Embed Size (px)
Citation preview
![Page 1: Journal of Science: Advanced Materials and Devices · biomimicry, autonomous self-assembly and mini-tissue building blocks [6]. In contrast to conventional 3D printing, 3D bio-printing](https://reader034.pdfslide.us/reader034/viewer/2022052101/603b7e754e45dd6f112e1585/html5/thumbnails/1.jpg)
lable at ScienceDirect
Journal of Science: Advanced Materials and Devices xxx (2016) 1e17
Contents lists avai
Journal of Science: Advanced Materials and Devices
journal homepage: www.elsevier .com/locate/ jsamd
Three-dimensional printing of biological matters
Ahmed Munaz a, Raja K. Vadivelu b, James St. John b, Matthew Barton c, Harshad Kamble a,Nam-Trung Nguyen a, *
a Queensland Micro- and Nanotechnology Centre, Griffith University, Brisbane, QLD, 4111, Australiab Eskitis Institute for Drug Discovery, Griffith University, Brisbane, QLD, 4111, Australiac Centre for Musculoskeletal Research, Menzies Health Institute Queensland, Griffith University, Brisbane, QLD, 4111, Australia
a r t i c l e i n f o
Article history:Received 3 April 2016Accepted 6 April 2016Available online xxx
Keywords:3D bio-printing3D positioning systemBio-inkHydrogel3D scaffoldsOrgan construction
* Corresponding author.E-mail address: [email protected] review under responsibility of Vietnam Nati
http://dx.doi.org/10.1016/j.jsamd.2016.04.0012468-2179/© 2016 The Authors. Publishing services b(http://creativecommons.org/licenses/by/4.0/).
Please cite this article in press as: A. Munaz,Devices (2016), http://dx.doi.org/10.1016/j.js
a b s t r a c t
Three-dimensional (3D) printing of human tissues and organ has been an exciting research topic in thepast three decades. However, existing technological and biological challenges still require a significantamount of research. The present review highlights these challenges and discusses their potential solu-tions such as mapping and converting a human organ onto a 3D virtual design, synchronizing the virtualdesign with the printing hardware. Moreover, the paper discusses in details recent advances in formu-lating bio-inks and challenges in tissue construction with or without scaffold. Next, the paper reviewsfusion processes effecting vascular cells and tissues. Finally, the paper deliberates the feasibility of organprinting with state-of-the-art technologies.© 2016 The Authors. Publishing services by Elsevier B.V. on behalf of Vietnam National University, Hanoi.
This is an open access article under the CC BY license (http://creativecommons.org/licenses/by/4.0/).
1. Introduction
The invention of the printing press changed the course of hu-man history. The disruptive technology of printing text and imagesimpacted society globally, acting as media for education, religion,politics, language, and culture [1]. Since then, a number of in-novations further enhanced the printing technologies. For example,the introduction of dot matrix printers revolutionized the con-sumer market, where a computer linked to a printer as its pe-ripheral device allowed desktop publishing and on-demandprinting, reducing cost and time. The advent of the Internet intro-duced further an advancement, which allows documents to beavailable anywhere and printed just by the click of the mouse.Personalised printing made education, scientific research and artsmore accessible to the broad population. Table 1 lists the majormilestones in the history of printing technology. Although CharlesHull first introduced in the late 1980 three-dimensional (3D)printing through the so-called stereo lithography technology, itssignificance only started to materialise at the turn of the 21stcentury [2,3]. This versatile printing technology allows the fabri-cation of a wide range of 3D objects, from electric components to
(N.-T. Nguyen).onal University, Hanoi.
y Elsevier B.V. on behalf of Vietnam
et al., Three-dimensional prinamd.2016.04.001
biological implants, through layer-by-layer patterning with ultra-violet (UV) exposure of photoresist films [4].
A 3D printer can also dispense biological materials making bio-printing possible. Generally, bio-printing can be achieved withlayer-by-layer positioning of biomaterials as well as living cells. Theprecise spatial control of the functional materials allows for thefabrication of 3D tissue structures such as skin, cartilage, tendon,cardiac muscle, and bone. The process starts with the selection ofthe corresponding cells for the tissue [5]. Next, a viable bio-inkmaterial is prepared from a suitable cell carrier and media.Finally, the cells are printed for subsequent culture into therequired dimensions. The several approaches of 3D bio-printing arebiomimicry, autonomous self-assembly and mini-tissue buildingblocks [6]. In contrast to conventional 3D printing, 3D bio-printingis more complex in terms of the selection of materials, cell types,growth/differentiation factors, and sensitivity of the living cellsconstruction.
A typical 3D bio-printing process consists of the pre-processing,processing and post-processing stages. Pre-processing consists ofthe formation of an organ blueprint from a clinical bio-imagingsystem (i.e. MRI) and the conversion of this information into adirect instruction software of the standard template library (STL)for the printing hardware, which includes but is not limited to aseries of integrated tools such as automated robotic tools, 3Dpositioning systems with printing head, ink reservoir, nozzle
National University, Hanoi. This is an open access article under the CC BY license
ting of biological matters, Journal of Science: AdvancedMaterials and
![Page 2: Journal of Science: Advanced Materials and Devices · biomimicry, autonomous self-assembly and mini-tissue building blocks [6]. In contrast to conventional 3D printing, 3D bio-printing](https://reader034.pdfslide.us/reader034/viewer/2022052101/603b7e754e45dd6f112e1585/html5/thumbnails/2.jpg)
Table 1Major milestones of the history of printing technology.
Milestone Year (CE) Details
Book printing 200 Woodblock printing used in China.1040 Letters rearranged for each page in movable typing.1440 Printing press introduced by Johannes Gutenberg.1884 Introduction of hot metal type setting.1907 George C. Beidler invented the Photostat machine.
Desktop printing 1968 Dot matrix printing invented by Digital Equipment Corporation.1970 Inkjet printing produced by Epson, Hewlett-Packard, Cannon.1979 Laser printer developed by HP for desktop.
3D printing 1984 3D printing invented by Charles Hull called stereo-lithography.1991 Word's first fused deposition modelling (FDM) invented by stratasys that uses plastic and an extruder to make 3D model.1992 Selective laser sintering machine (SLS) invented by DTM using power with laser to print the 3D model.2000 3D ink jet printer and multi-colour printer produced. Following year, desktop 3D printer introduced.2009 Commercial 3D printer available to market.
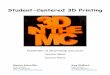
Fig. 1. Schematic of a 3D positioning system incorporating a print head and printingbed system.
A. Munaz et al. / Journal of Science: Advanced Materials and Devices xxx (2016) 1e172
systems, video cameras, fiberoptic light sources, temperature con-trollers, piezo electric humidifiers, and integrated controllingsoftware.
The processing stage is the actual printing session of the bio-inkusing the bio-printers. The processing stage includes bio-inkpreparation, clinical cell sorters (e.g. Celution, Cytori therapeu-tics), cell propagation bioreactors (e.g. AastromBioscience), and celldifferentiators to construct the desired biological structures.
The post-processing stage comprises the necessary proceduresto transform the printed construct into a functional tissue engi-neered organ, suitable for surgical implantations. The post-processing stage may also include perfusion bioreactors, cellencapsulators and a set of bio-monitoring systems [7]. Each of theseauxiliary machines has their own important roles for scaling upbio-printing. For example, cell encapsulators and bioreactors areessential to restrict undesirable fusion processes after the con-struction. Mironov et al. proposed a bio-reactor that is believed tomaintain fragile tissue construct with sufficient time for post pro-cessing of tissue fusion, maturation and remodelling [8].
2. Technological considerations
The main technological challenges of 3D bio-printing are (i) the3D positioning process, (ii) the formulation of a bio-ink and (iii) thedispensing system.
2.1. Three-dimensional positioning
Precise positioning of the print head plays a crucial role for theadditive layer-by-layer construction of a 3D object. The positioningsystem is sometimes referred to as the bio-assembly tool (BAT) thatutilizes computer aided design/manufacturing (CAD/CAM) soft-ware to precisely deposit various 3D heterogeneous cells [9]. BATgenerally consists of multiple printing heads that can travel in a XYplane and adding through the Z axis for the printed layer [10]. Anumber of sensors are necessary to detect the thickness of eachprinted layer, and to adjust the print head for the next layer. Controlsoftware allows for the synchronization of these printing heads inthe 3D space. The softwaremay also consist of a number of text filesor scripts for organizing the movement of the BAT and controllingthe speed, air pressure as well as temperature. The 3D platformshould be able to stop at various points during the printing processto change the bio-ink if necessary. Fig. 1 illustrates a typical 3Dpositioning system incorporating a print head and a printing bed.
For mapping a human organ, an X-ray, magnetic resonanceimaging (MRI) or computed tomography (CT) scan can be convertedto a bio-computer aided design (Bio-CAD) [11,12]. Surgical naviga-tion software such as Stryker (Kalamazoo, United States), MedCAD
Please cite this article in press as: A. Munaz, et al., Three-dimensional prinDevices (2016), http://dx.doi.org/10.1016/j.jsamd.2016.04.001
(Dallas, United states) are some of the commercially available Bio-CAD packages. The Bio-CAD software visualizes 3D anatomicstructures, differentiates heterogeneous tissue types, measures anddifferentiates vascular and nerve tissues and generates the desiredcomputational tissue model [13]. A specialized software such asRhinoceros 4.0 (real time simulation integrated with MATLAB/Simulink) can modify this bio-CAD design in extremely detailedslices with contour boundary paths that then can be synchronizedwith the 3D positioning system [13e16]. The software consists of aconsole and amaster. The console analyses the 3Dmodel, renders itonto a series of commands to be sent to the positioning stage. Themaster controls the positioning coordinates of the print head.
Surface mapping observes the printing status of each layer anddecides the time to begin the construction of the next layer. Thewaiting time may vary from material to material, depending on itsconcentration and its thickness. For instance, Song et al. utilized aprototype system consisting of stepper motors for each X, Y, and Zaxis movement and another axis for dispensing materials with asyringe. The positioning system had a precision of approximately0.05 mm along the X and Y axis and of 0.125 mm in the Z axis. Theoptimum speed for depositing the material is typically between 1and 10 mm/s. The software transferred the CAD model to a layeredprocess path in Extensible Markup Language (XML) that directlycontrols the positioning system [17].
One of the most common problems of additive printing is theaccumulation of errors that is associated with the printing height.This problem poses a big challenge to the construction of a largenumber of layers [18]. The accumulative errors eventually lead toan unsuccessful attempt for the 3D construct. However, for better
ting of biological matters, Journal of Science: AdvancedMaterials and
![Page 3: Journal of Science: Advanced Materials and Devices · biomimicry, autonomous self-assembly and mini-tissue building blocks [6]. In contrast to conventional 3D printing, 3D bio-printing](https://reader034.pdfslide.us/reader034/viewer/2022052101/603b7e754e45dd6f112e1585/html5/thumbnails/3.jpg)
A. Munaz et al. / Journal of Science: Advanced Materials and Devices xxx (2016) 1e17 3
observation andmitigating these errors, each print head could haveindividual controllable video cameras attached. Furthermore,fiberoptic light sources will illuminate and cure the constructedlayer. A controlled heaters and piezoelectric humidifiers can pre-vent the polymerization in each head. Biomaterials such as collagenand pluronic-F127 can be easily constructed for a finite number oflayers but will eventually lose shape due to swelling or dissolution[19,20]. Specialized techniques incorporating other bio-degradablematerials may solve this problem.
Surface mapping feedback (SMF) is an algorithm-based geo-metric feedback software that can find errors between the printedlayers. The software compares the measurement of the constructedcell with the virtual CAD model. Accounting for the errors detectedby a displacement sensor, the deposited parameter can then beadjusted for in subsequent layers [21].
The BAT reported by Smith et al. has a resolution of around 5 mm,a linear speed between 10 mm/s to 50 mm/s and a deposition ratebetween 12 nl/s to 1 ml/s [10]. Smith's group developed a script toconstruct a five-layer artery branch of a pig heart using bovineaortic endothelial cells (BAECs) suspended in type 1 collagen.Cohen et al. improved upon a custom built robotic platform forsolid-free fabrication of alginate hydrogel and calcium sulphate toconstruct pre-seeded living implants of arbitrary geometries [19].The robotic platform has XeY axes with a maximum transversespeed of 50 mm/s. The Z-stage served as a building surface with apositioning precision of 25 mm. Keating et al. used a 6 axis roboticarm (KUKA KR5 sixx R850) that limits the deposition of supportmaterial by building a rotating platform for printing complexstructures [22]. The first 3 axes are used to position the robotic armand the last 3 axes move the platform. The robotic arm used KUKArobot language and Python scripts to control the movement of theaxes.
2.2. Bio-ink
Bio-ink developments are one of the most challenging issues inthe 3D bio-printing process. Generally, the ink must fulfil the bio-logical, physical and mechanical requirements of the printingprocess. Firstly, from a biological aspect, the ink should bebiocompatible whilst allowing cell adhesion and proliferation.Physically, the ink requires a viscosity low enough to dispense fromthe print head. Finally, the paramountmechanical requirement is toprovide sufficient strength and stiffness to maintain structuralintegrity of the ink after printing. Bio-inks are composed of livingcells (typically 10,000e30,000 cells per a 10e20 mL droplet) sus-pended in a medium or pre-gel solution by polymer cross linkers(such as thrombin, CaCl2, gelatin, fibrinogen, NaCl) that are acti-vated by photo or thermal processes. For instance, poly (L-lacticacid) and poly (D, L- Lactic acid) can be dissolved in dioxane, withbone morphogenic protein grounded into particles and suspendedin deionized water which can be used for making bone scaffoldmaterial [23].
Bio-inks without living cells are generally used to form scaffoldsupport for later cell culture and growth. Typical scaffold materialsinclude hydrogels such as agarose, alginate, chitosan, fibrin, gelatin,poly(ethylene glycol)-PEG hydrogels, poloxamers and poly(2-hydroxyethyl methacrylate)-pHEMA [24e28]. Besides forming thescaffold, these materials also help to culture functionalize cells. Forexample, agarose is a natural polymer that forms a gel at roomtemperature. Lowmelting point at 37� revert the gel into a solutionallowing it to be washed away [29,30]. Alginate is a linear copol-ymer found in the walls of brown algae. Crosslinking with CaCl2 athigh concentration and low temperature, alginate can rabidly forma gel with high viscosity [29]. Chitosan is another linear poly-saccharide obtained from shrimp and crustacean shells.
Please cite this article in press as: A. Munaz, et al., Three-dimensional prinDevices (2016), http://dx.doi.org/10.1016/j.jsamd.2016.04.001
Crosslinking with NaOH allows chitosan to rapidly form a gel ma-trix [29]. Collagen is a natural protein found in the body, as one ofthe materials in cartilage and bone tissues [29,31]. Fibrin is a pro-tein produced in human body after the injury. Scaffolds with fibrincan help to repair bone cavities, neurons, heart valves in the humanbody [31,32]. Gelatin is a protein that helps to strengthen bones,joints, fingernails and hair qualities [33]. Poly(ethylene glycol)(PEG) hydrogels provide excellent biocompatibility, because thismaterial can attach tomost proteins, cells and antibodies [29]. Mostcommon PEG hydrogels used for scaffold materials are poly-ethylene (glycol) diacrylate (PEGDA), poly (ethylene glycol) meth-acrylate/dimethacrylate (PEGDMA), poly (D, L)elactic acid-co-glycolic acid. These hydrogels exhibit different transitional tem-perature. Poloxamer is a copolymer soluble in aqueous, polar andnon-polar organic solvents [29]. The most common poloxamer for3D printing is pluronic F127. This material is liquid at 4e5 �C andbecomes a gel at room temperature (>16 �C). Poly(2-hydroxyethylmethacrylate)-pHEMA is a transparent polymer forming hydrogelin water. Oxygen to diffuse through the layer, makes them a goodselection for bio-scaffolds [34].
