Embed Size (px)
Citation preview
Journal of JTM Vol. XIV No.3/2007 133
JTM
PARAMETRICAL STUDY
ON RETROGRADE GAS RESERVOIR BEHAVIOR
by: Taufan Marhaendrajana *, Adrian Kartawidjaya*
Abstract
Field experiences have shown that when the retrograde gas reservoir is produced, there will be one point of time, where
gas productivity declines suddenly. The decrease in productivity is caused by a phenomenon so called as condensate
blocking.
During initial period when the reservoir pressure above the dew point pressure, all the gas in reservoir remain in gas
phase, but as the production begin, pressure drop occurs. Moreover if the pressure continues to fall below dew point
pressure, there will be some liquid forms inside the rock’s pore space. Initially this liquid is immobile, but as soon as
the critical liquid saturation has been exceeded, the liquid can eventually flow toward the wellbore. The utmost pressure
drop will take place in the vicinity of the wellbore. Therefore, the liquid buildup develops mostly near the wellbore.
This increasing saturation of liquid will eventually reduce gas relative permeability.
Compositional simulation study in this paper was conducted to gain more understanding about retrograde gas
reservoir’s performance, especially the parameters that affect condensate blocking. It has been found that gas
production rate, gas composition, critical liquid saturation, absolute permeability and rate scheme are all influencing the
condensate blocking, with permeability and critical liquid saturation affecting the most. It was also found that even if
the maximum liquid drop out derived from traditional CVD analysis is very small, the maximum liquid saturation in the
pore space could be several times higher.
Keywords: Retrograde Gas, Condensate, Fluid Characterizarion, Equation of State.
* Bandung Institute of Technology (ITB).
I. INTRODUCTION
As hydrocarbon exploration is aimed to deeper
geological layers, the trend to discoveries was
toward reservoirs of the gas and gas-condensates
type1. A rough estimation is that oil discoveries
are predominated at depths less than 8,000 ft, but
gas and gas-condensate discoveries predominated
below 10,000 ft1. Mostly, in many discoveries it
was found that the initial pressures are slightly
above the dew point pressure.
At initial condition the reservoir fluid remain in
gas phase but due to gas production the pressure
will start to drop. As soon as the pressure drops
below dew point, there will be some liquid formed
inside the rock’s pore. Whereas the liquid formed
this way is called condensate2. At first this liquid
is immobile since its saturation is small and below
the critical saturation. The longer the production
time, condensate saturation increases and at one
point it exceeds the critical saturation. If that
condition occurs, the liquid will be mobile and it
can also be produced to the surface. Fevang and
Whitson3 have characterized the retrograde gas
reservoir to exhibit 3 different regions. Region 1
is the part around wellbore where condensate can
flow. Region 2 is the part of the reservoir where
condensate begins to form but cannot flow. Lastly
region 3 is the mid to the outer boundary of
reservoir where only single phase gas exists.
Due to its complexity, retrograde gas reservoir
demonstrates different characteristics from an
ordinary the dry gas reservoirs. Many field
experiences with this type of fluid have shown
that during production, there will be one point of
time when a sudden decline occurs.4,5
This
phenomenon has been long identified as
condensate blocking. During production, the area
that undergoes the greatest pressure drop is in the
vicinity of the welbore. Therefore liquid buildup
develops mostly surrounding this area. This
increasing saturation of condensate eventually
reduces gas relative permeability.
This so called condensate blocking is actually a
bank of liquid around the wellbore, forming a
ring-like shape which eventually covers the path
of gas. Many authors have connected this
134 Journal of JTM Vol. XIV No.3/2007
blocking with the concept of skin factor.6,7
Others
tried to identify and evaluate the liquid buildup by
means of pressure transient analysis.8,9
Nevertheless, to understand the parameters that
affect condensate blocking such as gas production
rate, gas composition, critical liquid saturation,
absolute permeability and rate scheme, a
compositional simulation study was conducted.
The fluid data were gathered from real retrograde
gas field, whereas the bulk reservoir model was
built hypothetically. Throughout the study, fluid
and reservoir parameter were varied to make the
results as general as possible. This is to cover a
variety reservoir properties and fluid
compositions.
II. MODELS USED IN THE STUDY
Like noted before, there are two models built for
this study. The first is the fluid model, constructed
using a set of real fluid data obtained from
retrograde gas field. The second model
incorporated the bulk reservoir, including its
petrophysical properties, as the container for the
fluid. During the whole study, a set of constraints
were chosen to idealize the model and help us to
focus on the main problem. Those constraints are:
Homogeneous and isotropic reservoir
Gas composition at initial condition are
the same in the entire reservoir
Initial Pressure is the same in the entire
reservoir
EOS is valid in the whole reservoir
Capillary pressures are neglected
Non-Darcy Effects are neglected
Constant temperature
2.1. Fluid Model
The commercial compositional simulator in this
study was set to employ the Peng-Robinson
Equation of State (PR EOS) to calculate the gas
and liquid volume at any given pressure starting
from the initial pressure, and also reservoir
temperature.
The retrograde gas from the field had also been
checked in the laboratory, and as the results are
the gas composition, the heptane-plus properties,
and lastly the Constant Volume Depletion (CVD)
calculation for pressure-volume relationship.
When the fluid data were exported to the
simulator, un-match results were observed
between the real field pressure-volume
relationship and the one computed using the PR
EOS. This occurrence is a common thing
experienced in dealing with compositional
simulation, since EOS cannot be instantly valid
for each fluid composition. Moreover the
properties of heptane-plus display some
uncertainty to the total fluid properties. The
common solution is to apply heptane-plus
characterization and EOS tuning to compensate
with the matter. After many regression
procedures, the fluid was able to be matched.
Parameters used to validate the result are CVD-
liquid saturation, phase envelope and pressure–
volume relationship calculated using EOS. For the
base case fluid model, it was observed from CVD
to have a maximum liquid drop of 2.5% liquid
volume per initial gas volume, or 0.025 in
saturation fraction.
2.2. Reservoir Bulk Model
The bulk model for the reservoir is generated
using hypothetical data only, which includes grid
blocks, petrophysical properties, initialization, and
adding well along with its constraints. The grid
blocks used Cartesian model with 21×21×10 grid,
which were set to be smaller around the wellbore.
The purpose of this grid refining is to capture the
events around the wellbore more detail and
accurate. The reservoir area covers 59,506 acre
with 100 ft thickness, with a porosity of 0.2 and
permeability of 5 mD homogeneously distributed
in the entire reservoir. Only single vertical well
were created in the middle of the reservoir model
to study the effect of condensate blocking. At the
completion of building the two models
simultaneously, plenty of simulation scenarios
were simulated using the compositional simulator.
