Embed Size (px)
Citation preview
IMPLEMENTATION OF JAPANESE 5S/KAIZEN CONCEPT
PRESNTED BY
J. JUMAC INT’L CO. LTD
AT
THE FIRST PRODUCTIVITY PROMOTION SEMINAR IN NIGERIA ON THE APPLICATION OF
JAPANESE KAIZEN CONCEPT FOR PRODUCTIVITY IMPROVEMENT
Tetative title
• 1. introduction of Jumac
• 2. 5S
• (1) Assy
• (2) production
• 3. KAIZEN – Assy
• 4. Concl
1. Introduction OUR IDENTITY
We are J. Jumac Int’l Co., Ltd, located in Lagos, the commercial capital city of Nigeria, focus on the manufacturing of Suitcases, traveling bags, industrial and domestic plastic products using injection molding process, blow molding process and thermoforming process of plastic processing for manufacturing
1. OUR VISION To be the leading indigenous manufacturer of suitcases
and bags of global standards
OUR MISION
To be a leading provider of high quality suitcases and bags to Nigerians at affordable prices and an
exporter of the products with high yield dividends to all our stakeholders
OUR PROMISE
To remain consistent, affordable and qualitative in delivery
1. BASIC INFORMATION
Tangible Targets (Objectives) of the Client: To locally produce high quality suitcases that sell at affordable prices in Nigeria and the international markets.
To continuously enhance the quality of the company’s human resources through quality training and the development a well articulated staff welfare program.
To be a highly profitable organization that would constantly provide satisfactory returns on investment for all our stakeholders.

1. OUR PRODUCTS
1. Our Products

1. OUR PRODUCTS
2. 5S Team Setup

2. LAUCHING OF 5S & 5S TRAINING
2. Lines Selected for 5S/Kaizen Activities
5S/KAIZEN
Production Assembly Line Line
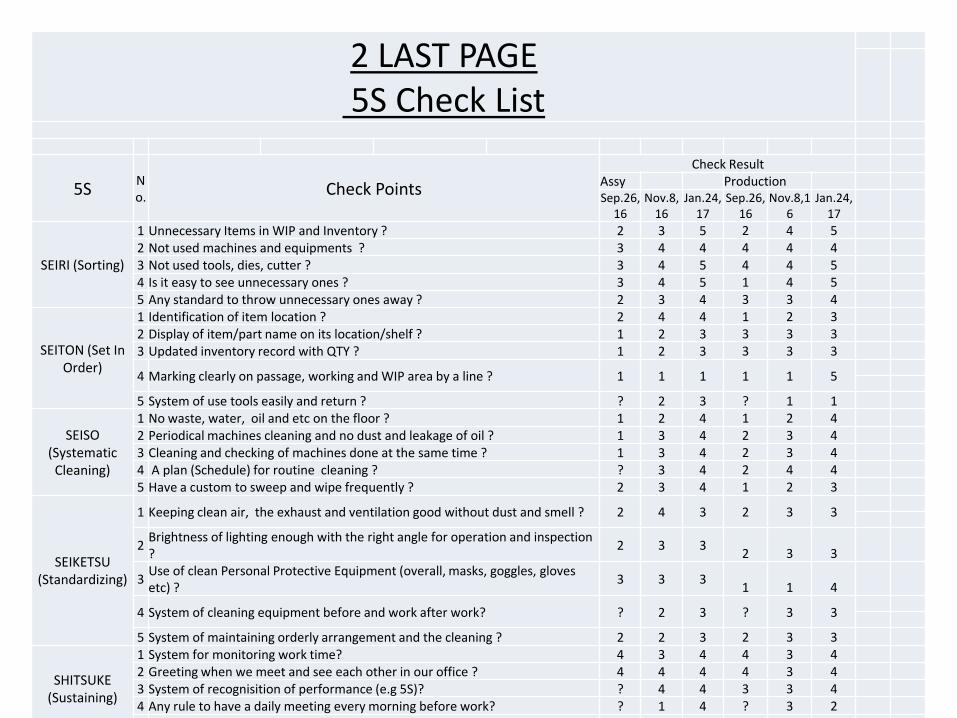
2 LAST PAGE 5S Check List
5S No. Check Points
Check Result Assy Production Sep.26,
16
Nov.8,16
Jan.24,17
Sep.26,16
Nov.8,16
Jan.24,17
SEIRI (Sorting)
1 Unnecessary Items in WIP and Inventory ? 2 3 5 2 4 5 2 Not used machines and equipments ? 3 4 4 4 4 4 3 Not used tools, dies, cutter ? 3 4 5 4 4 5 4 Is it easy to see unnecessary ones ? 3 4 5 1 4 5 5 Any standard to throw unnecessary ones away ? 2 3 4 3 3 4
SEITON (Set In Order)
1 Identification of item location ? 2 4 4 1 2 3 2 Display of item/part name on its location/shelf ? 1 2 3 3 3 3 3 Updated inventory record with QTY ? 1 2 3 3 3 3
4 Marking clearly on passage, working and WIP area by a line ? 1 1 1 1 1 5
5 System of use tools easily and return ? ? 2 3 ? 1 1
SEISO (Systematic
Cleaning)
1 No waste, water, oil and etc on the floor ? 1 2 4 1 2 4 2 Periodical machines cleaning and no dust and leakage of oil ? 1 3 4 2 3 4 3 Cleaning and checking of machines done at the same time ? 1 3 4 2 3 4 4 A plan (Schedule) for routine cleaning ? ? 3 4 2 4 4 5 Have a custom to sweep and wipe frequently ? 2 3 4 1 2 3
SEIKETSU (Standardizing)