Due to the ability to rapidly form a gel, the above hydrogels aresuitable candidates for scaffold supports in later cell cultures. Fig. 2shows the schematic presentations of the bio-ink for hard and softbio materials. The next two sub-sections will discuss theirformulations.
2.2.1. Bio-ink for hard materialsBone marrow stromal cells (BMSCs), calcium phosphate (CaP),
tri-calcium phosphate (TCP), poly(lactic acid) (PLA), poly-glycolicacid (PGA), poly-caprolactone (PCL) have been used to formulatebio-ink for hard materials [35,38e42]. BMSCs is a source of sur-rounding tissues with capability to migrate extensively in bone,cartilage and fat. This material also results in muscle degeneration.CaP has chemical similarity, biocompatibility and mechanicalstrength of bone, offering a huge potential for its construction, andrepair. Over 70% of the bone is formed with CaP minerals. Anotherunique property of CaP is the ability to absorb different chemicalspecies onto their surfaces [43]. Different compositions of CaPprovide beneficiaries for the formulation of the bone grafts and itssurroundings. TCP is one of the major components of bone mineral.The crystalline polymorphs of alpha/beta TCP provides improvedcompressive strength and better osteo conductivity. Hydroxyapa-tite (HA) is another form of CaP that efficiently purifies and sepa-rates proteins, enzymes, nucleic acids, growth factors and othermacromolecules surrounding the bones [44]. Tetra calcium phos-phate (TTCP) formed at temperature above 1300 �C is used for self-setting CaP bone cements [45]. Biphasic calcium phosphate (BCP) isa mixture of HA, Ca and beta-TCP. This material is used in ortho-paedic and dental applications for forming micro porous structureswith higher compressive strength, and better osteo conductivity[46]. PLA, PGA and PCL are the most common synthetic biode-gradable polymers for bone fixations and cartilage repairs becauseof their excellent biocompatibilities, biodegradability's and me-chanical strength [47]. These synthetic polymers accelerate thebone repair process without any sign of inflammation or foreignbody reactions [48].
Bio-ink used for hard biomaterials were utilized predominatelyto construct strong connective tissue (i.e. bone). However, beforeforming a bio-ink, essential parameters such as powder packingdensity, flow ability, wettability, drop volume needs to be opti-mized [40]. Moreover, the printed bio-material should serve asample support for the embedded cells, e.g. stiff enough to allowfiber arrangement whilst sustaining the force for handling andimplantation.
ting of biological matters, Journal of Science: AdvancedMaterials and
![Page 4: Journal of Science: Advanced Materials and Devices · biomimicry, autonomous self-assembly and mini-tissue building blocks [6]. In contrast to conventional 3D printing, 3D bio-printing](https://reader034.pdfslide.us/reader034/viewer/2022052101/603b7e754e45dd6f112e1585/html5/thumbnails/4.jpg)
Fig. 2. Bio-inks for hard and soft materials (rearranged and redrawn from [35e37]).
A. Munaz et al. / Journal of Science: Advanced Materials and Devices xxx (2016) 1e174
Zhou et al. prepared a bio-ink material for hard tissue con-structions (natural bone) with CaP (hydroxyapatite, HA and betatricalcium phosphate, b-TCP) blended in calcium sulphate (CaSO4)at different ratios [35]. Bergmann et al. fabricated a bone scaffoldsby utilizing b-TCP as a bone cement mixing with bio-active glasses(45S5 Henchglass) [49]. Different combination of orthophosphoricacid (H3PO4), pyrophosphoric acid (H7P2O7), isopropanol solutionmixed with the processed powder, formed the predesigned scaffoldstructures. Inzana et al. implanted a 3D printed bone graft for tissueengineering applications in a mouse model [50], and subsequentlyproposed a number of steps to achieve a composite material of a-TCP and HA from CaP powder solutions. Their acidic binder solu-tions were prepared by dissolving collagen into phosphoric acidand the two solutions produces dicalcium phosphate dehydrate(DCPD) that was printed through a thermal ink jet printer.
Incorporating collagen in to CaP improved the overall bonestrength, the osteo conductive and the osteo inductive character-istics, as well as the cellular attachments, viabilities, and prolifer-ation of the cells. To observe the cell viability on the scaffolds, C3H/10T1/2 cells were seeded onto the printed constructs, whichshowed excellent biocompatibility and growth up to 72 h [50]. Kaoet al. formulated a number of bio-inkmaterials as functionalized 3Dprinted scaffolds from poly(lactic acid) (PLA) [51]. However, thehydrophobic nature of PLA resulted in less cell recognition. Sosubsequently, polydopamine (PDA) surface coating was required toimprove cell adhesion, proliferation and differentiation. Humanadipose-derived stem cells (hADSCs) seeded on various fabricatedPDA coated PLA scaffolds displayed improved cell adhesion andextracellular matrix (ECM) secretion. In conjunction with collagen,Shim et al. encapsulated recombinant human bone morphogeneticprotein-2 (rhBMP-2) cells within collagen and gelatin solutions anddispensed them into a hollow cylindrical type PCL/PLGA scaffolds[52]. The combination of PCL/PLGA/collagen/rhBMP-2 showed abetter bone healing capability over PCL/PLGA/gelatin/rhBMP-2 in arabbit model. The 20-mm bone defects partially regeneratedthrough newly formed bone tissue, fused with the rabbits nativetissue after eight weeks post injury. Moreover, sufficient incorpo-ration of oxygen and nutrients are imperative for hard tissue suchas bone, in order to functionalize the printed structures and tofacilitate vascularization into the host tissue [53,54].
2.2.2. Bio-ink for soft materialsCollagen, fibrin and decellularized adipose tissue (DAT) were
used as ECM for soft materials bio-ink. Human mesenchymal stemcells (hMSCs), SMCs, HeLa, hepatocarcinoma (HepG2), fibroblasts,ovary cells, keratinocytes, neural cells, BMSCs, chondrocytes,
Please cite this article in press as: A. Munaz, et al., Three-dimensional prinDevices (2016), http://dx.doi.org/10.1016/j.jsamd.2016.04.001
epithelial cells, ADSC, ovary cells, hepatocytes cells have all beenintegrated into soft bio-materials [24,55e60]. Cui et al. developed abio-ink for repairing defects in bone-cartilage plugs by combininghuman articular chondrocytes and PEG/DMAwith a photo-initiator[61]. The printed construct produced excellent viabilities of almost89.2%. Li et al. developed a bio-ink materials for constructingvascular channels using a combination of gelatin/alginate/chitosan/fibrinogen hydrogels as the supporting materials and rat primaryhepatocytes (ADSCs) cells cross linked with thrombin, CaCl2,Na5P3O10 and glutardialdehyde [62]. A combination of thesehydrogels and cross linkers can enhance the integrity of thevascular channels for more than two weeks. Human livers can berepaired or fabricated by seeding this ADSCs that performed liverlike metabolic functions.
Each of the cells used in bio-ink need a different preparationprocess, so that they can retain their natural extracellular envi-ronment. For example, for forming a bio-ink with adipose tissue,decellularization is first needed. To decellularize the adipose tissueand achieve a high concentrated solution for printing, a number ofsteps were initiated to completely remove the cell's nuclei from thetissue for extrusion through the printing nozzles [63]. Decellular-ized extracellular matrix (dECM) was one of the best options forbio-ink material, as these cells can naturally obtain the microen-vironment similar to their parent tissues. However, the challenge offormulating the bio-ink is to minimize the cellular material whilekeeping ECM loss and damage to a minimum. Pati et al. successfuldecellularized adipose (adECM), cartilage (cdECM) and cardiacmuscle (hdECM) tissues utilizing physical, chemical and enzymaticprocesses with 3D open porous structures. The decellularizationefficiency was quantified through DNA analysis, showing a 98%reduction of cellular contents [37]. Furthermore, the authors suc-cessfully printed these soft material structures up to a thickness of10 layers. Song et al. used a hyaluronic acid-HA (an extra cellularmatrix protein) based hydrogel as the bio-ink. To form the gel, HAwas cross linked with poly(ethylene glycol) which can be used at alater date as the base material for bio-printing [17]. De Maria et al.trialled human skin fibroblast at concentrations of 100,000 cells/mlin the bio-ink, that is supported by Eagle's minimum essentialmedium (EMEM). In this case, 360 drops or 50 ml (about 5000 cells)were dispensed in a predesigned well, and the well was filled with450 ml EMEM to avoid the impact of the droplets with the rigidsubstrate [64].
Hydrogel materials pose excellent bio compatibility, bio-degradability and tuneable mechanical properties, albeit theirhigh water content. Hydrogel materials are reported as an encap-sulator for viable cells, as they can keep cells alive without affecting
ting of biological matters, Journal of Science: AdvancedMaterials and
![Page 5: Journal of Science: Advanced Materials and Devices · biomimicry, autonomous self-assembly and mini-tissue building blocks [6]. In contrast to conventional 3D printing, 3D bio-printing](https://reader034.pdfslide.us/reader034/viewer/2022052101/603b7e754e45dd6f112e1585/html5/thumbnails/5.jpg)
A. Munaz et al. / Journal of Science: Advanced Materials and Devices xxx (2016) 1e17 5
cellecell interaction and to support the cell constructions. Forexample, Duan et al. implemented a 3D bio-printing system tofabricate an aortic valve conduits [65]. Aortic root sinus smoothmuscle cells (SMC) and aortic valve leaflet interstitial cells (VIC)were separately encapsulated in an alginate/gelatin hydrogel so-lution. These encapsulated cells were still viable within thehydrogel encapsulator over a seven day culture (81.4 ± 3.4% for SMCand 83.2 ± 4% for VIC). Lozano et al. constructed a 3D brain likestructures with bio-ink materials consisting of primary corticalneurons encapsulated by gellan gum arginine-glycine-aspartate(RGD-GG) which is a modified bio-polymer hydrogel [66]. To sta-bilize the pH of the bio-ink, NaOHwas added afterwards. The studyof Lozano et al. suggested that the gellan gum (GG) is a goodencapsulationmaterial for neuronal cells with lowcost, high gellingefficiency, and improved bio-compatibility [67]. Moreover, GGmodifiedwith RGD increases cell adhesion and proliferation. Chunget al. utilized three different concentrations of sodium alginatesolutions in phosphate buffered saline (PBS) separately blendedwith gelatin solutions [68]. The solution was ionically cross-linkedwith CaCl2 and equilibrated in dulbecco's modified eagle medium(DMEM)/fetal bovine serum (FBS) culture medium. Primarymyoblast (BL6) cells were cultured with appropriate media (HamsF10, FBS, penicilin) and combined with the solution as an encap-sulator. The prepared hydrogel-based bio-ink showed excellent cellculture viability support and cell proliferative facilitation for pri-mary muscle growth. Lee et al. fabricated a hybrid scaffold materialconsisting of an acrylate trimethylene carbonate (TMC)/trimethy-lolpropane (TMP) and alginate hydrogel solutions to encapsulatechondrocyte cells. The seeded cells and the scaffolds structuresremained stable up to four weeks upon implanting into a mousemodel [69,70].
Miniature tissue spheroids can be incorporated into a bio-ink,allowing uniform geometry that is necessary for cellecell in-teractions [71,72]. Tissue spheroids are sphere shaped groups ofcells formed by spontaneous assembly within cellular suspensions.Uniform sized tissue spheroids are essential for bio-printing largetissues and organs. As tissue spheroids are formed by aggregationof cells, they possess maximum possible cell density within eachspheroid. The average diameter of the tissue spheroids ranges from100 to 300 mm [73]. Spheroids intrinsic capacity of being fused overtime, makes them an ideal candidate for forming bio-ink materials[74].
Norotte et al. used Chinese hamster ovary (CHO) cells, humanumbilical vein smooth muscle cells (HUVSMCs), human skin fi-broblasts (HSFs) cells cultured in various ratios to form a desiredcell spheroids as a bio-ink materials to construct vascular tubes[73]. The spheroids fused within 5e7 days resulting the finalstructure. However, a large quantity of spheroids for constructinglonger structure is time consuming and a long fusion time couldlead to a non-uniform hollow structures. Almost 4000 spheroids of300 mmwere needed to construct a simple 10 cm long and 1.5 mmdiameter tube. Therefore, to form a large structure, rapid depositionprocess and fast fusion of spheroids are necessary. This researchgroup also developed a bio-ink with similar cells (multicellularcylinder as a bio-ink) dispensing continuously to form a cylindricalshapes. The multicellular cylinders fused faster than the spheroidsstructure, and needed only 2 eto 4 days to form the final shapes.However, the outer diameter of 900 mm (dispended with 300e500-mm diameter micropipette) limits the cell viabilities. A smallermicropipette could construct a narrower tube resulting in moreviable cells.
Recently Raja et al. exploited the floating liquid marble platformto generate spheroids of olfactory ensheathing cells (OEC) [75].5000 cells per 10 mL of marble generated numerous uniformedspheroids (around 30 spheroids per marble) with an average
Please cite this article in press as: A. Munaz, et al., Three-dimensional prinDevices (2016), http://dx.doi.org/10.1016/j.jsamd.2016.04.001
diameter of 90e120 mm. The OEC spheroids showed extensivecellecell interactions indicating robust growth and healthybehaviour over time. The floating marble on appropriate culturingmedium provided sufficient nutrients for the cell spheroids tosurvive. The group is expecting to utilize these OEC spheroids as a3D printable bio-ink material to analyse spinal cord injury systemin in-vivo applications. It is possible to formulate enormous amountof spheroids within a short period of time.
Furthermore, cells must be encapsulated in a non-adhesive andlubricated hydrogel such as hyaluronan to prevent preliminarytissue fusion inside the cellular suspension reservoir. Tan et al.formed tissue spheroids by mixing ECs and SMCs (1:1 ratio) seededinto non-adhesive agarose hydrogel moulds [76]. Approximately840 uniformed cell spheroids with an average uniform diameter of300 mm were prepared and printed. The cells can further beencapsulated within other hydrogel material such as alginate,collagen and cross linked with Ca2þ solutions to restrict their ag-gregation and sedimentation. However, these encapsulating ap-proaches are not suitable for all cell types, as some cell typesrequire a specific arrangement according to their phenotypicfunctions [24]. For instance, Ferris et al. tested a consistent printingoutput of cells without allowing for settling and aggregation, overan extended time periods [77]. Ferris et al. formed a micro gel withbiopolymer gellam gum combined with DMEM, and/or poloxamer188 surfactant in different concentrations. C2C12, PC12 and L929cells were separately maintained in DMEM, FBS andmixed with themicrogel solution to form the bio-ink. The printed construct oncollagen hydrogel makes the cells hydrated and viable withoutsettling and aggregated for a long time period. Table 2 presents thebio-ink materials with appropriate media/cross linkers conductedby various groups.
