Embed Size (px)
Citation preview
Jose Pezo WWW.MAHILD.COM
KILN DRIED TIMBER
Germany - Egger-Oct. 2008
Jose Pezo WWW.MAHILD.COM
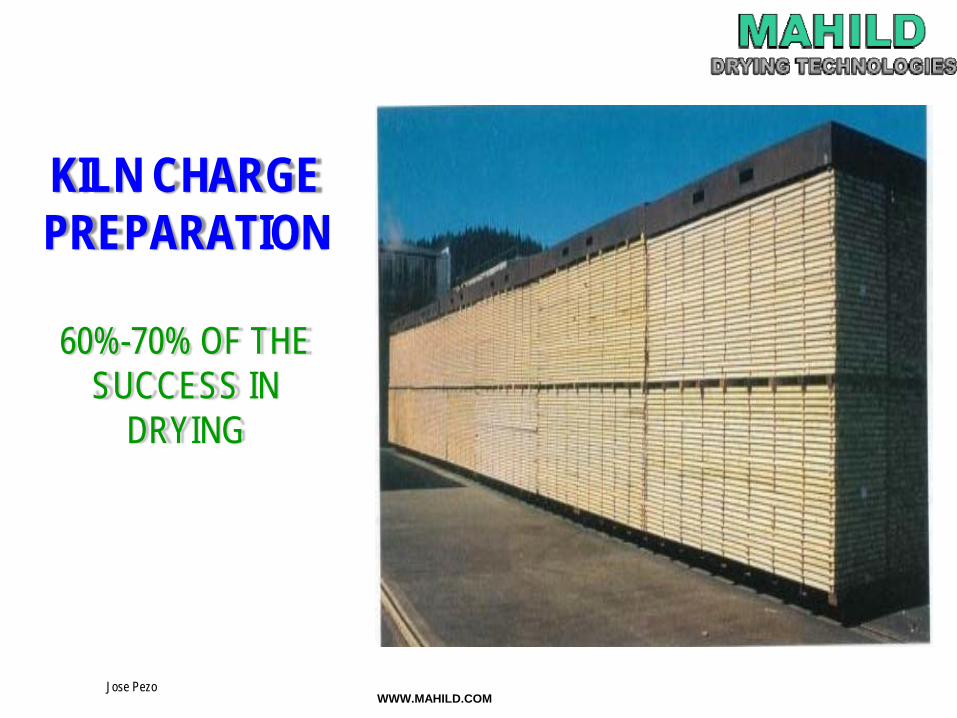
KILN CHARGE PREPARATION
60%-70% OF THE SUCCESS IN
DRYING
Jose Pezo WWW.MAHILD.COM
A good Filleting and Charge Preparation is traduce in:
• Less warping (bow, crook, twist, cup)• Less final moisture content dispersion (less
standard deviation)• Faster Drying (More productivity)• Less drying cost
3
Jose Pezo WWW.MAHILD.COM
4
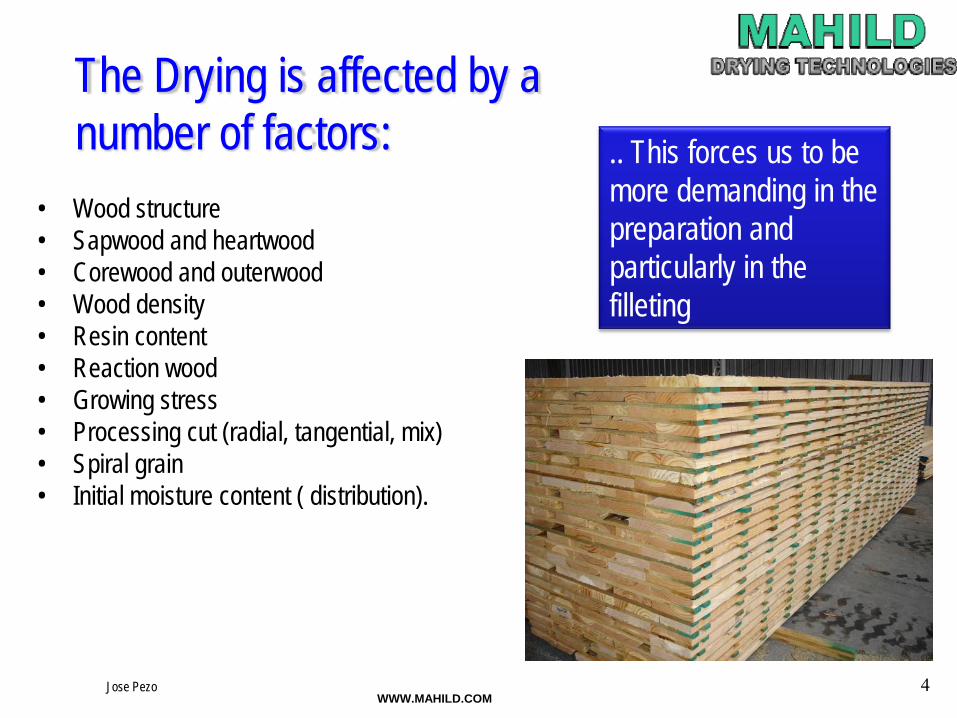
The Drying is affected by a number of factors:
• Wood structure• Sapwood and heartwood• Corewood and outerwood• Wood density• Resin content• Reaction wood• Growing stress• Processing cut (radial, tangential, mix)• Spiral grain• Initial moisture content ( distribution).
.. This forces us to be more demanding in the preparation and particularly in the filleting
Jose Pezo WWW.MAHILD.COM
5
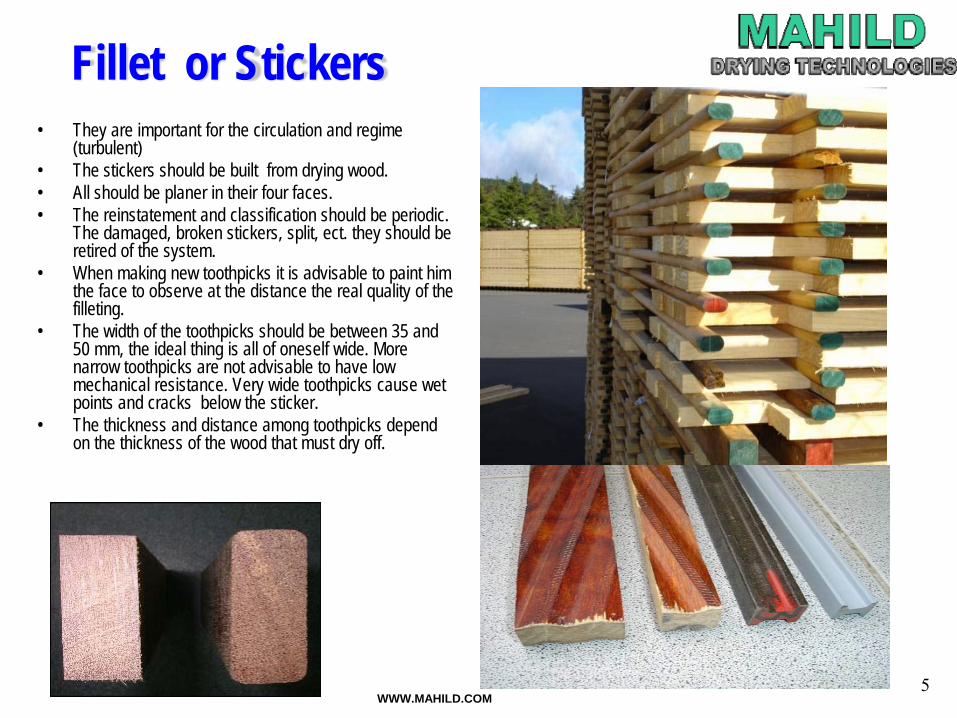
Fillet or Stickers• They are important for the circulation and regime
(turbulent) • The stickers should be built from drying wood. • All should be planer in their four faces. • The reinstatement and classification should be periodic.
The damaged, broken stickers, split, ect. they should be retired of the system.
• When making new toothpicks it is advisable to paint him the face to observe at the distance the real quality of the filleting.
• The width of the toothpicks should be between 35 and 50 mm, the ideal thing is all of oneself wide. More narrow toothpicks are not advisable to have low mechanical resistance. Very wide toothpicks cause wet points and cracks below the sticker.
• The thickness and distance among toothpicks depend on the thickness of the wood that must dry off.

Jose Pezo WWW.MAHILD.COM
6
No Acceptable !!
Variation E < +/- 1 mm
Jose Pezo WWW.MAHILD.COM
7
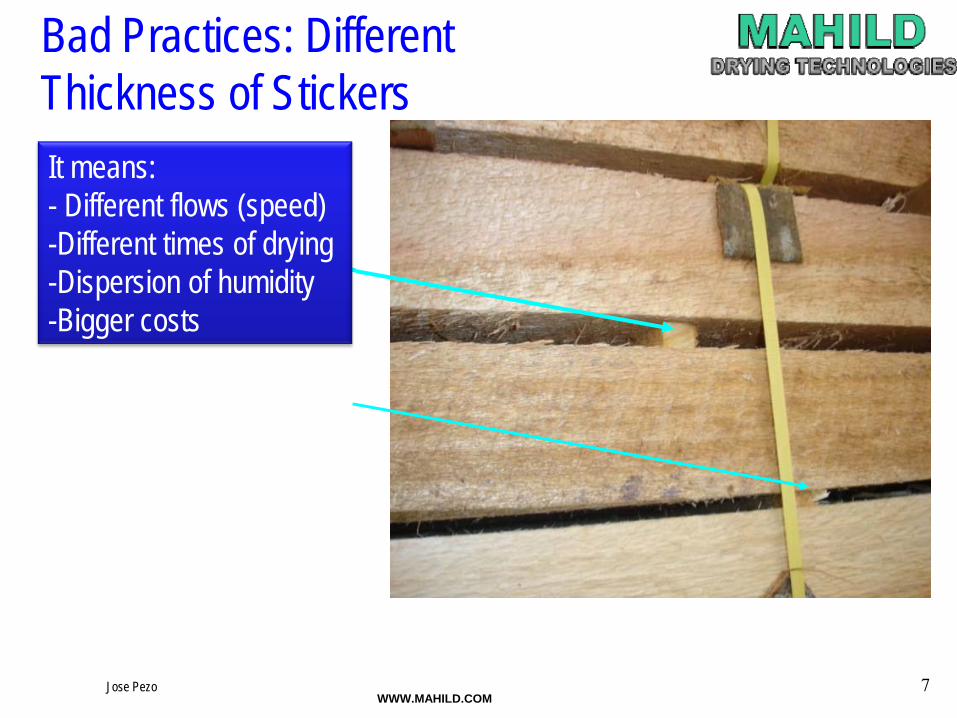
Bad Practices: Different Thickness of StickersIt means: - Different flows (speed) -Different times of drying -Dispersion of humidity -Bigger costs

Jose Pezo WWW.MAHILD.COM
8
Effect Dimensional Variations of the Wood
Jose Pezo WWW.MAHILD.COM
9
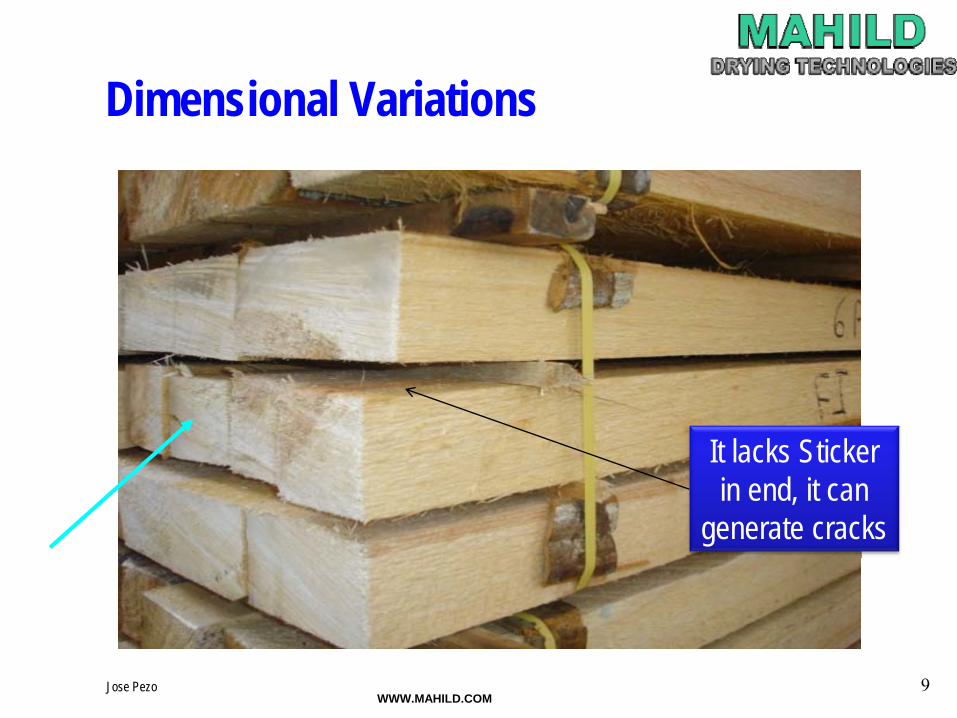
Dimensional Variations
It lacks Sticker in end, it can
generate cracks

Jose Pezo WWW.MAHILD.COM
10
Protection Against the Sun (Prevention of superficial cracks)
Jose Pezo WWW.MAHILD.COM
11
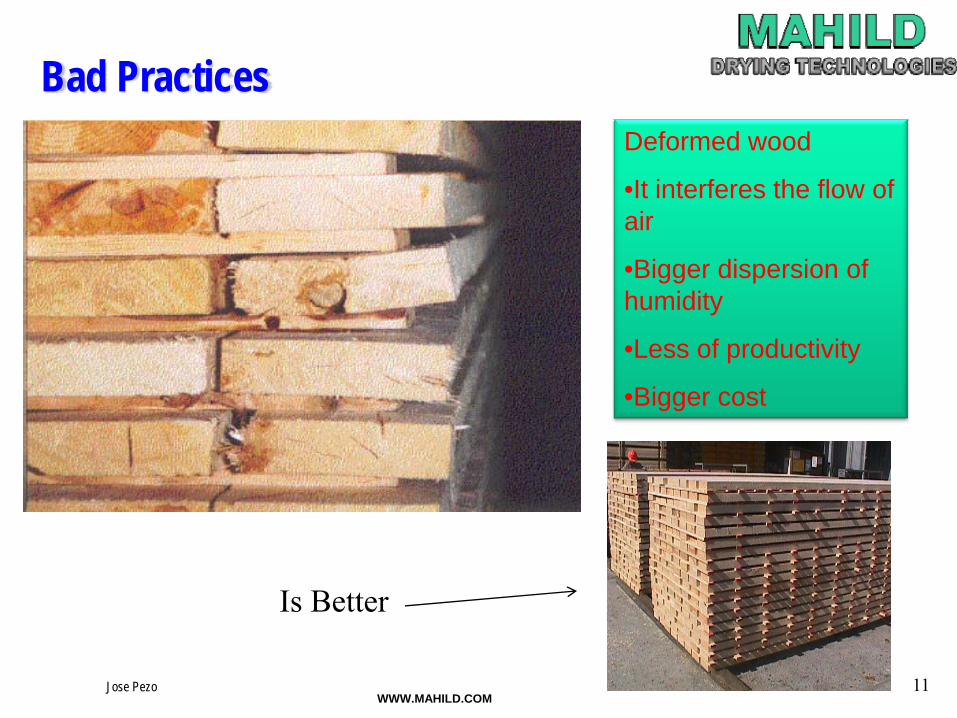
Bad PracticesDeformed wood
•It interferes the flow of air
•Bigger dispersion of humidity
•Less of productivity
•Bigger cost
Is Better
Jose Pezo WWW.MAHILD.COM
12
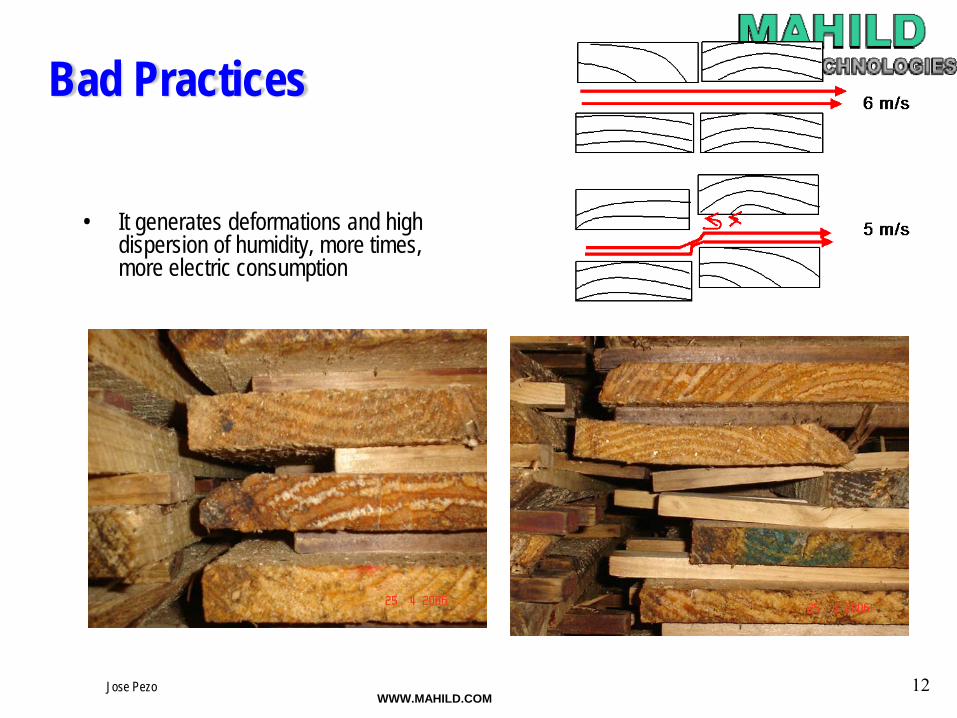
Bad Practices
• It generates deformations and high dispersion of humidity, more times, more electric consumption

Jose Pezo WWW.MAHILD.COM
This separator, allows to maintain an exact separation among all the packages

Jose Pezo WWW.MAHILD.COM
Wood-piece that allows separates in exact form the packages

Jose Pezo WWW.MAHILD.COM
15
Bad Practices
Lack of Stickers in the ends
Jose Pezo WWW.MAHILD.COM
16
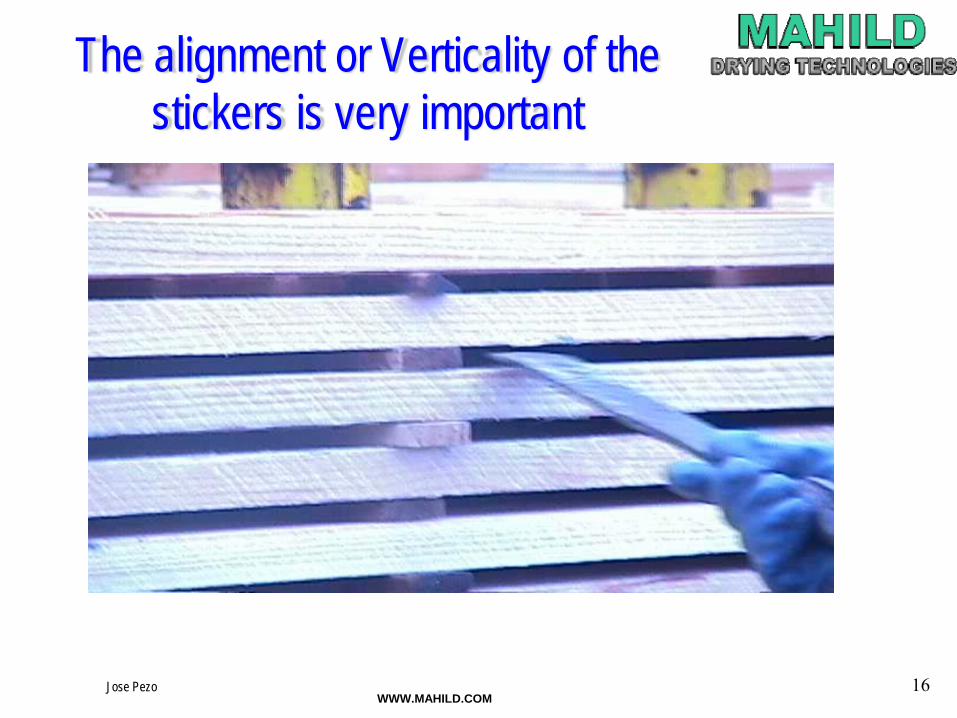
The alignment or Verticality of the stickers is very important
Jose Pezo WWW.MAHILD.COM
17
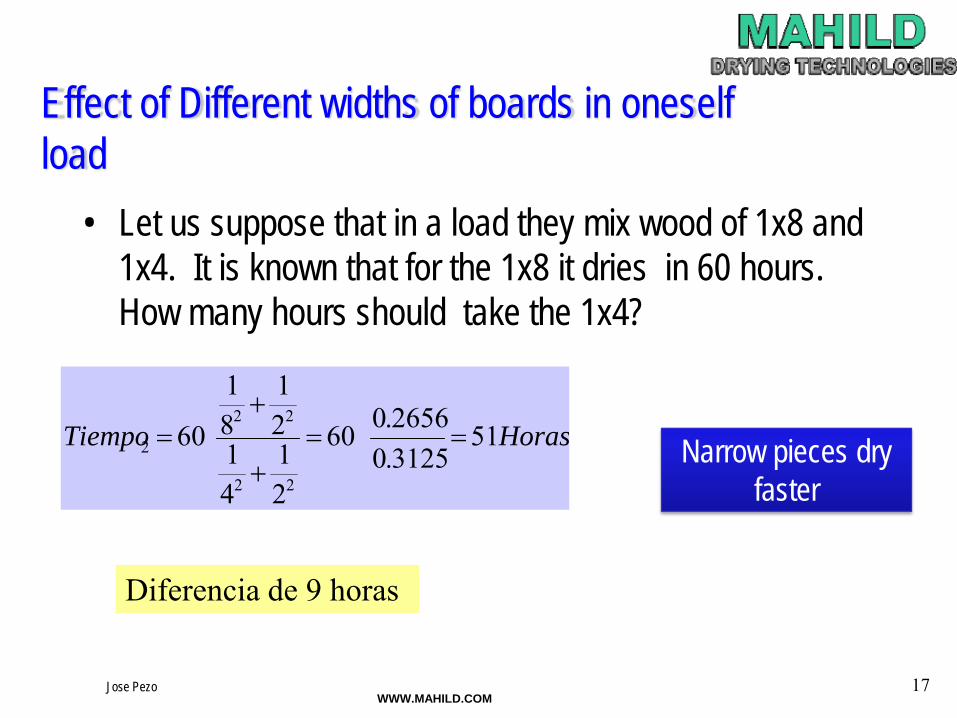
Effect of Different widths of boards in oneself load
• Let us suppose that in a load they mix wood of 1x8 and 1x4. It is known that for the 1x8 it dries in 60 hours. How many hours should take the 1x4?
HorasTiempo 513125.02656.060
21
41
21
81
6022
22
2 ==+
+=
Diferencia de 9 horas
Narrow pieces dry faster
Jose Pezo WWW.MAHILD.COM
18
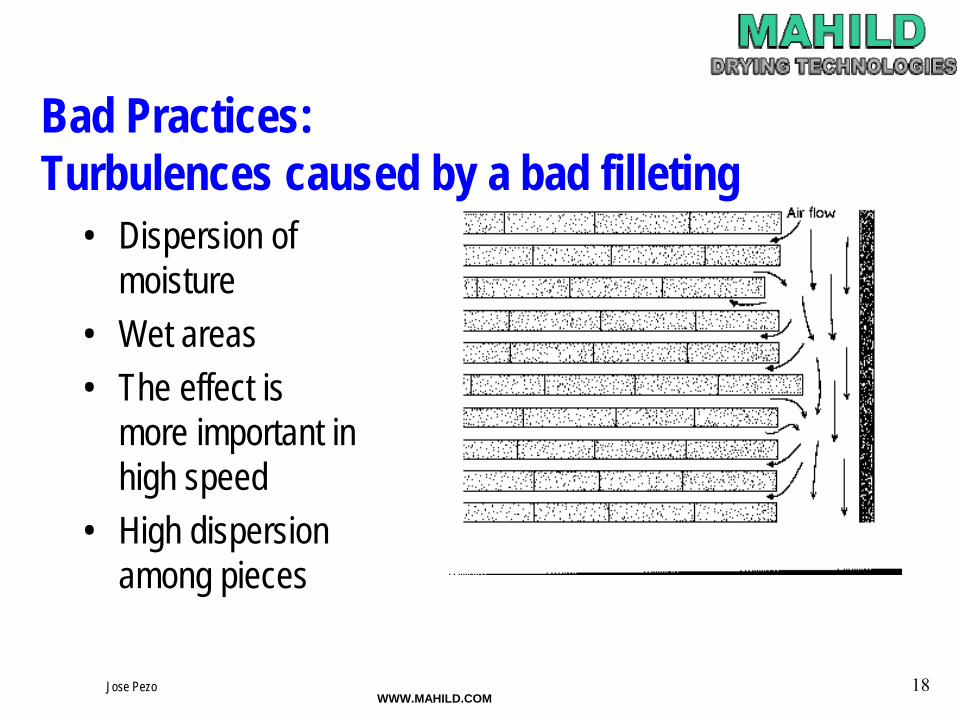
• Dispersion of moisture
• Wet areas • The effect is
more important in high speed
• High dispersion among pieces
Bad Practices:Turbulences caused by a bad filleting
Jose Pezo WWW.MAHILD.COM
19
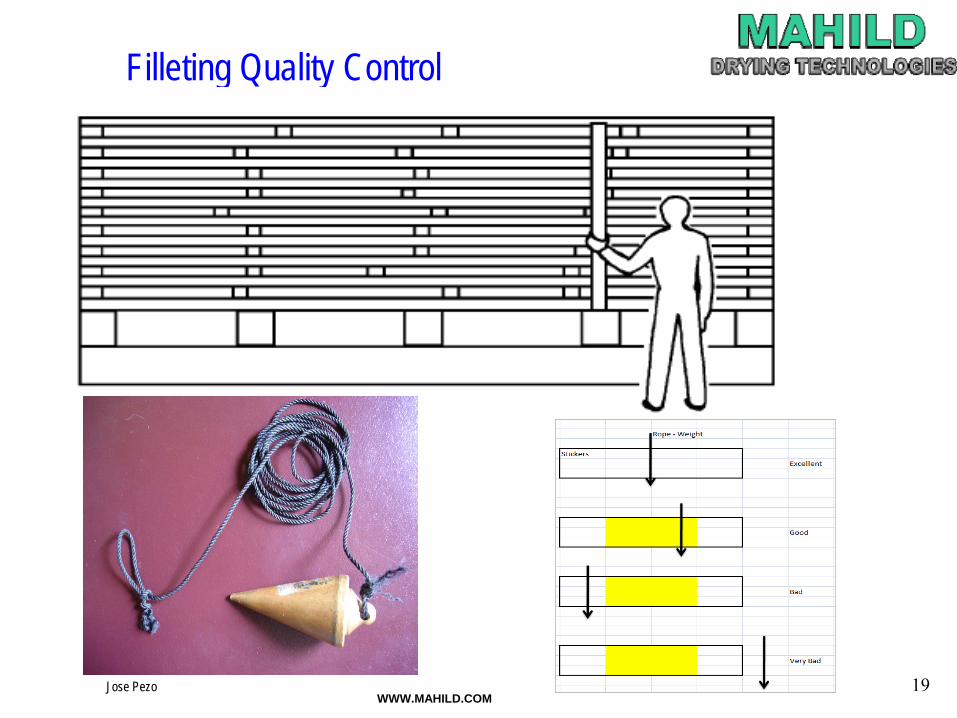
Filleting Quality Control

