Embed Size (px)
Citation preview


Prepared by the Jet Propulsion Laboratory, Californ ia In st itute of Technology. fo r the Depart men t of Energy through an agreement with the Natio nal
Aeronautics and Space Adrninistrat ion .
The JPL Low-Cost Solar Array Projec t is sponsored by the Depar tm..:n t of En~rgy (DOE) and forms part of the Solar Pho tovoltaic Conversio n Progra m to in itia te a major effort toward the develo pment of lo w-cost solar arrays.
This r~port was prepared as a n account of work sponsored b y the United States Government. Neither the United States no r the United Sta tes Department of En..:rgy, no r any of their employees, nor any of their contractors, subcont racto rs. or their e mployees, makes any warranty . express or implied, o r assumes any legal liabilit y o r responsibilit y fo r the accuracy , co mple teness or usefu lness of a ny information. apparatus, product or process disclosed. or rcprcs..:nt s that its use
wo uld not in fringe priva tcly own~d rights.
5101-132 Low-Cost Solar Array Project
Chemical Bonding Technology for Terrestrial Solar Cell Modules Edwin P. Plueddemann - Dow Corning Corporation
September 1, 1979
Prepared tor
U.S. Department of Energy
Through an agreement with National Aeronautics and Space Administration
by Jet Propulsion Laboratory California Institute of Technology Pasadena, California

FOREWORD
This report on chemical bonding technology for terrestrial solar cell modules includes an introduction to the state-of-the-art, general principles for module application, as well as test results and evolving reconnnendations of chemical bonding agents for ethylene vinyl acetate.
ACKNOWLEDGMENT
The work described in this report was carried out at the Dow Corning Corporation Laboratories under Jet Propulsion Laboratory Purchase Order HW-677420.
ii
CONTENTS
I. INTRODUCTION------------------------------------------------ 1-1
II. GENERAL PRINCIPLES OF BONDING------------------------------- 2-1
A. BACKGROUND-------------------------------------------- 2-1
B. ORGANOFUNCTIONAL SILANES ------------------------------ 2-3
C. CHEMICAL REQUIREMENTS FOR BONDING TO MINERALS--------- 2-4
D. MECHANICAL REQUIREMENTS FOR BONDING TO MINERALS------- 2-6
E. BONDING RUBBERY POLYMERS------------------------------ 2-8
1. Bonding Tarry or Viscoelastic Polymers---------------- 2-8
2. Adhesion of Thermoplastic Rubbers (TPR) --------------- 2-9
3. Adhesion of Vulcanized (Crosslinked) Rubbers---------- 2-12
III. SPECIFIC SYSTEMS-------------------------·------------------ 3-1
A. ETHYLENE VINYLACETATE COPOLYMERS---------------------- 3-1
B. SILICONE POTTANTS ------------------------------------- 3-2
C. GLASS FIBER-REINFORCED CONCRETE----------------------- 3-3
REFERENCES-------------------------------------------------------- 4-1
APPENDIX
A. DOW CORNING TECHNICAL BULLETINS----------------------- A-1
Figures
Tables
2-1. Peel Strength of Vulcanized SBR on Aluminum----------- 2-7
2-2. Variation in Total Performance of Organic/Inorganic Composites with Change in Polymer Morphology at the Interface--------------------------------------------- 2-7
1-1. Candidate Low-cost Encapsulation Materials------------ 1-2
2-1. Typical Conunercial Silane Coupling Agents------------- 2-3
iii
2-2. Isoelectric Points of Metal (Oxide) Surfaces in Water------------------------------------------------- 2-4
2-3. Wet Adhesion of Styrene Copolymers to Various Surfaces---------------------------------------------- 2-6
2-4. Methylmethacrylate (MMA), and Ethylacrylate (EA) Copolymers------·-·------------------------------------ 2-9
2-5. Adhesion of Rubbers to Picco LTP-135 Primers on Glass------------------------------------------------- 2-10
2-6. Adhesion of Thermoplastic Elastomers to Aluminum------ 2-11
2-7. Elvax Bonded at lSQOC to Kraton 1102 ------------------ 2-11
2-8. Adhesion of Rubber Tie Coats to Rigid Thermoplastics---------------------------------------- 2-12
2-9. Bonding Vulcanized Elastomers to Metal---------------- 2-13
3-1. Adhesion of EVA 8326 to Various Surfaces-------------- 3-3
iv
SECTION I
INTRODUCTION
The Jet Propulsion Laboratory (JPL) has been assigned responsibility by the Department of Energy (DOE) for management of the Low-cost Solar Array (LSA) Project. The project goals call for establishing, by 1986, an industrial capability to produce solar cell modules for terrestrial power at a capital cost of $0.70 per watt (1980 dollars), with a minimum service lifetime of 20 years, and with a first-year production output of modules equivalent to 500 megawatts of peak electrical output. Assuming a module efficiency of 10 percent, which is essentially 100 watts per square meter at solar meridian, the capital cost of the modules can be alternately quoted as $70.00 per square meter. Of this cost goal, $4.00 to $12.00 per square meter of module area is allocated for encapsulation materials, which includes mechanical support for the solar cells.
To achieve the encapsulation cost goals, extensive surveys (References 1, 2) were carried out in order to identify (Reference 3) low-cost materials, and to generate with these materials potentially long-life encapsulation designs. The designs are required to include the use of component materials whose cumulative cost does not exceed the encapsulation cost allocation. Two practical design alternatives have emerged from these activities; they are designated "superstrate" and "substrate," with the designation referring to the mechanical load-carrying element of the encapsulation design. Table 1-1 summarizes the low-cost encapsulation materials being developed and/or evaluated for the superstrate and substrate designs.
Modules fabricated with these materials must hold together for 20 years, reliably resisting partial delamination or total separation of any of the component materials. Delamination of encapsulation materials from solar cells or interconnects can introduce voids for eventual accumulation of water, and the potential for corrosive failure. Reliance on physical bonding of interfaces for long life in an outdoor environment is risky, as attested by the delamination of silicone elastomers from unprimed surfaces (References 4, S).
For 20-year life, the material components of the module should be held together by strong chemical bonding, with the interfacial bonding materials being resistant to delamination by the weathering environment. In addition, there is accumulating evidence that proper selection of chemical bonding agents can stop metallic corrosion (References 6, 7, 8, 9), opening the possibility of employing mild steel substrates, and copper as a solar cell metallization material.
Dow Corning has been one of the pioneers in the research and development of reliable chemical bonding agents for bonding organic polymers to inorganic reinforcements or substrates, as in reinforced composites, structural adhesives, sealants, etc., which must hold up
1-1

Table 1-1. Candidate Low-cost Encapsulation Materials
Superstrate Design
Structural Element Soda lime glass
Ethylene vinyl acetate Ethylene propylene rubber
Elastomeric Pottants Polyvinyl chloride plastisol Poly-n-butyl-acrylate Silicone/acrylic blends Polyurethanes
I Mylar Back Cover Film Tedlar
Substrate Design
Top Cover Film
Elastomeric Pottants
Structural Panel
Aluminum foil
J Korad 201 /R \Tedlar 100 BG 30 UT
f Ethylene vinyl acetate Ethylene propylene rubber Polyvinyl chloride plastisol
l Poly-n-butyl acrylate Silicone/acrylic blends Polyurethanes
Glass-reinforced concrete Mild steel Fiberboard (e.g. "Super-Dorlux,"
Masonite) Flakeboard (Potlatch)
in outdoor weathering environments. Under JPL/LSA Purchase Order HW-677420, Dow Corning was to identify, validate, and reconnnend chemical bonding agents for candidate low-cost encapsulation materials, many combinations of which had never before been bonded together.
To date emphasis has been placed on studies of the ethylene vinyl acetate (EVA) pottant, the first of the elastomeric pottants to reach an advanced stage of development by Springborn Laboratories, Inc., under LSA Contract No. 954527. In addition to reporting on ethylene vinyl acetate results, this report is also intended to be an informative article on the general principles and practices of chemical bonding technology, and the specific principles and practices that would be applicable to terrestrial solar cell modules.
1-2

SECTION II
GENERAL PRINCIPLES OF BONDING
Most of the adhesion problems encountered in solar arrays will involve delamination of an organic polymer from a mineral substrate under the action of moisture and/or ultraviolet light. As discussed later, this problem is increased when the polymer is resilient or rubbery (e.g., crosslinked EVA). In order to obtain a weather-resistant bond between such substrates, it is necessary to modify the interface with UV stable chemical groups that can complete favorably with water for adhesion to the mineral surface.
Methods of surface modification vary with the nature of surfaces to be bonded. Surface preparation is especially impoctant in bonding to metals; removal of oils, oxide films, or other weak boundary layers is essential to allow an adhesive to form a chemically resistant bond to the surface. Standard texts on adhesive bonding (e.g., Handbook of Adhesive Bonding, Charles V. Cagle ed., McGraw Hill Book Co., New York, 1973) may be referred to for recommendations on preparing specific surfaces.
A. BACKGROUND
Chemical bonding materials are divided into three classifications: 1) coupling agents, 2) primers, and 3) adhesives. The distinction between these classes is not based on chemical differences, but on the thickness of the chemical bonding material between adjacent adherends.
Based on this distinction therefore, a chemical bonding material is referred to as a coupling agent if its thickness is of the order of a monomolecular layer. A chemical bonding material having a thickness of the order of 0.1 to 10.0 microns will be referred to as a primer. An adhesive is generally thicker than 10.0 microns.
The dictate of thickness is generally mandated by the physical states of the adherends, specifically the capability of one of the adherends to conformally coat the interfacial surface of the other. For example, liquid resins readily spread over the surfaces of woven glass cloths, so only a monomolecular layer of a chemical bonding material need be on the surface of the glass cloth when manufacturing glass-reinforced polymer composites. Thus in the composites industry, the chemical bonding material is referred to as a coupling agent.
On the other hand, solid adherends such as brass and steel, or two pieces of wood do not have surfaces which will conform to each other on contact; therefore the gap between the solid adherends is filled with an adhesive. Primer is a thin adhesive applied to a solid surface which is to be bonded to a conformal adherend such as paint, laminating films, etc.
2-1