1 Keeping clean air, the exhaust and ventilation good without dust and smell ? 2 4 3 2 3 3
2 Brightness of lighting enough with the right angle for operation and inspection ?
2 3 3 2 3 3
3 Use of clean Personal Protective Equipment (overall, masks, goggles, gloves etc) ?
3 3 3 1 1 4
4 System of cleaning equipment before and work after work? ? 2 3 ? 3 3
5 System of maintaining orderly arrangement and the cleaning ? 2 2 3 2 3 3
SHITSUKE (Sustaining)
1 System for monitoring work time? 4 3 4 4 3 4 2 Greeting when we meet and see each other in our office ? 4 4 4 4 3 4 3 System of recognisition of performance (e.g 5S)? ? 4 4 3 3 4 4 Any rule to have a daily meeting every morning before work? ? 1 4 ? 3 2 5 Does everyone try to keep the general rules and procedures ? ? 4 3 2 2 3
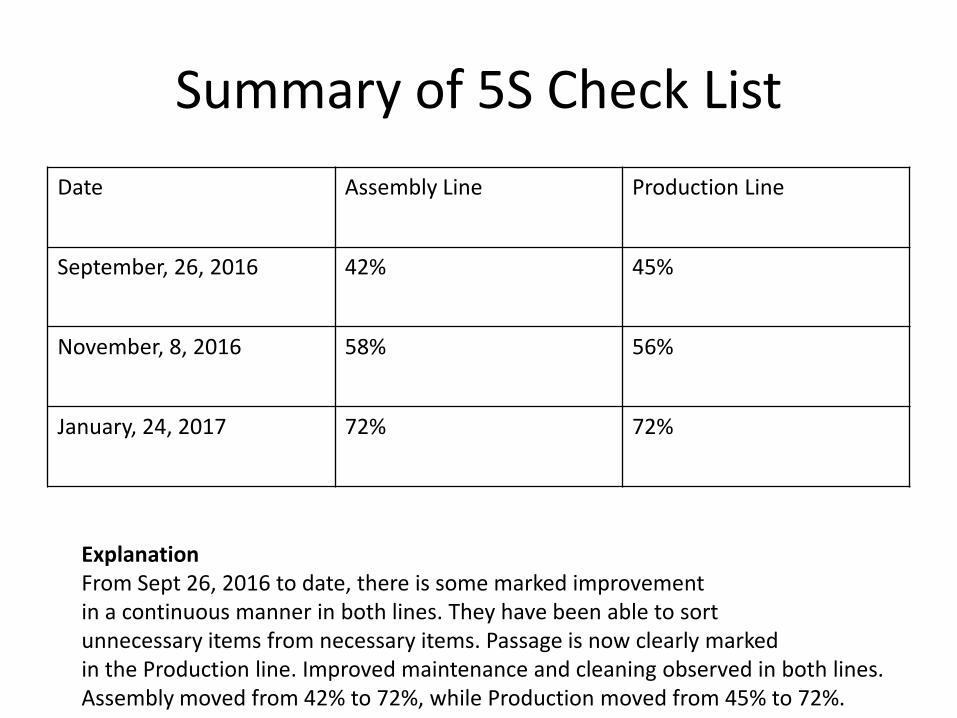
Summary of 5S Check List
Date Assembly Line Production Line
September, 26, 2016 42% 45%
November, 8, 2016 58% 56%
January, 24, 2017 72% 72%
Explanation From Sept 26, 2016 to date, there is some marked improvement in a continuous manner in both lines. They have been able to sort unnecessary items from necessary items. Passage is now clearly marked in the Production line. Improved maintenance and cleaning observed in both lines. Assembly moved from 42% to 72%, while Production moved from 45% to 72%.