It is important to find out the nature of the extruded bio-inks.For example, if the bio-ink is acidic in nature, it must first beadjusted to the physiological pH before encapsulation with cells,whilst maintaining the desired temperature [37]. Rutz et al. pro-posed a versatile method with various hydrogels that can tune themechanical, physical, chemical and biological properties of the bio-ink [78]. Investigations were conducted to validate these formula-tions for cell viabilities after printing with live/dead assays in PEGX-gelatin and PEGX-fibrinogen.
2.3. Modification of the print head
Depending on the deposition technique of the print head andthe bio-ink, bio-printers are categorized in three types: (i) ink jet,(ii) laser jet and (iii) extrusion.
An ink-jet printer consists of an ink chamber with a number ofnozzles. A short current pulse passes through an integrated heatingelement creating a bubble forcing the ink out of the nozzles [84]. Apiezoelectric actuator can also be used for this purpose. A voltagepulse induces a charge on the piezoelectric material and ejectsdroplets out of the nozzle [85]. The ink-jet technique offers ad-vantages such as low cost and minimal contamination of the cellsdue to the non-contact deposition technique. However, heat, me-chanical stress and vibration could adversely affect the cell viability,clog the nozzle and make it harder to construct a multi-layer 3Dstructure [86].
Laser jet is the next deposition technique that utilizes the en-ergy of a laser pulse to create the actuation bubble ejecting the cellsonto a substrate [55]. This technology can work with a high-viscosity bio-inks such as hydrogel consisting of alginate andcollagen and provides a high degree of precision. However, therelatively long printing time and the heat generated from the laserlead to a higher rate of damaged cells [87].
ting of biological matters, Journal of Science: AdvancedMaterials and
![Page 6: Journal of Science: Advanced Materials and Devices · biomimicry, autonomous self-assembly and mini-tissue building blocks [6]. In contrast to conventional 3D printing, 3D bio-printing](https://reader034.pdfslide.us/reader034/viewer/2022052101/603b7e754e45dd6f112e1585/html5/thumbnails/6.jpg)
Table 2Bio-ink materials with appropriate media/cross linkers.
Printedobjects
Printingtechnique
Bio-ink formation Media Implants Ref.
Scaffold Encapsulator Cells/Protein Cross linker
Hardtissues
Thermal CaP:CaSO4, HA:CaSO4
and, b-TCP:CaSO4
e e Water based binders e In-vitro [35]
e b-TCP, bio-active glass(45S5 Hench glass)
e e H3PO4, H7P2O7 e In-vitro [49]
Thermal CaP solutions with a-TCP and HA
e C3H/10T1/2 Collagen, Acidic binder(phosphoric acid)
e In-vitro/In-vivo
[50]
e PLA coated with PDA e hADSCs e DMEM, FBS, penicillin,streptomycin
In-vitro [51]
Extrusion PCL,PLGA Collagen, gelatin hTMSCs, rhBMP-2
e DMEM, FBS In-vitro/In-vivo
[52]
Thermal Chondrogenicprogenitor plugs (bio-paper)
PEGDMA Human articularchondrocytes
Photo initiator DMEM, Human serum,penicillin, streptomycin,glutamine
In-vitro [61]
Laser Titanium powder e Humanosteogenicsarcoma (MG63)
Silica sol e In-vitro [79]
Softtissues
Extrusion e Agarose rods CHO, HUVSMCs,HSFs, PASMCs
e DMEM, FBS, antibiotics(penicillin, streptomycin,gentamicin), Geneticin,Hams F12, glutamine,gelatin
In-vitro [73]
Extrusion Gelatin, alginate,chitosan, fibrinogen
Gelatin, alginate,chitosan, fibrinogen
Hepatocytes,ADSCs
Thrombin, CaCl2, Na5P3O10
and glutaraldehydeDMEM, FBS, penicillin,streptomycin, aprotinin,
In-vitro [62]
Extrusion PCL DAT hASCs e DMEM, FBS, penicillin,streptomycin
In-vivo [63]
Extrusion PCL adECM, cdECM,hdECM
hASCs, hTMSCs e DMEM, aMEM, FBS,antibiotics (penicillin,streptomycin)
In-vitro [37]
Extrusion e RGD-GG Primary corticalneural cells
DMEM or CaCl2 Collagenase, FBS,neurobasal media,glutamine, penicillin/streptomycin
In-vitro [66]
Extrusion e Sodium alginate,gelatin
Primary myoblast(BL6)
CaCl2 DMEM, FBS, penicillin,streptomycin, Hams F10,glutamine
In-vitro [68]
Ink jet e Sodium alginate ECs and SMCs CaCl2, gelatin EGM-2 (Endothelialgrowth medium)
In-vitro [76]
Piezo-Ink-jet Collagen bio-paper Gellam gum C2C12, PC12 andL929
Poloxamer 188 (P188) and/or fluorinate
DMEM, FBS, HS (horseserum)
In-vitro [77]
Extrusion e Gelatin, fibrinogen,4 arm PEG amine
HDFs, HUVECs PEGX-gelatin, PEGX-fibrinogen, EDC {N-(3-Dimethylaminopropyl)-N-ethylcarbodiimide}, NHS(N-Hydroxysuccinimide),thrombin
PBS (phosphate-bufferedsaline) or DMEM, FBS,antibiotics (penicillin,streptomycin)
In-vitro [78]
Thermal Sodium alginate-collagen composite
e hAFSCs, dSMCs,bECs
CaCl2 MEM, DMEM, EBM-2,clonetics, FBS, glutamine,penicillin/streptomycin,
In-vitro/In-vivo
[80]
Extrusion Gelatinmethacrylamide
Hydrogel solutions(Bovine type Bgelatin)
HepG2 1-{4-(2-Hydroxyethoxy)-phenyl}-2methyl-1-propane-1-one, and 2,20-Azobis{2-methyl-N-(2-hydroxyethyl)propionamide}
DMEM, FBS, penicillinand streptomycin
In-vitro [81]
e e e HAFs andHUVECs
e DMEM, penicillin/streptomycin, EGM-2
In-vitro [82]
Extrusion PCL, alginate solution Sodium alginate Chondrocytes,osteoblast
CaCl2, NaCl solutions DMEM/FBS/penicillin andstreptomycin.
In-vitro [83]
A. Munaz et al. / Journal of Science: Advanced Materials and Devices xxx (2016) 1e176
Extrusion technique is another deposition technology that uti-lizes a pneumatic dispensing system for delivering the cells. Thistechnology suits a wide range of bio-ink viscosities and allowscontinuous deposition, fast printing time and better structuralintegrity [87]. Even though extrusion process is considered to bethe most adopted technique to date, the technology also facesseveral limitations such as limited material selection due to rapidcell encapsulation and increased shear stress resulting in more cellinjuries [86].
Fig. 3 illustrates the above-mentioned printing technologies.Each of the printing technologies has their own advantages and
Please cite this article in press as: A. Munaz, et al., Three-dimensional prinDevices (2016), http://dx.doi.org/10.1016/j.jsamd.2016.04.001
limitations. A suitable technology and the corresponding print headmust be considered based on the cell characteristic, resolution,desired accuracy, number of deposition layers, structure of theconstructed tissue, printable size and overall printing time beforeexperimentation ensues.
A print head generally consists of a dispenser control unit, anumber of sensors, a set of reservoirs, biocompatible nozzles, andsupplementary components such as filter, hose tubes, camera andcuring light. The print head needs to be biocompatible allowing fornon-toxic delivery of bio-ink without exposing the cells to elevatedtemperatures and pressures. Conventional print heads have fixed
ting of biological matters, Journal of Science: AdvancedMaterials and
![Page 7: Journal of Science: Advanced Materials and Devices · biomimicry, autonomous self-assembly and mini-tissue building blocks [6]. In contrast to conventional 3D printing, 3D bio-printing](https://reader034.pdfslide.us/reader034/viewer/2022052101/603b7e754e45dd6f112e1585/html5/thumbnails/7.jpg)
Fig. 3. Schematic diagram of (A) thermal ink-jet printers, (B) piezo-electric ink-jet printers, (C) extrusion printers, and (D) Laser printers.
A. Munaz et al. / Journal of Science: Advanced Materials and Devices xxx (2016) 1e17 7
structural parameters and operational characteristics. Only a smallnumber of selective materials can be dispensed from these printheads. For the purpose of bio-printing, the head needs to bemodified allowing multi-nozzle capabilities to dispense differentpolymers, hydrogels or the combination of both, simultaneously[8]. To date, researchers have always customized and modified theprint head according to their specific needs [88,89]. Thus, the print-head operation may vary from continuous flow to extrusion modesto drop on demand (DOD)modes [64]. Print head clogging, reducedcell viability, and DNA damage of cells are a few among manychallenges in designing and modifying a print head.
De Maria et al. modified a piezo-electric ink jet print head. Theflow was controlled by an electronic board equipped with a micro-controller (ATmega328P) [64]. Ang et al. utilized a print head con-sisting of a robotic dispensing system and a pneumatic dispenser todeliver chitosan at a variety of viscosities [90]. Moreover, the au-thors used Teflon lined nozzle to prevent adhesion and accumula-tion of cells around the nozzle tip. Pati et al. utilized six printingheads and six holders to dispense cells and hydrogels simulta-neously. Each of the print heads operated at a different tempera-tures depending on the properties of the materials [63]. Norotteet al. used two print heads to simultaneously deposit scaffolds inthe form of gels and multicellular mixture [73]. Coatney et al. usedthree print heads to construct blood vessels and cardiac tissues.Coatney et al. utilized the first two print heads to dispense cardiacand endothelial cells. The third print head dispenses collagen toensure support for the cell structure during the printing [91].
Dispensing bio-ink through a modified print head has toconsider the shear rate the cell will endure during the extrusion.The average shear rate is the ratio between the speed of a droplet(ms�1) and its radius (m). Previous reports suggested that theallowable shear rate for cell survival should be below 5 � 105 s�1
[92]. Therefore, the expected shear rate has to be determinedbefore the printing process, and correlated with the viscosity of thecells. A high shear force will damage the cells and thus reducingtheir viability in the printed construction [37]. For instance, in sy-ringe based bio-printing, dispensed cells will endure higher shearforce with small nozzle diameters. The movements of the printhead could expose the constructed cells to either compressive ortensile forces. Chang et al. examined the effect of pressures andvarying nozzle sizes on viability, recovery, and functional behaviourof HepG2 liver cells encapsulated by alginate [93]. The reportsuggested that cell viability is proportional to nozzle diameter, andinversely proportional to the applied pressure.
Commercially available one or two reservoir systems have beenreported incorporating a nozzle system with an average inner
Please cite this article in press as: A. Munaz, et al., Three-dimensional prinDevices (2016), http://dx.doi.org/10.1016/j.jsamd.2016.04.001
diameter of 200 mme1600 mm. Reservoir material could be made ofaluminium, stainless steel, polyethylene or polypropylene coatedby bio compatible solutions [94]. Each reservoir can carry specificscaffold or cell materials. These reservoirs could have a number ofsensors to synchronise the nozzles of the print head.
Selecting a right nozzle for printing biological cells is anothercrucial design consideration for a print head. Conventional nozzles/needle could be converted into biocompatible nozzles by coatingbio-compatible silicone to increase the hydrophobicity of the innerand outer surfaces. The coating prevents ink adhesion within thenozzle/needle [64]. Nozzle size also affects the printing speed. Songet al. showed that printing speed linearly increases with reducedneedle diameters [17]. However, a small needle diameter wouldresult in a smaller printed pattern. So the right reservoir and nozzlehas to be selected depending on the characteristics of the cells andthe constructed tissues. The nozzle can be controlled to dispensebio-ink droplets of different sizes.
Billiet et al. conducted an experiment with the nozzle shapes(conical and cylindrical) on HepG2 cells. The results showed highercell viabilities using conical shaped nozzle compared to cylindricalshape nozzles under low inlet pressures [81]. Moreover, cellsprinted with a bigger nozzle diameter maintained a higher cellsurvival rates of around 97% then smaller diameters. Yan and hisgroups varied the process parameters such as applied pressure andnozzle size affecting the cell viabilities [95]. They conducted acomputational fluid dynamic (CFD) analysis based on shear stressand exposure time in term of cell damage. Experiments were car-ried out on cells (Rat adrenal medulla endothelial cells-RAMEC)mixed with alginate solutions deposited on calcium chloride so-lutions with different pressure and nozzles sizes. The experimentaldata shows that cell damage increases with high pressure whereaslarger nozzle diameter minimizes it. Moreover, exposure time alsohas an impact on cell viabilities. A combination of higher pressure,and longer exposure time could lead to a higher cell damage.
Jones et al. examined the effects of nozzle length on cell via-bilities. The result suggested that the short nozzle length (8.9 mm)provides higher cell viabilities of almost 84% compared with thelong nozzle length (24.4 mm) with a cell viabilities of 71% [96]. Aslong nozzle increases the dispensing time of cells subjected to faceshear forces throughout the nozzles, viability of the cells dramati-cally reduces.
2.4. Computer aided design and manufacturing (CAD/CAM)
Asmentioned in the earlier section, the information of the slicedlayered design with individual cell types and sizes passes to the
ting of biological matters, Journal of Science: AdvancedMaterials and
![Page 8: Journal of Science: Advanced Materials and Devices · biomimicry, autonomous self-assembly and mini-tissue building blocks [6]. In contrast to conventional 3D printing, 3D bio-printing](https://reader034.pdfslide.us/reader034/viewer/2022052101/603b7e754e45dd6f112e1585/html5/thumbnails/8.jpg)
A. Munaz et al. / Journal of Science: Advanced Materials and Devices xxx (2016) 1e178
control of the nozzle position [97]. The software (called synchro-nizer or advance programming interface (API) synchronizer), themotion control unit, and the reservoirs connected to the print headwork in a real time. The software passes signals requesting materialinformation from the sensor in the reservoirs. The designatedsensor then sends back the present status of the material of anindividual reservoir [15]. Subsequently, the controller sends a set ofcommands to the individual reservoir to dispense the bio-inkdroplets considering the specific cell types, cell sizes and viscos-ities. After dispensing the droplets containing the cells, feedbackinformation returns to the control unit. This unit has amicrocontroller-based motion control software that directs theprint head to a specific coordinate according to the pattern andchanges the reservoir and supplementary component if differentmaterials are needed [15]. Fig. 4 illustrates the representativeworking steps of a hypothetic human organ transferring into aprinted model. Depending on the needs, more print heads associ-ated with a set of reservoirs, nozzle systems, and sensors can beappended.
For printing, heads containing multiple nozzle systems and a setof microcontroller units synchronize the multiple nozzles with thepositioning system. The control software might be integrated withthe 3D positioning software or could work independently. How-ever, the software must know the position and the type of materialto be deposited. In this regard, both the dispensing software andthe 3D positioning software need to be synchronized. Users shouldbe able to configure each nozzle depending on their need. Forexample, Yan et al. designed a multi-nozzle deposition systembased on extrusion printing for fabricating scaffolds of bone tissuestructures [23]. Each of the nozzles played a different role for theconstruction and the maintenance of the cells. The first nozzle(screw pump) deposited a composite of poly (L-latic acid), tri cal-cium phosphate (TCP) to form bone tissue scaffolds. The secondnozzle (solenoid) dispensed de-ionized water as a supportive ma-terial, and the third nozzle (ultra-sonic homogenizer) sprayed bonemorphogenic protein (BMP) particles with de-ionized water to re-cruit stem cells from the surroundings.