Whether functioning in a thin layer as a primer, or thicker as an adhesive, the chemical bonding material must have adequate mechanical film properties, such as rigidity, tensile strength, and toughness, to carry the mechanical load when the bonded system is stressed. This is not a requirement for application as a coupling agent.
Generally, coupling agents are low molecular weight fluids, the molecules of which contain two distinct reactive chemical groups (bifunctional), one specific for each adherend. Many bifunctional materials can function dually as coupling agents and primers, but some are restricted to function as coupling agents only because of inferior film properties such as brittleness.
Primers and adhesives are generally film-forming polymeric materials. Primers are usually sold as solvent solutions in order to facilitate depositing a thin film, whereas adhesives are usually sold in bulk in order to achieve thickness. Primers are generally bifunctional as are coupling agents, but adhesives are not. Adhesive materials are used in combination with coupling agents or primers, or the coupling agents or primer are physically blended into the adhesive material. Under the latter conditions, the primer or coupling agent diffuses to the interface between the adherends and the adhesive, to promote chemical bonding.
Coupling agents and primers may be applied to surfaces by a variety of techniques, the selection of which is best dictated by the nature of the parts to be bonded. These materials can be brushed-on, sprayed-on, or wiped-on with a cloth. Alternately, the parts could be dip-coated. If one of the parts is an organic polymer, suich as ethylene vinyl acetate (EVA), a coupling agent could be physically dispersed throughout the polymer. Then during processing, such as vacuum bag lamination, the coupling agent would diffuse to all interfaces in contact with the EVA. This latter approach, discussed in Section III, is being experimentally evaluated in coordination with Springborn Laboratories.
Physically, the strength of an adhesive bond is measured under dry conditions, but for outdoor applications, the real assessment of an adhesive bond results from measurement of it bond strength under wet conditions. When wet, the simple criteria of bond quality are that the bonded parts do not readily or easily separate, and that there be some measureable bond strength greater than zero. Generally, wet bond strength will be lower than dry bond strength, which is not a concern so long as the wet bond strength is sufficient to hold the parts together against the stress encountered in service. Of course, the best of all worlds is that both wet and dry failure is cohesive.
For evaluating the durability of a chemically bonded interface, replicates of the bonded system are immersed into water at room temperature, and periodically the peel strength of a wet sample is measured. A clear failure is ready separation of the bonded parts (zero peel strength), whereas success is considered to be cohesive failure even after seven days. The grey area for assessing durability and service life expectations relates to adhesive failure where the level of peel strength is intermediate between zero and the cohesive value. There is strength to the bond, but it is difficult to use the data for predicting outdoor life.
2-2
Experience indicates that under wet conditions, or exposure to moist atmospheres at high temperatures and humidities, the strength of the bonded interface generally decays logarithmically, with the rate influenced by stress, temperature and relative humidity. But the strength of the bonded interface recovers reversibly as environmental conditions become drier, and bond strength decay begins again as moist conditions return. The bond strength does not appear to undergo cumulative damage with each cycle of exposure to moisture. And of course outdoor weather patterns cycle between wet, moist, and dry conditions.
An excellent example of chemical bonding stability is seen in fiberglass-reinforced boats, wherein the fiberglass is chemically coupled with silane to the laminating resin. The successful experience of thousands and thousands of such boats in water instills confidence.
B. ORGANOFUNCTIONAL SILANES
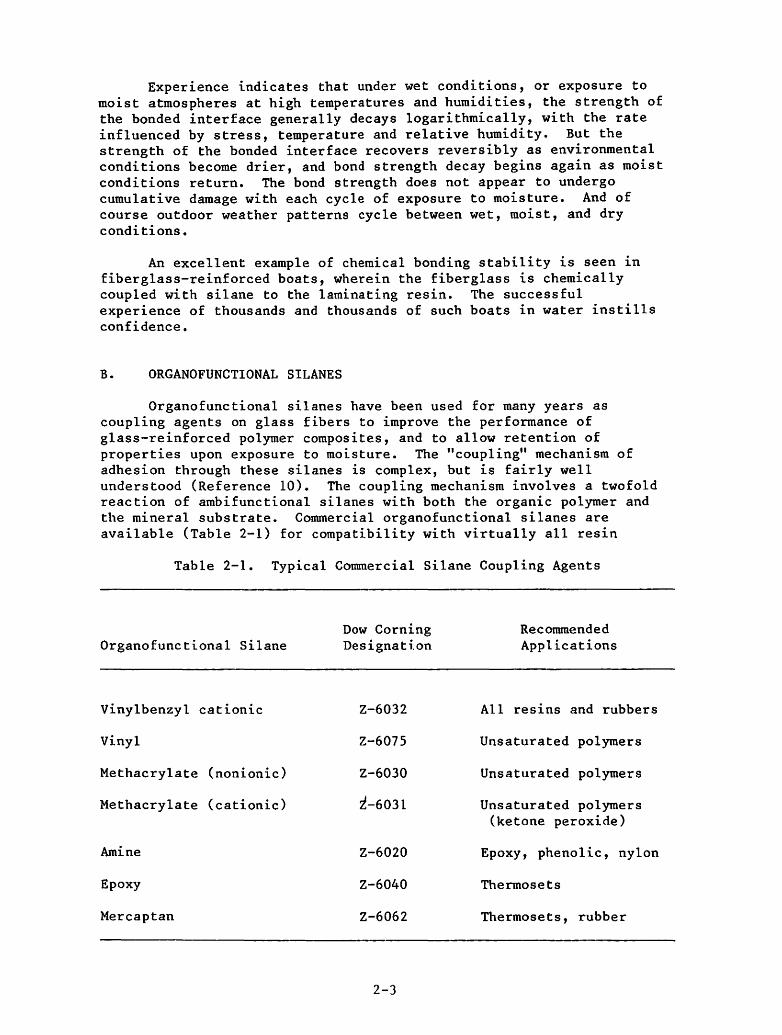
Organofunctional silanes have been used for many years as coupling agents on glass fibers to improve the performance of glass-reinforced polymer composites, and to allow retention of properties upon exposure to moisture. The "coupling" mechanism of adhesion through these silanes is complex, but is fairly well understood (Reference 10). The coupling mechanism involves a twofold reaction of ambifunctional silanes with both the organic polymer and the mineral substrate. Commercial organofunctional silanes are available (Table 2-1} for compatibility with virtually all resin
Table 2-1. Typical Connnercial Silane Coupling Agents
Organofunctional Silane
Vinylbenzyl cationic
Vinyl
Methacrylate (nonionic)
Methacrylate (cationic)
Amine
Epoxy
Mercaptan
Dow Corning Designation
Z-6032
Z-6075
Z-6030
z-6031
Z-6020
Z-6040
Z-6062
2-3
Reconunended Applications
All resins and rubbers
Unsaturated polymers
Unsaturated polymers
Unsaturated polymers (ketone peroxide}
Epoxy, phenolic, nylon
Thermosets
Thermosets, rubber

systems. (Two Dow Corning technical bulletins discussing silane coupling agents are attached as Appendix A.) In general, the silane with maximum reactivity with a resin system is the most effective coupling agent for the resin in mineral-reinforced composites. Selected in this way, the coupling agent becomes part of the resin, preferably in such concentration at the interface that the resin presents a silanol-modified surface to the mineral.
In general, an adhesive bond should not be pictured as a static sandwich of an interface region between adhesive and adherend, but as a dynamic equilibrium of an adhesive competing with various potential weak boundary layers for the adherend surface. In polymer-to-organic adhesion the weak boundary layers will most likely be oils, low polymers, or other additives of low cohesive strength. In polymer-to-mineral adhesion, the weak boundary layer is usually water or a loose corrosion product on the mineral surface. In either case the resin must be capable of competing favorably with potential weak boundary layers for the substrate surface, and morphology of the polymer at the interface must be tacky or rigid, not oily or rubbery.
C. CHEMICAL REQUIREMENTS FOR BONDING TO MINERALS
Polar functional groups are commonly incorporated into organic polymers to provide improved adhesion. Performance on various metals and metal oxide surfaces, however, vary widely and cannot be predicted by any simple concept of surface energy, acid-base reactions, etc. Mineral surfaces may be described in acid-base terms according to the isoelectric points of the surfaces in water. The isoelectric point of the surface (IEPS) may be described as the pH at which hydrogen and hydroxyl ions are in equilibrium. The IEPS of cormnon metal oxide surfaces in water are given in Table 2-2 in order of increasing basicity.
Table 2-2. Isoelectric Points of Metal (Oxide) Surfaces
Oxide Surface
Silicon
Manganese
Tin
Titanium
Zirconium
Chromium
Iron (oxidized)
IEPS
2.2
4.2
4.5
6.0
6.5
7.0
8.5
Oxide Surface
Aluminum
Zinc
Copper
Nickel
Iron (reduced)
Magnesium
Silver
Gold
2-4
in Water
IEPS
9.1
9.0
9.1
11.0
12.0
12.2
>12
>12

The effect of functional groups in polymers on adhesion to metal surfaces of different IEPS was examined by observing the degree of water resistance of modified polystyrene films on various surfaces (Reference 11). Styrene was copolymerized with 4 mol % organofunctional monomers in refluxing toluene with benzoyl peroxide catalyst. The crude polymer solution (90-98% complete) was filmed directly on mineral surfaces and tested for water resistance by innnersion in water. Adhesion was measured qualitatively by attempting to remove films from the surface with a razor blade. Samples were soaked in water at room temperature and examined periodically for adhesion to determine whether the film could be loosened. Films were rated according to the length of time they withstood the action of water:
Rating Time in Water
0 Poor-dry 1 <l hour 2 1 hour 3 4 hours 4 8 hours 5 16 hours 6 1 day 7 3 days 8 5 days 9 7 days
10 good after 7 days
Wet adhesion of modified styrene polymers to various surfaces is described in Table 2-3. Although polar modified styrene copolymers gave films with more water-resistant adhesion than polystryene, there is no consistent pattern discernable on various metal surfaces. For example, acid functions are not necessarily most effective on alkaline (heavy metal) surfaces, nor are amine functions best on acid surfaces. A trimethoxysilane (No. 8) is generally better than any of the organic functional groups, but a trimethoxysilylpropylamine group (No. 9) is unique in providing outstanding adhesion to all surfaces.
The trimethoxysilane group (No. 8 in Table 2-3) is incorporated into the Dow Corning Company's commercial silane Z-6030, whereas the trimethoxysilylpropylamine group (No. 9 in Table 2-3) i.s incorporated into Dow Corning's commercial silanes Z-6020 and Z-6032. Because of the excellent bonding qualities of these silanes, they were selected for our investigations with ethylene vinyl acetate.
2-5

