-
8/10/2019 L13-Rolling of metals.ppt
1/32
Chapter 13: Rolling of Metals
Rolled strips
-
8/10/2019 L13-Rolling of metals.ppt
2/32
Introduction
Rolling is the process of reducing the thickness of a
long work-piece by compressive forces appliedthrough a set of
rolls.
Plates, which are generally regarded as having a
thickness greater than 6 mm are used for structuralapplications
such as machines structures, boilers.
Sheets are generally less than 6 mm thick; they areprovided to
manufacturing facilities as flat pieces.
-
8/10/2019 L13-Rolling of metals.ppt
3/32
Flat-Rolling
and Shape-Rolling Processes
Figure 13.1 Schematic outline of various flat-rolling and
shape-rolling processes.Source: After the American Iron and Steel
Institute.
-
8/10/2019 L13-Rolling of metals.ppt
4/32
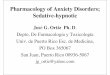
Flat-Rolling Process
Figure 13.2 (a) Schematic illustration of the flat-rolling
process. (b) Friction forces acting on
strip surfaces. (c) Roll force, F, and the torque, T, acting on
the rolls. The width of the strip,
w, usually increases during rolling, as shown later in Fig.
13.5.
A metal strip of thickness enters the roll gap and is reduced to
thickness by a
pair of rotating rollseach roll being powered individually by
electric motors.
-
8/10/2019 L13-Rolling of metals.ppt
5/32
Flat Rolling
Frictional Forces : The rolls pull the material into the
roll
gap through a net frictional force of the material. The
draft, defined as the difference between the initial and
final thickness which is the function of the coefficient of
friction and the roll radius R.
In figure (13.2b) the frictional force is shown.
Roll Force : Because the rolls apply pressure on the
material in order to reduce its thickness, a force
perpendicular to the arc of contact is needed. In figure
(13.2c) the roll force is shown.
-
8/10/2019 L13-Rolling of metals.ppt
6/32
Reducing Roll Force: Roll forces can cause deflection and
flattening
of the rolls, which adversely affect the rolling operation.
Roll forces can be reduced by any of the following means:
1. Reducing friction2. Using smaller-diameter rolls, to reduce
the contact area
3. Taking smaller reduction per pass, to reduce the contact
area
4. Rolling at elevated temperatures, to lower the strength of
the
material
5. Another effective method of reducing roll forces is to
apply
longitudinal tension to the strip during rolling. Because
they
require high roll forces, tensions are important particularly
in
rolling high-strength metals. Tensions can be applied to the
strip
either at the entry zone (back tension), at the exit zone
(front
tension), or both.
Flat Rolling
-
8/10/2019 L13-Rolling of metals.ppt
7/32
Figure 13.3 Schematic illustration of a four-high rolling-mill
stand, showing
its various features. The stiffness of the housing, the rolls,
and the roll
bearings are all important in controlling and maintaining the
thickness of
Flat Rolling
-
8/10/2019 L13-Rolling of metals.ppt
8/32
Flat Rolling
Geometric considerations: Just as a straight beam
deflects under a transverse load, roll forces tend to
bend the rolls elastically during rolling. As expected,
the higher the elastic modulus of the roll material, thesmaller
the roll deflection.
-
8/10/2019 L13-Rolling of metals.ppt
9/32
Bending of Rolls:
Figure 13.4 (a) Bending
of straight cylindrical rollscaused by roll forces. (b)
Bending of rolls ground
with camber, producing a
strip with uniform
thickness through the strip
width. Deflections have
been exaggerated forclarity.
Flat Rolling
-
8/10/2019 L13-Rolling of metals.ppt
10/32
Spreading: In rolling plates and sheets with high
width-to-thickness ratios, the width of the strip remains
effectively constant
during rolling. However, with smaller ratios (such as a strip
with a
square cross-section), its width increases significantly as
itpasses through the rolls (an effect commonly observed in the
rolling of dough with a rolling pin). This increase in width is
called
spreading.
