Embed Size (px)
Citation preview

INTERNSHIP REPORTON
WET-PROCESSING OF KNIT FABRIC
GROUP MEMBERS :
FURQAN ABUBAKAR
KALEEM ULLAH
AWAIS IMRAN
BEHZAD KHAN
MUHAMMAD ABDUL MOID SAMIULLAH
SUBMITTED TO
MR. NAJAM (DM)

2

CONTENTS
INTRODUCTION ACKNOWLEDGEMENT CONTENTS TEXTILE IMPORTANCE AND USE OF TEXTILE WEAVING AND KNITTING KNITTING KNITTING USES GREIGH DEPARTMENT
PRETREATMENT SCOURING BLEACHING OBA
DYEING DYEING APPLICZTION DYEING MACHINE CONTINUOUS SEMI CONTINUOUS EXHAUST EXHAUST IN DETAIL WINCH MACHINE SOFT FLOW MACHINE JET MACHINE TURNING MACHINE DRYER
FINISHING SOFT FINISH HARD FINISH FOLDING AND CUTTING CONCLUSION SUMMARY SUGGESTION REFRENCES
ACKNOWLEDGEMENT
3

CREATING THE ACKNOLEDGEMENT IS THE MOST DIFFICULT
TASK OF ANY DOCUMANTATION AND WRITING PROCESS.
WITHOUT THE HELP AND SUPPORT OF MANY DIFFERENT
INDIVISUAL EVENTS THIS DOCUMENTATION OR ANY OTHER
BOOKS FOR THESE MATTER WOULD NEVER BE
ACKNOLEDGMENT EVERY ONE ENVOLVED.
WE WILL GIVE A LITTLE TRY ANY WAY..
FIRST OF ALL WE PRAISE AND THANKS “ALLAH”.THE MOST
BENEFICIAL AND MOST MERCIFUL.
WE ARE GRATFUL TO HI-KNIT PVT.LTD MILLS FOR GIVING US
THIS GREAT OPPORTUNITY TO WORK IN SUCH SUPPORTIVE
FRIENDLY ENVIROMENT. THEY HAVE GIVEN US GREAT
CHANCE TO WORK IN DETAIL.
WE ALSO WISH TO THANKS:
MR. NAJAM (DYEING MANAGER)
WE WISH TO EXPRESS OUR SINCERE THANKS TO
HOD, HASEEB-US-SALAM , MR.QAISER AND MR.YASIR
ANSARI THE DRIVING FORCE BEHIND ALL OUR WORK.
4

INTRODUCTION TO TEXTILE
The word ‘textile’ originates from the Latin verb texture-to weave-but, as the
textile institute’s terms and definitions glossary explains, It is now ‘a general term
applied to any manufacture from fibres, filaments or yarns characterized by
flexibility, fineness and high ratio of length to thickness’.
IMPORTANCE OF TEXTILE
We are surrounded by textiles from birth to death.
We walk on and wear textile products; we sit on fabrics-covered chairs and
sofas; we sleep on and under fabrics; textile dry us and keep us dry; they
protect us from sunlight, fire, and infection.
Food, shelter, and clothing are basic human needs. Most clothing is made from
textiles, and shelters are made more comfortable and attractive with textiles.
Textiles have such an important bearing on our daily lives that everyone needs
to know something about them. from earliest times, people have used textiles
of various types for covering, warmth, personal adornment, and even to
Display personal wealth. Today, textiles are still used for these purposes and
everyone is an ultimate consumer.
USES OF TEXTILE:
Textile articles are used in every field of life.
The common used of textiles are in the form of fabric, home furnishing and
other garments.
Clothing and furnishing textile that vary in color, design texture, an cost are
aesthetically pleasing such examples are food textile, medical textile ,sports
and recreation, building material, environment and transportation.
Textiles have been used in almost every possible context where their
properties are useful. Some of the articles made from textiles are: bags and
carrying objects, balloons, kites, parachutes, clothing, flags, geo textiles, nets,
rugs, carpets and tents.
5

F I B E R
A fiber or staple fiber is a unit of matter which is usually at least 100 times longer
than it s thick
Fibers are several thousand times longer than they are thick most apparel fibers
range in length from about 15 mm to 150mm with exception.
A filament is a very long fiber the length of filament may range from a few
hundred M,AS in case of Silk, Several Kilometer in the case of man made fiber
The thickness of filament tends to be similar to that of fibers.
COTTON FIBER
The cotton fiber is obtained from plant. It is classified as a natural, cellulosed, seed, mono cellular, staple fiber. The density of cotton fiber 1.52 g/cm3
CHARACTERISTICS:
TENACITY : cotton fiber have good tensile strengthELASTIC-PLASTIC NATURE :Cotton fiber is inelastic fiberHYDROSCOPIC NATURE :Cotton is absorbent fiberMELTING POINT :does not melt.IGANITION TMEMPRATURE :390C.D.P VALUE :5000POLYMER SYSTEM :Crystalline 70%CHEMICAL COMPOSITION :CelluloseDIMENSIONS : Extremely long
6