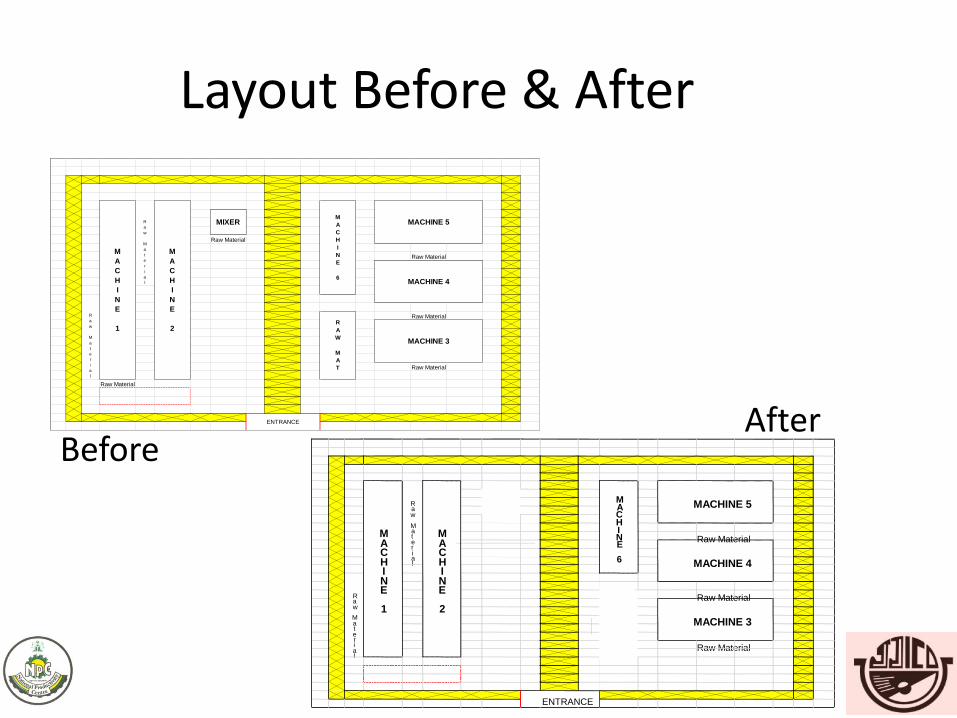
Layout Before & After
Raw Material
Raw Material
Raw Material
Raw Material
Raw Material
R
a
w
M
a
t
e
r
i
a
l
ENTRANCE
M
A
C
H
I
N
E
1
M
A
C
H
I
N
E
2
M
A
C
H
I
N
E
6
R
a
w
M
a
t
e
r
i
a
l
MACHINE 5MIXER
MACHINE 4
R
A
W
M
A
T
MACHINE 3
Raw Material
Raw Material
Raw Material
R a w M a t e r i a l
ENTRANCE
M A C H I N E 1
M A C H I N E 2
M A C H I N E 6
R a w M a t e r i a l
MACHINE 5
MACHINE 4
MACHINE 3
Before After
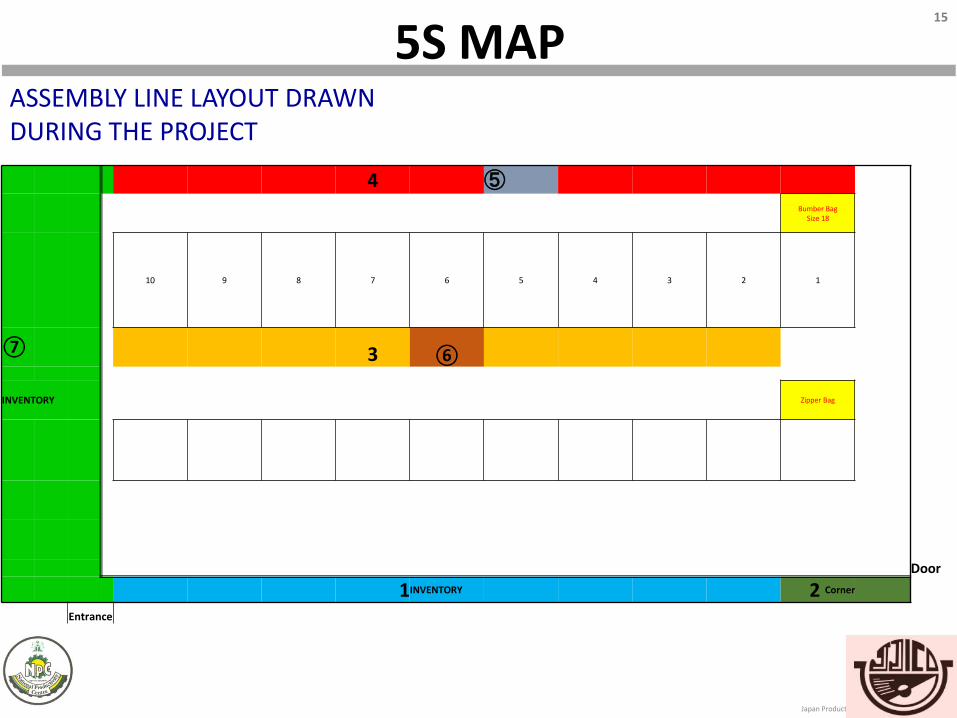
Japan Productivity Center ASSEMBLY LINE LAYOUT DRAWN DURING THE PROJECT
Japan Productivity Center All Rights Reserved
15
4 ➄
Bumber Bag Size 18
10 9 8 7 6 5 4 3 2 1
⑦
3 ⑥
INVENTORY
Zipper Bag
Door
1 INVENTORY 2 Corner
Entrance
5S MAP

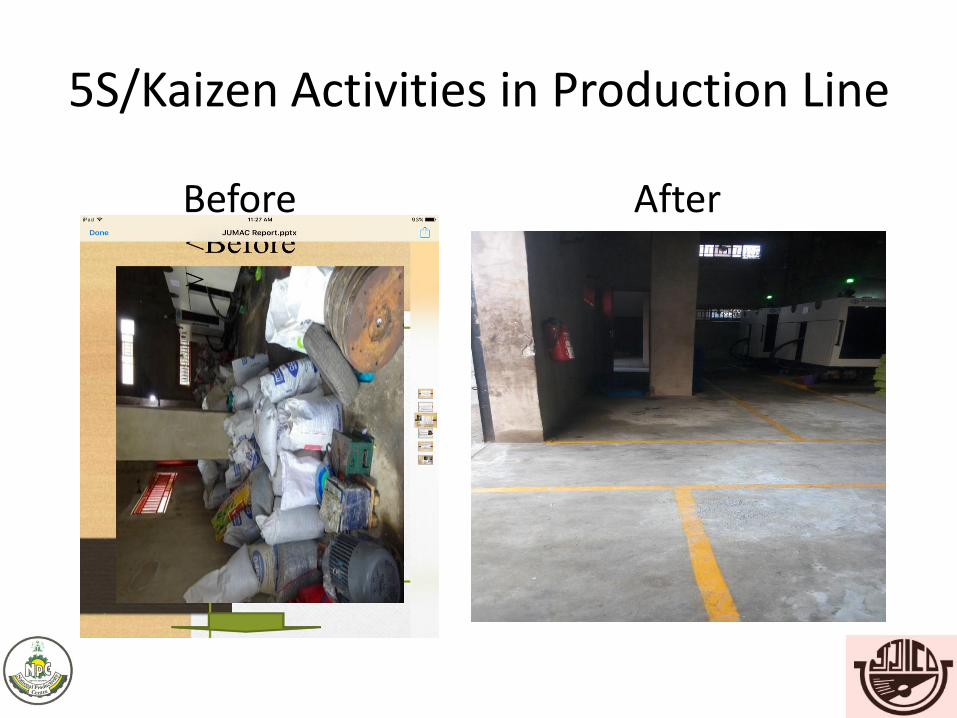
5S/Kaizen Activities in Production Line
Before After
5S/Kaizen Activities in Production Line
Before After

5S/Kaizen Activities in Production Line
Before After

5S/Kaizen in production Cont’d
Before Mixing done in production floor, creating untidy floor
After Mixing section relocated properly arranged
Line 10 – 32 secs
Cleaning & packaging
Line 9 – 62 secs
Labelling Quality checks
Line 8 – 48secs
Screwing of elastics & divider
fittings
Line 7 – 21 secs
Coupling centre rod
Line 6 – 39 secs
Instruction label, Fixing of keys,
Logo, Fixing divider
Line 5 – 51 secs
Fixing of elastics band lock,
