Embed Size (px)
Citation preview
JSC «VISTAN»
The quality and accuracy of our products – your way to success
www.vistan.ru
3
Main information
JSC «VISTAN» is one of the largest manufacturers of machine tools in the Republic of Belarus.
100-year tradition of design and manufacture of machine tools.
High level of technical equipment and organization of production.
Continued use and introduction of advances and of domestic and foreign machine-tool construction
provide the competitive manufacturing of machines and equipment.
Advanced research and development.
4
History of enterprise
1914 – The army workshop was founded.
1918 – The workshop was reorganized into agriculture machinery works.
1932 – The first machines were assembled.
1999 – the Vitebsk special design department gear working grinding and sharpening machines became a part of the factory, and it starts to solve operatively the questions of long-term designing and operational development of new machinery.
2002 – reorganization of enterprise by joining of RUE «Vitebsk MachineTool Plant «Comintern»» as a structural sub-unit. The enterprise became one of the largest manufacturers of machine tool production in CIS-countries.
2011 – Republican unitary enterprise RUE «VISTAN» was reorganized into joint-stock company JSC «VISTAN».
2012 – JSC «VISTAN» is a part of the holding «BELSTANKOINSTRUMENT», the management company is JSC «MZOR»
2014 – The enterprise celebrates the 100th anniversary of the production of high quality products.
5
Perspectives and values
Pespectives
WE CREATE YOUR FUTURE
Values
- Professionalism
- Quality
- Innovations
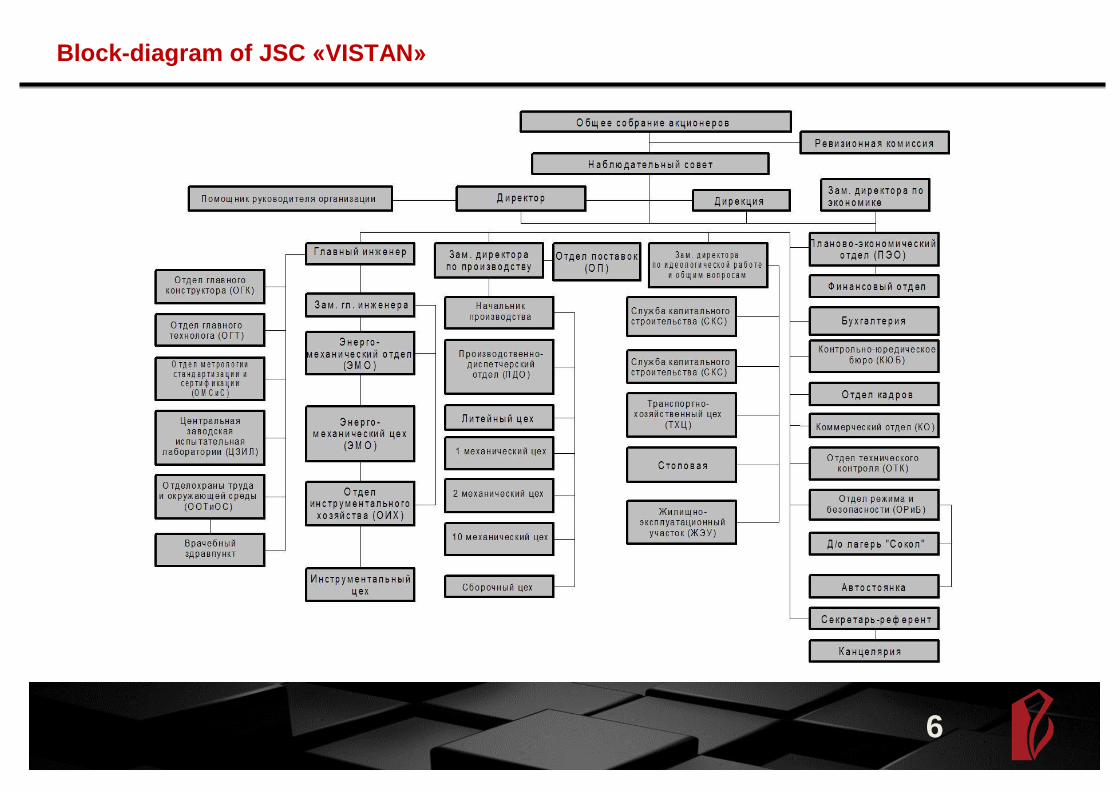
Block-diagram of JSC «VISTAN»
6
Individual features
7
Highly experienced design office – 34 designers.
Modern systems of 3D-modelling.
Innovations in the nodern achievements in the sphere of machine tools.
Unified design of machine tools
Technology, production and assembling
8
Casting shop
Modern technologies
Efficient production
Assembling of units
Unification of components
Commercial activity
8
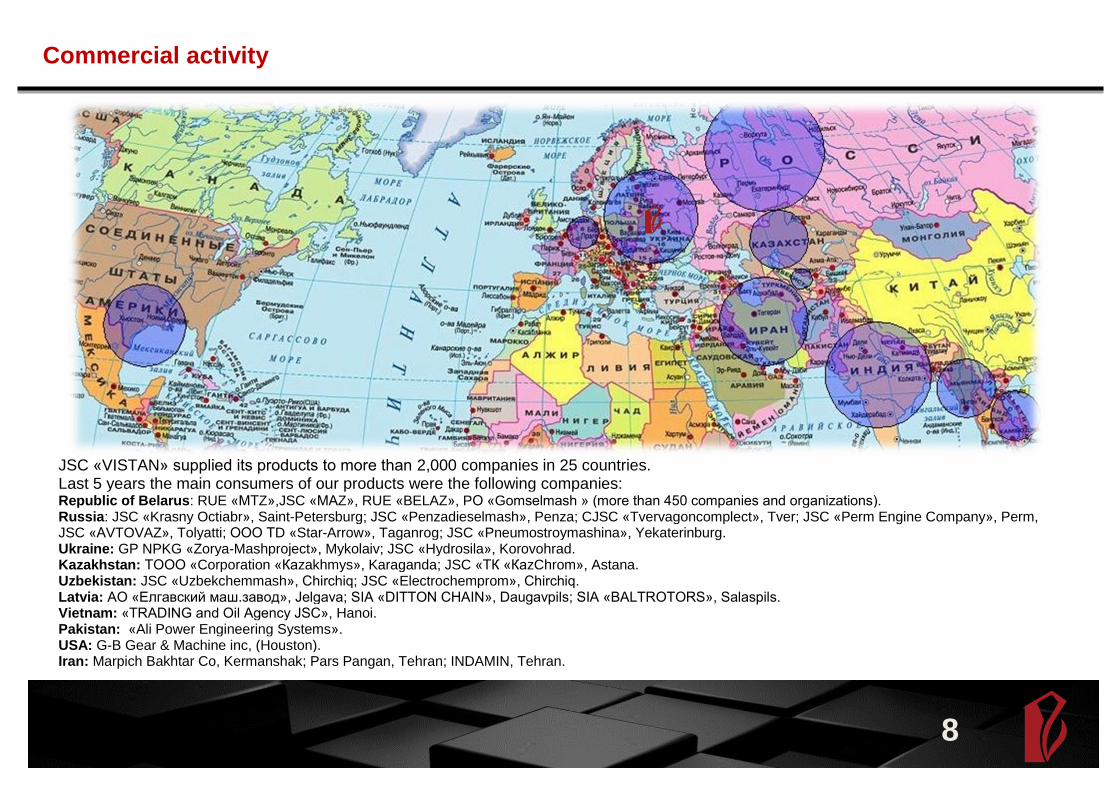
JSC «VISTAN» supplied its products to more than 2,000 companies in 25 countries. Last 5 years the main consumers of our products were the following companies: Republic of Belarus: RUE «МТZ»,JSC «МАZ», RUE «BELAZ», PО «Gomselmash » (more than 450 companies and organizations). Russia: JSC «Krasny Octiabr», Saint-Petersburg; JSC «Penzadieselmash», Penza; CJSC «Tvervagoncomplect», Tver; JSC «Perm Engine Company», Perm, JSC «AVTOVAZ», Tolyatti; ООО ТD «Star-Arrow», Taganrog; JSC «Pneumostroymashina», Yekaterinburg. Ukraine: GP NPKG «Zorya-Mashproject», Mykolaiv; JSC «Hydrosila», Korovohrad. Kazakhstan: ТООО «Corporation «Каzakhmys», Karaganda; JSC «ТК «КаzChrom», Astana. Uzbekistan: JSC «Uzbekchemmash», Chirchiq; JSC «Electrochemprom», Chirchiq. Latvia: АО «Елгавский маш.завод», Jelgava; SIA «DITTON CHAIN», Daugavpils; SIA «BALTROTORS», Salaspils. Vietnam: «TRADING and Oil Agency JSC», Hanoi. Pakistan: «Ali Power Engineering Systems». USA: G-B Gear & Machine inc, (Houston). Iran: Marpich Bakhtar Co, Kermanshak; Pars Pangan, Tehran; INDAMIN, Tehran.