POLYESTER
The word ester is the name given to salts formed from reaction between alcohols and acid.
polyester is a man made, synthetic polymer, polyester filament or staple fiber. Polyester has density1.39 g/cm3
CHARACTERISTICS:
TENACITY : Polyester filament and staple fiber are very strong.ELASTIC PLASTIC NATURE: More elastic than plasticHYDROSCOPIC NATURE : completely hydrophobic.MELTING POINT : 250 to 260IGNITION TEMPRATURE : unavailable.D.P VALUE : 115 to 140POLYMER SYSTEM : extremely crystalline.CHEMICAL COMPOSITION: polyethylene glycol terephatalate.DIMENSION : short.
TEXTILE FABRICS:
Textile fabrics can be produced directly from webs of fibers by bonding,
fusing or interlocking to make non-woven fabrics and felts, but there physical
properties tends to restrict there potential end-uses.
The mechanical manipulation of yarn in to fabric is the most versatile method
of manufacturing textile fabrics for a wide range of end-uses.
There are three principal method of mechanically manipulating yarn in to
textile fabric: interweaving, intertwining and interloping.
1. Interweaving: is the intersection of two sets of straight threads,
warp and weft, which cross and interweave at right angle to each other.
Weaving is the by far the oldest and most common method of
producing continuous length of straight-edged fabric.
2. Intertwining and twisting: includes a number of techniques,
such as braiding and knotting, where threads are caused to intertwine
to each other at right angles or some other angle. These techniques
7

tend to produce special construction whose uses are limited to very
specific purposes.
3. Interloping: consist of forming yarn in to loops, each of which is
typically only released after a succeeding loop has been formed and
intermeshed with it so that a secure ground loops structure is achieved.
K N I T T I N G Knitting is the most common method of interloping and is second only two
weaving as a method of manufacturing textile product.
It is estimated that over seven million tons of knitted goods are produced
annually throughout the world.
Although the unique capability of knotting to manufacture shaped and form-
fitting articles has been utilized for centuries. Modern technology has enabled
knitted construction in shaped and unshaped fabric formed to expend into a
wide range of apparel, domestic and industrial end-uses.
Picture
In its simplest form, a knit fabric is made by the longitudinal and vertical
repetition of the same element, the loop, which is the basic element of the
fabric.
The loop is a length of yarn that is forced to assume a curvilinear shape.
It can be divided in to three main sections:
8

1. Loop top
2. Loop side and bottom
3. Half interloop
The interloop is the yarn that links two consecutive loops together.
The horizontal or vertical repetition of loops forms from the typical structure
of knit fabrics, which can be divided into weft knit fabric and warp knit
fabric.
In weft knits the interloop links two consecutive loops placed horizontally;
when one loop breaks, the entire fabric cab be undone simply by pulling the
free end of the yarn.
In warp knits the yarn is knitted vertically or diagonally and loops are formed
accordingly; to knit the fabric, it is necessary to use many threads
simultaneously, allowing the loops formed by the different threads to bind
together.
The knit fabric is run-proof. Therefore, the warp knit fabrics are also called
“non-run” or “ladder-proof”.
From a physical point of view, a fabric can be described as a flexible structure,
made up by the vertical and horizontal repetition of two elements: the course
and the wale.
The word “course” defines a row of horizontal loops, belonging or not to the
same yarn; ”wale” means a row of loops laid vertically one upon the other.
9

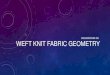
Structure of stockinet, a common knit ted fabric. . . The meandering red path defines one course, the path of the yarn through the fabric. The uppermost white loops are unsecured and "act ive", but they secure the red loops suspended from them. In turn, the red loops secure the white loops just below them, which in turn secure the loops below them, and so on.
USES OF KNIT FABRICS:
Knit fabrics are versatile and are used to create not only clothing, but certain
home furnishing as well.
Clothing is the most popular item to make with knits because of many variety
of knit fabric available.
Used jersey. Which is a single knit, to make clothing with a soft, fluid design,
such as dresses .T-shirts, soft jackets and coats?
Used double knit to create jackets, coats and pants.
Interlock knits are suitable for evening wear or lingerie.
Sweater knits can used to make tops, sweaters, dresses and skirts.
Stable knits are excellent choice for curtains.\
Because knits stretch, only certain types can be used for blankets, towels and
pillows.
10