Jose Pezo WWW.MAHILD.COM
20
Bad Practices: Pieces in Corbel
Jose Pezo WWW.MAHILD.COM
21
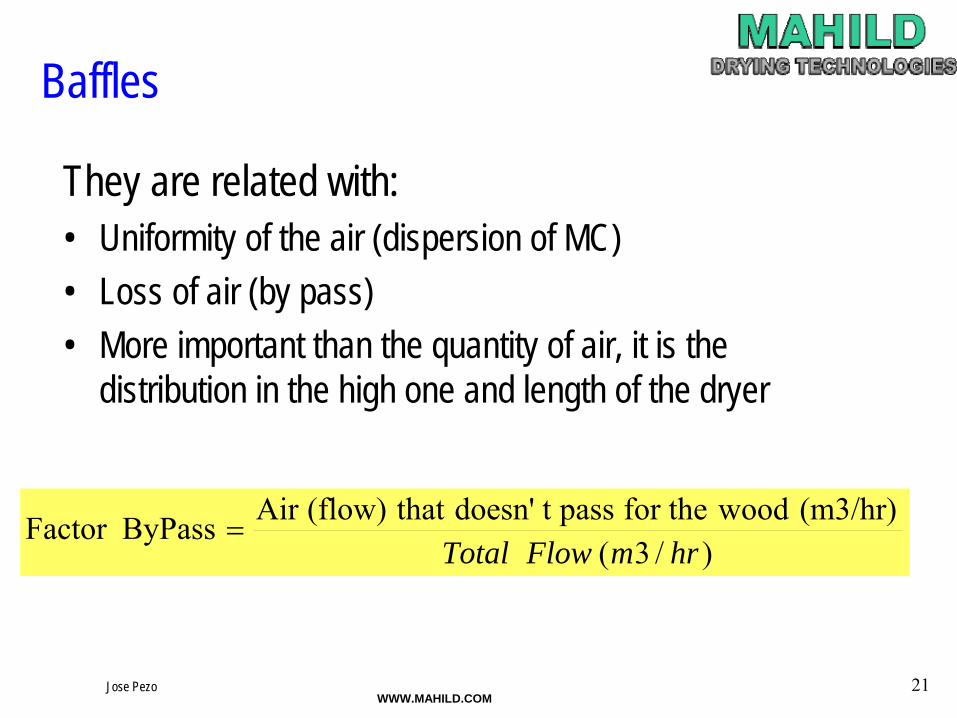
Baffles
They are related with: • Uniformity of the air (dispersion of MC) • Loss of air (by pass) • More important than the quantity of air, it is the
distribution in the high one and length of the dryer
)/3((m3/hr) woodfor the passt doesn' that (flow)Air ByPassFactor
hrmFlowTotal=

Jose Pezo WWW.MAHILD.COM
22
Eliminando los Tacos
cuña
•Mejora dispersión velocidad
•Aumenta velocidad aire
•Más madera 4-5%
•Se ahorra madera

