Embed Size (px)
Citation preview

Large LNG plant capabilities for capacity >2 MTPA Benefit from economies of scale and proven technology
Liquefaction capabilities and support: We provide a complete range of products and services for the successful design, construction, start-up, and operation of your LNG facility:
n Feasibility studies
n Project development studies
n Detailed liquefaction process designs
n Coil wound heat exchanger design and fabrication
n Installation and start-up advisory services
n Technical support services during plant operations
n Debottlenecking studies
Air Products’ natural gas liquefaction processes and main cryogenic heat exchangers are the world’s standard for baseload LNG.
Benefits to our customers:Economical Production
– Readily available refrigerants
– Large train sizes for economies of scale
– High efficiency/low feed gas consumption
High Reliability
– Fewer process components
– Proven performance, demonstrated by plant onstream records
– Robust CWHE (Coil Wound Heat Exchanger) design and construction
Improved Operation
– Ease of start-up to minimize the time to achieve full capacity
– Flexibility to operate at high efficiency over a wide range of feed gas compositions and conditions
– Efficient and stable turndown even at very low feed rates
The result is improved profitability due to faster project completion, higher availability of the process, and maximum efficiency.
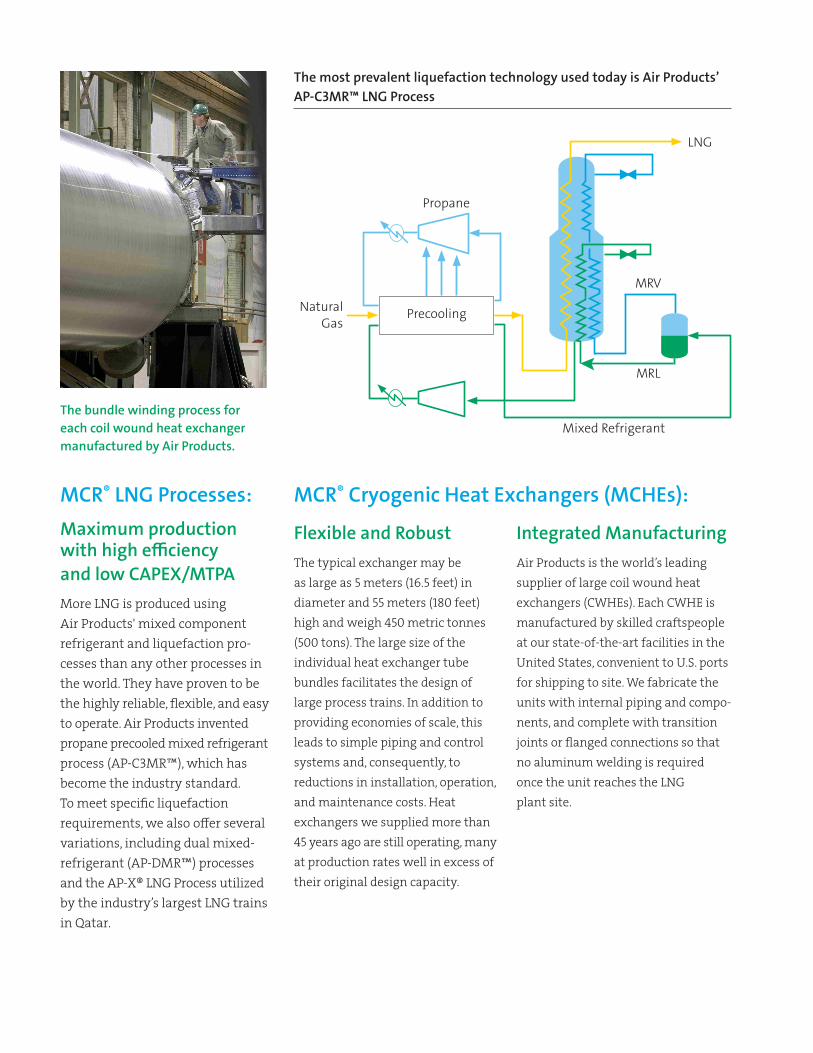
The most prevalent liquefaction technology used today is Air Products’ AP-C3MR™ LNG Process
Natural Gas
Propane
Precooling
Mixed Refrigerant
LNG
MRV
MRL
MCR® LNG Processes:Maximum production with high efficiency and low CAPEX/MTPA More LNG is produced using Air Products' mixed component refrigerant and liquefaction pro-cesses than any other processes in the world. They have proven to be the highly reliable, flexible, and easy to operate. Air Products invented propane precooled mixed refrigerant process (AP-C3MR™), which has become the industry standard. To meet specific liquefaction requirements, we also offer several variations, including dual mixed-refrigerant (AP-DMR™) processes and the AP-X® LNG Process utilized by the industry’s largest LNG trains in Qatar.