GREIGH DEPARTMENT
The objectives of greigh depart are:
MARKING AND INSPECTION
SHEARING/CROPING
GRADING
MARKING AND INSPECTION: In marking and inspection the greige fabric are checked and then mark on the
fault of greige fabric by a suitable ink.
In the inspection the mend able faults are mended by greige inspector.
SHEARING/CROPING:
Purpose of shearing is to remove loose threads and fiber tufts on the surface of the fabrics otherwise it will cost mechanical damage.
Shearing improves the surface characteristic and is especially useful for printing that requires a fabric with a very smooth face.
GRADING: Grading is the quality of the fabric which shows the level of faults. The grading is done in alphabetic orders such as A, B, C.
A=excellent
B=moderate
C=poor
DEFECTS OF KNITTED FABRIC:
There are several defects produce on fabric during faulty spinning or knitting which are given below in detail.
1. cut/hole:
This fault is occurred due to machine problem.
2. Snarls:
This fault same as slub but this is due to excess of fibers.
3. Over twist:
11

If two cone or bobbin yarns are mixed with each other than over twist
problem will occur.
4. Oil spot:
This fault is due to sticking of oil during knitting process.
Note: Any kg of fabric must not contain more than six faults. If more than seven faults are arises then fabric will be reject. Only six faults are allowed in thirty kg if more then six faults are occurred
then will be rejected. If more than two holes are arises in five kg then fabric will be rejected.
TURNING MACHINE
This tubular turning machine is for turning tubular knit fabric before dyeing and
drying after.
As knit fabric material is handled by the air, there is no fear of damage during
operation.
Made of stainless steel, the main pipe can stand up permanently without
rusting.
12

Operation is easy and safe. Air flow initiation or termination is instantly
effected by the press of the ON or OFF push-button, or the moment the
material fabric reaches the eject roller.
There is no lingering air consumption.
Air flow direction is designed to automatically switch upon alteration
of the position of the curved pipe, as they are interlocked with each other
PRETREATMENT
The term pretreatment includes all operation of preparing the textile material such as knitting fabric and garments for the subsequent processes of dyeing and finishing.
OBJECTIVE OF PRETREATMENT: The main objective of pretreatment is to obtained uniform whiteness It also provides uniform absorbency Through pretreatment process we can obtained optimum production In pretreatment we remove completely seed husks. In this process we avoid less loss of tensile strength Uses of qualitative chemicals provides environmental friendly process.
PROCESS OF PRETREATMENT:
There are several processes of preatment for the knit fabric before application of dyes and finishes.
1. SCOURING
2. BLEACHING
3. OPTICAL BRITHING AGENT
SCOURING:
Cotton yarn and fabric contains about 8-10 % of natural impurities and knitted
fabric carries additional 2-3% oily impurities from knitting machine.
13

Scouring process is the process designed to remove natural fats, wax, and oil
from the cotton fabrics using caustic (sodium hydroxide) and detergent at boil
100 centigrade for 20-30 minutes.
OBJECTIVES: To remove a natural fats, wax and oil material containing in the fabrics
without damaging the fibers.
To accelerate dye and chemical absorption of the fabrics.
To improve the handle of goods (softer).
To increase the good even absorbency.
ALKALINE TREATMENT:
In this process the fabric are treated with alkali at boiling temperature to
extract out inherent impurities from substrate.
Sodium hydroxide completely breaks down proteins and pectates that a
mainly present in the cuticle layer of the fiber and converts these in to
water soluble products.
The oils and fats are converted in to soap and this is turn emulsifies waxes
that are removed by washing later.
Residues of leaves and husks are degraded but are not completely removed
by hot caustic soda solution.
PROCESS ROUTE: Fill the bath → Dip the fabric → Soaping → To add Caustic → steaming → washing
TECHANICAL DATA:
STEAM TEMPERATURE = 102-105 CENTIGRADE STEAM TIME = 10-15 MINUTE
14

MACHINE SPEED = 60-70 M/MINTWASHING TEMPERATURE RANGE = 80 CENTIGRADE
CHEMICALS: CAUSTIC SODA WETTING AGENT EMULSIFIER SEQUESTRING AGENT
BLEACHING:
Scouring removes almost all the impurities of cotton fibers except husk and
natural coloring matter that are ultimately broken down with oxidizing agent
and then washed off the fabric.
The oxidation treatment or bleaching is necessary for producing white goods
either as a finished prodect or dyeing pastel shades. Even for dark shade
bleaching improve the brilliance and evenness of the shade.
To increase the degree of whiteness.
BLEACHING WITH HYDROGEN PEROXIDE:
The oxidizing agent most commonly used today for bleaching of textile is
hydrogen peroxide.
Loss less of weight (D.P)
Easy Operation.
Hydrogen peroxide is a weak acid.
ADVANTAGE OF HYDROGEN PEROXIDE BLEACHING:
The advantage of peroxide over the hypochlorite is lower loss in weight or the processed goods.
It reduced oxidative damage and economy in use of water and consequently lesser cost of effluent treatment
15

