C - 40 C
On-Chip ADC: 10-chx10-bit N/A 17-ch x 10-bit N/A
Price (for 1): $4.95 $2.00 $10.25 $6.77

Software Design Decisions
• Which programming language to use?• Vector or raster mill?• Directly support Gerber files?• Directly support TIFF images?• How should we communicate with the
microcontroller?• How should we control security?• How are we going to cut out holes?

Software Design Decisions
• Which programming language for the computer program?– Choices:
• C, Java, C#– We chose Java as we are the most familiar with it
other than C, and it is much easier to create GUI’s in Java. C# would have interfaced with our microcontroller easier, but we were not as familiar with it as Java, and we wanted to cut down on development time so that we could have more time to debug and test

Software Design Decisions
• Vector or raster mill procedure?– Vector: follow the outlines of each object until
you come back to the beginning of the object• Pros: Shorter mill time, less movement of XY head• Cons: more complicated algorithm
– Raster: scan left and right across the area to be plotted
• Pro: simple algorithm• Cons: longer mill time, more movement of XY head

Software Design Decisions• Directly support Gerber files?
– Would allow for easier implementation of Vector milling– Specification is too complicated for the scope of this
project• Use gerb2tiff (external program) to convert the input Gerber file
to a TIFF• Use the output as a raster mill input

Software Design Decisions
• Directly support TIFF images?– Possible: JAI (Java Advanced Imaging) library– Difficult to do
• Solution?– Support reading in PNG files– Call external program (convert.exe) to convert the
TIFF image to a PNG image– PNG files can be read natively by the Java image
handling methods

Software Design Decisions• How should we communicate with the
PIC18F2550?– Initially: Send large amounts of data to PIC, with
not response– Final choice: Send individual commands, wait for
acknowledged response before sending another• Slower method, but we are using a very small amount
of our available bandwidth at any one time, and the latency is low enough to be negligible compared to the rate of dots/s where 1dot = 1/1000in

Software Design Decisions
• How should we control security?– Option1: None
• Check the user’s input password against a plain text file– Option2: Encryption
• Encrypt the user’s password, and check against the inserted password
– Option3: Hashing• Hash the user’s password, store the hash, and create a
new hash based on the inserted password. Verify that they match.

Software Design Decisions
• How should we control security?– Option1: None
• Not really an option, we need user access level control
– Option2: Encryption• Difficult to implement
– Option3: Hashing• Easy to implement, and mathematically impossible to
construct the password from the hashed value

Software Design Decisions
• How should we control security?– Option3: Hashing
• Can’t just store the user’s password• Need to store the user’s access level also• Therefore, store
hash(<access_level>+<password>)• then compute the four possible hashes based on the
current password that has been entered into the system and assign the user the correct access level
• Access Levels: None, Standard, Advanced, Experienced, Administrator

Software Design Decisions
• How are we going to cut out holes?– Raster?
• We only need to cut around the edge of the hole
– Vector?• Yes• How is this possible?
– PCB authoring software produces separate drill files for holes

Software Design Decisions• How are we going to cut out holes?
– Vector– Code snippet below
int Bx = 50; //x location of the hole
int By = 50; //y location of the hole
int Ax, Ay;
int D = 10; //diameter of the hole
for (double y=0; y<=360; y = y+0.01) {
Ax = (int)Math.floor(D/2*Math.cos(y*Math.PI/180));
Ax += Bx;
Ay = (int)Math.floor(D/2*Math.sin(y*Math.PI/180));
Ay += By;
map[Ax][Ay] = 1;
}

Optimal Control Path
Experienced User
Administrator User
Advanced UserStandard User
Main GUI
Main Program User Login Main GUISelect File

Realistic Path – Step 1
User Login
Select File
Correct Password?
Yes
No
Valid User Name?
Yes
No

Realistic Path – Step 2
Select File
Main GUI
User File Exists?
Yes
No
File Name Exists?
Yes
No
PNG File Exists?
No
Yes

