Embed Size (px)
Citation preview

MICA(P) 039/07/2010 | ISSN 0219/5615 | PPS 1561/06/2011 (028597)
z
Industria
lAuto
matio
nA
sia
April 2
01
1
Inte
gra
ted L
ogis
tics | S
yste
m In
tegra
tion | S
tandard
Opera
tion | M
ark
et R
eport
ww
w.ia
asia
onlin
e.c
om
Leveraging Technology For Competitive Advantage
Integrated Logistics:
April 2011
www.iaasiaonline.com
Solar PV In Asia
Market Report:System Integration:
Simplify,Save Cost
Standard Operation:
Smart Transmitters

ENQUIRY NO. 225
A Roaring Start, A New Beginning!Your one stop engineering provider in Malaysia
MISUMI MALAYSIA SDN BHD (Company No: 919578-T)Unit 1206, 12th Floor Menara Amcorp, No.18, Jalan Persiaran Barat 46050 Petaling Jaya, Selangor, Malaysia
Tel: 603-7960 8499 | Fax: 603-7960 7499 | Email: [email protected] | URL*2: http://my.misumi-ec.com/A member of the MISUMI Group Inc.
MISUMI MALAYSIA SDN BHD
Localized Support Purchase products in Ringgit Malaysia with local customer service support at your convenience!
Just in Time ServicesNo minimum order quantity and on time deliver with no domestic delivery charges
Wide Variety of ProductsMore than 1 million products to meet your engineering needs
Flexible SpecificationDesign can be done in minutes with our configurator*1 & CAD download!
Die & Mold products Factory Automation products
e-Catalog, CAD download & Configurator
*1: Only applicable for Factory Automation Components *2: Available soon
ENQU
IRY
NO.
158
Rockwell Automation Southeast Asia Pte Ltd
Singapore Tel: +65 6510 6688 Fax: +65 6510 6699 Indonesia Tel: +6221 255 45200 Fax: +6221 255 45299 Malaysia Tel: +603 8997 6688 Fax: +603 8997 6699 Philippines Tel: +632 323 0588 Fax: +632 323 0561 Thailand Tel: +662 936 1500 Fax: +662 936 1510 Vietnam Tel: +848 6255 6400 Fax: +848 6255 6411 www. rockwellautomation.com/sea

2 industrial automation asia | April 2011
contentsapril 2011
ISSUES & INSIGHTS
24 Designing The Warehouse The design of racking for a new warehouse operation should start as early as possible. By Brian Miles, SSI Schaefer
Regular Calibration Pays Off Regular calibration ensures accurate measurement and
production processes. This tackles the issue of inaccuracy that ageing electronic instruments may cause. By Natalia Tee
30CONTROL POINT
SOFTWARE & NETWORKS
Solar PV Market In Asia The solar PV market in Asia Pacific is seeing
growth at various stages in different countries. The market overall is expected to continue a high growth trajectory and fare significantly well in 2011. By Suchitra Sriram, Frost & Sullivan
Case Study: When Two Become One As technology moves forward integration becomes not just
possible but inevitable and necessary as a means to save costs and simplify operations. By Johan Hansson, ABB & Stefan Bollmeyer, ABB Automation
INSTRUmENTATION & mEASUREmENT
34
27 Making Integrated Logistics Your Competitive Advantage Today’s constraints are yesterday’s decisions; today’s decisions will be tomorrow’s constraints. Decision makers should therefore, carefully embrace useful technologies and capitalise on them for the elevating power to achieve greater heights in quality, productivity and profitability. By K K Han, Gurusoft
ENERGY
Energy Highway: Leaving Waste BehindTurning waste into energy reduces our dependence on fossil fuels
and goes towards a more sustainable future. It is an industry in its own right, with many international companies having their own line of solutions to meet such challenges. By Augustine Quek
38
32
SECTOR SPOTLIGHT
Lubricants: Smooth OperationConverting a processing facility to NSF H1 and HT-1 registered
lubricants can be a large undertaking. However, it can help their companies optimise production, promote food quality, and ensure the brand integrity of its products. By Peter Bird, ExxonMobil Lubricants & Specialties
42
System 800xA Extended Automation The Power of Integration
Profitable collaboration. Operational excellence can only be achieved through collaboration between people and systems. ABB’s System 800xA Extended Automation platform provides the collaborative environment necessary for various organizations and departments to work as one. Utilizing System 800xA’s patented Aspect Object Technology, information is integrated from various plant systems, applications, and devices and presented as one plant-wide view enabling informed, real-time decision making. That’s the power of integration.
For more information visit www.abb.com/controlsystems
US_Adv_800xA.indd 1 2010-09-21 13.39
ENQUIRY NO. 173