The selection of the print head and the nozzle type depends onthe property of the bio-ink. For example, extrusion type print headand nozzle with high dispensing pressure are suitable for bio-inks
Fig. 4. Representative working steps of a huma
Please cite this article in press as: A. Munaz, et al., Three-dimensional prinDevices (2016), http://dx.doi.org/10.1016/j.jsamd.2016.04.001
with high viscosity. For inks with medium viscosity, a screw pumpdesign can be selected to dispense cells with high viability. For inkwith low viscosity, a solenoid nozzle is preferable [23]. Saedan et al.developed two types of nozzle systems: piezoelectric nozzle formaterials with low viscosity and low flow rates, and the solenoidnozzle for materials with relatively high viscosity [15]. Khalil et al.constructed amultiple nozzle system for up to 40 layers of hydrogelscaffold made of sodium alginate of various viscosities [98]. Each ofthese nozzles has a different deposition technique. For example, acurrent pulse activates solenoid nozzles. An applied voltage actu-ates a piezoelectric nozzle made of a glass capillary. Pneumaticsyringe nozzles operate with a pressure pulse. A spray nozzle alsooperates with a pressure pulse. These nozzles are also capable ofprinting cells, growth factors and other scaffold materials.
To speed up the printing process, it is possible to use more thanone automated arm with multiple print heads. Ozbolat et al.developed two independent and identical 3-axes bio-printerscalled multi-armed bio-printer (MABP), capable of printing multi-ple bio-inks simultaneously [99]. This deposition system operatedwith stepper motors and linear actuators. The dispensing nozzle isconnected with a pneumatic fluid dispenser. The deposition rate ofthe bio-ink is controlled during the deposition process. Modifiedink jet printers with piezoelectric pumps have been reported forassembling cells onto a 3D shape. The modified printers use indi-vidual cell spheroids to form the 3D scaffolds [88,89]. The modifiedink jet printer works similar to the BAT system. They utilize a sy-ringe and a needle tip capable of sterilizing separately. The printhead can bemodified to allowmultiple nozzles to work at the sameextrusion time to form cell patterns.
3. Recent applications of 3D bio-printing
The human body consists of more than 200 different and so-phisticated cell types with their own biological, chemical, andphysical properties [100]. The main aim of bio-printing is achievingprinted functional cell and tissue systems towards organ printing.To achieve this aim, researchers need to investigate the viabilityand longevity of cells during and after the printing process. Thissection will elaborate recent attempts of printing cells, tissues andorgans.
n organ transferring into a printed model.
ting of biological matters, Journal of Science: AdvancedMaterials and
![Page 9: Journal of Science: Advanced Materials and Devices · biomimicry, autonomous self-assembly and mini-tissue building blocks [6]. In contrast to conventional 3D printing, 3D bio-printing](https://reader034.pdfslide.us/reader034/viewer/2022052101/603b7e754e45dd6f112e1585/html5/thumbnails/9.jpg)
A. Munaz et al. / Journal of Science: Advanced Materials and Devices xxx (2016) 1e17 9
3.1. Simple construct of cells
The shape of the printed cell structures plays a significant rolefor its viability, legibility, and longevity. For example, dome shapedstructures show better stress distribution over cubic structures[63]. The design should provide sufficient transportation of nutri-tion and oxygenwithin the tissue to keep the cell alive. Diffusion ofnutrition, oxygen and protein has limited depth dependency ofabout a few hundred microns. To keep the cells and tissues alive,the printed structures should have ample vascular space. For thispurpose, porosity between cells and cell layers is required tofacilitate cell viability and proliferation.
It is also important to select the right scaffold to prevent the cellstructures from collapsing and to support remodelling and repair. Ascaffold is a three dimensional porous substrate, where cells arecultured to form living tissues. Generally, low-viscosity bio-inks aredispensed onto a more viscous bio-substrate to produce the scaf-fold. During the in-vitro experiments, desired cells are placed intothe biomaterial scaffolds to provide structural and logistic tem-plates for tissue formation. Later the whole construction is culturedin a bioreactor to promote continued cell growth prior to beingimplanted into the host body to further mature and integrate.However, as the constructed cells release their own ECM, thescaffold biomaterial should fully degrade to form tissue likestructures that can subsequently integrate within the surroundinghost tissue upon implantation [101,102].
Conventional scaffold manufacturing techniques are fiberbonding, solvent casting, particulate leaching, membrane lamina-tion, and melt bonding [23]. To date, polycaprolactone (PCL) [103],modified PCL with calcium phosphate [104], glycerol with soyprotein [105], PLC with alginate [83], collagen and gelatin [106]have been reported as potential candidates for scaffold materials.The major issues for forming a scaffold are balanced apoptosis, cellproliferation, cell attachment, cell density, cell differentiation andmigration, as well as mechanical, biological and chemical trans-duction to guide the constructed cells [8,73]. Moreover, dependingon the characteristics of the cells, the properties of the scaffoldsshould vary including scaffolds porosity, elasticity, stiffness, andanatomical shapes. For instance, a polycaprolactone (PCL) frame-work as a base has been reported for tissues printing. Pati et al.utilizes scaffold based PCL material to support Decellularized Adi-pose Tissue (DAT) encapsulatedwith human adipose tissue-derivedmesenchymal stem cells (hASCs) as a bio-ink material to form ad-ipose tissue construct [63]. The viability was evaluated in miceshowing positive tissue infiltration, remodelling and formation inboth top and middle layers between 1 and 14 days.
Shim et al. used PCL and two alginate solutions as a supportingframework to construct a 3D porous structures with chondrocytesand osteoblast cells utilizing a printer with six dispensing heads[83]. The cells were encapsulated in sodium alginate, diluted withDMEM and cross-linked by CaCl2, NaCl solutions. The dispensedcells remained viable for at least seven days with a rate of95.6 ± 1.8%. The PCL framework provides enhanced mechanicalstability whereas the encapsulated alginate solution allows suitableenvironment for the cellular arrangements and prevent damagefrom the printing pressures.
Xu et al. prepared multiple cell types such as human amnioticfluid-derived stem cells (hAFSCs), canine smooth muscle cells(dSMCs), bovine aortic endothelial cells (bECS) separately mixedwith calcium chloride (CaCl2) cross linkers to print with a thermalinkjet printer [80]. The multiple cell types were delivered onto analginate-collagen composite scaffold. The 3D pie shaped construc-tions survived andmatured as functional tissues in mice over sevendays with a cell viability of almost 90%. Schurman et al. utilizedsodium alginate solution dispensed between polycaprolactone
Please cite this article in press as: A. Munaz, et al., Three-dimensional prinDevices (2016), http://dx.doi.org/10.1016/j.jsamd.2016.04.001
(PCL) strands crosslinked by CaCl2 solution to create a viable hybridconstruct [107]. Combination of alginate-PLC structures shows abetter mechanical property then alginate alone, PCL alone struc-tures. C20A4 cells (cultured in DMEM, supplemented with FBS,penicillin, and streptomycin) were embedded in sterilized alginatesolution as a bio-ink material and deposited on the hybrid struc-tures. The printed cell shows a high cell viability of almost 80% justafter the printing.
Decellularized adipose tissue (DAT) and injectable DAT basedmicro carriers allow for the formation of adipo-inductive substratefor human adipose derived stem cells (ASCs). This adipo-inductivesubstrate can act as scaffolds for adipose generation [108]. Stablenon-cross linked porous foam utilizing human DAT has been re-ported as scaffolds for tissue engineering mimicking biochemicaland biomechanical properties of the native cell [109]. The papersuggested advantages of the DAT foam based scaffold over the DATscaffold with higher angiogenic capacity, better cell migration andsuitable degradation. Work has been conducted on direct cartilagerepair using a 3D printed biomaterial scaffold. For instance, Cuiet al. modified a thermal inkjet printer and utilized a combinationof poly(ethylene glycol) dimethacrylate (PEGDMA) and humanchondrocytes to repair osteochondral plugs for cartilage [61].Significantly improved printing resolution was reported with cellviabilities of 89.2 ± 3.6% for simultaneous photo polymerization.
Hydrogels such as alginate, collagen, chitosan, fabrin and syn-thetic polymer such as pluronics, polyethylene glycol [86] has beenused as a 3D scaffolds for cell culturing, monitoring cellecellinteraction, and cell control for both soft and hard tissue re-generations [110]. Their presence increases the cell seeding effi-ciency. Griffith et al. introduced two DNA-based hydrogels forforming a bio-degradable bio-ink, one consisting of polypeptide-DNA and another of double stranded DNA (dsDNA). The inkswere extruded from a modified 3D printer [111]. Due to the bio-degradability of the DNA bio-ink system, the rapid formation of a3D constructs for temporary scaffolding in biomedical applicationswas achieved.
Lee et al. developed a 3D printing method to construct a largerfluidic vascular channel (lumen size of around 1 mm) allowing anadjacent capillary network through a natural maturation process[112]. Collagen hydrogel was used as a main scaffold material andgelatin as a sacrificial material to create the channels. Fibrinogen,thrombin, human umbilical vein endothelial cells (HUVECs),normal human lung fibroblasts (NHLFs) with a combination ofgrowth factors and culture medium were mixed and depositedbetween the two vascular channels. HUVECs were seeded into thechannel to create the cell lining. Flowing media through thechannel shows robust interconnected vascular lumen up to fewweeks. Hydrogel bio-paper (fibrin, matrigel, fibrinogen, poly-ethylene glycol tetra-acrylates) could also be used as a temporarysupports for the deposited bio-ink material for large tissue andorgan constructions [28]. Aria et al. uses a bio-paper withhydrogel consisting of CaCl2, polyvinyl alcohol (PVA) and hya-luronan for supporting the alginate based bio-ink material [113].Boland et al. utilizes a thermos-sensitive gel (N-iso-propylacryamide-co-2-(N,N-dimethylamino)-ethyl acrylate)above 32 �C to serve as a bio-paper for 3D construction of cells[89]. This bio-paper could easily be removed after the fusion ofthe printed cell spheroids.
The stiffness of the framework is sometimes greater than theprinted tissues and causes problems for future adjustment with thenative cells [63]. Themechanical properties of a scaffold should alsomatch with the native cells, and thus do not create any complica-tions. Scaffold degradation, mechanical mismatch with native cellscausing immunogenicity, toxicity, and host inflammatory responseare the issues of using scaffold as printed tissue supports [73].
ting of biological matters, Journal of Science: AdvancedMaterials and
![Page 10: Journal of Science: Advanced Materials and Devices · biomimicry, autonomous self-assembly and mini-tissue building blocks [6]. In contrast to conventional 3D printing, 3D bio-printing](https://reader034.pdfslide.us/reader034/viewer/2022052101/603b7e754e45dd6f112e1585/html5/thumbnails/10.jpg)
A. Munaz et al. / Journal of Science: Advanced Materials and Devices xxx (2016) 1e1710
Moreover, the residual polymer from the scaffolds may disrupt thenormal activities of the constructed cells.
Many research groups also focused on fabrication techniques forscaffold-free engineered tissues. In order to maintain a certainshape, integrity and composition, the printed cell construct musthave a rapid tissue maturation process in the absence of solidscaffolds. Some of the common advantages of this approach is theabsence of scaffold degradation, better intercellular communica-tion due to similar host environment and more functional capa-bility with host cells, high cell density, rapid tissue formation [114].Scaffold-free vascular reconstruction in-vitro for smooth musclecells and fibroblasts have been reported for layer-by-layer printingon agarose rods [73]. Tan et al. proposed and developed an alginatebased fabrication process [76]. The group fabricated a ring shapedstructures with micro droplets of alginate solution (tissue spher-oids consists of ECs and SMCs encapsulated by the alginate)deposited onto an alginate hydrogel substrate. The analysis showeda sufficient amount of collagen-1 secretion from the constructionpromoting cellecell adhesion, formation and maturations. Fig. 5illustrates the different combination of scaffold-based andscaffold-free approaches for constructing 3D bio-structures. Bothapproaches need to maintain sufficient waiting time to stabilizeeach layer before constructing another new layer. Otherwise, thewhole structures may deform or collapse.
The scaffold-free approach also faces a number of challenges. Forinstance, the fabrication process needs a large amount of spheroidsthat consume much time affecting the subsequent fusion process.Further problems are vascularization of thick tissue construct, andprecise positioning of various multiple cell types [8]. The reportssuggested thermoreversible, photosensitive moulding gels, stimulisensitive polymers for scaffold free solutions that reduce thecomplexity to separate the gels, while a complicated vascularstructure needs to be printed [73,115]. As both scaffold-based (in-direct printing) and scaffold-free (direct printing) approaches havetheir own advantages and limitations, a hybrid method incorpo-rating both approaches may solve the above challenges.
Fig. 5. Tissue constructions with pores (A) continuous deposition of scaffolds materials witdrop on demand deposition of scaffolds materials without cells; (E) with only cells, (F) com
Please cite this article in press as: A. Munaz, et al., Three-dimensional prinDevices (2016), http://dx.doi.org/10.1016/j.jsamd.2016.04.001
3.2. Tissue printing
One key construction process of cell structure is tissue fusion[116]. Tissue fusion is a process where multiple tissues mergetogether due to this surface tension forces and cell intergrowth.Tissue fusion relies on self-organizing properties of cells that inturn promote cell proliferation, cellecell and cell-ECM interactions.Moreover, cell polarity is an important factor for the fusion processallowing mutual adhesiveness of different cells to merge together.Merging similar cell types is called homotypic cell fusion. Osteo-clast e bone cells that maintain, repair and remodel bones e is anexample of homotypic cell fusions [117]. Merging different celltypes is called heterotypic cell fusion. Bone marrow derived den-dritic cells (BMDCs) fused with neuron/glial cells of brain, or withmyocyte cells of the heart are an example of this heterotypic cellfusion [118].
The printed cell structure may shrink or become shorter after acertain time due to the fusion phenomena. This shrinking of mul-tiple cells could deform the whole printed structures. Sufficientscaffold supports (scaffold based approaches) around the fusedcells or deposited hydrogel substrate (scaffold free approaches) canprevent the undesired deformation. The fusion process also helps toshape the structures while unwanted fusion stages are avoided. Forexample, Thompson et al. chopped embryonic avian heart tubesinto myocardial rings, and then made them fuse and morph over-night onto a synchronized heart tube for supporting a tubularframeworks [119]. This process is due to the biological capacityallowing closely positioned soft tissue fragments to fuse over time[120]. Fig. 6 presents the formation of heterogeneous cell spheroidsfrom individual cells. Cell spheroids can be used as a potential bio-ink material to construct multi-layer artery system. The printingprocess fuses and forms the final shapes. For a large volume oftissue and organ printing, a fast fusion process might be needed.Fast fusion can be achieved by reducing the distance between thecells (high resolution) through shaking in a way that the printedconstructs do not deform [121,122].
hout cells; (B) with only cells; (C) Combination of cells and scaffold materials; and (D)bination of cells and scaffold materials.
ting of biological matters, Journal of Science: AdvancedMaterials and
![Page 11: Journal of Science: Advanced Materials and Devices · biomimicry, autonomous self-assembly and mini-tissue building blocks [6]. In contrast to conventional 3D printing, 3D bio-printing](https://reader034.pdfslide.us/reader034/viewer/2022052101/603b7e754e45dd6f112e1585/html5/thumbnails/11.jpg)
A. Munaz et al. / Journal of Science: Advanced Materials and Devices xxx (2016) 1e17 11
Vascular systems are one of the major tasks in bio-printing. Thevascular system is a network of perfusable channel capable ofdelivering oxygen, nutrients and removing waste solutions toconfirm the viability and functionality of the printed construct. Avascular system consists of a complex networks of blood vesselswith various lengths and diameters. The diameter ranges from20 mm to 2.5 cm from very fine capillaries to the aorta of the body[123]. However, the inner part of the whole vascular system isunique and is lined with a monolayer of flat endothelial cells (ECs).Without a vascular system, adequate perfusion of growth factors(such as proteins or hormones), oxygen and nutrition is not feasibleleading to both normal and premature cell death [120]. Anotheressential prerequisite for constructing vascular cells are to haveboth defined inlet and outlet branches to pass on these growthfactors, oxygen and nutrition.
