Embed Size (px)
Citation preview

27th June, 2017
Toshihiro BannaiDirector General Environment Department
New Energy Development and Industry Development Organization
JAPAN CCS Forum 2017 Keynote 3rd
1

2
– NEDO, an independent administrative agency under METI, promotes R&D as well as the dissemination of industrial, energy and environmental technologies.
Japanese Government, Ministry of Economy, Trade and Industry
(METI)
IndustryAcademiaPublic research
laboratories
Coordination withpolicymaking authorities
Budget
Funding
<Mission>
• Solving global energy and environmental problems
NEDO Budget: Approx. 1.2 billion US$(FY2016)
Number of personnel: Approx. 900
About NEDO

47% 37%
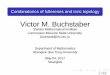
Reference: World Energy Outlook 2002, 2004, 2007–2012, 2014
World primary energy demand by source World power generation by source
Mto
e
Mto
eIntroduction
Coal is known as very important energy resource that has the characteristics distributed over a wide
area and stable low price relatively, compared with others energy resources.
Coal shares will be about 25% in Global Primary energy demand and about 40% in Global power
generation in 2035.
29%24%
3

4
0
200
400
600
800
1000
1200
Oil (Japan) LNG(Steam)
LNG (GT) World Ave Coal Fired(Japan)
USC IGCC
Even most efficient coal fired thermal power generation discharge about 2 times
CO2 compared to LNG-Fired.
Coal fired thermal power generation needs Improvement of the efficiency.
Coal Fired thermal power in Japan
958864
806695
476
Reference :Central Research Institute of Electric Power Industry(2009)、CO2 Emissions Fuel Combustion (2012)
375
(coal)
660(target)
[g-C
O2/k
Wh]
----Comparison of CO2 emission from power generation----
Introduction

●Puertollano(Spain,318MW,1997)
×Buggenum(Netherland,284MW,1994)
●Polk Power(US,315MW,1996)
●Wabash River(US,296MW,1995)
2005 20201995 2000 201520101990
Edwardsport ●(US,618MW,2013~)
Taean ○(Korea,400MW,2015)
Teeside △(GB,2018, 850MW, 4.2Mtpa)
Don Valley Hatfield △(GB,2018, 650MW, 4.75Mtpa)
Green Gen●(China,2013, 250−400MW, 2Mtpa)IGCC
IGCC
IGCC+CCS
HECA △(US,2018, 400MW, 3Mtpa)
Kemper ○(US,2015, 582MW, 3.5Mtpa)
Cash Creek New Gas △(US,2018, 770MW, 5Mtpa)
Osaki CG ○(Japan,2021〜, 166MW, 0.3Mtpa)※IGCC:2017〜 IGCC+CCS:2019〜
Nakoso ●(Japan,250MW,2007~)
Summit △(US,2018, 400MW, 2Mtpa)
700m
1500m
Hirono、Nakoso △
(Japan,each 540MW,2020~)
IGFC
Nov. 2012 Tianjin IGCC Put into Operation
• First 250MW IGCC in China
• First 2000t/d Dry Coal Powder
Gasifier in China
•Design, Construction, Commission
and Operation by CHNG
IntroductionWorld present development of IGCC-CCS
●Improvement of gasification technology
●Higher efficiency, realization of CCS and
lower cost
Many demonstration plants are planned in
the world
【Example of Project】Kemper
・US Southern Company
・Power output 582MW
・Operation start 2016
・Capture capacity3.0Mtpa
Green Gen
・China GreenGen
・Power output 250~400MW
・Operation start 2013
●:Operating
○:Constructing
△:Planning× :Finished
:Japanese Pj.
5