1)
2)
3)
4)
5)
6)
7)
8)
9)
None
-OH
-COOH
-CONH2
-COOCH3
-CN
-N(CH3)2
-Si(OCH3)2
·Table 2-3. Wet Adhesion of Styrene Copolymers to Various Surfaces (4 mol % functional)
Si Sn Glass Ti Cr Al Zn Brass St Steel Steel
2 4 ? 6 7 9 9 9 ? ?
2 0 l l l l 0 l l 2
5 1 1 l 2 2 3 5
2 2 1 l 3 10 5 9 6 4
0 5 0 1 2 2 2
3 3 0 0 0 2 0 0 3
2 2 0 1 3 3 2
5 7 4 4 5 10 4 6 3 3
10 9 10 9 6 9 10 8 3 9
-CH2NH(CH2)3-Si(OCH3)3 10 10 10 10 10 10 10 10 10 10
D. MECHANICAL REQUIREMENTS FOR BONDING TO MINERALS
Mg Ag
12 >12
l
2 7
6 6
4
0 0
1 0
2 5
10
10 10
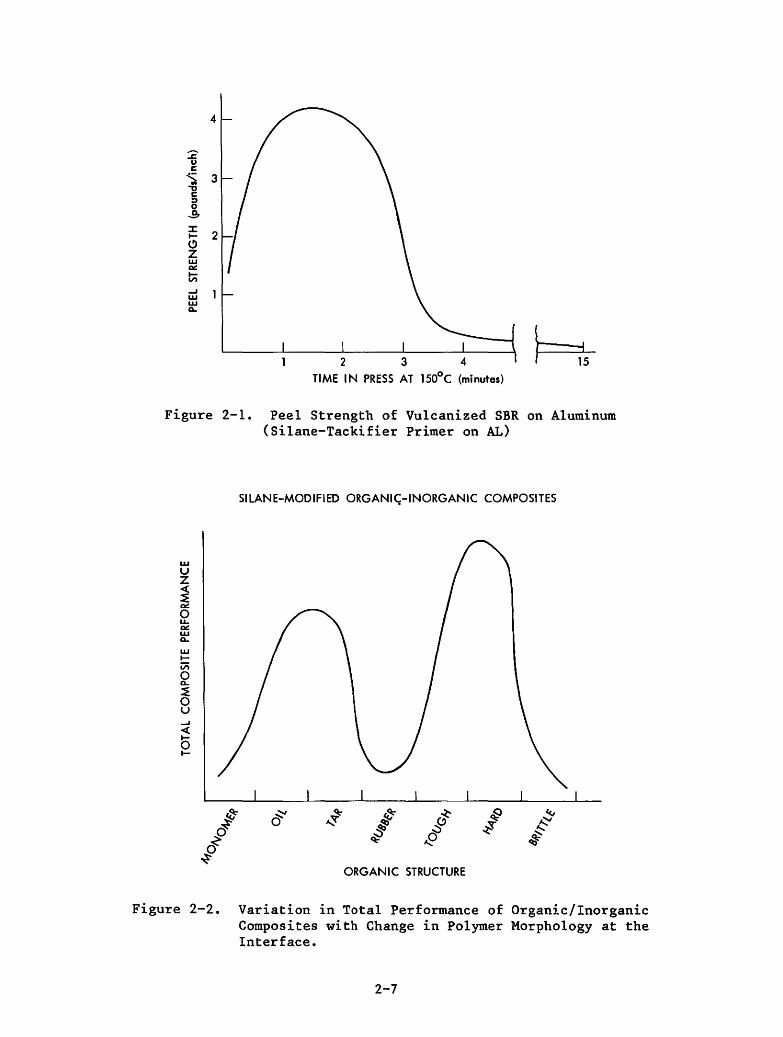
Even though optimum chemical modification of an interface is obtained, a water-resistant bond to a mineral will not be obtained unless certain mechanical properties of the interface are maintained. For example, silane-modified tackifier primers may be very effective in promoting adhesion of thermoplastic rubbers to mineral surfaces, but they are ineffective with vulcanized rubbers. A formulated styrene butadiene rubber (SBR) compound was pressed against primed aluminum at vulcanizing temperature and examined periodically for adhesion (Figure 2-1). As soon as the compound was fused, it developed perfect adhesion to the primed surface, but cohesive strength was low. As vulcanization started, the compound developed increasing strength, and measured peel strength increased sharply. In a short time, before the vulcanizing compound had lost viscoelastic flow, adhesion dropped off markedly until the completely vulcanized material showed almost no adhesion to the primed surface.
On the basis of this observation combined with other data a master curve was developed (Figure 2-2) relating total performance (including resistance to moisture) of composites with the degree of structure at the interface in organic/inorganic composites (Reference 12). In all cases the performance curve of Figure 2-2 assumes optimum chemical modification of the interface.
2-6
Au
>12
0
1
0
0
5
9
LO
4
2 u C
' 3 . -0 C :, 0
...9,
z 2 t-
(!) z w c:: t;; ...., w w CL
2 3 TIME IN PRESS AT 150°C (minutes)
Figure 2-1. Peel Strength of Vulcanized SBR on Aluminum (Silane-Tackifier Primer on AL)
w u z ~ c:: 0 LL c:: w CL
w t-vi 0 CL
~ 0 u ...., < 0 t-
SILANE-MODIFIED ORGANl<;-INORGANIC COMPOSITES
ORGANIC STRUCTURE
Figure 2-2. Variation in Total Performance of Organic/Inorganic Composites with Change in Polymer Morphology at the Interface.
2-7

Since many of the polymeric materials used in fabricating solar displays have mechanical properties in the range of minimum performance in Figure 2-2, some details will be described ·on steps to be taken to develop water-resistant bonds with such polymers. In brief, the interface may be modified to develop either a silane-modified tacky (viscoelastic) interface or a silane-modified crosslinked resinous phase. In all cases it is necessary to modify only a very thin interphase region for optimum bonding. This makes it possible to obtain water-resistant bonds of flexible or rubbery coatings to metals without sacrificing total flexibility.
E. BONDING RUBBERY POLYMERS
1. Bonding Tarry or Viscoelastic Polymers
Polymers capable of viscous flow are self-relaxing under stress and have optimum morphology (first peak, Figure 2-2) for adhesion. Pressure-sensitive adhesives and some caulks and sealants are of this nature. Simple modification with compatible silanes, or other polar molecules may be sufficient to impart water-resistant bonds to hydrophilic mineral surfaces.
a. Copolymers. A series of copolymers of methylmethacrylate (MMA) and ethylacrylate (EA) were prepared having glass transition temperatures between those of the homopolymers, MMA=lQSOC and EA=23oc. Molecular weights were maintained at about 10,000 by including 1.5% mercaptopropyltrimethoxysilane as chain transfer agent. Additional silane modification was contributed by 1% methacryloxypropyltrimethoxysilane in each composition. (Table 2-4).
Films on glass microscope slides were dried 30 minutes at 1000c and examined for adhesion, both dry and after soaking for one day in water. All films showed good dry adhesion, but copolymer films of intermediate composition that were flexible or rubbery showed poorest wet adhesion. Similar acrylic copolymers without silane modification generally had very poor wet adhesion to glass except for soft tacky films. Very soft films, when exposed to water showed partial retraction (stripping) from glass but did not lose total adhesion.
b. Mixtures. Addition of specified silanes to hot melt adhesives has been claimed (Reference 13) to provide compositions with improved wet adhesion to mineral surfaces. Typical adhesives may contain rubbery polymers mixed with oils, waxes, tackifying resins and other ingredients. Much formulation goes into each system to combine good adhesion with other desired properties. It has often been observed that high loadings with siliceous fillers tie up the silane additive with loss of silane-induced adhesion to the final substrate. When adhesion is desired from silane additives, it is often most effective to use nonreactive fillers like calcium carbonate that do not tie up the silane in the mix.
2-8

Table 2-4. Methylmethacrylate (MMA), and Ethylacrylate (EA) Copolymers
Copolymer Composition A B C D
MMA 100 70 so 40
EA 30 50 60
Mercaptosilane 1.5 1.5 1.5 1.5
Methacrylate Silane 1.0 1.0 1.0 1.0
Film V.hard Hard Tough Rubber
Adhesion* to Glass
Dry 10 10 10 10
Wet (1 day) 10 10 9 5
*Rate adhesion O = nil to 10 = excellent
2. Adhesion of Thermoplastic Rubbers (TPR)
E F
30 20
70 80
1.5 1.5
1.0 LO
Soft Tacky
10 10
8 9
Thermoplastic rubbers are linear polymeric molecules with such bond mobility in the polymer backbone that their glass transition temperatures are well below room temperature. In this state they are soluble in organic solvents and flow upon application of pressure and heat. When used as sealants they are commonly mixed with fillers, pigments, tackifiers, plasticizers and sufficient solvent to give easily workable compositions. They "set" strictly through solvent loss to the atmosphere or by migration into porous substrates, leaving the tough rubbery compound.
a. Bonding TPR to Mineral Surfaces. Cold blends of tackifying resins with small proportions of certain amino-organofunctional silane coupling agents are effective in improving the adhesion and water resi~tance of unvulcanized rubbers to mineral surfaces. The same resins and silane coupling agents used separately were relatively ineffective as adhesion promoters. Chemical reaction may occur in some instances between the silane and the resin, but such reaction does not appear to be necessary. By application of silane-modified tackifiers as primers it is possible to obtain adhesion of thermoplastic rubbers without contributing tackiness to the bulk of the rubber.
Adhesion of a few typical thermoplastic rubbers to silane-modified resin primers on glass are described in Table 2-5. The optimum proportion of silane varied widely with various rubbers and ranged from 0.05% to 10% with a best mean proportion of 2% silane. The resin without silane was ineffective with all rubbers.
2-9
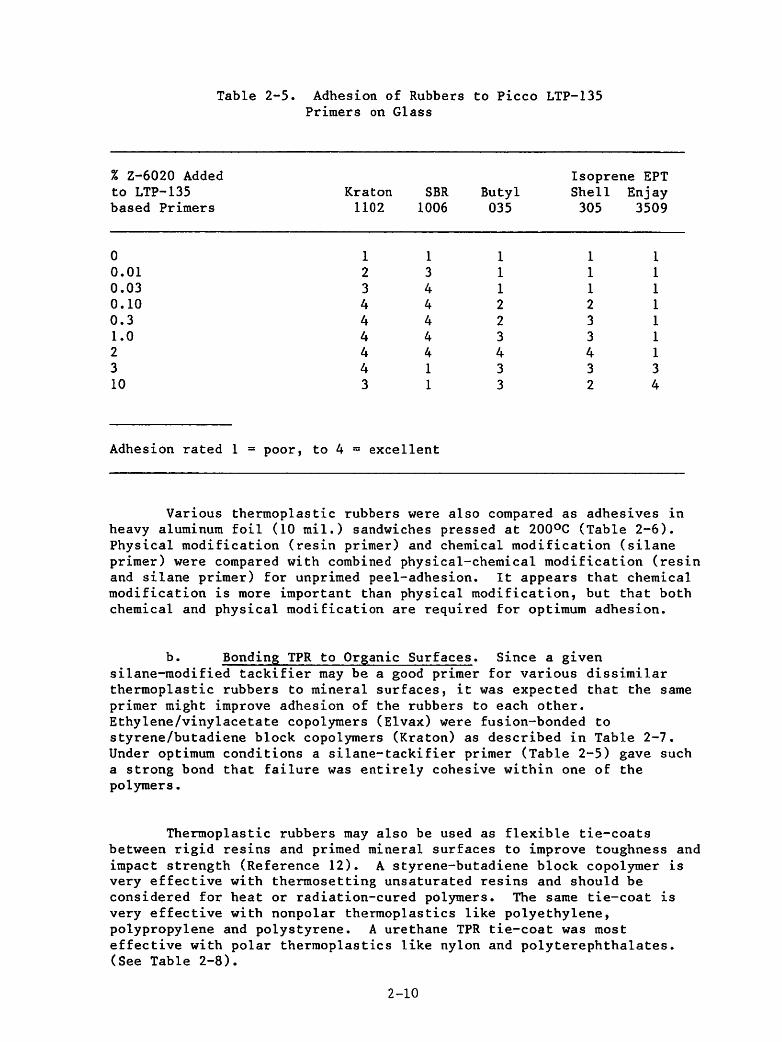
Table 2-5. Adhesion of Rubbers to Picco LTP-135 Primers on Glass
% Z-6020 Added Isoprene EPT to LTP-135 Kraton SBR Butyl Shell Enjay based Primers 1102 1006 035 305 3509
0 1 1 1 1 1 0.01 2 3 1 1 1 0.03 3 4 1 1 1 0.10 4 4 2 2 1 0.3 4 4 2 3 1 1.0 4 4 3 3 1 2 4 4 4 4 1 3 4 1 3 3 3 10 3 1 3 2 4
Adhesion rated 1 = poor, to 4 = excellent
Various thermoplastic rubbers were also compared as adhesives in heavy aluminum foil (10 mil.) sandwiches pressed at 2000c (Table 2-6). Physical modification (resin primer) and chemical modification (silane primer) were compared with combined physical-chemical modification (resin and silane primer) for unprimed peel-adhesion. It appears that chemical modification is more important than physical modification, but that both chemical and physical modification are required for optimum adhesion.
b. Bonding TPR to Organic Surfaces. Since a given silane-modified tackifier may be a good primer for various dissimilar thermoplastic rubbers to mineral surfaces, it was expected that the same primer might improve adhesion of the rubbers to each other. Ethylene/vinylacetate copolymers (Elvax) were fusion-bonded to styrene/butadiene block copolymers (Kraton) as described in Table 2-7. Under optimum conditions a silane-tackifier primer (Table 2-5) gave such a strong bond that failure was entirely cohesive within one of the polymers.
Thermoplastic rubbers may also be used as flexible tie-coats between rigid resins and primed mineral surfaces to improve toughness and impact strength (Reference 12). A styrene-butadiene block copolymer is very effective with thermosetting unsaturated resins and should be considered for heat or radiation-cured polymers. The same tie-coat is very effective with nonpolar thermoplastics like polyethylene, polypropylene and polystyrene. A urethane TPR tie-coat was most effective with polar thermoplastics like nylon and polyterephthalates. (See Table 2-8).
2-10