Fixing of wheel cover
Line 4 – 25 secs
Fixing Sticker & divider hook
Line 3 – 43secs
Fixing of front handle, Fixing of
front lock, Fixing of side lock
Line 2 – 50 secs
Fixing of the big wheel, Fixing of
front lock
Line 1 – 45secs
Fixing of trolley system
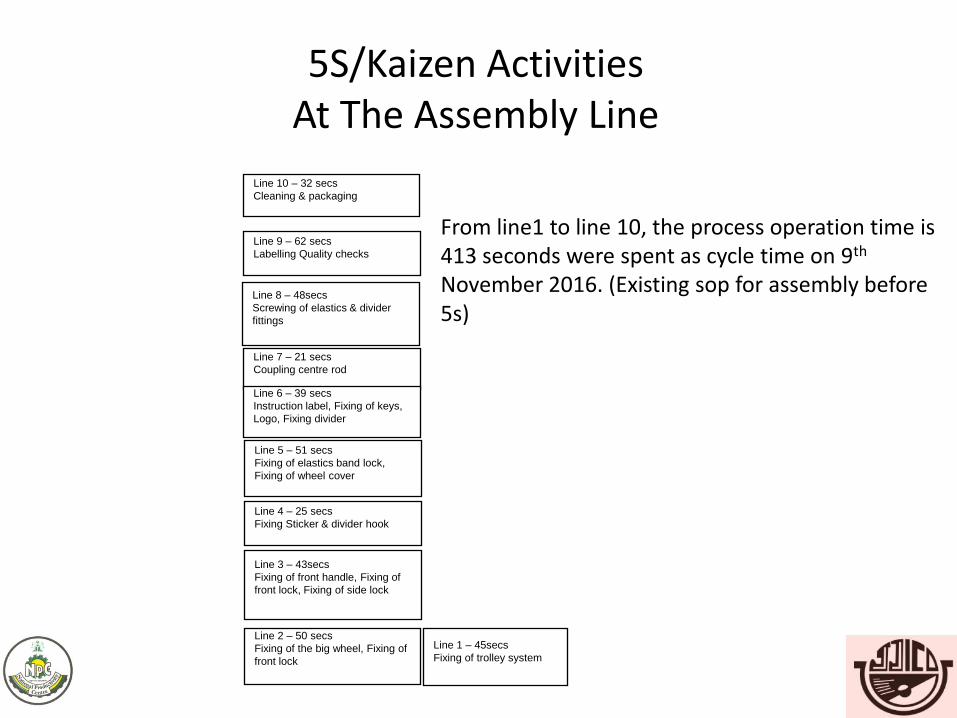
5S/Kaizen Activities At The Assembly Line
From line1 to line 10, the process operation time is 413 seconds were spent as cycle time on 9th November 2016. (Existing sop for assembly before 5s)
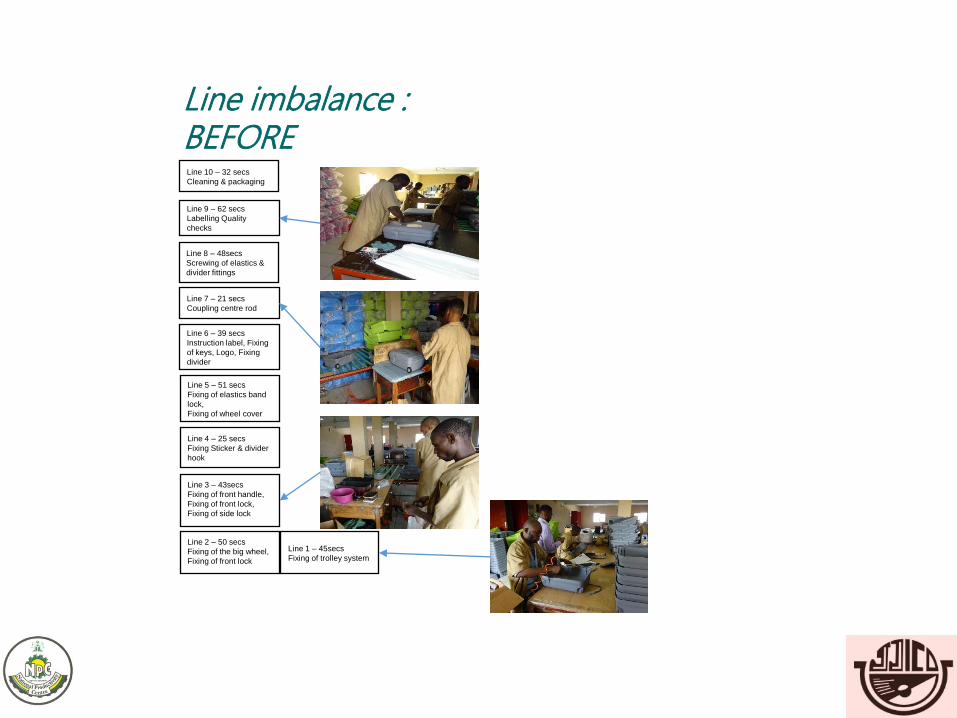
Line imbalance : BEFORE
Line 10 – 32 secs
Cleaning & packaging
Line 9 – 62 secs
Labelling Quality
checks
Line 8 – 48secs
Screwing of elastics &
divider fittings
Line 7 – 21 secs
Coupling centre rod
Line 6 – 39 secs
Instruction label, Fixing
of keys, Logo, Fixing
divider
Line 5 – 51 secs
Fixing of elastics band
lock,
Fixing of wheel cover
Line 4 – 25 secs
Fixing Sticker & divider
hook
Line 3 – 43secs
Fixing of front handle,
Fixing of front lock,
Fixing of side lock
Line 2 – 50 secs
Fixing of the big wheel,
Fixing of front lock
Line 1 – 45secs
Fixing of trolley system
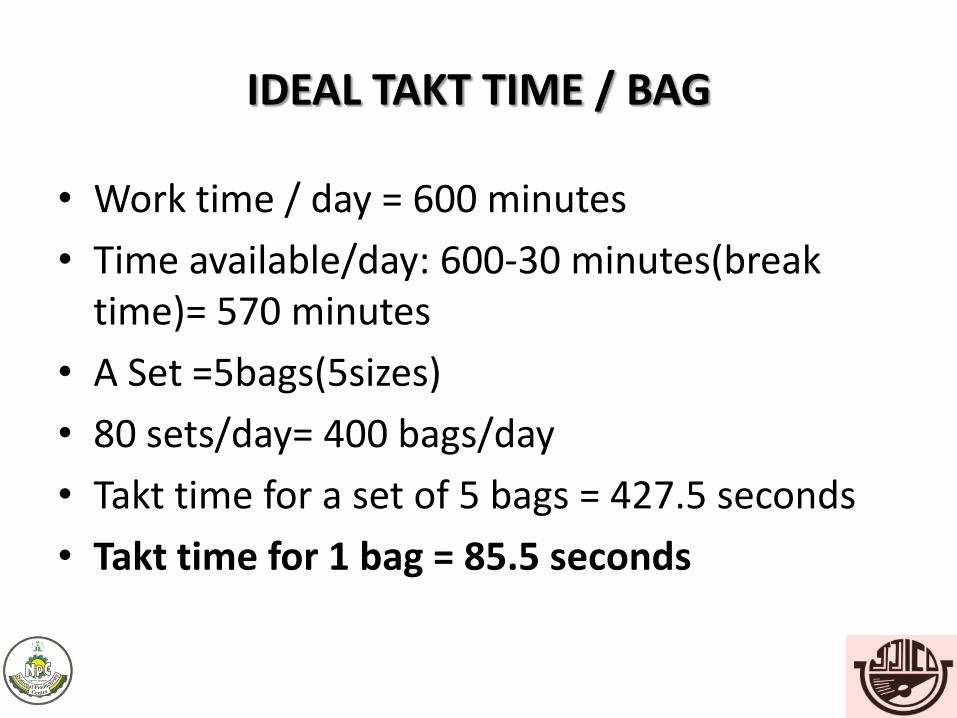
IDEAL TAKT TIME / BAG
• Work time / day = 600 minutes
• Time available/day: 600-30 minutes(break time)= 570 minutes
• A Set =5bags(5sizes)
• 80 sets/day= 400 bags/day