CHEMICAL REACTION:
H2O2 + OH=H2O+OOH
OOH = OH + [O] bleaching stage
2H2O2 = 2H2O +O2
PROCESS ROUTE: Fill the bath → Dip the fabric → Soaping → To add Caustic → To add H2O2 → steaming → washing
TECHANICAL DATA:
STEAM TEMPERATURE = 102-105 CENTIGRADE STEAM TIME = 10-15 MINUTE MACHINE SPEED = 60-70 M/MINTWASHING TEMPERATURE RANGE = 80 CENTIGRADE
CHEMICALS:
HYDROGEN PEROXIDE WETTING AGENT SODIUM HYDROXIDE SEQUESTRING AGENT STABILIZER
OPTICAL BRIGHTNING AGENT:
Fluorescence is the ability of a substance to absorb radiation and to re-radiate it at a longer wave length.
They convert ultra-violet radiation present into visible light at the blue end of the visible spectrum.
OBA’s are exposed to UV fluorescing light bulbs, “Black Light”, the objects glow in the dark.
16

A sure fire way of identifying fibers that are treated with optical brighteners.
Fluorescent brightening agents are available for all the major fiber types.
They are applied by methods very similar to dyeing techniques.
MECHANISM OF OBA’S:
The following diagram shows that conversation of invisible light like UV into visible light.
APPLICATION
It can be applied at bleaching stage.
PH Range is high (4-11)
17

We add OBA’s in the chemical bath to increase the whiteness of the fabric Till 130o Burger whiteness .
DYEING
Dyeing is the process to colors the textile materials of one shade. Textile dyeing is concerned with organic (that is, carbon-based) compounds
that can be dissolved in appropriate solvents, usually water. The dyes in solution are absorbed on the surface of the textile fibre then pass
into the interior of the material by a process called diffusion.
The process of transferring the dye from solution to the fibre is called exhaustion, with 100% exhaustion meaning that there is no dye left in the dyebath solution.
An important property of a dyeing is its levelness, in other words when the same depth of colour can be seen all over the material
MECHANISM OF DYEINGThere are three mechanism of dyeing process.
Exhaust dyeing
Semi continuous dyeing
Continuous dyeing
EXHAUST DYEING: A limited quantity of fabric runs in the processing machine for a certain period
of time till the completion of chemical reaction. For examples winch, jet, softflow. Each load of fabric is called batch. The next batch can not be started until the first batch is completed a bad
removed. Exhaust dyeing is very suitable for knitted fabrics.
18

KEYS OF CHEMICAL REACTION:
1. TIME
2. TEMPERATURE
3. PH
DYE: A dye or dyestuff may be defined as a colored organic compound which is
used for imparting colors to a substrate.
The chromospheres, the colored portion of the dye molecules.
The auxochrome is a second portion of dye molecule which makes the dye
soluble and is a site for bonding to the fiber.
CLASSES OF DYES:
REACTIVE DYE
Among the different classes of dyes for the cellulosic fibers the reactive dyes only ones that attached to the fibers by covalent bond and get there name for the same reason.
Introduced in 1956 “porcine” dye by ICI, UK. Water soluble dye stuff having anionic nature. Mainly consumed for cellulosic dyeing. It gives excellent washing fastness. It also gives well to excellent light fastness. Excellent shade range. It is sensitive to chlorine bleached,
GENERAL STRUCTURE OF REACTIVE DYE:
S-D-B-RG-XWhere,
19

S = soloubilising groupD = dye chromogenB = Bridge linking groupRG = reactive groupX = leaving group
APPLICATION OF REACTIVE DYES:
1. Lubricating agent/Anti creasing agent.2. Dispersing/Leveling agent3. Salt4. Dye stuff5. Alkali6. Lubricating/ anti creasing agent7. Acetic acid8. Soaping9. Acetic acid
PROCEDURE:
Fill and prepare the bath by the addition of (1) and (2). Introduction fabric in the bath and then run for 5-10 mint. Add salt at 50 OC and run for 10-15 min. Add the dye solution and raise the temperature till 60 OC at the same
time migration and penetration start. Add alkali Run for 30-60 min. Add alkali Run for 30-60 min Check shade and drain water Fill and cold rinse Drain and again Rinse Add acetic acid and run for 10 min Add soap and raise the temperature till boil Cool down and rinse
DISPERSE DYE:
Disperse dye applied on polyester.
Disperse dyes are insoluble in water.
20