Table 2-6. Adhesion of Thermoplastic Elastomers to Aluminum (Pressed at 2000c)
Peel Strength to Primed Al (ppi) TP Elastomer Trade Name Type None Resin Silane Resin+Silane
Vistalon 606 EP 0.6 7 7 14 Epcar 847Xl EPT 1.1 5 9 23 Elvax 150 EVA 5.6 7 22 84* Kraton G SEPS 7 6 9 14 Kraton 1107 SIS 5.6 8 20 62* Kraton 1102 SBS 8 16 30 83* Estane 5830 PU 0.6 5 22 78*
*Cohesive failure in adhesive
Table 2-7. Elvax Bonded at 1500c to Kraton 1102
Static Peel Strength (ppi) Primer of Table 2-4 Applied to Kraton 1102 Elvax 150
No primer 7.8
LTP-135 alone 21
2% Silane in resin 24
10% Silane in resin 25
*Cohesive failure in Elvax Elvax = E/VA copolymer product of DuPont Kraton = SBS block copolymer of Shell
2-11
Elvax 40
12.1
22
35*
(Wet 4 days)
(7 .3)
(8.4)
(21)
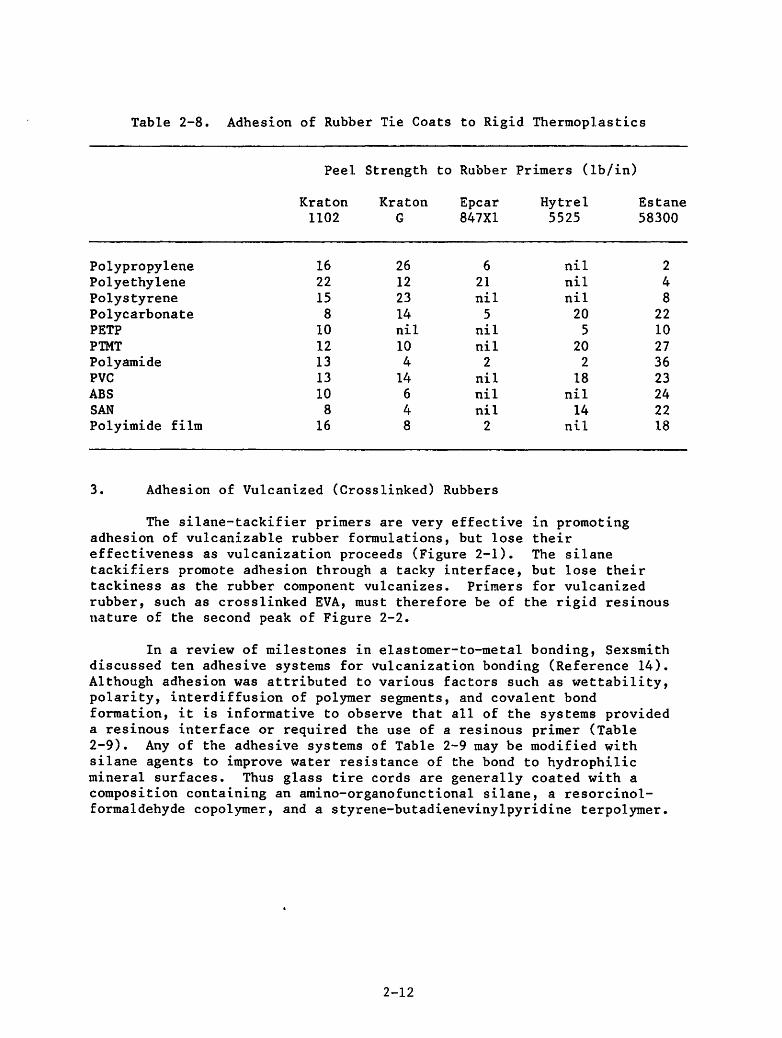
Table 2-8. Adhesion of Rubber Tie Coats to Rigid Thermoplastics
Peel Strength to Rubber Primers (lb/in)
Kraton Kraton Epcar Hytrel Estane 1102 G 847Xl 5525 58300
Polypropylene 16 26 6 nil 2 Polyethylene 22 12 21 nil 4 Polystyrene 15 23 nil nil 8 Polycarbonate 8 14 5 20 22 PETP 10 nil nil 5 10 PTMT 12 10 nil 20 27 Polyamide 13 4 2 2 36 PVC 13 14 nil 18 23 ABS 10 6 nil nil 24 SAN 8 4 nil 14 22 Polyimide film 16 8 2 nil 18
3. Adhesion of Vulcanized (Crosslinked) Rubbers
The silane-tackifier primers are very effective in promoting adhesion of vulcanizable rubber formulations, but lose their effectiveness as vulcanization proceeds (Figure 2-1). The silane tackifiers promote adhesion through a tacky interface, but lose their tackiness as the rubber component vulcanizes. Primers for vulcanized rubber, such as crosslinked EVA, must therefore be of the rigid resinous nature of the second peak of Figure 2-2.
In a review of milestones in elastomer-to-metal bonding, Sexsmith discussed ten adhesive systems for vulcanization bonding (Reference 14). Although adhesion was attributed to various factors such as wettability, polarity, interdiffusion of polymer segments, and covalent bond formation, it is informative to observe that all of the systems provided a resinous interface or required the use of a resinous primer (Table 2-9). Any of the adhesive systems of Table 2-9 may be modified with silane agents to improve water resistance of the bond to hydrophilic mineral surfaces. Thus glass tire cords are generally coated with a composition containing an amino-organofunctional silane, a resorcinolformaldehyde copolymer, and a styrene-butadienevinylpyridine terpolymer.
2-12

Table 2-9. Bonding Vulcanized Elastomers to Metal
Adhesive System Characteristics
Ebonite Thermoplastic, limited to 6QOC
Brass Plate Vulcanizate forms resin on brass surface
Cyclized Rubber Thermoplastic, limited to 3QOC
Multiple Tie Coats Resin-rubber mixtures in solution
Phenolic Resins May involve chemical crosslinking of rubber
Protein-Latex Limited to about sooc
Halogenated Elastomers Wide range of resinous materials
Carbon Black Added to Primers, free radical accelerators
Polyisocyanates Good crosslinkers, moisture sensitive and toxic
Non-sulfur Vulcanizing Organic oxidizers or resins produce cross links
Resorcinol-Forrnaldehyde-Latex Used with silanes on glass and metals
2-13

SECTION III
SPECIFIC SYSTEMS
A. ETHYLENE VINYLACETATE COPOLYMERS
Ethylene vinylacetate copolymers are typical thermoplastic elastomers and bond very well to primers comprising silane-modified tackifying resins (Tables 2-6 and 2-7). For use in solar arrays, however, EVA has been modified by crosslinking in the presence of a peroxide to obtain sufficient crosslinking to eliminate plastic flow. Peel adhesion to glass and other substrates decreased with increasing crosslinks. For example, a modified EVA designated A83241C (by Springborn Labs) was pressed against glass microscope slides at 1S0°c for varying lengths of time up to the full recommended 20-minute cure time to give the following peel strengths.
Time at lSQOC (minutes)
1 5
10 20
Peel Strength (from glass) (lb/in)
>2 (cohesive failure) 1.2 0.6 0.4
Three types of adhesion promoters were evaluated experimentally and showed promise:
(1) Silane-tackifier primer
50 parts Piccotex 75 (Hercules) 1 part Z-6020 (Dow Corning) 51 parts toluene
This primer was very effective with uncrosslinked EVA polymers, but becomes less effective with crosslinking.
(2) Silane primer - Z-6030W
25 parts Z-6030 (Dow Corning) 20 parts methanol 5 parts water 0.2 parts acetic acid
This primer is not effective with thermoplastic EVA, but becomes increasingly effective with degree of crosslinking of modified EVA. NOTE: Preparation of this primer requires that after mixing the four ingredients the mixture must age at room temperature for at least one day, or alternately be refluxed for 30 minutes.
3-1