Service
9
Warranty and post-
warranty service;
Spare parts;
Advices by solving of
technical problems;
Production program
Сenterless cylindrical grinding semiautomatic machines (ВСА-180NC; ВСА-183NC; ВСА-184NC;
ВСА-185NC; ВСА184KNC).
Universal centring cylindrical grinding semiautomatic machines (ВСА-1U52NC; ВШ-152УВИ; ВСА-
1U52-01NC; ВШ-152УВИ-01; ВСА-1R52NC; ВШ-152РВИ).
Gear hobbing semiautomatic machines (53В30П; 53В30П-10; 53В30П-02; ВСН-332NC; ВСН-
332CNC; ВСН-350NC; ВСН-3А50CNC).
Gear splinehobbing semiautomatic machines (ВСН-613NC; ВСН-6А13CNC; ВСН-620NC; ВСН-
620CNC; ВСН-6А13CNC).
Gear shaping semiautomatic machines (ВСН-123NC; ВСН-123CNC; ВСН-150CNC; ВСН-180CNC).
Horizontal machining centre (ВСМ-206ВМ13CNC).
Engine lathes (16ВТ20П-21; 16ВТ20П-22; ВСТ-625-21CNC; ВСТ-625-22CNC).
Gear shaving machines (ВСН-732NC; ВСН-732CNC).
Gear deburring semiautomatic machines (ВСН-5А50-20; ВСН-5А50-2-20).
Gear rounding and shaping semiautomatic machine (ВС-80).
Gear honing semiautomatic machine (ВСН-932NC).
Gear grinding semiautomatic machine (ВСН-840CNC).
Rod-milling semiautomatic machine (ВСН-6РCNC).
Bench-type machine tools, type «MINICS» (ВСТ-028, VSH-028; ВСМ-008, КС-8-01; ВСН-12; ВСМ-029).
Other machines (VSH-041 rough-grinding machine; VSH-042 hacksaw-cutting-off machine).
10
Сenterless cyindrical grinding semiautomatic machines
11
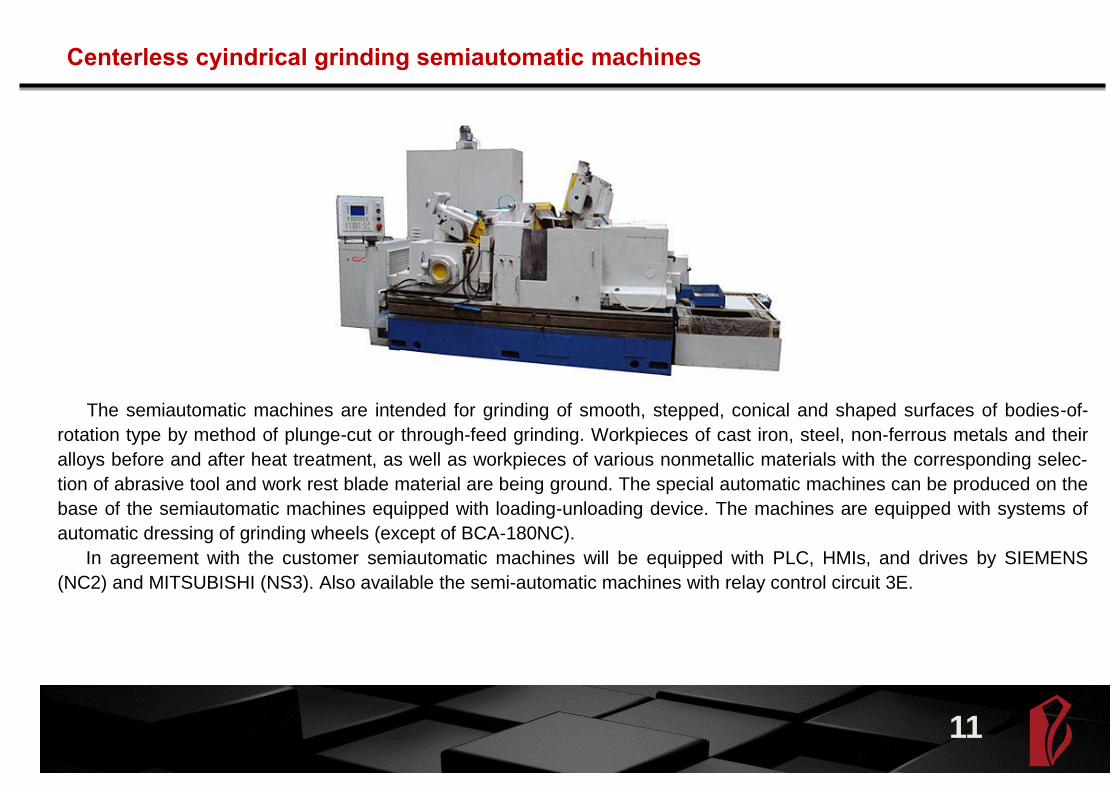
The semiautomatic machines are intended for grinding of smooth, stepped, conical and shaped surfaces of bodies-of-
rotation type by method of plunge-cut or through-feed grinding. Workpieces of cast iron, steel, non-ferrous metals and their
alloys before and after heat treatment, as well as workpieces of various nonmetallic materials with the corresponding selec-
tion of abrasive tool and work rest blade material are being ground. The special automatic machines can be produced on the
base of the semiautomatic machines equipped with loading-unloading device. The machines are equipped with systems of
automatic dressing of grinding wheels (except of BCA-180NC).
In agreement with the customer semiautomatic machines will be equipped with PLC, HMIs, and drives by SIEMENS
(NC2) and MITSUBISHI (NS3). Also available the semi-automatic machines with relay control circuit 3E.
Semiautomatic machines Universal centring cylinderical grinding semiautomatic machinesуниверсальные
12
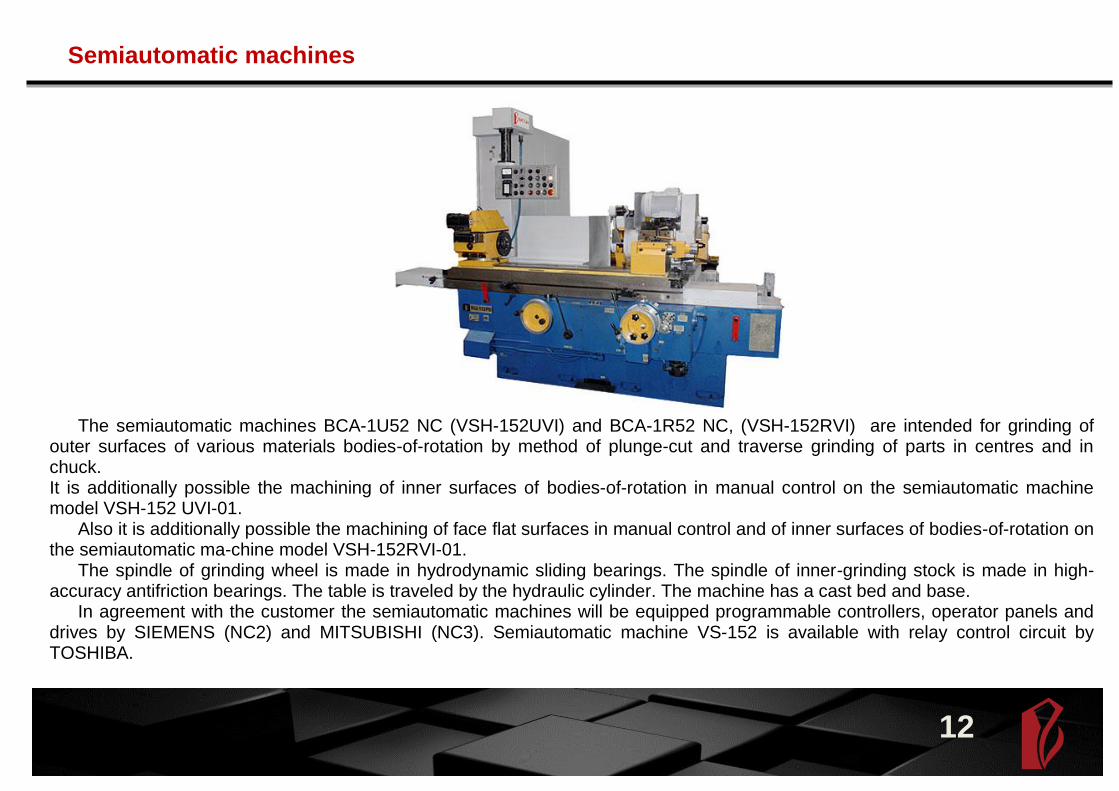
The semiautomatic machines BCA-1U52 NC (VSH-152UVI) and BCA-1R52 NC, (VSH-152RVI) are intended for grinding of
outer surfaces of various materials bodies-of-rotation by method of plunge-cut and traverse grinding of parts in centres and in chuck. It is additionally possible the machining of inner surfaces of bodies-of-rotation in manual control on the semiautomatic machine model VSH-152 UVI-01.
