Embed Size (px)
Citation preview
Lannewehr + Thomsen GmbH & Co. KG Ingenieurbüro für Apparate-, Rohrleitungs- und Dichtungstechnik
Managing directors: Schwachhauser Heerstraße 339 Telephone 0421-235623 Gerd Lannewehr, Peter Thomsen 28211 Bremen, Germany Fax 0421-20520812 HRA 26483 HB [email protected] VAT ID no. DE265362938 Page 1 of 6 www.flangevalid.com
● Technical information
● Reuse of screws, bolts and nuts
Screws, bolts and nuts are frequently reused for cost reasons, often from a lack of knowledge about the resulting hazards. The operators (employers) are responsible for proper and hazard-free operation of systems. The requirements result from the Ordinance on Industrial Safety and Health (BetrSichV). Tools, devices, machines and systems (functional units) are work equip-ment that must be provided by operators. Safe operation of a system depends on the interac-tions of functional units (see § 2 of BetrSichV). According to § 3 of BetrSichV, operators have to make hazard assessments according to § 5 of the German Occupational Safety and Health Act (ArbSchG) and establish the essential measures for safe provision and use of work equipment. The provided work equipment must be suitable for the conditions at the workplace and ensure safety and health protection with use as intended (see § 4 of BetrSichV). According to § 10 of BetrSichV, operators must ensure that qualified persons test the proper assembly and safe function of work equipment whose safety depends on assembly. Point 4.2.2, Operation, use, maintenance and repair, of the technical rule on operating safety TRBS 2141-3 stipulates in that “…worn, fissured or bent screws, cracked or otherwise damaged nuts…” must not be used again but replaced instead. Next to ASME PCC-1-2010 and 2013, there is additional important information on the reuse of screws provided in Appendix N in section N-3 “Guidelines”: Quote (source: the licensed German translation of ASME PCC-1-2010 on the assembly of standardized steel flange connections (ISBN-13: 978-3-934736-22-1, PP Publico Publications, www.pp-publico.de) Quote (a) When using bolts and nuts of common grade for fasteners up to M30 (11⁄8 in.) diameter, the use of new bolts and nuts is recommended when bolt-load control methods such as torque or tension are deemed necessary. For larger diameters, it is recommended that the cost of cleaning, deburring, and reconditioning be compared to the replacement cost and considered in the assessment of critical issues of the assembly.
(b) Strong consideration should be given to replacing bolts of any size should it be found that they have been abused or nonlubricated during previous assemblies.
(c) Thread dies generally do not yield a highly cleaned reconditioned surface; therefore, turning bolt threads in a lathe is the preferred method to recondition costly fasteners. Although pre-ferred, this process will remove thread material and tolerance limits specified in ASME B1.1 must be maintained.
(d) Nuts are not generally reconditioned. End of quote
In the procedural instruction on the assembly of flange connections according to ASME PCC-01-2010, the reuse, especially that of large screws, is not recommended; reference is made to the hazard potential.
§§53245
§§§§532455324553245
Lannewehr + Thomsen GmbH & Co. KG Ingenieurbüro für Apparate-, Rohrleitungs- und Dichtungstechnik
Managing directors: Schwachhauser Heerstraße 339 Telephone 0421-235623 Gerd Lannewehr, Peter Thomsen 28211 Bremen, Germany Fax 0421-20520812 HRA 26483 HB [email protected] VAT ID no. DE265362938 Page 2 of 6 www.flangevalid.com
The generally possible reuse of screws, bolts and nuts is considered in the following. For reuse, the following points must be observed (source: Martin Rüedy, www.bossard.com):
• Installation safety
• Antirust protection
• Surface treatment quality
• Durability
• Efficient production-assembly costs
It is still common practice to clean screws. If this cannot be done with wire brushes (no steel wire brushes for stainless steel screws), then they are rethread time and again with tap and dies which in itself already indicates great damage and the need to scrap those items. Rethreading is not permissible because it can involve intervention with the mass of the thread and thus the strength of the component. It entails some problems for the use of used screws, bolts and nuts (reuse). While a system of regular tests including regular crack tests, depending on use, is provided for according to the BGR rules for e.g. chains in order to safely assess further use, no such system exists for screws, bolts and nuts. The assessment of reusability is for the most part made by assembly staff. Here, the question arises as to sufficient competency, qualification and the actually possi-ble assessment of the capacity for reuse.
The currently published DIN EN 1591-4:2013-12 on the qualification of assembly personnel does not include the assessment of the reusability of screws, bolts and nuts. According to TRBS 2141-3 and 2152-2, it must be assumed that pipes and devices which are pressurized always have a high hazard potential. This can be reduced with proper assembly, which is not firmly guaranteed though if insufficiently tested screws, bolts and nuts are reused.