• Takt time for a set of 5 bags = 427.5 seconds
• Takt time for 1 bag = 85.5 seconds
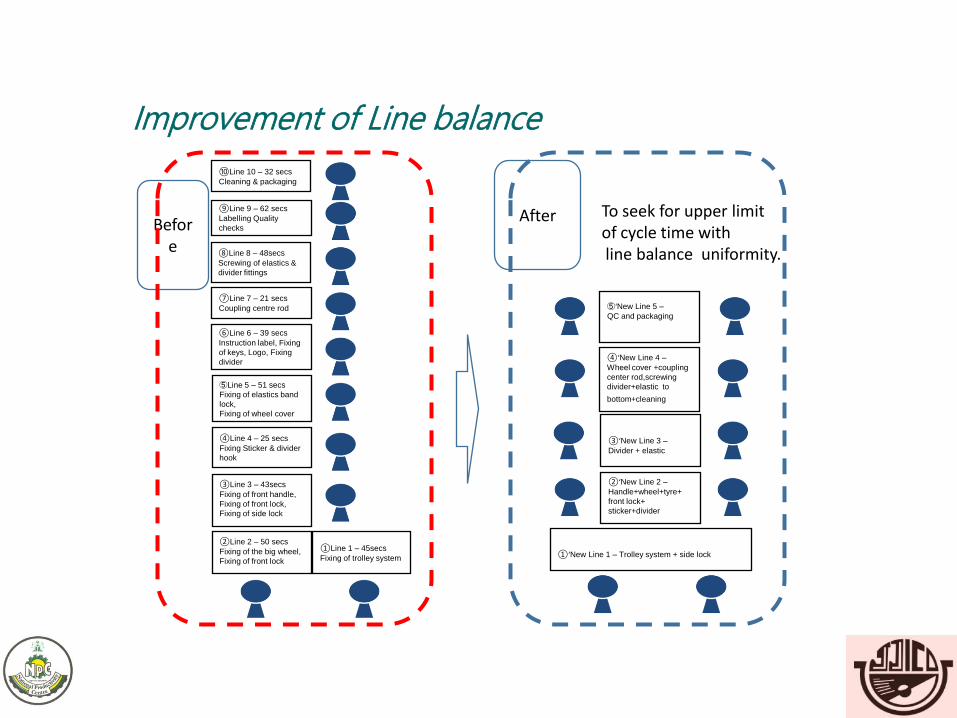
Improvement of Line balance ⑩Line 10 – 32 secs
Cleaning & packaging
⑨Line 9 – 62 secs
Labelling Quality
checks
⑧Line 8 – 48secs
Screwing of elastics &
divider fittings
⑦Line 7 – 21 secs
Coupling centre rod
⑥Line 6 – 39 secs
Instruction label, Fixing
of keys, Logo, Fixing
divider
➄Line 5 – 51 secs
Fixing of elastics band
lock,
Fixing of wheel cover
④Line 4 – 25 secs
Fixing Sticker & divider
hook
③Line 3 – 43secs
Fixing of front handle,
Fixing of front lock,
Fixing of side lock
②Line 2 – 50 secs
Fixing of the big wheel,
Fixing of front lock
①Line 1 – 45secs
Fixing of trolley system
②‘New Line 2 –
Handle+wheel+tyre+
front lock+
sticker+divider
③‘New Line 3 –
Divider + elastic
④‘New Line 4 –
Wheel cover +coupling
center rod,screwing
divider+elastic to
bottom+cleaning
➄‘New Line 5 –
QC and packaging
Before
After
①‘New Line 1 – Trolley system + side lock
To seek for upper limit of cycle time with line balance uniformity.
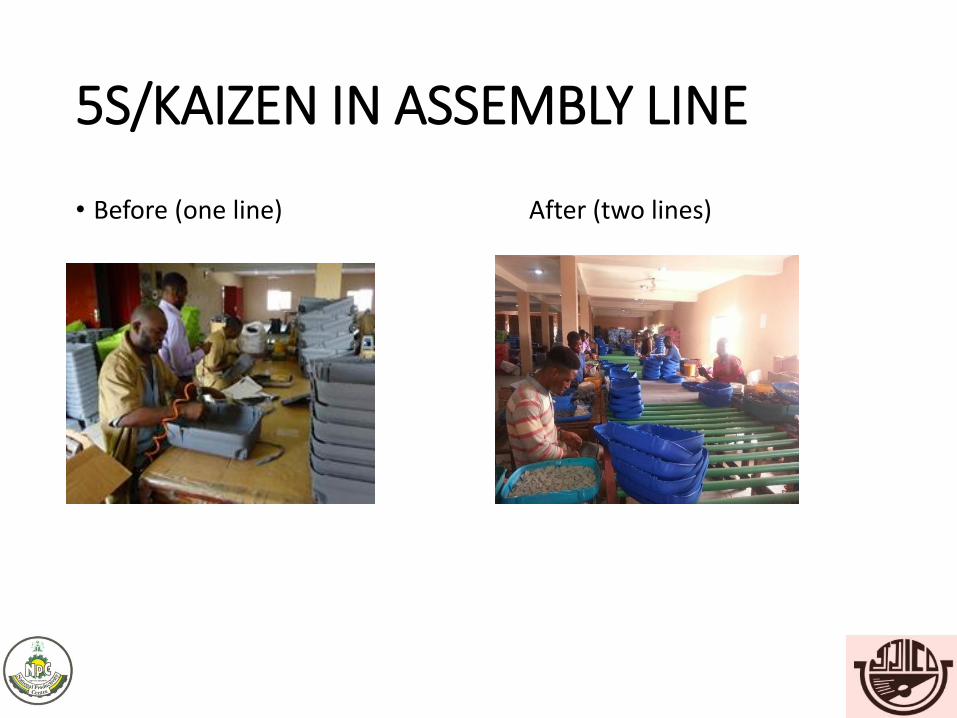
5S/KAIZEN IN ASSEMBLY LINE
• Before (one line) After (two lines)
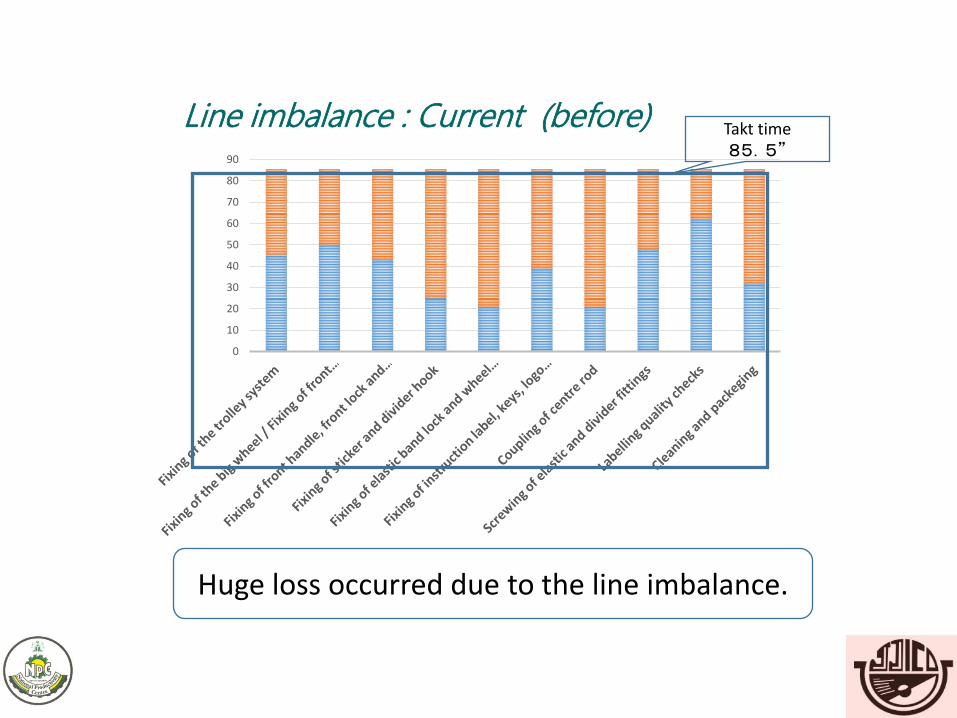
Huge loss occurred due to the line imbalance.
0
10
20
30
40
50
60
70
80
90
Takt time 85.5”
Line imbalance : Current (before)
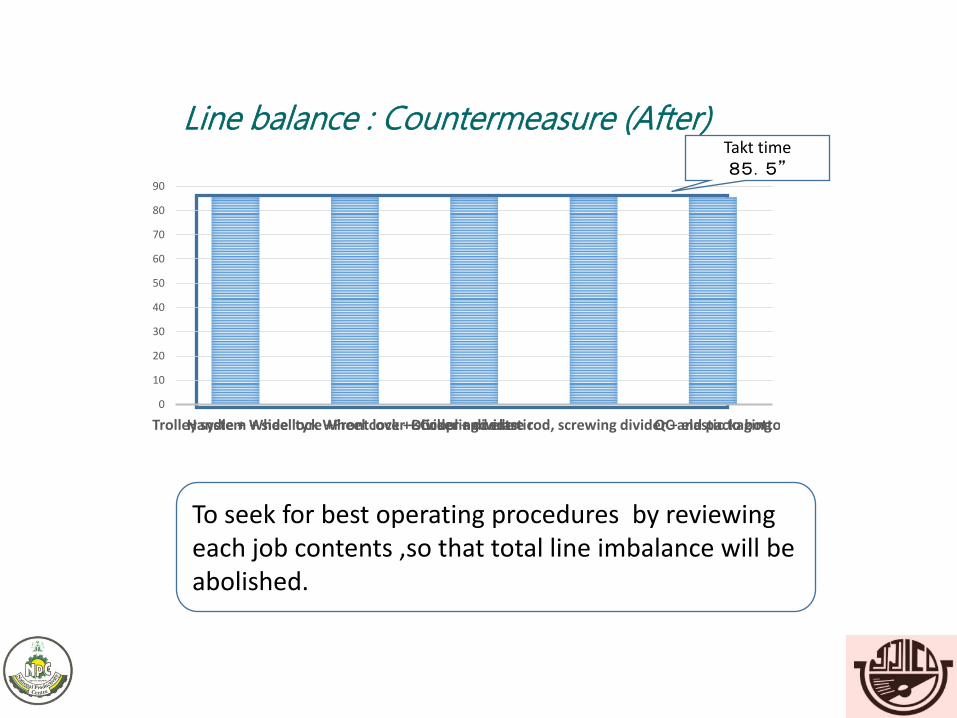