III. RESULTS AND DISCUSSIONS
The reservoir and the fluid models were simulated
using some different scenarios. The complete list
can be seen in Table 1, with the major scenarios
are including gas plateau rate, reservoir fluid
composition (C7+ composition), critical liquid
saturation, absolute reservoir permeability, and
the selection of rate scheme. As were mentioned,
the objective was meant to examine the reservoir
behavior. The scenarios selected include the
parameters that are predicted to influence
reservoir performance.
3.1. Productivity Index
For each major scenario, the simulation results
were calculated to examine the Productivity Index
(PI). The calculation done was using the
transformation real gas pseudo pressure
introduced by Al Hussainy, Ramey, and
Crawford. The real gas pseudo pressure were
normalized using the initial gas properties (p/ugz)i.
The idea is to check the PI of the single gas phase
Journal of JTM Vol. XIV No.3/2007 135
and to observe the effect of liquid accumulation to
the decreasing gas flow. Therefore, when the
liquid has caused severe blocking in pore space
around the wellbore, the gas PI could be observed
to have falling down.
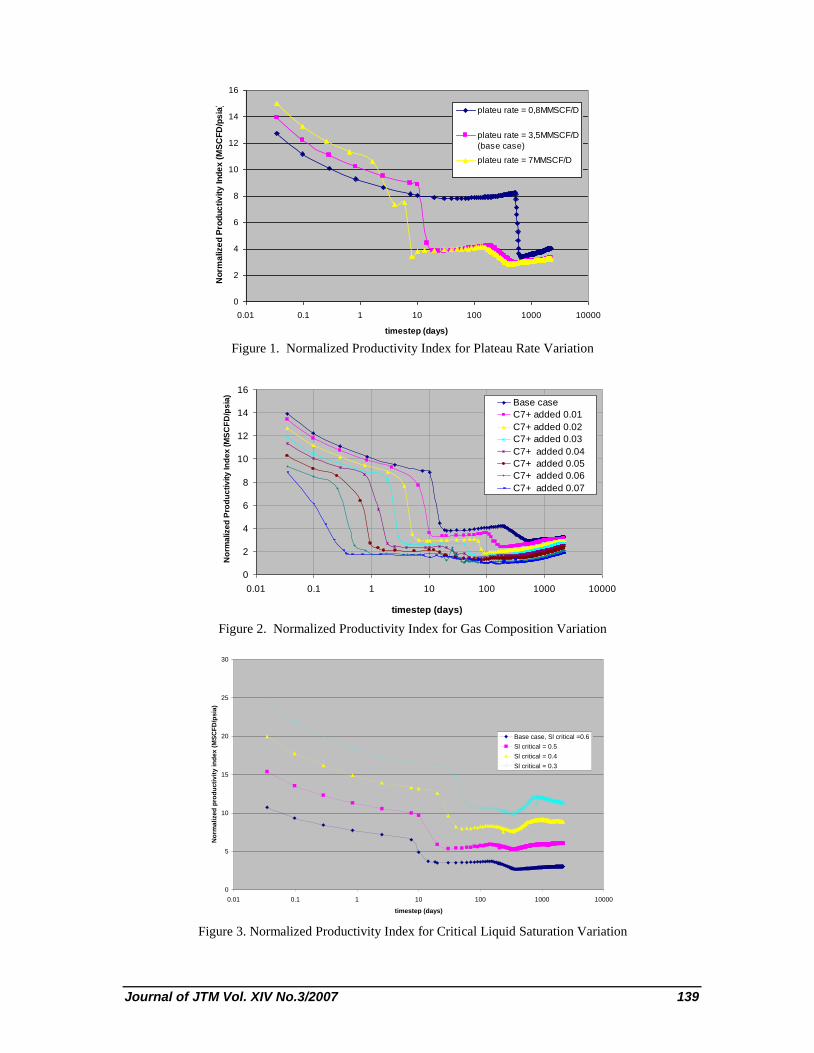
PI calculation is done for each time step in the
simulation. These PI plots for each scenario can
be found in Fig. 1 to Fig. 5. From those plots, it
can be observed that at one certain time point, the
PI will decline suddenly.
Some interesting facts can be derived from these
figures, which are:
At lower gas rate, the productivity will
stay high for a longer time. This can be
seen from Fig. 1.
From Fig. 2, retrograde gas having
heavier component in a higher quantity,
represented by higher C7+ mole fraction,
give poorer productivity and experience
early PI drop.
From Fig. 3, higher critical liquid
saturation also means early PI drop. In
the lowest critical liquid saturation of
0.2, the PI remains relatively high even
though sudden PI drop still occurs.
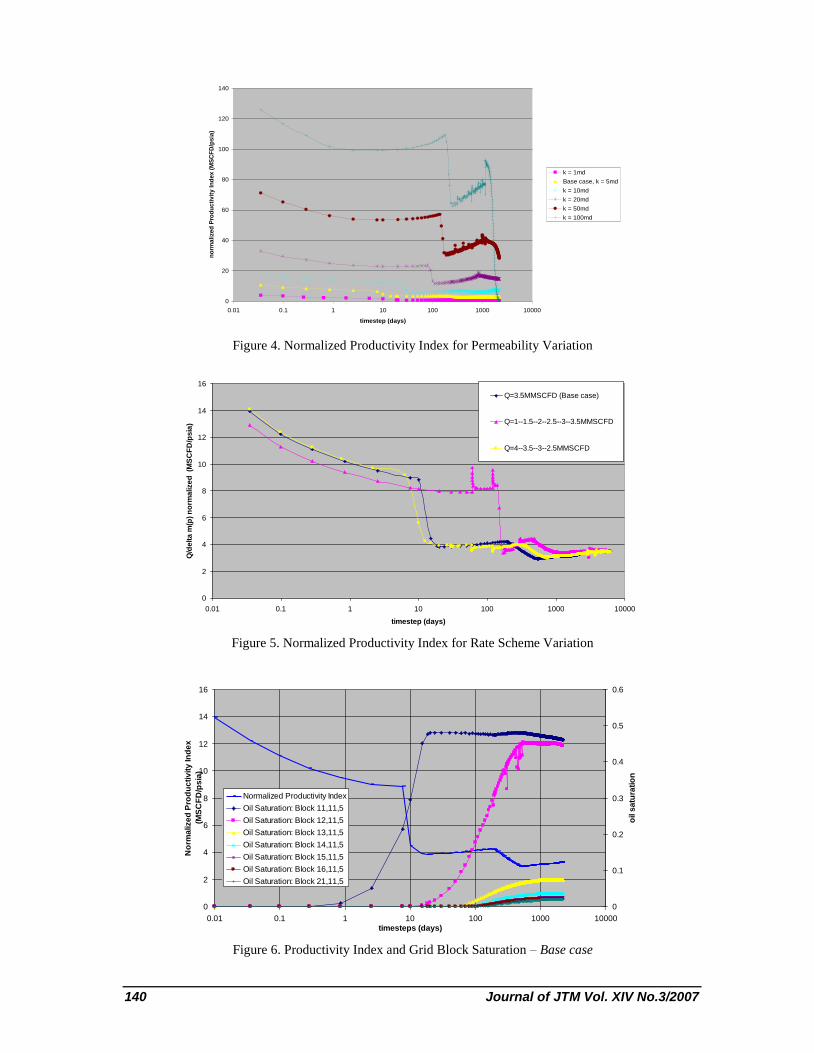
From Fig. 4, higher permeability would
mean greater PI from the beginning.