4 industrial automation asia | April 2011
RegulaRs8 Industry News
16 Profibus
20 CaN in automation
21 Fieldbus Foundation
22 etherCaT Technology
67 Products & services
71 Calendar of events
72a Product enquiry Card
contentsapril 2011
Cover: SSI Schaefer
IMPORTANT NOTICEThe circulation of this magazine is audited by bpa world wide. The advertisers’ association recommend that advertisers should place their advertisements only in audited publications.
INdusTRIAl AuTOMATION AsIA (IAA) is published 8 issues per year by Eastern Trade Media Pte ltd 1100 Lower Delta Road #02-05 EPL Building Singapore 169206 Tel: (65) 6379 2888 • Fax: (65) 6379 2805Website: www.iaasiaonline.com Email: [email protected]
subsCRIPTION RATEs:IAA is available to readers on subscription in Singapore at S$60.00 per annum. Subscription by airmail to readers in Malaysia is also at S$60.00 per annum; and Asia Pacific, America, Europe and other regions at S$100. Refer to the subscription card in each issue for further details.
FOR MORE subsCRIPTION INFORMATION Fax: (65) 6379 2806 Email: [email protected]
Copyright. Eastern Trade Media Pte Ltd. All rights reserved. No portion of this publication covered by the copyright herein may be reproduced in any form or means – graphic, electronic, mechanical, photocopying, recording, taping, etc – without the written consent of the publisher. Opinions expressed by contributors and advertisers are not necessarily those of the publisher and editor.
Refer to pg
Advertisers’ for Enquiry Numbers
FeaTuRessmart Transmitters: standardisation In
OperationHarmonising the look and feel of interfaces for different protocols helps in the setup and use of transmitters for different industry applications. By Jonas Berge, Emerson Process Management
48
sensor solutions For Food And beverage
Cleaning agents and disinfectants act thoroughly – not just on food and beverage systems, but on any components installed on them, too. By Wolfram Tanner, Sick
Automex 2011
MTA Malaysia 2011
eVeNTs
64
46seCTOR sPOTlIgHT
When West Meets EastBernard Lee, co-founder and
MD, Procuro Asia Pacific, tells IAA how his company grew from humble beginnings in US, and reveals his strategy for expanding into Asia’s cold-chain monitoring market. By Michael Tham
50
Enablers Of ChangeChaney Ho, president and
David Soon, regional MD, South Asia Pacific, Advantech, explain how mega-trends are transforming the industrial automation landscape. By Michael Tham
52
Product lifecycle Management: speeding up
PLM software is helping companies to reduce time-to-market for product development. By Ajay Verma, Dassault Systemes
54
Rockwell's Growing Partnerships
Scott Teerlinck, regional director South East Asia, Rockwell Automation, explains Rockwell’s partnerships and how they see their relationships long-term. By Mark Johnston
58
Agilent's Modular PlatformDr Michael Leung, Asia market
development manager for modular product operation, Agilent Technologies explains more about the company’s modular solutions. By Mark Johnston
62
MICA(P) 039/07/2010 | ISSN 0219/5615 | PPS 1561/06/2011 (028597)
z
Industria
lAuto
matio
nA
sia
April 2
01
1
Inte
gra
ted L
ogis
tics | S
yste
m In
tegra
tion | S
tandard
Opera
tion | M
ark
et R
eport
ww
w.ia
asia
onlin
e.c
om
Leveraging Technology For Competitive Advantage
Integrated Logistics:
April 2011
www.iaasiaonline.comwww.iaasiaonline.com
Solar PV In Asia
Market Report:System Integration:
Simplify,Save Cost
Standard Operation:
Smart Transmitters
cover apr2011(final)1.indd 1 3/31/11 6:12:30 PM