Disperse dyes have number of dispersing agent.
It is non-ionic in nature.
Dyeing of polyester is done by trappening of the dyes in the structure
of fabric.
Sublimation fastness is an important property of disperse dyes.
Dyeing of polyester is impossible less than 85 centigrade because Tg
(glass transition temperature) of polyester is around 85-90 centigrade.
Fair to excellent light fastness and wash fastness.
APPLICATION OF DISPERSE DYE
1. Acid buffer
2. Leveling agent
3. Lubricating agent
4. Dispersing agent
5. Dye stuff
PROCEDURE
Fill and prepare the bath by the addition of (1) and (2).
Introduction fabric in the bath and then run for 5-10 mint.
Add the dye solution and raise the temperature till 50 OC at the same
time migration and penetration start.
Add (2) and (4)
To raise the temperature at 130 OC
Run for 30-60 min.
To gradually cool down the temperature by 2 OC gradient
Check shade and drain water
Fill and cold rinse
Drain and again rinse
After rinsing to want to improve the fastness properties of disperse
dyes RC (Reduction Cleaning) is done.
For 20 min at 80 OC
Add soap and raise the temperature till boil
Cool down and rinse
21

DYEING MACHINES
The basic requirements of a dyeing machine may be summarized into the following essentials”
1. That it shall provide sufficient movement for the liquor to penetrate uniformly into every part of the goods.
2. Although the movement must be sufficient to bring about penetration it must not be so vigorous that it will damage finer materials or cause milling of woolen goods.
3. The machine must be constructed of a material which will withstand prolonged boiling with acid or alkaline solutions.
4. The heating arrangements must be such that a comparatively uniform temperature will maintained throughout the liquor.
5. There should be some means of adding the concentrated dyestuff solution in such a way that it becomes will diluted before it comes into contact with the goods.
6. All moving parts and electric motors should be protected against the corrosive action of steam and acidic atmospheric conditions
Other features which are desirable are:
(a) The largest possible outlet and water-inlet valves, because a considerable
proportion of the dyeing cycle is take up with filling and empting, especially
when several rinses are required.
(b) A closed steam coil through which cold water can also be circulated. This
makes it possible to dye without alteration of liquor ration due to
condensation of steam. It also allows the liquor to be cooled before the
addition of dyes for shading, encouraging, in many cases, the use of faster
colors for final matching.
22

(c) Some automatic temperature=control device, preferably designed to regulate
the rate at which the liquor is brought to the boil or to any other
predetermined maximum temperature.
W I N C H:
The winch machine is one of the oldest dyeing equipment and is still
popular because of low capital cost, simplicity in operation and versatility
in use for different operations and different types of fabrics.
Compared with jigger, there is less lengthwise tension on the fabric and so
the winch can be used for knit fabrics made from all type of fibers and
woven fabrics of wool and man-made fibers.
Principle of the winch machine is to circulate a number of loops or endless
ropes (15 to 40) of fabric of equal lengths that are lying in the dye bath but
are continuously pulled out and then returned to it with the help of circular
or elliptical winch.
The liquor is contained in a stainless steel vat, usually having a depth of
2.5 meters, height of 1 meter and length varying between 3 to 4 meters.
The backside of the vat is not vertical but is sloping at an angle of about 45
degree so as to facilitate sliding of the frpes and also to reduce volume of
the processing liquor.
To avoid entanglement, a peg rail, fitted below a fly or jockey roller in
front of the machine, separates the fabric ropes. The fabric ropes rotate at a
speed of 60 to 70 meters per min.
A salting box is provided in front of the machine by interposing a
perforated steel sheet at a distance of 30cm from the front of the dye bath.
Water and steam pipes and a drain valve are also provided in this
compartment.
23

Simply pulling a lift rod operates the train valve. Fabric pieces are loaded
manually but are unloaded with the help of a mobile set of squeeze rollers
after tieing together different ropes of fabric into a continuous length.
The liquor-goods ration of the winches varies from 12 to 20 and is
adjusted according to the requirement. The machines are generally totally
enclosed to get a relatively higher temperature and to avoid steam in the
dye house atmosphere.
Modern machines are also fitted with controls to regulate temperature of
dye bath and duration of a process.
TECHANICAL DATA:LIQUOR RATIO = 1:8
TEMPERATURE = 102-105 CENTIGRADE
SPEED = 60-70 M/MINT
FABRIC CAPACITY = 64-70 KG
WATER CAPACITY = 500 LITRE
24