(3) Catalyzed silane mixture (primer or additive)
90 parts Z-6030 (Dow Corning) 10 parts Z-6020 (Dow Corning)
This material may be diluted with alcohol and applied as a primer, or added undiluted to the polymer mixture to provide unprimed adhesion. This primer or additive becomes increasingly effective as an adhesion promoter with increased crosslinking of the EVA.
These primer systems were evaluated by two application techniques, the first where the primer system was directly applied to the surface by wiping-on with a paper towel (Kimwipes), and the second which consists of physically dispersing (milling) the primer system into the EVA. For the latter technique, the concentration of primer system in the EVA was 1% by weight.
Performance of the above primers and additives in adhesion of an EVA formulation to various surfaces is described in Table 3-1. Initial adhesion to all primed surfaces was excellent (cohesive failure in the EVA), but differences in weather resistance were shown by measuring peel strength after 4-day innnersion in water. The value of Z-6020 catalyst for Z-6030 additive was especially apparent in adhesion to metal surfaces. From experience in other systems, it is expected that the silane mixture will be effective in improving adhesion of EVA to silver, gold, stainless steel, and other heavy metal surfaces. The silane mixture is emerging as the general purpose primer system for EVA which can be recommended at this time.
The adhesion of EVA to the outer cover film KORAD 201/R is also under investigation. For this combination of materials, the outer cover film is positioned directly on top of the uncrosslinked EVA prior to vacuum-bag lamination. During the lamination process the EVA undergoes crosslinking to a tough, temperature-stable rubber. Preliminary findings are indicating that the KORAD film is chemically bonding to the EVA during lamination, presumably by the same chemistry acting to crosslink the EVA. Such a self-bonding feature would preclude the need for an adhesive or primer for this combination of interfaces.
B. SILICONE POTTANTS
Liquid solventless silicones that cure through addition reactions (no volatile byproducts) to flexible rubbers are available under the Sylgard (Dow Corning) trade name. These materials give stress-free embedment of photovoltaic devices in media noted for their outstanding electrical properties and weather resistance. As with other polymer systems, the more lightly crosslinked silicones have the better adhesion to organic and mineral surfaces. A product Q-3-6527 that sets to a tacky gel has good unprimed adhesion to all surfaces. Other materials, like Sylgard 182 and 184, require primers for retention of adhesion. A number of photovoltaic arrays encapsulated in Sylgard 182 or 184 without primers resulted in delamination under
3-2
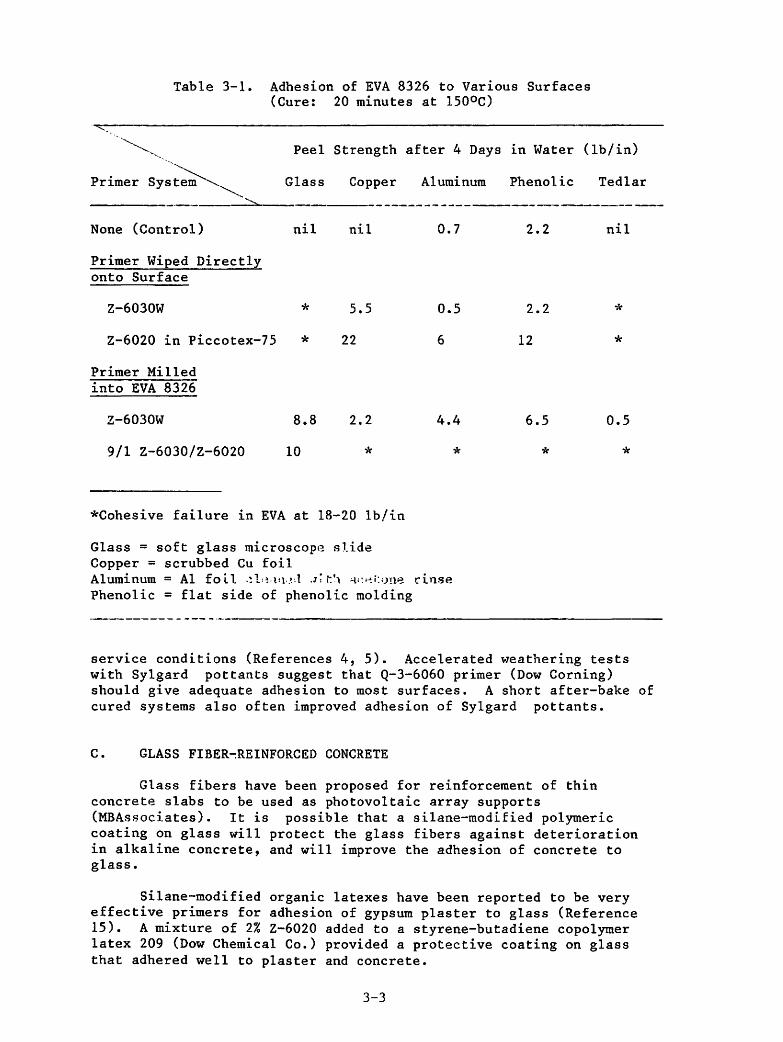
Table 3-1. Adhesion of EVA 8326 to Various Surfaces (Cure: 20 minutes at 150°c)
-...... ~ after 4 Days in (lb/in) '......,, Peel Strength Water
Primer Sy:-~" Glass Copper Aluminum Phenolic Tedlar
------~ -------------~~---~~~~--~-None (Control) nil nil
Primer Wiped Directly onto Surface
Z-6030W * 5.5
Z-6020 in Piccotex-75 * 22
Primer Milled into EVA 8326
Z-6030W 8.8 2.2
9/1 Z-6030/Z-6020 10 *
*Cohesive failure in EVA at 18-20 lb/in
Glass= soft glass microscope slide Copper= scrubbed Cu foil
0.7
0.5
6
4.4
*
Aluminum = Al foi.1. .~l,~-t:1._d .1; i: 11 :.t::,~i::Jw~ rinse Phenolic= flat side of phenolic molding
2.2 nil
2.2 * 12 *
6.5 0.5
* *
service conditions (References 4, 5). Accelerated weathering tests with Sylgard pottants suggest that Q-3-6060 primer (Dow Corning) should give adequate adhesion to most surfaces. A short after-bake of cured systems also often improved adhesion of Sylgard pottants.
C. GLASS FIBER~REINFORCED CONCRETE
Glass fibers have been proposed for reinforcement of thin concrete slabs to be used as photovoltaic array supports (MBAssoci.ates). It is possible that a silane-modified polymeric coating on glass will protect the glass fibers against deterioration in alkaline concrete, and will improve the adhesion of concrete to glass.
Silane-modified organic latexes have been reported to be very effective primers for adhesion of gypsum plaster to glass (Reference 15). A mixture of 2% Z-6020 added to a styrene-butadiene copolymer latex 209 (Dow Chemical Co.) provided a protective coating on glass that adhered well to plaster and concrete.
3-3

REFERENCES
1. Willis, P., Baum, B., White, R., and R. Kucejko, Encapsulation Task 1st Anual Report, ERDA/JPL-954527, Springborn Laboratories, Inc., Enfield, CT, July 1977.
2. Willis, P., Baum, B. and R. White, Encapsulation Task 2nd Anual Report, ERDA/JPL-954527, Springborn Laboratories, Inc., Enfield, CT, July 1978.
3. Cuddihy, E. F., Baum, B. and P. Willis, "Low-Cost Encapsulation Materials for Terrestrial Solar Cell Modules," Solar Energy, Vol. 22, pp. 389-396, 1979.
4. Gupta, A., "Photodegradation of Polymeric Encapsulants of Solar Cell Modules," JPL Document 5101-77, Jet Propulsion Laboratory, Pasadena, CA, August 10, 1978.*
5. Gupta, A., "Effect of Photodegradation on Chemical Structure and Surface Characteristics of Silicone Pottants Used in Solar Cell Modules, JPL Document 5101-79, Jet Propulsion Laboratory, Pasadena, CA, August 18, 1978.*
6. White, M. L., "Encapsulation of Integrated Circuits," Proceedings of the IEEE, Vol. 57, p. 1610, 1969.
7. Jaffe, D., "Encapsulation of Integrated Circuits Containing Beam Leaded Devices with a Silicone RTV Dispersion," IEEE Transactions on Parts, Hybrids, and Packaging, Vol. PHP 12, p. 182, 1976.
8. White, M. L., "Encapsulating Integrated Circuits, 11 Bell Laboratories Record, p. 80, March 1974.
9. Shar, N. L. and L. G. Feinstein, "Performance of New Copper-Based Metallization Systems in an 85°c, 80% RH, Clz Contaminated Environment," Proceedings of 1977 Electronic Components Conference, PP• 84-95.
10. Plueddemann, E. P., Composite Materials, Vol. 6, Chapt. 6, Broutman and Knock, Editors, Academic Press, New York, 1974.
11. Plueddemann, E. P. and G. L. Stark, Proceedings of 28th Annual Conference on Reinforced Plastics S.P.I., Vol. 28, p. 21-E, 1973.
12. Plueddemann, Proceedings of 29th Annual Conference on Reinforced Plastics, S.P.I., Vol. 29, p. 24-A, 1974.
13. Flanagan, T. P. and I. Kaye, U.S. Patent 3,644,245 to Natl. Starch and Chemical Corp., February 22, 1972.
*JPL Internal Document
4-1
14. Sexsmith, F. H., Adhesives Age, Vol. 13 No. 5, p. 21; and No. 6, p. 31, 1970.
15. Plueddemann, E •. P. , Polyelectrolytes. and their Applications, pp. 119-128, A. Rembaum and E. Seleguy, Editors, D. Reid~l Publishing Company, Dordrecht-Holland, 1975.
4-2

APPENDIX A
DOW. CORNING TECHNICAL BULLETINS

Coupling agents Silanes
Silane coupling agents are bimnctional molecules with the unique ability to improve the bond between organic polymers and many mineral surfaces, and to retain composite properties after prolonged exposure to moisture.
Chemically, silane coupling agents are hybrid materials that possess the functionality of an organic reactive group at one end of the molecule and the inorganic alkoxysilane functionality at the opposite end.
Silane coupling agents can be represented by the general formula (RO);.Si R'X, where X represents a functional organic group such as amine, mercaptan, epoxy, and others. These groups are attacJied to the silicon through a stable carbon linkage R', usually a -(CH2hgroup. At the silicon or inorganic end of the molecule, are hydrolyzable alkoxy or acetoxy groups, (RO). These alkoxy or acetoxy groups hydrolyze in aqueous solution or upon exposure to atmospheric moisture to form the reactive -Si(OH)3
(silanol) functionality. The silanol group will condense with surface hydroxy groups of silicious materials, forming a covalent bond. The reactive organic group is then available to react with the resin, resulting in improved adhesion of the resin to the inorganic surface. Structures of commonly available silane coupling agents are listed in Table I.
It has been proposed that this bond with the surf ace is hydrolyzable but reversible. Under such conditions water actually may aid composite performance since breaking and reforming of siloxane bonds provide a means of stress relaxation at the organic-inorganic interface. Stress at the interface can result from differences of thermal coefficient of expansion of the organic and inorganic material.
Although the exact mechanism of bonding still may be controversial, it is clear that the organofunctional portion of the silane coupling agents reacts with thermoset resins and becomes covalently bonded to the resin matrix. For this reason it is important to choose a silane with an organoreactive group which will react with the resin matrix during the cure of the thermoset resin. In cases where several silanes are suitable, such factors as water solubility, resin wetability of the treated surface, or catalytic activity of the organofunctional group may determine the preferred silane.
The improved flexural strengths pro-
•Product Supervisor. Resins & Chemicals Marketin,i Dept .• Dow Coming Corp., Midland. Mich. 48640.
By Ward Collins*
duced by a silane finish in glass fiber laminates are listed in Table II. In most instances, performance "benefits are particularly noted in the retention of physical properties after exposure to a wet environment. In addition, moderate to excellent improvement is noted in the initial dry strengths of the composite.
that silane coupling agents improve adhesion of many thermoplastics suggests that there is some sort of chain scission or condensation reaction and/or hydrogen bonding occurring between the silane and the thermoplastic. For the nylons and polybutylene terephthalate, the amine-, chloroalkyl-. and epoxy-functional silanes have been found to be particularly beneficial in improving adhesion. In the case of polyolefins the styrylamine- and meth-
With thermoplastics, the interreaction of the silane with the matrix resin is not as obvious as with thermosets. The fact
Table I: Chemical.structure of silane coupling agents
Organotunctlonal group
Vinyl
Chloroalkyl
Epoxy
Methacrylate
Amine
Chemical structure
0 II
CH 2 = CH Si(OC CH 3) 3
CH 2 = CH Si(OCH 2CH,QCH 3) 3
Cl(CH2
)3Si(0CH
3)
3
CH.,CHCH,Q(CH 2 ) 3Si(OCH 3 ) 3
\ I 0
CHp
I II CH;., =C-CO(CH 2) 3Si(OCH 3) 3
H 2N( CH 2) 2N H(CH 2) 3Si(OCH 3) 3
HS(CH 1),S1(0CH 3) 3 Mercapto
Styrylamine CH 2 = CH-©-CH.,N~.,(CH.,) 2NH{CH 2) 3S1(0CH 3) 3
c1e
Table II: Sllane performance in glass fabric-reinforced laminates
Re•ln
Epoxy (anhydride) Epoxy (amine) Polyester Phenolic Melamine Butadiene-styrene Nylon Polypropylene
a-After 2 hr. in boiling water.
A-1
Sllane organoreactlve group
Epoxy, styrylamine Epoxy, amine. styrylamine Methyacrylate. styrylamine. vinyl Amine, isothiouronium chloride Amine Vinyl, methacrylate Amine, chloroalkyl Styrylamine. methacrylate
Flexural atrenglh Improvement, "le
Dry Wet•
10 30 50 40
100 50
110 85
10 80
150 150 250 300 100 90