Jose Pezo WWW.MAHILD.COM
23

Jose Pezo WWW.MAHILD.COM
Diminishing the By Pass
24

Jose Pezo WWW.MAHILD.COM
25
Diminishing the By Pass
Jose Pezo WWW.MAHILD.COM
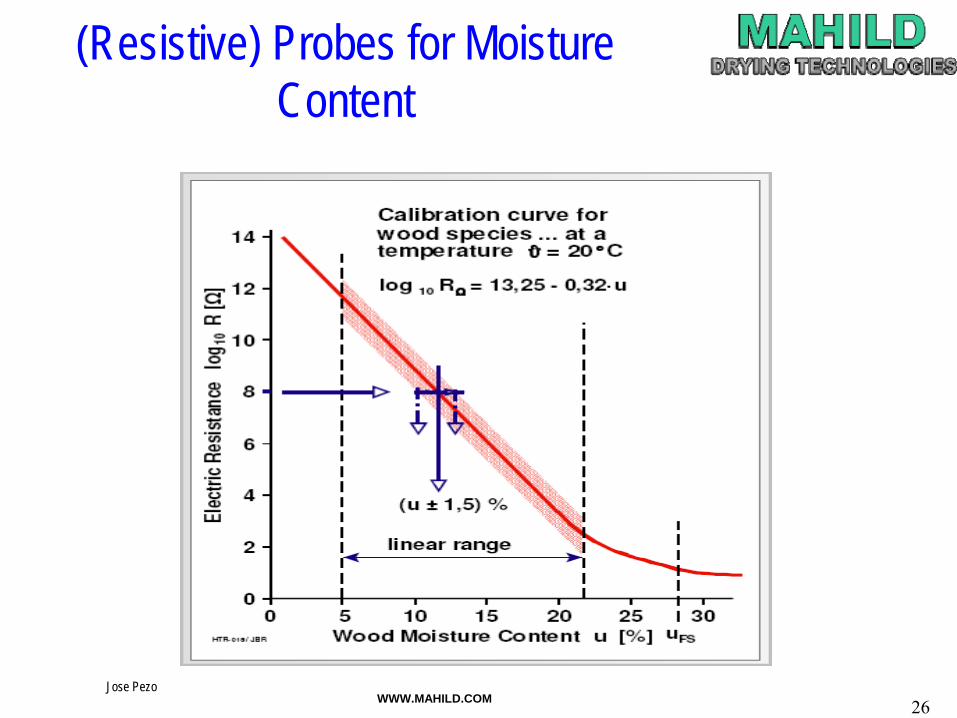
(Resistive) Probes for Moisture Content
26
Jose Pezo WWW.MAHILD.COM
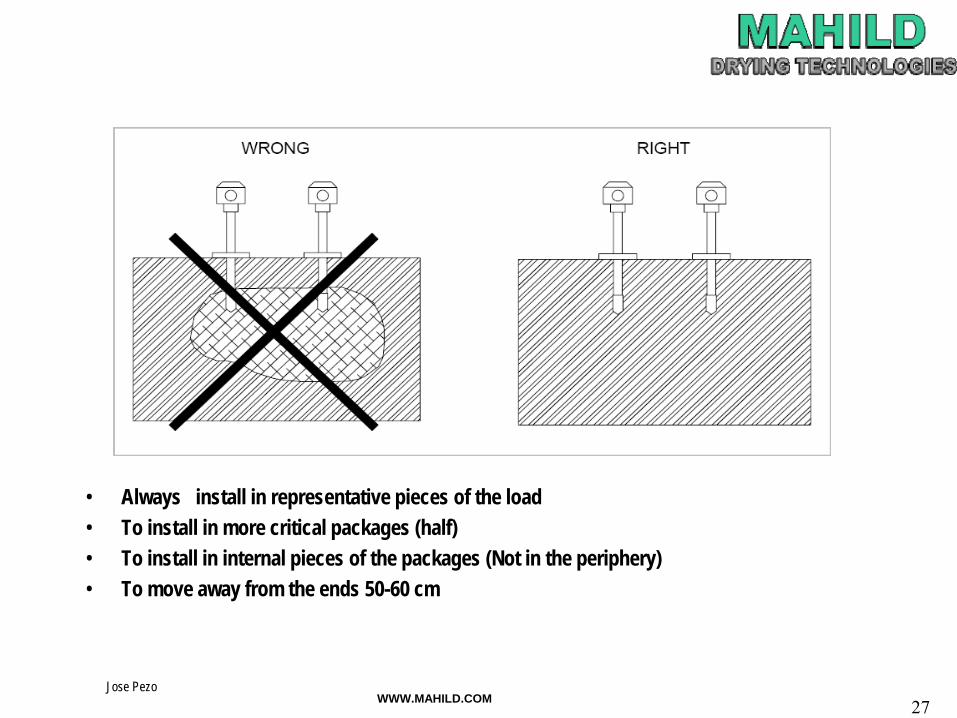
• Always install in representative pieces of the load • To install in more critical packages (half) • To install in internal pieces of the packages (Not in the periphery) • To move away from the ends 50-60 cm
27
Jose Pezo WWW.MAHILD.COM 28
Jose Pezo WWW.MAHILD.COM
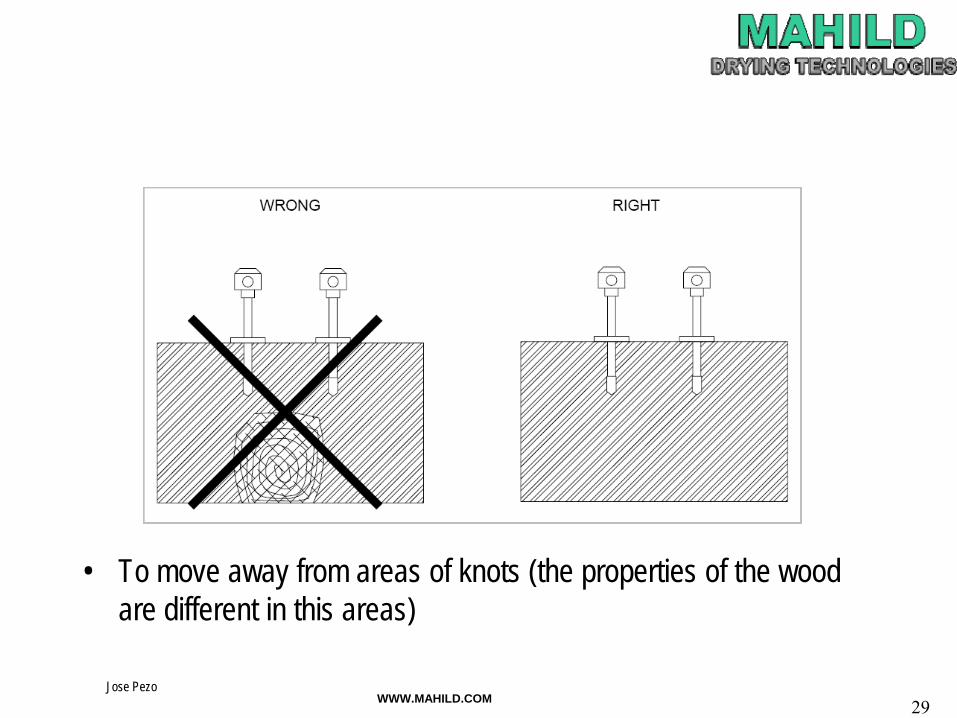
• To move away from areas of knots (the properties of the wood are different in this areas)
29
Jose Pezo WWW.MAHILD.COM 30
Jose Pezo WWW.MAHILD.COM
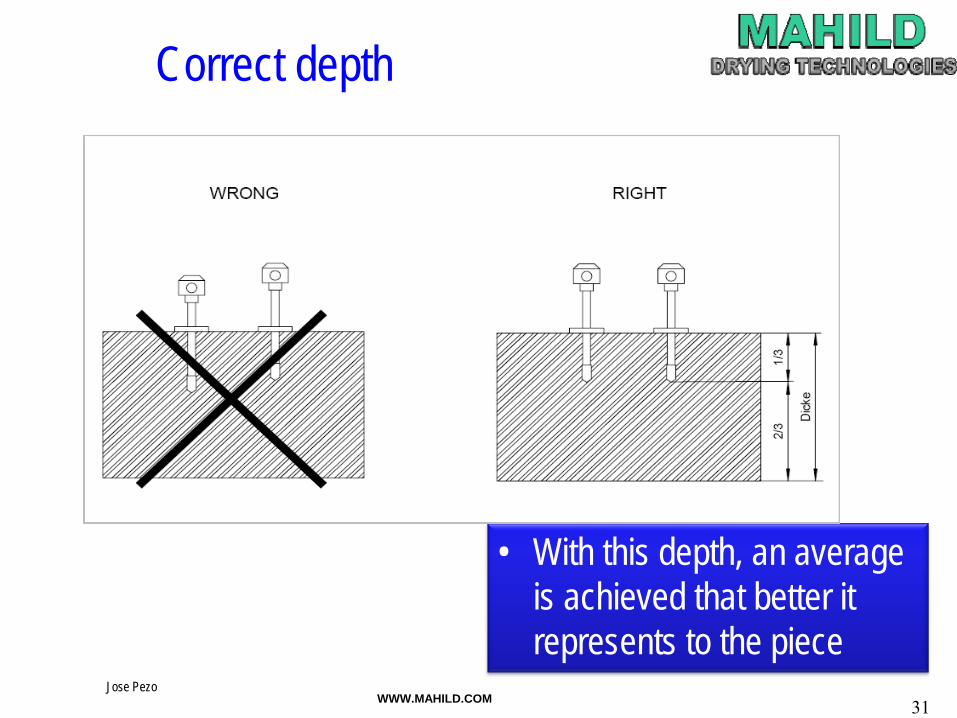
Correct depth
• With this depth, an average is achieved that better it represents to the piece
31
Jose Pezo WWW.MAHILD.COM
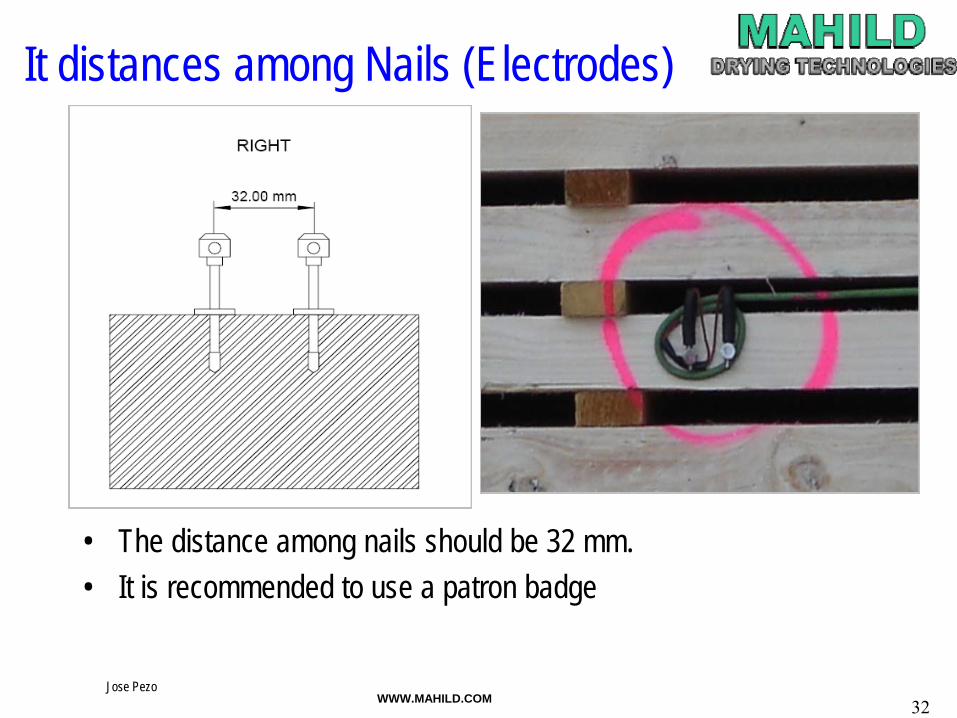
It distances among Nails (Electrodes)
• The distance among nails should be 32 mm. • It is recommended to use a patron badge
32
Jose Pezo WWW.MAHILD.COM
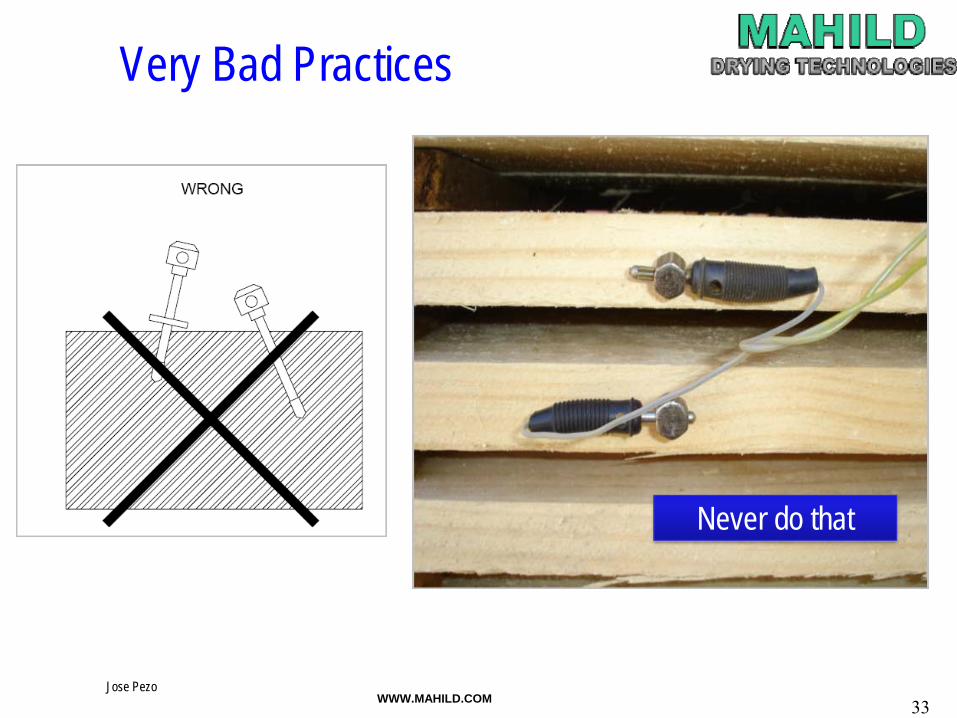
Very Bad Practices
• NO
33
Never do that
Jose Pezo WWW.MAHILD.COM
Reason of Bad Measuring
• Different distance among electrodes • Electrodes installed in areas of resins • Bad cables (loss insulation, sulphatads, etc) • Loose connections (it lacks contact) • Dirty sensors • Electrodes installed in sapwood - heartwood • Earth problems (Electric)
34
Jose Pezo WWW.MAHILD.COM
Factors that Affect Drying
• Partial pressure and Relative Humidity • Internal movement humidity of the wood • Influences of the temperature in the drying
rate • Circulation of air
35
Jose Pezo WWW.MAHILD.COM
Presión Parcial y Humedad Relativa
• To understand how the wood dries when being exposed to the air it is necessary to introduce some terminology.
36
Jose Pezo WWW.MAHILD.COM
37
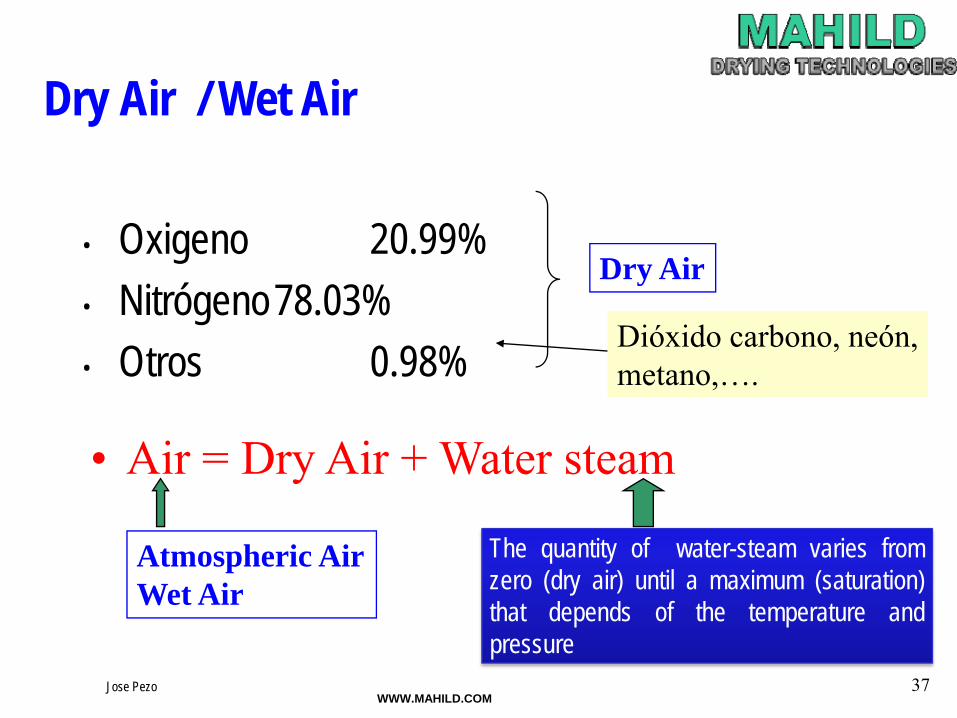
Dry Air / Wet Air
• Oxigeno 20.99%• Nitrógeno78.03%• Otros 0.98%
• Air = Dry Air + Water steam
Dry Air
Atmospheric AirWet Air
The quantity of water-steam varies fromzero (dry air) until a maximum (saturation)that depends of the temperature andpressure
Dióxido carbono, neón,metano,….
Jose Pezo WWW.MAHILD.COM
38
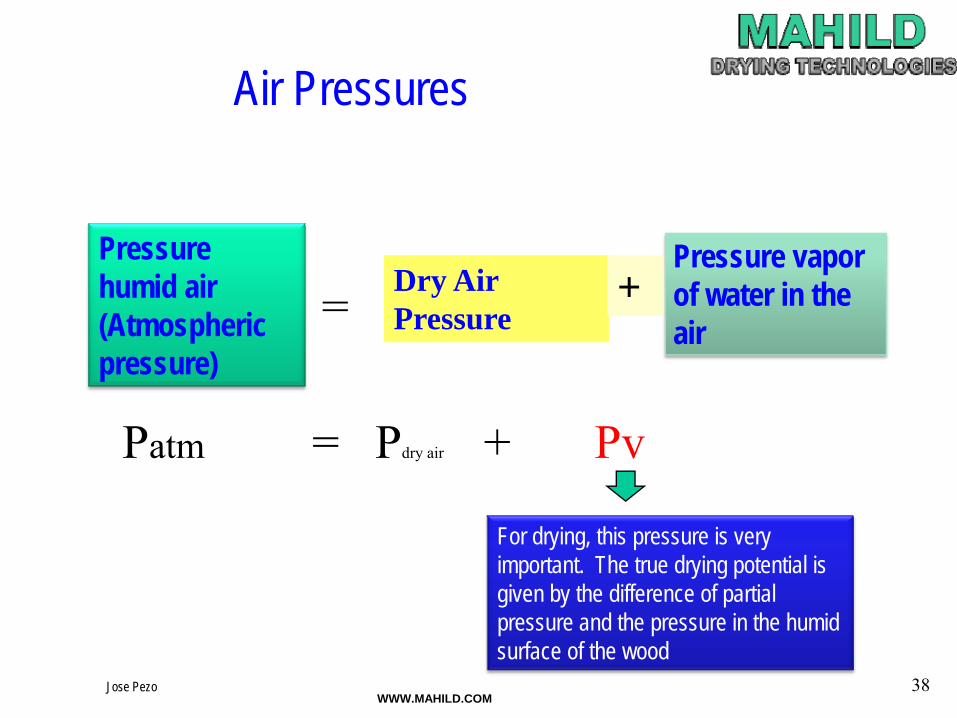
Air Pressures
Pressure humid air (Atmospheric pressure)
Dry Air Pressure
Pressure vapor of water in the air= +
Patm = Pdry air + Pv
For drying, this pressure is very important. The true drying potential is given by the difference of partial pressure and the pressure in the humid surface of the wood
Jose Pezo WWW.MAHILD.COM
39
Partial Pressure vapor of water in the air
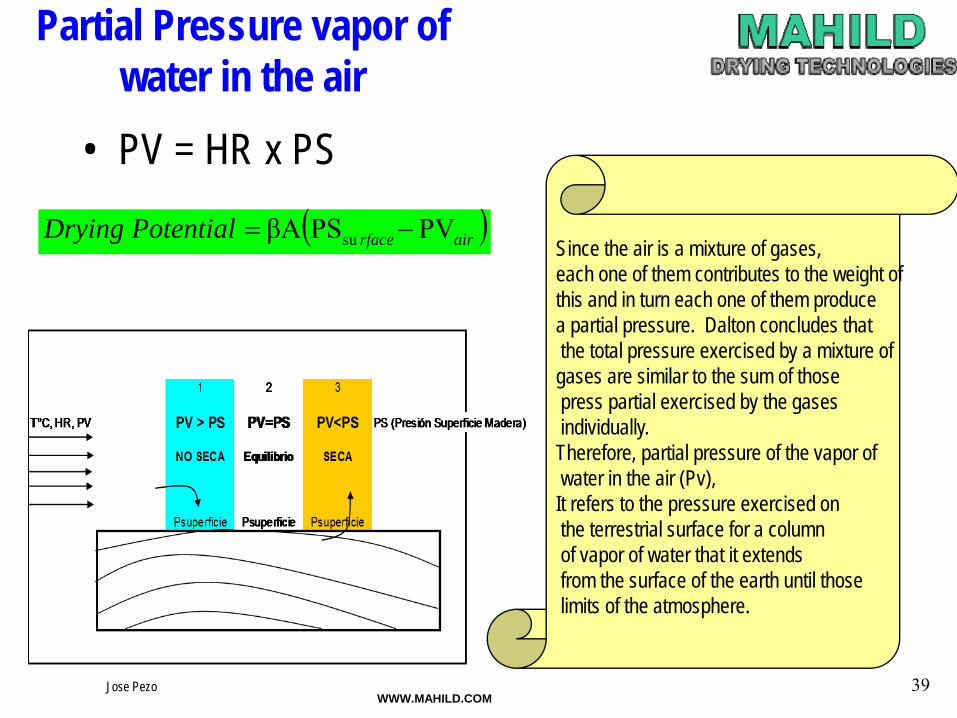
• PV = HR x PS
Since the air is a mixture of gases, each one of them contributes to the weight of this and in turn each one of them produce a partial pressure. Dalton concludes that the total pressure exercised by a mixture of gases are similar to the sum of those press partial exercised by the gases individually. Therefore, partial pressure of the vapor of water in the air (Pv), It refers to the pressure exercised on the terrestrial surface for a column of vapor of water that it extends from the surface of the earth until those limits of the atmosphere.
( )airrfacePotentialDrying PVPSβA su −=
Jose Pezo WWW.MAHILD.COM
40
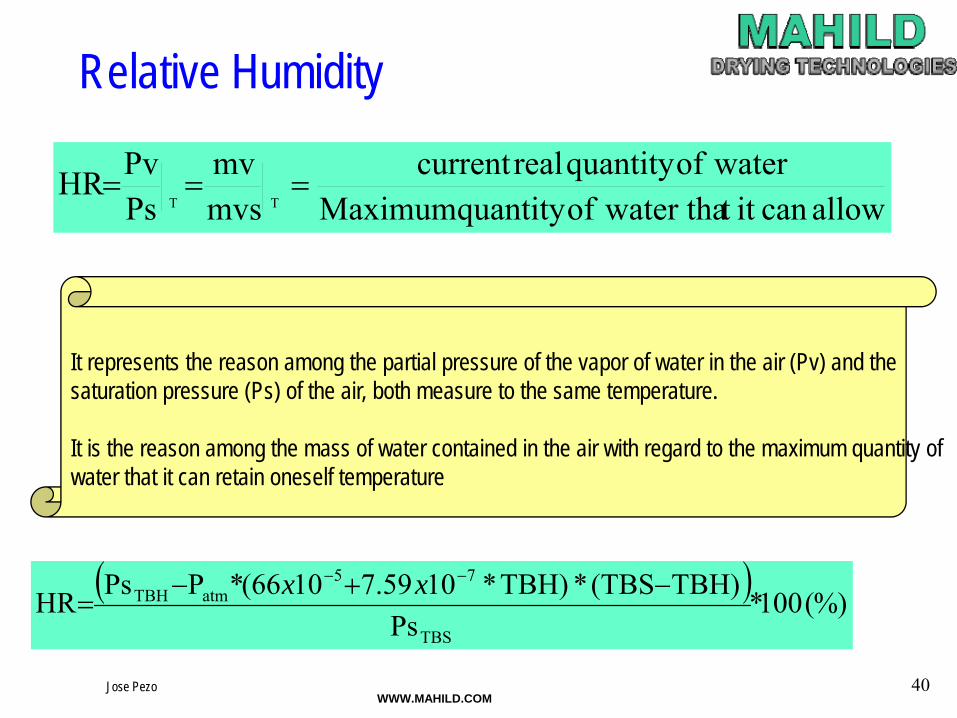
Relative Humidity
allowcan it t water thaofquantity Maximum waterofquantity realcurrent
mvsmv
PsPvHR
TT===
( ) )%(100*Ps
TBH)(TBS*TBH)*107.5910(66*PPsHRTBS
75atmTBH −+−
=−− xx
It represents the reason among the partial pressure of the vapor of water in the air (Pv) and the saturation pressure (Ps) of the air, both measure to the same temperature.
It is the reason among the mass of water contained in the air with regard to the maximum quantity of water that it can retain oneself temperature
Jose Pezo WWW.MAHILD.COM
41
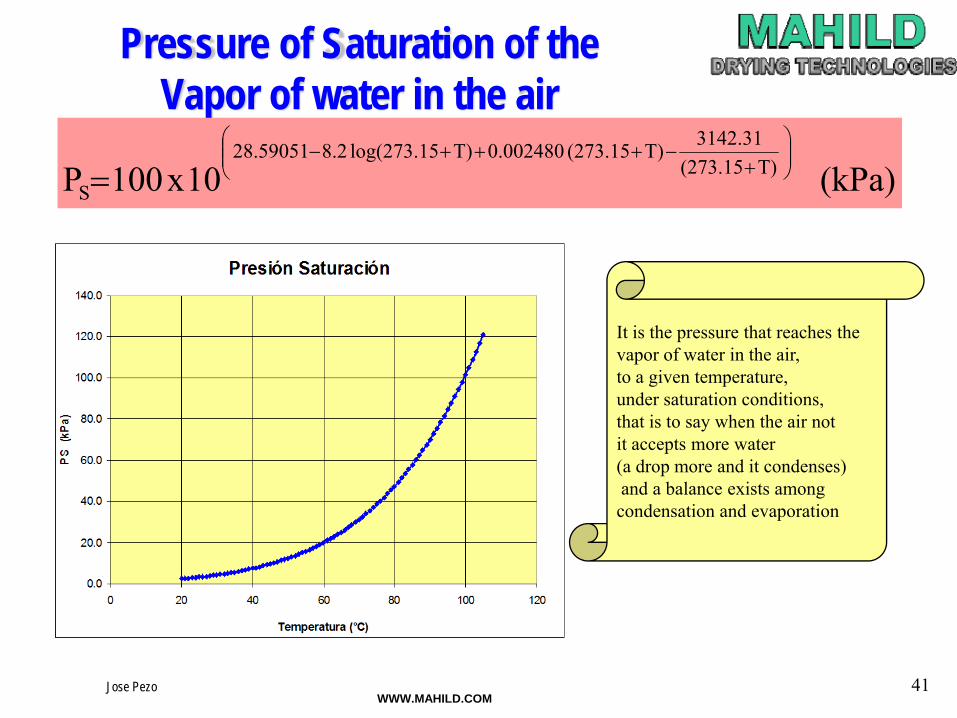
Pressure of Saturation of the Vapor of water in the air
(kPa)10x100P T)(273.153142.31T)(273.150.002480T)log(273.158.228.59051
S
⎟⎟⎠
⎞⎜⎜⎝
⎛+
−+++−
=
It is the pressure that reaches the vapor of water in the air, to a given temperature, under saturation conditions, that is to say when the air not it accepts more water (a drop more and it condenses) and a balance exists among condensation and evaporation
Jose Pezo WWW.MAHILD.COM
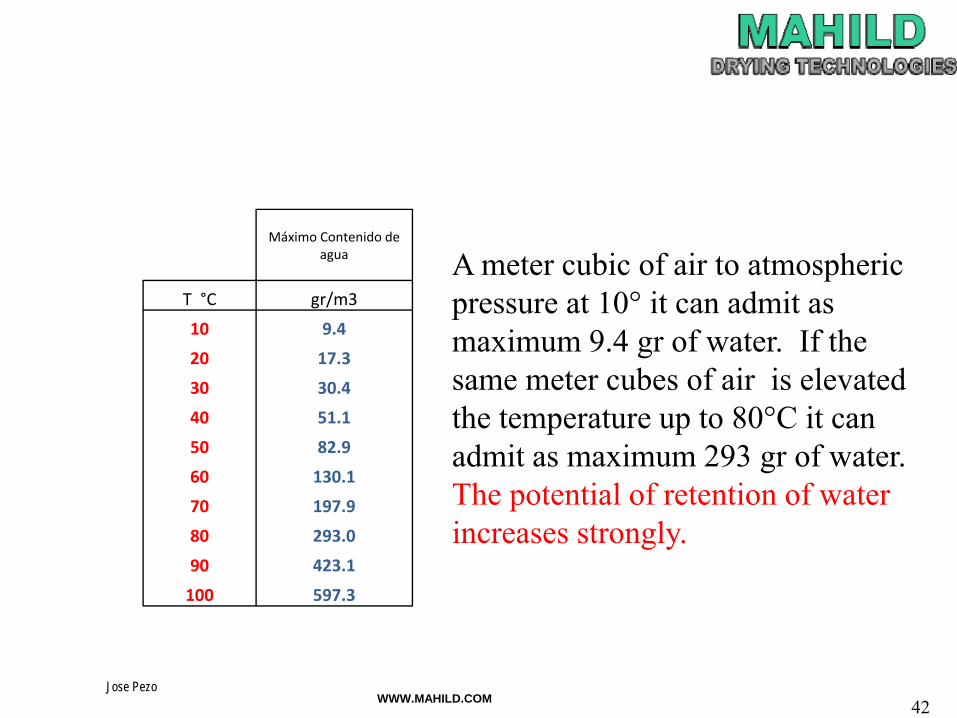
Máximo Contenido de agua
T °C gr/m3
10 9.4
20 17.3
30 30.4
40 51.1
50 82.9
60 130.1
70 197.9
80 293.0
90 423.1
100 597.3
42
A meter cubic of air to atmospheric pressure at 10° it can admit as maximum 9.4 gr of water. If the same meter cubes of air is elevated the temperature up to 80°C it can admit as maximum 293 gr of water. The potential of retention of water increases strongly.
Jose Pezo WWW.MAHILD.COM
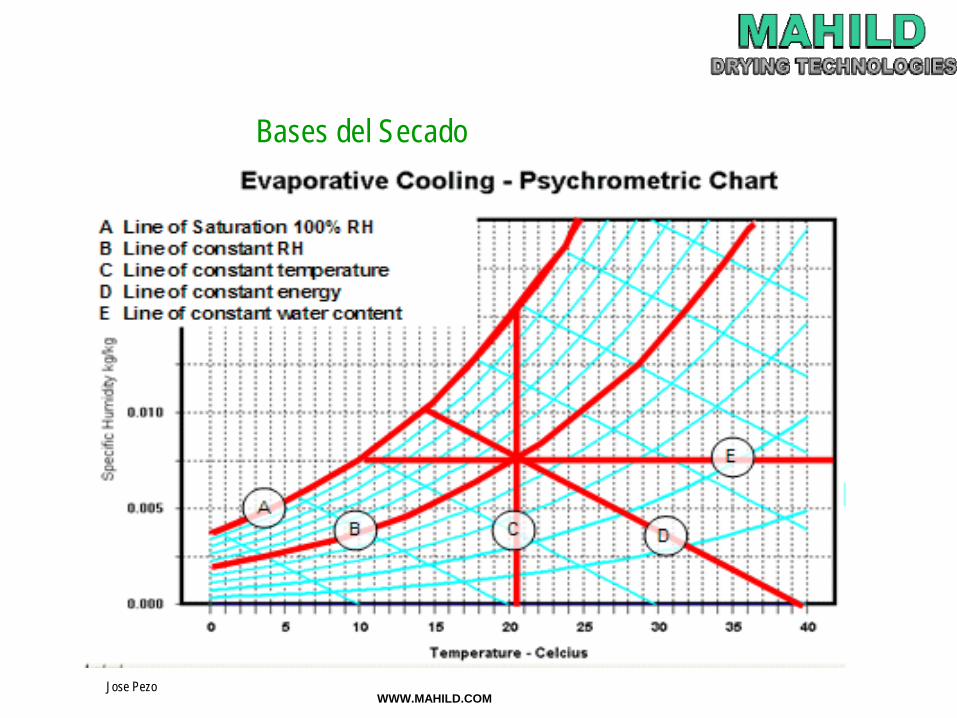
Bases del Secado
Jose Pezo WWW.MAHILD.COM
44
Drying Bulb Temperature (DBT)
It is the real temperature (effective) registered for themixture air-vapor of water that it can be measured with athermometer or RTD

Jose Pezo WWW.MAHILD.COM
45
Wet Bulb Temperature (WBT)
• It is the temperature that measures a thermometer with a humid bulb (cotton or wet cloth),when on the raisin a minimum speed of 2.5 m/s.
• It corresponds to the temperature that the water evaporates from the wood
• It is the smallest temperature that you can reach evaporating water that it is part of the air• WBT <= DBT•• It is the balance temperature that is reached when the rate of transfer of heat for
convection and conduction from the humid bulb (surface) it is equaled to the rate to whichthe humid surface loses heat in form of latent heat of evaporation.
•• TC (convection + conduction) = Heat lost by Transfer of humidity
When the current of not saturated air passes on the RTD humid bulb, it is carried out an evaporation. The temperature of the gauze-cloth and of the bulb they fall below that of the air. The heat is transferred from the air to the gauze until a balance of temperatures settles down. In this point, the transfer of heat for convection is similar to the necessary latent heat to evaporate the I liquidate of the gauze. This balance temperature corresponds the TBH

Jose Pezo WWW.MAHILD.COM
46
Phychrometer in Kiln
Jose Pezo WWW.MAHILD.COM
47
Practices Comment about WDT
The flow of water should be constant, not intermittentThe distance between the level of the water and the sensor should be approx.30 mm.The cloth should be hydrophilic (cotton), that is to say to have high capacity toabsorb water.The cloth should not be dirtyIt should not be front where they join two cars-packets, the speed is generallybigger and the reading is not correct.The temperature of the water of feeding of the bulb should not have more than30-35°C.For reliable reading the speed should be bigger to 2.5 m/show much is the maximum value?Always DBT > WBTWhat does it happen if it lacks water?What does it happen if there is a lot of water?How is it distributed inside the drying?
Jose Pezo WWW.MAHILD.COM
48
Dew Point temperatureIt is the temperature to the one which the present vapor in to the air it reaches the saturation state. It is achieved cooling the humid air to Pv=constante(mv=cte) until reaching the saturation point If the temperature of the air diminishes for under the point dew, it leaves of the vapor it condensed and the partial pressure of the vapor will diminish. Valves IMPEX
• Example Implosión Barril
Jose Pezo WWW.MAHILD.COM
49
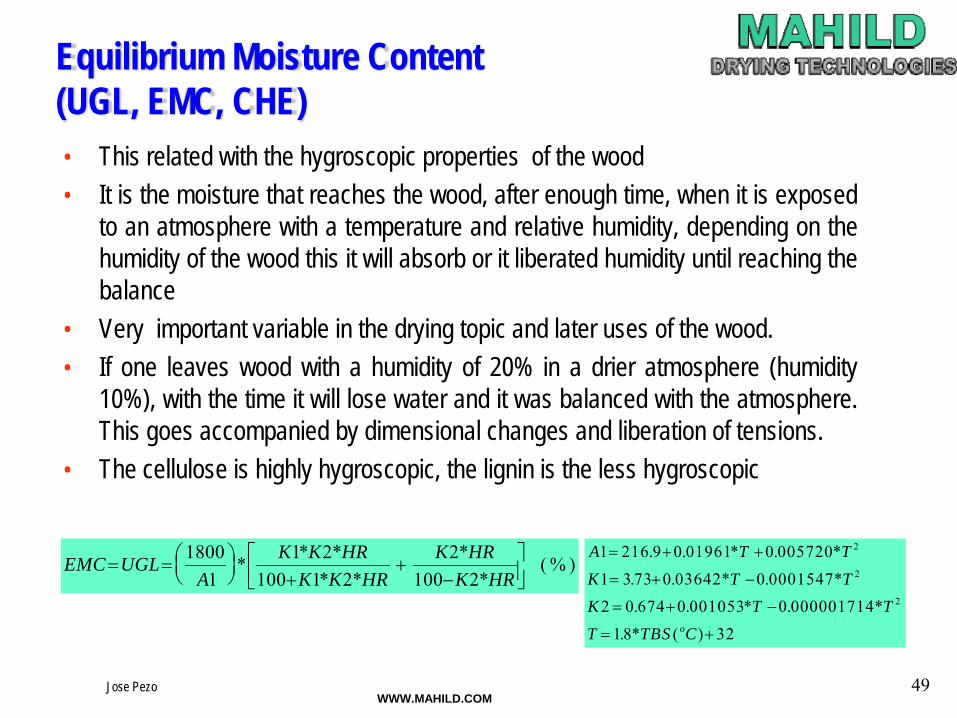
Equilibrium Moisture Content(UGL, EMC, CHE)• This related with the hygroscopic properties of the wood• It is the moisture that reaches the wood, after enough time, when it is exposed
to an atmosphere with a temperature and relative humidity, depending on thehumidity of the wood this it will absorb or it liberated humidity until reaching thebalance
• Very important variable in the drying topic and later uses of the wood.• If one leaves wood with a humidity of 20% in a drier atmosphere (humidity
10%), with the time it will lose water and it was balanced with the atmosphere.This goes accompanied by dimensional changes and liberation of tensions.
• The cellulose is highly hygroscopic, the lignin is the less hygroscopic
EMC UGLA
K K HRK K HR
K HRK HR
= =⎛⎝⎜
⎞⎠⎟ +
+−
⎡⎣⎢
⎤⎦⎥
18001
1 2100 1 2
2100 2
* * ** *
**
( % )A T TK T TK T TT TBS Co
1 216 9 0 01961 0 0057201 3 73 0 03642 0 00015472 0 674 0 001053 0 000001714
18 32
2
2
2
= + +
= + −
= + −
= +
. . * . *. . * . *. . * . *
. * ( )

Jose Pezo WWW.MAHILD.COM
50
EVOLUCION HUMEDAD EN EL TIEMPO (MADERA EMPALILLADA)
7
8
9
10
11
12
13
14
15
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Nº de Medición (Cada medición es a cada dos dias)
% D
E H
UM
ED
Jose Pezo WWW.MAHILD.COM
51
EMC UGL CHE
HR = f( DB, WB)UGL = f( HR, DB, properties physic chemical of wood)
For what reason is useful CHE? : To make equalizations Conditioned Final used moisture content In Europe it is very used as drying variable (TBS/UGL) It allows to obtain the drying gradient (CH wood/UGL)

Jose Pezo WWW.MAHILD.COM
52
Psychrometric Difference (PD) and TDAL• PD = Dbentrance timber-WB• TDAL= Dbentrance timber-DB exit
• For equal PD, The UGL is quite similar
•It means that for equalization many combinations they exist•With diverse combinations (DB, WB), very similar dryingpotentials can be achieved (schedule)