The bundle winding process for each coil wound heat exchanger manufactured by Air Products.
MCR® Cryogenic Heat Exchangers (MCHEs):
Flexible and Robust The typical exchanger may be as large as 5 meters (16.5 feet) in diameter and 55 meters (180 feet) high and weigh 450 metric tonnes (500 tons). The large size of the individual heat exchanger tube bundles facilitates the design of large process trains. In addition to providing economies of scale, this leads to simple piping and control systems and, consequently, to reductions in installation, operation, and maintenance costs. Heat exchangers we supplied more than 45 years ago are still operating, many at production rates well in excess of their original design capacity.
Integrated ManufacturingAir Products is the world’s leading supplier of large coil wound heat exchangers (CWHEs). Each CWHE is manufactured by skilled craftspeople at our state-of-the-art facilities in the United States, convenient to U.S. ports for shipping to site. We fabricate the units with internal piping and compo-nents, and complete with transition joints or flanged connections so that no aluminum welding is required once the unit reaches the LNG plant site.
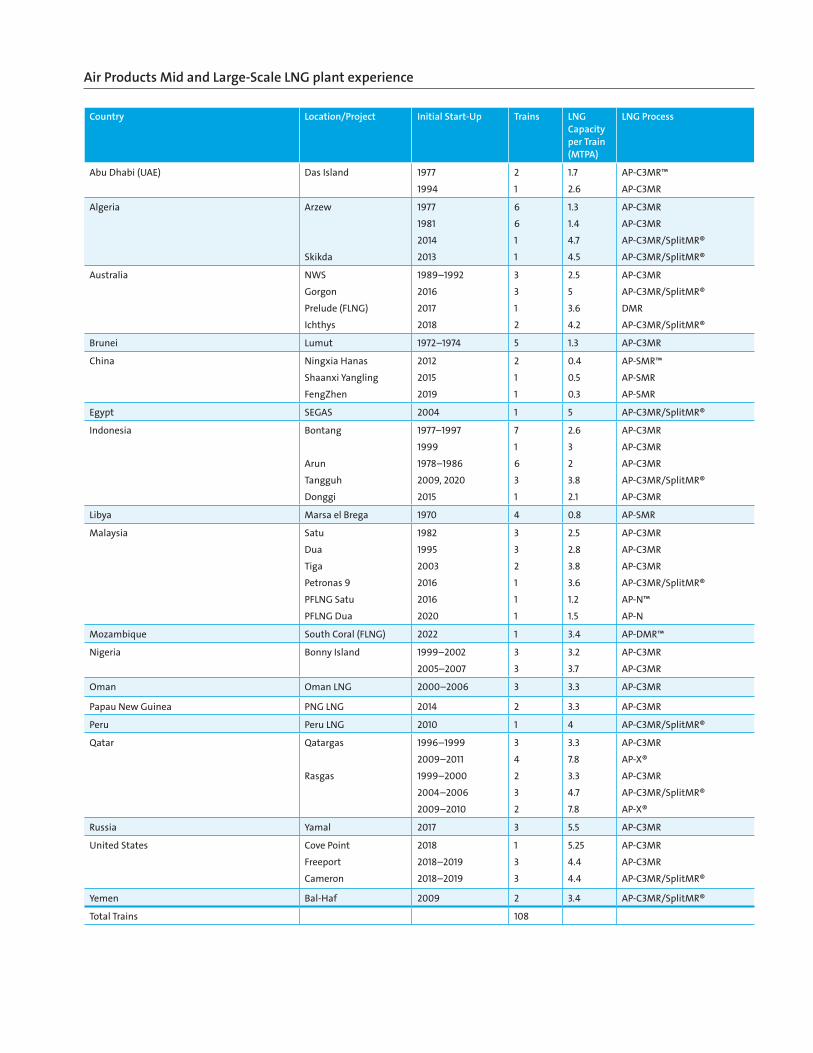
Air Products Mid and Large-Scale LNG plant experience
Country Location/Project Initial Start-Up Trains LNG Capacityper Train (MTPA)
LNG Process
Abu Dhabi (UAE) Das Island 1977
1994
2
1
1.7
2.6
AP-C3MR™
AP-C3MR
Algeria
Arzew
Skikda
1977
1981
2014
2013
6
6
1
1
1.3
1.4
4.7
4.5
AP-C3MR
AP-C3MR
AP-C3MR/SplitMR®
AP-C3MR/SplitMR®
Australia
NWS
Gorgon
Prelude (FLNG)
Ichthys
1989–1992
2016
2017
2018
3
3
1
2
2.5
5
3.6
4.2
AP-C3MR
AP-C3MR/SplitMR®
DMR
AP-C3MR/SplitMR®
Brunei Lumut 1972–1974 5 1.3 AP-C3MR
China Ningxia Hanas
Shaanxi Yangling
FengZhen
2012
2015
2019
2
1
1
0.4
0.5
0.3
AP-SMR™
AP-SMR
AP-SMR
Egypt SEGAS 2004 1 5 AP-C3MR/SplitMR®
Indonesia Bontang
Arun
Tangguh
Donggi
1977–1997
1999
1978–1986
2009, 2020
2015
7
1
6
3
1
2.6
3
2
3.8
2.1
AP-C3MR
AP-C3MR
AP-C3MR
AP-C3MR/SplitMR®
AP-C3MR
Libya Marsa el Brega 1970 4 0.8 AP-SMR
Malaysia
Satu
Dua
Tiga
Petronas 9
PFLNG Satu
PFLNG Dua
1982
1995
2003
2016
2016
2020
3
3
2
1
1
1
2.5
2.8
3.8
3.6
1.2
1.5
AP-C3MR
AP-C3MR
AP-C3MR
AP-C3MR/SplitMR®
AP-N™
AP-N
Mozambique South Coral (FLNG) 2022 1 3.4 AP-DMR™
Nigeria Bonny Island 1999–2002
2005–2007
3
3
3.2
3.7
AP-C3MR
