Embed Size (px)
Citation preview

467 | P a g e
KAIZEN CONCEPT
Bagul Niraj Ravindra1, Ahire Mayur Pranay
2
Department Of Mechanical Engg., Sandip Foundation's Sitrc, (India)
Department Of Mechanical Engg., K.B.H Polytechnic, (India)
ABSTRACT
Organization that emphasizes on the essence of stratergy, namely transformative dimensions, is more efficient
than organization that is concerned with program and process. There are two approaches to reach progress.
Gradual improvement or kaizen and development based on Great Leap, which is called innovation. Kaizen is
process-oriented way of thinking that supports and encourages the efforts of process-oriented people for small
but continuous improvements and it has main differences with western management system that assessment
solely takes place based on the results. Kaizen is a system that involves all employees, from top management to
the bottom. Anyone who contribute to improvement by continuous suggestion imrovement, are encouraged and
suggestions are not presented once a month or a year but they are continuous. Kaizen also sets and adjusts
standards and improves standard continually. Kaizen costing is implemented with the objective of determining
cost reduction targets and co-operation of staff in all levels, and it is different from innovation and cost control
techniques of standard costing
I. INTRODUCTION
Kaizen literally means improvement - improvement in your personal life, your spiritual life and your working
life. When a company adopts the Kaizen model, it strives to improve its processes in small but meaningful ways.
And not just a onetime improvement, but a commitment to excellence by constantly testing and improving the
work flow, day in and day out. Kaizen was first introduced in the Toyota manufacturing plant in Japan in the
early 1950s, and it has since become one of the country‟s main reasons for its success. In Japan, kaizen is a way
of life in the workplace, from the office of the CEO all the way down to shop apprentice. They take it very
seriously, and for good reason. Kaizen has led them from a defeated wartime nation to one of the strongest
industrialized countries in the world. But the best thing about kaizen – and the biggest reason that every
company should adopt it – is that it does not rely on expensive innovative solutions. Just the opposite is true.
The core principal of kaizen is to make small, immediate improvements in the processes and standards of the
workplace. But not just one improvement. Looking for ways to make small improvements should be part of
everyone‟s job, every day of the week. And after a period of time, all of these small improvement will add up to
better working conditions, a (Imai, 1997) higher degree of safety, more efficiency and ultimately, greater profit.
Continuous improvement of processes and products as well as the responsibility of all workers for quality are
fundamental guidelines of TQM philosophy – the philosophy conducting to the increase of productivity without
simultaneous decrease of quality and based on the Deming cycle. The cycle, characterizing the repeatability of
468 | P a g e
actions, is aimed at the achievement of farther improvements Those ideas had been formulated and published in
United States of America, and then used in practice and improved in Japan; this is the place of origin of one the
most popular methods of the quality improvement. Kaizen (kai – do, change, zen – well) is a kind of thinking
and management, it is a philosophy being used not only in management field but also in the everyday life in
Japan. It means gradual and continuous progress, increase of value, intensification and improvement Kaizen
needs attaching great value to the details and common sense to make work cleverer.
In Japanese management, kaizen means “continuous improvement” involving the entire workforce from the top
management to middle managers and workers. The origin of Japan‟s kaizen movement was the quality control
method imported from the United States (US) in the post WW2 period. Japan assimilated and developed this as
its own management practice method which later even surpassed performance in the US. This adapted method,
which became known as kaizen, spread rapidly among Japanese companies including a large number of small
and medium-sized enterprises. It subsequently spread overseas as Japanese business activities expanded abroad
and Japanese companies began to build production networks with local companies.
Japan offers assistance for kaizen in many developing countries through private channels such as intra-company
technology transfer and support for local suppliers, as well as through public channels such as official
development assistance (ODA) and guidance provided by various public organizations. By now, kaizen
assistance is one of the standard menu items of Japanese industrial support in developing countries. While such
assistance initially focused on East Asia where Japan had active business partnerships, it has now been
implemented widely in other regions including South Asia, Latin America and Eastern Europe. However, as far
as Sub-Saharan Africa is concerned, knowledge sharing and implementation of kaizen has been rather limited
except in a few notable cases. There are a lot of unexploited benefits of selective and well calibrated application
of kaizen from which African countries can draw upon to improve their production and service units.
II. KAIZEN- THE DEFINITION
Kaizen (Kai „Zen) is a Japanese term that means continuous improvement, taken from words 'Kai', which means
continuous and 'zen' which means improvement. Some translate 'Kai' to mean change and 'zen' to mean good, or
for the better.
Kaizen is one of the most commonly used words in Japan. It is in the newspapers, on the radio and TV. Japanese
society is bombarded daily with statements regarding the Kaizen of almost anything. In business, the concept of
Kaizen is so deeply ingrained in the minds of both managers and workers that they often do not even realize that
they are thinking Kaizen. The key difference between how change is understood in Japan and how it is viewed
in the West lies in the Kaizen concept. This concept is so natural and obvious to many Japanese managers that
they often do not even realize that they possess it! This explains why companies are constantly changing in
Japan. The Kaizen concept is very weak in Western companies, where it is often rejected without knowing what
it really entails. This explains why American and European factories may go years without changing. Within the
Kaizen way of thinking, not a day should go by without some kind of improvement being made somewhere in
the company. After WWII most Japanese companies had to start from the ground up. Every day brought new
469 | P a g e
challenges to managers and workers alike, and every day meant progress. Simply staying in business required
unending progress, and Kaizen has become a way of life.