New Energy and Industrial Technology Development Organization
IntroductionCost of electricity with CCS in the present conditions
(1)(2)
(3)
(4)
6,187
9,892
10,97311,343
8,246
10,831
0
2,000
4,000
6,000
8,000
10,000
12,000
ケース① ケース② ケース③ ケース④ ケース⑤ ケース⑥
CO
2の費
用(円
/ト
ンC
O2)
分離・回収 エネルギーペナルティ 液化・昇圧 輸送 貯留
(1259km) (1074km) (704km) (120km) (120km)(輸送無 0km)
6,187
9,892
10,97311,343
8,246
10,831
0
2,000
4,000
6,000
8,000
10,000
12,000
ケース① ケース② ケース③ ケース④ ケース⑤ ケース⑥
CO
2の費
用(円
/ト
ンC
O2)
分離・回収 エネルギーペナルティ 液化・昇圧 輸送 貯留
(1259km) (1074km) (704km) (120km) (120km)(輸送無 0km)
Storage from
onshore base
Capture
Energy penalty
(Cost increase by
lowering of efficiency)
Liquefier
and
Pressurize
Transportation
Storage
CO
2 C
os
t(ye
n/
t-C
O2)
CAPEX of
Power
Generation
O&M of
Power
Generation
Fuel
CAPEX of
Transportation
O&M of
Transportation
O&M of Storage
CAPEX of Storage
Increase 3yen/kWh by Carbon capture
Cost of electricity of IGCC with CCS
Carbon capture cost is 3,500yen/t-CO2
Cost of CO2
Storage from onshore base Storage from offshore base
Offshore Base
洋上基地
Aquifer CO2
Storage area Aquifer CO2
Storage area
Storage from
offshore base
Co
st
of
Ele
ctr
icit
y (
ye
n/k
Wh
)
Storage from
onshore base
Storage from
offshore baseWithout CCS
3yen/kWh
3,500yen
/tonCO2
6

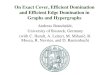
High Efficiency
65%
60%
55%
50%
45%
40%
Photos by Mitsubishi Heavy Industries, Ltd., Joban Joint Power Co., Ltd., Mitsubishi Hitachi Power Systems, Ltd., and Osaki CoolGen
Corporation
Gas Turbine Combined Cycle
(GTCC)Efficiency: 52%
CO2 emissions: 340 g/kWh
Power generation efficiency
GTFC
IGCC
(Verification by blowing air)
A-USC
Ultra Super Critical
(USC)Efficiency: 40%
CO2 emissions: 820 g/kWh
1700 deg. C-class
IGCC
1700 deg. C-class
GTCC
IGFC
LNG thermal power
Coal-fired thermal
power
2030Present
Integrated coal Gasification Combined
Cycle (IGCC)Efficiency: 46 to 50%
CO2 emissions: 650 g/kWh (1700 deg. C class)
Target: Around 2020
Efficiency: 46%
CO2 emissions: 710 g/kWh
Target: Around 2016
Advanced Ultra Super
Critical (A-USC)
Integrated Coal Gasification Fuel
Cell Combined Cycle (IGFC)
Efficiency55%
CO2 emissions: 590 g/kWh
Target: Around 2025
Gas Turbine Fuel Cell Combined
Cycle (GTFC)Efficiency: 63%
CO2 emissions: 280 g/kW
Technological establishment: 2025
Efficiency : 57%
CO2 emissions: 310 g/kWh
Technological establishment: Around 2020
Ultrahigh Temperature Gas
Turbine Combined Cycle
Efficiency: 51%
CO2 emissions: 350 g/kWh
Target: Around 2017
Advanced Humid Air Gas (AHAT)
Around 2020
Reduction of CO2 by 20%
Reduction of CO2 by 30%
Reduction of CO2 by
10%
* The prospect of power generation efficiencies and discharge rates in the above Figure were estimated based on various assumptions at this
moment.
Reduction of CO2 by
20%
7