Although a sudden PI drop occurs for the
high permeability reservoir, the PI value
is still high. A logic conclusion is
because higher permeability would result
in better deliverability since the path
needed for the gas to flow is wider,
although condensation takes place.
The sudden PI drop was observed to be
delayed when the increasing-rate-
gradually scheme was used. In contrary,
if we use the decreasing-rate-gradually
scheme, a sudden PI drop occurs
prematurely.
Further examination can be done using the plot of
condensate saturation changes at certain grid
block. Several grid blocks at the reservoir model
were chosen to represent the whole model,
starting from the block that is perforated (block
11,11,5) until the boundary of the reservoir (block
21,11,5). In these blocks the condensate saturation
changes along with time. The plot for the base
case side by side with PI plot such as in Fig. 6
shows that it is true that sudden PI decline is
caused by the increasing condensate saturation
around the wellbore.
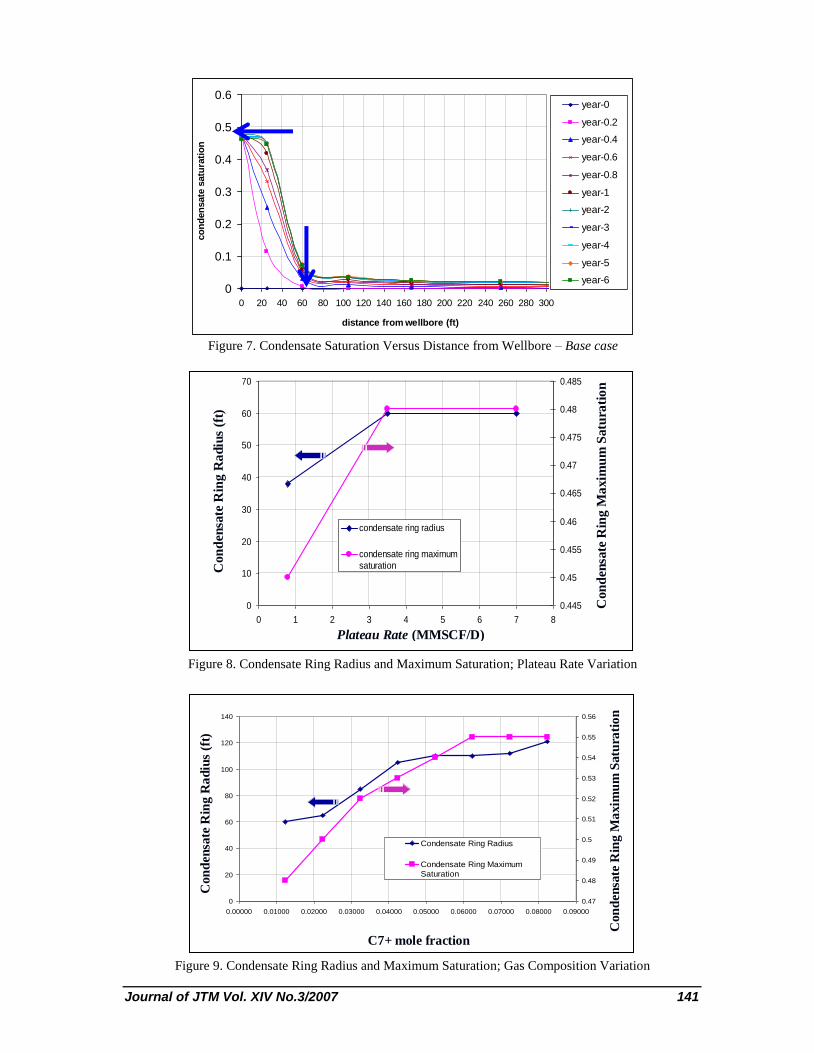
3.2. Condensate Saturation From the simulation, the condensate saturation
can also be plotted versus the distance from the
wellbore, like that in Fig. 7. Such plot is useful in
knowing how much the maximum condensate
saturation circling the wellbore is. And it also can
be used to interpret the radius of the condensate
ring, or how far region 1 extent, in the same
characterization manner used by Fevang and
Whitson.
Figure 7 depicts the saturation–distance plot for
the base case only, changing with time. The other
cases were also checked for the condensate ring
radius and maximum saturation. All of which
display the same typical curves. To make a
connection between how each case responds to
the buildup of condensate saturation, a plot for
every one of the scenarios can be made like in
Figure 8 to Figure 12.
From these figures, several conclusions can be
delivered, such as:
Higher gas rate causes pressure drop to
be higher. If the starting pressure is
already near dew point pressure, then
there will be more condensate liquid
formed. Observing Fig. 8; at higher rate
the condensate ring radius and maximum
saturation both are higher. At rate above
3.5 MMSCF/D the trend seems to be
constant, whereas the truth this is caused
by the limitary of the reservoir model. In
the case of 7 MMSCF/D gas rate, the
reservoir model is too small since it can
not support a long plateau for greater rate
than the base case (3.5 MMSCF/D).
Therefore, the result for 7 MMSCF/D
gas rate case is almost similar like the 3.5
MMSCF/D case.
From Fig. 9, retrograde gas having
heavier component in a greater quantity,
both the condensate ring radius and
maximum saturation will also be higher
since the gas has a higher content of
liquid in it. Also related to gas
composition; it is very advantageous if
the sampling of reservoir fluids are done
as early as possible to prevent
composition change. If the sampling
processes are done after lots of liquid
condense from the gas, then the sample’s
composition would not display the real
behavior at the initial reservoir fluid.