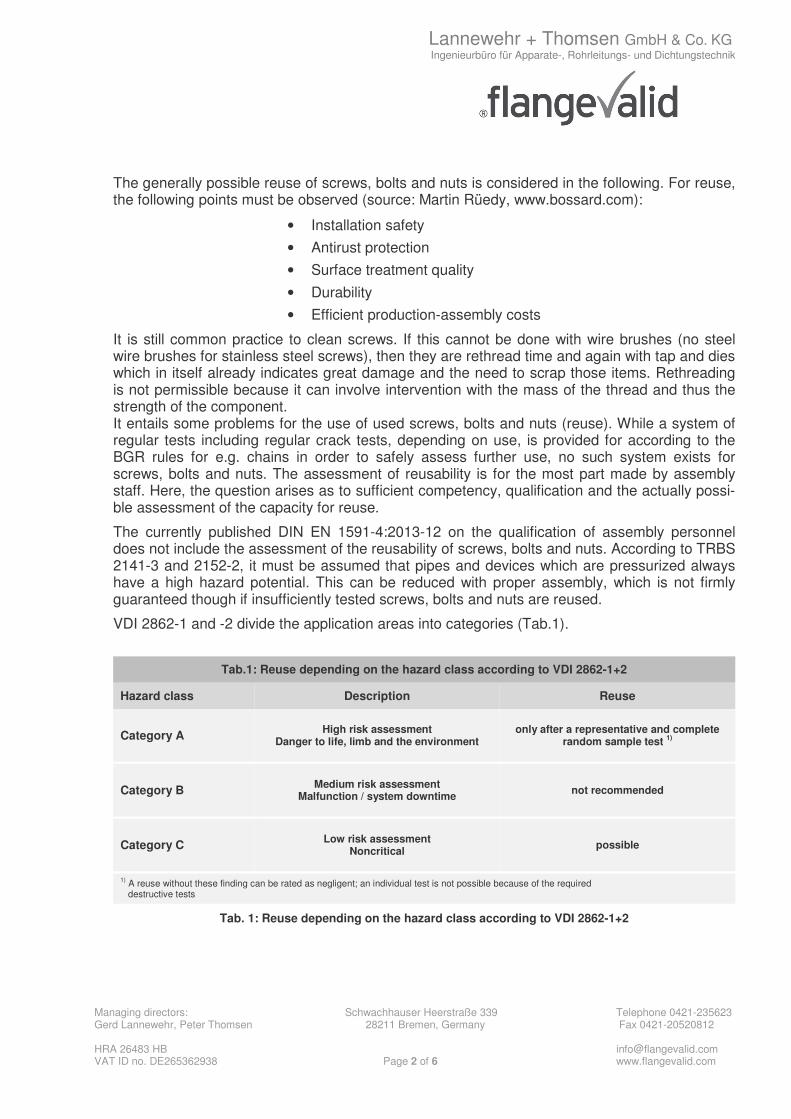
VDI 2862-1 and -2 divide the application areas into categories (Tab.1).
Tab.1: Reuse depending on the hazard class according to VDI 2862-1+2
Hazard class Description Reuse
Category A High risk assessment
Danger to life, limb and the environment only after a representative and complete
random sample test 1)
Category B Medium risk assessment
Malfunction / system downtime not recommended
Category C Low risk assessment
Noncritical possible
1) A reuse without these finding can be rated as negligent; an individual test is not possible because of the required destructive tests
Tab. 1: Reuse depending on the hazard class according to VDI 2862-1+2

Lannewehr + Thomsen GmbH & Co. KG Ingenieurbüro für Apparate-, Rohrleitungs- und Dichtungstechnik
Managing directors: Schwachhauser Heerstraße 339 Telephone 0421-235623 Gerd Lannewehr, Peter Thomsen 28211 Bremen, Germany Fax 0421-20520812 HRA 26483 HB [email protected] VAT ID no. DE265362938 Page 3 of 6 www.flangevalid.com
There is damage to be assessed which can generally not be performed on site. The following table (Tab.2) illustrates the damage and the options for assessment.
Tab. 2: Damage, test, assessment of reusability, feasibility
Damage Damage symptoms Test can be carried out on site by qualified
person
Screw loosened 1)
Loose, easy to disassemble
Determination during dismantling
yes
Visible mechanical damage, deformation
Grooves, kinks, bent, over-expanded
Visual testing, nut can be screwed onto entire thread
yes
Cracks
Severe cracks Visual testing yes
Fine cracks Ultrasonic test
Magnetic particle test no
Changed surface structure
Corrosion Visual testing yes
Roughness, changed friction coefficient
Friction coefficient meas-urement
no
Changed durability
Yield strength change e.g. from relaxation
Destructive test (bar impact test;
tensile test), if values from certificates are available or an unused screw from the same batch is available for comparison
no Change in creep strength from use at high tempera-
tures
Hydrogen embrittlement
1) In the fact sheet “Maintenance of highly stressed screw connections”, the Swiss professional association SUVA recommends not reusing the loosened screw and the two screws to the left and the right thereof
Tab.2: Damage, test, assessment of reusability, feasibility
It is very obvious that a truly correct, clear assessment of reusability is impossible. This might also explain why this is not addressed in DIN EN 1591-4 and why assemblers are not trained accordingly. You can start from the premise that the use of new screws is generally assumed. Reuse without non-destructive testing of used screws on pressure devices cannot be recom-mended for safety-related reasons.