Also it is additionally possible the machining of face flat surfaces in manual control and of inner surfaces of bodies-of-rotation on the semiautomatic ma-chine model VSH-152RVI-01.
The spindle of grinding wheel is made in hydrodynamic sliding bearings. The spindle of inner-grinding stock is made in high-accuracy antifriction bearings. The table is traveled by the hydraulic cylinder. The machine has a cast bed and base.
In agreement with the customer the semiautomatic machines will be equipped programmable controllers, operator panels and drives by SIEMENS (NC2) and MITSUBISHI (NC3). Semiautomatic machine VS-152 is available with relay control circuit by TOSHIBA.

Gear hobbing semiautomatic machines
13
The semiautomatic machines with upright axis of workpiece is intended for treatment of spur and helical gears, sprockets,
worm wheels with hobs by method of form-generating.
The semiautomatic machine 53В30P has a configuration with upright axis of workpiece and with movable table. The hydraulic
cylinder of blanks clamping is built into the table s spindle.
The semiautomatic machine 53В30P is equipped with the relay control system.
The semiautomatic machine 53В30P-02 is equipped with the SIEMENS programmable controller.
High static and dynamic rigidity due to rational shape of column and support carriage guides as well as rigidity increase of main
shape-creating units.
To use full length of hob cutting edge its periodical travel along the axis (shifting) is provided.

Gear hobbing semiautomatic machines
14
The Gear hobbing semiautomatic machine ВСН-350NC2 with upright axis of workpiece is intended for treatment of spur and
helical gears, sprockets, worm wheels with hobs by method of form-generating.
The semiautomatic machine ВСН-350 NС2 is made in upright arrangement with movable front column and stationary table.
The semiautomatic machine ВСН-350 NC2 is equipped with the SIEMENS programmable controller and drives.
Adjustment of rotational speed of hob spindle as well as of values of axial and radial feeds is realized with frequency convert-
ers-powered servomotors (de-pending on version) steplessly.
High static and dynamic rigidity due to rational shape of column and sup-port carriage guides as well as rigidity increase of
main shape-creating units.
To use full length of hob cutting edge its periodical travel along the axis (shifting) is provided.
The semiautomatic machine has a centralized lubrication system.

Splinehobbing semiautomatic machine
15
The semiautomatic machines are intended for cutting of spline shafts and years with hobs by method of form-generating. They have an upright arrangement, digital synchronous coupling as well as SIEMENS drives and control units.
Semiautomatic machine BCH-6A13CNC25-10 is intended for cutting of worms and spindles by disc cutters. In order to increase the resistance of the hob by the use of cutting edges of length it is periodically in axially way moved (shift-
ing). Semiautomatic machines ВСН-613СNC, ВСН-6А13 CNC and ВСН-620СNC are equipped with operator panel, CNC and drives
of SIEMENS «SINUMERIK-840D», they have unleashed the kinematic chains. The semiautomatic machines ВСН-6А13CNC25-10 have disc cutter with diameter of 130 to 230 mm and maximum thickness of 60 mm.
Gear shaping semiautomatic machines
16
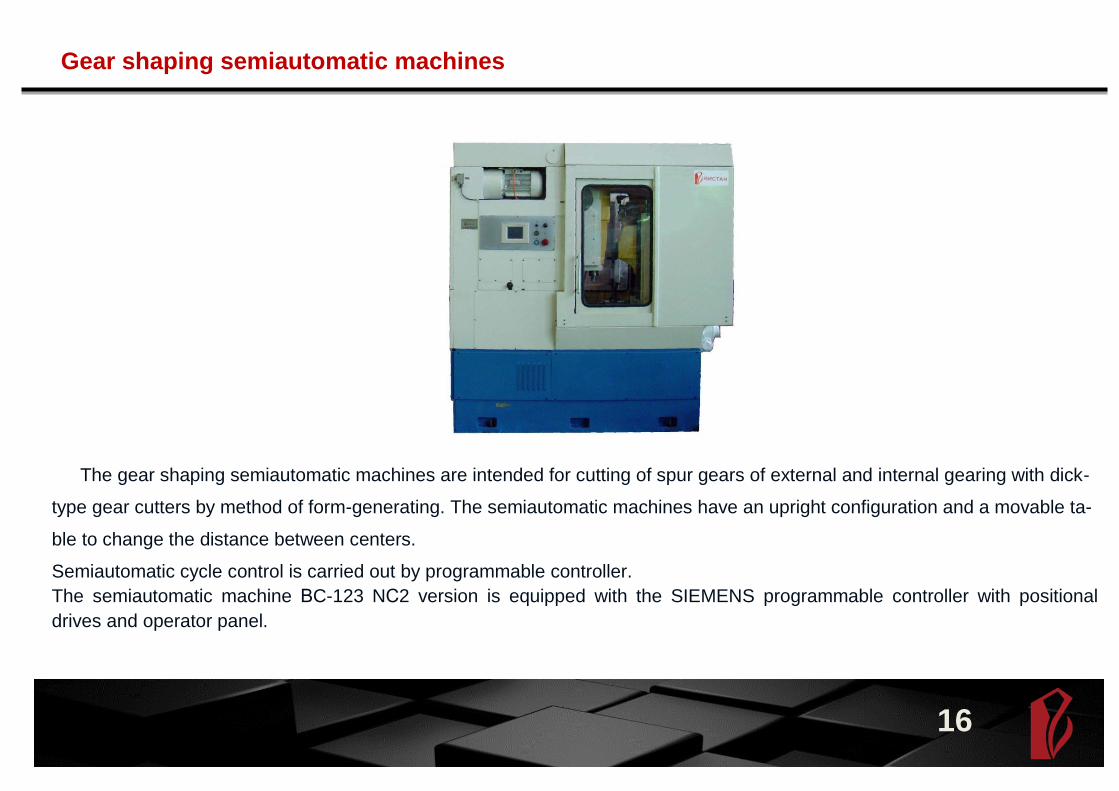
The gear shaping semiautomatic machines are intended for cutting of spur gears of external and internal gearing with dick-
type gear cutters by method of form-generating. The semiautomatic machines have an upright configuration and a movable ta-
ble to change the distance between centers.
Semiautomatic cycle control is carried out by programmable controller.
The semiautomatic machine ВC-123 NС2 version is equipped with the SIEMENS programmable controller with positional
drives and operator panel.