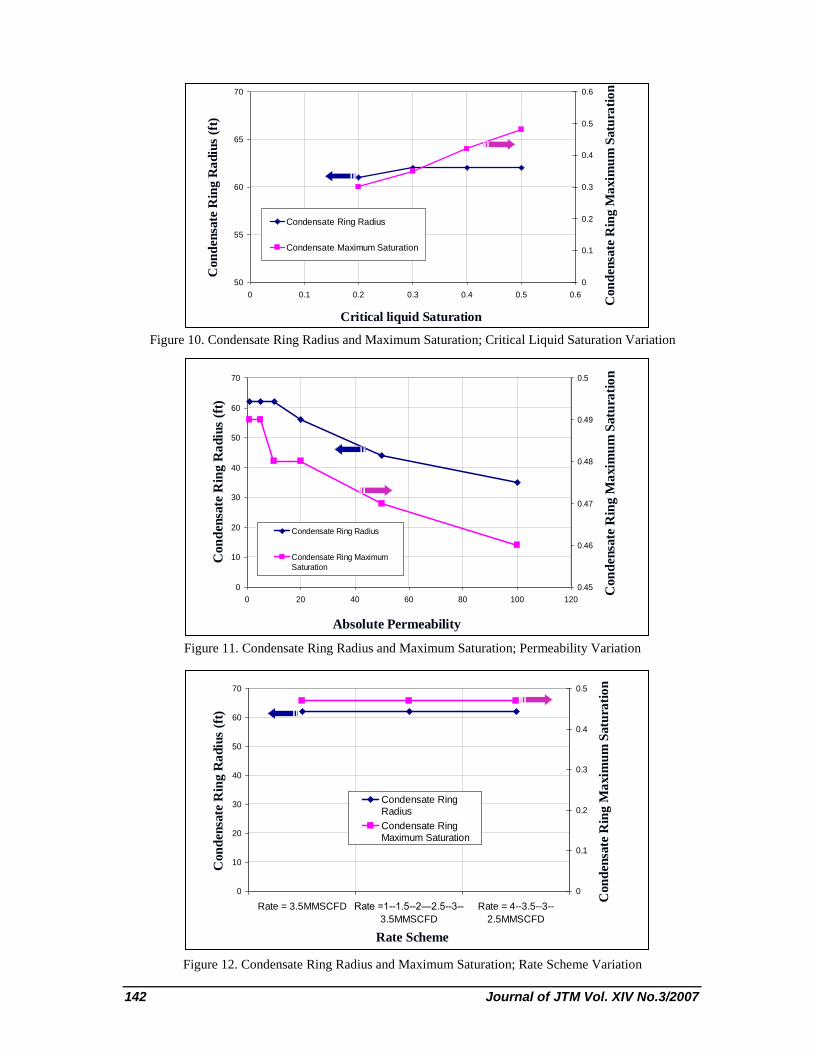
From Fig. 10, higher critical liquid
saturation means the reservoir permits
more condensate saturation to be formed
in the pore space, before able to be
produced. This suggests that condensate
blocking is worsen because there is more
liquid that plug the pore space. In spite of
136 Journal of JTM Vol. XIV No.3/2007
it, the ring radius seems to be not
influenced.
Higher permeability results in less
condensate ring radius and also less
maximum condensate saturation, as can
be seen from Fig. 11. This is because the
pressure drop is lesser.
From Fig. 12, in every gas rate scheme
tried here, the ring radius and maximum
condensate saturation seemed not to be
affected.
As it was previously thought, condensate blocking
is caused by liquid saturation in pore space,
reducing gas effective permeability and ultimately
causing production decline. So there is a strong
relationship between blocking and condensate
ring radius along with its maximum saturation.
The higher the ring saturation means that blocking
is worsen, while its radius implies how far from
the wellbore this phenomenon occurs.
Also it was observed that in the simulation, the
average condensate saturation is about 0.45, 18
times greater than predicted using the CVD which
is only 0.025. This is due to the fact that CVD
uses a constant volume of gas source in the PVT
cell, while in reality gas continuously flows into
the near well region (as “PVT-cell” analogy) and
condenses liquid along with it. This implies that
one must not ignore the liquid drop from CVD
however small it is.
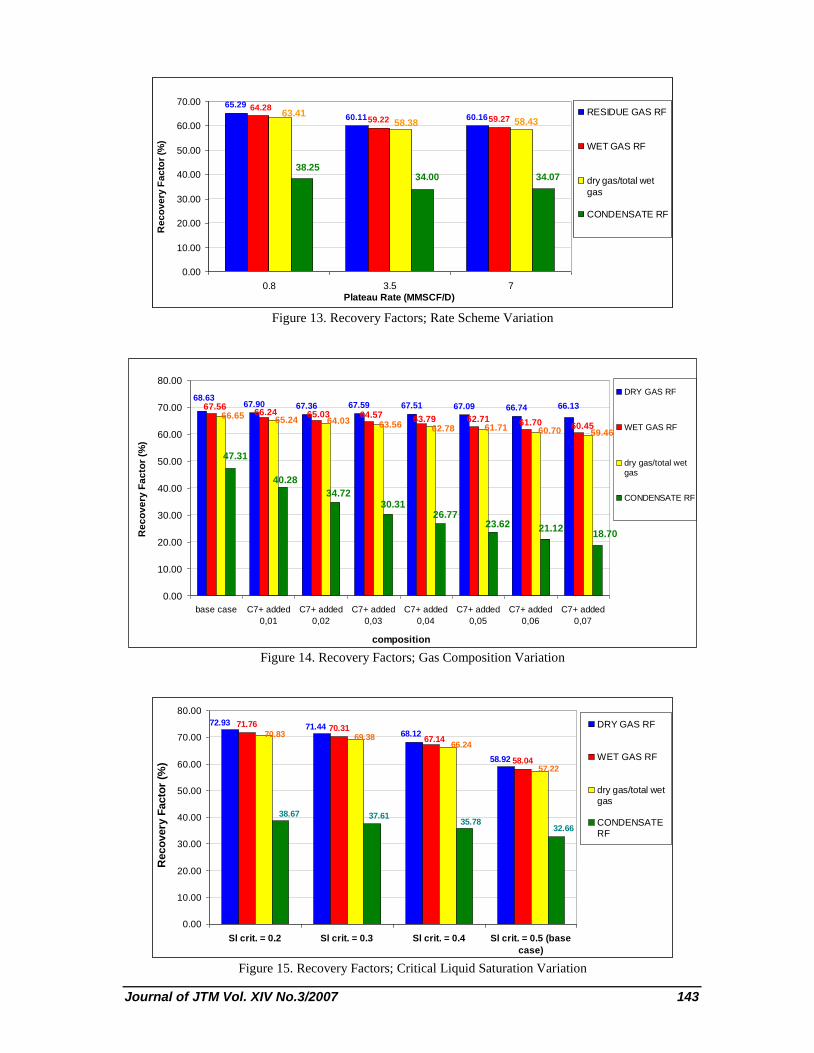
3.3. Recovery Factors The Recovery Factors (RF) were all calculated at
a gas rate of 0.5 MMSCF/D, which is an
assumptions of an economic gas rate.