acrylate-functional silanes provide the greatest improvement.
Sinre silane coupling agents affect the bond between two dissimilar surfaces, the most efficient use of silanes is by direct application to the inorgaRic surf ace. For glass fiber and large surfaces, the silane generally is applied as a dilute aqueous solution. An alternate method is by direct addition to the resin. When silanes are used as resin additives, sufficient mixing or compounding time should be·allowed for the silane to migrate to the organic-inorganic interface.
The most widely known use for silane coupling agents is in glass fiber-reinforced plastics. The silane, together with the remaining components of ~he sizing formulation, i.e., a polymeric film former, antistatic agent, and lubricant, are applied from an aqueous medium directly to the glass fiber as the filaments are being drawn. In the case of woven fibrous glass fabric, the weaving size first is removed by heat-cleaning and the fabric is finished by treating with a dilute aqueous solution of a silane coupling agent. With fibrous glass used for injection molding, the proper combination of silane and film former must be selected to provide good handling characteristics and to protect the fiber from abrasion during processing. Good handling characteristics include choppability, strand integrity, and the necessary compatibility or resin wetting at the plastics/glass interface. Typical silane concentrations range from 0.1 to 0.5% in the aqueous size or finishing solution.
Silane coupling agents also are useful as surface treatments for silicious minerals used to fill thermoplastic and thermoset resins. Minerals commonly treated with silanes include novaculite, kaolin clay, mica, and alumina trihydrate. Using silane-treated minerals as fillers often reduces composite costs and increases composite properties such as flexural and tensile strength. In the case of injection molded thermoplastics the silane treatment on the minerals often improves dispersion of the mineral in the resin which can result in shorter cycle times. Inorganic minerals can be silane-treated in either an aqueous slurry or by dryblending the silane and mineral with very high shear.
Silane coupling agents are used in combination with such minerals as clay and precipitated silica to replace :arbon black as a filler for many common rubbers such as sea, natural, and EPDM.
The silanes finding the greatest interest in this application are the mercaptoand amine-functional materials. Advantages of using silanes in combinations with mineral fillers in rubbers include improved abrasion resistance, reduced heat buildup and, in some cases, lower compound cost.
Silanes have found utility in a variety of systems where a moisture-resistant bond of organic resins to mineral surfaces is required. Improved adhesion of sealants, adhesives, and plastisols is achieved by employing the silane, particularly amino- and mercaptosilanes, as an integral additive to the elastomer or resin
system. In addition, aminosilanes in combinations with epoxy resin make good primers for bonding polysulfide and urethane sealants to inorganic surfaces.
Many thermosetting resins such as epoxies, phenolics, and furans are used as binders for large amounts of silicious or abrasive particles. Such applications include foundry binders, oil well sand consolidation, and abrasive binders in grinding wheels. In most of these applications adding small quantities of silane to the resin improves the strength of the composites and the moisture resistance of the bond at the resin mineral interface.
Silane coupling agents can also be used to manufacture crosslinked high and low density polyethylene and ethylene copolymers. The process consists of first grafting a vinyl-silane to the ethylene polymer. The grafted resin can then be fabricated in a conventional thermoplastic manufacturing process. After fabrication, the resin is crosslinked by exposure to moisture or steam at a temperature below the melting point of the resin. The crosslinking mechanism consists of hydrolysis and condensation of the pendant trialkoxysilyl group. Crosslinking ethylene resins by the process renders them nonmelting, improves stress crack resistance and reduces creep. The technology is presently being practiced commercially in power cable electrical insulation and in hot-water plastic pipe systems. Textile, packaging, and foam uses also may be feasible.
Reprinted from the 1977-1978 Modern Plastics Encyclopedia. Copyright 1977 by McGraw-Hill, Inc. 1221 Ave of the Americas, New York, N.Y. 10020. Al1 rights reserved.
A-2 Printed in U.S.A. Form No. 23-264-78
Selection Guide to Dow Corning® Organosilane Chemicals ·

Reactive organosilicon chemicals are being used in many ways. The largest is in the synthesis of silicone materials. Other common uses include modification of organic materials and inorganic surfaces, and decomposition to silica-containing products.
Their initial commercial value was for synthesis of the various silicone polymers. And, because production of silicones necessarily involves large-scale formulation of org~nosilicon compounds, an extensive family of these chemicals is now available to industry and research institutions.
Dow Corning: a leader Dow Corning Corporation pioneered the silicones industry, and today has the world's largest and most diversified silicones business. It produces more pounds of silicone-based materials - and has a broader product line - than any other supplier. Consequently, Dow Corning is also a leader in the production of organosilicon compounds. Two separate production facilities are dedicated to serving the growing demand for these basic silanes.
© Copyright Dow Corning Corporation 1977. All Rights Reserved. • Dow Corning is a registered trademark of Dow Corning Corporation.
Chemical types . ..
With respect to silicon, organosilicon chemicals from Dow Corning are generally monomeric compounds. These monomers have organic substituents on the tetravalent silicon atoms -attached by hydrolytically stable Si- C bonds - as well as other hydrolyzable substituents on silicon.
One basis of classifying such chemicals is by the type of hydrolyzable group on silicon. As sucb. chlorosilanes would include those organosilicon chemicals which have hydrolyzable Si-Cl bonds, and methoxysilanes would have hydrolyzable Si-OCHJ bonds.
The hydrolyzable groups can undergo various reactions to provide silicon functionality or reactive sites on silicon. These reactions - including several of commercial significance and utility - are described on pages 4, 5, and 6.
In addition to the functional or reactive groups that are attached directly to silicon, certain functional organic groups can also be
A-Ii
attached to the silane molecule. Specifically, they improve the bonding of organic materials to inorganic substrates.
The family of commercially available silanes, then, has three major branches.
1. Chlorosilanes
2. Silazanes
3. Organofunctional alkoxysilanes
On the following pages, each group is detailed by chemistry and uses, as well as product listings and technical data tables.

Safety and toxicity
In case of an emergency concerning organosilicon chemicals, contact Dow Corning Corporation, Midland. Michigan at (517) 496-5900 (24 hours a day). Also available is a hotline for handling any chemical spill called CHEMTREC (Chemical Transportation Emergency Center). This service operates 24 hours a day to provide immediate information on most chemicals, their nature, hazards and procedures for cleaning up spills. CHEMTREC can be reached by calling (800) 424-9300.
Chlorosilanes All chlorosilanes react with water in any form to hydrolyze the Si-Cl bond and generate corrosive hydrogen chloride. Thus, in the presence of any moisture (even humid air), they must ~e regarded as strong acids. The vapors are extremely irritating to eyes and mucous membranes. However, because the vapors are so noxious, personnel are quickly warned of their presence and corrective or evasive measures can be taken promptly.
As the data tables indicate, chlorosilanes exhibit variable degrees of volatility and flammability.
Splashes or spills of liquid chlorosilane cause acid burns on contact with the skin or eyes because HCI is immediately formed.
Silazanes Silazane compounds contain Si-NH-Si bonds which cleave in the presence of active hydrogencontaining materials to release Nt-t 3. Thus, they should be treated as strong bases. Contact with skin and eyes can result in burns.
Flammability and exposure to their vapors also constitute hazards.
Alkoxysila nes Alkoxysilanes are hydrolyzed in the presence of moisture to form alcohols.
For instance, methoxysilanes release methanol on contact with moisture. Precautions should be taken to protect eyes from contact . with these silanes. Exposure to the vapors of alkoxysilanes should be avoided. The materials are not corrosive nor do they release acidic or basic byproducts. However, they do have a drying or defatting effect ol'l contact with skin.
Flammability, volatility, and vapor toxicity are moderate and similar to that of the corresponding alcohol.
Organofunctional silanes Some organofunctional silanes (Dow Corning® 2-6050 and 2-6032 silanes) are supplied in alcohol solvents. and appropriate handling and safety precautions are recommended.
Amin of unctional silanes (Dow Corning® 2-6020 and 2-6050 silanes) will cause caustic burns on contact with skin or eyes. They act much like strong organic amines.
Dow Corning® Z-6040 silane, an epoxide-functional silane may cause skin irritation, particularly from prolonged contact. The material may also be a skin sensitizer and may produce an allergic skin rash upon repeated contact, even with small amounts.
Commercially, organofunctional silanes are normally used in low concentrations (0.1 to 5.0 percent). The toxicity hazards presented at such dilutions may be considerably less than those of the "'as-supplied" chemicals discussed. For example, contact hazards of dilute (10/o) aqueous solutions of aminofunctional silanes are minor compared to the significant hazards of the "as-supplied'' product.
A-5
General safety Because of their reactivity or functionality, all organosilicon chemicals present personnel hazards of varying degrees on skin or eye contact or inhalation.
In the general case of silane contact, the affected areas should immediately be flushed with water for 15 minutes. Use of neutralizers is NOT recommended. Contaminated clothing should be removed and medical attention obtained.
Full eye protection and protective clothing should generally be worn in those areas where spills of the concentrated chemicals are possible.
For supplementary or more detailed information about materials, methods and safety of these chemicals, contact Dow Corning's Health and Environment Services Department, phone (517) 496-5113.
Materials safety data sheets Materials safety data sheets (DepJ. of Labor, Form No. LSB-OOS-4) which give OSHA data for these products, may be obtained by writing or calling Dow Corning Corporation, Mail No. 140, Midland, Michigan, 48640; phone number (517) 496-4164.