JET DYEING MACHINE
In this system, the fabric was rotated at a high speed of about 400
meters per min through a circular tube with the help of the
circulating dyeing liquor.
The liquor is collected from bottom of the machine, passed through
a high-volume centrifugal pump and a heat-exchanger and then
injected into a tube a top of the machine along with the fabric.
Principle of the jet dyeing is considered a revolutionary
development in the design of the rope-dyeing machines. As it often
happens that once an idea is successfully established, many
evolutionary developments take place in rapid succession to
improve the original invention.
TECHANICAL DATA:LIQUOR RATIO = 1: 10
TEMPERATURE = 130 CENTIGRADE
SPEED = 400 M/MINT
FABRIC CAPACITY = 300 KG
WATER CAPACITY = 3000 LITRE
25

SOFT FLOW JET DYEING MACHINE
Flow machine is that in the latter fabric is positively lifted from the bath with a
driven reel and then carried to the far end of the machine by the jet of the dye
liquor
The great expansion in the demand for crimples fabrics inspired the machine
builder. To seek a better design for dyeing machine.
Winches have certain deficiencies such as.
1. long liquor ratio
2. risks of tangling
3. difficulty in maintaining uniform temperature
4. elongation of the fabric due to tension
5. Formation of creases.
All these disadvantages were surmounted by the jet machine.
As the rate of flow of the liquor is lower than the jets of earlier models, the
machine is termed soft-flow.
Dye additions are made through a secondary pressure pump when operating
above 100oC.
26

As the fabric is lifted with a driven reel, the lengthwise tension and consequent
creasing on it is minimized.
The soft-flow jets were again modified when oil prices quadrupled in 1974-5
and the low-liquor-ratio machine were introduced in order to economizer on
energy.
A large variety of machines were developed on this consideration in both the
long and circular types.
To further reduce tension for crease-sensitive fabrics, M/s this introduced
“Rotor-Stream” machine in which fabric is dropped in a rotating drum that
rotates the fabric positively instead of being pushed by load of fabric on top of
it.
It is also customary now Teflon (PTFE) Sheet or rods shoes smooth surface
allows the fabric to move forward with a minimum of drag resistance.
For knit fabric, some machine manufacturers (Slaves) provided an air-
ballooning device fitted before the lifting reel so that the creases in the tubular
fabric are removed continuously and so dyeing is free of the crease-marks.
The Liquor ratio in the jets is usually around 10-8:1. However in modern jets
especially those required for the cotton goods, the trend is to reduce the liquor
ratio still more so as to conserve steam and chemicals and also to reduce
effluent.
M/s then has introduced an air/steam transportation device to propel the
fabric-rope in the dyeing tube. This machine is claimed to have liquor ratio, as
low as 3:1 for cotton goods and 2:1 or even less for the synthetic fibers.
27

SOFT FLOW
TECHANICAL DATA:LIQUOR RATIO = 1: 6
TEMPERATURE = 102-105 CENTIGRADE
SPEED = 200 M/MINT
FABRIC CAPACITY = 300-400 KG
WATER CAPACITY = 3400 LITRE
DRYING OF KNITS FABRICS
The knits goods, in contrast to the woven cotton fabrics, are easily starched
and their loops would get distorted under the stretching tension of the dying
cylinders.
Special drying machines have, therefore , been developed to dry knitwear with
the minimum of tension.
In one simple system, the knitted tubes are slipped over perforated steel pipes
and then hot air is blown through the perforations while the fabric is gradually
pulled up at a rate consistent with adequate drying.
28

This equipment has a low capital cost but in labor intensive and the finished
fabrics gets slightly starched.
More desirable results are obtained by carrying fabric on a fiber-glass or
polyester mesh conveyer belt into a chamber in which hot air is blown on both
sides of the fabric alternately.
The fabric is slightly buffeted during the drying operation and a tension-free
fabric with a lofty handle is obtained
29

DRYING OF KNITS FABRICS
The knits goods, in contrast to the woven cotton fabrics, are easily starched
and their loops would get distorted under the stretching tension of the dying
cylinders.
Special drying machines have, therefore , been developed to dry knitwear with
the minimum of tension.
In one simple system, the knitted tubes are slipped over perforated steel pipes
and then hot air is blown through the perforations while the fabric is gradually
pulled up at a rate consistent with adequate drying.
This equipment has a low capital cost but in labor intensive and the finished
fabrics gets slightly starched.
More desirable results are obtained by carrying fabric on a fiber-glass or
polyester mesh conveyer belt into a chamber in which hot air is blown on both
sides of the fabric alternately.
The fabric is slightly buffeted during the drying operation and a tension-free
fabric with a lofty handle is obtained
30