Power-generating
technology Outline and characteristics of technologyTechnological
establishment
(Year)
Transmissio
n end
efficiency
(% HHV)
CO2 discharge
rate(G-CO2/kWh)
① USC - high temperature and pressure steam generated by a boiler.
- Long experience & reliability 1995 - 40 820
② A-USC - higher temperature and pressure steam turbine than USC.
- Advanced type of USC with heat resistant materials. 2016 46 710
③ AHAT - A single gas turbine power generation using humid air.
- suitable for medium and small turbines 2017 51 350
④ GTCC(1700 dig. C class)
- combined cycle power generation technology using a gas turbine
and a steam turbine. 2020 57 310
⑤ IGCC(1700 deg. C class)
- A combined cycle power generation technology through coal
gasification and combination of a gas turbine with a steam turbine. 2020 46 - 50 650
⑥ GTFC - A triple combined power generation technology combining GTCC
with fuel cells. 2025 63 280
⑦ IGFC - This is a triple combined power generation technology combining
IGCC with fuel cells. 2025 55 590
⑧ Innovative IGCC(Steam entrained bed
gasification)
- adds steam to gasification furnace on the IGCC system.
- reduces oxygen ratio and increases cold gas efficiency.
Steam gasification + dry
refinement
2030
Highly-efficient oxygen
separation
2030~
57 570
⑨ Closed IGCC (CO2-capturing next-generation
IGCC)
- circulates CO2 contained in exhaust gas as an oxidant
throughout a gasification furnace or gas turbine. 2030 or later42
After CO2
capture
-
8
A list of power generating technologies

Low emission
Around 2030Present Around 2020
CO2 separation and capture cost
Membrane separation
methodseparates by
using a membrane
which penetrates
CO2 selectively.
Low
High
use a solvent, such as amine.
Separation and capture cost: 4200
yen/t-CO2
Chemical absorption method
Physical absorption
methodCO2 absorbed into a physical
absorption solution under high pressure.
Separation and capture cost:
Approximately 2000 yen level/t-CO2
Around 2020
Oxygen combustion
methodrecirculates highly concentrated
oxygen in exhaust gas.
Separation and capture cost:
3000 yen level/t-CO2
Storage of CO2
To store separated and captured CO2 in the ground.
practical realization of CCS technology by around
2020.
The plant for this business is under construction,
and the storage will be initiated in 2016.
Utilization of CO2
This technology utilizes captured CO2 to produce
valuables such as alternatives to oil and chemical
raw material
Solid absorbent method
reduces energy requirement and
separate CO2 by combining
amine, etc.
* The cost prospect in the Figure was estimated based on various assumptions at present.
Closed IGCC
the oxygen fuel technology to the
IGCC technology.
For pulverized coal thermal power
For IGCC
9

10
CO2 Separation
and capture
technologies
Outline of technology Cost(Yen/t-CO2)
Technical
establishment (Year)
① Chemical
absorption method
- utilization of chemical reaction between CO2 and liquid.
4,200 yen* In the case of post combustion
Already
established
② Physical
absorption method
- dissolved into a liquid for separation and capture.
- The absorption capacity depends on the solubility of CO2 into
a liquid.
2,000 yen
level2020
③ Solid absorbent
method
- solid absorbent and absorption materials. (Solid solvent
method) 2,000 yen
level* Preliminarily-calculated
2020
④ Membrane
separation method
- separates a CO2 from a mixed gas by utilizing the
permeation selectivity of the thin membrane of a solid
material with separation capacity.
- Problem: scale up
1,000 yen
level* Preliminarily-calculated
2030
⑤ Oxyfuel
combustion
method
- separates oxygen from combustion air and burns fuel using
this oxygen. 3,000 yen
level2015
⑥ Closed IGCC
(CO2 capture next-
generation IGCC)
- applied technology based on IGCC system.
- circulates CO2 in exhaust gas as an oxidizing agent
throughout a gasification furnace and gas turbine.
-
Later than
2030
*1)The method for capturing CO2 from the exhaust gas after combustion.
*2)The method for capturing CO2 from the fuel before combustion
* The preliminary calculation of the costs in the above table is based on various assumptions and does not determine future separation and capture costs.
A list of CO2 separation and capture technologies

New Energy and Industrial Technology Development Organization
Development supported by METI
Private Company development
supported by METI
NEDO Development
11
CO2 Capture Technologies
Post Combustion
CO2Capture
Pre Combustion
CO2Capture
(Chemical or Physical)
Oxy-fuel
CO2Capture
Oxy-IGCC
Coal F
irin
g B
oile
rIG
CC
Developed by Private Companies
Chemical Looping
CO2 Membrane
Separation
With Capture Unit Without Capture Unit