Gear shaping semiautomatic machines
17
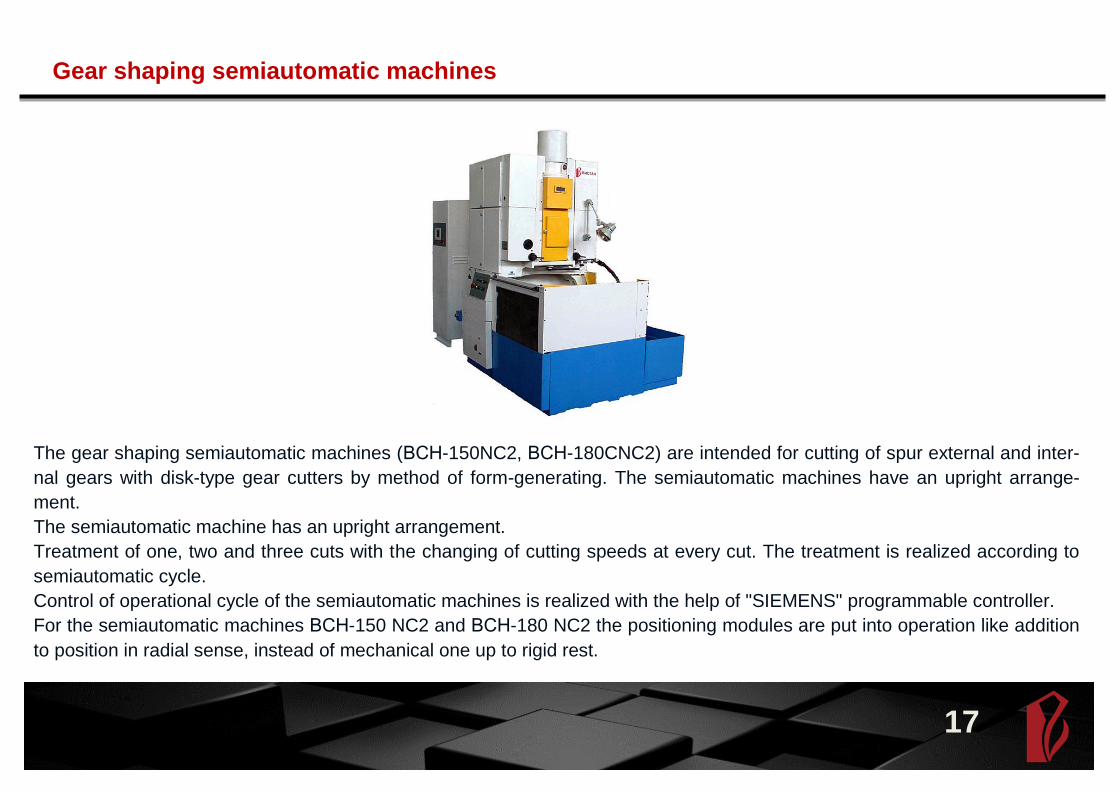
The gear shaping semiautomatic machines (ВСН-150NC2, ВСН-180CNC2) are intended for cutting of spur external and inter-
nal gears with disk-type gear cutters by method of form-generating. The semiautomatic machines have an upright arrange-
ment.
The semiautomatic machine has an upright arrangement.
Treatment of one, two and three cuts with the changing of cutting speeds at every cut. The treatment is realized according to
semiautomatic cycle.
Control of operational cycle of the semiautomatic machines is realized with the help of "SIEMENS" programmable controller.
For the semiautomatic machines ВСН-150 NC2 and ВСН-180 NC2 the positioning modules are put into operation like addition
to position in radial sense, instead of mechanical one up to rigid rest.
Horizontal machining centre
18
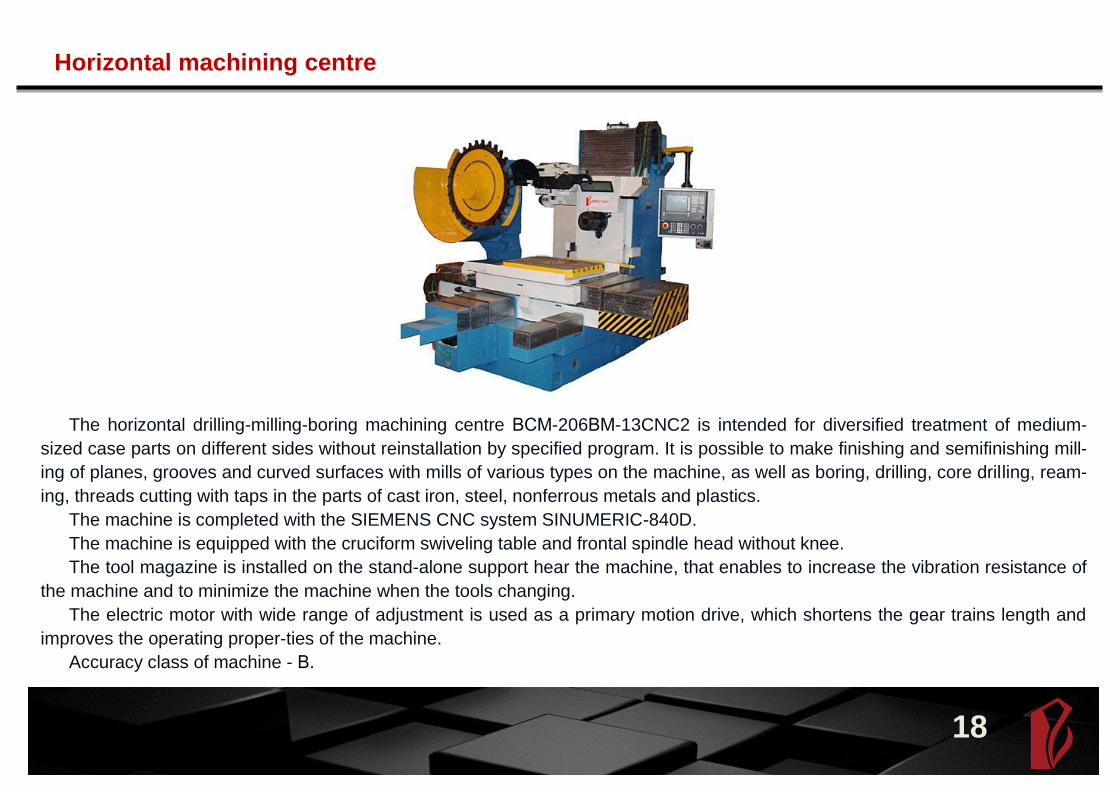
The horizontal drilling-milling-boring machining centre ВСМ-206ВМ-13CNC2 is intended for diversified treatment of medium-
sized case parts on different sides without reinstallation by specified program. It is possible to make finishing and semifinishing mill-
ing of planes, grooves and curved surfaces with mills of various types on the machine, as well as boring, drilling, core drilling, ream-
ing, threads cutting with taps in the parts of cast iron, steel, nonferrous metals and plastics.
The machine is completed with the SIEMENS CNC system SINUMERIC-840D.
The machine is equipped with the cruciform swiveling table and frontal spindle head without knee.
The tool magazine is installed on the stand-alone support hear the machine, that enables to increase the vibration resistance of
the machine and to minimize the machine when the tools changing.
The electric motor with wide range of adjustment is used as a primary motion drive, which shortens the gear trains length and
improves the operating proper-ties of the machine.
Accuracy class of machine - В.

Engine lathes
19
The high accuracy universal engine lathes are intended for broad range of turning works: outer turning and boring of inner
cylindrical and conical surfaces, drilling, core-drilling and reaming as well as cutting of external and internal met-ric, inch,
modular and pitch threads.
Structural features: Design of the machines and their structural features provide high-quality treatment of parts of various
materials by advanced cutting tools at optima cutting speeds.
High precision spindle with the 55 mm hole.
СNC engine lathes
20
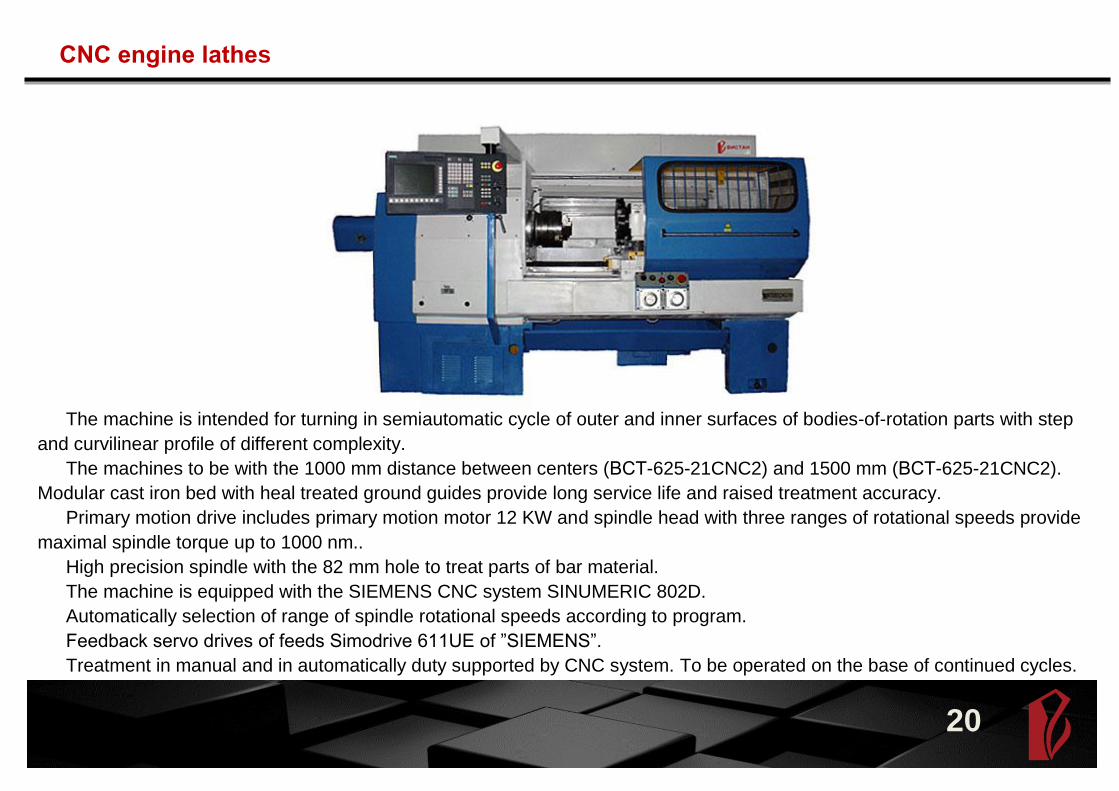
The machine is intended for turning in semiautomatic cycle of outer and inner surfaces of bodies-of-rotation parts with step
and curvilinear profile of different complexity.