FINISHING
Textile finishing is a term commonly applied to different process that the
textile material under go after pretreatment, dyeing or printing for final
embellishment to enhance there attractiveness and sale appeal as well as for
comfort and usefulness.
The finishing treatment are basically meant to give the textile material certain
desirable properties like softness, luster, pleasant handle, drape, antistatic,
non-slip, soil-realsed etc.
CLASSIFICATION OF FINISHING:
The finishes are softening sub divided as physical and chemical, permanent and temporary, deposition and reactive etc.
MECHANICAL FINISHES:
PEACH FINISH
CHEMICAL FINISHES:
TEMPORARY:
SOFT FINISH NORMAL FINISH HARD FINISH
PERMANENT:
SOFT FINISH RESIN FINISH
31

MECHANICAL FINISHES
PEACHING:
The main aim of the peaching is to lift a layer of fibers and thus create a pile
of loose fibers on the surface of the fabric.
The pile maintains a stationary layer of air that is a good insulator and thus
protects the wearer of the peach fabrics from the cold in winter season.
The peaching process also gives a lofty and soft handle.
The speed of machine is varies from 12 to 15 meters per minute.
CHEMICAL FINISHES
Term chemical finishing is commonly used to differentiate it from the mechanical
finishes and implies use of chemicals, with or without the physical treatment, to
achieve certain end result.
SOFT FINISH:
Softening is the complex phenomenon and is composite of surface smoothness and
internal lubrication of the fiber elements of the treated fabric.
There are many softening agent used in industries such as:
WETTING AGENT
ACETIC ACID (FOR NEUTRALIAZATION)
NON-IONIC POLYETHYLENE SOFTNER
SLIGHTLY CATIONIC SOFTNER
SILICON SOFTNER
32

NORMAL FINISH:
This is a normal finishing is done by certain chemical for weighting of the fabric and filling of the fabric.
There are some chemical agents for normal finishing.
WETTING AGENT
ACETIC ACID (FOR NEUTRALIAZATION)
NON-IONIC POLYETHYLENE SOFTNER
SLIGHTLY CATIONIC SOFTNER
HARD FINISH:
In case of hard finish, it is desirable to make the fabric stiffer and give them more ‘body’ by filling certain chemicals:
WETTING AGENT
ACETIC ACID (FOR NEUTRALIAZATION)
NON-IONIC POLYETHYLENE SOFTNER
SLIGHTLY CATIONIC SOFTNER
SILICON SOFTNER
HARDNERS
RESIN FINISH:
The resin finish is also know as crease recovery treatments the objective of resin finish to remove the wrinkles or crease from the fabric by certain chemicals.
WETTING AGENT
ACETIC ACID (FOR NEUTRALIAZATION)
NON-IONIC POLYETHYLENE SOFTNER
SLIGHTLY CATIONIC SOFTNER
SILICON SOFTNER
RESIN
CATALYST ( MgCL2)
33

PHYSICAL TESTING
In this department we check the fabric by physical treatment and determined the net result of the fabric such as.
FINISH WIDTH RUBBING FASTNESS LIGHT FASTNESS WASHING FASTNESS PILLING FASTNESS SHRINKAGE FASTNESS TENSILE STRENGTH GSM TEAR STRENGHT
FINISH WIDTH: First we check the finish width of fabric through measurement scale. If original width is not achieved then we cold down in testing room at 21 OC
for 4 hour for bringing original length.
RUBBING FASTNESS:
There are two types of rubbing fastness. DRY FASTNESS WET FASTNESS
DRY FASTNESS: First we take sample in to crock meter. In crock meter there is finger on which we fixed 100% dry cotton piece
through rubber and then apply a load on sample and give it 10 cycles.
WET FASTNESS: First we take sample in to crock meter. In finger of crock meter we fixed 65% wet cotton piece through rubber and
then apply load on it for 10 cycles.
34

LIGHT FASTNESS:
Light fastness is the degree to which a dye resists fading due to light exposure.
First we cut all design from the fabric for testing the light fastness. Now cutted design are fixed with different strip, then it fixed in light fastness
machine in which one area is exposed and other is hidden against Xenon alpha for 20 hour.
WASHING FASTNESS: First we cut the same design for the testing of washing fastness and take 2
pieces. We punch multiples fibers such as cotton, nylon, acrylic, acidic, wool, silk etc
with fabric. In washing machine we use 150 ml solution of detergent and there are steel
balls for few minutes.
PILLING FASTNESS: In pilling we rub the same fabric with each others for 2000 cycle in pilling
machine. Due to friction pilling effect is produce on fabric.
\SHRINKAGE: In shrinkage test we check the shrinkage % of the fabric by a specific method. We cut the sample from weft or warp and after it mark with shrinkage scale on
sample from back side of fabric. After marking we wash the fabric in to washing machine with 2 bowls. After each washing we determined the shrinkage % of fabric by shrinkage %
scale.
TENSILE STRENGHT: In this testing we check the tensile strength of sample by applying a force on
warp or weft sides. The force intensity depends on the fabric quality. After applied a force on fabric we also check the extension of warp or weft.
GSM: GSM is expressed as gram per square meter. We determined the GSM pg fabric by GSM cutter and after cutting the cutted
fabric weighted on physical balance.
TEAR STRENGHT:
35