12
Lab. HYCOL EAGLE OCG
A Brief History of Development of IGCC, IGFC in Japan
NakosoPP
Coal
Feed
Rate
Output
[t/day] [MW]
2 ―
200 ―
1,700 250
1 ― Lab. (HYCOL)
50 ― (EAGLE)
150 ―
1,180 166
PP: Pilot Plant Supported by NEDO
DP: Demonstration Plant
MethodYear
'80 '85 '90 '95 '00 '05 '10 '15
Air
Blown
Lab.
PP
DP
'20
DP
Oxygen
Blown
PP
PP
(CommercialOperation)
Nakoso
DP
▼Now
OCG

Improvement:3.4 points
FurtherImprovement:
1.0 point
A drastic reduction in loss of efficiency for CO2 capture was achieved.
It will be studied whether the cost of CO2 capture can be reduced
from USD 0.03/kWh to USD 0.02/kWh.
Chemical/Physical Absorption
(EAGLE Stage-2 & 3)
Method of CO2 CaptureNet Thermal
Efficiency
Loss of
Efficiency
Without CO2 Capture 45.6%
With CO2
Capture
(Recovery
Rate: 90%)
Chemical
Absorption
Heat Regeneration
(conventional)34.8% 10.8%
Heated Flash
Regeneration
(newly-developed)38.2% 7.4%
Physical Absorption 39.2% 6.4%
(Higher Heating Value Basis)
(With a 1,500ºC class gas turbine)
Development of CO2 Capture Technology
13

SteamAir separation unit
Coal
Air
Oxygen
CO₂ transportation
and storage processes
Shift
reactor
CO2 Capture
Technology
CO2 Capture TechnologyIGCC
Gas clean-up facilities
CO2, H2
H2
Compressor
Steam
turbine
Gas
turbine
Air
Generator
Stack
HRSG (heat recovery steam generator)
Gasifier
Gasif
icati
on
Combustor
Fuel Cell
Fuel cell
Syngas (CO, H2)CO2
H2 rich gas
Low carbonization in coal-fired power generationOsaki CoolGen (OCG) Demonstration Project
14

Coal
Gasification
Syngas
Treatment Gas Turbine
Combined Cycle
Air Separation UnitWater Treatment
System
Central
Control Room
Area of
CO2 Capture
Scaling up of IGCC with the results from EAGLE Project
OCG Demonstration Project
15
Indoor Coal
Storage Yard

The schedule for OCG Demonstration project
10 11 13 15‘09 12 14 16 17 18 19 20 21
IGCC optimizationfeasibility study
2nd StageCO2 Capture IGCC
1st StageOxygen-blown IGCC Design ,Construction Operations testing
Design, ConstructionFS
Design, Construction
Operations testing
FS
22
Operations testing
3rd StageCO2 Capture IGFC
▼Now
The demonstration test as 1st stage has conducted since 2016.
16

New Energy and Industrial Technology Development Organization
17
IGCC with CO2 capture which has no CO2 capture unit nor shift reactor.
Target net thermal efficiency is 42% with CO2 capture.
(Loss of efficiency is 2 points for CO2 capture)
The cost for CO2 capture could be reduced from USD 0.03/kWh to 0.02/kWh.
Oxy-fuel IGCC
Gasifier
O2
CO2
Coal
GT ST G PowerSynGas
CO2 recycleCO2 capture
CO: 66%
H2: 24%
CO2: 5%
GT: Gas TurbineST: Steam TurbineG: Generator
Combustor
O2 CO2 recycle
Establishment of Technology: in 2035
Recover 100% of CO2