To seek for best operating procedures by reviewing each job contents ,so that total line imbalance will be abolished.
0
10
20
30
40
50
60
70
80
90
Trolley system + side lock Handle + Wheel tyre +Front lock + sticker + divider Divider and elastic Wheel cover + Coupling centre rod, screwing divider + elastic to bottom + cleaningQC and packaging
Line balance : Countermeasure (After) Takt time 85.5”
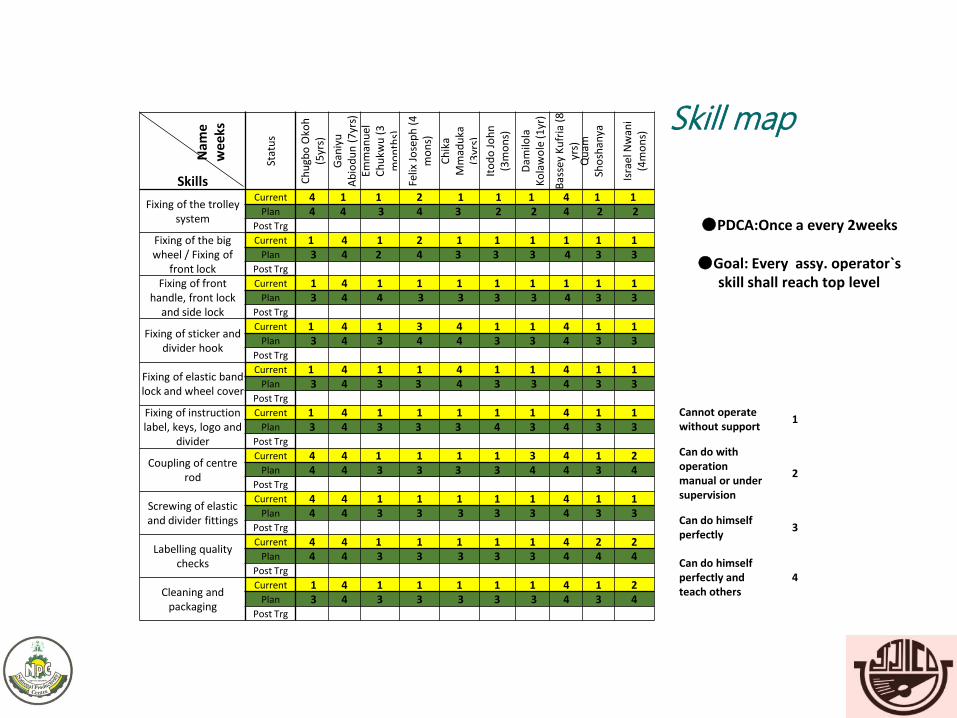
Skill map
Nam
e
we
eks
Stat
us
Ch
ugb
o O
koh
(5
yrs)
Gan
iyu
A
bio
du
n (
7yr
s)
Emm
anu
el
Ch
ukw
u (
3
mo
nth
s)
Felix
Jo
sep
h (
4
mo
ns)
Ch
ika
Mm
adu
ka
(3yr
s)
Ito
do
Jo
hn
(3
mo
ns)
Dam
ilola
K
ola
wo
le (
1yr
)
Bas
sey
Ku
fria
(8
yr
s)
Qu
am
Sho
shan
ya
(3m
on
s)
Isra
el N
wan
i (4
mo
ns)
Skills
Fixing of the trolley system
Current 4 1 1 2 1 1 1 4 1 1 Plan 4 4 3 4 3 2 2 4 2 2
Post Trg Fixing of the big wheel / Fixing of
front lock
Current 1 4 1 2 1 1 1 1 1 1 Plan 3 4 2 4 3 3 3 4 3 3
Post Trg Fixing of front
handle, front lock and side lock
Current 1 4 1 1 1 1 1 1 1 1 Plan 3 4 4 3 3 3 3 4 3 3
Post Trg
Fixing of sticker and divider hook
Current 1 4 1 3 4 1 1 4 1 1 Plan 3 4 3 4 4 3 3 4 3 3
Post Trg
Fixing of elastic band lock and wheel cover
Current 1 4 1 1 4 1 1 4 1 1 Plan 3 4 3 3 4 3 3 4 3 3
Post Trg Fixing of instruction label, keys, logo and
divider
Current 1 4 1 1 1 1 1 4 1 1 Plan 3 4 3 3 3 4 3 4 3 3