Dow Corning chlorosilanes and silazanes "R'1 is alkyl or aryl organic substituents, or hydrogen, or combinations of these.
Chlorosilanes are chemical compounds with one silicon atom with at least one chlorine substituent on it. A general formula might be:
RaSiClb where "a" is 0, 1, 2, 3
11b" is 1, 2, 3, 4
Silazanes are compounds with SiNH-Si bonds which cleave in the presence of active hydrogencontaining materials (e.g., hydroxyl,
\.~·= ;~~·~~- ~ :t ;:.:~'·•:.:· ~· :· ~:~~ ~"":. . . ,.- -- "9.!'°'-::,,. ..... -; .···~· . . Methyllrichlorosllane •. . -~. z-1_211 %SI~
'-ii'.:.~.;:;,~~~:...~ ..... .._ ... -~ ....... ......_ ...... _ --... ~·-~ ~ - ·-- .... "- ·-
Ethyltrichlorosilane Z-1212 C:2HsSiCl3
r ··,;::~~::;:::~ .':t··-t Z-1~16_ C&l-b SICb .. ·. ·
[:. . . ...:.. ..... __ ...... -~.,..;.._ •... -·- ... , .... ·-·- .· •. ·-r . ·3
Oimelhyldichlorosilane r·: ·.;.., Z-1219 (CHJ)2SiCl2 r~ :;~ i. t t'
t• ~.. : . -:
t t~ ·. : 0 ~ '·.
~::.,: L, J TYPICAL PROPERTJ~ .. ~.::~~~ t,i!/ ·· · .,;./'. These values are not in\imded for use in preparing specifications. .. MolecularWeight ············1··1.~.,.~! ... ~ . .. : 163.5 [·211.6~.·.,:r.· 129.1 Specific Gravity at 77 F ~;..·J. · f· .,.. :: · ~.,:
(25C) • . • • • • • • • • • • . • . • . . • • '.1.27 : , 1.24 ,<.1 .32 .; 1.07
Refractive Index at 77 F ):;i,:·.:,2; ;i_·.-52;.·':
5' ·~ .• ;··-·.{.·_
(25C) •••••••.•..••••••••. ':1:~ ~ 1.426 • _ 1.402
Purity.percent ............ --~-. ::· 98 t· ;97·;f~ 99
Color,APHA ............... ~joo . . 100 f.100''/ 100
Flash Point, closed cup, l't.\'ISF : 60 F ~ 175F ;.i 16 F degrees ....•.•.•..•....•.. ·,L.!1:~r C} • (15.6 C) t :Y9C) .. ::: (-8.8 C)
Boiling Point at 760mm Hg. :~51 f ·: 210 F ~- 394F • ;~ 158 F degrees .................. "t;J66.4 C} (99.3 C) f· (201C) . ~ (70.3 C)
.. §;:!::::::::::::::1,fi}:.t i ti{j i perchloroethytene •. •.•.•• ·.~·s :·_. : s r-~~ ·s _j S melhyl alcohol • • • • • • • • • • • ~-ff;".': -~ R .; • R .. :i R water . • • . . . . • . . • • . . . . . . . . ~ (..:~. , . • R .. ll. /~ R
Co~~~~:11t) •••••.•..•... • 1· ;~~f/; - ~)'·2:._·'. '.J 55-gal(210-llt) •••••.•.•••• :~~~ 520-lb · -~·.:·~ -125-lb
f (225-kg) (234-kg) . .S-kg) ( 191-kg) type • • . . • . . . . . . . . . • . . . . . • . ,:DOT 5B DOT 58 ~ DOT 5~ • DOT SB
·s = Soluble 51 = soluble and slightly reactive R = reactive H = hydrolyzes to form aqueous solution tFor smaller container sizes contact: PCR, Inc.: P.O. Box 1466. Gainesville. FL 32602 (904) 376-7522
Specification Writers: Please contact Dow Corning Corporation, Midland, Michigan, before writing specifications on these products.
A-6
mercaptan, amine or acid groups) and form bonds to silicon. For instance, hexamethyldisilazane (CH3)3 SiNHSi (CH3)3.
The product numbers listed are for Dow Corning chlorosilanes and silazanes.
'' ... -·- ............... .. ..
Typical applications Chlorosilanes are basic raw materials in the production of silicones. But important industrial uses in several diverse areas have been found.
1. Thermal decomposition to s;c coatings
CH3SiCIJ reducing atm
SiC + 3HCI A
This decomposition is of commerical utility in providing dense, clear. uniform coatings of thermally stable, wear-resistant, high-purity SiC on various inorganic substrates, often by means of chemical-vapor deposition 1 •
These processes might be used in producing extremely wear-resistant sur1aces on metal parts, or providing high-temperature coatings or binders for refractory articles, semiconductors, or SiC coatings on ultrahighmodulus inorganic fibers.
The process involves vapor phasing methyltrichlorosilane (Dow Corning 2-1211 silane) in a hydrogen gas carrier into a coating chamber at deposition temperatures (about 1500 C). Other means of SiC deposition may also be used .
2. SUylation
The silyl group may be designated as RaSi -where "a" is usually 2 or 3 and "A" is usually methyl but may be any alkyl or aryl group. The most familiar would be trimethyl silyl (TMS) or dimethyl silyl (OMS) groups.
Silylation most commonly refers to the substitution of a silyl group for active hydrogen on an organic molecule. For example, a TMS source (such as Dow Corning~ Z-1224 or 2-6079 silane) in combination with a hydroxylcontaining molecule is "capped" with the silyl group, as follows:
I ~H, (CHJ)3 Si- + HOCH - CH,SiCHJ
I I
0 I
-CH-

Dow Corning alkoxysilanes Dow Corning alkoxysilanes are silane monomers with the general formula:
RaSi {OR')b,
where "a" is 1 ,2 "b" is 2, 3
L.
Dimethyl s1lylation permits "capping" two functional groups on the molecule while using only one mole of silylating agent. For example. OMS sources such as Dow Corning Z-1219 silane can be employed in penicillin synthesis to tie up carboxylic acid or amine groups temporarily1 .
Silylating reagents are commonly used in gasliquid chromatography (GLC) 3 . Industry uses silylation techniques to preferentially and reversably block certain reactive sites during synthesis. It can also reduce hydrogen bonding effects or control volatility.
Supplementary literature and bibliography on commercially significant silylation applications are available. They are oriented to pharmaceutical and chemical-processindustry interests.
"A" is methyl or organoreactive alkyl groups
same reactions of the siliconefunctional groups that chlorosilanes exhibit. However, the byproduct of their hydrolysis is methanol, which is much easier to work with than the corresponding corrosive hydrochloric acid that is liberated by the chlorosilanes.
"OR"' is methoxy. Like the chlorosilanes. alkoxysilanes exhibit silicon functionality with hydrolyzable groups on silicon. Alkoxysilanes undergo many of the
.. • - • - •. : ... , ! ...... , .. ; . .",\- •• .: .. :o-:- ••. "4'.9·· ,,.,- ... ,... .• • ... ,r~::· ~~ ~ Phenylmethyldichlorosilane' ..
Z-1221 (Cetis) CH3SiCl2" ·
. , ___ ... - ...... ~- - ... ___._ ... __ - "-·-..,...,__ ___ ..... ____ ~ ~. ,;.. .
Trimethylchloros,lane 1~;;: ~>:. · Z-1224 (CH3J3S1CI . .-' ,· . . . .
. ·; .-,•.-.:1":- .... ...,..-s .. ·:-··-7~-:-,- ~ -.,~·~~~)r-~ .. :-..·:~:.-· ••
• " ·· Methyltnmethoxysllane -: · ·: ;., · ·
- -·=- ... . . - ~:~.C-Ha:.(:C"3)3 f/t Hexame1hyld1s1lazane '. ' ; • ··
Z-6079 (CH3)3S1NHS1 (CH3)3 ~ t- ·{~ :
f.. ti :"' t- t- . : f.. ~- ,· f. "'_·-~··. t· - l:::.·~:.-r : .'.. ~:~:.
f< . t<: ·. TYPICAL PROPERTIES L .·._:. · . a·-~:_}/:' These values are not intended for use in preparing specifications.
161.4
0.77
1.405
96
20
77 F (25C)
257 F (125 C)
s s s s
S1 R R
t: 136 . .. 108.7 (:.
k.;-0.~ . ~ 0.86
~:;.3~0 ·. 1.389
t47 F , 0 F (~.C), -~-17.7 C)
:217 F · 135 F 103 C) (57.2 C)
,. ' h91:1·: ............. Molecular Weight
~ •. 1"":_:,
1:7,:"'.·.: .. '..·_,~:- Specific Gravity al 77 F
...........••......... (2SC)
~\ .-~?(~,'": Refractive Index at 77 F ~-S2G.~\ ........................ (2S C)
rzr;:::::::::::::::. ~::;~:.:::: · 181 'F · Flash Point. closed cup. t(B3 C):
0
!. .. .................... degrees, ~ ._.,,, .. ; 402 .F · ·. Boihng Point at 760mm Hg, J205 ~) · ...................... degrees
for ·· ,-- ·; \ (' ~::-;t:··:.::·~ Solubility•
l··~::f-.· :-... -.;·.. : ~;<~ : : : : : : : : : : : : : : : : : : : : : . :;~:~;: ·· .:S · .; ,: S . :S :, .... ~;· · . . . .. . . .. . . .. . . . . . . ethyl ether
'\.: ·: ·~- .~ ; >f ~ ... : : : : : : : : : : : : -~~;~i,j~;~:C~~::~: _.:- .:? : f.:},··._:::::::::::::::.~~~~~'.~1:~~::
p3 .. -7.-~·< ... :-J ~:-;':_,t:.,.. Containerst
30-lb f.: ......, J":~ ~.:'. _ .................. s-gal (19-lit) 113.5-kg> A's~g, ; t:'· :-- ~~; .
340-lb t400-lb · 325-lb . 500-lb ~ ................ 5S-gal (210-lit) (153-kg> 1180-kg) !(14&-kgl i22S«e> -~
. ___ o_o_r_s_e____lllF'---".!'--5B ... ;;..;;; n~o_r_5_e___;po~-_.,:_se""" .• ,__·· _ .. _._· ._._· .................. type
·s = soluble S1 = soluble and shghtly reactive R = reactive H = hydrohzes to form aqueous solution. tFor smaller conlainer sizes contact. PCR, Inc .. P.O. Box 1466. Gainesville, FL 32602 (904) 376-7522
Specification Writers: Please contact Dow Corning Corporation, Midland, Michigan, before writing specifications on these prcducts.
A-7