The machines to be with the 1000 mm distance between centers (ВСТ-625-21CNC2) and 1500 mm (ВСТ-625-21CNC2).
Modular cast iron bed with heal treated ground guides provide long service life and raised treatment accuracy.
Primary motion drive includes primary motion motor 12 KW and spindle head with three ranges of rotational speeds provide
maximal spindle torque up to 1000 nm..
High precision spindle with the 82 mm hole to treat parts of bar material.
The machine is equipped with the SIEMENS CNC system SINUMERIC 802D.
Automatically selection of range of spindle rotational speeds according to program.
Feedback servo drives of feeds Simodrive 611UE of ”SIEMENS”.
Treatment in manual and in automatically duty supported by CNC system. To be operated on the base of continued cycles.
Gear shaving machines
21
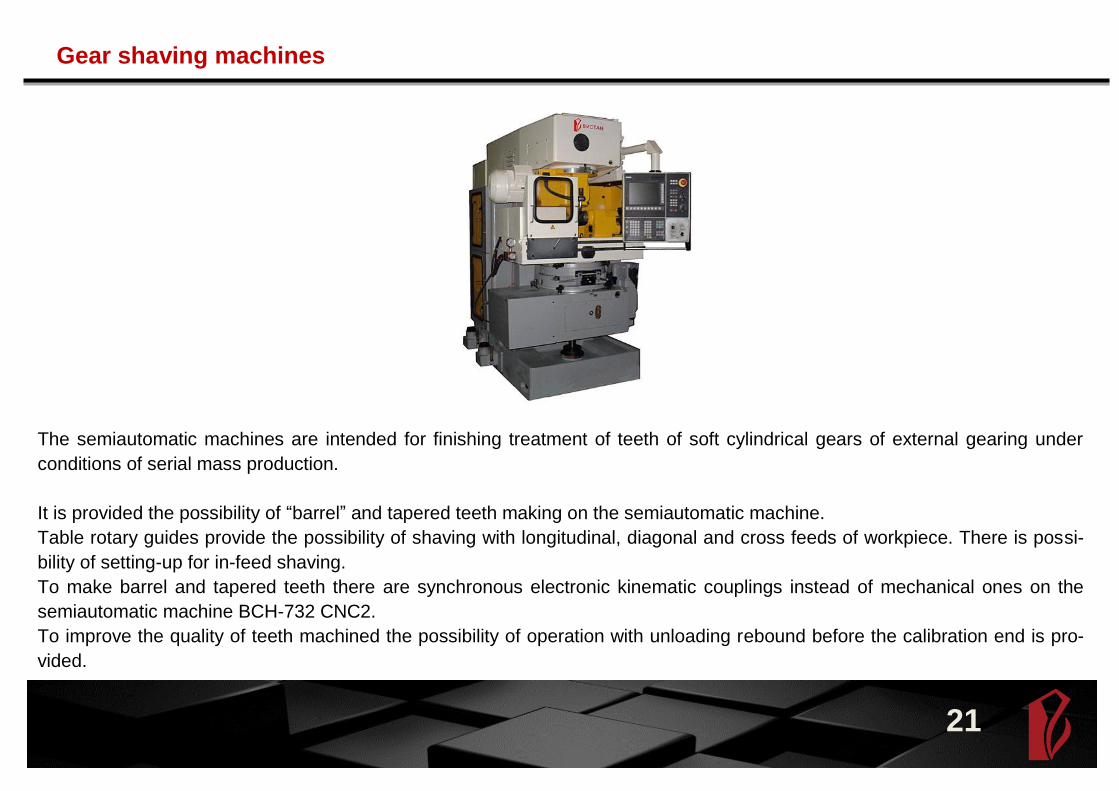
The semiautomatic machines are intended for finishing treatment of teeth of soft cylindrical gears of external gearing under
conditions of serial mass production.
It is provided the possibility of “barrel” and tapered teeth making on the semiautomatic machine.
Table rotary guides provide the possibility of shaving with longitudinal, diagonal and cross feeds of workpiece. There is possi-
bility of setting-up for in-feed shaving.
To make barrel and tapered teeth there are synchronous electronic kinematic couplings instead of mechanical ones on the
semiautomatic machine BCH-732 CNC2.
To improve the quality of teeth machined the possibility of operation with unloading rebound before the calibration end is pro-
vided.
For service convenience the centre distance adjustment and clamping-unclamping of gear-shaving cutter head are mecha-
nized.
The semiautomatic machines are equipped with the SIEMENS electrical equipment.
The BCH-732 NC2 has a programmable controller and an operator's panel.
The BCH-732 CNC2 has a Sinumerik 802D.
Gear chamfering semiutomatic machines
22
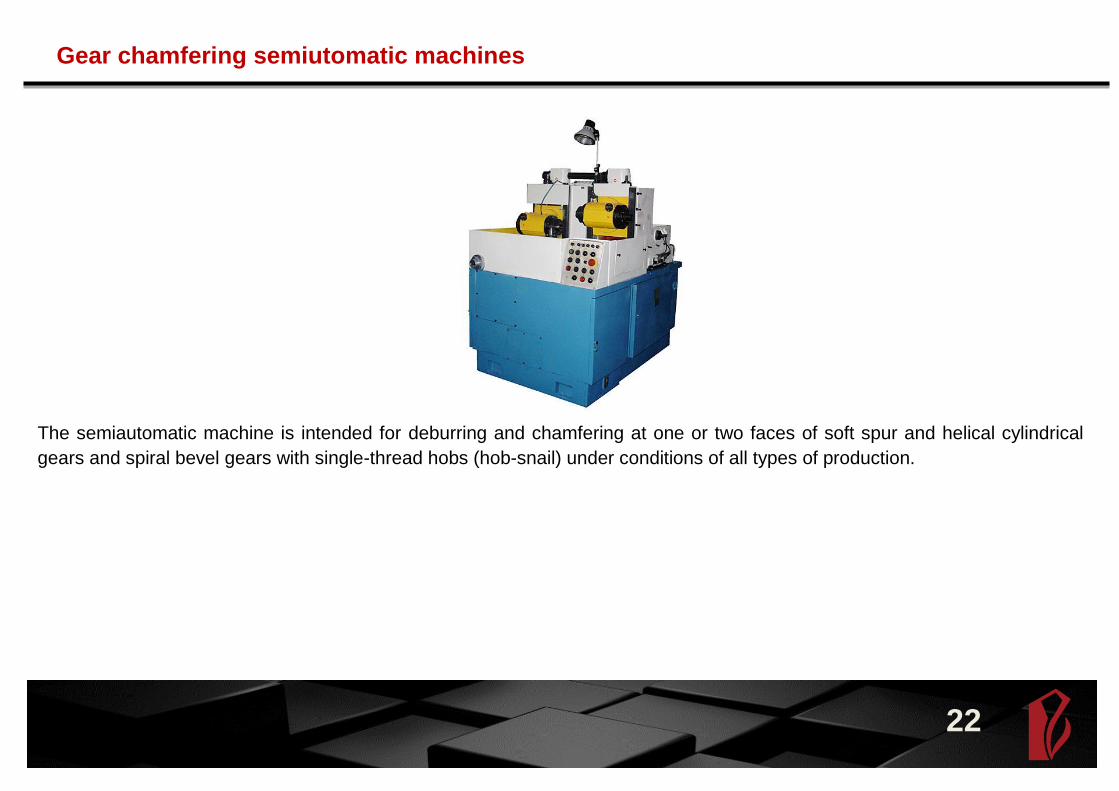
The semiautomatic machine is intended for deburring and chamfering at one or two faces of soft spur and helical cylindrical
gears and spiral bevel gears with single-thread hobs (hob-snail) under conditions of all types of production.