There are 4 types of RF computed which are
residue gas-RF, wet gas RF, condensate RF, and
the dry gas RF (dry gas produced divided by total
initial wet gas). The first three are based on RF
counting as in a CVD analysis.1 Residue gas RF is
total dry gas produced divided by initial dry gas in
place. Wet gas RF is total wet gas produced
divided by initial wet gas in place. Condensate RF
is total condensate produced divided by initial
condensate in place.
All calculations were plotted in clustered bar
column plot. These plots can be seen in Fig. 13 to
Fig. 17. Conclusions that can be brought are:
From Fig. 13, all the RF are higher for
lower production rate.
From Fig. 14, all the RF are higher for
low heavy-component gas.
From Fig. 15, all the RF are higher for
lower critical liquid saturation.
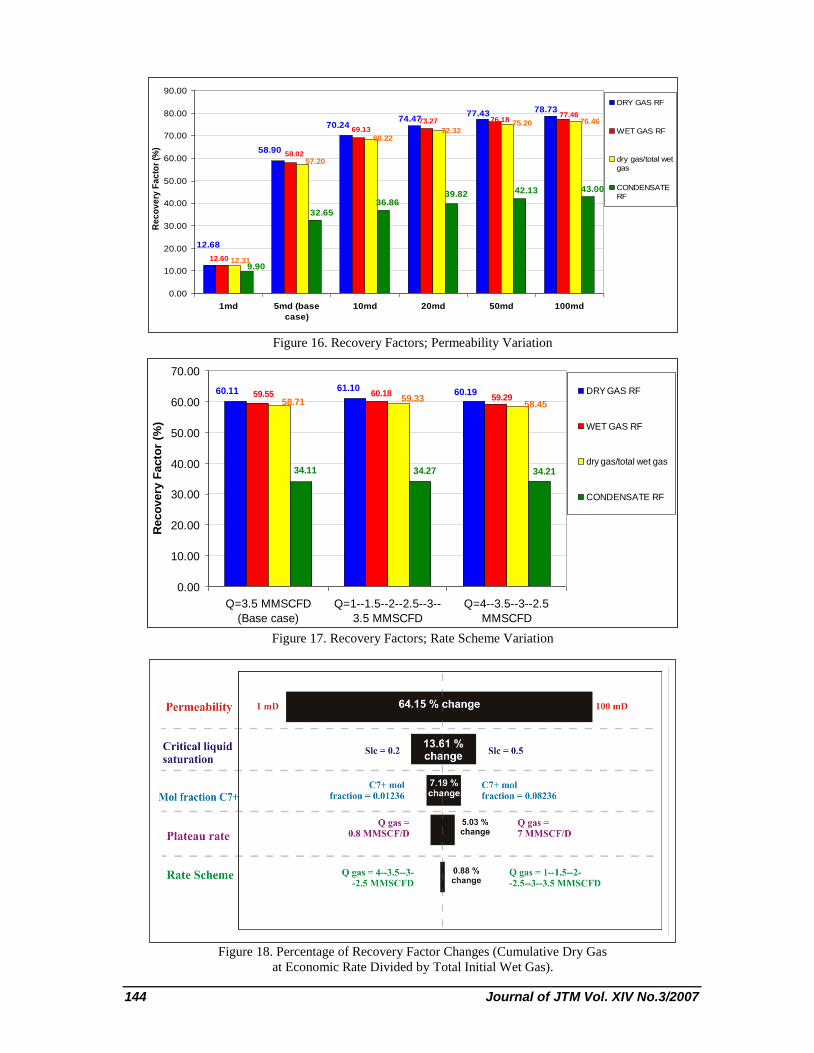
From Figure 16, all the RF are higher for
higher permeability. But the significant
change in RF is for permeability below
10 mD.
From Figure 17, all the RF the highest
RF will be for the increasing-rate-
gradually scheme, although the
difference is not much.
The percentage of RF changes is plotted in Fig.
18. The highest influence of retrograde
condensation is absolute permeability. Meanwhile
critical liquid saturation, C7+ mole fraction,
plateau rate, and rate scheme respectively rank the
2nd
until the 5th
.
In field practice, it is easier to control the gas rate
and the rate scheme. The best way to avoid or to
delay condensate blocking as soon as possible is
by applying low rate and also using the
increasing-rate-gradually scheme. However,
producing low gas rate may not be economical.
More study is needed in the future to relate this
rate choosing from engineering point of view and
economics.
If an operator is dealing with the gas component
problems, such as the gas is very rich, or contains
too much intermediate and heavier components,
the remedial action known to handle it is by
applying lean gas recycling. The lean gas that is a
product from the separator is injected back to the
reservoir, to keep the sub-surface gas composition
the same as long as possible and also giving
pressure support in order to retard the retrograde
condensation. This method will be successful in
gaining more liquid content of the gas, since the
condensate is the most valuable part of the
reservoir fluid, however more investment is
needed to drill more wells for injection, and to
install the facilities needed.
When the field problem is critical liquid saturation
which happened to be too high, another method of
injecting chemicals such as methanol or any other
solvent is worth to be tried. The chemical will
reduce the reservoir’s critical liquid saturation by
somehow affecting its wettability to condensates.
Another method to deal with this problem is by
applying hydraulic fracturing, which will increase
the permeability around the wellbore. Since
condensate blocking does not affect high
permeability reservoirs, more gas will be
recovered from here. This method is also
applicable in repairing tight-permeability
reservoirs.
Journal of JTM Vol. XIV No.3/2007 137
IV. CONCLUSIONS
The main cause of condensate blocking
is pressure decline around the wellbore
below dew point pressure.
Gas rate, gas composition, critical liquid
saturation, permeability, and rate scheme
are all influencing condensate blocking.
Sudden Productivity Index decline is
caused by pore plugging due to liquid
condensation.
The higher the plateau rate, the more
condensate ring saturation and radius
will increase until a certain limit.
The more the heavier components are,
the worse condensate blocking will be
for the same pressure decline.
Condensate ring maximum saturation is
influenced mainly by critical liquid
saturation.
For retrograde gas that has a small value
of maximum liquid drop, the maximum
condensate ring saturation can be several
times greater.
Liquid condensation effect on production
is very significant for reservoir with
permeability less than 10 mD.
The increasing-rate-gradually scheme
could exhibit longer plateau time and
could be implemented easily in the
fields.
ACKNOWLEDGEMENTS
We are grateful to the financial support by LPPM-ITB
to make this study completed. We are also thankful to
CMG that provide educational license of reservoir
simulator used in this study. Also, thankful is to
Schlumberger that provide educational license of PVTi
used also in this study. Last but not least, we thank the
Reservoir Engineering Research Group for all supports
to the completion of this work.