Dow Corning organofunctional silanes
Chemically, the commercial silane coupling agents are members of a family of organosilioon monomers characterized by the general structure:
(R'Q)3Si(CH2CH2CH2)Z,
where "Z" is a functional organic group, and "R'O" is a hydrolyzable alkoxy group.
Thus, on the two ends of the molecule, two quite different types of chemical interactions are
f f· I
lsothiouronium chloride functional sllane Z-5456 (H0)3SiCH2CH2CH:2S+ = C(NH2)2C1-
• ' t.
i t t. l l
f: I t· I t j t ~
N-(2-aminoethyl )-3-aminopropyltrimethoxysi lane Z-6020 (CH30)3Si(CH2)3NHCH2CH2NH2
r····· ••
f Amlnofunctional sllane j· · Z-6026 (40 percent silane in methanol)
~ (. ,
' l
r f
y-methacryloxypropyllrimethoxysitane <;i) Ct;i3
Z-6030 (CH30)3SiCH2CH2Cl-f20C-C = CH
r
Vinylbenzylamine functional silane Z-6032 (40 percent sllane in methanol)
possible. The silane coupling agents improve bonding between inorganic reinforcements (fibrous or particulate) and organic polymer matrices. This results in stronger composites and better retention of
f !·
r . y-glyc,doxypropyltrimelhoxysilane / 0,
Z-6040 (CH30)JSi(CH2)30CH2CH - CH2
i I' ..
i 1
t I
'
t· i r . r
TYPICAL PROPERTl:ES I-_ . ~ These values are not intended for use in preparing specifications.
Molecular Weight ........... ~ 232 222 ~ 248 374 236
Specific Gravity at 77 F f' (25C) •••.•...••••.••••• l 1.20 1.04 .89 1.04 0.90 1.07
Refractive Index at 77 F l; (25C) .................. t. ,.4450 1.442 1.374 1.429 1.395 1.428
Silane Ingredients, ;·' percent ....••••••••.•..
~ 50 95 40 98 40 96
Color.APHA ·············· I 150 50 100
Flash Point, closed cup, None 250 F i 40F 198 F 55F 175 F degrees ................ I (121 C) (4C) (92C) (13C) 179C)
Boiling Point at 760mm ~ i·· 374 F r f I Hg. degrees ............ r (190 C) i
Solubility• t i acetone R ~- s i· ................
t t ! s benzene ••.•..••....... s s s ethyl ether ............. f s s i'· s heptane ............... I I J· 1 ~ s
f I
perchloroethylene ..... R s I s methyl alcohol •.••..•.• s s I s s water ......•.•••••••••. t H H D H I I
Containerst i· t ". 5-gal (19-lit) ............ t 40-lb 42.5-lb ; 35-lb 40-lb 30-lb 40-lb i (18-kg) (19.1-kg) (15.7-kg) (18-kg) 113.6-kg) (18-kg)
55-gal (210-lit) .......... , 4SCHb 4SO-lb ~ 40D-lb 441-lb 33D-lb 441-lb (202.5-kg) (202.5-kg) {1SO-kg) (200-kg) (149.7•kg) (198 4-kg) DOT 17E type ................... I
DOT 17E pc>T 17E DOT 17E poT 17E DOT 17E
·s = soluble I = immiscible S1 = soluble and slightly reactive H = hydrolyzes to form aqueous solution R = reactive D = dispersible tFor smaller container sizes contact: PCR, Inc .• P.O. Box 1466, Gainesville, FL 32606 (904) 376-7522
Specification Writers: Please contact Dow Corning Corporation, Midland, Michigan, before writing specifications on these products.
A-8
Typical applications Silane coupling agents interact with plastics by means of the functional organic groups on the silane. These groups, denoted R, exhibit their usual characteristic chemical reactions. Thus, coupling the silane to a plastic polymer is a matter of selecting the proper organic group to react with the specific polymer.
Since many different plastic matrices are used in reinforced plastics and composites, a variety of organofunctional silanes are offered. By matching the right silane to the plastics, optimum coupling is achieved.
The silane couples tenaceously to glass, silica, and other siliceous surfaces using its silicon fu!'lctionality. Coupling to the organic polymer is achieved through covalent bonds formed by reactions with the silane's organic functionality and functional groups present in the organic matrix.
For example, one of the major uses for silanes is as a fiberglass finish, which is employed to improve internal resin/glass bonds in fiberglass•reinforced polyester parts. To cure, these resins employ a peroxide catalyst and unsaturated monomers like styrene. A silane with unsaturated bonds. such as Dow Corning 2~030 or Z-6031 silanes. methacrylatefunctional silanes, can co-react with the matrix resin during cure. as follows:
OCH, I 11 I
Glass- SiROCC = CH2 + CH2 = CH-resin
Peroxid~ OCH, I I I
~ Glass-~iROCy - CH2CH-Resin
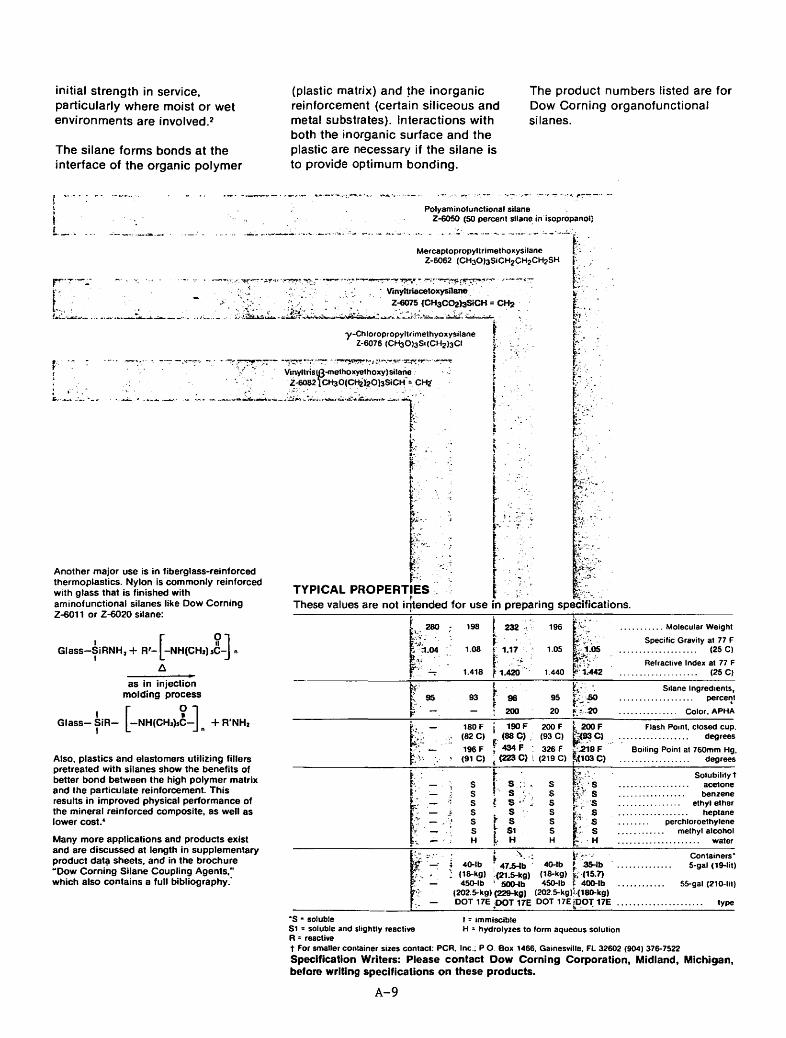
initial strength in service. particularly where moist or wet environments are involved.2
The silane forms bonds at the interface of the organic polymer
Another major use is in fiberglass-reinforced thermoplastics. Nylon is commonly reinforced with glass that is finished with aminofunctional silanes like Dow Corning Z-6011 or Z-6020 silane:
[ OJ I II Glass-~iRNH 1 + R'- -NH(CH2)sC- "
l::!,.
as in injection molding process
I [ ~ 1 Glass- ~iR- -NH(CH2}sC-J " + R'NHz
Also, plastics and elastomers utilizing fillers pretreated with silanes show the benefits of better bond between the high polymer matrix and the particulate reinforcement. This results in improved physical performance of the mineral reinforced composite, as well as lower cost.•
Many more applications and products exist and are discussed at length in supplementary product dat~ sheets, and in the brochure "Dow Corning Silane Coupling Agents," which also contains a full bibliography."
(plastic matrix) and !he inorganic reinforcement (certain siliceous and metal substrates). Interactions with both the inorganic surface and the plastic are necessary if the silane is to provide optimum bonding.
The product numbers listed are for Dow Corning organofunctional silanes.
... -.-..... -....... -.......... ~ ........ . •,,,r~ ,·-· ,-.., ,., ~ • ••'\ t'~~-·• -•
Polyaminofunctional silane Z-6050 (50 percent silan~ in isopropanol;
It';: __ /,~. 198 t. 232 196 [_~'.,:_ .. _;._ .·.·. . .......... Molecular Weight
-~ r r · Specific Gravity at 77 F ::1.04_ 1.08 \ 1.17·•· · 1.05 tfr:{~ . . . . . . . . . . . . . . . . . . . . (25 C)
1,:':' l . · .. . f,;.~ ·. ~ Refractive Index at 77 F f ·, ~ 1.418 t 1.420 . 1.440 y;-1.442 . . . . . . . . . . . . . . . . . . . . (25 C)
ft 95 93 t· 96 95 r~ .......... -~-il-~~~-l~grei:~;~;;
t'' 200 20 t\ .20 . . . . . . . . . . . . . . . Color. APHA
[~ 180 F ; 190 F 200 F t 200 F Flash Point. closed cup. ~;~ (82 C)
1 (88 C) (93 C) ~,{~ C) .. . . . . . . . . . . . . . . • . . . degrees
• ,. 196 F r 434 F ·: 326 F ·.219 F Boiling Point at 760mm Hg, t:~--. :. , (91 C) , (223 C) ; (219 C) ~103 C) . . . . . . .. . . . . . . . . . . degrees
•• 1,o ~ ...
;{.
t·.. tt.::. s s :. • s {i~ . s S S ·. · S S"'"r S S : ;a , : (···:
~ t s s ~.'\. s 5 t· $1 S t S H f: H H ~- · H
Solubility t acetone
. . . . . . .. . . . . . ... . benzene
. . . . . . . . . . . . . . . . ethyl ether
. • . . . ... . .. . . . . . . . heptane perchloroethylene
. . . . . . . . . . . . methyl alcohol
.... .......... ....... water
40-lb ~ 47..s:-b-: 40-lb ~1
~~lb Containers· 5-gal (19-lit)
(18-kg) :(21.S-kg) (18-kg) t~·-(15 .. 7) .............. .
450-lb ' 500-lb 4SO-lb ~ _400-lb . . . . . . . . . . . . 55-gal (210-lil) (202.5-kg) (229--kg) (202.5-kg)t(180-kg) DOT 17E por 17E DOT 17E~O~ 17E . . ... • . . . • . .. .. .. . . . . . type
·s = soluble I = immiscible S1 = soluble and slightly reactive H : hydrolyzes to form aqueous solution R" reactive t For smaller container sizes contact: PCR. Inc.; P 0. Box 1466. Gainesville. FL 32602 (904) 376-7S22
Specification Writers: Please contact Dow Corning Corporation, Midland, Michigan, before writing specifications on these products.
A-9
any product shown to be otherwise than as warranted. Dow Corning will not be liable for consequential damages of any kind.
Suggestion of uses should not be taken as inducements to infringe any patents.
References 'Bn1ish patent 955.700 2Netherlands patent 6.401,841 3A.E. Pierce. "Silylation of Organic Compounds." published by Pierce Chemical Co .. Rockford. Illinois. 1968. •composite Materials (book series 6), L.J. Broutman and R.H. Krock editors: Vol. 6 -Interfaces in Polymer Matrix Composites. edited by E.P. Plueddeman, Academic Press. 1974
The complete line of Dow Corning reactive organosilicon chemicals provides the volume user with a wide selection to meet precise needs. In addition, Dow Corning silicon chemical speGialists offer the technical capabilities - plus production facilities - needed to develop and produce these and new materials in volume. If this selection guide does not include data required, or if assistance is needed in the use of these chemicals, please contact your nearest Dow Corning Sales Office. For direct ordering of Dow Corning silicones, call TOLL-FREE 800-248-2345 (in Michigan 800-292-2323} or write "Dow Corning Corporation, Customer Service Department, P.O. Box 1-M, Midland, Michigan 48640."
Dow Corning Sales Offices
USERS PLEASE READ The information and data contained herein are believed to be accurate and reliable; however, it is the user's responsibility to determine suitability of use. Since Dow Corning cannot know all of the uses to which its products may be put or the conditions of ·use, it makes no warranties concerning the fitness or suitability of its products for a particular use or purpose.
You should thoroughly test any pr9posed use of our products and independently conclude satisfactory performance in your application. Likewise, if the manner in which our products are used requires governmental approval or clearance, you must obtain it.
Dow Corning warrants only that its products will meet its specifications. There is no warranty of merchantability of fitness for use, nor any other express or implied warranties. The user's exclusive remedy and Dow Corning's sole liability is limited to refund of the purchase price or replacement of
CALIFORNIA
(Los Angeles} 3033 West Mission Road Alhambra, California 91803
(San Francisco) P.O. Box 10320 Palo Alto, California 94303
GEORGIA
Suite 450 2150 Parklane Drive, N.E. Atlanta, Georgia 30345
ILLINOIS
(Chicago) 4825 N. Scott Street Schiller Park, Illinois 60176
MASSACHUSETTS
(Boston} One Wells Avenue Newton, Massachusetts 02159
MICHIGAN
(Detroit} Suite 211 32969 Hamilton Court Farmington, Michigan 48024
NEW JERSEY
P.O. Box 549 401 Sylvan Ave. Englewood Cliffs, New Jersey 07632
DOW CORNING CORPORATION, MIDLAND, MICHIGAN 48640
··oow Corning" 1s a registered trademark ol Dow Corning Corporahon
Printed in U.S.A. A-10
NORTH CAROLINA
1902 Lendew Street Greensboro, North Carolina 27408
OHIO
P.O. Box 91337 Cleveland, Ohio 44101
TEXAS
Suite 209 6350 LBJ Freeway Dallas, Texas 75240
ARGENTINA: Buenos Aires AUSTRALIA: Blacktown AUSTRIA: Vienna BRAZIL: Sao Paulo BELGIUM: Brussels CANADA: Downsview (Toronto) CANADA: Westmount (Montreal) CANADA: West Vancouver CHINA: Hong Kong, B.C.C. DENMARK: Bagsvaerd(Copenhagen} FRANCE: Rueil- Malmaison (Paris} GERMANY: Dusseldorf GERMANY: Munich HOLLAND: Rotterdam ITALY: Milan JAPAN: Tokyo MEXICO: Mexico City PUERTO RICO: Hato Rey SOUTH AFRICA: Reitfontein UNITED KINGDOM: Knutsford UNITED KINGDOM: Reading
DOW CORNING E+i1i+MMI
Form No. 23·1818-n