AP-C3MR
Oman Oman LNG 2000–2006 3 3.3 AP-C3MR
Papau New Guinea PNG LNG 2014 2 3.3 AP-C3MR
Peru Peru LNG 2010 1 4 AP-C3MR/SplitMR®
Qatar Qatargas
Rasgas
1996–1999
2009–2011
1999–2000
2004–2006
2009–2010
3
4
2
3
2
3.3
7.8
3.3
4.7
7.8
AP-C3MR
AP-X®
AP-C3MR
AP-C3MR/SplitMR®
AP-X®
Russia Yamal 2017 3 5.5 AP-C3MR
United States Cove Point
Freeport
Cameron
2018
2018–2019
2018–2019
1
3
3
5.25
4.4
4.4
AP-C3MR
AP-C3MR
AP-C3MR/SplitMR®
Yemen Bal-Haf 2009 2 3.4 AP-C3MR/SplitMR®
Total Trains 108

tell me moreairproducts.com/LNG
© Air Products and Chemicals, Inc., 2018 (40335) 230-17-004-GLB-Feb18
Air Products experience: Industry leaderWe helped pioneer the LNG industry, supplying our first LNG process and equipment over 45 years ago. Today, we are on the leading edge of LNG technology and provide quality, reliability, performance, and the best return on capital.
About Air ProductsAir Products is a world-leading Industrial Gases company celebrating 75 years of operation. The company’s core Industrial Gases business provides atmospheric and process gases and related equipment to manufacturing markets, including refining and petro-chemical, metals, electronics, and food and beverage. Air Products is also the world’s leading supplier of liquefied natural gas process technology and equipment.
A large Air Products’ custom designed coil wound heat exchanger.
For more information , please contact us at:
Corporate Headquarters Air Products and Chemicals, Inc. 7201 Hamilton Boulevard Allentown, PA 18195-1501 T 610-481-4861 F 610-481-6329 [email protected]
Large LNG plant liquefaction process capacities
0 1 72 83 94 105 116 12
AP-X®
AP-C3MR™ or AP-DMR™
Train Capacity, MTPA
For the AP-X® LNG Process, in addition to liquefaction process design and CWHEs (Coil Wound Heat Exchangers), Air Products designs and manufactures cryogenic nitrogen companders (compressor turbo-expander machinery), and nitrogen economizer heat exchanger cold boxes.

Mid-scale LNG capabilities World-class LNG technology applied to mid-scale LNG plants
Mid-scale LNG plants producing from 0.25–2.0 MTA are gaining acceptance as a way to serve niche markets for LNG and to monetize smaller gas volumes at reduced cost. Air Products meets the need for mid-scale LNG plants with liquefaction processes and equipment designed for simplicity while delivering lower unit costs.