Before printing a functional human organ such as lung or kid-ney, a blue print of the vascular system has to be designed. Forprinting the complex networks, developmental mechanism of thevascular system has to be understood in details. For example, vas-culogenesis (forming new micro vessels from non-endothelialcells) [124,125], angiogenesis (forming new micro vessels fromendothelial cells) [125], and arteriogenesis (remodelling smallvessels into larger one) [126,127] are essential prerequisites tocreate the intra-organ hierarchical vascular branched of differentdiameters. Recent papers suggested that the printed vascularsegment undergoes on a retraction stages which results almost atwo folds reduction in its printed dimensions [128]. Therefore, thedesigned blue print should be as twice of its final sizes to achieve a
Fig. 6. Step by step construction of an artery
Please cite this article in press as: A. Munaz, et al., Three-dimensional prinDevices (2016), http://dx.doi.org/10.1016/j.jsamd.2016.04.001
viable vascular tree. However, the compaction and the retractionproperties of tissues are different. A systematic research accountingthe predicted construct after the printing is necessary.
Researchers considered all of these issues for vascular vesselprinting. For example, Kucukgul et al. constructed an anatomicallycorrect macro vascular aorta from a real human aorta model [129].To avoid compaction and retraction of the model, a computer-aidedalgorithm was developed. The aorta was constructed utilizing pri-mary mouse embryonic fibroblast cells supported by a thermos-responsive hydrogel named Novogel. The accuracy of the con-structed cellular structures was around 91e95% with 97% for thesupport materials. Hockaday et al. fabricated an anatomically ac-curate, heterogeneous aortic valve of inner diameters ranging from12 to 22 mm [130]. Porcine aortic valve interstitial cells (PAVIC)were seeded with the PEG-DA hydrogel to formulate the con-structions. Alginate-gelatin solution was used to support the con-structed geometry of the overhanging ostia and leaflets. Theprinted geometric accuracy (swelling affects) was quantified foreach layers with the micro-CT scan and compared with the corre-sponding CAD STL files. The comparison indicates higher geometricprecision of almost 93% that reduced somewhat as inner diameterof the valve decreases. The constructed valve swells outwards dueto the surface tensions indicating for printing of tinner wall tomatch the target shapes. The printed aortic valve maintained near100% of cell viably over 21 days.
Kelm et al. reported a scaffold-free concept to create bloodvessels of small diameter utilizing the self-assembly of humanartery-derived fibroblasts (HAFs) and human umbilical vein
wall for multi-cellular artery systems.
ting of biological matters, Journal of Science: AdvancedMaterials and
![Page 12: Journal of Science: Advanced Materials and Devices · biomimicry, autonomous self-assembly and mini-tissue building blocks [6]. In contrast to conventional 3D printing, 3D bio-printing](https://reader034.pdfslide.us/reader034/viewer/2022052101/603b7e754e45dd6f112e1585/html5/thumbnails/12.jpg)
A. Munaz et al. / Journal of Science: Advanced Materials and Devices xxx (2016) 1e1712
endothelial cells (HUVECs) under pulsatile flows. This approachrequired around 4000e5000micro tissues to fabricate a vessel of 5-mm length, 3-mm diameter and 1-mm thickness of the wall [82].Lee et al. developed a methodology to form a functional in-vitrovascular channel (up to 5 mm distance and 5 million cells/mLdensity) within thick collagen hydrogel scaffolds [131]. Thebiomaterial includes HUVECs of different densities in 5% CO2 andendothelial cell growth medium-2 (EGM-2). Gelatin was used as asacrificial material to create the fluidic channels. The process yieldsa high cell viability of almost 90% in only two weeks. Nishiyamaet al. formed an alginate-based tubular structures into CaCl2 solu-tion allowing an adjustable thickness from 30 to 40 mm and aninner diameter from30 to 200 mm respectively by varying themicrogel solution [132]. Xu et al. used an inkjet bio-printer to construct avertical vascular tube using hemi-branching points. They success-fully formed a 5-mm long freestanding tube consisting of 210 layersof Ca-alginate droplets [133]. However, alginate is not a good se-lection for constructing a vascular network as it does not help cellsto grow and bond. Moreover, biodegradability of this material hasnot yet been confirmed by in-vivo applications. Therefore, moreresearch is needed for including alginate with other materialsallowing native ECM like behaviours [134].
Norotte et al. reported a scaffold-free approach using agaroserods to construct a multi-layer vascular tube using human uterinesmooth muscle cells (HUSMC) and human skin fibroblast (HSF)cells. These printed tubes are similar to vessels in microvasculaturewith diameters ranging from 0.9 to 2.5 mm. The fused construc-tions are sufficiently stable to handle and to transfer into a specif-ically designed bio-reactor for further maturation and forimplantation [73]. Li et al. constructed a vertical hollow channelwithout scaffold support using various combinations of alginate/gelatin/chitosan/fibrinogen hydrogel as a printed materials [62].
A double-layer sturdy tube could also be made with HUVSMCsand human dermal fibroblast (HDFs) capable of transferringdirectly onto a bio-reactor for further maturation [135]. Miller et al.introduced rapid casting of a vascular channel based on carbohy-drates with a mixture of glucose, sucrose, dextran forming self-supporting lattices. The diameter of the vascular channel rangesbetween 150 and 750 mm, coated and encapsulated by poly(lactid-co-glycolid) (PLGA) and living cells of fibrin/agarose/matrigel/poly(ethylene glycol) (PEG), respectively [136]. Engelhardt et al.conducted a free-form construction of a tubular system with di-ameters ranging from 10 mm to 100 mm with synthetic polymer-protein microstructures. Due to the hydrophobic nature of thematerial in an aqueous environment, the vascular network retainsits shape and mechanical properties allowing a higher elasticity[137].
Sometimes, the printed cells cannot survive even with amplesupply of proteins, oxygen and nutrition. A new technique neededto be developed to increase the life span of the printed cells. Forexample, Wu et al. utilized laser assisted printing technology toconstruct human umbilical vein endothelial cells (HUVECs) on abranch/stem structure. The printed structures fused and connectedwith each other within one day, but could not survive longer [138].Introducing an extra layer of human umbilical vein smoothmusclescells (HUVSMCs) on HUVECs dramatically increases the longevity ofthe constructed blood vessels. It is likely that the HUVEC andHUVSMC have the symbiotic relationship allowing proliferativestate and higher viabilities. The constructed branch remains intactafter 9 days of deposition. Campos et al. fabricated high-aspect-ratio hollow tubes using a syringe-based deposition of agarosehydrogel encapsulating human mesenchymal stem cells (hMSCs)and human MG-63 cells [139]. The construction was submerged ina hydrophobic high-density fluid named perfluorotributylamine(C12F27N) promoting mechanical supports and higher cell
Please cite this article in press as: A. Munaz, et al., Three-dimensional prinDevices (2016), http://dx.doi.org/10.1016/j.jsamd.2016.04.001
proliferations. This fluid reduces the surface tension, increases thecontact angel of each droplets (from 55� of air to almost 70� into thefluid). Fabrication of complex and large volume of vascular treewithout a supporting scaffold is achievable with this approach.Moreover, the fluorocarbon allows sufficient oxygen and carbondioxide diffusion that keeps the cell alive for a long printing time.The printed cells were viable up to 21 days from deposition.However, once printing is done, the fluid needs to be replaced withcell culture medium. This process could deform the complexprinted structures. Moreover, printing speed and resolution need amajor improvement.
3.3. Organ printing
One of the biggest issues of human organ transplantation is thelimited number of donors compared to the number of patients.Sometimes, infection and rejection of the organ causes sufferingand often death [140]. The ultimate aim of bio-printing technologyis the rapid design and fabrication of operational human tissues andorgans to replace those damaged, injured or lost. Moreover, theorgan of a living body needs a network of vessels and capillaries toprovide sufficient oxygen, cytokines, nutrients, as well as to removethe toxic waste from them.
For this purpose, all constructed cells need to be interconnectedand placed close to the capillary network to receive enough oxygenand nutrients. For example, kidney vascular tree consists of 10e12branches incorporating around 10,000 of segments. If the re-searchers can successfully design and fabricate functional, long andviable blood vessels, organ printing of for example lung or kidneywill become close to the reality. As tissue engineering is still in itsearly stage, fabricating a whole operational organ needs to solve anumber of current challenges such as printing speed, resolution,biocompatibility, cell viability, cytotoxicity, and gentle fusion.
Tissues utilize organizational capacity and chemical signals fromcells to build a specific structure leading to the organ formation bycopying the natural morphogenesis. For example, ECs will formtubular like structures on their own due to the genetically pre-destined form, if a suitable external environment is provided.Supplying sufficient media incorporating nutrients, oxygen, andproteins can create suitable environment. A bioreactor can providethis environment, the structural and functional maturation of theprinted organ/tissues [141]. Iwsaki et al. developed a pulsatilebioreactor that regulates pressures, flow circulations, heart rates,concentration of carbon di-oxide and pH of an engineered in-vitroblood vessels. The group fabricated a three-layer robust and elasticartery system from polyglycolic acid (PGA) seeded with smoothmuscle cells (SMCs), PCL seeded with SMCs, and PGA seeded withfibroblasts. The whole construct was wrapped around a silicontubing [142]. After removing the supportive tube, the lumen wasseeded with ECs and was mounted with the bioreactors. The resultshows a similar appearance, strength and elasticity of a native ar-tery. As the fabrication process was conventional, the results can beacknowledged to formulate a more complex 3D printed vascularsystems and functional organs with similar pulsative bioreactors.
3D bio-printing has been utilized in urologic applicationsparticularly for bladder replacements [143,144]. The process in-volves the collection of tissues from the bladder and cells prolif-eration outside the body. The fabricated bladder scaffold was thencovered with the harvested cells that can be later implanted. Atalaet al. successfully fabricated a whole human bladder of threedistinctive layers with modified ink-jet bio-printing technologies[145,146]. The bladder scaffolds were fabricated from collagen or acomposite of collagen and polyglycolic acid (PGA) [147,148]. Thesmoothmuscle cells (SMCs) collected from individual patients wereseeded on the exterior surface of the biodegradable bladder shaped
ting of biological matters, Journal of Science: AdvancedMaterials and
![Page 13: Journal of Science: Advanced Materials and Devices · biomimicry, autonomous self-assembly and mini-tissue building blocks [6]. In contrast to conventional 3D printing, 3D bio-printing](https://reader034.pdfslide.us/reader034/viewer/2022052101/603b7e754e45dd6f112e1585/html5/thumbnails/13.jpg)
A. Munaz et al. / Journal of Science: Advanced Materials and Devices xxx (2016) 1e17 13
scaffolds. After settling of the exterior parts, inner surface wereseeded by coating the urothelial cells. Finally the whole construc-tion were wrapped with omental during the implantations forenhance vascularization of flaps and grafts. The printed bladderwas transplanted on different patients with end-stage bladderdisease requiring cystoplasty. The engineered bladder showed longterm functionality with no major complications. Moreover, reportsuggested silk fibroin as a promising bio-material over collagen-PGA scaffolds that has been tested on mice bladder constructions[149]. However, before the clinical reality of the bladder re-constructions, a number of improved trials with more legitimatefunctional and durable steps are needed to be validated for theseexperimental approaches.
Fig. 7 shows the representative construction of a human lungsystem. A number of robotic arms each incorporating number ofreservoir's with heterogeneous bio-ink are needed to print thewhole functional lung systems. The multiple robotic arms build thedesired trachea, bronchus, bronchi and bronchioles system withdiverse tissue spheroids integral to the organ. The organ tissues canbe created from vascularized organo-specific tissue spheroids. Postprocessing stages are essential to keep the organ fully functionalbefore implanting in the host body. For printing awhole organwithmultiple cell types, bio-plotting technology (printing the constructinto a less viscous solution by utilizing buoyancy compensationprinciple) could perhaps be a good options to reduce the surfacetension and the gravitational force of large printed structures[94,127]. The printed structure of this method has a smooth surface,which is not suitable for cell adhesions and cellecell interactions. Asurface treatment could solve these problems. Moreover, severalchallenges such as accuracy, resolution, limited range of scaffoldmaterials, processing speeds, and cell encapsulation, all of whichneed to be addressed and improved in order to print a largestructures.
High cell density obviously allows for quick tissue assembly andcell maturation, suitable for organ printing. For example, to fabri-cate a human kidney, over one million glomeruli and nephrons areneeded which seems practically not feasible with current tech-nologies [8]. Self-assembly and self-organisation, which areautonomous processes of cells to form from an initial state to a finalpattern, could make this complex fabrication process more
Fig. 7. Demonstration of organ printing from multi-layer complex bronchi system of a lunincorporating multiple robotic dispensing systems with number of reservoir and nozzles. S
Please cite this article in press as: A. Munaz, et al., Three-dimensional prinDevices (2016), http://dx.doi.org/10.1016/j.jsamd.2016.04.001
practical. An example of these two phenomena are the histogenesisand organogenesis of cells leading to a cellecell, and cell-ECM in-teractions, which help to form the final shapes of the tissues [135].Ultimately, appropriate and feasible approaches considering theself-assembly and self-organizing ability of human tissue spheroidscould make organ printing possible [150].
Rezende et al. suggested the fabrication of a non-adhesivemould placed 1250 wells containing 5000 tissue spheroids ofeach in order to fabricate a human kidney. The process needs fiverobotic dispensing systems (each consists of 250 multi wells) tohandle the whole printing process [74]. Although their suggestionremained an idea, it is not impossible to achieve this target with anadvanced technology. Computer aided design (CAD) and a blueprint of the particular organ are essential before initiating theprinting attempts. Digitized image reconstruction, magnetic reso-nance imaging (MRI), computed tomography, and mathematicalmodelling using theoretical principle will enable the detailed 3Dreconstruction of organs [120,151]. It is also essential to know inadvance, the structural determinants of material properties atdifferent stages of development for tissues and organs.
A more efficient approach is the separation of the complicatedorgan printing task into many simpler tasks that can be doneindependently at the same time. The result can later be eventuallycombined to produce a functioning organ ready for transplantation.For example, mapping a human organ, converting it to a suitable 3Ddesign, slicing a 3D design into layer of 2D format for dispensing,modifying the coordinate system, synchronizing the dispenser withthe software, could be done by engineering experts. Chemistryexperts could provide ample nutrition to the printed constructusing heterogeneous bio-ink. Medical experts can transplant thedesired organ into an in-vivo subject.