Jose Pezo WWW.MAHILD.COM
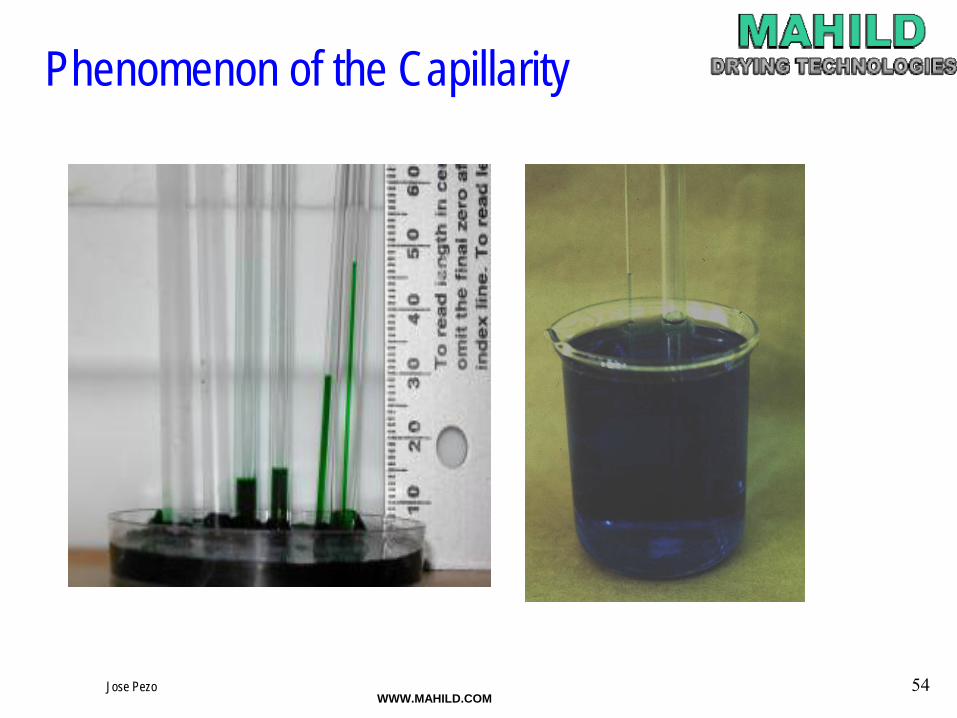
Internal movement of Moisture
• The main phenomena that allow that the water comes out from the interior of the wood are the capillarity and the diffusion
• They are physical phenomena
53
Jose Pezo WWW.MAHILD.COM
54
Phenomenon of the Capillarity
Jose Pezo WWW.MAHILD.COM
55
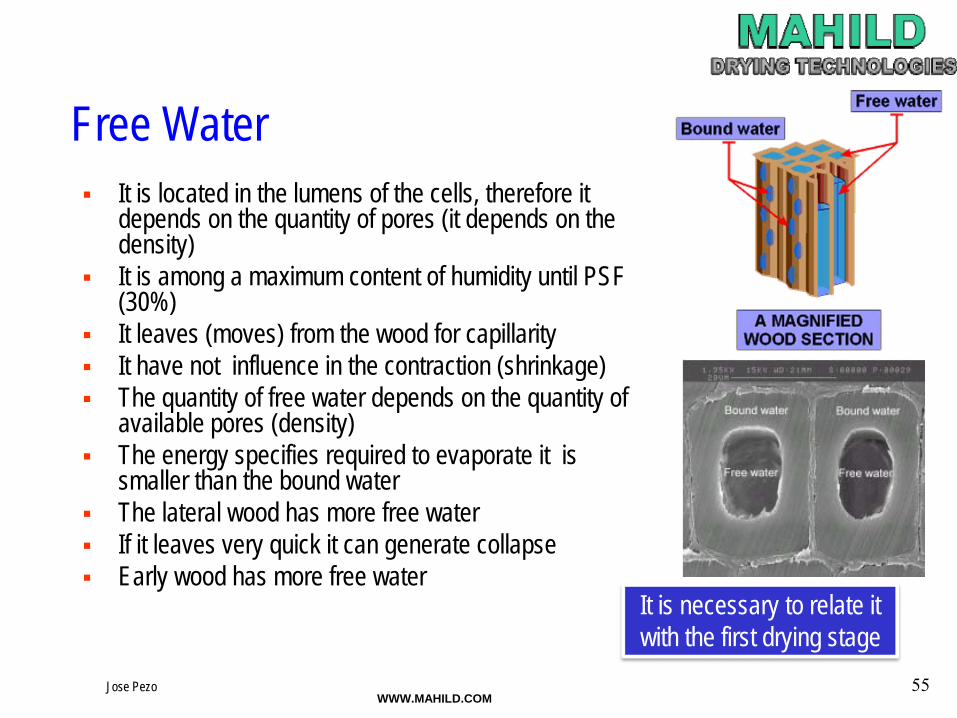
Free WaterIt is located in the lumens of the cells, therefore it depends on the quantity of pores (it depends on the density) It is among a maximum content of humidity until PSF (30%) It leaves (moves) from the wood for capillarity It have not influence in the contraction (shrinkage) The quantity of free water depends on the quantity of available pores (density) The energy specifies required to evaporate it is smaller than the bound water The lateral wood has more free water If it leaves very quick it can generate collapse Early wood has more free water
It is necessary to relate it with the first drying stage

Jose Pezo WWW.MAHILD.COM
56
In summary, regarding the Capillarity:• It acts on it water liquid that this in the cavities of the cells • It causes that the free water leaves the lumens by means of the pit • Compared with the diffusion the movement of humidity it is relatively quick • If the action or capillary force is very big, it can cause collapse • It is important in the first stages of the drying • The capillary force increases with the permeability and temperature of the
wood • The capillary action requires of little energy and it is the quickest form of
eliminating the water of the wood

Jose Pezo WWW.MAHILD.COM
57
Bound WaterIt is in the cellular wall, this united one by means of bridgeshydrogen. This introduced inside the cellular wall.To more density, it means walls thicker and bigger bound water(bigger dried time)It is low the PSF (28-30%)It is the responsible for the shrinkage of the wood when it gets
lost (desorption) and of their expansion or swelling when itrecovers it (sorption)During the drying additional energy is required to be able to
take out it (to evaporate it)During the drying it leaves for the phenomenon of the Diffusion
and it is a slow process.This related with the sorption heat or wetting heat (it influencesin conditioned)It leaves mainly for diffusionDuring the drying when arriving to the balances hygroscopic(UGL), it no longer leaves more water from the wood
To relate with second drying stage
Jose Pezo WWW.MAHILD.COM
58
Diffusion• Diffusion is the term that explains how the hygroscopic or bound water exits the wood.
Therefore is very important when drying softwoods below FSP (Fibre Saturation Point).
• Diffusion is the mechanism of humidity transfer in still fluids or in fluids that are only have surface laminar flow & in the sub layer turbulent flow.
• The molecular diffusion is the same as the heat transfer in instantaneous form, when a concentration gradient exists until reaching the final equilibrium, that is to say it moves from an area of high concentration to an area of less concentration. The diffusion processes are usually subject to the Fick´s laws.
• Depending the porosity coefficient (quantity and size of the pores), coefficient of blockage of the lumens (tylosis), aspiration of the pits, the bound water should follow different ways to leave until the drying channel (For the lumens, for the cellular wall, for the pit, mixture of previous roads, etc)
• The diffusion in the radial sense (following the woody radii) is greater than the diffusion in tangential sense. This helps to explain that a tangential cut (shop) piece of wood dries quicker than a radial cut piece.
Jose Pezo WWW.MAHILD.COM
59
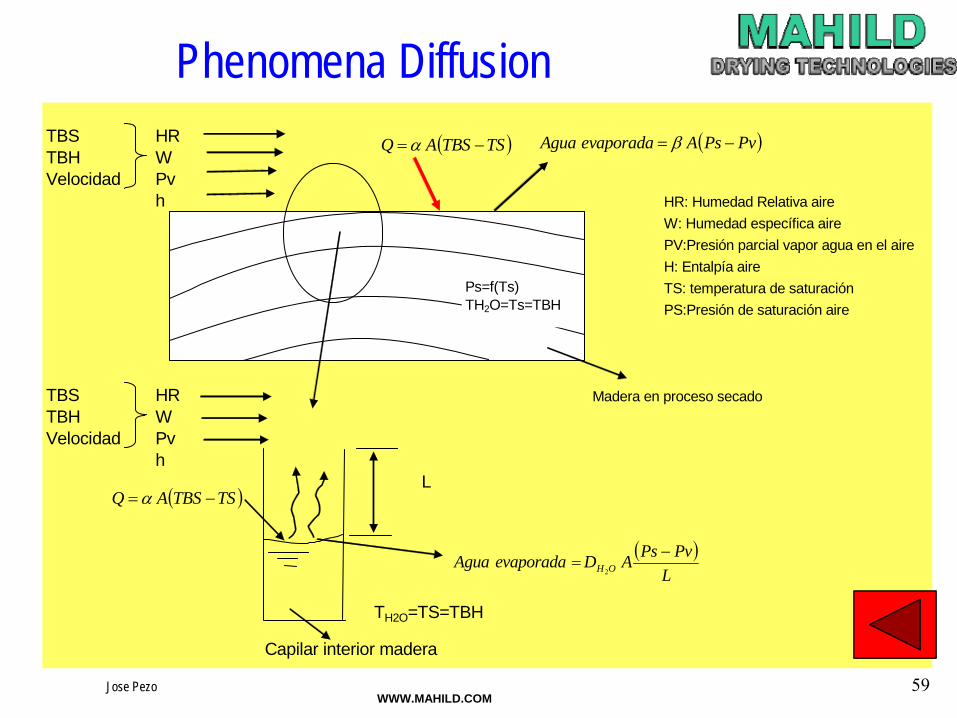
Phenomena DiffusionTBS HRTBH WVelocidad Pv
h HR: Humedad Relativa aireW: Humedad específica airePV:Presión parcial vapor agua en el aireH: Entalpía aire TS: temperatura de saturaciónPS:Presión de saturación aire
TBS HR Madera en proceso secadoTBH WVelocidad Pv
hL
TH2O=TS=TBH
Capilar interior madera
Ps=f(Ts)TH2O=Ts=TBH
( )TSTBSAQ −=α ( )PvPsAevaporadaAgua −= β
( )TSTBSAQ −=α
( )L
PvPsADevaporadaAgua OH−
=2

Jose Pezo WWW.MAHILD.COM
Influences of the temperature in the drying rate
• In the first drying stage, the drying process depends mainly on the conditions of the air (speed, DB, WB).
• In the final stage (diffusion), the drying process is governed by the internal transport of humidity and in this case the temperature has a great impact in the diffusion. It is only necessary a minimum speed to maintain the fixed conditions of temperature.
60

Jose Pezo WWW.MAHILD.COM
61
Water that is evaporates from the surface of the wood it is:
( )
⎟⎟⎠
⎞⎜⎜⎝
⎛−=
⎟⎠⎞
⎜⎝⎛−=
DBWBRateDrying
HrwaterkgRateDrying rface
46.0Pv
46.0PsAβ
CCAβ airsu
DB1.81100v7.5β
0.72
−=
Temperature Influence in Drying at first step (Beginning)
It is not easy to explain the effect for separated of the temperature on the drying rate since the drying schedule is DB, WB and speed

Jose Pezo WWW.MAHILD.COM
62
DIFFUSION
2.3ΔS/RspecieondependConstant:n
)(kg/mDensityBasic:SKeTemperaturBulbDry:DB
/s)(meS
102D
3og
2RΔS
9n2970
og
6
=
°
=⎟⎠⎞
⎜⎝⎛ ++−
− DBDBx
RADIAL Densidad=400 kg/m3D
500 kg/m3
600 kg/m3
TANGENCIAL
T°C T°C
Jose Pezo WWW.MAHILD.COM
63
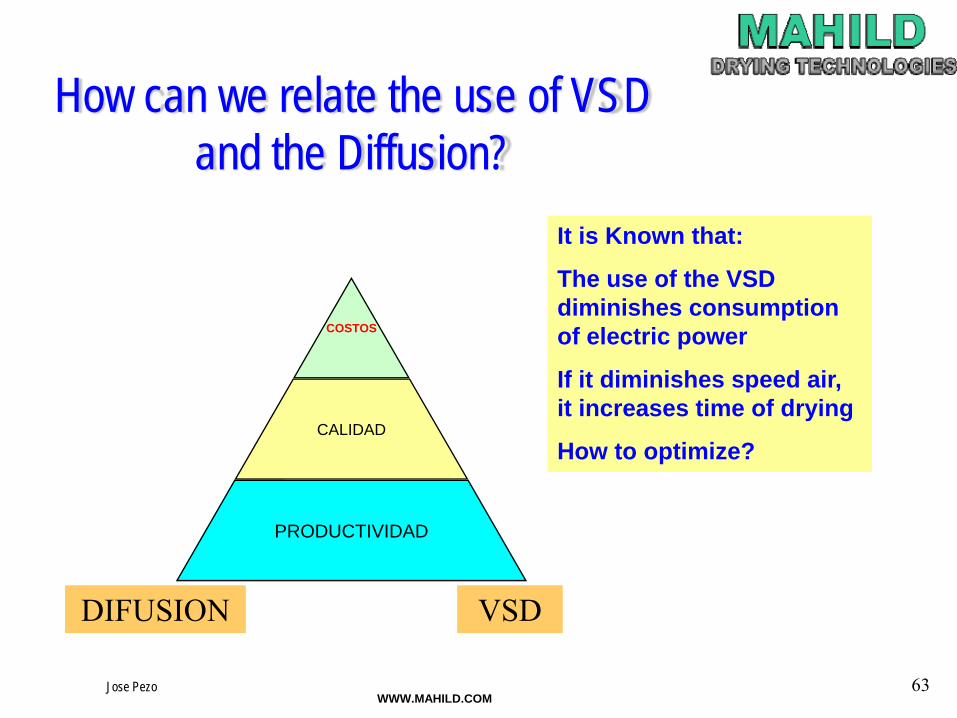
How can we relate the use of VSD and the Diffusion?
COSTOS
CALIDAD
PRODUCTIVIDAD
VSDDIFUSION
It is Known that:
The use of the VSD diminishes consumption of electric power
If it diminishes speed air, it increases time of drying
How to optimize?
Jose Pezo WWW.MAHILD.COM
Diffusion, In summary:• The diffusion coefficient depends strongly (exponentially) on the temperature, this
means that small variations of temperature (increases) are translated in an important increase of diffusion and therefore reduced drying times.
• This behavior is so important to understand since we can use it when designing drying schedules. It allows us to increase the psychrometric difference (difference between WB and DB) after FSP has been reached by means of increasing the dry bulb temperature. If we also have variable speed drive fans we can reduce the airspeed as the important thing in the migration of the bound water is the temperature more than the airspeed.
•• Decreasing the airspeed will extend drying time, but if this is done in conjunction with
increasing the temperature the increased diffusion will counteract the extra time and you will not lose production.
64

Jose Pezo WWW.MAHILD.COM
65
Air Circulation
TBS1
W2
V1
TBS2
W1 V2
TBH
What behavior does the TDAL have?
DB
WB
Jose Pezo WWW.MAHILD.COM
Air Speed in kiln Drying• To remove humidity from surface wood • To provide of energy (sensitive heat) to evaporate water • Quantity of air depends on DB/WB and species • First stage dried high speed and it finishes stage low speed • Bigger speed is translated in more transfer of heat in coils and surface wood • Depending on the magnitude, the flow can be to laminate or turbulent. It is
better than it is turbulent (it is more effective for coniferous), but for some hardwood it is only necessary flow to laminate
• To more speed the drying is more uniform • It allows to renovate air for you ventilate them • To more speed electric consumption increases.
66
Jose Pezo WWW.MAHILD.COM
Air Circulation in Kiln Drying• Air circulation around drying timber is important because the ability of air to absorb water from wood
is finite. Once the air surrounding wood becomes saturated evaporation of moisture from wood will stop. It is therefore important to replace the wet air surrounding drying wood with dry air. Even where there is a continuous stream of air passing over the wood the layer of air in immediate contact with the wood will move more slowly and have a higher vapour pressure than the main stream of air. This is known as the 'boundary layer effect'. With increasing air velocity in the main stream this effect decreases and evaporation rates from the wood surface increase, particularly when the air flow is turbulent rather than laminar. An increase in air speed can therefore be regarded as equivalent to a reduction of the humidity barrier near the wood surfaces.
Since air entering a stack of drying timber gives up heat and takes up moisture it is cooler and more humid where it leaves the stack of timber than when it enters and the drying rate slower than on the air inlet side of the stack. In kiln drying, this is refered to the Delta T (TDAL). The faster the air speed and the narrower the stack, the smaller is the difference between the two sides. For this reason fairly high speeds are desirable in a drying kiln particularly where the timber being dried is very wet and permeable. In most modern kilns the uniformity of drying is further improved by reversing the direction of air flow through the kiln at regular intervals using the fans. Moisture pickup by air entering drying stacks also limits the size of stacks.
67

Jose Pezo WWW.MAHILD.COM
For Softwood, prefer the Turbulent regime
IT CAN INFLUENCE: • Ruggedness of the wood • Difference of thickness between a piece and another • Differentiate thickness of the stickers • Quality of the filleting (not well aligned stickers) they
generate turbulences • Wide of pieces (quantity in the width) • Wide of the package • Spaces between a piece and another adjacent one • Differences of speed in the width
68
Jose Pezo WWW.MAHILD.COM
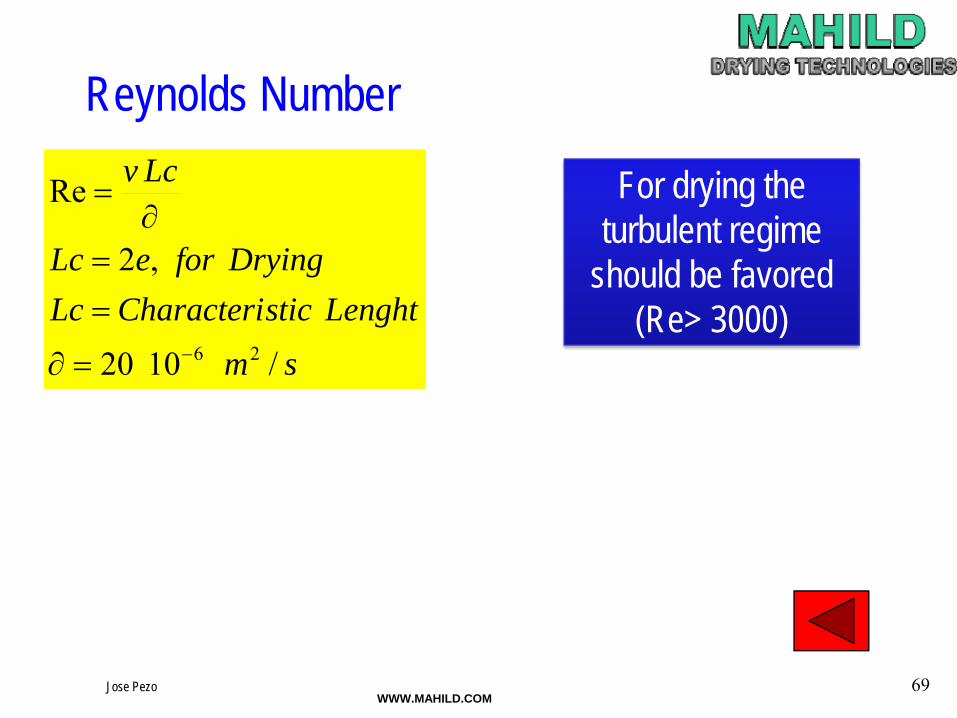
Reynolds Number
smLenghtsticCharacteriLc
DryingforeLc
Lcv
/1020
,2
Re
26−=∂
==
∂= For drying the
turbulent regime should be favored
(Re> 3000)
69
Jose Pezo WWW.MAHILD.COM
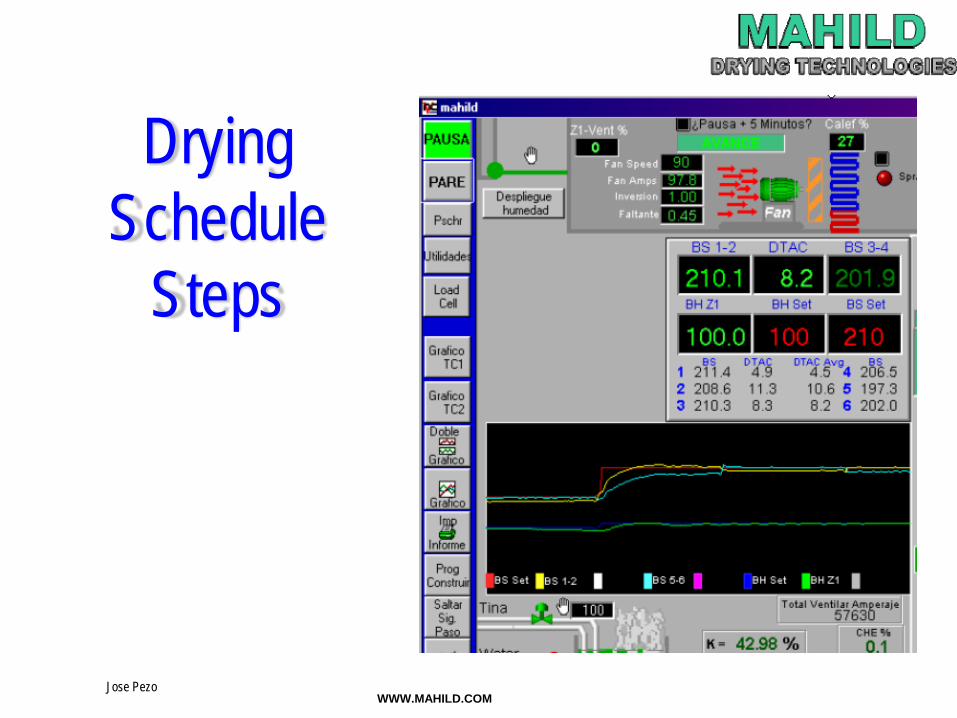
Drying Schedule
Steps
Jose Pezo WWW.MAHILD.COM
71
Ramp.....°C/Hora
• It is the speed or time that it is wanted to pass from a condition of temperature to another condition
• It depends on the installed thermal power of the dryer • It depends on the quantity of energy available • It depends on the susceptibility the product to cracks.

Jose Pezo WWW.MAHILD.COM
72
• Ramp too big• Too Big differentiates Sychrometric (dry) • Excessive consumption of Energy
• Better Ramp• The consumption of energy it is more
regulated, not dry.