Mid-size plants: track record of success While the LNG industry trends in past years have been toward larger plants, it is important to recognize that a significant number of the operating LNG plants around the world today are in the capacity range of what is currently being categorized as the “mid-scale LNG market.” Notably, Air Products’ coil-wound heat exchangers have been successfully applied for more than 45 years to mid-scale plants and demonstrated high reliability, operability, turn-down stability, and productivity.
Each coil wound heat exchanger is custom designed and delivered
with performance guarantees.

LNG heat exchanger bundle winding process.
Air Products’ coil wound heat exchanger technology and equipment: efficient and robust Air Products offers proven natural gas liquefaction technologies to support customer-specific project requirements for the land based mid-scale LNG mar-ket; most notably Air Products’ proprietary single mixed refrigerant (AP-SMR™) and propane pre-cooled mixed refrigerant (AP-C3MR™) process cycles have been applied. Each liquefaction unit is delivered with performance guarantees on LNG production, specific power and quality. Each coil wound heat exchang-er (CWHE) is custom designed by our engineers to address the full spectrum of economic factors, feed gas compositions, ambient conditions, and LNG product specifications.
Our CWHEs contain helically wound tube bundles housed within an alumi-num or stainless steel pressure shell. The CWHE provides efficient liquefac-tion and containment of hydrocarbons, both LNG and refrigerants. The heat exchangers may consist of one-, two-, or three bundles, each made up of several tube circuits with the tube circuit areas being matched to the process requirements. The CWHE can be fully modularized to minimize fieldwork. Our dedicated experts work with clients from conceptual development through project execution, commissioning and start-up, and continue through the life of the LNG facility.
Shaanxi LNG Investment Development Co. LTD. Yangling, Shaanxi, China plant utilizes Air Products' single mixed refrigerant (AP-SMR™) process.

Air Products’ first LNG plant for Sirte Oil Co., Libya was a mid-size plant utilizing the single mixed refrigerant (AP-SMR™) process.
Experience you can trustAir Products is the premier global LNG technology and equipment supplier, with 85 LNG trains in operation, all of which successfully passed their perfor-mance test the first time. No matter how small your capacity requirements, maintaining production is key to a profitable project. Air Products’ proprietary liquefaction equipment is robust, reliable, compact and efficient with many CWHEs still in service today and producing well over their original design capacity.
Location Initial Start-Up No. of Trains LNG Capacity (mtpa) Air Products' Process Libya 1970 4 0.8 AP-SMR™ Brunei 1972 5 1.3 AP-C3MR™ Abu Dhabi 1977 2 1.7 AP-C3MR™ Algeria
Arzew GL1Z 1977 6 1.3 AP-C3MR™ Arzew GL2Z 1981 6 1.4 AP-C3MR™ Indonesia
Arun 1978–1986 6 2.0 AP-C3MR™ Donggi 2014 1 2.0 AP-C3MR™China
Ningxia Hanas 2012 2 0.4 AP-SMR™ ShaanXi Yangling 2014 1 0.5 AP-SMR™ Fengzhen City Wanjie Gas 2019 1 0.3 AP-SMR™ Total 34
Selected Air Products mid-scale LNG plant experience
Ningxia Hanas Natural Gas Co. Ltd., Ningxia, China plant utilizes Air Products' single mixed refrigerant (AP-SMR™) process.

For more information , please contact us at:
Corporate Headquarters Air Products and Chemicals, Inc. 7201 Hamilton Boulevard Allentown, PA 18195-1501 T 610-481-4861 F 610-481-6329 [email protected]
tell me moreairproducts.com/LNG
© Air Products and Chemicals, Inc., 2018 (41349) 230-17-012-GLB-Jan18
About Air ProductsAir Products is a world-leading industrial gases company celebrating 75 years of operation. The company's core industrial gases business provides atmospheric and process gases and related equipment to manufacturing markets, including refining and petrochemical, metals, electronics, and food and beverage. Air Products is also the world's lead-ing supplier of liquefied natural gas process technology and equipment.
Donggi-Senoro LNG, Indonesia utilizes Air Products' propane pre-cooled mixed refrigerant (AP-C3MR™) process.

Small plant and peak-shaving LNG processes: Designed for simplicity and delivering lower unit costs
Small and peak-shaving LNG plants producing up to 0.5 MTA are being promot-ed as the way to monetize stranded gas reserves at reduced cost, to replace inefficient aging assets, and to provide fuel for the mining and transportation industries. Air Products helped pioneer the LNG industry, and we have contrib-uted to the success of more LNG operations around the world than any other liquefaction company. Today, we are meeting the need for smaller scale and peak-shaving plants.