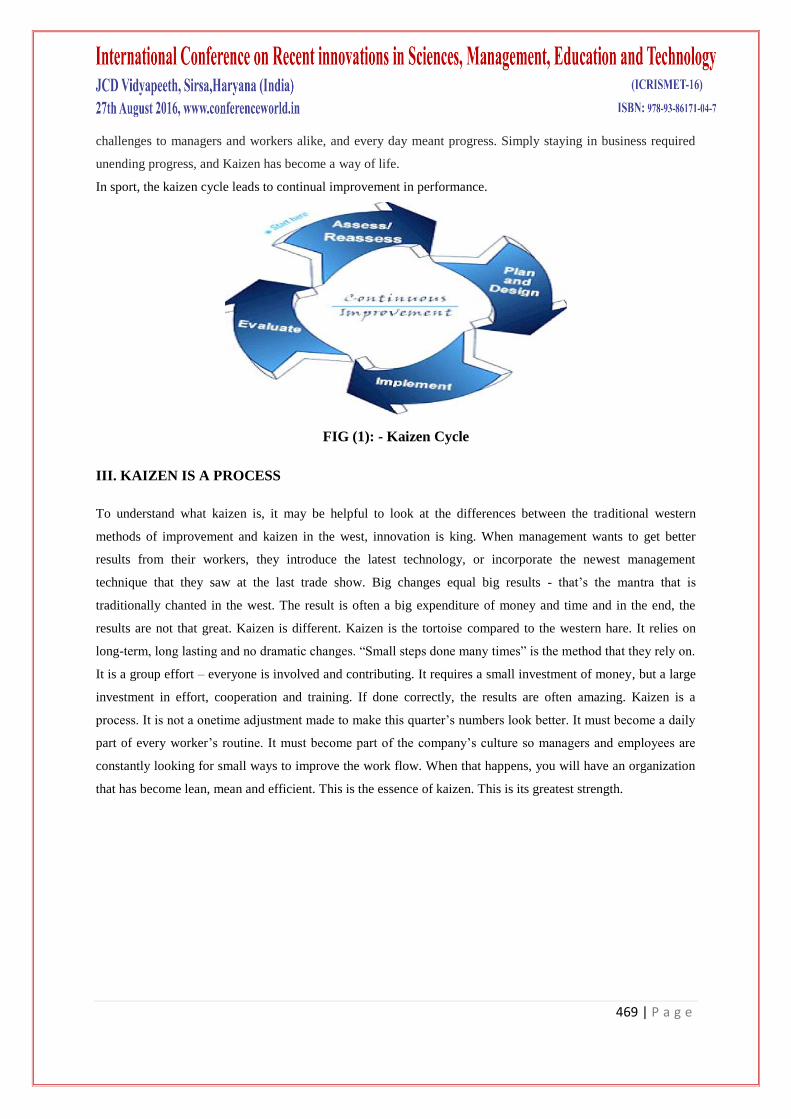
In sport, the kaizen cycle leads to continual improvement in performance.
FIG (1): - Kaizen Cycle
III. KAIZEN IS A PROCESS
To understand what kaizen is, it may be helpful to look at the differences between the traditional western
methods of improvement and kaizen in the west, innovation is king. When management wants to get better
results from their workers, they introduce the latest technology, or incorporate the newest management
technique that they saw at the last trade show. Big changes equal big results - that‟s the mantra that is
traditionally chanted in the west. The result is often a big expenditure of money and time and in the end, the
results are not that great. Kaizen is different. Kaizen is the tortoise compared to the western hare. It relies on
long-term, long lasting and no dramatic changes. “Small steps done many times” is the method that they rely on.
It is a group effort – everyone is involved and contributing. It requires a small investment of money, but a large
investment in effort, cooperation and training. If done correctly, the results are often amazing. Kaizen is a
process. It is not a onetime adjustment made to make this quarter‟s numbers look better. It must become a daily
part of every worker‟s routine. It must become part of the company‟s culture so managers and employees are
constantly looking for small ways to improve the work flow. When that happens, you will have an organization
that has become lean, mean and efficient. This is the essence of kaizen. This is its greatest strength.
470 | P a g e
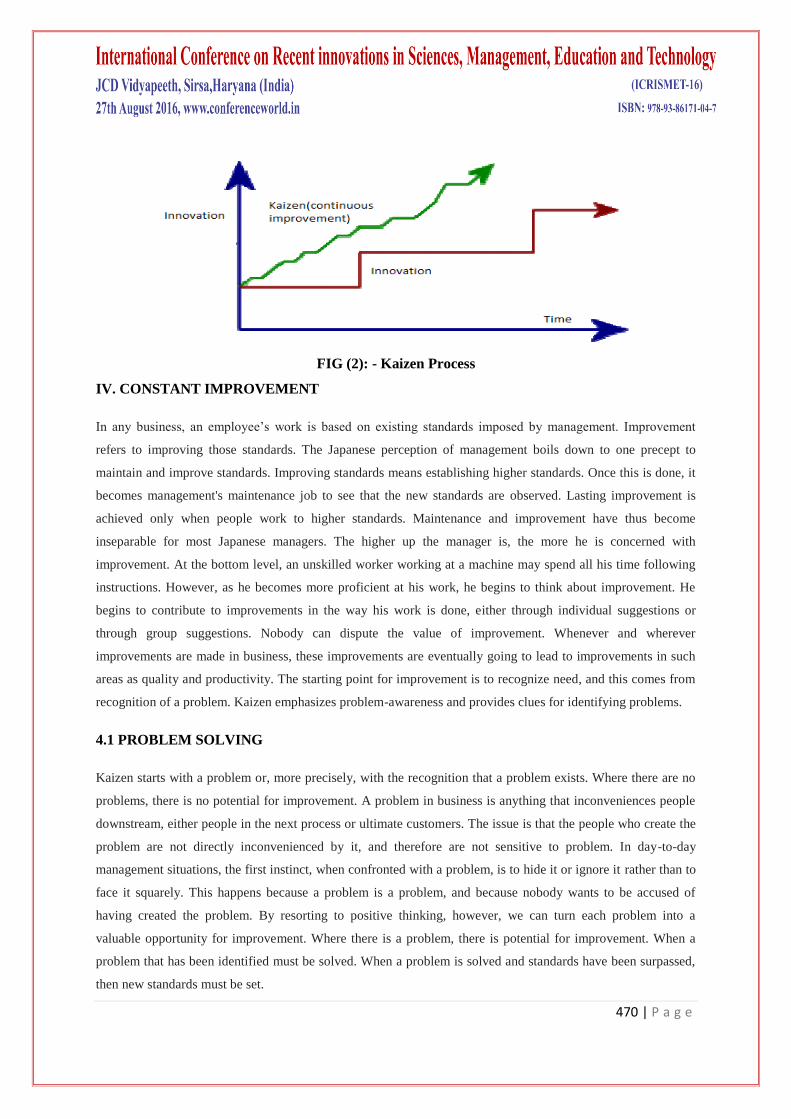
FIG (2): - Kaizen Process
IV. CONSTANT IMPROVEMENT
In any business, an employee‟s work is based on existing standards imposed by management. Improvement
refers to improving those standards. The Japanese perception of management boils down to one precept to
maintain and improve standards. Improving standards means establishing higher standards. Once this is done, it
becomes management's maintenance job to see that the new standards are observed. Lasting improvement is
achieved only when people work to higher standards. Maintenance and improvement have thus become
inseparable for most Japanese managers. The higher up the manager is, the more he is concerned with
improvement. At the bottom level, an unskilled worker working at a machine may spend all his time following
instructions. However, as he becomes more proficient at his work, he begins to think about improvement. He
begins to contribute to improvements in the way his work is done, either through individual suggestions or
through group suggestions. Nobody can dispute the value of improvement. Whenever and wherever
improvements are made in business, these improvements are eventually going to lead to improvements in such
areas as quality and productivity. The starting point for improvement is to recognize need, and this comes from
recognition of a problem. Kaizen emphasizes problem-awareness and provides clues for identifying problems.