Post Trg
Coupling of centre rod
Current 4 4 1 1 1 1 3 4 1 2 Plan 4 4 3 3 3 3 4 4 3 4
Post Trg
Screwing of elastic and divider fittings
Current 4 4 1 1 1 1 1 4 1 1 Plan 4 4 3 3 3 3 3 4 3 3
Post Trg
Labelling quality checks
Current 4 4 1 1 1 1 1 4 2 2 Plan 4 4 3 3 3 3 3 4 4 4
Post Trg
Cleaning and packaging
Current 1 4 1 1 1 1 1 4 1 2 Plan 3 4 3 3 3 3 3 4 3 4
Post Trg
●PDCA:Once a every 2weeks
●Goal: Every assy. operator`s skill shall reach top level
Cannot operate without support
1
Can do with operation manual or under supervision
2
Can do himself perfectly
3
Can do himself perfectly and teach others
4
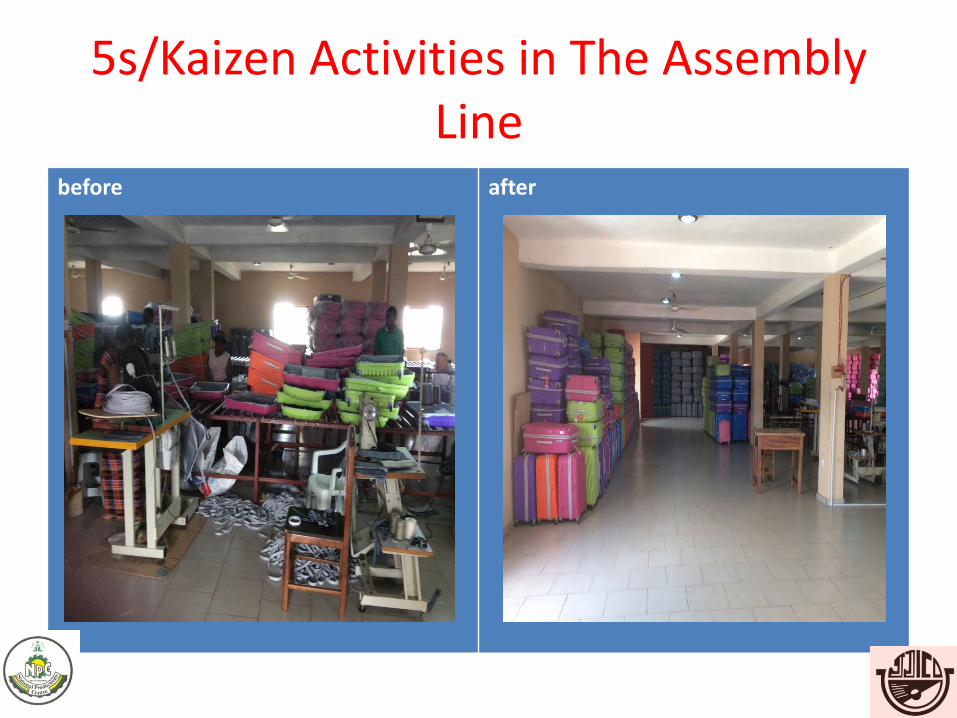
5s/Kaizen Activities in The Assembly Line
before after

5s/Kaizen Activities in The Assembly Line
before after

Japan Productivity Center
5S MAP/KAIZEN SITES/PROBLEM AREAS & IMROVEMENT EFFORTS
①A:<Before> ②B:<Before>
<After> <After>

Japan Productivity Center
③A:<Before> ④B:<Before>
<After> <After>
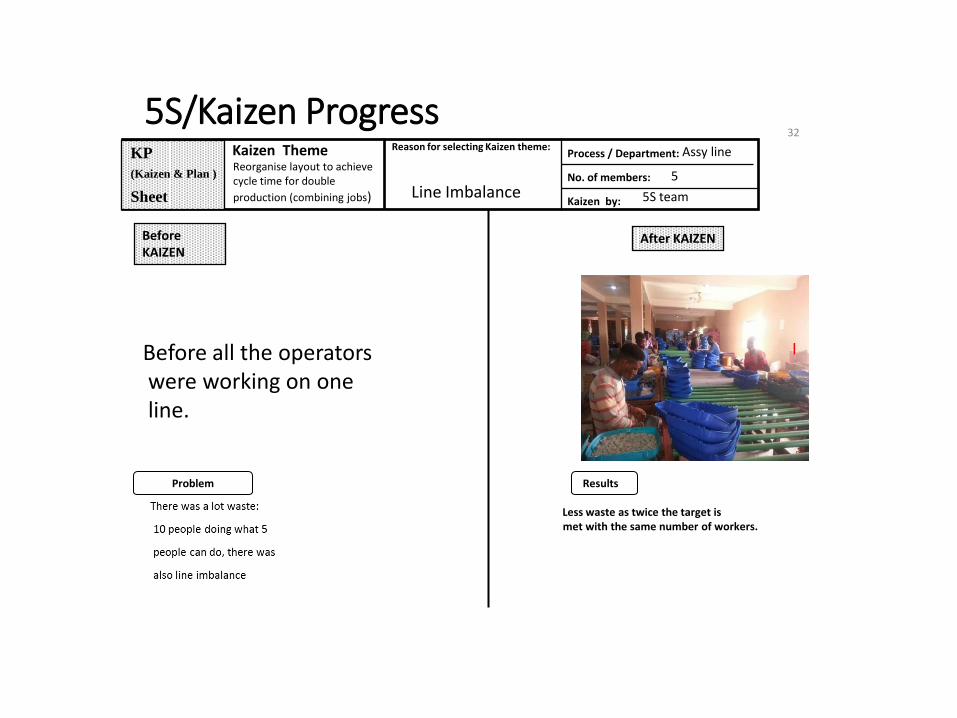
5S/Kaizen Progress 32
KP
(Kaizen & Plan )
Sheet
Kaizen Theme
Reason for selecting Kaizen theme: Process / Department:
No. of members: Reorganise layout to achieve cycle time for double
production (combining jobs) Kaizen by:
After KAIZEN Before KAIZEN
Results
Less waste as twice the target is met with the same number of workers.