Realistic Path – Step 2

Main GUI
Standard
Administrator
Experienced
Advanced

Important Functions
• Create hash file to store users• Access hash file• Read and process input file• Take processed input file and send the
commands to the machine• Interpret the commands coming from the
machine acknowledging that it received data and is working properly

Create Hash File
• Store the userName (the student’s NID)• Store a hash of the user’s password and
access level in the format:hash(“<accessLevel> + <password>”)
• Check for duplicate entries, replace the old entry with the new entry
• Use SHA-512 (SHA-2 family) hashing algorithm

Access Hash File
• Read current hash file into a TreeMap– User the userName field as the key, and the
hashed password as the value
• Make a hash out of the current user’s password, and all of the possible access levels
• Compare the two hashes• Assign the user their access level based on the
result of the comparison

Read Input File
• Convert the Gerber file to a TIFF (gerb2tiff.exe)• Convert the TIFF file to a PNG (convert.exe, Image Magick
suite)Runtime rt = Runtime.getRuntime();
pr = rt.exec(String toRun);• We did not want to have to write our own Gerber parser, so
we used the gerb2tiff program• Java will not natively handle TIFF files, so we used the convert
program– JAI library was deemed to add too much complexity to this
project

Environment
• NetBeans to produce the GUI• Eclipse to integrate everything together• To account for the 12,000x12,000 pixel size
that could result from the convert operation, 1GB of memory was allocated to the JVM– This could be optimized if we were to use the JAI
to tile the TIFF images, and read each tile separately. This will be implemented if we have time at the end of this project.

Process Input File
• Read the PNG file into memory so that we can process it
• Read the image line by line, and produce a text file indicating the if the laser should be on or off and for how many steps
• Store if the laser should be on/off, and the distance that this is true for in an int array– index%2 == 0 (on/off)– index%2 ==1 (distance)
• Indicate if a line needs to be milled

Send and Receive Data
• Traverse the processed input file in an alternating line fashion
• Send the data to the machine, wait for an acknowledgement packet back before sending the next movement command
• If a line has nothing to be milled on it, move down until a line with something to be milled is found, the edge of the file, or the edge of the XY table is found

Milestone Chart
Feb 21
Feb 28
Mar 7
Mar 14
Mar 24
Mar 28
Apr 4
Apr 11
Laser Cavity
Q Switch PS
XY Table Stepper PS
TEC PS
Software
Laser PS
XY Table Testing
Software Testing
Cleaning up

Budget
• Software – free• Parts for XYZ table – $200• Laser setup
– Q-switch – $60 - $5000– 808nm Diodes – $600– Nd:YAG rod – $50– KTP(KD*P) – $30 to $100– Directing mirrors – $450– Lens – $600– Quarter wave plate – $200– Polarizer – $400
• Parts for Laser Power Supply – $200• Parts for TEC Power Supply – $75• Parts for Q switch Power Supply – $50• Parts for Stepper Power Supply – $30• Parts for Power Management Circuit – $50• Fume controller – $30
Total: $3100 to $8100
• Software – free• Parts for XYZ table – $200• Laser setup
– Q-switch – $512.95– 808nm Diodes – $486.99– Nd:YAG rod – $125– KTP(KD*P) – $43.22– Directing mirrors – $27.19– Lens – $420– Quarter wave plate – $74– Polarizer – $49
• Parts for Laser Power Supply – $200• Parts for TEC Power Supply – $35• Parts for Q switch Power Supply – $140• Parts for Stepper Power Supply – $30• Parts for Power Management Circuit – $50• Fume controller – $30
Total: $2423.35
Estimate cost: Spent cost:

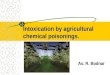
Project Progress
54%
60%
80%
90%
20%
15%
12%
70%
85%
0% 20% 40% 60% 80% 100%
Total
Software
XY Table
TEC Controller
Q Switch Power Supply
Laser Power Supply
Laser Cavity
Bought Materials
Research

Questions?