REFERENCES
1. Craft, B. C., Hawkins, M. F.: “Applied
Petroleum Reservoir Engineering, Second
Edition”, Prentice-Hall, Inc., 1991, New
Jersey, U.S.A.
2. McCain, W. D.: “The Properties of Petroleum
Fluid”, PennWell Publishing Co., 1990,
Tulsa, Oklahoma.
3. Fevang, O., Whitson, C. H.: “Modelling Gas
Condensate Well Deliverability”, paper SPE
30714 presented at the 1995 SPE Annual
Technical Conference and Exhibition, Dallas,
22-25 October.
4. Afidick, D., Kaczorowski, N. J., Bette, S.:
“Production Performance of a Retrograde
Gas Reservoir: A Case Study of the Arun
Field”, paper SPE 28749 presented at the
1994 SPE Asia Pacific Oil and Gas
Conference, Melbourne, Australia, 7-10
November.
5. Lee, S, T., Chaverra, M.: “Modelling and
Interpretation of Condensate Banking for the
Near Critical Cupiagua Field”, paper SPE
49265 presented at the 1998 SPE Annual
Technical Conference and Exhibition, New
Orleans, Lousiana, 27-30 September.
6. Adeyeye, A. A.: ”Gas Condensate Damage in
Hydraullicaly Fractured Wells”, M.Sc Thesis,
Texas A&M University, December 2003.
7. Ravari, R. R.: ”Gas Condensate Damage in
Hydraullicaly Fractured Wells”, M.Sc Thesis,
Texas A&M University, August 2004.
8. Shandrygin, A., Rudenko, D.: ”Condensate
Skin Evaluation of Gas/Condensate Wells by
Pressure-Transient Analysis”, paper SPE
97027 presented at the 2005 SPE Annual
Technical Conference and Exhibition, Dallas,
9-12 October.
9. Roussennac, B.: “Gas Condensate Well Test
Analysis”, M.Sc Thesis, Stanford University,
June 2001.
10. Barnum, R. S., Brinkman, F. P., Richardson,
T. W., Spillette, A. G.: ”Gas Condensate
Reservoir Behaviour: Productivity and
Recovery Reduction Due to Condensation”,
paper SPE 30767 presented at the 1995 SPE
Annual Technical Conference and Exhibition,
Dallas, 22-25 October.
11. Du, Y., Guan, L., Li, D.: “Deliverability of
Wells in the Gas Condensate Reservoir”,
paper SPE 88796 presented at the 2004
International Petroleum Conference and
Exhibition, Abu Dhabi, 10-13 October.
12. El-Banbi, A. H., McCain Jr., W. D.,
Semmelbeck, M. E.: ”Investigation of Well
Productivity in Gas-Condensate Reservoirs”,
paper SPE 64662 presented at the 2000
SPE/CERI Gas Technology Symposium,
Alberta, Canada, 3-5 April.
13. Fussell, D. D.: “Single Well Performance
Prediction for Gas Condensate Reservoirs”,
JPT (July 1973) 860-870.
14. _____: “GEM: Advanced Compositional
Reservoir Simulator Version 2003 User’s
Guide”, Computer Modeling Group, 2003,
Calgary, Alberta Canada.
15. _____: “WinProp Version 2003 User’s
Guide”, Computer Modeling Group, 2003,
Calgary, Alberta Canada.
16. Shi, C.: “Flow Behaviour of Gas Condensate
Wells”, M.Sc Thesis, Stanford University,
June 2005.
138 Journal of JTM Vol. XIV No.3/2007
17. Lee, J., Wattenbarger, R. A.: “Gas Reservoir
Engineering”, Henry L. Doherty Memorial
Fund of AIME, Society of Petroleum
Engineers, 1996, Richardson, Texas.
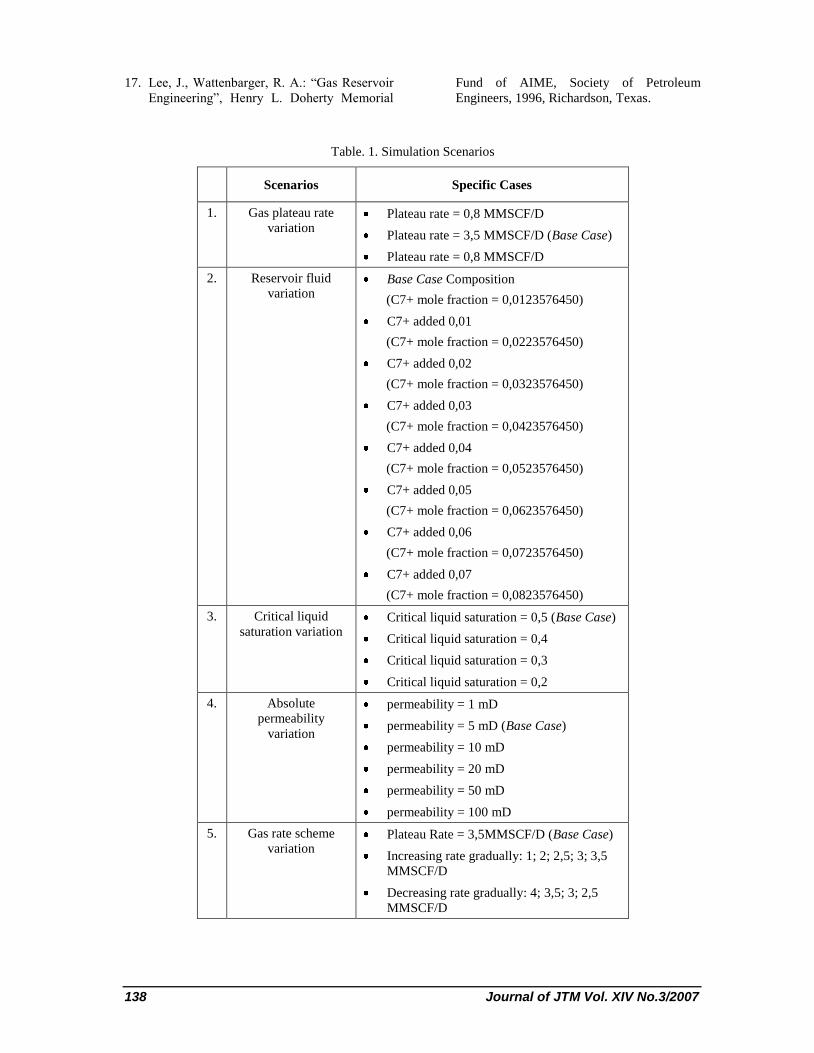
Table. 1. Simulation Scenarios
Scenarios Specific Cases
1. Gas plateau rate
variation Plateau rate = 0,8 MMSCF/D
Plateau rate = 3,5 MMSCF/D (Base Case)
Plateau rate = 0,8 MMSCF/D
2. Reservoir fluid
variation Base Case Composition
(C7+ mole fraction = 0,0123576450)
C7+ added 0,01
(C7+ mole fraction = 0,0223576450)
C7+ added 0,02
(C7+ mole fraction = 0,0323576450)
C7+ added 0,03
(C7+ mole fraction = 0,0423576450)
C7+ added 0,04
(C7+ mole fraction = 0,0523576450)
C7+ added 0,05
(C7+ mole fraction = 0,0623576450)
C7+ added 0,06
(C7+ mole fraction = 0,0723576450)
C7+ added 0,07
(C7+ mole fraction = 0,0823576450)
3. Critical liquid
saturation variation Critical liquid saturation = 0,5 (Base Case)
Critical liquid saturation = 0,4
Critical liquid saturation = 0,3
Critical liquid saturation = 0,2
4. Absolute
permeability
variation
permeability = 1 mD
permeability = 5 mD (Base Case)
permeability = 10 mD
permeability = 20 mD
permeability = 50 mD
permeability = 100 mD