Air Products’ LNG processes: Proven design
No matter how small your capacity requirements, you want the ability to liq-uefy natural gas on demand. Air Products’ efficient and reliable process designs have proven to be robust and reliable in natural gas liquefaction service. Small liquefaction plants that we manufactured more than 40 years ago are still in service today, with many producing well over their original design capacity.
Nitrogen recycle: Extensive experience
Air Products has used the nitrogen recycle refrigeration system as the primary liquefaction process in air separation for more than 50 years. These liquefaction systems cover a large range of plant capacities. Air Products also owns and operates over 100 nitrogen recycle (or air recycle) liquefiers. Year in and year out, our system-wide plant availability exceeds 99 percent, while operating and maintenance costs are the industry’s lowest. The high reliability and low maintenance we build into the plants we own and operate carries over to the design practices and equipment selection in plants we build for natural gas liquefaction.
Air Products’ peak-shaving LNG plant on Long Island, New York.
Nitrogen recycle LNG liquefier:
Efficient process design and lower cost
As the world’s leading supplier of LNG technology, Air Products designed and built the first LNG peak-shaving plant in 1965. We have designed and built all major types of LNG liquefaction plants, including cascade, mixed refrigerant, precooled mixed refrigerant, nitrogen recycle, and feed gas expander cycles. Our preferred product offering for LNG liquefaction applications at capacities of 5 MMSCFD to 30 MMSCFD is the nitrogen recycle liquefier. Nitrogen recycle plants in this size offer several benefits:
• Inherently lower capital cost than competing mixed refrigerant tech- nologies while providing compa- rable energy efficiency
• Simple operation and superior turn- down efficiency
• Nonflammable and environmen- tally benign nitrogen refrigerant
• Low cost and ready availability of nitrogen
• Modularized design of nitrogen recycle liquefier, with three basic components, minimizes field construction cost

For more information , please contact us at:
Corporate Headquarters Air Products and Chemicals, Inc. 7201 Hamilton Boulevard Allentown, PA 18195-1501 T 610-481-4861 F 610-481-6329 [email protected]
tell me moreairproducts.com/LNG
© Air Products and Chemicals, Inc., 2013 (35744) 230-13-004-GLB
Single mixed-refrigerant process: An option for enhanced performance
Depending on your project, Air Products’ single mixed-refrigerant (SMR) LNG process may also be an option for your small plant. The AP-SMR pro-cess incorporates our unique coil-wound heat exchanger (CWHE), offering an attractive and straightforward solution that minimizes process equip-ment and provides enhanced performance and reliability. The CWHE can be fully modularized to minimize fieldwork. Air Products’ mixed refriger-ant process cycles with coil-wound heat exchangers benefit from years of experience and “know-how” gained in the LNG industry.
Air Products’ capabilities: Comprehensive resources
Air Products is the leader in supplying process technology and equipment to the LNG industry. Air Products has contributed to the success of more LNG operations than any other company and brings its full capabilities to LNG projects of any scale. From peak-shaving plants producing less than 0.1 MTA to the largest baseload facilities, on land or off-shore, our LNG team can help you get a plant up and running at the highest efficiency, on time, on budget, and in any climate. As an owner and operator of hundreds of process facilities worldwide, Air Products can provide full support to the LNG plant owner, including spare parts management, short and long term O&M services, plant optimization studies, and upgrades for existing facilities. If you need LNG production capacity—today or in the future—and you want to obtain it efficiently and cost-effectively, please contact us. We’d love to tell you more.
About Air Products Air Products provides atmospheric, process and specialty gases; perfor-mance materials; equipment; and technology. For over 70 years, the company has enabled customers to become more productive, energy-efficient and sustainable. More than 20,000 employees in over 50 countries supply innovative solutions to the energy, environmental and emerging markets. These include semiconduc-tor materials, refinery hydrogen, coal gasification, natural gas liquefaction, and advanced coatings and adhesives. In fiscal 2012, Air Products had sales approaching $10 billion.
Air Products cryogenic expander typically used in the production of a small LNG plant.
Feed Knock Out Drum
LNG
Feed
Tail Gas
Compressor
Nitrogen Refrigeration
Compressor
Expander
Simple N2 Recycle Process





