Gear chamfering semiautomatic machines
23
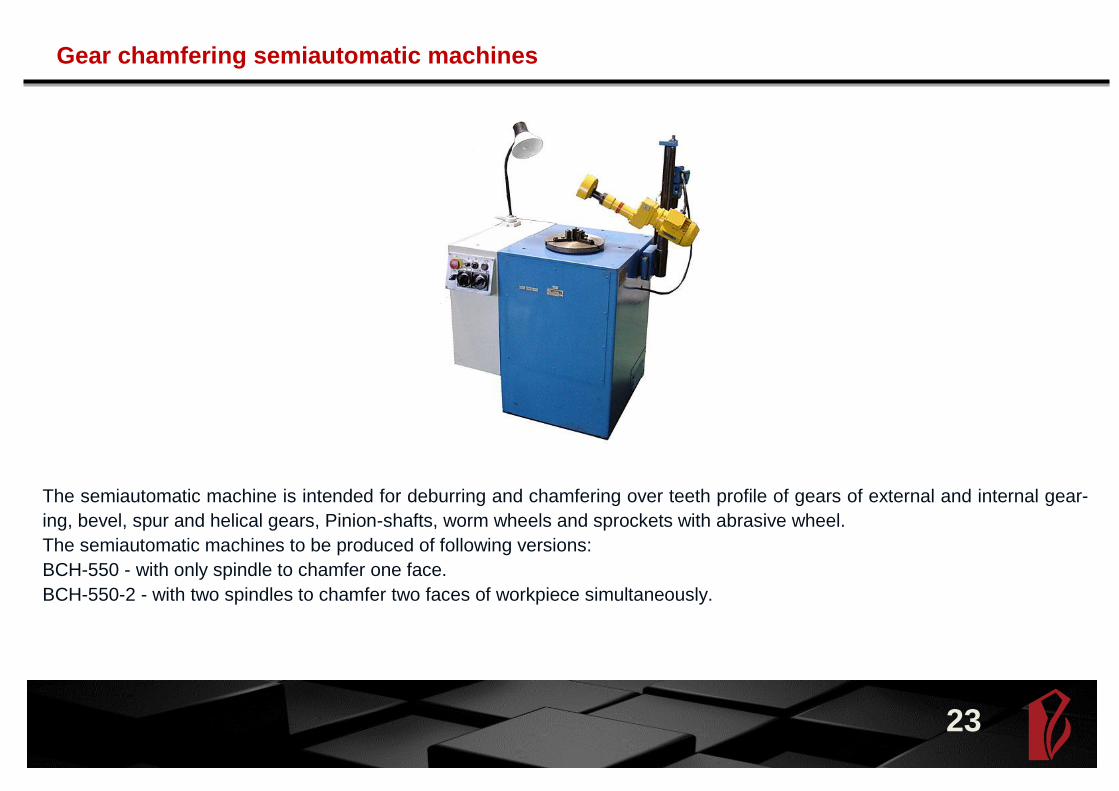
The semiautomatic machine is intended for deburring and chamfering over teeth profile of gears of external and internal gear-
ing, bevel, spur and helical gears, Pinion-shafts, worm wheels and sprockets with abrasive wheel.
The semiautomatic machines to be produced of following versions:
BCH-550 - with only spindle to chamfer one face.
BCH-550-2 - with two spindles to chamfer two faces of workpiece simultaneously.
Gear rounding semiautomatic machine
24
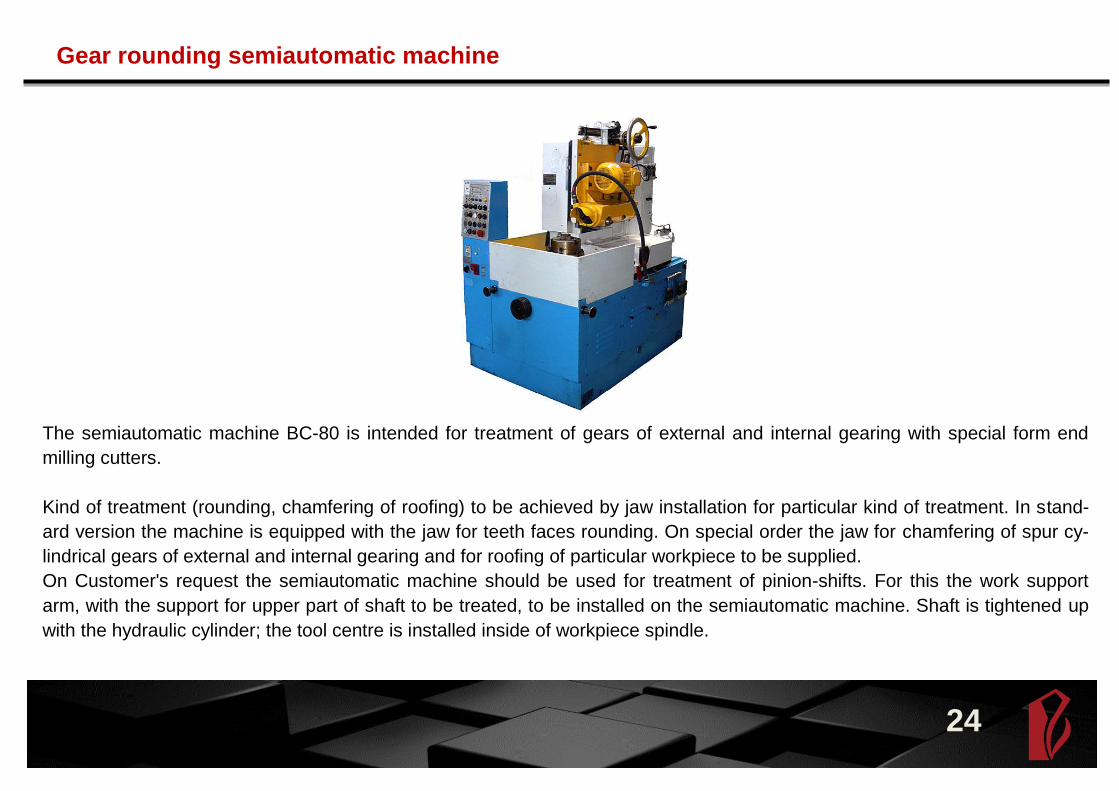
The semiautomatic machine BC-80 is intended for treatment of gears of external and internal gearing with special form end
milling cutters.
Kind of treatment (rounding, chamfering of roofing) to be achieved by jaw installation for particular kind of treatment. In stand-
ard version the machine is equipped with the jaw for teeth faces rounding. On special order the jaw for chamfering of spur cy-
lindrical gears of external and internal gearing and for roofing of particular workpiece to be supplied.
On Customer's request the semiautomatic machine should be used for treatment of pinion-shifts. For this the work support
arm, with the support for upper part of shaft to be treated, to be installed on the semiautomatic machine. Shaft is tightened up
with the hydraulic cylinder; the tool centre is installed inside of workpiece spindle.