It can be shown that spreading increases with (a) decreasing
width-to-thickness ratio of the entering strip (because of
reduction
in the width constraint), (b) increasing friction, and (c)
decreasing
ratio of the roll radius to the strip thickness.
Spreading can be prevented by the use of vertical rolls in
contact
with the edges of the rolled product.
-
8/10/2019 L13-Rolling of metals.ppt
11/32
Spreading in Flat Rolling
Figure 13.5 Increase in strip width (spreading) in flat rolling.
Note that
similar spreading can be observed when dough is rolled with a
rolling
pin.
-
8/10/2019 L13-Rolling of metals.ppt
12/32
Flat-Rolling Practice: Hotrolling
The initial rolling steps (breaking down) of the material
typically isdone by hot rolling.
Hot rolling converts the cast structure to a wrought structure
with
finer grains and enhanced ductility, both of which result from
the
breaking up of brittle grain boundaries and the closing up of
internal
defects (especially porosity).
Fig: Hot rolling
The product of the first hot-rolling
operation is called a bloom or slab.
A bloom usually has a square cross-
section, at least 150 mm on the side; aslab usually is
rectangular in cross-
section.
Billets usually are square (with a
cross-sectional area smaller than
blooms) and later are rolled into
various shapes, such as round rods
-
8/10/2019 L13-Rolling of metals.ppt
13/32
Effects of Hot Rolling:
Figure 13.6 Changes in the grain structure of cast or of
large-grain
wrought metals during hot rolling. Hot rolling is an effective
way to
reduce grain size in metals for improved strength and ductility.
Cast
structures of ingots or continuous castings are converted to
a
wrought structure by hot working.
-
8/10/2019 L13-Rolling of metals.ppt
14/32
Flat-Rolling Practice
After casting, ingots are rolled into one of three intermediate
shapes
called blooms, billets, and slabs. In the hot rolling of blooms,
billets,
and slabs, the surface of the material usually is
conditioned
(prepared for a subsequent operation) prior to rolling them.
Blooms have square cross section 6x 6or larger. They are
rolled into structural shapes.
Billets have square cross section 1.5x 1.5or larger. they
are
rolled into bars and rods.
Slabs have rectangular cross section 10x 1.5or larger. They
are rolled into plates, sheets and strips.
-
8/10/2019 L13-Rolling of metals.ppt
15/32
Cold rolling is carried out at room temperature and, compared
withhot rolling, produces sheets and strips with a much better
surface
finish (because of lack of scale), dimensional tolerances,
and
mechanical properties (because of strain hardening).
Pack rolling is a flat-rolling operation in which two or more
layers of
metal are rolled together; the process improves
productivity.Aluminum foil, for example, is pack rolled in two
layers.
Fig: Cold rolling
Flat-Rolling Practice: ColdRolling
-
8/10/2019 L13-Rolling of metals.ppt
16/32
Defects in rolled plates and
sheets Defects may be present on the surfaces of rolled plates
and
sheets, or there may be internal structural defects.
Defects are undesirable not only because they degrade
surface appearance but also because they may adverselyaffect the
strength, formability, and other manufacturing
characteristics.
Wavy edges on sheets are the result of roll bending.
-
8/10/2019 L13-Rolling of metals.ppt
17/32
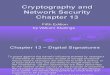
Defects in Flat Rolling
Figure 13.8 Schematic
illustration of typical
defects in flat rolling:
(a) wavy edges; (b)
zipper cracks in the
center of the strip; (c)
edge cracks; and (d)
alligatoring.
-
8/10/2019 L13-Rolling of metals.ppt
18/32
Various rolling processes and
millsShape rolling
Straight and long structural shapes (such as
channels, I-beams, railroad rails, and solid bars) are
formed at elevated temperatures by shape rolling
(profile rolling), in which the stock goes through aset of
specially designed rolls.
Cold shape rolling also can be done with the
starting materials in the shape of wire with various
cross-sections. Fig 13.12 shows the Steps in the shape rolling
of an
I-beam part. Various other structural sections, such
as channels and rails, also are rolled by this kind of
process.