In this testing we determined the tear strength by applying a force on both side of the fabric, and check reading on screen of the machine.
FINISH FABRIC
There are three objectives of this department such as
1. CUTTING2. STITCHINg3. DELIVERY
CUTTING:
In cutting the finish fabric is come for cutting according to requirement of the customer.
The cutting should be in proper way other wise fabric may be reject by buyer. The finished fabric department gives the plan of cutting to the cutting
department according to the customer requirement. There are two styles of cutting.
1. Manually2. Aotomatic
STITCHING:
After cutting pf the finish fabric is come to stiching department for cutting. In stiching we joined two fabric together.
DELIVERY:
After cutting and stitching the articles are ready for delivery to the customer. In delivery first the fabric is passed through metal dectector machine in which
any metal is detected because the final article should be free from any default. The packing should be proper and the tag of company should be stamed.
36

HYDRO EXTRACTOR
Working width 1300mm
Machine speed 5~30M/min
Machine for the hydro extractor, softener, air ballooning type of cotton
knitted tubular fabrics without tension, with fabrics entwisting, air balloon,
control of the squeezing pressure and control of the final width of the fabric.
Automatic control of the feeding without tension, no edge mark, final folding
without stretching. Versions with simple or double squeezing and imbuing
with softeners.
ADVANTAGES TO HYDROEXTRACTOR:
No deformation of the packages. Excellent rewinding properties. Rewinding can even be eliminated in a lot of
cases. Low residual moisture. Even humidity distribution through the package. Low energy consumption. Dyeing tubes last longer. Processes many different size packages. Operator of centrifuge can also load dryer.
37

Maintenance-free brakes. Closed system for effluent. Low compressed air consumption. Significant energy savings
CONCLUSION:
38

HI-KNIT IS CLEAR THE FIRST CHOICE OF EVERY ONE WHO
BELIEVES IN QUALITATIVE APPROACH OE TEXTILE
MATERIAL AN ENVIRONMENT OF HIGHLY RESPONSIBLE
PEOPLE AND COUNTRY.HI-KNIT IS ENJOYING HEALTHY
MARKET SHARE AND TASTE OF GOOD STATUS IN TERMS OF
ITS OPERAVTIVE FEATURES AND CUSTOMER SUPPORT.HI-
KNIT IS CLEARLY THE BEST INDUSTRY IN PAKISTAN.
BETTER SERVICES ASD PRODUCTION OF HI KNIT
EXPERIANCING A GOOD REASONABLE MARK UP WITH
ASSUARANCE OF SATISFICATION AND SUPPORT .HI-KNIT HAS
MORE CUSTOMER AS COMPARE TO OTHER INDUSTRIES,IF
THEY GIVEN PROPER ATTENTION ON EVERY CUSTOMER THEN
IN FEW YEARS IT WILL BE THE LEADING INDUSTRY OF
TEXTILE IN PAKISTAN.
39

SUGGESTION:
The main purpose of any textile is to produce acceptable quality
product and completive acceptable price. In order to complete in
markets the efficiency of processing used in wet processing should
be developed thoroughly which is only colony be possible by
controll ing the proven variable.
There are some suggestions which we were observed in HI
KNIT and we hope you will consider these suggestions on the
priority bases in the industry.
To install proper temperature and pressure gauges in each
machines, to know the actual value of temperature and
pressure which alternatively reduce the cost of energy and
improved chemical process.
To control the steam leakage in the pipes properly, to
overcome the high steam consumption and maintain the
working area temperature as well .
To reduce the process time by the proper dosing of
chemicals and give a proper attention to
There should be proper maintenance of each processing
machine at the end of the month tso enhance the l i fe of
machine and their parts as well .
40

There should be continual improvement to shift the industry
from conventional methods to modern high quality
productive methods with the addition of highly professional
technical staff
41

42




























![36082260 Knit Fabric Processing[1]](https://img.pdfslide.us/doc/110x75/577d295a1a28ab4e1ea68b70/36082260-knit-fabric-processing1.jpg)