Gear honing semiautomatic machine
25
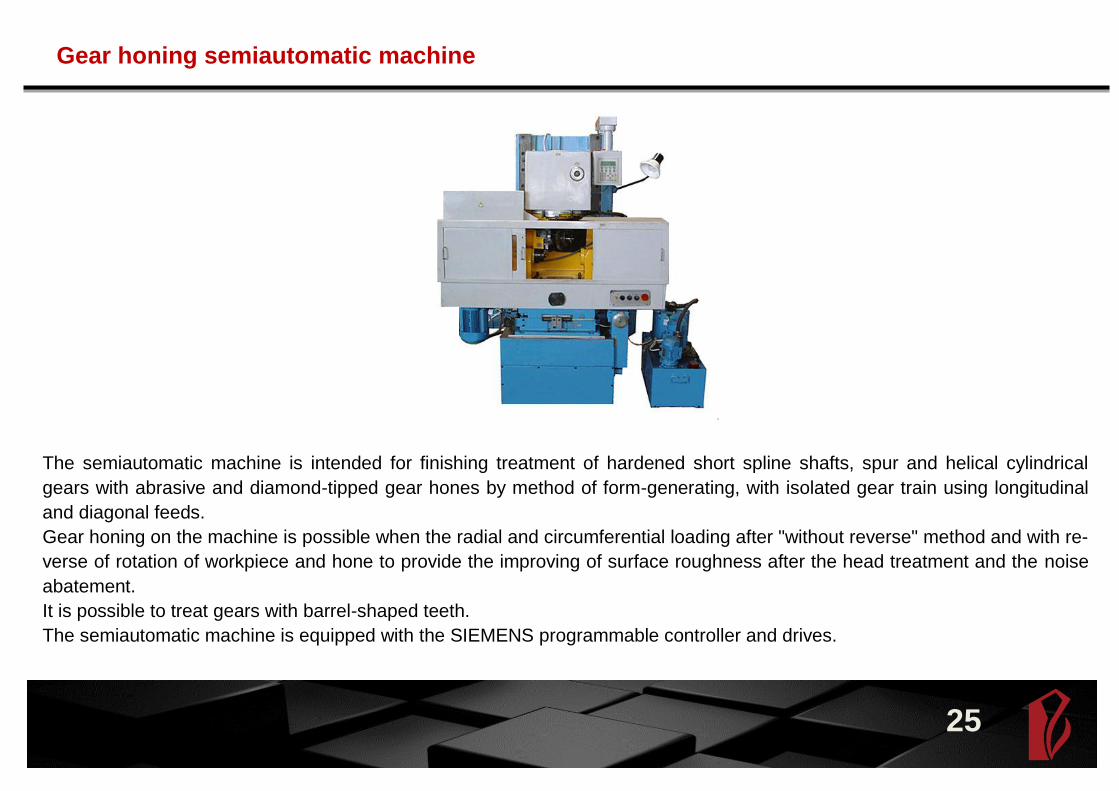
The semiautomatic machine is intended for finishing treatment of hardened short spline shafts, spur and helical cylindrical
gears with abrasive and diamond-tipped gear hones by method of form-generating, with isolated gear train using longitudinal
and diagonal feeds.
Gear honing on the machine is possible when the radial and circumferential loading after "without reverse" method and with re-
verse of rotation of workpiece and hone to provide the improving of surface roughness after the head treatment and the noise
abatement.
It is possible to treat gears with barrel-shaped teeth.
The semiautomatic machine is equipped with the SIEMENS programmable controller and drives.
Spline grinding semiautomatic machine
26
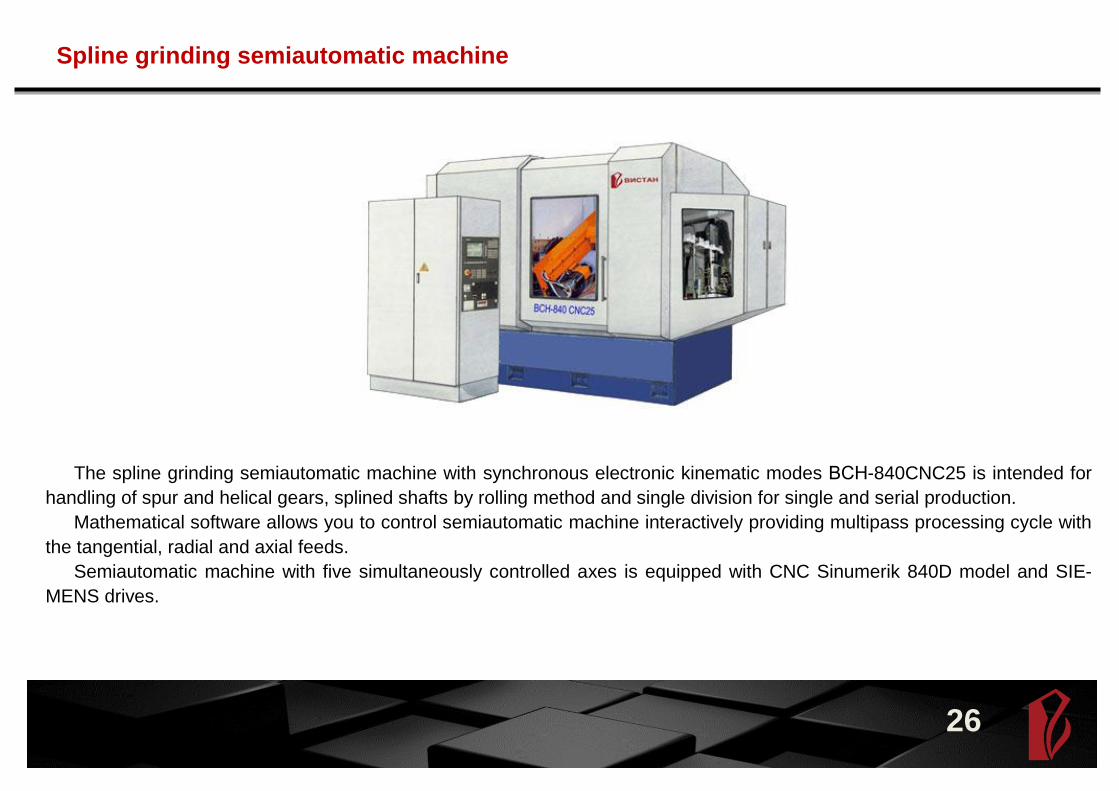
The spline grinding semiautomatic machine with synchronous electronic kinematic modes ВСН-840CNC25 is intended for
handling of spur and helical gears, splined shafts by rolling method and single division for single and serial production.
Mathematical software allows you to control semiautomatic machine interactively providing multipass processing cycle with
the tangential, radial and axial feeds.
Semiautomatic machine with five simultaneously controlled axes is equipped with CNC Sinumerik 840D model and SIE-
MENS drives.
bench-type machine tools, type «MINICS»
27
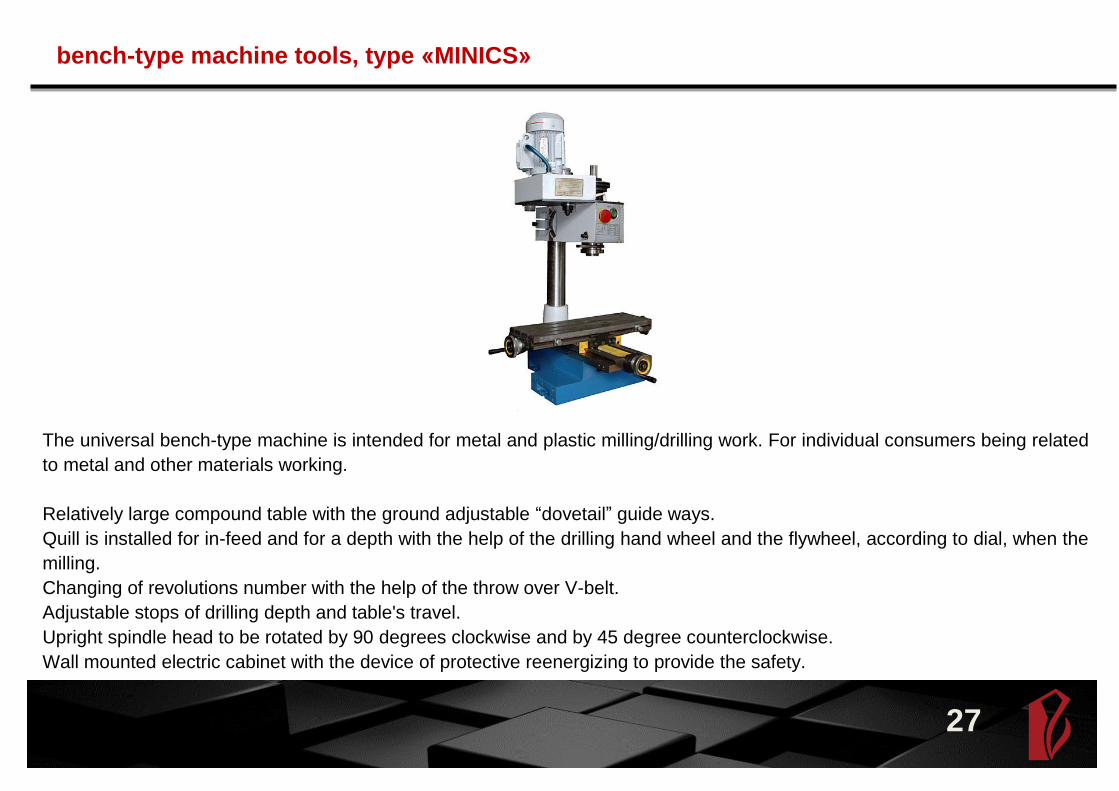
The universal bench-type machine is intended for metal and plastic milling/drilling work. For individual consumers being related
to metal and other materials working.