4.1 PROBLEM SOLVING
Kaizen starts with a problem or, more precisely, with the recognition that a problem exists. Where there are no
problems, there is no potential for improvement. A problem in business is anything that inconveniences people
downstream, either people in the next process or ultimate customers. The issue is that the people who create the
problem are not directly inconvenienced by it, and therefore are not sensitive to problem. In day-to-day
management situations, the first instinct, when confronted with a problem, is to hide it or ignore it rather than to
face it squarely. This happens because a problem is a problem, and because nobody wants to be accused of
having created the problem. By resorting to positive thinking, however, we can turn each problem into a
valuable opportunity for improvement. Where there is a problem, there is potential for improvement. When a
problem that has been identified must be solved. When a problem is solved and standards have been surpassed,
then new standards must be set.
471 | P a g e
V. KAIZEN CONCEPT
• Management
In Kaizen, management has two functions: Maintenance and improvement. Setting standards and keeping
them is an important part of kaizen. One of management‟s primary roles is to maintain the technological
and operating standards that have been put into place. They make sure that everyone performs their
assigned tasks according to explicitly outlined standards and performs them on a daily basis. Management‟s
other role is improvement. They must be constantly looking for ways to raise the current operating
standards. This is an ongoing effort and must be a daily part of the manager‟s job.
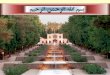
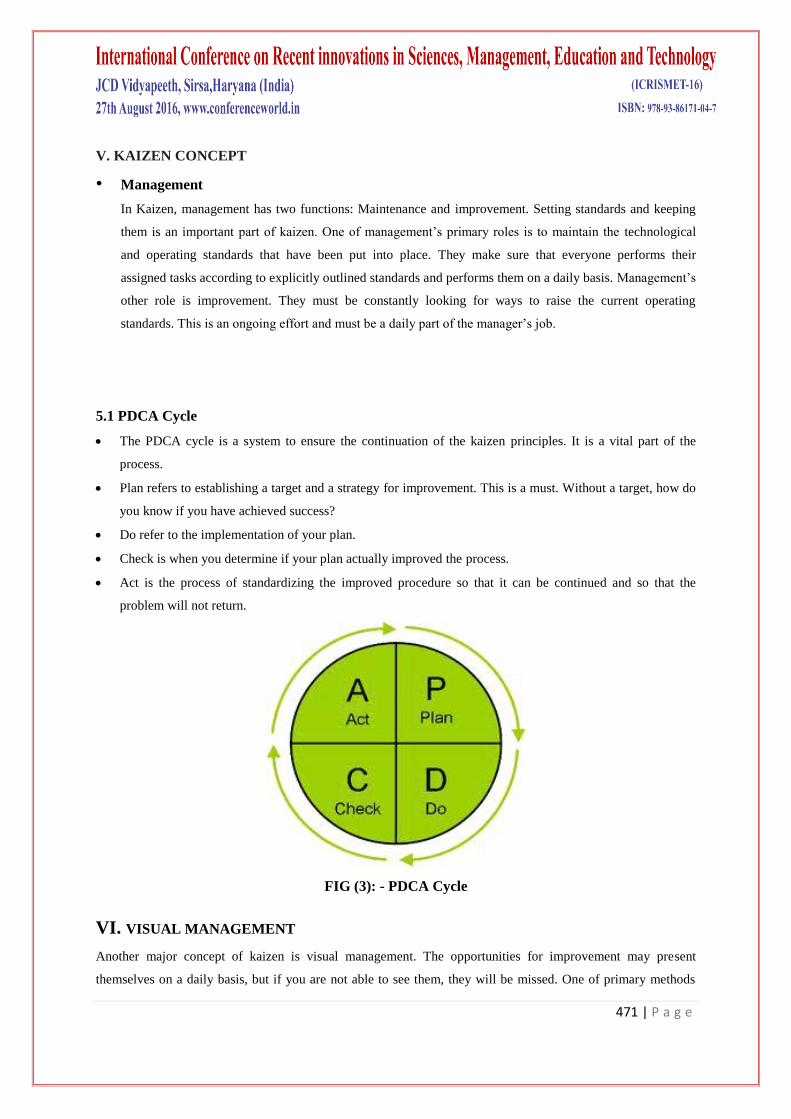
5.1 PDCA Cycle
The PDCA cycle is a system to ensure the continuation of the kaizen principles. It is a vital part of the
process.
Plan refers to establishing a target and a strategy for improvement. This is a must. Without a target, how do
you know if you have achieved success?
Do refer to the implementation of your plan.
Check is when you determine if your plan actually improved the process.
Act is the process of standardizing the improved procedure so that it can be continued and so that the
problem will not return.
FIG (3): - PDCA Cycle
VI. VISUAL MANAGEMENT
Another major concept of kaizen is visual management. The opportunities for improvement may present
themselves on a daily basis, but if you are not able to see them, they will be missed. One of primary methods
472 | P a g e
used in kaizen is to create an environment where tools, supplies and processes that out of place or out of sync
can be seen right away. There are two systems that are used to achieve this: 5S and 5M.