Lannewehr + Thomsen GmbH & Co. KG Ingenieurbüro für Apparate-, Rohrleitungs- und Dichtungstechnik
Managing directors: Schwachhauser Heerstraße 339 Telephone 0421-235623 Gerd Lannewehr, Peter Thomsen 28211 Bremen, Germany Fax 0421-20520812 HRA 26483 HB [email protected] VAT ID no. DE265362938 Page 4 of 6 www.flangevalid.com
A key problem is the change in friction coefficients with repeated screw connections (Fig.1 and Fig.2).
Fig.1: Change in friction coefficients with repeated screw connections
Fig.2: Change in friction coefficients with repeated screw connections
In the same test with another screw paste, the values for the pre-stressing force losses were clearly higher!
For a flange connection, this means a higher, unplanned leakage rate!!!
Source: MicroGleit
The Figure shows the analysis of a repeat screw connection. In screw cases 1 to 3, the friction values are still close together. After the 4th screw case, it is shown to be clearly increased.
With the reuse of screws, with rapidly rising friction values and thus strong pre-stressing force losses must thus be expected.
Source: MicroGleit
Pre-stressing force [kN]
Pre-stressing force [kN]
Total torque
[Nm]
Total torque
[Nm]
Torque for friction coefficient calculation: 80 Nm
Torque for friction coefficient calculation: 80 Nm

Lannewehr + Thomsen GmbH & Co. KG Ingenieurbüro für Apparate-, Rohrleitungs- und Dichtungstechnik
Managing directors: Schwachhauser Heerstraße 339 Telephone 0421-235623 Gerd Lannewehr, Peter Thomsen 28211 Bremen, Germany Fax 0421-20520812 HRA 26483 HB [email protected] VAT ID no. DE265362938 Page 5 of 6 www.flangevalid.com
If you look at the reasons for system failures (Fig.3), you will find that these are frequently caused by failing sealing connections. Insufficiently applied bolt force frequently causes the fail-ure of sealing connections. This naturally includes the errors that are caused by poor, reused screws.
Fig.3: Failing sealing connections are the main cause of system failures
Failing sealing connections cause considerable costs and damage, for the most part including environmental damage.
If you look at the required effort and the thus required costs for the reuse of screws
• Cleaning approx. € 3 to 5
• Visual testing approx. € 2 to 3
• Non-destructive test approx. € 40 to 50
• Test of the surface structure approx. € 25 to 30
and pay attention to durability and undetectable damage, you will very quickly find that the use of new screws is clearly more favorable in nearly all cases than the reuse of used screws.
Please note that all operators act at their own risk and individual danger and cannot delegate this to contractors. They must develop clear rules for handling used components, incl. e.g. gas-kets, and monitor compliance. Screws, bolts and nuts are safety-relevant and should be specified and treated appropriately.
You can find more information on screws, flanges, gaskets, and sealing systems and their as-sembly in our sealing vade mecum (ISBN-13: 978-3-934736-23-8, PP Publico Publications, www.PP-publico.de), in the licensed translation of the ASME PCC-1-2010 on the assembly of standardized steel flange connections (ISBN-13: 978-3-934736-22-1, PP Publico Publications, www.PP-publico.de) and in our manual “Technical information on sealing connections” (www.flangevalid.com). Our latest book “Ten steps toward an optimal, permanently technically tight sealing connection” (ISBN-13: 978-3-934736-27-6) was published by PP Publico Publica-tions.
Sealing connect ions *
Bearings
Stat ic connect ions
Other
Hydraul ics
Couplings
* Seal ing connect ions probably stat ic and dynamic
Reasons for system failures
Lannewehr + Thomsen GmbH & Co. KG Ingenieurbüro für Apparate-, Rohrleitungs- und Dichtungstechnik
Managing directors: Schwachhauser Heerstraße 339 Telephone 0421-235623 Gerd Lannewehr, Peter Thomsen 28211 Bremen, Germany Fax 0421-20520812 HRA 26483 HB [email protected] VAT ID no. DE265362938 Page 6 of 6 www.flangevalid.com
Please visit our website www.flangevalid.com for more interesting information on different sub-jects.
I will be happy to provide personal technical consulting, even on short notice.
Best regards from Bremen Peter Thomsen
Legal disclaimer: The contents of the technical standards are in part quoted, in part reproduced in the words used in the standards; the comments and interpretations are based on longstanding experience, serve as a decision aid and do not substantiate any claim for warranty.
© Peter Thomsen / ®flangevalid Version dated 15.04.2015










![Software Wartung und Evolution00000000-5852-3622-ffff-ffffdb211f23… · Erleichterung der Software-Wiederverwendung [Klösch/Gall95] 38 Reverse Engineering Kandidaten ! Schlecht](https://img.pdfslide.us/doc/110x75/5f97e6747241ac33ec2ae3a9/software-wartung-und-evolution-00000000-5852-3622-ffff-ffffdb211f23-erleichterung.jpg)

