Jose Pezo WWW.MAHILD.COM
73
Heating and VaporizedThe difference among heating and vaporized it resides in: • It warms-heating when the wood is fresh (less than
one week in winter and 2-3 days in summer) and homogeneous in humidity. The procedure consists on beginning immediately with the drying scheduling or only to use the coils with you ventilate them very closed.
• The one vaporized initial is for wood with dispersion of humidity. Without the one vaporized it becomes bigger the severity of the superficial cracks.
Jose Pezo WWW.MAHILD.COM
74
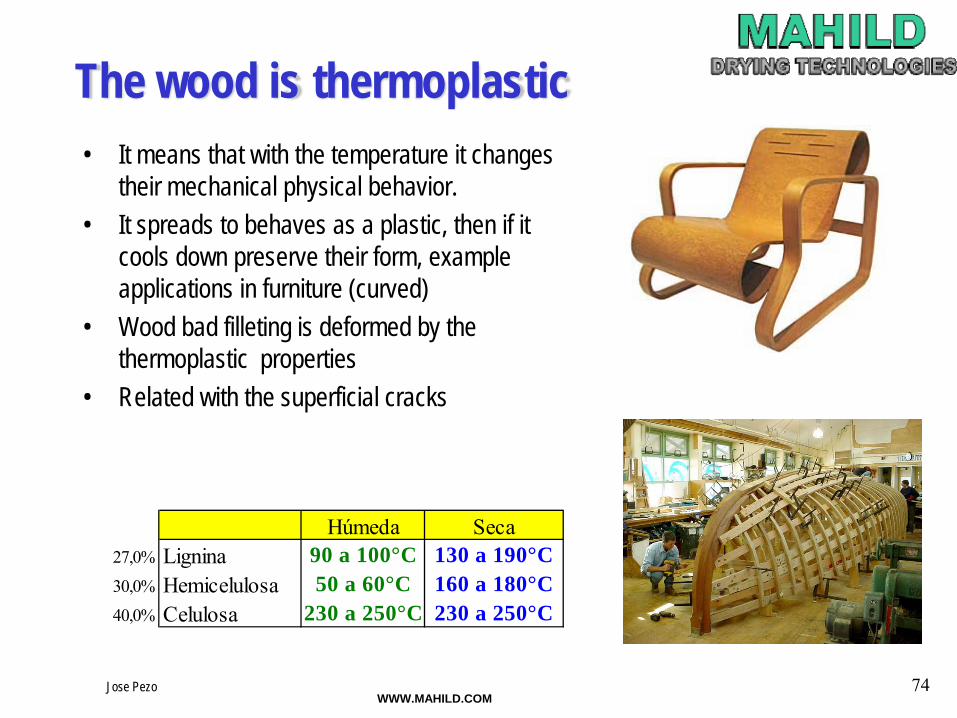
The wood is thermoplastic• It means that with the temperature it changes
their mechanical physical behavior. • It spreads to behaves as a plastic, then if it
cools down preserve their form, example applications in furniture (curved)
• Wood bad filleting is deformed by the thermoplastic properties
• Related with the superficial cracks
Húmeda Seca27,0% Lignina 90 a 100°C 130 a 190°C30,0% Hemicelulosa 50 a 60°C 160 a 180°C40,0% Celulosa 230 a 250°C 230 a 250°C
Jose Pezo WWW.MAHILD.COM
75
Reason for HeatingThe objective of the heating is to increase the temperature of the wood and with this it is achieved: • To improve the internal transport of humidity. • To produce a relief in their structure physical mechanical product of the properties thermoplastic
and viscoelastic or reologic of the components of the wood (lignin, cellulose, hemicelluloses). • To reduce the levels of deformation or final warps. • To reach with more fast the conditions of temperature and humidity of the air. • To homogenize the content of initial moisture of the wood. •The internal transport of moisture improves for that when increasing the temperature: • Diminishes the viscosity of the water, what means that it is slippery with more easiness. • Diminishes the superficial tension of the water, what means that it can evaporate with more easiness. • the permeability of the wood Increases. • the capacity of the air Increases to absorb water.
Jose Pezo WWW.MAHILD.COM
76
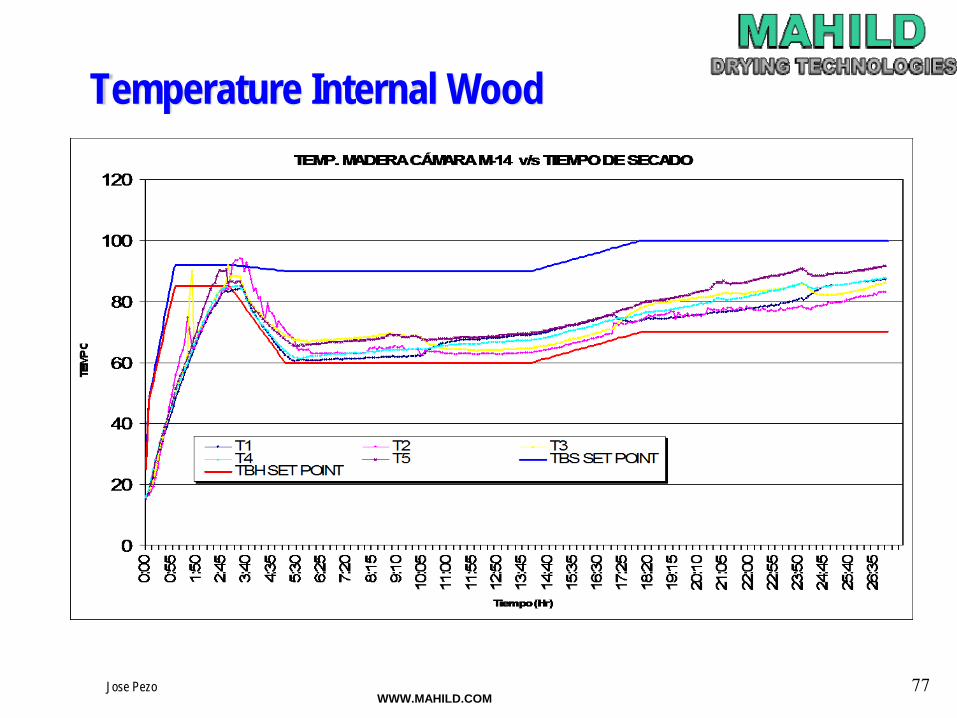
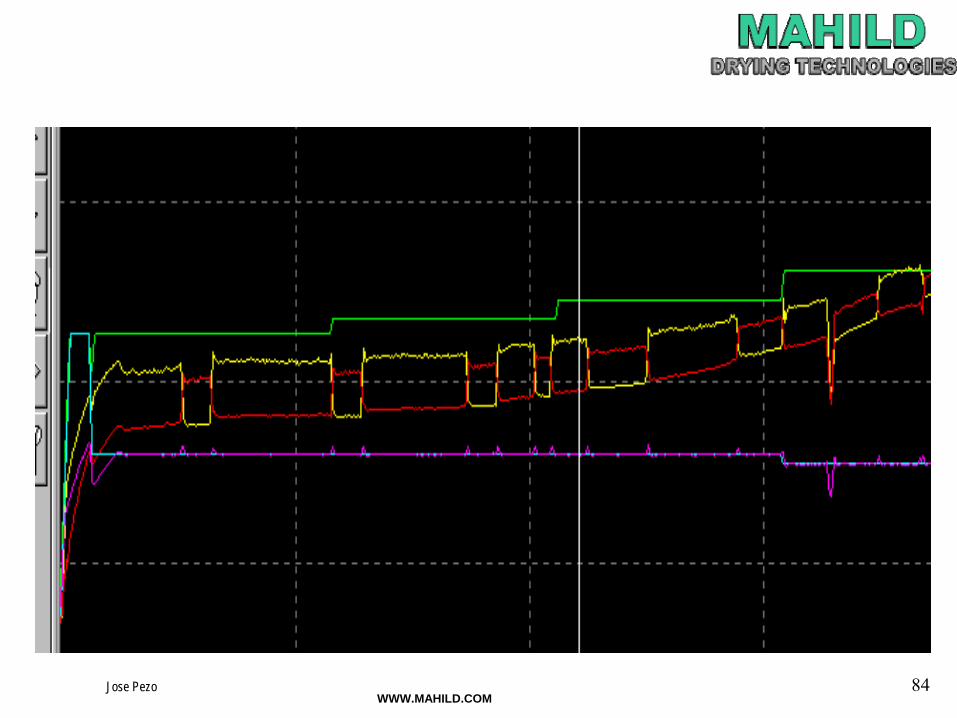
How long to heat? • The temperature that should be reached in the center of the wood, at the end of
the heating, it should be the temperature wet bulb of the drying stage that continues immediately.
• The following graph shows the real evolution of the internal temperature of the wood for a product of 40 mm of thickness. Clearly it is appreciated that the internal temperature of the wood follows the WB. The internal temperature of the wood arrives to values of 85°C and when beginning the low drying that is to say to values of 60°C, to the WB of the drying stage.
• While higher and more homogeneous it is the initial humidity of the wood, the internal temperature of the wood it approaches more to the temperature wet bulb.
Jose Pezo WWW.MAHILD.COM
77
Temperature Internal Wood
Jose Pezo WWW.MAHILD.COM
78
The duration of the heating depends on factors like
The duration or time of heating depends of: • Heating capacity (coils) and humectation of the dryer, energy supply. • Thickness of the wood. • Homogenization of the content of initial moisture of the wood. • Species to dry off (density, permeability, thermal conductivity). • Volume of the load. • Initial moisture • Initial temperature of the wood and components • Requested fixed DB • Condition and state of the drying (leakiness and thermal state isolation) • Heating strategy (bath, coils or both)
Jose Pezo WWW.MAHILD.COM
79
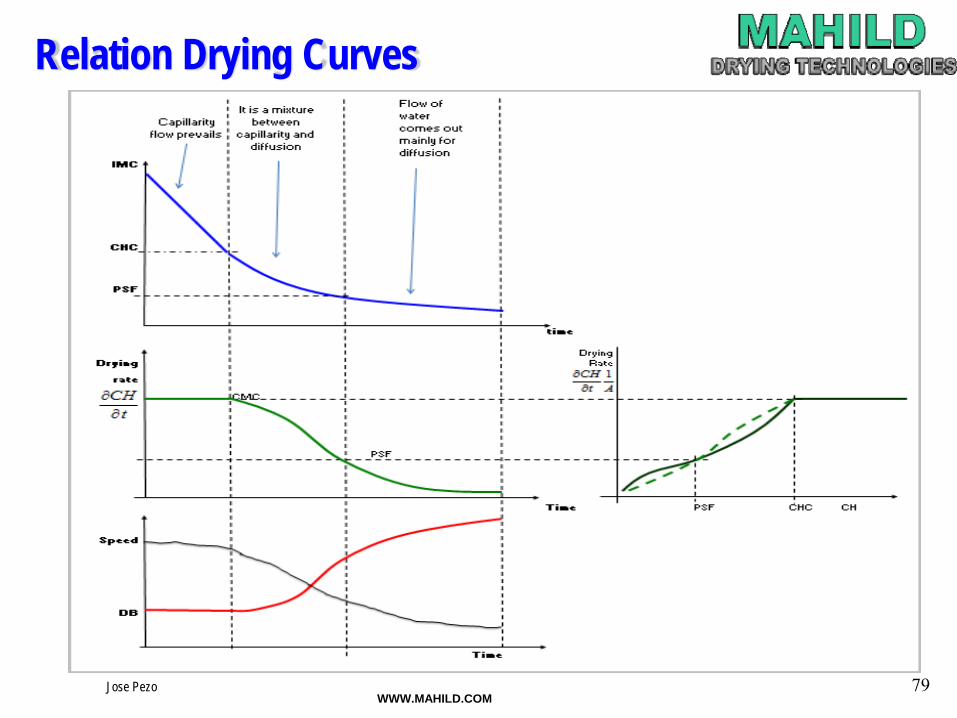
Relation Drying Curves
Jose Pezo WWW.MAHILD.COM
80
Summary 1° Step: Drying MH > CMC (65%)
• In this stage mainly the free water evaporates (capillarity) and it is characterized to maintain a drying rate or approximately constant evaporation.
• In this stage it is the external air who controls the drying by means of the mass transfer (superficial evaporation), therefore the evaporated water depends of: coefficient convective of mass transfer or moisture, temperature dry bulb and temperature wet bulb. The coefficient convective depends strongly on the speed of the air.
• In this stage they are formed the superficial cracks (if the efforts of tension in the surface are bigger to the resistance of the wood)
• The Collapse takes place in this stage (in same species) • The energy thermal total is bigger (consumption of energy) • Temperature internal wood is slightly superior to WB
Jose Pezo WWW.MAHILD.COM
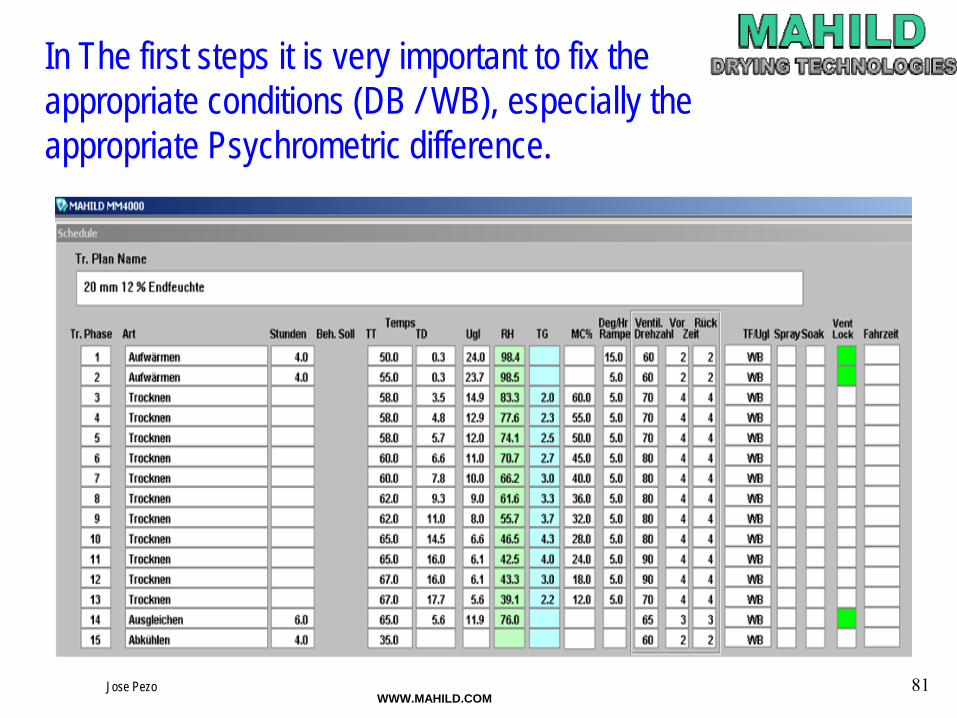
81
In The first steps it is very important to fix the appropriate conditions (DB / WB), especially the appropriate Psychrometric difference.

Jose Pezo WWW.MAHILD.COM
82
Efecto área de TC y TMThicker wood, has less layers by package and therefore less heat and mass (moisture) transfer .
While thinner it is the wood, there are more heat and mass (moisture) transfer
The speed of the air diminishes as it diminishes the thickness.
To smaller thickness the difference psychrometric that you can achieve is smaller.
For example, if for 40 mm it achieves a difference psychrometric of 10°C, for 25 mm the same dryer and conditions it will achieve a difference smaller psychrometric at 10°C.

Jose Pezo WWW.MAHILD.COM
83
This is not a good practices:
Jose Pezo WWW.MAHILD.COM
84
Jose Pezo WWW.MAHILD.COM
85
Jose Pezo WWW.MAHILD.COM
86
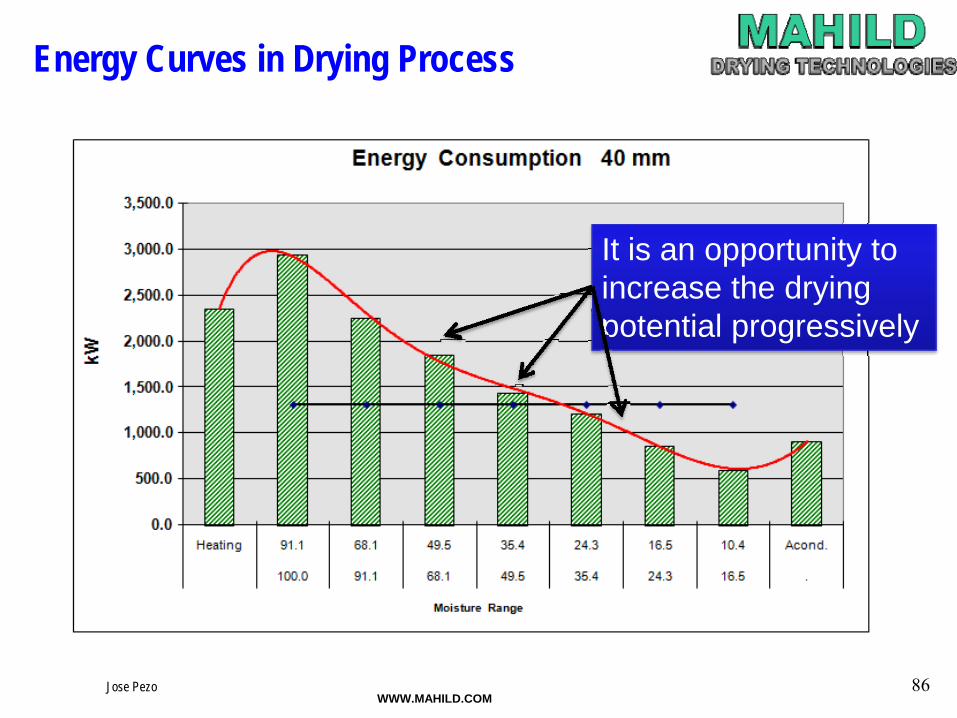
Energy Curves in Drying Process
It is an opportunity to increase the drying potential progressively
Jose Pezo WWW.MAHILD.COM
87
Summary Step 2: Drying CMC > MC > PSF• Stage among 65% to 30% • It is given capillarity and diffusion, that is to say it
leaves free and bound water • It is a transition stage • You can increase the drying potential progressively
and to diminish the speed of the air (slightly) • Twood begins to increase

Jose Pezo WWW.MAHILD.COM
88
Summary Step 3: Drying MC< PSF, “28% a 10%”
• In this stage the bound water evaporates (diffusion) • To the interior of the wood (lumens is only vapor of water to a Pv) Then it is necessary
to increase the difference psychrometric or drying potential to neutralize to the effect of the reduction of pressure of the vapor, since when the water was saturated it was the PS (TBH).
• In this stage the temperature of the wood increases and it spreads toward the final temperature of the process, that is to say the DB.
• In this stage who controls the drying it is the internal transport of humidity (diffusion of vapor, diffusion liquids.
• En this stage the deformations of the wood , product of the drying tensions and their influence are born in cells that prevail with temperature and gradients of humidity.
• They take place or potencian the internal cracks • Total consumption of energy is smaller • Twood increases and it spreads the DB • It can diminish the speed and to increase the DB
Jose Pezo WWW.MAHILD.COM
89
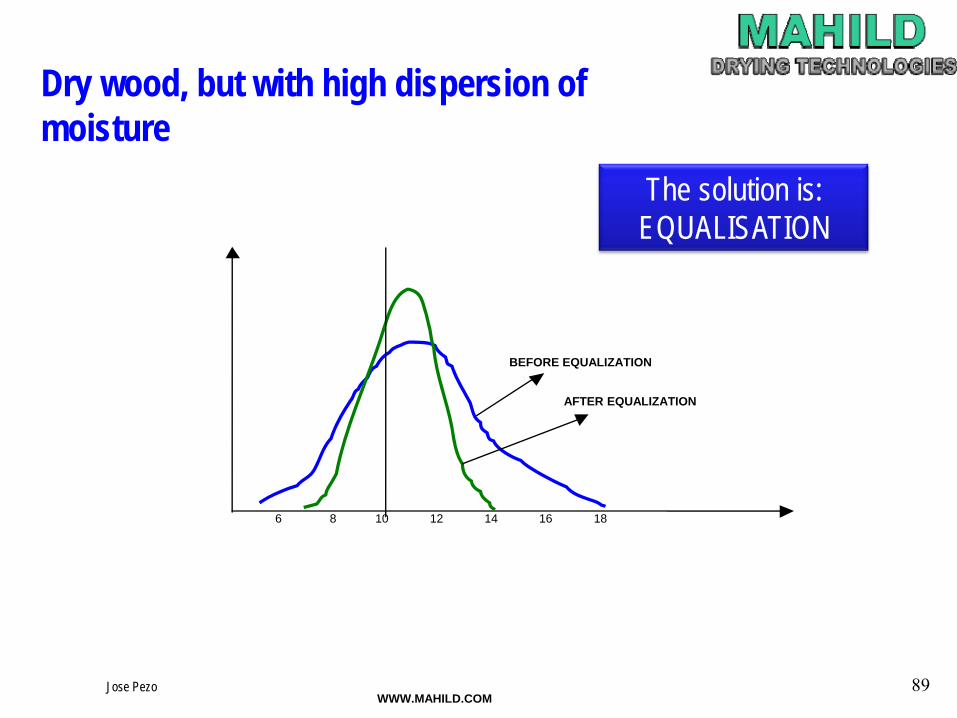
Dry wood, but with high dispersion of moisture
BEFORE EQUALIZATION
AFTER EQUALIZATION
6 8 10 12 14 16 18
The solution is: EQUALISATION
Jose Pezo WWW.MAHILD.COM
90
Equalisation• The objective of the equalized is to reduce the dispersion of final moisture of the
wood. • The equalized begins when the moisture content of the driest sample in the kiln is 2 %
lower than the final average of wanted (target) content of moisture. For example, if wants f to dry wood to 10% of content of moisture, the process should begin when the driest sample in the oven arrives to 8%.
• In this process a equilibrium moisture content should settle down (EMC-UGL), what implies to fix a temperature dry bulb and a temperature wet bulb of the kiln that it corresponds to the content of moisture of the driest sample, in this case 8%. the temperature of dry bulb so high will be used as it allows it the drying scheduling. Example, DB = 65 °C and WB = 58°C, it gives HR = 70.6% and UGL = 8%.
• The process of it should continue until the sample more humid reach the final average wanted as for the content of moisture, in this case 10%.
• In general it is a slow process (diffusion) and easily it can occupy 10% to 20% of the time of drying.
Jose Pezo WWW.MAHILD.COM
91
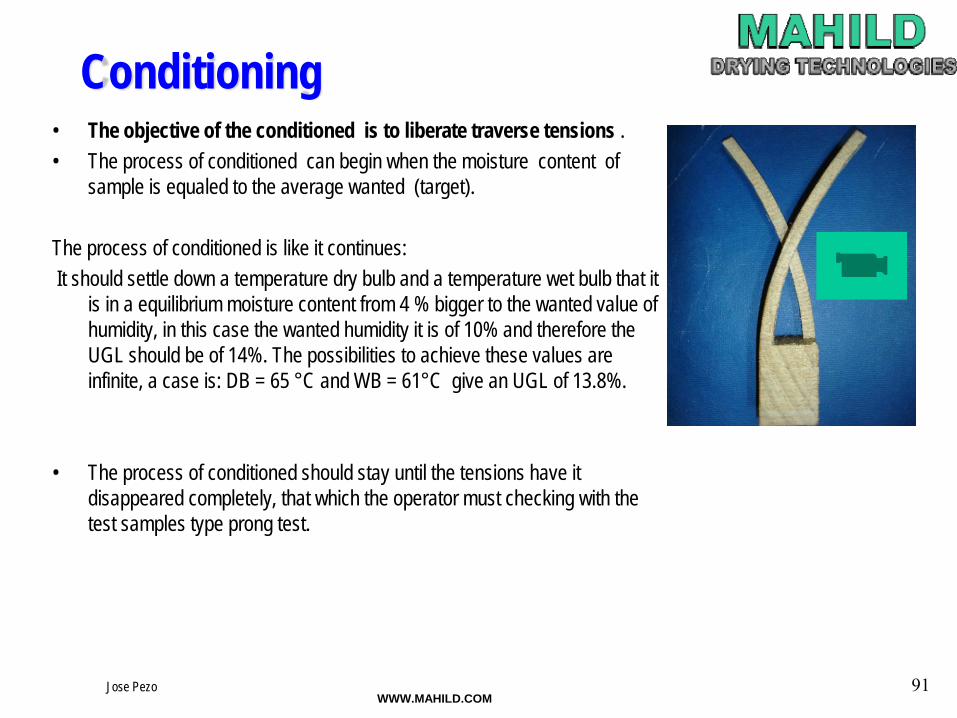
Conditioning• The objective of the conditioned is to liberate traverse tensions . • The process of conditioned can begin when the moisture content of
sample is equaled to the average wanted (target).
The process of conditioned is like it continues: It should settle down a temperature dry bulb and a temperature wet bulb that it
is in a equilibrium moisture content from 4 % bigger to the wanted value of humidity, in this case the wanted humidity it is of 10% and therefore the UGL should be of 14%. The possibilities to achieve these values are infinite, a case is: DB = 65 °C and WB = 61°C give an UGL of 13.8%.
• The process of conditioned should stay until the tensions have it disappeared completely, that which the operator must checking with the test samples type prong test.