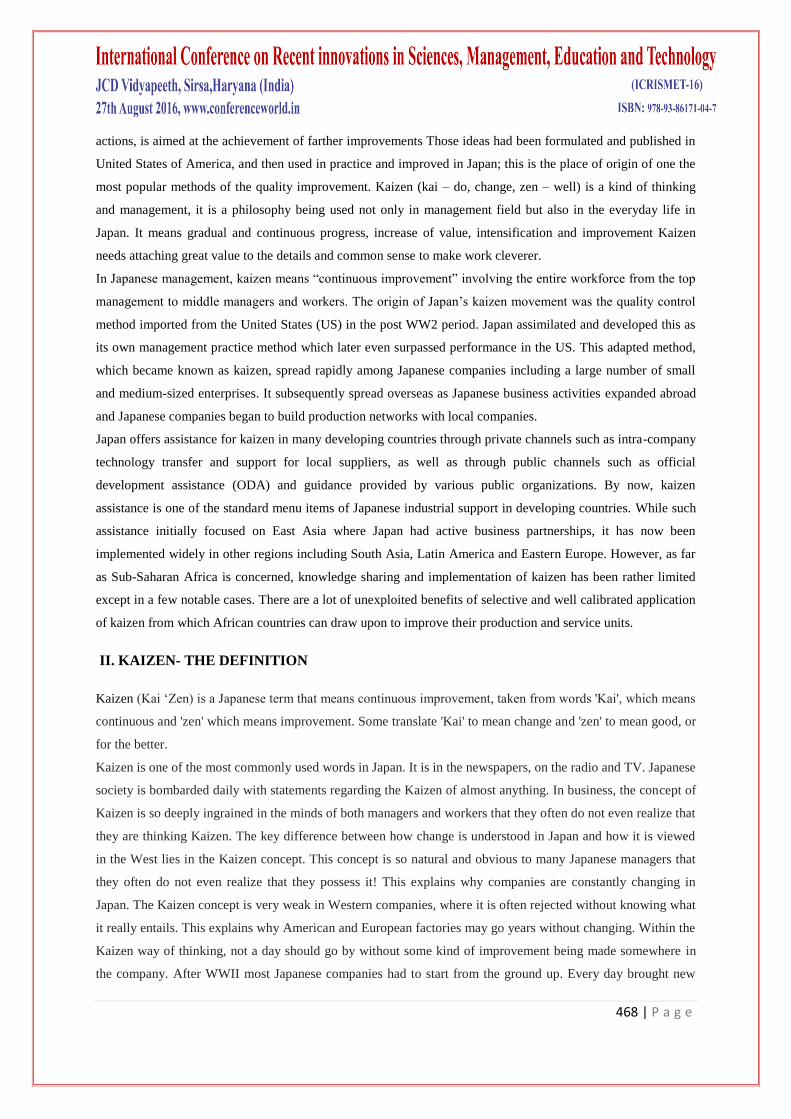
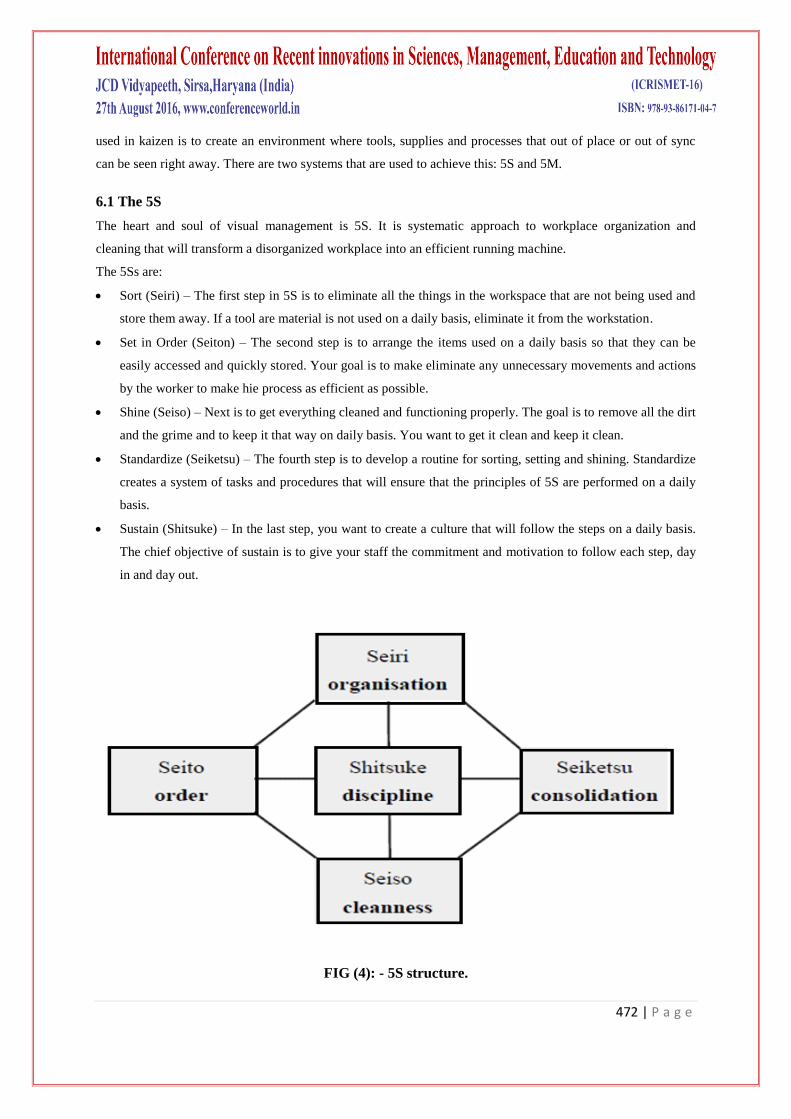
6.1 The 5S
The heart and soul of visual management is 5S. It is systematic approach to workplace organization and
cleaning that will transform a disorganized workplace into an efficient running machine.
The 5Ss are:
Sort (Seiri) – The first step in 5S is to eliminate all the things in the workspace that are not being used and
store them away. If a tool are material is not used on a daily basis, eliminate it from the workstation.
Set in Order (Seiton) – The second step is to arrange the items used on a daily basis so that they can be
easily accessed and quickly stored. Your goal is to make eliminate any unnecessary movements and actions
by the worker to make hie process as efficient as possible.
Shine (Seiso) – Next is to get everything cleaned and functioning properly. The goal is to remove all the dirt
and the grime and to keep it that way on daily basis. You want to get it clean and keep it clean.
Standardize (Seiketsu) – The fourth step is to develop a routine for sorting, setting and shining. Standardize
creates a system of tasks and procedures that will ensure that the principles of 5S are performed on a daily
basis.
Sustain (Shitsuke) – In the last step, you want to create a culture that will follow the steps on a daily basis.
The chief objective of sustain is to give your staff the commitment and motivation to follow each step, day
in and day out.