Relatively large compound table with the ground adjustable “dovetail” guide ways.
Quill is installed for in-feed and for a depth with the help of the drilling hand wheel and the flywheel, according to dial, when the
milling.
Changing of revolutions number with the help of the throw over V-belt.
Adjustable stops of drilling depth and table's travel.
Upright spindle head to be rotated by 90 degrees clockwise and by 45 degree counterclockwise.
Wall mounted electric cabinet with the device of protective reenergizing to provide the safety.
Other machines
28
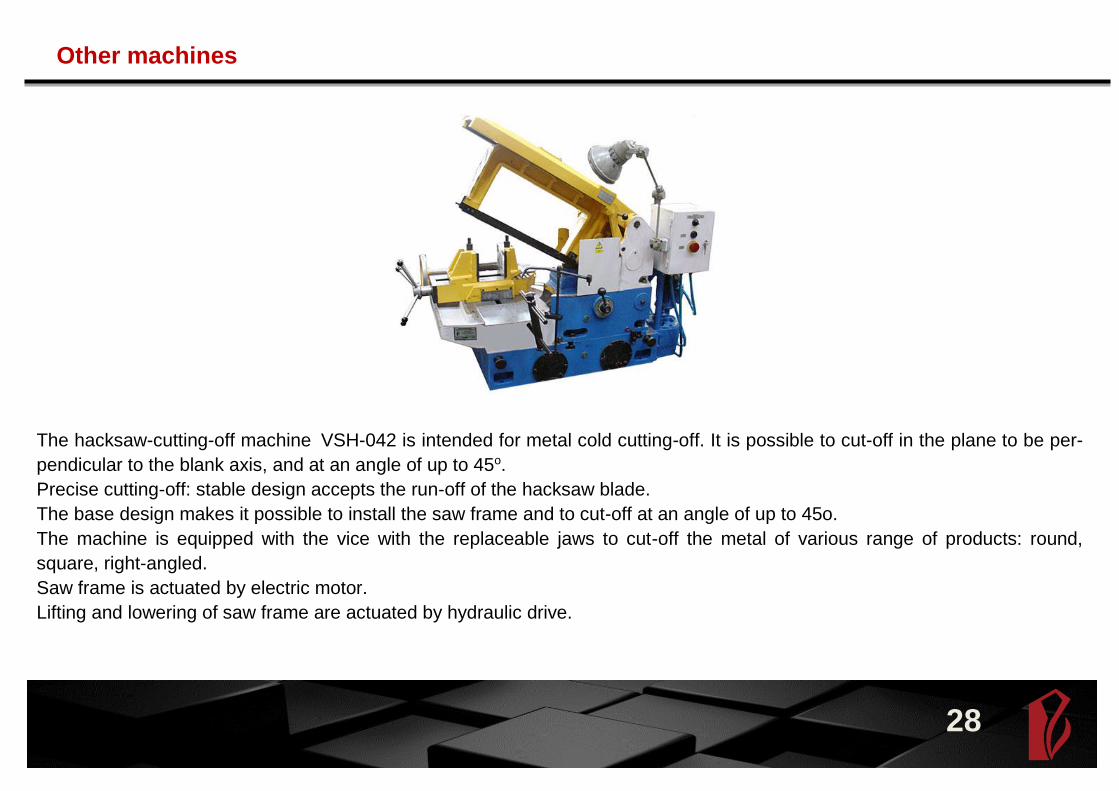
The hacksaw-cutting-off machine VSH-042 is intended for metal cold cutting-off. It is possible to cut-off in the plane to be per-
pendicular to the blank axis, and at an angle of up to 45o.
Precise cutting-off: stable design accepts the run-off of the hacksaw blade.
The base design makes it possible to install the saw frame and to cut-off at an angle of up to 45o.
The machine is equipped with the vice with the replaceable jaws to cut-off the metal of various range of products: round,
square, right-angled.
Saw frame is actuated by electric motor.
Lifting and lowering of saw frame are actuated by hydraulic drive.
Other machines
29
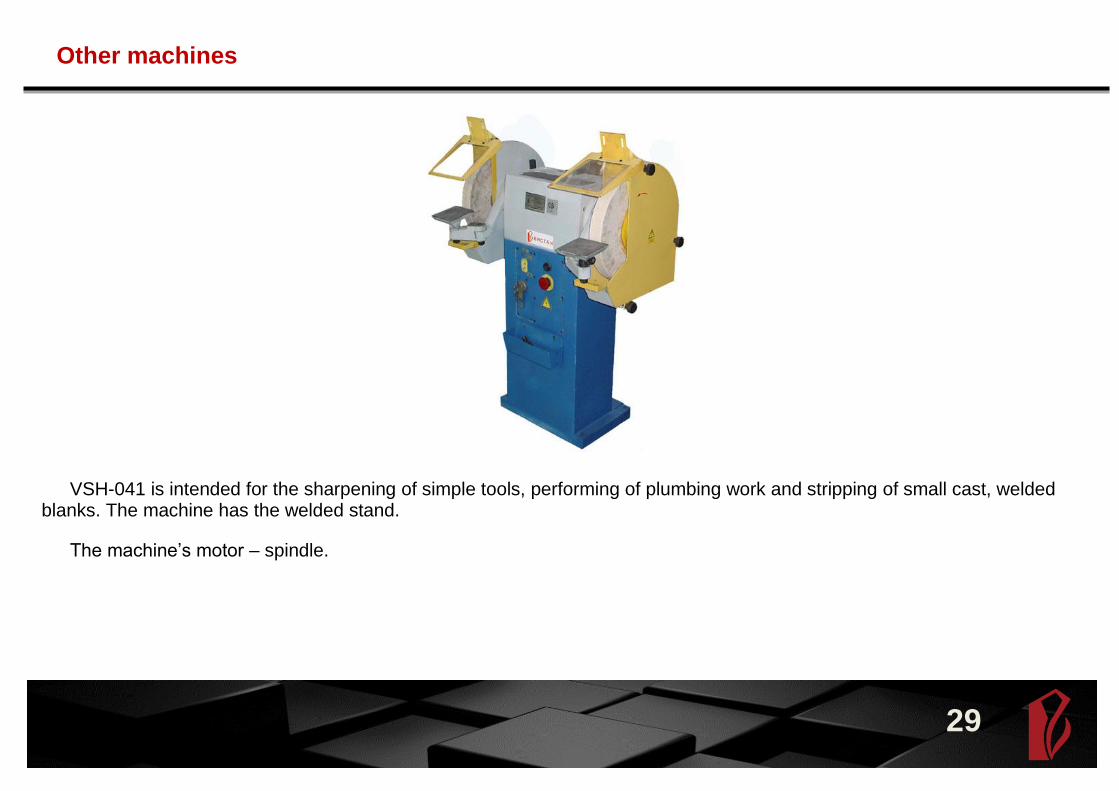
VSH-041 is intended for the sharpening of simple tools, performing of plumbing work and stripping of small cast, welded blanks. The machine has the welded stand.
The machine’s motor – spindle.

Additional production program
30
Special accessories and spare parts for
machine tools.
Design and production of technological de-
vices.
Production of wood, metal and epoxy
models by customer’s drawings for foundry.
Manufacture and assembly of the machine
nodes for the order.
Manufacture and assembly of agricultural
units.
Industrial sectors of activity of our customers
31
Automobile industry
Electric-power industry
Aircraft industry
Production of agricultural machinery
Production of molds and tools
Mineral industry
Hydraulics and fittings
General machine engineering
Main suppliers of machine components
32
CNC: SIEMENS, Mitsubishi
Accessories: JSC «BelTopaz»
Linear guides: Rexroth-Star; Hiwin, IKO
Ball screws: MICRON, KSK Kurim
Drives: SIEMENS, JSC «Mogilevsky zavod «Electrodvigatel»
Hydraulics: Rexroth, ООО «Bel Si-GPA»
Bearings: NKS, SKF, FAG, JSC «МPZ»
Reducers: ООО «Sitek-Complect»
Transformers: JSC «MINSK ELECTROTECHNICAL
PLANT»
Design JSC «VISTAN»
Contacts
33
Republic of Belarus, 210627, Vitebsk, Dimi-trov Street, 36/7
Phone: +375 212 60 86 16, 60 86 15
www.vistan.ru
E-mail: [email protected]