-
8/10/2019 L13-Rolling of metals.ppt
19/32
Shape Rolling of an H-section part
Figure 13.13 Stages in
the shape rolling of an
H-section part. Various
other structuralsections, such as
channels and I-beams,
are also rolled by this
kind of process.
-
8/10/2019 L13-Rolling of metals.ppt
20/32
Ring-Rolling
Figure 13.14 (a) Schematic illustration of a ring-rolling
operation. Thickness
reduction results in an increase in the part diameter. (b-d)
Examples of cross-
sections that can be formed by ring-rolling.
-
8/10/2019 L13-Rolling of metals.ppt
21/32
Thread Rolling Thread rolling is a cold-forming process by
which
straight or tapered threads are formed on round
rods or wire by passing them between dies.
Threads are formed on the rod or wire with eachstroke of a pair
of flat reciprocating dies.
Fig 13.16 shows Thread rolling processes: (a) and
(b) reciprocating flat dies; (c) two-roller dies; (d) A
collection of thread-rolled parts madeeconomically at high
production rates.
-
8/10/2019 L13-Rolling of metals.ppt
22/32
Thread-Rolling Processes
Figure 13.15 Thread-rolling processes: (a) and (c) reciprocating
flat dies; (b) two-
roller dies. (d) Threaded fasteners, such as bolts, are made
economically by these
processes at high rates of production. Source: Courtesy of
Central Rolled Thread
Die Co.
-
8/10/2019 L13-Rolling of metals.ppt
23/32
Machined and Rolled Threads
Figure 13.17 (a) Features of a machined or rolled thread. Grain
flow in (b)
machined and (c) rolled threads. Unlike machining, which cuts
through the
grains of the metal, the rolling of threads imparts improved
strength because of
cold working and favorable grain flow.
-
8/10/2019 L13-Rolling of metals.ppt
24/32
Production of Seamless Pipe
Rotary tube piercing is a hot-working process for makinglong,
thick-wall seamless pipe and tubing. It is based
on the principle that when a round bar is subjected to
radial compressive forces, tensile stresses develop at
the center of the bar. When it is subsequentlysubjected to
cyclic compressive stresses, a cavitybegins to form at the center
of the bar.
-
8/10/2019 L13-Rolling of metals.ppt
25/32
Cavity Formation in Bar
Figure 13.17 Cavity formation in a solid, round bar and its
utilization in the rotary
tube-piercing process for making seamless pipe and tubing.
-
8/10/2019 L13-Rolling of metals.ppt
26/32
Tube Rolling
The diameter and thickness of pipes and tubing
can be reduced by tube rolling, which utilizes
shaped rolls.
Fig 13.18 shows the schematic illustration of
various tube-rolling processes: (a) with a fixed
mandrel; (b) with a floating mandrel; (c) without a
mandrel; and (d) pilger rolling over a mandrel and
a pair of shaped rolls. Tube diameters andthicknesses also can
be changed by other
processes, such as drawing, extrusion, and
spinning.
-
8/10/2019 L13-Rolling of metals.ppt
27/32
Rotating rolls perform two main functions:
Pull the work into the gap between them by
friction between work part and rolls.
Simultaneously squeeze the work to reduce its
cross section.
The Rolls
-
8/10/2019 L13-Rolling of metals.ppt
28/32
Roll configurations in rolling mills
Two High Rolling Mill.
-
8/10/2019 L13-Rolling of metals.ppt
29/32
Roll configurations in rolling mills
Three High Rolling Mill.
-
8/10/2019 L13-Rolling of metals.ppt
30/32
Roll configurations in rolling mills
Four High Rolling Mill.
-
8/10/2019 L13-Rolling of metals.ppt
31/32
Roll configurations in rolling mills
Multiple backing rolls allow even smaller roll diameters
Cluster Rolling Mill.
-
8/10/2019 L13-Rolling of metals.ppt
32/32
Roll configurations in rolling mills
A series of rolling stands in sequence
Tandem Rolling Mill.