FIG (4): - 5S structure.
473 | P a g e
4.2.2 The 5 Ms
A great tool for management to maintain and improve the workflow is called the 5 M‟s. By always keeping an
eye on the 5 M‟s, the managers will be able to see when something is not working in a process.
1. Manpower – Managers must know their employees jobs intimately. The must know if they are completing
their tasks in the right way, and know what the skill level of each employee is. Is the morale high, or is
there a lot of absenteeism or indifference?
2. Machines – Each manager must also have an excellent working knowledge of each machine and tool in his
department. He must check to see if they are being regularly maintained and if they are in good working
order. Are they producing high quality products? If not, is it the fault of the machine?
3. Materials – The flow of materials is very important in kaizen. The Just-in-Time model dictates how
materials should flow in a process. Only those materials that are needed should be in the work zone. If there
are more materials than are needed, they should be stored away in a separate location. Each work station
should have a minimum and maximum inventory level for each process.
4. Methods – By having standardized methods, the manager will be able to see if the worker is doing their job
correctly. Posted\ worksheets and diagrams that show the sequence and quality control for each process will
help achieve proper adherence to the standardized methods.
5. Measurements – How do you know if a process is running smoothly? Productions schedules and targets
should be prominently displayed for all to see if improvement is being made. Also, gauges should be clearly
marked to show the proper operating ranges of the equipment.
VI. PRINCIPLE OF KAIZEN
The two key features of kaizen are incremental and continuous improvement and involvement of the entire workforce in that
process. The workforce, even workers, need to participate in producing small but frequent changes by making suggestions
for improvement in both process and product. Beyond that, the logical structure of the concept of kaizen, the precise
relationship among its tools, and concrete measures and sequences adopted on the factory floor, are difficult to pin down
since there are many different schools of teaching that emphasize different aspects and tools of kaizen relative to others.
Even among excellent companies, Toyota‟s way is different from Honda‟s way, and the Panasonic philosophy is quite
distinct from Canon‟s.
6.1 Principles
• Continually improve
• No idea is too small.
• Identify, report, and solve individual problems.
• Focus change on common sense, low-cost, and low-risk improvements, not major innovations.
• Collect, verify, and analyze data to enact change.
474 | P a g e
• A major source of quality defects is problems in the process.
• Decreasing variability in the process is vital to improving quality.
• Identify and decrease non–value-added steps.
• Every interaction is between a customer and a supplier.
• Empower the worker to enact change.
• All ideas are addressed and responded to in some way.
• Decrease waste.
• Address the work place with good housekeeping discipline.
6.2 Kaizen Tools
1. 5S
5S is a philosophy and checklist for good housekeeping to achieve greater order, efficiency and discipline in the
workplace. It is derived from the Japanese words Seiri (Sort), Seiton (Straighten), Seiso (Shine), Seiketsu
(Systematize), and Shitsuke (Standardize/ Self-Discipline). There are also different English renditions.
2. Suggestion System
A Suggestion System is the method by which the ideas and suggestions of employees are communicated
upwards through the management hierarchy to achieve cost savings or improve product quality, workplace
efficiency, customer service, or working conditions. Examples range from simply placing suggestion boxes in
common areas, to implementing formal programs with committees reviewing ideas and rewards given for
successful adoption of those ideas.
3. Quality Control Circle
QCC is a small group of workers who collectively find a problem, discuss alternative remedies, and propose a
solution. QCCs voluntarily perform improvement activities within the workplace, as part of a company-wide
program of mutual education, quality control, self-development and productivity improvement.
4. Total Quality control
TQC is an organized activity involving everyone (from managers to workers) in a totally integrated effort
towards kaizen at every level. It is equivalent to Company-Wide Quality Control (CWQC).
5. Total Quality Management (TQM)
475 | P a g e
TQM represents a number of management practices, philosophies and methods to improve the way an
organization does business, makes its products, and interacts with its employees and customers. QCC activities
function as an integral part of TQM. TQM evolved from TQC in the late 1980s.
6. Toyota Production System (TPS)
TPS is the philosophy which organizes manufacturing and logistics at Toyota, including interaction with
suppliers and customers. It focuses on the elimination of waste and defects at all points of production including
inputs, process and final output (delivery). The term “Lean Production System” can be used interchangeably.
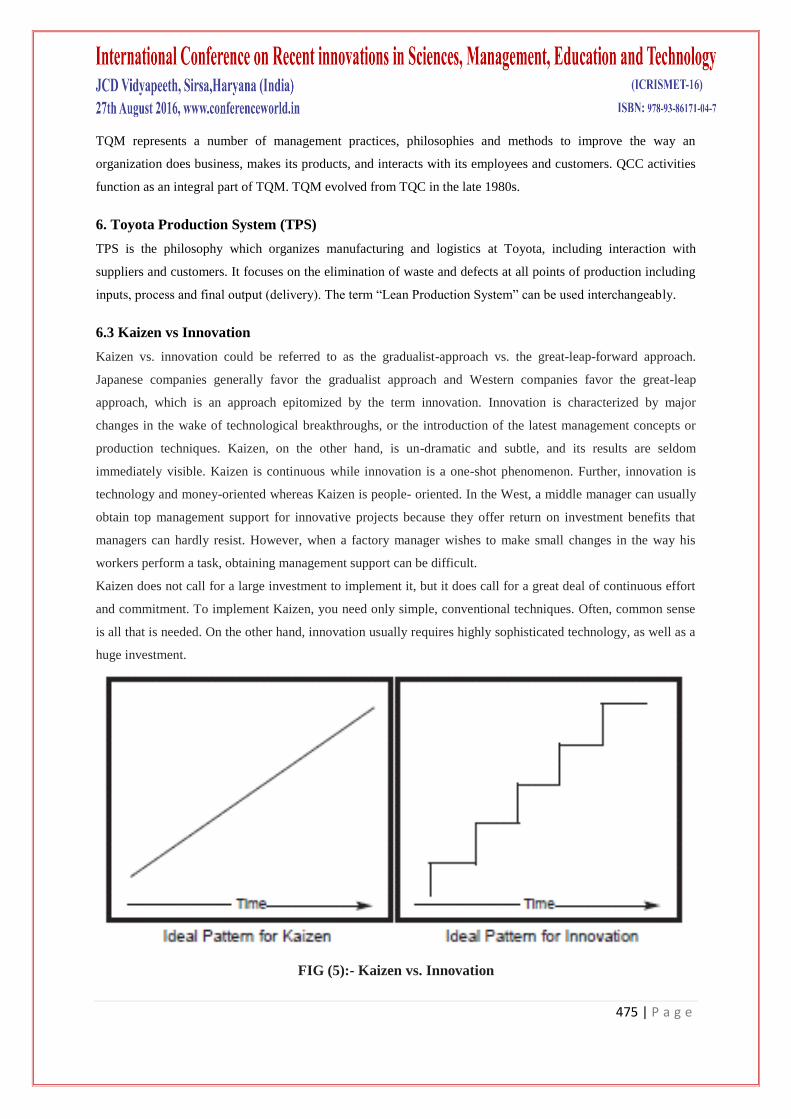
6.3 Kaizen vs Innovation
Kaizen vs. innovation could be referred to as the gradualist-approach vs. the great-leap-forward approach.