Jose Pezo WWW.MAHILD.COM
92
This meaning lack of Conditioning
Jose Pezo WWW.MAHILD.COM
93
In summary a drying Schedule is function of:
• Condition of the kiln (installed power, speed of the air, VSD, system control, N°packet in the width, system of having vaporized).
• Condition of the vapor or energy (stability, available quantity).• Species to dry off (susceptibility to defects and degradations).• Product to dry (dimensions, requirements of quality of the market, product type).• Several (skills of operators, etc).
Every time that a schedule is made it is necessary to have it presents these points

Jose Pezo WWW.MAHILD.COM
94
Cooling, It depend on:• Wooden type (species).• Thickness of the wood.• Density of the wood (products).• Volume of the charge.• Packets number in the width of the
dryer.• Forms of making the cooling (drying
interior with or without fans, dryingexterior in closed warehouse or withcirculation of air)
• Thermal conductivity
A Bad cooling can: • To dry up the wood • Superficial cracks • Terminal (extreme)
cracks • Stress
Jose Pezo WWW.MAHILD.COM
95
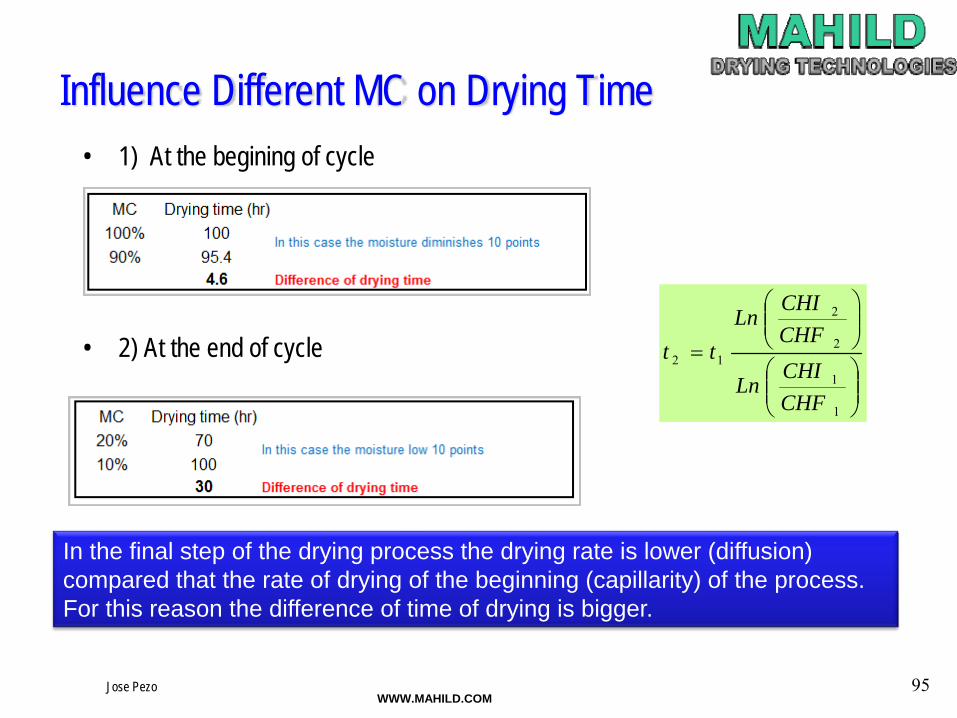
Influence Different MC on Drying Time• 1) At the begining of cycle
• 2) At the end of cycle⎟⎟⎠
⎞⎜⎜⎝
⎛
⎟⎟⎠
⎞⎜⎜⎝
⎛
=
1
1
2
2
12
CHFCHILn
CHFCHI
Lntt
In the final step of the drying process the drying rate is lower (diffusion) compared that the rate of drying of the beginning (capillarity) of the process. For this reason the difference of time of drying is bigger.
Jose Pezo WWW.MAHILD.COM
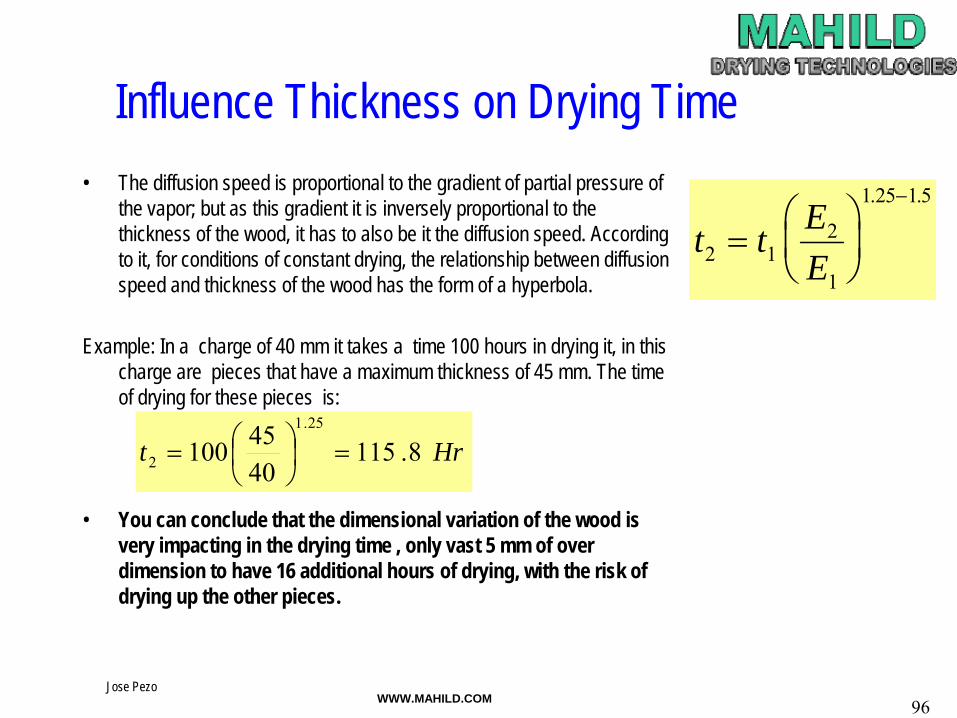
Influence Thickness on Drying Time• The diffusion speed is proportional to the gradient of partial pressure of
the vapor; but as this gradient it is inversely proportional to the thickness of the wood, it has to also be it the diffusion speed. According to it, for conditions of constant drying, the relationship between diffusion speed and thickness of the wood has the form of a hyperbola.
Example: In a charge of 40 mm it takes a time 100 hours in drying it, in this charge are pieces that have a maximum thickness of 45 mm. The time of drying for these pieces is:
• You can conclude that the dimensional variation of the wood is very impacting in the drying time , only vast 5 mm of over dimension to have 16 additional hours of drying, with the risk of drying up the other pieces.
96
t t EE2 1
2
1
1 25 1 5
=⎛⎝⎜
⎞⎠⎟
−. .
Hrt 8.1154045100
25.1
2 =⎟⎠⎞
⎜⎝⎛=

Jose Pezo WWW.MAHILD.COM
97
Fans Laws
2
1
2
1
2
1
RPMRPM
SpeedSpeed
FlowFlow
==
2
2
1
2
1
RPMRPM
PressurePressure
⎟⎟⎠
⎞⎜⎜⎝
⎛=
3
2
1
3
2
1
2
1⎟⎟⎠
⎞⎜⎜⎝
⎛=⎟⎟
⎠
⎞⎜⎜⎝
⎛=
SpeedSpeed
RPMRPM
PowerPower
VSD
Jose Pezo WWW.MAHILD.COM
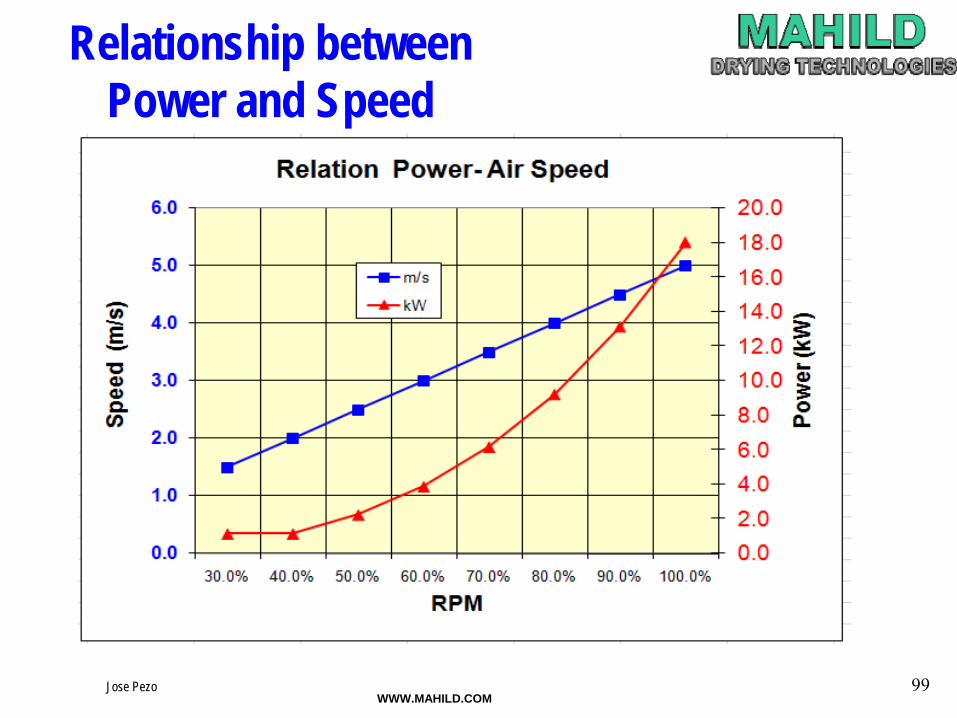
98
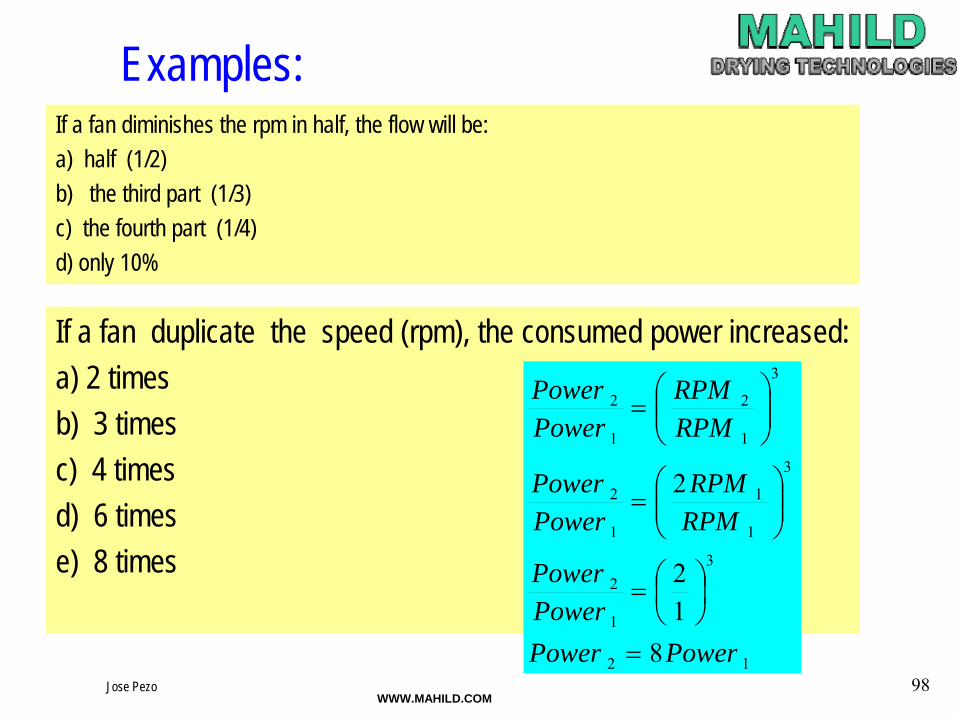
Examples:If a fan diminishes the rpm in half, the flow will be: a) half (1/2)b) the third part (1/3)c) the fourth part (1/4)d) only 10%
If a fan duplicate the speed (rpm), the consumed power increased: a) 2 times b) 3 timesc) 4 times d) 6 times e) 8 times
12
3
1
2
3
1
1
1
2
3
1
2
1
2
812
2
PowerPowerPowerPower
RPMRPM
PowerPower
RPMRPM
PowerPower
=
⎟⎠⎞
⎜⎝⎛=
⎟⎟⎠
⎞⎜⎜⎝
⎛=
⎟⎟⎠
⎞⎜⎜⎝
⎛=
Jose Pezo WWW.MAHILD.COM
99
Relationship between Power and Speed
Jose Pezo WWW.MAHILD.COM
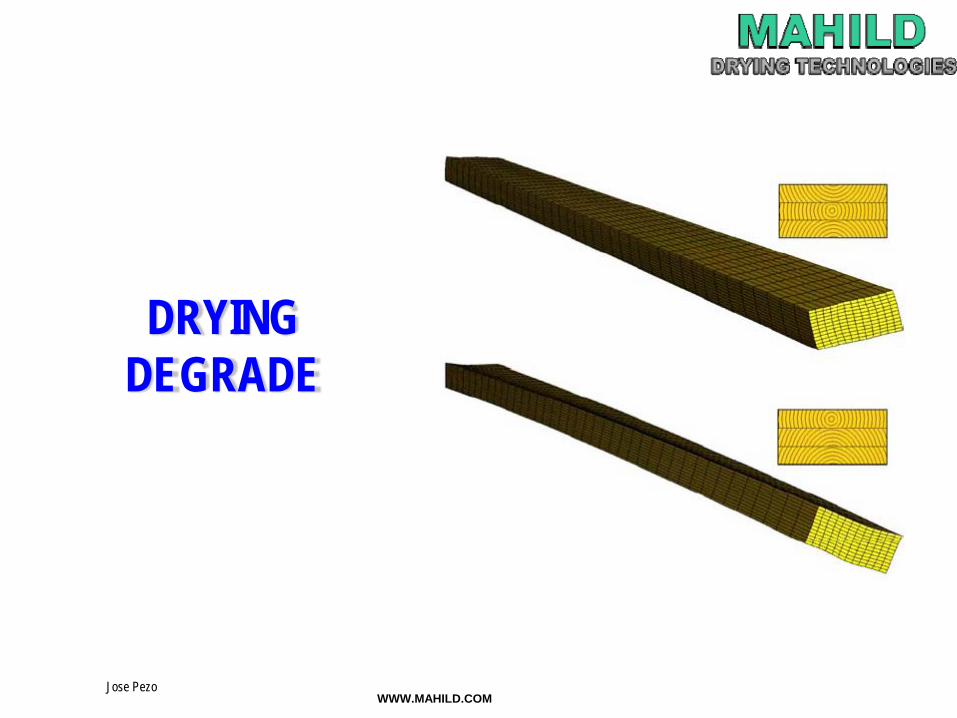
DRYING DEGRADE

Jose Pezo WWW.MAHILD.COM
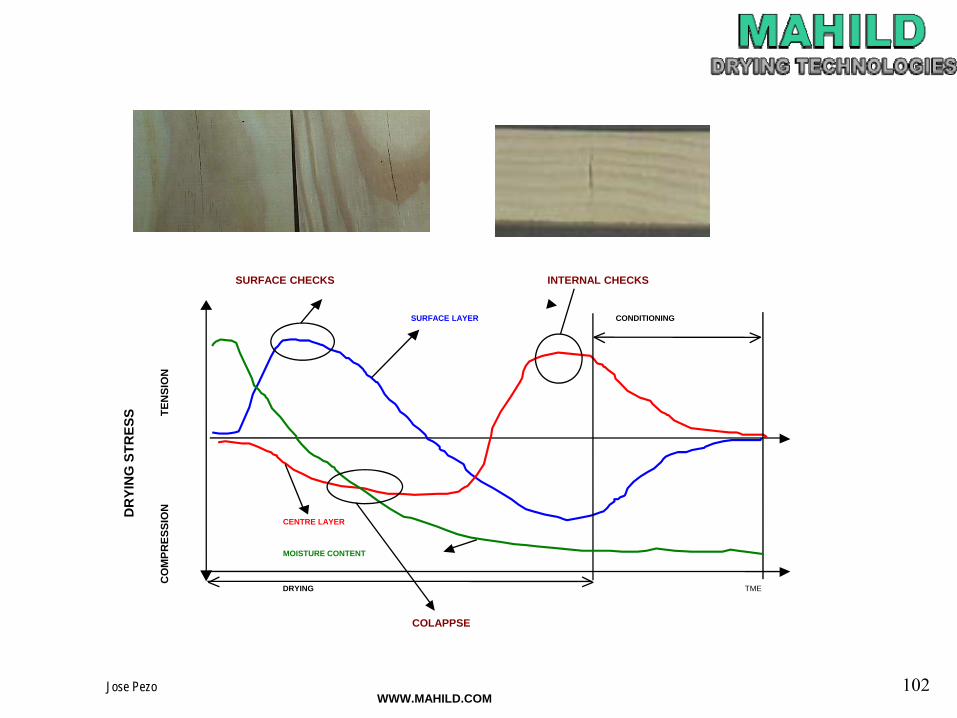
Drying Stresses
Jose Pezo WWW.MAHILD.COM
102
SURFACE CHECKS INTERNAL CHECKS
SURFACE LAYER CONDITIONING
CENTRE LAYER
MOISTURE CONTENT
DRYING TME
COLAPPSE
TEN
SIO
N
DR
YIN
G S
TRES
S
CO
MPR
ESSI
ON
Jose Pezo WWW.MAHILD.COM
103
Some Degradations
• Warping (bow, crook, twist, cup )• Stains (Brown, water, darkening)• Resin Bleeding• Checks (surface and end)
Jose Pezo WWW.MAHILD.COM
104
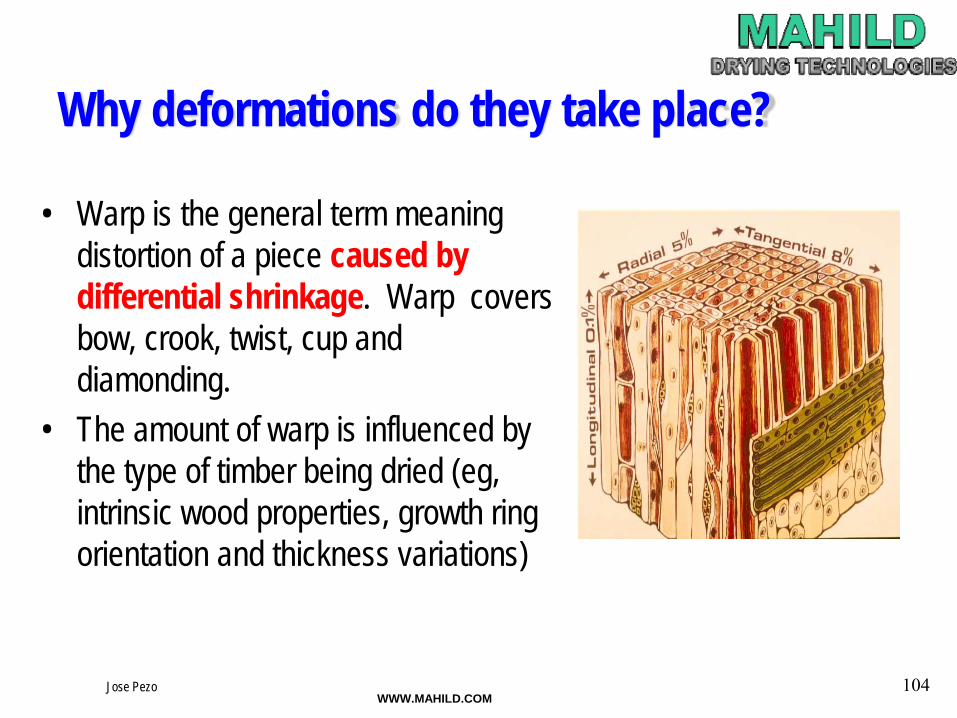
Why deformations do they take place?
• Warp is the general term meaning distortion of a piece caused by differential shrinkage. Warp covers bow, crook, twist, cup and diamonding.
• The amount of warp is influenced by the type of timber being dried (eg, intrinsic wood properties, growth ring orientation and thickness variations)
Jose Pezo WWW.MAHILD.COM
105
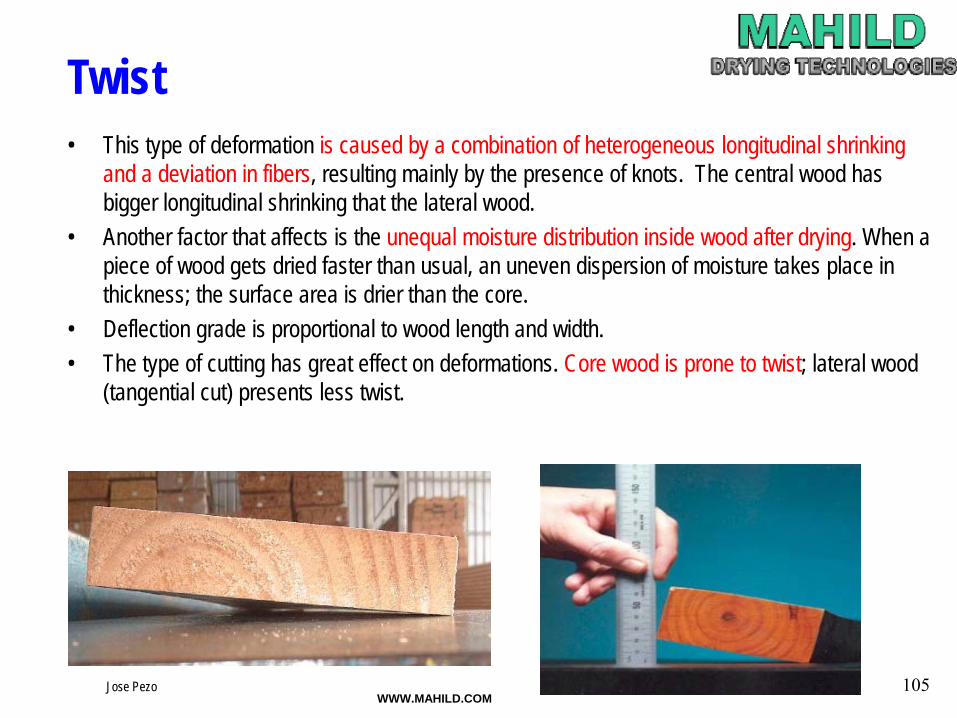
Twist • This type of deformation is caused by a combination of heterogeneous longitudinal shrinking
and a deviation in fibers, resulting mainly by the presence of knots. The central wood has bigger longitudinal shrinking that the lateral wood.
• Another factor that affects is the unequal moisture distribution inside wood after drying. When a piece of wood gets dried faster than usual, an uneven dispersion of moisture takes place in thickness; the surface area is drier than the core.
• Deflection grade is proportional to wood length and width. • The type of cutting has great effect on deformations. Core wood is prone to twist; lateral wood
(tangential cut) presents less twist.
Jose Pezo WWW.MAHILD.COM
106
Factors that Increasing Twist: • Variations in thickness, wedges and taper • Presence of reaction wood • Wood with spiral grain ( great impact) • Wood with growth tensions • Stressed wood, it lacks conditioning• Presence of moisture gradients • Low standard of filleting • Fillet (stickers) with uneven thickness• Wood with not central pith or pith in one face • Re-drying wood (too drying)
Jose Pezo WWW.MAHILD.COM
107
Solving solutions for Twist• Avoid pieces with pith in faces or corners • Center the pith • Avoid piece production with pith above 30 mm of thickness• Not drying up the timber • Apply cooling process in a controlled way (not to dry up
surface) • Use air at lower speeds that the use in lateral wood • When load is made up of a mixture of packages (with and
without pith), locate below those packages with pith.
Jose Pezo WWW.MAHILD.COM
108
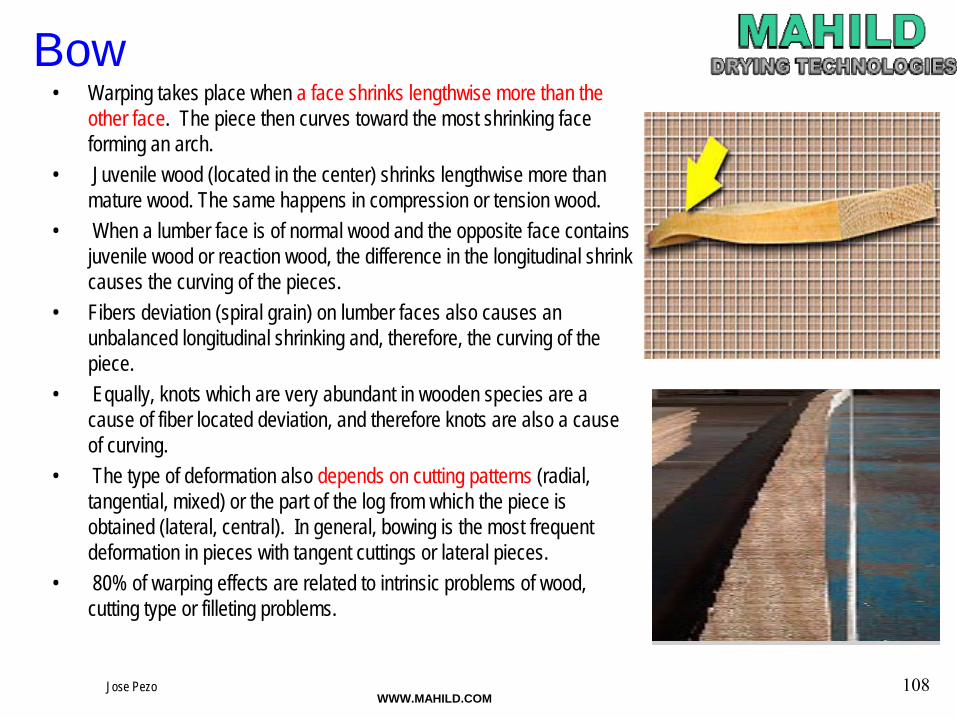
Bow• Warping takes place when a face shrinks lengthwise more than the
other face. The piece then curves toward the most shrinking face forming an arch.
• Juvenile wood (located in the center) shrinks lengthwise more than mature wood. The same happens in compression or tension wood.
• When a lumber face is of normal wood and the opposite face contains juvenile wood or reaction wood, the difference in the longitudinal shrink causes the curving of the pieces.
• Fibers deviation (spiral grain) on lumber faces also causes an unbalanced longitudinal shrinking and, therefore, the curving of the piece.
• Equally, knots which are very abundant in wooden species are a cause of fiber located deviation, and therefore knots are also a cause of curving.
• The type of deformation also depends on cutting patterns (radial, tangential, mixed) or the part of the log from which the piece is obtained (lateral, central). In general, bowing is the most frequent deformation in pieces with tangent cuttings or lateral pieces.
• 80% of warping effects are related to intrinsic problems of wood, cutting type or filleting problems.
Jose Pezo WWW.MAHILD.COM
109
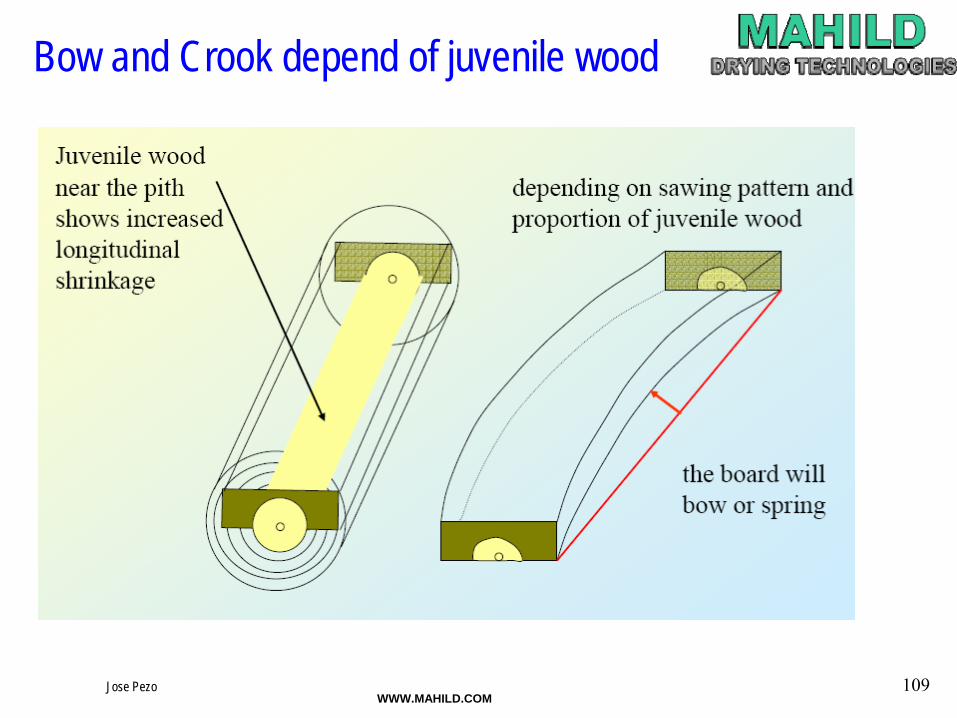
Bow and Crook depend of juvenile wood
Jose Pezo WWW.MAHILD.COM
110
Solving actions for bowing
• Improve cutting accuracy in sawmills (total, within and between standard deviation)
• Improve filleting indexes and all actions related to load preparation
• Improve logistics, stocking and transport programs.• Not to dry up the wood (re-drying)• Insufficient amount of bearers and gluts in packages