New Energy and Industrial Technology Development Organization
18
A technology for middle-sized coal-fired power stations (100 MW - 500 MW).
Neither air separation unit nor CO2 capture unit is required.
Target net thermal efficiency is 46% with CO2 capture.
(No loss of efficiency for CO2 capture)
The cost for CO2 capture could be reduced from USD 0.04/kWh to 0.02/kWh.
Metal oxidereactor
Coalcombustor
N2
MOX
MOX-1
Coal
Air
Cyclone
Steam
Cyclone
CO2: (98%, dry)HRSG
N2: (98%, dry)HRSG
HRSG: Heat Recovery Steam Generator
Steam (for Power Generation)
N2
MOX
Establishment of Technology: in 2030
Chemical Looping Combustion

New Energy and Industrial Technology Development Organization
(1) Technologies to reduce CO2 emissions from blast furnace (2) Technologies for CO2 capture
・Chemical absorptionReduction of coke
Iron ore
H2 amplification
H2
BOF
Electricity
High strength & high reactivity coke
Coking plant
Coke BFG
BF
Shaft furnace
・Physical adsorption
CO-rich gas
Regeneration
Tower
Reboiler
Absorption
Tower
Steam
Hot metal
Cold air
Hot air
Sensible heat recovery from slag (example) Waste heat recovery boiler
CO2 storage
technology
Kalina cycle
Power generation
Slag
Iron ore pre-reduction
technology Coke substitution
reducing agent production technology CO2 capture technology
Coke production technology for BF hydrogen reduction
for BF hydrogen reduction Reaction control technology
Technology for utilization of unused waste heat
Other project
COG reformer
-10% CO2 emissions
COURSE50 Innovative Iron and steelmaking process
19
(1)Technologies to reduce CO2 emissions
from blast furnace(1) Technologies to reduce CO2 emissions from blast furnace (2) Technologies for CO2 capture
・Chemical absorptionReduction of coke
Iron ore
H2 amplification
H2
BOF
Electricity
High strength & high reactivity coke
Coking plant
Coke BFG
BF
Shaft furnace
・Physical adsorption
CO-rich gas
Regeneration
Tower
Reboiler
Absorption
Tower
Steam
Hot metal
Cold air
Hot air
Sensible heat recovery from slag (example) Waste heat recovery boiler
CO2 storage
technology
Kalina cycle
Power generation
Slag
Iron ore pre-reduction
technology Coke substitution
reducing agent production technology CO2 capture technology
Coke production technology for BF hydrogen reduction
for BF hydrogen reduction Reaction control technology
Technology for utilization of unused waste heat
Other project
COG reformer
(1) Technologies to reduce CO2 emissions from blast furnace (2) Technologies for CO2 capture
・Chemical absorptionReduction of coke
Iron ore
H2 amplification
H2
BOF
Electricity
High strength & high reactivity coke
Coking plant
Coke BFG
BF
Shaft furnace
・Physical adsorption
CO-rich gas
Regeneration
Tower
Reboiler
Absorption
Tower
Steam
Hot metal
Cold air
Hot air
Sensible heat recovery from slag (example) Waste heat recovery boiler
CO2 storage
technology
Kalina cycle
Power generation
Slag
Iron ore pre-reduction
technology Coke substitution
reducing agent production technology CO2 capture technology
Coke production technology for BF hydrogen reduction
for BF hydrogen reduction Reaction control technology
Technology for utilization of unused waste heat
Other project
COG reformer
(2)Technologies for
CO2 capture
-20% CO2 emissions

New Energy and Industrial Technology Development Organization
Pilot-scale experimental blast furnace
20
The test operations have be conducted
on the pilot-scale experimental blast furnace since July 2016.
Experimental Blast Furnace CO2 separation and capture facility
Sequential
operation

New Energy and Industrial Technology Development Organization
21
Conclusion
1. Cost reduction of CO2 capture is indispensable issue under both cases- Reserve CO2, based on the societal request/needs <negative case>- CO2 as a goods for the market, based on CCUS <positive case>
2. 40 % of energy reduction for CO2 capture from coal thermal power plant is achieved by NEDO’s R&D. Applying this technology will contribute to reduce the cost for CO2 capture and storage.
3. NEDO contributes to tackle with the global warming by reducing the cost for CO2 reduction based on the R&D for CCS and CCUS while keeping the level of efficiency for coal thermal power plant at high.

Thank you for your attention.