For organ printing, researchers may consider technologicalchallenges and solutions associated with the organ transplantationprocess. Organ transplantation can be done by decellularizationand recellularization of cells. Decellularization is the process toisolate the extra cellular matrix (ECM) of a tissue from its cellularcomponents. The decellularization process retains the structural,and functional characteristic of the original micro-vascular networkand prepares the scaffold for tissue engineering. This scaffoldproduct also maintains the protein, and growth factor of natural
g to whole printed lung. The printing process can be initiated from bottom-up setupacrificial scaffolds are used to hold the structures if necessary.
ting of biological matters, Journal of Science: AdvancedMaterials and
![Page 14: Journal of Science: Advanced Materials and Devices · biomimicry, autonomous self-assembly and mini-tissue building blocks [6]. In contrast to conventional 3D printing, 3D bio-printing](https://reader034.pdfslide.us/reader034/viewer/2022052101/603b7e754e45dd6f112e1585/html5/thumbnails/14.jpg)
A. Munaz et al. / Journal of Science: Advanced Materials and Devices xxx (2016) 1e1714
tissues. Successful decullularization has been reported for variousorgans such as heart, liver, bladder, artery, skin and trachea[152e154]. Similar initiatives can be addressed for preparingfunctional bio-ink metrics allowing for printing the whole organ.
In contrast, recellularization allows the vascular network to beconnected for the circulation, facilitation of rapid oxygen and nu-trients with the host for cell viabilities, and cell functions [152].During the recellularization process, functional organ can bereproduced by introducing progenitor or adult stem cells within thescaffolds. This knowledge may be useful after successful printing ofa whole organ, maintaining its functional properties with bio-reactors facilitating the transplantation. Furthermore, a detailedanalytical approach of cell formations and cell interactions mightallow to form a set of universal bio-ink material suitable forcommercialization. For example, human induced pluripotent stemcells (hiPSCs), human embryonic stem cells (hESCs) have been re-ported to be present in varieties of tissues and organs. Combinationof these cells with a suitable hydrogel solution could make a ver-satile bio-ink for constructing a number of engineered tissues andorgans. These cells have excellent ability to self-renew for indefinitetimes, and pluripotency e the capability of forming any type ofadult cells or tissues by mimicking the early stages of embryo-genesis. Moreover, human pluripotent stem cell shows similarphysiological reaction of a whole organ in a smaller scale. Utilizingthis stem cell line for fabricating micro tissues and organs willpromote more reliable drug testing platform and an end of animaltesting.
Jones et al. used hESCs derived hepatocyte like cells with algi-nate hydrogel matrix as a bio-ink material to construct a circularstructure of 40 layers inside of a multi well plates [96]. The con-structed structures maintained their pluripotency and showedexcellent viabilities, and proliferation for longer periods. Ouyanget al. used extrusion-based 3D printing to fabricate ESCs into a 3Dcell-laden structures [155]. ESCs weremixed with a matrix materialof gelatin/alginate hydrogel solution and printed into a layer-by-layer cubic porous structures. Cell viabilities were more than 90%promoting pluripotency and proliferation. The cell proliferationallows the ESCs to form highly uniformed and size controllablespheroids. However, it takes longer time (5 days) to reach the samesize spheroids diameter of 60e70 mm. Producing human tissuesfrom pluripotent stem cells requires a lengthy culture period ofseveral weeks to months. Therefore it is very important to ensurethe printed construct to be free from microbial contaminations.Maintaining a high-class microbiological safety cabinet and animproved sterility system is necessary.
4. Perspectives and conclusions
Bio-printing technology still is in its infant stage. In terms ofboth technology and biology, a number of challenges still have to besolved. For instance, engineering challenges are the development ofa fast printing process, the improvement of nozzle and cartridgedesign, improving resolutions, avoiding clogging problem for largesize organ printing, suitable stress and temperature conditionwithout effecting cell viabilities. A major challenge is to write acontrol script for computers to identify individual cells by theirvisual characteristics and to print them accordingly. Moreover, thescripts need to be modified for printing different types of organ foran individual patients. In terms of biology, bio-compatibility, cellviability, cytotoxicity, fusion without deformation, leak-freeperfusion, high cell density, printed cell transformation to thehost are major issues to be solved.
Various research groups have reported 3D printing of cell con-structs. However, fabricating a full operational and long-life cellstructure will be a greater challenge. A successful attempt will lead
Please cite this article in press as: A. Munaz, et al., Three-dimensional prinDevices (2016), http://dx.doi.org/10.1016/j.jsamd.2016.04.001
to the construction of the whole human organ. For these purposes,current medical knowledge associated with organ transplantationneeds to be integrated with future 3D organ-printing platform.Engineers, biologists, chemists, computer scientists, mathemati-cians and physicians need to work together to solve the challengesof the bio-printing. Biologists need to address what is needed to beunderstood and to be developed. Based on the feedback of bi-ologists, engineers design the printing platforms consideringmathematical parameters and physical laws. Computer scientistsdevelop corresponding software to synchronize the machines withthe specific needs of users. A cell data bank needs to be establishedthat will include cell properties and behaviours so that the bi-ologists can use, further modify and improve them if needed. Thiscell database will facilitate the future commercialisation of 3D or-gan printing. Moreover, commercialisation of bio-printing requireslarge-scale bio-fabrication tools. Barnett et al. recently conductedan experiment with large-scale 3D printing where the robotic toolswith six degrees of freedom allowing a large range of motion. Eventhough their printing material was non biological as they utilizedpolymeric foam to construct a large-scale statue, the knowledgeand challenges from this can be taken in consideration for thefuture large-scale bio-printing [18].
It will be possible for surgeons to facsimile patient's specificbody parts according to the needs for repair, replace or removed.Considering the state of the art of bio-printing, it might take two orthree decades or perhaps more to fabricate a marketable printedhuman organs with high order of functionality. Nonetheless withinthe next decade, direct visualization and quantification of diversemedical and biological processes can be expected. For example,artificial skin printing (in-vitro) as a testing beds for cosmetic in-dustries; engineered tissues and mini organ printing for toxicity/efficiency screening of pharmacological drugs; in-vitro tumour,cancer, trauma, and infected tissue modelling that might enablesexamination of identical operational conditions in human body.Customized 3D printing for dental industries, urological applica-tions, bone vascular co-culture for orthopaedic applications, stemcell based neurological applications, personalized medicine willbecome increasingly a common practice.
The 3D printing of a specific tissue such as tumour for drugtesting will improve the efficiency of the drug. Preclinical testingincluding in-vitro analysis to determine toxicity, absorption, dis-tribution and metabolism on the cells and tissues will enhancethe reliability of the drug. Three-dimensional bio-printing tech-nology will hopefully one day solve the organ transplantationcrisis and revolutionize health sectors including drug screening,tissue engineering, and biological testing with minimum clinicaltrials.
References
[1] E.L. Eisenstein, The Printing Press as an Agent of Change, Cambridge Uni-versity Press, 1980.
[2] N.D. Hopkinson, Emerging rapid manufacturing processes, in: RapidManufacturing; An Industrial Revolution for the Digital Age, Wiley & SonsLtd, Chichester, 2006. W. Sussex.
[3] N. Grujovi�c, M. Radovi�c, V. Kanjevac, J. Borota, G. Grujovi�c, D. Divac, 3Dprinting technology in education environment, in: 34th International Con-ference on Production Engineering, 2011, pp. 29e30.
[4] C.W. Hull, Apparatus for Production of Three-dimensional Objects by Ster-eolithography USA, 1986.
[5] S.M. Oliveira, R.L. Reis, J.F. Mano, Towards the design of 3D multiscaleinstructive tissue engineering constructs: current approaches and trends,Biotech. Adv. 33 (6) (2015) 842e855.
[6] S.V. Murphy, A. Atala, 3D bioprinting of tissues and organs, Nat. Biotechnol.32 (2014) 773e785.
[7] V. Mironov, V. Kasyanov, R.R. Markwald, Organ printing: from bioprinter toorgan biofabrication line, Curr. Opin. Biotech. 22 (2011) 667e673.
ting of biological matters, Journal of Science: AdvancedMaterials and
![Page 15: Journal of Science: Advanced Materials and Devices · biomimicry, autonomous self-assembly and mini-tissue building blocks [6]. In contrast to conventional 3D printing, 3D bio-printing](https://reader034.pdfslide.us/reader034/viewer/2022052101/603b7e754e45dd6f112e1585/html5/thumbnails/15.jpg)
A. Munaz et al. / Journal of Science: Advanced Materials and Devices xxx (2016) 1e17 15
[8] V. Mironov, R.P. Visconti, V. Kasyanov, G. Forgacs, C.J. Drake, R.R. Markwald,Organ printing: tissue spheroids as building blocks, Biomaterials 30 (2009)2164e2174.
[9] E. Malone, H. Lipson, Fab@ Home: the personal desktop fabricator kit, RapidPrototyp. J. 13 (2007) 245e255.
[10] C.M. Smith, A.L. Stone, R.L. Parkhill, R.L. Stewart, M.W. Simpkins,A.M. Kachurin, W.L. Warren, S.K. Williams, Three-dimensional bioassemblytool for generating viable tissue-engineered constructs, Tissue Eng. 10 (2004)1566e1576.
[11] J. Straub, S. Kerlin, Development of a large, low-cost, instant 3d scanner,Technologies 2 (2014) 76e95.
[12] L. Galantucci, E. Piperi, F. Lavecchia, A. Zhavo, Semi-automatic low cost 3Dlaser scanning systems for reverse engineering, Proc. CIRP 28 (2015) 94e99.
[13] W. Sun, B. Starly, J. Nam, A. Darling, Bio-CAD modeling and its applications incomputer-aided tissue engineering, Comput. AidedDes. 37 (2005)1097e1114.
[14] A. Pfister, R. Landers, A. Laib, U. Hübner, R. Schmelzeisen, R. Mülhaupt,Biofunctional rapid prototyping for tissue-engineering applications: 3Dbioplotting versus 3D printing, J. Polym. Sci. Part A Polym. Chem. 42 (2004)624e638.
[15] L. Li, M. Saedan, W. Feng, J. Fuh, Y. Wong, H. Loh, S. Thian, S. Thoroddsen,L. Lu, Development of a multi-nozzle drop-on-demand system for multi-material dispensing, J. Mater. Process. Technol. 209 (2009) 4444e4448.
[16] C. Kucukgul, B. Ozler, H.E. Karakas, D. Gozuacik, B. Koc, 3D hybrid bioprintingof macrovascular structures, Proc. Eng. 59 (2013) 183e192.
[17] S.J. Song, J. Choi, Y.D. Park, J.J. Lee, S.Y. Hong, K. Sun, A three-dimensionalbioprinting system for use with a hydrogel-based biomaterial and printingparameter characterization, Artif. Organs. 34 (2010) 1044e1048.
[18] E. Barnett, C. Gosselin, Large-scale 3D printing with a cable-suspended robot,Addit. Manuf. 7 (2015) 27e44.
[19] D.L. Cohen, E. Malone, H. Lipson, L.J. Bonassar, Direct freeform fabrication ofseeded hydrogels in arbitrary geometries, Tissue Eng. 12 (2006) 1325e1335.
[20] W.E. Müller, E. Tolba, H.C. Schr€oder, B. Diehl-Seifert, T. Link, X. Wang, Bio-silica-loaded poly (є-caprolactone) nanofibers mats provide a morphoge-netically active surface scaffold for the growth and mineralization of theosteoclast-related SaOS-2 cells, Biotechnol. J. 9 (2014) 1312e1321.
[21] E. Barnett, J. Angeles, D. Pasini, P. Sijpkes, Surface mapping feedback forrobot-assisted rapid prototyping, robotics and automation (ICRA), in: 2011IEEE International Conference on, IEEE, 2011, pp. 3739e3744.
[22] S. Keating, N. Oxman, Compound fabrication: a multi-functional roboticplatform for digital design and fabrication, Robot. Comput. Int. Manuf. 29(2013) 439e448.
[23] Y. Yan, Z. Xiong, Y. Hu, S. Wang, R. Zhang, C. Zhang, Layered manufacturing oftissue engineering scaffolds via multi-nozzle deposition, Mater. Lett. 57(2003) 2623e2628.
[24] S. Wüst, R. Müller, S. Hofmann, Controlled positioning of cells in biomaterialse approaches towards 3D tissue printing, J. Func. Biomater. 2 (2011)119e154.
[25] R. Landers, A. Pfister, U. Hübner, H. John, R. Schmelzeisen, R. Mülhaupt,Fabrication of soft tissue engineering scaffolds by means of rapid prototypingtechniques, J. Mater. Sci. 37 (2002) 3107e3116.
[26] M. Charnley, M. Textor, A. Khademhosseini, M.P. Lutolf, Integration column:microwell arrays for mammalian cell culture, Integr. Biol. 1 (2009) 625e634.
[27] M. Gruene, M. Pflaum, A. Deiwick, L. Koch, S. Schlie, C. Unger, M. Wilhelmi,A. Haverich, B. Chichkov, Adipogenic differentiation of laser-printed 3D tis-sue grafts consisting of human adipose-derived stem cells, Biofabrication 3(2011) 015005.
[28] T. Billiet, M. Vandenhaute, J. Schelfhout, S. Van Vlierberghe, P. Dubruel,A review of trends and limitations in hydrogel-rapid prototyping for tissueengineering, Biomaterials 33 (2012) 6020e6041.
[29] K. Turksen, Bioprinting in Regenerative Medicine, Springer, 2015.[30] P. Serwer, Agarose gels: properties and use for electrophoresis, Electropho-
resis 4 (1983) 375e382.[31] D. Bartis, J. Pongr�acz, Three Dimensional Tissue Cultures and Tissue Engi-
neering, University of P�ecs, Hungary, 2011. Retrieved from DigitalisTankonyvtar.
[32] L.A. Evans, K.H. Ferguson, J.P. Foley, T.A. Rozanski, A.F. Morey, Fibrin sealantfor the management of genitourinary injuries, fistulas and surgical compli-cations, J. Urol. 169 (2003) 1360e1362.
[33] E. Pulieri, V. Chiono, G. Ciardelli, G. Vozzi, A. Ahluwalia, C. Domenici, F. Vozzi,P. Giusti, Chitosan/gelatin blends for biomedical applications, J. Biomed. Mat.Res. Part A 86 (2008) 311e322.
[34] F. Liu, X. Zhou, F. Cui, D. Jia, Synthesis and properties of poly (hydroxyethylmethacrylate) hydrogel for IOL materials, J. Biomed. Eng. 24 (2007) 595e598.
[35] Z. Zhou, F. Buchanan, C. Mitchell, N. Dunne, Printability of calcium phos-phate: calcium sulfate powders for the application of tissue engineered bonescaffolds using the 3D printing technique, Mater. Sci. Eng. C 38 (2014) 1e10.
[36] C. Mota, D. Puppi, F. Chiellini, E. Chiellini, Additive manufacturing techniquesfor the production of tissue engineering constructs, J. Tissue Eng. Regen.Med. 9 (2015) 174e190.
[37] F. Pati, J. Jang, D.-H. Ha, S.W. Kim, J.-W. Rhie, J.-H. Shim, D.-H. Kim, D.-W. Cho,Printing three-dimensional tissue analogues with decellularized extracel-lular matrix bioink, Nat. Comm. 5 (2014).
[38] R. Detsch, S. Schaefer, U. Deisinger, G. Ziegler, H. Seitz, B. Leukers, In vitro-osteoclastic activity studies on surfaces of 3D printed calcium phosphatescaffolds, J. Biomater. Appl. 26 (2010) 359e380.