Problem
Assy line
5
5S team
I
Line Imbalance
Before all the operators
were working on one line.
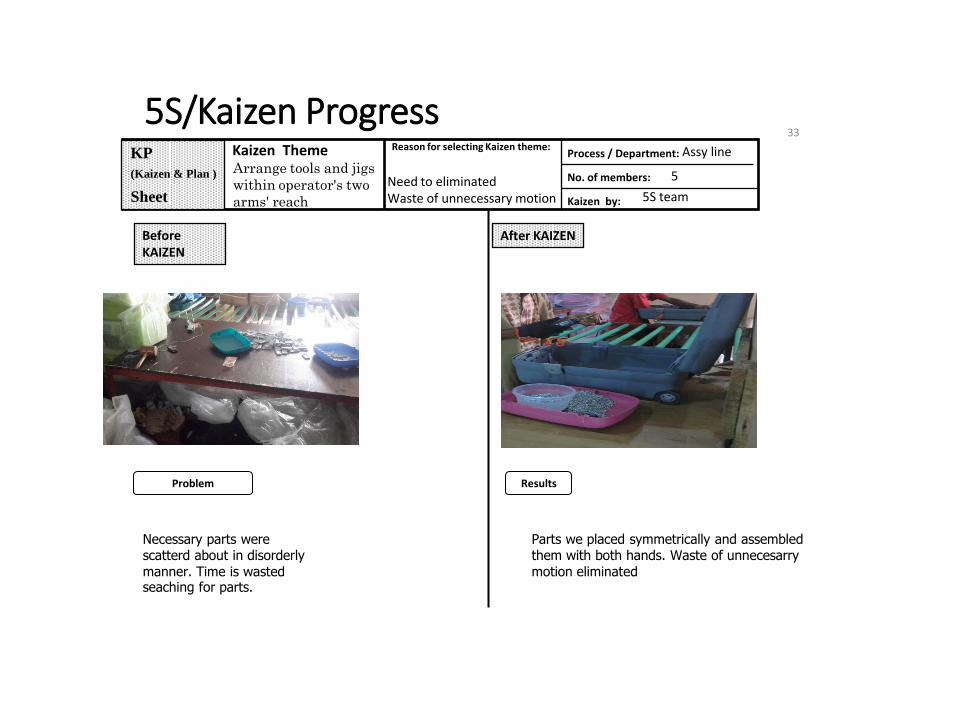
5S/Kaizen Progress 33
KP
(Kaizen & Plan )
Sheet
Kaizen Theme
Reason for selecting Kaizen theme:
Process / Department:
No. of members: Arrange tools and jigs
within operator's two
arms' reach
Kaizen by:
After KAIZEN Before KAIZEN
Results Problem
Assy line
5
5S team
Necessary parts were scatterd about in disorderly manner. Time is wasted seaching for parts.
Parts we placed symmetrically and assembled them with both hands. Waste of unnecesarry motion eliminated
Need to eliminated Waste of unnecessary motion
Lessons Learnt From The Project
• We learnt that even the most seemingly difficult task can be achieved by simple step-be-step but continuous approach like the training of 5s and kaizen.
Gains of 5s/Kaizen in production
• Production floor becomes easily accessible without obstruction
• Right Disposals of waste becomes easy and habitual
• Accident risk becomes very minimal and safety level becomes high
• Workers morality becomes improved
• Environmental pollution is maximally eliminated
Gains ……. Cont’d
• Machines, equipment and tools become easily promptly identifiable
• Passage now marked with yellow lines to identify work areas
• Safety signposts pasted in strategic areas of the factory
• Access to machines for quick troubleshooting
• Materials pick up time reduces from 15mins to 2mins
• Mold changing time reduces from 95mins to 40/45mins
Gains of 5s/Kaizen in assembly line
• A well structured and balanced work line achieved
• With the skill map analysis, productivity was increased by 100% with idle time eliminated
• Raw materials pick up time reduced with a resultant reduction in energy loss
• Walk way in assembly becomes easily accessible without obstruction
• .
Gains ……… Cont’d
• Proper arrangement of raw materials and finished product achieved
• Workers morality improved.
• More revenue same time and same labour
• Standard Operation Procedure (SOP) now available
• Parts/tools now easily accessible without wasting time
Conclusion
Beyond any doubt, training of 5s/kaizen has improved our productivity, improved our morality and saved us unnecessary cost of bills through incessant factory accident.
Its our hope that our continuous practice of 5s and kaizen would land us at our desirable peak.
THANK YOU
……………………………………………………………………….





