Jose Pezo WWW.MAHILD.COM
111
Crook (Spring) • It takes place when one edge shrinks lengthwise more than the
other. The piece curves toward the more shrinkage edge forming an arch. The factor of mayor influence on crook is the origin of the piece regarding the log. Tangent pieces develop minor crook; on the other hand radial pieces are prone to crooking.
• Juvenile wood shrinks lengthwise more than mature wood. The same happens in reaction wood.
• When the edge of a board contains normal wood and the opposite edge contains juvenile wood or reaction wood, the resulting difference in the longitudinal shrinkage causes curving of pieces.
• Fibers deviation on the edges of boards forms an uneven longitudinal shrinking and, therefore, a curving effect.
• Equally, knots located on edges are points of located fiber deviation, and another cause of curving.
• Drying schedules have minor influence on deformation since this effect results from intrinsic wood properties and cutting patterns.
Jose Pezo WWW.MAHILD.COM
112
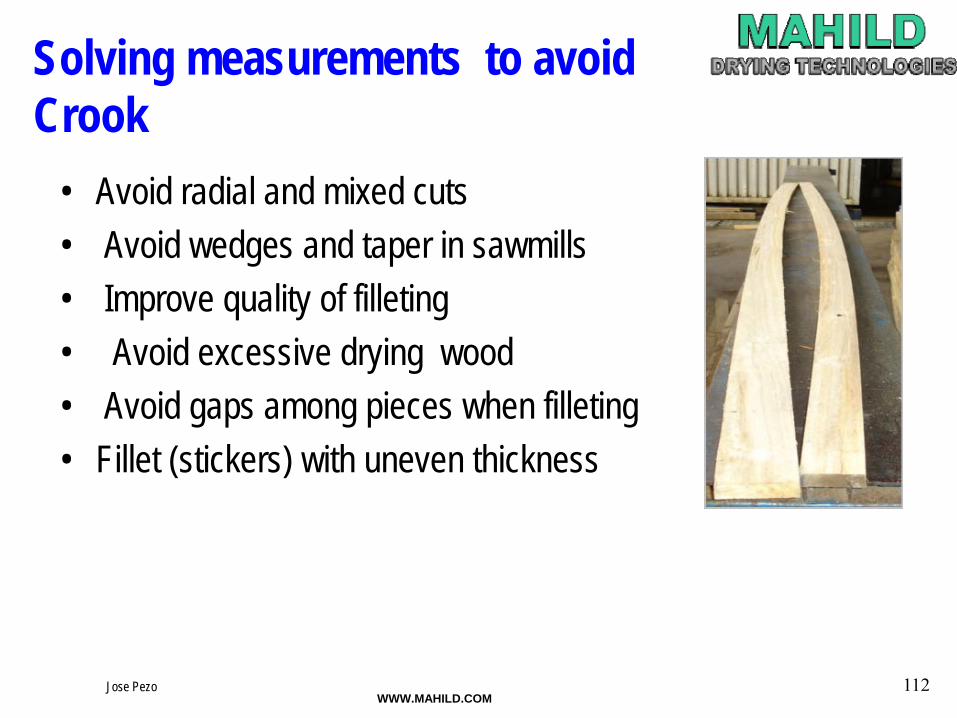
Solving measurements to avoid Crook
• Avoid radial and mixed cuts • Avoid wedges and taper in sawmills • Improve quality of filleting • Avoid excessive drying wood • Avoid gaps among pieces when filleting• Fillet (stickers) with uneven thickness
Jose Pezo WWW.MAHILD.COM
113
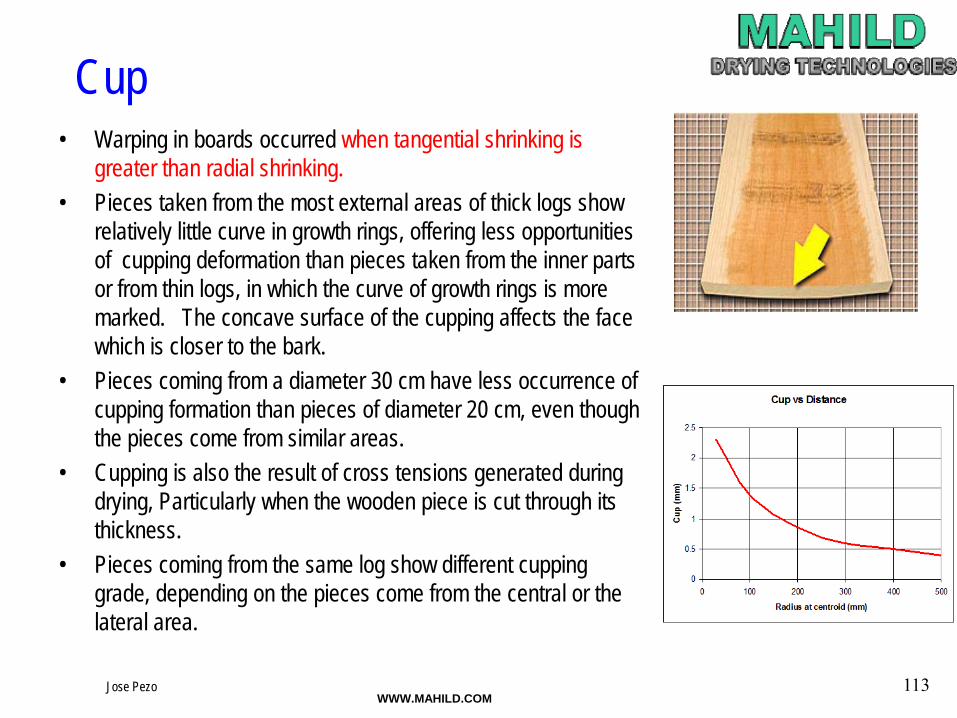
Cup• Warping in boards occurred when tangential shrinking is
greater than radial shrinking.• Pieces taken from the most external areas of thick logs show
relatively little curve in growth rings, offering less opportunities of cupping deformation than pieces taken from the inner parts or from thin logs, in which the curve of growth rings is more marked. The concave surface of the cupping affects the face which is closer to the bark.
• Pieces coming from a diameter 30 cm have less occurrence of cupping formation than pieces of diameter 20 cm, even though the pieces come from similar areas.
• Cupping is also the result of cross tensions generated during drying, Particularly when the wooden piece is cut through its thickness.
• Pieces coming from the same log show different cupping grade, depending on the pieces come from the central or the lateral area.
Jose Pezo WWW.MAHILD.COM
114
Solutions to avoid Cupping
• High quality filleting process• More amount of stickers • Improve cut quality (size variation) • Avoid pieces in corbel; sticker should be placed at
borders. • Avoid wedges and taper in sawmill • Do not to over dry wood • Eliminate drying stress (good conditioned)

Jose Pezo WWW.MAHILD.COM
115
Tipos de Grietas• Grietas Superficiales (secado)• Grietas Terminales• Grietas de patio• Grietas Tipo I, II• Grietas espiraladas• Grietas de cepilladora
Jose Pezo WWW.MAHILD.COM
116
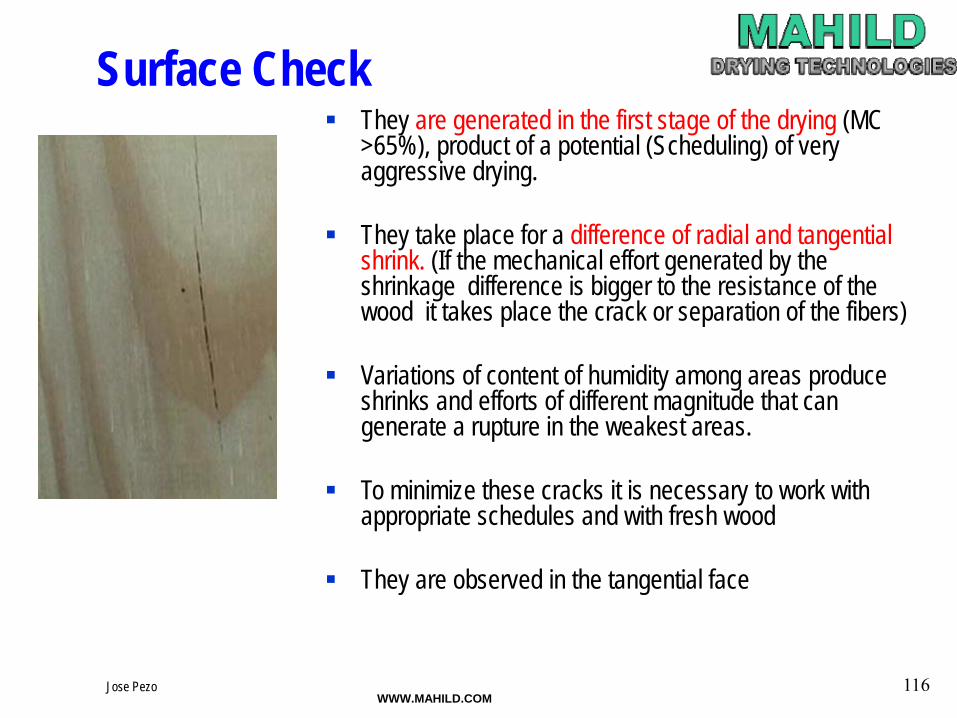
Surface CheckThey are generated in the first stage of the drying (MC >65%), product of a potential (Scheduling) of very aggressive drying.
They take place for a difference of radial and tangential shrink. (If the mechanical effort generated by the shrinkage difference is bigger to the resistance of the wood it takes place the crack or separation of the fibers)
Variations of content of humidity among areas produce shrinks and efforts of different magnitude that can generate a rupture in the weakest areas.
To minimize these cracks it is necessary to work with appropriate schedules and with fresh wood
They are observed in the tangential face
Jose Pezo WWW.MAHILD.COM
117
Empowering Factor Surface Checks
• Superficial ruggedness (tears, indentations) • Time wood in yards (more time more cracks) • Wide pieces (wide pieces are prone) • Pieces under watering in yards (more than 4 months) • External mechanical efforts (rollers - indentations) • Detentions of kilns by thermal energy supply (or Electric
Energy) and to take very quick conditions • Thermal expansion of the wood (very quick cooling) • Very quick cooling causes superficial re-drying
Jose Pezo WWW.MAHILD.COM
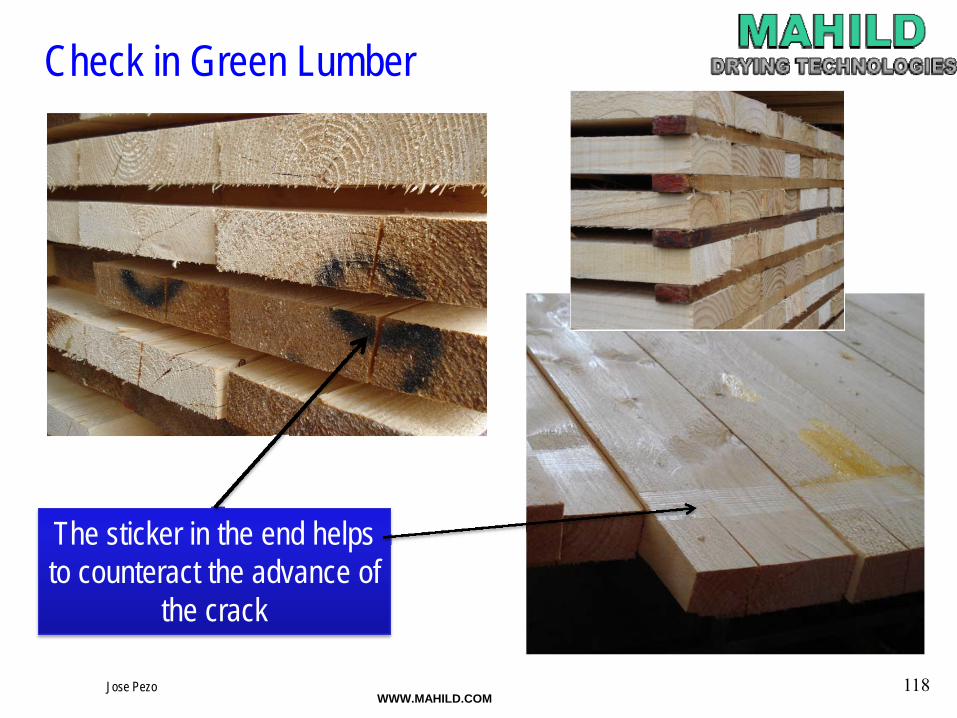
118
Check in Green Lumber
The sticker in the end helps to counteract the advance of
the crack
Jose Pezo WWW.MAHILD.COM
119
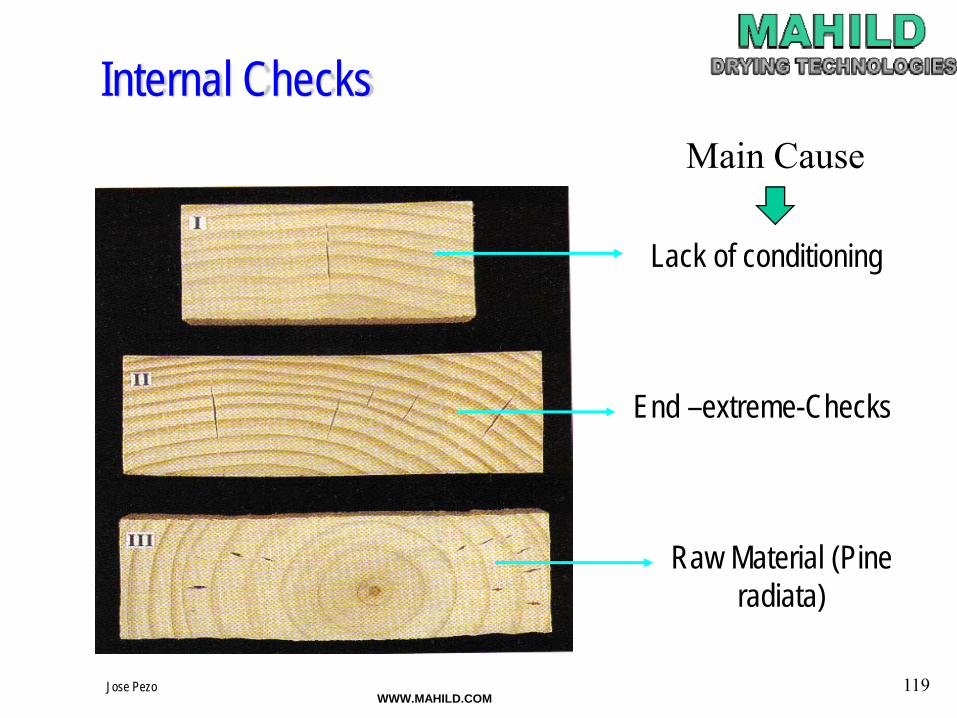
Internal Checks
Lack of conditioning
End –extreme-Checks
Raw Material (Pine radiata)
Main Cause
Jose Pezo WWW.MAHILD.COM
120
Check Type 1
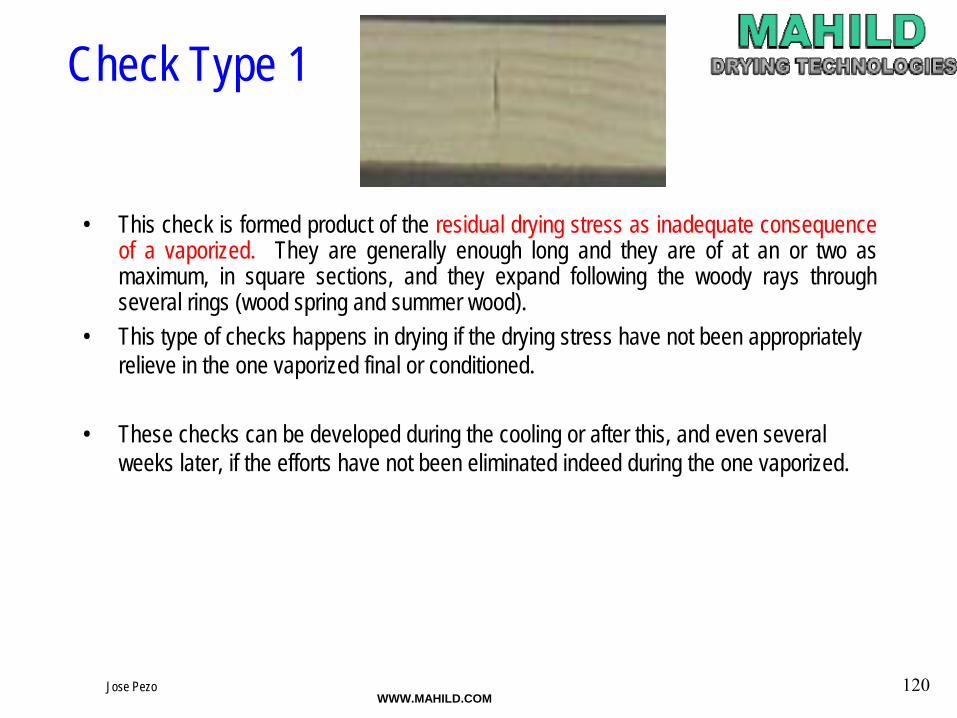
• This check is formed product of the residual drying stress as inadequate consequenceof a vaporized. They are generally enough long and they are of at an or two asmaximum, in square sections, and they expand following the woody rays throughseveral rings (wood spring and summer wood).
• This type of checks happens in drying if the drying stress have not been appropriately relieve in the one vaporized final or conditioned.
• These checks can be developed during the cooling or after this, and even several weeks later, if the efforts have not been eliminated indeed during the one vaporized.
Jose Pezo WWW.MAHILD.COM
121
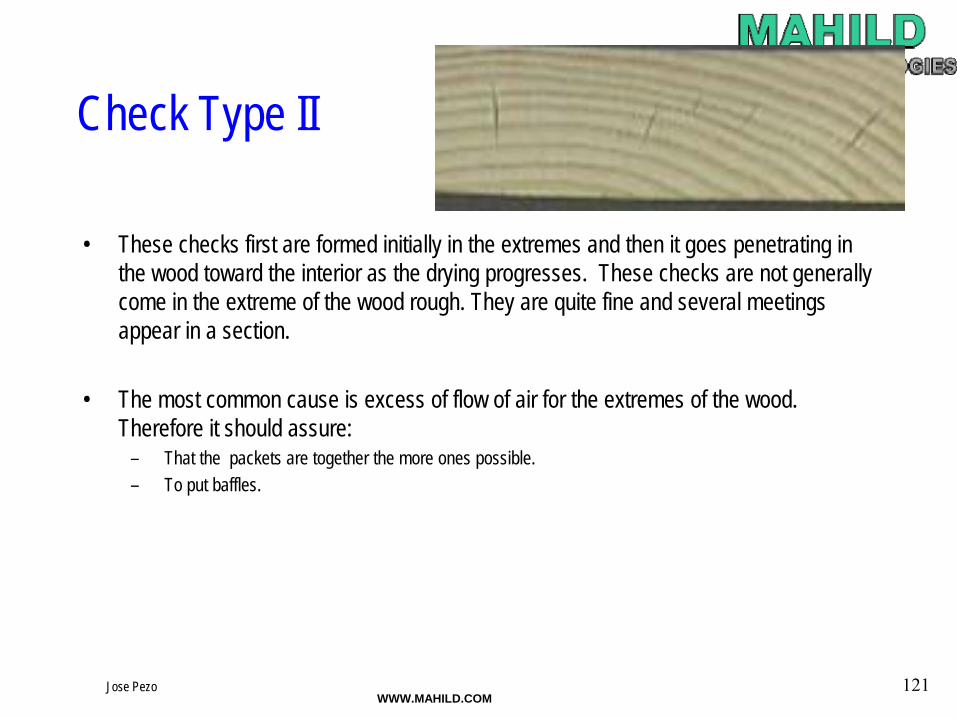
Check Type II
• These checks first are formed initially in the extremes and then it goes penetrating in the wood toward the interior as the drying progresses. These checks are not generally come in the extreme of the wood rough. They are quite fine and several meetings appear in a section.
• The most common cause is excess of flow of air for the extremes of the wood. Therefore it should assure:
– That the packets are together the more ones possible. – To put baffles.
Jose Pezo WWW.MAHILD.COM
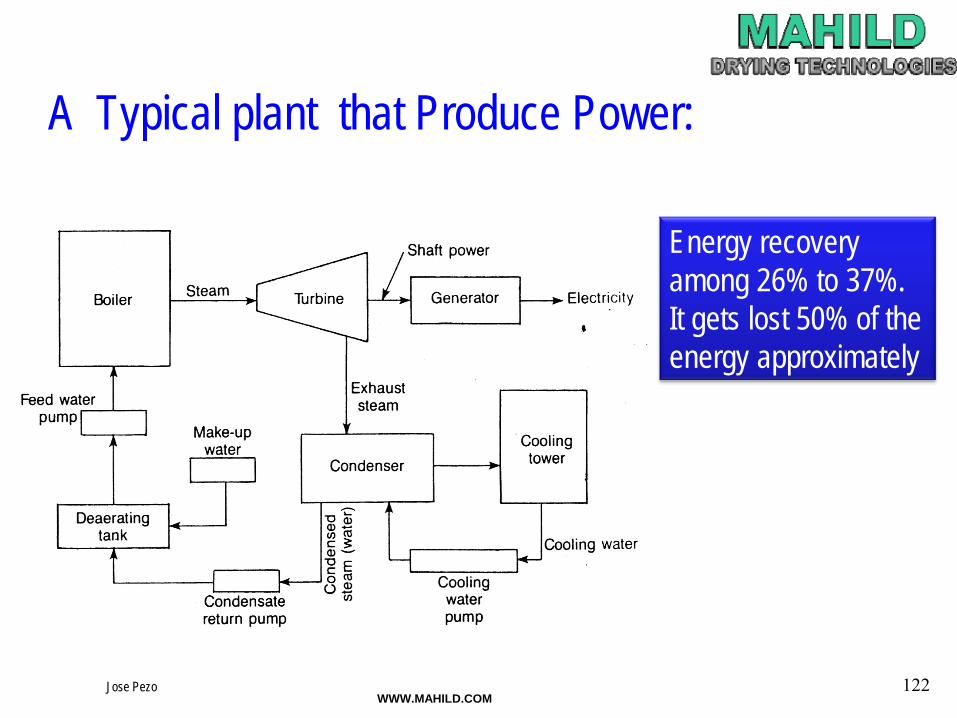
A Typical plant that Produce Power:
122
Energy recovery among 26% to 37%. It gets lost 50% of the energy approximately
Jose Pezo WWW.MAHILD.COM
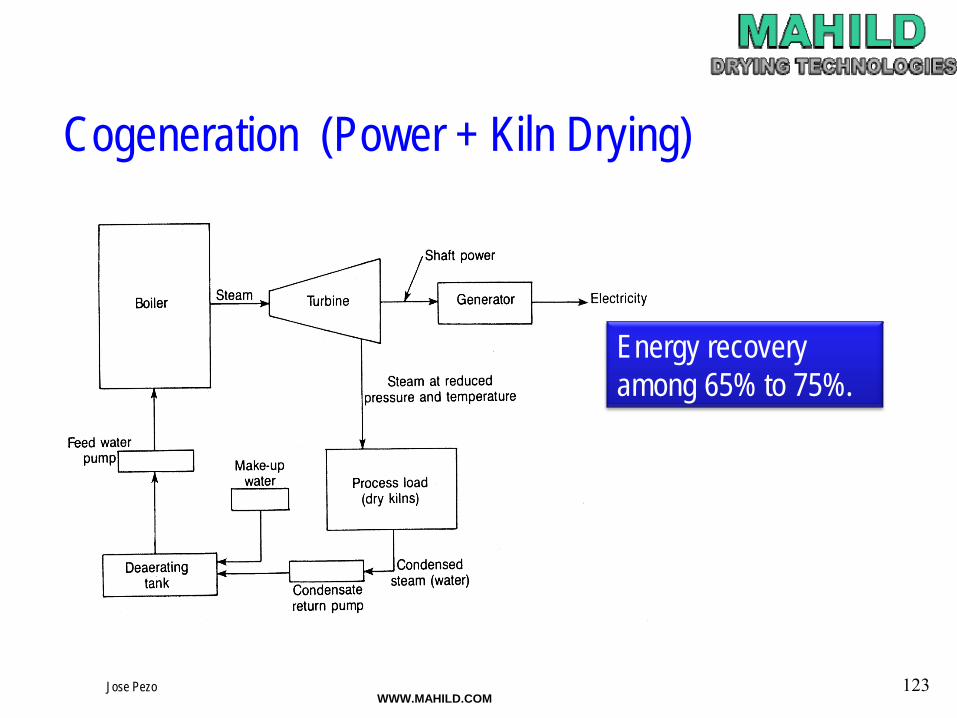
Cogeneration (Power + Kiln Drying)
123
Energy recovery among 65% to 75%.
Jose Pezo WWW.MAHILD.COM
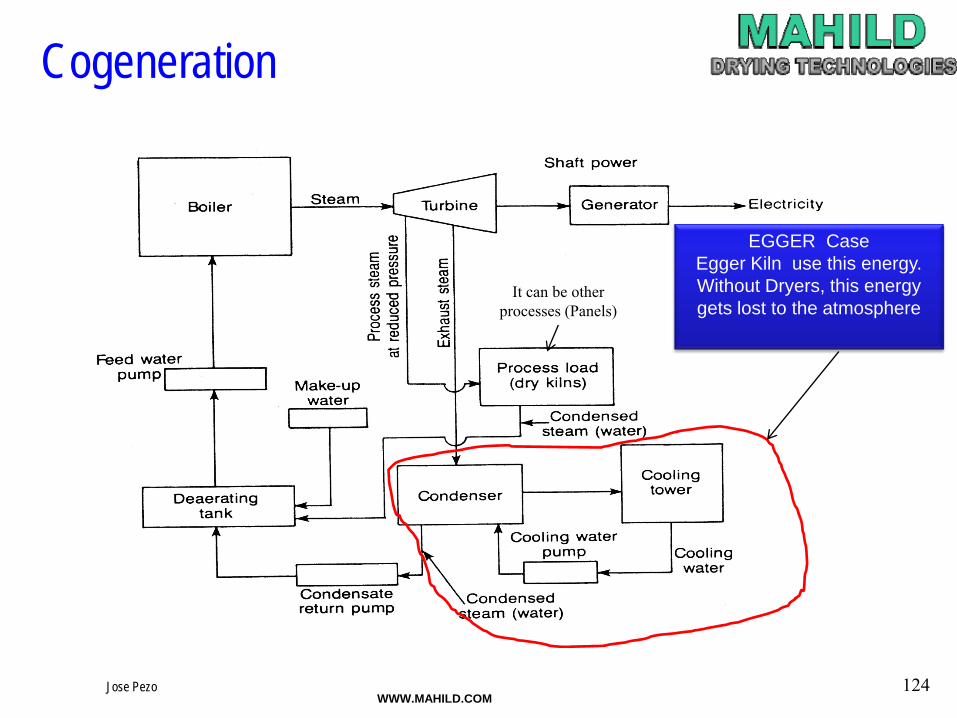
Cogeneration
124
EGGER CaseEgger Kiln use this energy.Without Dryers, this energy gets lost to the atmosphere
It can be other processes (Panels)
Jose Pezo WWW.MAHILD.COM
125
Consumption of Energy, It depend on:
• Number of kiln. • Installed power of the cameras (KW). • Grade of use of the cameras (rotation of cameras). • Time of the drying cycles. • Temperature and Pressure hot water. • Work temperature in the kiln (Schedule). • Volume or capacity of the kiln. • Initial moisture and basic density of the wood.