Please cite this article in press as: A. Munaz, et al., Three-dimensional prinDevices (2016), http://dx.doi.org/10.1016/j.jsamd.2016.04.001
[39] P.H. Warnke, H. Seitz, F. Warnke, S.T. Becker, S. Sivananthan, E. Sherry, Q. Liu,J. Wiltfang, T. Douglas, Ceramic scaffolds produced by computer-assisted 3Dprinting and sintering: characterization and biocompatibility investigations,J. Biomed. Mat. Res. Part B Appl. Biomater. 93 (2010) 212e217.
[40] S. Bose, S. Vahabzadeh, A. Bandyopadhyay, Bone tissue engineering using 3Dprinting, Mater. Today 16 (2013) 496e504.
[41] J. Suwanprateeb, F. Thammarakcharoen, V. Wongsuvan, W. Chokevivat,Development of porous powder printed high density polyethylene forpersonalized bone implants, J. Porous Mater. 19 (2012) 623e632.
[42] G.A. Fielding, A. Bandyopadhyay, S. Bose, Effects of silica and zinc oxidedoping on mechanical and biological properties of 3D printed tricalciumphosphate tissue engineering scaffolds, Dent. Mater. 28 (2012) 113e122.
[43] M.-P. Ginebra, T. Traykova, J. Planell, Calcium phosphate cements as bonedrug delivery systems: a review, J Control. Release 113 (2006) 102e110.
[44] A. Tiselius, S. Hjerten, €O. Levin, Protein chromatography on calcium phos-phate columns, Arch. Biochem. Biophys. 65 (1956) 132e155.
[45] C. Moseke, U. Gbureck, Tetracalcium phosphate: synthesis, properties andbiomedical applications, Acta Biomater. 6 (2010) 3815e3823.
[46] R. LeGeros, S. Lin, R. Rohanizadeh, D. Mijares, J. LeGeros, Biphasic calciumphosphate bioceramics: preparation, properties and applications, J. Mater.Sci. Mater. Med. 14 (2003) 201e209.
[47] M.S. Lopes, A. Jardini, R. Maciel Filho, Poly (lactic acid) production for tissueengineering applications, Procedia Eng. 42 (2012) 1402e1413.
[48] S. Vainionp€a€a, Biodegradation of polyglycolic acid in bone tissue: anexperimental study on rabbits, Arch. Orthop. Trauma. Surg. 104 (1986)333e338.
[49] C. Bergmann, M. Lindner, W. Zhang, K. Koczur, A. Kirsten, R. Telle, H. Fischer,3D printing of bone substitute implants using calcium phosphate andbioactive glasses, J. Eur. Ceram. Soc. 30 (2010) 2563e2567.
[50] J.A. Inzana, D. Olvera, S.M. Fuller, J.P. Kelly, O.A. Graeve, E.M. Schwarz,S.L. Kates, H.A. Awad, 3D printing of composite calcium phosphate andcollagen scaffolds for bone regeneration, Biomaterials 35 (2014)4026e4034.
[51] C.-T. Kao, C.-C. Lin, Y.-W. Chen, C.-H. Yeh, H.-Y. Fang, M.-Y. Shie, Poly(dopamine) coating of 3D printed poly (lactic acid) scaffolds for bone tissueengineering, Mater. Sci. Eng. C 56 (2015) 165e173.
[52] J.-H. Shim, S.E. Kim, J.Y. Park, J. Kundu, S.W. Kim, S.S. Kang, D.-W. Cho, Three-dimensional printing of rhBMP-2-loaded scaffolds with long-term deliveryfor enhanced bone regeneration in a rabbit diaphyseal defect, Tissue Eng.Part A 20 (2014) 1980e1992.
[53] N.E. Fedorovich, J. Alblas, W.E. Hennink, F.C. €Oner, W.J. Dhert, Organ printing:the future of bone regeneration? Trends Biotechnol. 29 (2011) 601e606.
[54] D.H. Kempen, L. Lu, A. Heijink, T.E. Hefferan, L.B. Creemers, A. Maran,M.J. Yaszemski, W.J. Dhert, Effect of local sequential VEGF and BMP-2 de-livery on ectopic and orthotopic bone regeneration, Biomaterials 30 (2009)2816e2825.
[55] L. Koch, S. Kuhn, H. Sorg, M. Gruene, S. Schlie, R. Gaebel, B. Polchow,K. Reimers, S. Stoelting, N. Ma, Laser printing of skin cells and human stemcells, Tissue Eng. Part C Methods 16 (2009) 847e854.
[56] X. Cui, T. Boland, D.D. D'Lima, M.K. Lotz, Thermal inkjet printing in tissueengineering and regenerative medicine, Recent Pat. Drug Deliv. Formul. 6(2012) 149.
[57] S. Moon, S.K. Hasan, Y.S. Song, F. Xu, H.O. Keles, F. Manzur, S. Mikkilineni,J.W. Hong, J. Nagatomi, E. Haeggstrom, Layer by layer three-dimensionaltissue epitaxy by cell-laden hydrogel droplets, Tissue Eng. Part C. Methods16 (2009) 157e166.
[58] A. Skardal, J. Zhang, G.D. Prestwich, Bioprinting vessel-like constructs usinghyaluronan hydrogels crosslinked with tetrahedral polyethylene glycol tet-racrylates, Biomaterials 31 (2010) 6173e6181.
[59] A. Skardal, J. Zhang, L. McCoard, X. Xu, S. Oottamasathien, G.D. Prestwich,Photocrosslinkable hyaluronan-gelatin hydrogels for two-step bioprinting,Tissue Eng. Part A 16 (2010) 2675e2685.
[60] K. Iwami, T. Noda, K. Ishida, K. Morishima, M. Nakamura, N. Umeda, Bio rapidprototyping by extruding/aspirating/refilling thermoreversible hydrogel,Biofabrication 2 (2010) 014108.
[61] X. Cui, K. Breitenkamp, M. Finn, M. Lotz, D.D. D'Lima, Direct human cartilagerepair using three-dimensional bioprinting technology, Tissue Eng. Part A 18(2012) 1304e1312.
[62] S. Li, Z. Xiong, X. Wang, Y. Yan, H. Liu, R. Zhang, Direct fabrication of a hybridcell/hydrogel construct by a double-nozzle assembling technology, J. Bioact.Compat. Polym. 24 (2009) 249e265.
[63] F. Pati, D.-H. Ha, J. Jang, H.H. Han, J.-W. Rhie, D.-W. Cho, Biomimetic 3D tissueprinting for soft tissue regeneration, Biomaterials 62 (2015) 164e175.
[64] C. De Maria, L. Ferrari, F. Montemurro, F. Vozzi, I. Guerrazzi, T. Boland,G. Vozzi, Design and validation of an open-hardware print-head for bio-printing application, Procedia Eng. 110 (2015) 98e105.
[65] B. Duan, L.A. Hockaday, K.H. Kang, J.T. Butcher, 3D bioprinting of heteroge-neous aortic valve conduits with alginate/gelatin hydrogels, J. Biomed. Mat.Res. Part A 101 (2013) 1255e1264.
[66] R. Lozano, L. Stevens, B.C. Thompson, K.J. Gilmore, R. Gorkin, E.M. Stewart,M. In Het Panhuis, M. Romero-Ortega, G.G. Wallace, 3D printing of layeredbrain-like structures using peptide modified gellan gum substrates, Bio-materials 67 (2015) 264e273.
[67] C.J. Ferris, K.J. Gilmore, G.G. Wallace, Modified gellan gum hydrogels fortissue engineering applications, Soft Matter 9 (2013) 3705e3711.
ting of biological matters, Journal of Science: AdvancedMaterials and
![Page 16: Journal of Science: Advanced Materials and Devices · biomimicry, autonomous self-assembly and mini-tissue building blocks [6]. In contrast to conventional 3D printing, 3D bio-printing](https://reader034.pdfslide.us/reader034/viewer/2022052101/603b7e754e45dd6f112e1585/html5/thumbnails/16.jpg)
A. Munaz et al. / Journal of Science: Advanced Materials and Devices xxx (2016) 1e1716
[68] J.H. Chung, S. Naficy, Z. Yue, R. Kapsa, A. Quigley, S.E. Moulton, G.G. Wallace,Bio-ink properties and printability for extrusion printing living cells, Bio-mater. Sci. 1 (2013) 763e773.
[69] S.-J. Lee, J.-W. Rhie, D.-W. Cho, Development of three-dimensional alginateencapsulated chondrocyte hybrid scaffold using microstereolithography,J. Manuf. Sci. Eng. 130 (2008) 021007.
[70] S.-J. Lee, T. Kang, J.-W. Rhie, D.-W. Cho, Development of three-dimensionalhybrid scaffold using chondrocyte-encapsulated alginate hydrogel, Sens.Mater. 19 (2007) 445e451.
[71] K.E. Kasza, A.C. Rowat, J. Liu, T.E. Angelini, C.P. Brangwynne, G.H. Koenderink,D.A. Weitz, The cell as a material, Curr. Opin. Cell Biol. 19 (2007) 101e107.
[72] G. Forgacs, R.A. Foty, Y. Shafrir, M.S. Steinberg, Viscoelastic properties ofliving embryonic tissues: a quantitative study, Biophys. J. 74 (1998)2227e2234.
[73] C. Norotte, F.S. Marga, L.E. Niklason, G. Forgacs, Scaffold-free vascular tissueengineering using bioprinting, Biomaterials 30 (2009) 5910e5917.
[74] R. Rezende, F. Pereira, V. Kasyanov, D. Kemmoku, I. Maia, J. Da Silva,V. Mironov, Scalable biofabrication of tissue spheroids for organ printing,Procedia CIRP 5 (2013) 276e281.
[75] R.K. Vadivelu, C.H. Ooi, R.-Q. Yao, J.T. Velasquez, E. Pastrana, J. Diaz-Nido,F. Lim, J.A. Ekberg, N.-T. Nguyen, J.A. St John, Generation of three-dimensional multiple spheroid model of olfactory ensheathing cells usingfloating liquid marbles, Sci. Rep. 5 (2015) 15083.
[76] Y. Tan, D.J. Richards, T.C. Trusk, R.P. Visconti, M.J. Yost, M.S. Kindy, C.J. Drake,W.S. Argraves, R.R. Markwald, Y. Mei, 3D printing facilitated scaffold-freetissue unit fabrication, Biofabrication 6 (2014) 024111.
[77] C.J. Ferris, K.J. Gilmore, S. Beirne, D. McCallum, G.G. Wallace, Bio-ink for on-demand printing of living cells, Biomater. Sci. 1 (2013) 224e230.
[78] A.L. Rutz, K.E. Hyland, A.E. Jakus, W.R. Burghardt, R.N. Shah, A Multimaterialbioink method for 3D printing tunable, cell-compatible hydrogels, Adv.Mater. 27 (2015) 1607e1614.
[79] F.-H. Liu, R.-T. Lee, W.-H. Lin, Y.-S. Liao, Selective laser sintering of bio-metalscaffold, Procedia CIRP 5 (2013) 83e87.
[80] T. Xu, W. Zhao, J.-M. Zhu, M.Z. Albanna, J.J. Yoo, A. Atala, Complex hetero-geneous tissue constructs containing multiple cell types prepared by inkjetprinting technology, Biomaterials 34 (2013) 130e139.
[81] T. Billiet, E. Gevaert, T. De Schryver, M. Cornelissen, P. Dubruel, The 3Dprinting of gelatin methacrylamide cell-laden tissue-engineered constructswith high cell viability, Biomaterials 35 (2014) 49e62.
[82] J.M. Kelm, V. Lorber, J.G. Snedeker, D. Schmidt, A. Broggini-Tenzer,M. Weisstanner, B. Odermatt, A. Mol, G. Zünd, S.P. Hoerstrup, A novelconcept for scaffold-free vessel tissue engineering: self-assembly of micro-tissue building blocks, J. Biotechnol. 148 (2010) 46e55.
[83] J.-H. Shim, J.-S. Lee, J.Y. Kim, D.-W. Cho, Bioprinting of a mechanicallyenhanced three-dimensional dual cell-laden construct for osteochondraltissue engineering using a multi-head tissue/organ building system,J. Micromech. Microeng. 22 (2012) 085014.
[84] H.P. Le, Progress and trends in ink-jet printing technology, J. Imaging Sci.Technol. 42 (1998) 49e62.
[85] J.C. Stachowiak, D.L. Richmond, T.H. Li, F. Brochard-Wyart, D.A. Fletcher,Inkjet formation of unilamellar lipid vesicles for cell-like encapsulation, LabChip 9 (2009) 2003e2009.
[86] A.B. Dababneh, I.T. Ozbolat, Bioprinting technology: a current state-of-the-art review, J. Manuf. Sci. Eng. 136 (2014) 061016.
[87] I.T. Ozbolat, Y. Yu, Bioprinting toward organ fabrication: challenges andfuture trends, Biomed. Eng IEEE Trans. 60 (2013) 691e699.
[88] W.C. Wilson, T. Boland, Cell and organ printing 1: protein and cell printers,Anat. Rec. Part A Discov. Mol. Cell. Evol. Biol. 272 (2003) 491e496.
[89] T. Boland, V. Mironov, A. Gutowska, E. Roth, R.R. Markwald, Cell and organprinting 2: fusion of cell aggregates in three-dimensional gels, Anat. Rec. PartA Discov. Mol. Cell. Evol. Biol. 272 (2003) 497e502.
[90] T.H Ang, F.S.A Sultana, D.W Hutmacher, Y.S Wong, J.Y.H Fuh, X.M Mo,H.T Loh, Burdet E, S.H Teoh, Fabrication of 3D chitosanehydroxyapatitescaffolds using a robotic dispensing system, Mater, Sci. and Eng.: C. 20 (2002)35e42.
[91] S. Coatney, B. Gandhi, B.S. Park, D. Dzilno, E.M. Tapia, G. Kamarthy, I. Sidhu,3D Bio-printing, Fung Ins. For Eng. Lead, University of California at Berkeley,2013.
[92] E.Q. Li, E.K. Tan, S.T. Thoroddsen, Piezoelectric Drop-on-demand InkjetPrinting of Rat Fibroblast Cells: Survivability Study and Pattern Printing,2013 arXiv preprint arXiv:1310.0656.
[93] R. Chang, J. Nam, W. Sun, Effects of dispensing pressure and nozzle diameteron cell survival from solid freeform fabrication-based direct cell writing,Tissue Eng. Part A 14 (2008) 41e48.
[94] R. Landers, R. Mülhaupt, Desktop manufacturing of complex objects, pro-totypes and biomedical scaffolds by means of computer-assisted designcombined with computer-guided 3D plotting of polymers and reactiveoligomers, Macromol. Mat. Eng. 282 (2000) 17e21.
[95] K.C. Yan, K. Paluch, K. Nair, W. Sun, Effects of process parameters on celldamage in a 3d cell printing process, in: ASME 2009 International Me-chanical Engineering Congress and Exposition, American Society of Me-chanical Engineers, 2009, pp. 75e81.
[96] A. Faulkner-Jones, C. Fyfe, D.-J. Cornelissen, J. Gardner, J. King, A. Courtney,W. Shu, Bioprinting of human pluripotent stem cells and their directed
Please cite this article in press as: A. Munaz, et al., Three-dimensional prinDevices (2016), http://dx.doi.org/10.1016/j.jsamd.2016.04.001
differentiation into hepatocyte-like cells for the generation of mini-livers in3D, Biofabrication 7 (2015) 044102.