Japanese companies generally favor the gradualist approach and Western companies favor the great-leap
approach, which is an approach epitomized by the term innovation. Innovation is characterized by major
changes in the wake of technological breakthroughs, or the introduction of the latest management concepts or
production techniques. Kaizen, on the other hand, is un-dramatic and subtle, and its results are seldom
immediately visible. Kaizen is continuous while innovation is a one-shot phenomenon. Further, innovation is
technology and money-oriented whereas Kaizen is people- oriented. In the West, a middle manager can usually
obtain top management support for innovative projects because they offer return on investment benefits that
managers can hardly resist. However, when a factory manager wishes to make small changes in the way his
workers perform a task, obtaining management support can be difficult.
Kaizen does not call for a large investment to implement it, but it does call for a great deal of continuous effort
and commitment. To implement Kaizen, you need only simple, conventional techniques. Often, common sense
is all that is needed. On the other hand, innovation usually requires highly sophisticated technology, as well as a
huge investment.
FIG (5):- Kaizen vs. Innovation
476 | P a g e
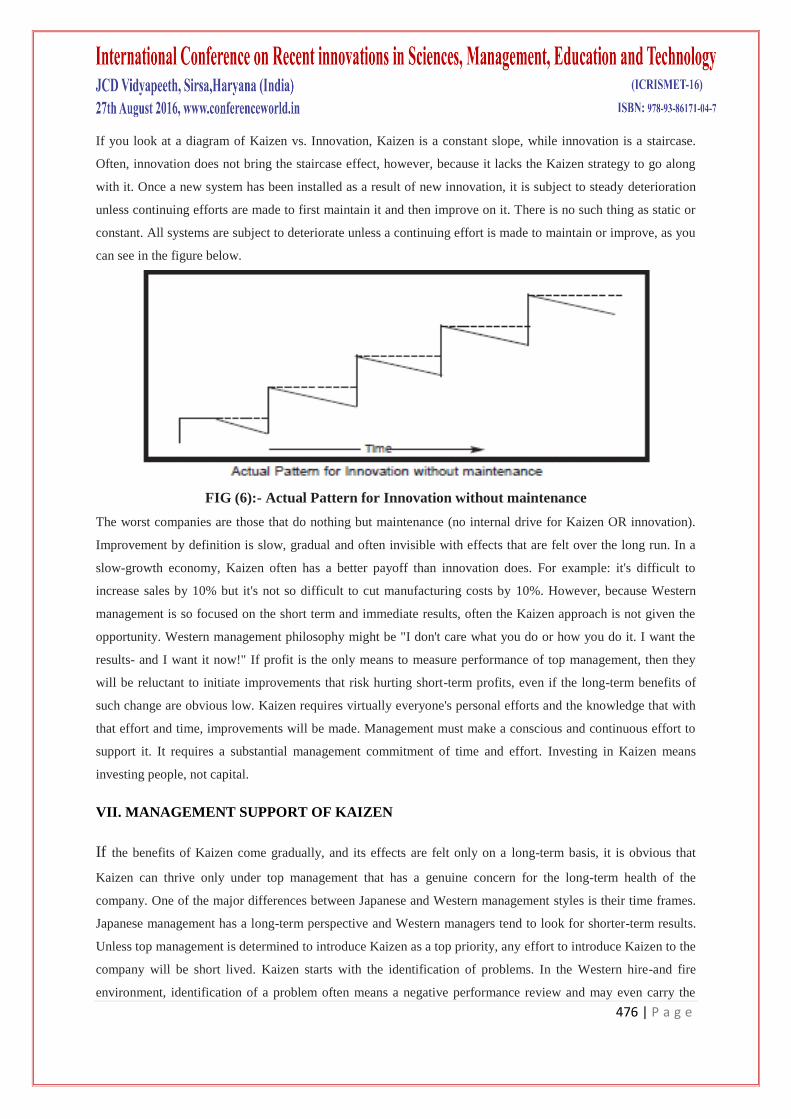
If you look at a diagram of Kaizen vs. Innovation, Kaizen is a constant slope, while innovation is a staircase.
Often, innovation does not bring the staircase effect, however, because it lacks the Kaizen strategy to go along
with it. Once a new system has been installed as a result of new innovation, it is subject to steady deterioration
unless continuing efforts are made to first maintain it and then improve on it. There is no such thing as static or
constant. All systems are subject to deteriorate unless a continuing effort is made to maintain or improve, as you
can see in the figure below.
FIG (6):- Actual Pattern for Innovation without maintenance
The worst companies are those that do nothing but maintenance (no internal drive for Kaizen OR innovation).
Improvement by definition is slow, gradual and often invisible with effects that are felt over the long run. In a
slow-growth economy, Kaizen often has a better payoff than innovation does. For example: it's difficult to
increase sales by 10% but it's not so difficult to cut manufacturing costs by 10%. However, because Western
management is so focused on the short term and immediate results, often the Kaizen approach is not given the
opportunity. Western management philosophy might be "I don't care what you do or how you do it. I want the
results- and I want it now!" If profit is the only means to measure performance of top management, then they
will be reluctant to initiate improvements that risk hurting short-term profits, even if the long-term benefits of
such change are obvious low. Kaizen requires virtually everyone's personal efforts and the knowledge that with
that effort and time, improvements will be made. Management must make a conscious and continuous effort to
support it. It requires a substantial management commitment of time and effort. Investing in Kaizen means
investing people, not capital.