5. Gas rate scheme
variation Plateau Rate = 3,5MMSCF/D (Base Case)
Increasing rate gradually: 1; 2; 2,5; 3; 3,5
MMSCF/D
Decreasing rate gradually: 4; 3,5; 3; 2,5
MMSCF/D
Journal of JTM Vol. XIV No.3/2007 139
Normalized Productivity Index
0
2
4
6
8
10
12
14
16
0.01 0.1 1 10 100 1000 10000
timestep (days)
No
rma
lize
d P
rod
uc
tiv
ity
In
de
x (
MS
CF
D/p
sia
)
plateu rate = 0,8MMSCF/D
plateu rate = 3,5MMSCF/D
(base case)
plateu rate = 7MMSCF/D
Figure 1. Normalized Productivity Index for Plateau Rate Variation
0
2
4
6
8
10
12
14
16
0.01 0.1 1 10 100 1000 10000
timestep (days)
No
rma
lize
d P
rod
uc
tiv
ity
In
de
x (
MS
CF
D/p
sia
)
Base case
C7+ added 0.01
C7+ added 0.02
C7+ added 0.03
C7+ added 0.04
C7+ added 0.05
C7+ added 0.06
C7+ added 0.07
Figure 2. Normalized Productivity Index for Gas Composition Variation
indeks produktivitas (variasi Saturasi liquid critical)
0
5
10
15
20
25
30
0.01 0.1 1 10 100 1000 10000
timestep (days)
No
rma
lize
d p
rod
uc
tiv
ity
in
de
x (
MS
CF
D/p
sia
)
Base case, Sl critical =0.6
Sl critical = 0.5
Sl critical = 0.4
Sl critical = 0.3
Figure 3. Normalized Productivity Index for Critical Liquid Saturation Variation
140 Journal of JTM Vol. XIV No.3/2007
Productivity Index (variasi permeabilitas)
0
20
40
60
80
100
120
140
0.01 0.1 1 10 100 1000 10000
timestep (days)
no
rma
lize
d P
rod
uc
tiv
ity
In
de
x (
MS
CF
D/p
sia
)
k = 1md
Base case, k = 5md
k = 10md
k = 20md
k = 50md
k = 100md
Figure 4. Normalized Productivity Index for Permeability Variation
Productivity Index (variasi skema produksi)
0
2
4
6
8
10
12
14
16
0.01 0.1 1 10 100 1000 10000
timestep (days)
Q/d
elt
a m
(p)
no
rma
lize
d (M
SC
FD
/ps
ia)
Q=3.5MMSCFD (Base case)
Q=1--1.5--2--2.5--3--3.5MMSCFD
Q=4--3.5--3--2.5MMSCFD
Figure 5. Normalized Productivity Index for Rate Scheme Variation
0
2
4
6
8
10
12
14
16
0.01 0.1 1 10 100 1000 10000
timesteps (days)
No
rma
lize
d P
rod
uc
tiv
ity
In
de
x
(MS
CF
D/p
sia
)
0
0.1
0.2
0.3
0.4
0.5
0.6
oil s
atu
rati
on
Normalized Productivity Index
Oil Saturation: Block 11,11,5
Oil Saturation: Block 12,11,5
Oil Saturation: Block 13,11,5
Oil Saturation: Block 14,11,5
Oil Saturation: Block 15,11,5
Oil Saturation: Block 16,11,5
Oil Saturation: Block 21,11,5
Figure 6. Productivity Index and Grid Block Saturation – Base case
Journal of JTM Vol. XIV No.3/2007 141
0
0.1
0.2
0.3
0.4
0.5
0.6
0 20 40 60 80 100 120 140 160 180 200 220 240 260 280 300
distance from wellbore (ft)
co
nd
en
sate
satu
rati
on
year-0
year-0.2
year-0.4
year-0.6
year-0.8
year-1
year-2
year-3
year-4
year-5
year-6
Figure 7. Condensate Saturation Versus Distance from Wellbore – Base case
0
10
20
30
40
50
60
70
0 1 2 3 4 5 6 7 8
0.445
0.45
0.455
0.46
0.465
0.47
0.475
0.48
0.485
condensate ring radius
condensate ring maximum
saturationCon
den
sate
Rin
gR
ad
ius
(ft)
Con
den
sate
Rin
gM
axim
um
Satu
rati
on
Plateau Rate (MMSCF/D)
0
10
20
30
40
50
60
70
0 1 2 3 4 5 6 7 8
0.445
0.45
0.455
0.46
0.465
0.47
0.475
0.48
0.485
condensate ring radius
condensate ring maximum
saturationCon
den
sate
Rin
gR
ad
ius
(ft)
Con
den
sate
Rin
gM
axim
um
Satu
rati
on
Plateau Rate (MMSCF/D)
Figure 8. Condensate Ring Radius and Maximum Saturation; Plateau Rate Variation
0
20
40
60
80
100
120
140
0.00000 0.01000 0.02000 0.03000 0.04000 0.05000 0.06000 0.07000 0.08000 0.09000
0.47
0.48
0.49
0.5
0.51
0.52
0.53
0.54
0.55
0.56
Condensate Ring Radius
Condensate Ring Maximum
Saturation
Con
den
sate
Rin
g R
ad
ius
(ft)
Con
den
sate
Rin
g M
axim
um
Satu
rati
on
C7+ mole fraction
0
20
40
60
80
100
120
140
0.00000 0.01000 0.02000 0.03000 0.04000 0.05000 0.06000 0.07000 0.08000 0.09000
0.47
0.48
0.49
0.5
0.51
0.52
0.53
0.54
0.55
0.56
Condensate Ring Radius
Condensate Ring Maximum
Saturation
Con
den
sate
Rin
g R
ad
ius
(ft)
Con
den
sate
Rin
g M
axim
um
Satu
rati
on
C7+ mole fraction
Figure 9. Condensate Ring Radius and Maximum Saturation; Gas Composition Variation