Jose Pezo WWW.MAHILD.COM
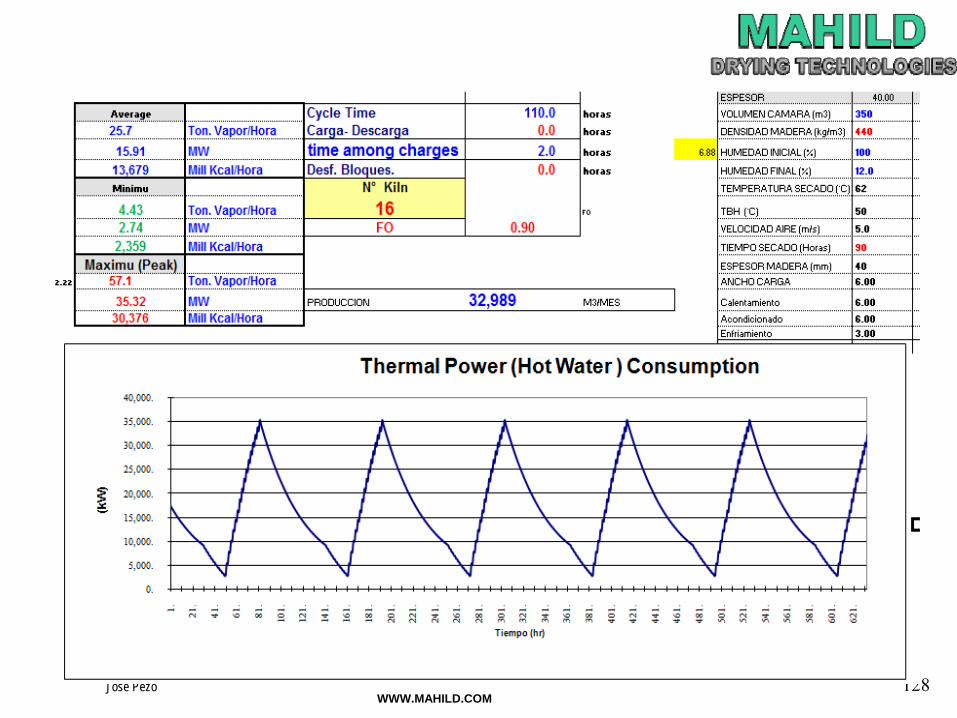
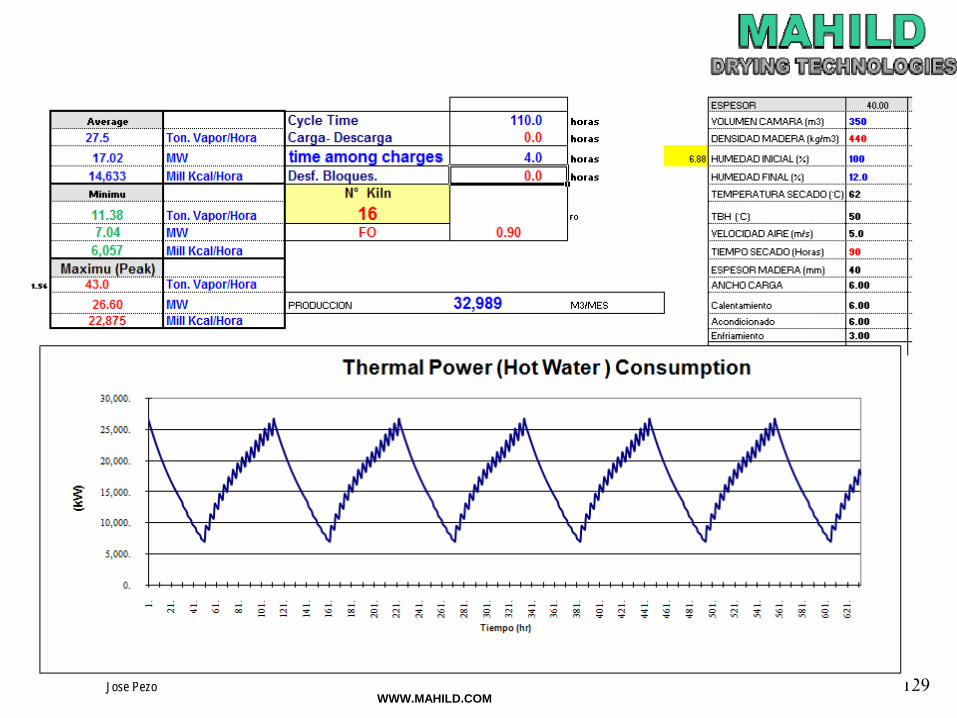
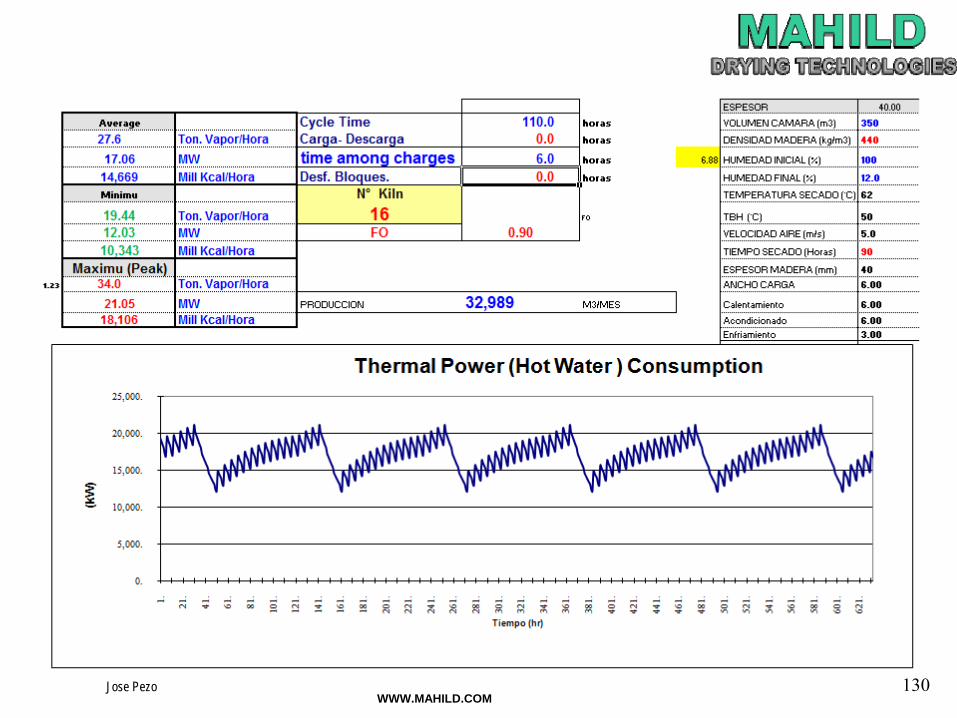
126
Synchronization of Kiln(Sequencing of charges)“It is more productive to have some stopped kiln
that working”.. unless you has energy in excess .
Jose Pezo WWW.MAHILD.COM
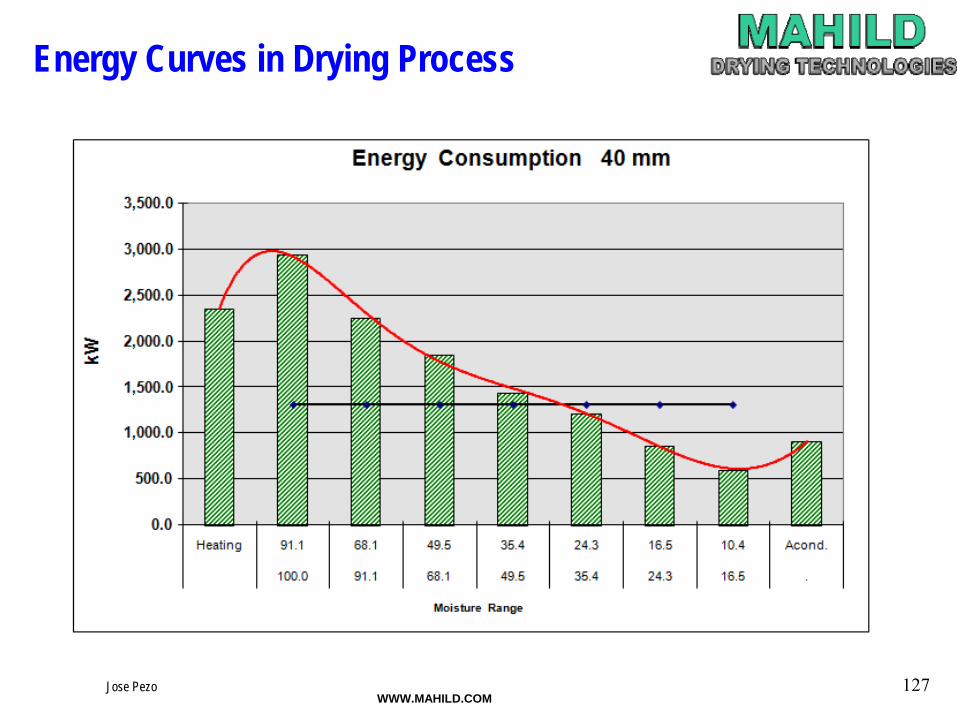
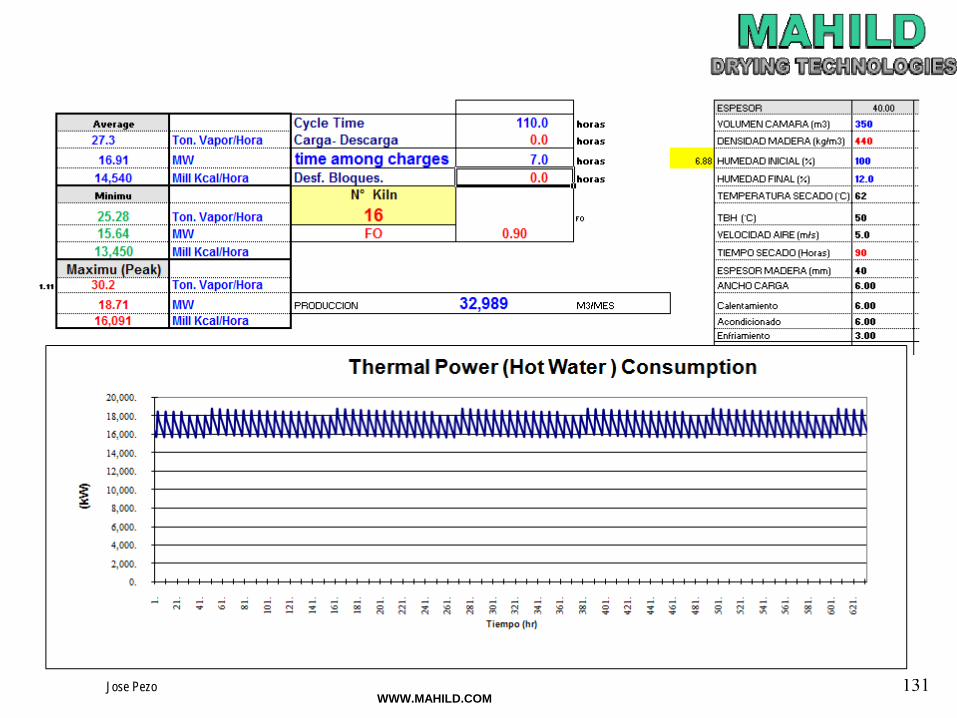
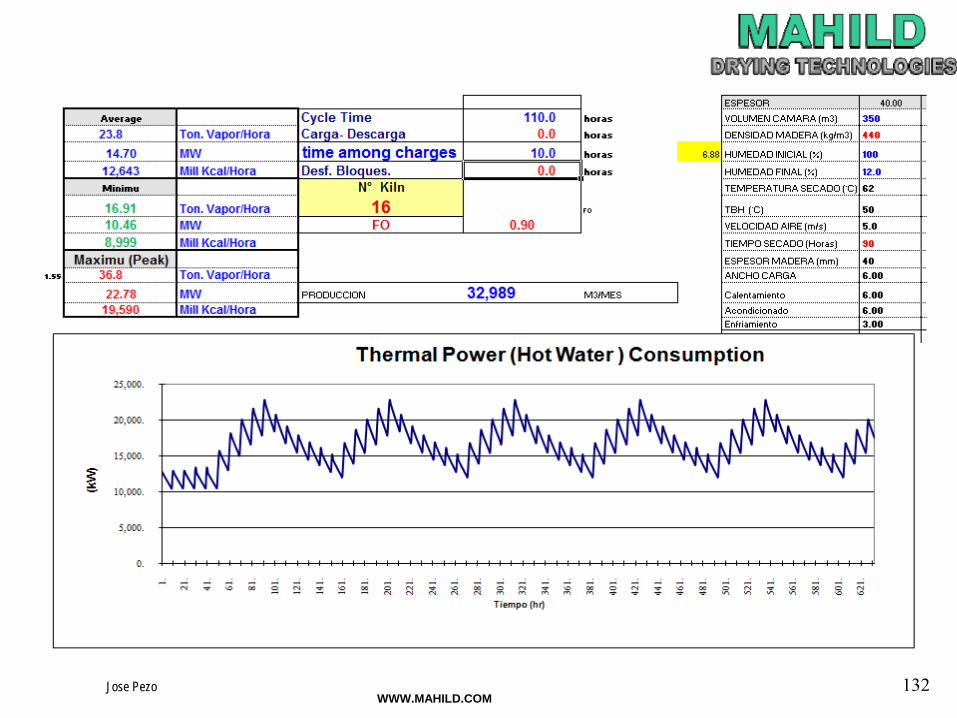
127
Energy Curves in Drying Process
Jose Pezo WWW.MAHILD.COM
128
Jose Pezo WWW.MAHILD.COM
129
Jose Pezo WWW.MAHILD.COM
130
Jose Pezo WWW.MAHILD.COM
131
Jose Pezo WWW.MAHILD.COM
132