VII. MANAGEMENT SUPPORT OF KAIZEN
If the benefits of Kaizen come gradually, and its effects are felt only on a long-term basis, it is obvious that
Kaizen can thrive only under top management that has a genuine concern for the long-term health of the
company. One of the major differences between Japanese and Western management styles is their time frames.
Japanese management has a long-term perspective and Western managers tend to look for shorter-term results.
Unless top management is determined to introduce Kaizen as a top priority, any effort to introduce Kaizen to the
company will be short lived. Kaizen starts with the identification of problems. In the Western hire-and fire
environment, identification of a problem often means a negative performance review and may even carry the
477 | P a g e
risk of dismissal. Superiors are busy finding fault with subordinates, and subordinates are busy covering up
problems. Changing the corporate culture to accommodate and foster Kaizen - to encourage everybody to admit
problems and to work out plans for their solution - will require sweeping changes in personnel practices and the
way people work with each other. Kaizen's introduction and direction must be top-down, but the suggestions
for Kaizen should be bottom up, since the best suggestions for improvement usually come from those closest to
the problem. Western Management will be required to introduce process-oriented criteria at every level, which
will necessitate company-wide retraining programs as well as restructuring of the planning and control systems.
The benefits of Kaizen are obvious to those who have introduced it. Kaizen leads to improved quality and
greater productivity. Where Kaizen is introduced for the first time, management may easily see productivity
increase by 30 percent, 50 percent and even 100 percent and more, all without any major capital investments.
Kaizen helps lower the breakeven point. It helps management to become more attentive to customer needs and
build a system that takes customer requirements into account. The Kaizen strategy strives to give undivided
attention to both process and result. It is the effort that counts when we are talking about process-improvement,
and management should develop a system that rewards the efforts of both workers and managers, and not just
the recognition of results. Kaizen does not replace or preclude innovation. Rather, the two are complementary.
Ideally, innovation should take off after Kaizen has been exhausted, and Kaizen should follow as soon as
innovation is initiated. Kaizen and innovation are inseparable ingredients in progress. The Kaizen concept is
valid not only in Japan, but in other countries. All people have an instinctive desire to improve themselves.
Although it is true that cultural factors affect an individual's behavior, it is also true that the individual's
behavior can be measured and affected through a series of factors or processes. Thus, it is always possible
regardless of the culture, to break behavior down into processes and to establish control points and check points.
This is why such management tools and decision-making and problem solving have a universal validity.
After the elimination of waste, the management focus for Kaizen should include:
Achieving maximum efficiency and quality
Eliminating processes that cause human fatigue
Maximizing utilization of facilities, tools etc.
An open management style that allows questioning of the existing systems and processes.
Providing opportunities for employees to learn and encouraging them to do so
Encouraging teamwork and cooperation.
Striving for continuous improvement at all levels.
Improving systems and processes.
Kaizen is a culture initiative. Your organization must have leadership that encourages and incents people to
continuously improve their ability to meet expectations of high quality, low cost, and on-time delivery.
7.1 Steps in Kaizen Implementation
Identify specific point for improvement in one‟s own work area.
Analyze the root cause of the problem using QC tools and develop.
478 | P a g e
Implement the kaizen and quantify.
Standardize the improvement through proper documentation.
Deploy horizontally if applicable.
Fill in the improvements in the standard format and submit for evaluation.
Audit after 3 months.
7.2 Kaizen Benefits
Kaizen Reduces Waste- like inventory waste, time waste, workers motion
Kaizen Improves space utilization, product quality
Results in higher employee morale and job satisfaction, and lower turn-over.
Toyota is well-known as one of the leaders in using Kaizen. In 1999 at one U.S. plant, 7,000 Toyota
employees submitted over 75,000 suggestions, of which 99% were implemented.
Eliminating processes that cause human fatigue.
Improvement in individual people capabilities.
Improvements for new products (ideas)
Improving systems and processes
Achieving maximum efficiency and quality
An open management style that allows questioning of the existing systems and processes
Machine capability improvement (minimum down-time)
Striving for continuous improvement at all levels
Quality improvement.
Improvement in customer service and customer relations.
Improvement in production aids (fixtures, tools, etc.).
VIII. NEED AND SCOPE
Kaizen is the means to achieve a corporate strategy, not the strategy. Every corporation needs to make a radical
change, or some change at least, to survive in this very competitive, rapidly changing world. The most important
challenge facing top management today, especially in a manufacturing company, is to establish a target about
where they want to take the company in the next two, five and ten years. In manufacturing, there are only two
systems. One is the batch or queue production system, and the other is what we call just-in-time (JIT) or the
Toyota production system. One of the most urgent tasks for top management is to choose the strategy, and say
that we have decided to change to the just-in-time production system to be able to survive in the new
millennium. Kaizen is misunderstood by most people. They say Kaizen is small step improvement and this is
the age of big jumps, but in my way of thinking, the biggest jump is making the transformation from the batch
mode to JIT.
8.1 Need in The Indian Corporate Sector
479 | P a g e
I see that Indian managers are extremely intelligent. They are abreast with latest technologies and developments.
But the problem is that they completely isolate themselves from reality. They are under the impression that real
knowledge can be gained only by reading books and attending lectures. How often do they actually roll up their
sleeves and get into some action? They really need to make more effort [at getting into the thick of action]. They
have immense knowledge, but what they lack is wisdom that comes by doing things yourself.
8.3 Kaizen Success Storis In India
Following Indian organization has implemented kaizen effectively:
Thermax Limited
Tata Motors
TVS Motor Company
Mahindra & Mahindra Limit
Hero Honda Motors Limited
Bajaj Auto
8.4 KAIZEN- Reasons for Failure
Top management may not support it
Workers are not properly motivated
Participants are not properly trained
The efforts of failure by the group members are criticized
Improvements are a part of daily routine --- this basic concepts are ignored
Participants are always found with lot of work pressure
8.5 KAIZEN Activities- Tips
Discard conventional fixed ideas.
Think of how to do it, not why it cannot be done.
Do not make excuses. Start by questioning current practices.
Do not seek perfection. Do it right away even if for only 50% of target.
Correct it right away, if you make a mistake.
Ask 'WHY?" five times and seek root causes.
KAIZEN ideas are infinite
8.6 Kaizen Measurment
Kaizen Result Can Be Measured In Many Ways As Below.
Number of kaizens completed per employee per year.
Percentage participation level of employees.