142 Journal of JTM Vol. XIV No.3/2007
50
55
60
65
70
0 0.1 0.2 0.3 0.4 0.5 0.6
0
0.1
0.2
0.3
0.4
0.5
0.6
Condensate Ring Radius
Condensate Maximum Saturation
Con
den
sate
Rin
g R
ad
ius
(ft)
Con
den
sate
Rin
gM
axim
um
Satu
rati
on
Critical liquid Saturation
50
55
60
65
70
0 0.1 0.2 0.3 0.4 0.5 0.6
0
0.1
0.2
0.3
0.4
0.5
0.6
Condensate Ring Radius
Condensate Maximum Saturation
Con
den
sate
Rin
g R
ad
ius
(ft)
Con
den
sate
Rin
gM
axim
um
Satu
rati
on
Critical liquid Saturation
Figure 10. Condensate Ring Radius and Maximum Saturation; Critical Liquid Saturation Variation
0
10
20
30
40
50
60
70
0 20 40 60 80 100 120
0.45
0.46
0.47
0.48
0.49
0.5
Condensate Ring Radius
Condensate Ring Maximum
Saturation
Con
den
sate
Rin
g R
ad
ius
(ft)
Con
den
sate
Rin
gM
axim
um
Satu
rati
on
Absolute Permeability
0
10
20
30
40
50
60
70
0 20 40 60 80 100 120
0.45
0.46
0.47
0.48
0.49
0.5
Condensate Ring Radius
Condensate Ring Maximum
Saturation
Con
den
sate
Rin
g R
ad
ius
(ft)
Con
den
sate
Rin
gM
axim
um
Satu
rati
on
Absolute Permeability
Figure 11. Condensate Ring Radius and Maximum Saturation; Permeability Variation
0
10
20
30
40
50
60
70
Rate = 3.5MMSCFD Rate =1--1.5--2—2.5--3--
3.5MMSCFD
Rate = 4--3.5--3--
2.5MMSCFD
0
0.1
0.2
0.3
0.4
0.5
Condensate RingRadius
Condensate RingMaximum Saturation
Con
den
sate
Rin
g R
ad
ius
(ft)
Con
den
sate
Rin
gM
axim
um
Satu
rati
on
Rate Scheme
0
10
20
30
40
50
60
70
Rate = 3.5MMSCFD Rate =1--1.5--2—2.5--3--
3.5MMSCFD
Rate = 4--3.5--3--
2.5MMSCFD
0
0.1
0.2
0.3
0.4
0.5
Condensate RingRadius
Condensate RingMaximum Saturation
Con
den
sate
Rin
g R
ad
ius
(ft)
Con
den
sate
Rin
gM
axim
um
Satu
rati
on
Rate Scheme
Figure 12. Condensate Ring Radius and Maximum Saturation; Rate Scheme Variation
Journal of JTM Vol. XIV No.3/2007 143
65.29
60.11 60.1659.22 59.27
64.28
58.4358.3863.41
38.2534.00 34.07
0.00
10.00
20.00
30.00
40.00
50.00
60.00
70.00
0.8 3.5 7
Plateau Rate (MMSCF/D)
Re
co
ve
ry F
ac
tor
(%)
RESIDUE GAS RF
WET GAS RF
dry gas/total wet
gas
CONDENSATE RF
Figure 13. Recovery Factors; Rate Scheme Variation
67.90 67.36 67.59 67.51 67.09 66.74 66.1368.63
66.2467.56
60.4561.7062.7163.7964.5765.03
59.4660.70
66.6565.24 64.03 63.56 62.78 61.71
21.1218.70
26.7730.31
34.72
40.28
47.31
23.62
0.00
10.00
20.00
30.00
40.00
50.00
60.00
70.00
80.00
base case C7+ added
0,01
C7+ added
0,02
C7+ added
0,03
C7+ added
0,04
C7+ added
0,05
C7+ added
0,06
C7+ added
0,07
composition
Re
co
ve
ry F
ac
tor
(%)
DRY GAS RF
WET GAS RF
dry gas/total wetgas
CONDENSATE RF
Figure 14. Recovery Factors; Gas Composition Variation
71.7670.31
58.04
72.9371.44
68.12
58.92
67.1470.83 69.38
66.24
57.22
32.6635.78
37.6138.67
0.00
10.00
20.00
30.00
40.00
50.00
60.00
70.00
80.00
Sl crit. = 0.2 Sl crit. = 0.3 Sl crit. = 0.4 Sl crit. = 0.5 (base
case)
Reco
very
Facto
r (%
)
DRY GAS RF
WET GAS RF
dry gas/total wetgas
CONDENSATERF
Figure 15. Recovery Factors; Critical Liquid Saturation Variation
144 Journal of JTM Vol. XIV No.3/2007
78.7377.43
74.4770.24
58.90
12.68
77.4676.1873.27
69.13
12.60
58.02
76.4675.2072.32
68.22
57.20
12.31
43.0042.13
32.65
36.8639.82
9.90
0.00
10.00
20.00
30.00
40.00
50.00
60.00
70.00
80.00
90.00
1md 5md (base
case)
10md 20md 50md 100md
Re
co
ve
ry F
ac
tor
(%)
DRY GAS RF
WET GAS RF
dry gas/total wet
gas
CONDENSATE
RF
Figure 16. Recovery Factors; Permeability Variation
60.11 61.10 60.1960.18 59.2959.55
58.4559.3358.71
34.27 34.2134.11
0.00
10.00
20.00
30.00
40.00
50.00
60.00
70.00
Q=3.5 MMSCFD
(Base case)
Q=1--1.5--2--2.5--3--
3.5 MMSCFD
Q=4--3.5--3--2.5
MMSCFD
Reco
very
Facto
r (%
)
DRY GAS RF
WET GAS RF
dry gas/total wet gas
CONDENSATE RF
Figure 17. Recovery Factors; Rate Scheme Variation
Figure 18. Percentage of Recovery Factor Changes (Cumulative Dry Gas
at Economic Rate Divided by Total Initial Wet Gas).





















![JTM Presentation [EN]](https://img.pdfslide.us/doc/110x75/58f02cd81a28ab4c348b4637/jtm-presentation-en.jpg)