[97] T.D. Goddard, T.E. Ferrin, Visualization software for molecular assemblies,Curr. Opin. Struct. Biol. 17 (2007) 587e595.
[98] S. Khalil, J. Nam, W. Sun, Multi-nozzle deposition for construction of 3Dbiopolymer tissue scaffolds, Rapid Prototyp. J. 11 (2005) 9e17.
[99] I.T. Ozbolat, H. Chen, Y. Yu, Development of ‘Multi-arm Bioprinter’ for hybridbiofabrication of tissue engineering constructs, Robot. Comput. Int. Manuf.30 (2014) 295e304.
[100] Q. Gu, J. Hao, Y. Lu, L. Wang, G.G. Wallace, Q. Zhou, Three-dimensional bio-printing, Sci. China Life Sci. 58 (2015) 411e419.
[101] S.G. Priya, H. Jungvid, A. Kumar, Skin tissue engineering for tissue repair andregeneration, Tissue Eng. Part B Rev. 14 (2008) 105e118.
[102] K. Lee, C.K. Chan, N. Patil, S.B. Goodman, Cell therapy for bone regeneration ebench to bedside, J. Biomed. Mater. Res. Part B Appl. Biomater. 89 (2009)252e263.
[103] W. Yeong, N. Sudarmadji, H. Yu, C. Chua, K. Leong, S. Venkatraman,Y. Boey, L. Tan, Porous polycaprolactone scaffold for cardiac tissue engi-neering fabricated by selective laser sintering, Acta Biomater. 6 (2010)2028e2034.
[104] J.-T. Schantz, A. Brandwood, D.W. Hutmacher, H.L. Khor, K. Bittner, Osteo-genic differentiation of mesenchymal progenitor cells in computer designedfibrin-polymer-ceramic scaffolds manufactured by fused depositionmodeling, J. Mater. Sci. Mater. Med. 16 (2005) 807e819.
[105] K.B. Chien, E. Makridakis, R.N. Shah, Three-dimensional printing of soyprotein scaffolds for tissue regeneration, Tissue Eng. Part C Methods 19(2012) 417e426.
[106] W. Lee, V. Lee, S. Polio, P. Keegan, J.H. Lee, K. Fischer, J.K. Park, S.S. Yoo, On-demand three-dimensional freeform fabrication of multi-layered hydrogelscaffold with fluidic channels, Biotechnol. Bioeng. 105 (2010) 1178e1186.
[107] W. Schuurman, V. Khristov, M. Pot, P. Van Weeren, W. Dhert, J. Malda, Bio-printing of hybrid tissue constructs with tailorable mechanical properties,Biofabrication 3 (2011) 021001.
[108] A.E. Turner, C. Yu, J. Bianco, J.F. Watkins, L.E. Flynn, The performance ofdecellularized adipose tissue microcarriers as an inductive substrate forhuman adipose-derived stem cells, Biomaterials 33 (2012) 4490e4499.
[109] C. Yu, J. Bianco, C. Brown, L. Fuetterer, J.F. Watkins, A. Samani, L.E. Flynn,Porous decellularized adipose tissue foams for soft tissue regeneration,Biomaterials 34 (2013) 3290e3302.
[110] M. Stanton, J. Samitier, S. S�anchez, Bioprinting of 3D hydrogels, Lab Chip 15(2015) 3111e3115.
[111] L.G. Griffith, G. Naughton, Tissue engineeringecurrent challenges andexpanding opportunities, Science 295 (2002) 1009e1014.
[112] V.K. Lee, A.M. Lanzi, H. Ngo, S.-S. Yoo, P.A. Vincent, G. Dai, Generation ofmulti-scale vascular network system within 3D hydrogel using 3D bio-printing technology, Cell. Mol. Bioeng. 7 (2014) 460e472.
[113] K. Arai, S. Iwanaga, H. Toda, C. Genci, Y. Nishiyama, M. Nakamura, Three-dimensional inkjet biofabrication based on designed images, Biofabrication 3(2011) 034113.
[114] B. Derby, Printing and prototyping of tissues and scaffolds, Science 338(2012) 921e926.
[115] V.L. Tsang, A.A. Chen, L.M. Cho, K.D. Jadin, R.L. Sah, S. DeLong, J.L. West,S.N. Bhatia, Fabrication of 3D hepatic tissues by additive photopatterning ofcellular hydrogels, FASEB J. 21 (2007) 790e801.
[116] J.M. P�erez-Pomares, R.A. Foty, Tissue fusion and cell sorting in embryonicdevelopment and disease: biomedical implications, Bioessays 28 (2006)809e821.
[117] P.J. Nijweide, E.H. Burger, J.H. Feyen, Cells of bone: proliferation, differenti-ation, and hormonal regulation, Physiol. Rev. 66 (1986) 855e886.
[118] B.M. Ogle, M. Cascalho, J.L. Platt, Biological implications of cell fusion, Nat.Rev. Mol. Cell. Biol. 6 (2005) 567e575.
[119] R.P. Thompson, M. Reckova, A. de Almeida, M.R. Bigelow, C.P. Stanley,J.B. Spruill, T.T. Trusk, D. Sedmera, The Oldest, Toughest Cells in the Heart,Development of the Cardiac Conduction System: Novartis FoundationSymposium 250, Wiley Online Library, 2003, pp. 157e176.
[120] V. Mironov, T. Boland, T. Trusk, G. Forgacs, R.R. Markwald, Organ printing:computer-aided jet-based 3D tissue engineering, Trends Biotechnol. 21(2003) 157e161.
[121] S. Katayama, S. Maeda, Y. Hara, S. Hashimoto, A self-assembling method forpolymer gel components, robotics and biomimetics (ROBIO), in: 2013 IEEEInternational Conference on, IEEE, 2013, pp. 79e84.
[122] F. Xu, T.D. Finley, M. Turkaydin, Y. Sung, U.A. Gurkan, A.S. Yavuz,R.O. Guldiken, U. Demirci, The assembly of cell-encapsulating microscalehydrogels using acoustic waves, Biomaterials 32 (2011) 7847e7855.
[123] B. Schmitt, J. Ringe, T. H€aupl, M. Notter, R. Manz, G.R. Burmester, M. Sittinger,C. Kaps, BMP2 initiates chondrogenic lineage development of adult humanmesenchymal stem cells in high-density culture, Differentiation 71 (2003)567e577.
[124] S. Patan, Vasculogenesis and angiogenesis as mechanisms of vascularnetwork formation, growth and remodeling, J. Neuro-oncol. 50 (2000) 1e15.
[125] W. Risau, Mechanisms of angiogenesis, Nature 386 (1997) 671e674.[126] M. Heil, I. Eitenmüller, T. Schmitz-Rixen, W. Schaper, Arteriogenesis versus
angiogenesis: similarities and differences, J. Cell. Mol. Med. 10 (2006)45e55.
ting of biological matters, Journal of Science: AdvancedMaterials and
![Page 17: Journal of Science: Advanced Materials and Devices · biomimicry, autonomous self-assembly and mini-tissue building blocks [6]. In contrast to conventional 3D printing, 3D bio-printing](https://reader034.pdfslide.us/reader034/viewer/2022052101/603b7e754e45dd6f112e1585/html5/thumbnails/17.jpg)
A. Munaz et al. / Journal of Science: Advanced Materials and Devices xxx (2016) 1e17 17
[127] R.P. Visconti, V. Kasyanov, C. Gentile, J. Zhang, R.R. Markwald, V. Mironov,Towards organ printing: engineering an intra-organ branched vascular tree,Expert Opin. Biol. Ther. 10 (2010) 409e420.
[128] V. Mironov, J. Zhang, C. Gentile, K. Brakke, T. Trusk, K. Jakab, G. Forgacs,V. Kasyanov, R. Visconti, R. Markwald, Designer ‘blueprint’ for vascular trees:morphology evolution of vascular tissue constructs, Virtual Phys. Prototyp. 4(2009) 63e74.
[129] C. Kucukgul, S.B. Ozler, I. Inci, E. Karakas, S. Irmak, D. Gozuacik, A. Taralp,B. Koc, 3D bioprinting of biomimetic aortic vascular constructs with self-supporting cells, Biotechnol. Bioeng. 112 (2015) 811e821.
[130] L. Hockaday, K. Kang, N. Colangelo, P. Cheung, B. Duan, E. Malone, J. Wu,L. Girardi, L. Bonassar, H. Lipson, Rapid 3D printing of anatomically accurateand mechanically heterogeneous aortic valve hydrogel scaffolds, Bio-fabrication 4 (2012) 035005.
[131] V.K. Lee, D.Y. Kim, H. Ngo, Y. Lee, L. Seo, S.-S. Yoo, P.A. Vincent, G. Dai,Creating perfused functional vascular channels using 3D bio-printing tech-nology, Biomaterials 35 (2014) 8092e8102.
[132] Y. Nishiyama, C. Henmi, S. Iwanaga, H. Nakagawa, K. Yamaguchi, K. Akita,S. Mochizuki, K. Takiura, M. Nakamura, Ink jet three-dimensional digitalfabrication for biological tissue manufacturing: analysis of alginate microgelbeads produced by ink jet droplets for three dimensional tissue fabrication,J. Imaging Sci. Technol. 52 (2008), 60201-60201-60201-60206.
[133] C. Xu, W. Chai, Y. Huang, R.R. Markwald, Scaffold-free inkjet printing ofthree-dimensional zigzag cellular tubes, Biotechnol. Bioeng. 109 (2012)3152e3160.
[134] E. Hoch, G.E. Tovar, K. Borchers, Bioprinting of artificial blood vessels: currentapproaches towards a demanding goal, Eur. J. Cardio Thorac. Surg. 46 (2014)767e778.
[135] K. Jakab, C. Norotte, F. Marga, K. Murphy, G. Vunjak-Novakovic, G. Forgacs,Tissue engineering by self-assembly and bio-printing of living cells, Bio-fabrication 2 (2010) 022001.
[136] J.S. Miller, K.R. Stevens, M.T. Yang, B.M. Baker, D.-H.T. Nguyen, D.M. Cohen,E. Toro, A.A. Chen, P.A. Galie, X. Yu, Rapid casting of patterned vascularnetworks for perfusable engineered three-dimensional tissues, Nat. Mater.11 (2012) 768e774.
[137] S. Engelhardt, E. Hoch, K. Borchers, W. Meyer, H. Krüger, G.E. Tovar,A. Gillner, Fabrication of 2D protein microstructures and 3D polymer-eprotein hybrid microstructures by two-photon polymerization, Bio-fabrication 3 (2011) 025003.
[138] P. Wu, B. Ringeisen, Development of human umbilical vein endothelial cell(HUVEC) and human umbilical vein smooth muscle cell (HUVSMC) branch/stem structures on hydrogel layers via biological laser printing (BioLP),Biofabrication 2 (2010) 014111.
[139] D.F.D. Campos, A. Blaeser, M. Weber, J. J€akel, S. Neuss, W. Jahnen-Dechent,H. Fischer, Three-dimensional printing of stem cell-laden hydrogels sub-merged in a hydrophobic high-density fluid, Biofabrication 5 (2013) 015003.
Please cite this article in press as: A. Munaz, et al., Three-dimensional prinDevices (2016), http://dx.doi.org/10.1016/j.jsamd.2016.04.001
[140] T. Desmet, E. Schacht, P. Dubruel, Rapid prototyping as an elegant productiontool for polymerictissue engineering scaffolds, Tissue Eng. Roles Mater. Appl.(2008) 141.
[141] S.-S. Yoo, 3D-printed biological organs: medical potential and patentingopportunity, Expert Opin. Ther. Pat. 25 (2015) 507e511.
[142] K. Iwasaki, K. Kojima, S. Kodama, A.C. Paz, M. Chambers, M. Umezu,C.A. Vacanti, Bioengineered three-layered robust and elastic artery usinghemodynamically-equivalent pulsatile bioreactor, Circulation 118 (2008)S52eS57.
[143] Y. Soliman, A.H. Feibus, N. Baum, 3D printing and its urologic applications,Rev. Urol. 17 (2015) 20.
[144] R.F. Youssef, K. Spradling, R. Yoon, B. Dolan, J. Chamberlin, Z. Okhunov,R. Clayman, J. Landman, Applications of three-dimensional printing tech-nology in urologic practice, BJU Int. 116 (5) (2015) 697e702.
[145] C.M. O'Brien, B. Holmes, S. Faucett, L.G. Zhang, Three-dimensional printing ofnanomaterial scaffolds for complex tissue regeneration, Tissue Eng. Part BRev. 21 (2014) 103e114.
[146] A. Atala, S.B. Bauer, S. Soker, J.J. Yoo, A.B. Retik, Tissue-engineered autologousbladders for patients needing cystoplasty, Lancet 367 (2006) 1241e1246.
[147] A. Atala, Tissue engineering of human bladder, Br. Med. Bull. 97 (2011)81e104.
[148] M. Horst, S. Madduri, R. Gobet, T. Sulser, V. Milleret, H. Hall, A. Atala,D. Eberli, Engineering functional bladder tissues, J. Tissue Eng. Regen. Med. 7(2013) 515e522.
[149] J.R. Mauney, G.M. Cannon, M.L. Lovett, E.M. Gong, D. Di Vizio, P. Gomez,D.L. Kaplan, R.M. Adam, C.R. Estrada, Evaluation of gel spun silk-based bio-materials in a murine model of bladder augmentation, Biomaterials 32(2011) 808e818.
[150] Y. Lin, A. B€oker, J. He, K. Sill, H. Xiang, C. Abetz, X. Li, J. Wang, T. Emrick,S. Long, Self-directed self-assembly of nanoparticle/copolymer mixtures,Nature 434 (2005) 55e59.
[151] R. Karch, F. Neumann, M. Neumann, W. Schreiner, A three-dimensionalmodel for arterial tree representation, generated by constrained constructiveoptimization, Comput. Biol. Med. 29 (1999) 19e38.
[152] B.E. Uygun, A. Soto-Gutierrez, H. Yagi, M.-L. Izamis, M.A. Guzzardi,C. Shulman, J. Milwid, N. Kobayashi, A. Tilles, F. Berthiaume, Organ reen-gineering through development of a transplantable recellularized liver graftusing decellularized liver matrix, Nat. Med. 16 (2010) 814e820.
[153] J.J. Yoo, J. Meng, F. Oberpenning, A. Atala, Bladder augmentation usingallogenic bladder submucosa seeded with cells, Urology 51 (1998) 221e225.
[154] H.C. Ott, T.S. Matthiesen, S.-K. Goh, L.D. Black, S.M. Kren, T.I. Netoff,D.A. Taylor, Perfusion-decellularized matrix: using nature's platform to en-gineer a bioartificial heart, Nat. Med. 14 (2008) 213e221.
[155] L. Ouyang, R. Yao, S. Mao, X. Chen, J. Na, W. Sun, Three-dimensional bio-printing of embryonic stem cells directs highly uniform embryoid bodyformation, Biofabrication 7 (2015) 044101.
ting of biological matters, Journal of Science: AdvancedMaterials and












![The 3D printing ‘revolution’ · 3D printing ‘Bigger than internet’ FT 21.6.12 3D printing: ‘The PC all over again?’ Economist 1.12.12 ‘3D printing [..] has the potential](https://img.pdfslide.us/doc/110x75/5f08eac77e708231d42459a8/the-3d-printing-arevolutiona-3d-printing-abigger-than-interneta-ft-21612.jpg)