Economic benefits in Rupees …… …… and as % to net sales
Qualitative benefits measured in terms of:
480 | P a g e
Near miss accidents.
Delivery service level improvements, etc.
IX. CASE STUDY
SAMSUNG CASE STUDY
9.1 Introduction
Samsung Electronics France is the French subsidiary of Samsung, one of the world‟s largest manufacturers of
consumer and business electronic products. Its diverse product lines include audio and video,
telecommunications, and information systems products, as well as appliances and semiconductors. Samsung
rapidly and continuously develops and introduces new products to the market, which are sold through both retail
and dealer channels. The quantity, diversity and technical nature of its products requires Samsung to provide
extensive customer service operations.
Samsung consolidated its three outsourced call centers in France onto a single Cosmo Call Universe contact
center platform hosted by Orange Business Services (France Telecom) and fully integrated with Samsung‟s SAP
CRM system. Samsung used the flexibility of the platform to restructure so that customers and dealers now call
a single service number, regardless of the product.
9.2 Flexibility needed for lower cost, better service
To support its many products in the French market, Samsung had three outsourced call centers, each for specific
product groups, and each with a different phone number and its own team of agents and specialists. With 50 new
products each month, the specialists required much training. The teams were located near the French headquarters
for training access, but this location was not cost effective for the team‟s non specialized agents. A more efficient
call center structure was desired.
Also, Samsung was providing and maintaining the equipment used by its outsourcers, managing the phone
service providers, and keeping a specialist on staff to support the phones. The systems had limited CRM
integration capability and were inflexible. Facing these costs and limitations, Samsung decided to replace its call
center systems and improve its customer service.
9.3 Premise-based to Hosted Contact Center
Samsung wanted the scalability and flexibility that a hosted IP based system provided, so that it could easily add
and drop agents, change sites or even outsourcers, and monitor agents from anywhere via the internet. It
preferred a hosted model with a monthly fee for usage, rather than a new premise-based system with a large
capital investment. It wanted a complete package of services from a top provider, and a service level agreement,
things that would let Samsung focus on training specialists and serving customers, rather than on maintaining
call center equipment and managing phone service.
9.4 Samsung Outsources its Call Center Platform as well as its Agents

481 | P a g e
contact center built on the Cosmo Call Universe platform, and included all telephone service. Samsung has
achieved better control over its operations. The Tenant Self Administration capabilities of Cosmo Call Universe
provide complete and uniform reporting, administrative visibility and operational control of its outsourced agents.
Supervisors can manage the system from any location that has an internet connection. In addition, Samsung used
the flexibility of the Cosmo Call Universe platform to reorganize its call centers from a product line organization
to a Tier 1 and Tier 2 structure. Tier 2 product specialists stay close to headquarters for cost effective training,
while less-skilled Tier 1 agents can work anywhere, including home and offshore.
Following its call center reorganization, Samsung replaced its original Magic service desk application with a full
SAP CRM integration. With SAP, customer service ticket and account information is now instantly available to
any Tier 2 specialist in any location when a call is transferred, no matter where it was originally answered.
X. LOWER COSTS, BETTER SERVICE, AND GREATER CUSTOMER
10.1 Satisfaction:
Using its new hosted Cosmo Call Universe contact center platform, Samsung has improved the quality of its
customer service and increased customer satisfaction, while simultaneously reducing its costs. One major cost
reduction is the elimination of system maintenance and support burdens.
More important, Samsung‟s Customer Service operations are now simpler and faster for both agents and
customers. With SAP fully integrated into the Cosmo Call Universe platform, customer account information
appears on the Tier 1 agent screen when a call is answered. And by automatically sending account and service
ticket information to the Tier 2 specialist, the time spent looking up the caller account information or having the
caller restate their issue is eliminated. Since 70% of Samsung‟s calls are transferred, average call time has
dropped from 8 minutes to 7.25 minutes, and total outsourcer costs are down 13%. Shorter calls are not only a
cost saving for Samsung, but a support experience enhancement for its customers, and therefore a true
competitive advantage.
The Cosmo Call Universe platform provides Samsung with the ability to easily manage its outsourced agents,
and the flexibility to add or drop agents and sites as needed. It can now set up new test site locations for Tier 1
agents using commercial internet access. Now Samsung can quickly and easily evaluate the feasibility and cost
of a potential new site before deciding to make it permanent. Samsung‟s new hosted contact center in France is
a success by every measure, strengthening Samsung‟s position as a global leader in customer service. It is being
studied by other Samsung European Subsidiaries for their consideration as a model for deployment.
10.2 Enterprise Value and Benefit Provided: -
• Convenient Single phone number for all customer service calls
• Average call time dropped by 45 seconds, reducing outsourcer cost by 13%
• Better first call resolution rate
• Flexibility to locate outsourced agents in the most cost effective places
• Outsourced agents monitored centrally via internet to insure high service quality

482 | P a g e
XI. CONCLUSION
Kaizen continuous improvement by the small steps – should be realized due to each employee‟s involvement.
Kaizen improvements should proceed without any additional investment or through small investments.
It means small improvements done consistently over a long period of time. If you integrate the kaizen principles
into your workplace, you will see noticeable improvements right away, and great improvements in the long
term. You will see improvements in at the workstations, in the office and in your employees. And you will get
these results without spending a ton of money on new equipment. Because the results come not from fancy
innovation, but from the creation of a workforce that is actively involved in making small improvements to the
work flow.
REFERENCES
Books
[1] Imai, Masaaki (1986) Kaizen: The Key to Japan’s Competitive Success. McGraw-Hill Publishing
Company.
Gandhi TK, Puopolo AL, Dasse P, et al. Obstacles to collaborative quality improvement: the case of
ambulatory general medical care. Int J Qual Health Care, 2000; 12:115–23.
[2] Industrial organization and management- O.P. khanna.
[3] Industrial Engineering –L.C. Jhamb,
[4] Kaizen example and other concepts taken from Gemba Kaizen – a Commonsense, Low-Cost Approach to
Management. Masaaki Imai, New York: McGraw Hill, 1997, pp 257-262.
Website
1. American Productivity & Quality Center (APQC) <http://www.apqc.org/portal/apqc/site>
2. Association for Overseas Technical Scholarship (AOTS) <http://www.aots.or.jp/eng/indexeng.html>
3. Asian Productivity Organization (APO) <http://www.apo-tokyo.org/index.htm>
4. www.kaizen.com