ENQUIRY NO. 231

EDITOR’s PAGE
Published by:
EASTERN TRADE MEDIA PTE LTD(A fully owned subsidiary of Eastern Holdings Ltd)
MANAgINg DIREcToR
Kenneth Tan
EDIToR
Joson Ng [email protected]
ASSISTANT EDIToR
Mark [email protected]
EDIToRIAL ASSISTANT
Nicole [email protected]
gRAPhIc DESIgNERJanet Koh
ASSISTANT SALES MANAgER Cindy Chan
cIRcULATIoN EXEcUTIVE
Irene Tow [email protected]
coNTRIbUToRS Brian Miles, K K Han, Natalia Tee, Suchitra Sriram,
Johan Hansson, Stefan Bollmeyer, Ajay VermaAugustine Quek, Peter Bird, Wolfram Tanner
Jonas Berge, Michael Tham
EDIToRIAL coNSULTANTS
Jim Pinto Industry Analyst
Alastair Ross Director, Codexx Associates Ltd
EASTERN HOLDINGS LTDEXEcUTIVE boARD
chAIRMAN
Stephen Tay
gRoUP EXEcUTIVE DIREcToR
Kenneth Tan
FINANcIAL coNTRoLLER
Robbin Lim
etm EasternTrade Media Pte Ltd
an Eastern Holdings Ltd company
Head Office & Mailing Address:Eastern Trade Media Pte Ltd
1100 Lower Delta Road #02-05 EPL Building Singapore 169206
Tel: (65) 6379 2888 • Fax: (65) 6379 2805Website: www.iaasiaonline.com
Email: [email protected]
MICA (P) No. 039/07/2010ISSN 0219/5615
PPS 1561/06/2011 (028597)Co Reg No. 199908196C
Printer: Fabulous Printers Pte Ltd
suPPorted by:
Safety
6 industrial automation asia | April 2011
Mark JohnstonAssistant Editor
Engineering is a vital instrument for inhabiting this world. It can, and must protect us from harm. This should be central to all design, and vigorous testing should be seen in the highest of importance. This is evident in the recent events seen in Japan where the country was rocked by the biggest earthquake in its recorded history. As much as we focus on the devastation, we should not lose sight that millions of lives were saved because of the precision engineering employed by the Japanese to protect their buildings during an earthquake.
Of course structural engineering is not the only discipline where safety has high importance. Electrical engineering has strict guidelines and precautions to follow to ensure a safe working environment for all. The automation industry plays a pivotal role in achieving these goals.
Many companies compete on safety, which constitutes big business for large organisations like ABB or Rockwell. The control system is the link between the operation and the operand. Sensors are of high importance in site monitoring and feeding back information for processing and status updates to any human controller. If a problem is detected then an alert will be triggered. Failure of the control systems would ultimately mean failure in safety and site monitoring.
In this edition of IAA we have a diverse range of articles, some are safety related, either directly or indirectly. In looking at control systems, seeing them as fundamental to safety is critical and cannot be avoided. They are designed to meet specific points and achieve certain goals. If they are not functioning correctly, or are damaged, then depending on the application it could potentially be very dangerous and result in endangerment of life for those operating in the area under control of a faulty system.
fujielectric r1.pdf 9/15/09 2:45:47 PM
ENQUIRY NO. 070
Fuji Electric Asia Pacific Pte Ltd171 Chin Swee Road #12-01, San Centre, Singapore 169877Tel: +65-6533 0014 Fax: 65-6533 0021Email: [email protected] Website: www.fujielectric.com.sg

8 industrial automation asia | April 2011
Industry newsFrost & Sullivan: Tax Incentives To Boost Investments In Malaysian Oil & Gas Industry
Singapore: In 2011, the Malaysian Oil & Gas (O&G) industry will see more strategic collaboration in joint venture developments with fellow ASEAN countries, acquisition of proven or marginal f ields, rapid investments in technology to tap into O&G boundaries, and Enhanced Oil Recovery (EOR) to improve on the nation’s reserves recovery ratio and reservoir management practices. Th i s i s in con junc t ion w i th t h e M a l a y s i a n g o v e r n m e n t ’s announcement of i t s Economic Transformation Programme (ETP) in its 12th Malaysia Plan and the unveiling of Petronas’ Board of Directors (BOD). According to Frost & Sullivan Asia Pacific, Razeen Khalid, programme manager of energy & power systems practice, the restructured BOD and management committee of Petronas consists of more leaders familiar with the industry and will bring more focus to exploration, development and production activities in the market.
“The Malaysian government has also announced revisions in its petroleum income tax act, with tax exclusion incentives to be given to domestic investments in order to attract investments into the O&G sector,” adds Mr Khalid. He continues: “This incentive is expected to bring in foreign investments for the capital intensive deepwater projects as well as attract private investors for smaller, marginal field initiatives.” With mixed results in their foreign investments over the decade, it is expected that petronas will re-focus and strategise for more domestic investments both in greenf ield deve lopment s and brownf ie ld enhancement activities. Mr Khal id says: “Malays ia’s rising economy brings the nation closer to being a net importer of oil, bringing a need for bigger reserves discovery. In view of this, the government and petronas have aligned a capital expenditure
allocation of approximately RM40 billion for 2011. This huge domestic investment will benefit local O&G service providers and contractors of all sizes.” Investments in technology will also be crucial to tap into the un-worked deepwater, high temperature and high pressure boundaries of domestic fields. A staggering RM13 billion will be invested in 2011 on exploration and development efforts on four deepwater projects, mainly the Gumusut-Kakap, Kebabangan, Malikai and Jangas fields. The Malaysian government has also chalked out ambitious plans t o d e v e l o p M a l a y s i a a s t h e regiona l o i l f ie ld ser v ices hub. T h i s i s ex p e c te d to i n c rea s e domestic and foreign investment into this sector with many private sector participants having shown interest. Currently, the Malaysian oilf ield services and equipment market is estimated to be around RM2 billion annually.
Dan
i Sim
mo
nds,
Eve
rett
, US

April 2011 | industrial automation asia 9
Industry news
InterTech Now Offers Application-specific Engineering Reports
Belden Installs WLAN Process Control Solution For Shell Petrochemical Plant
Singapore: Automation engineers and machine builders with requirements for functional performance tests of all products prior to market release who are seeking more realistic return-on-investment projections for expansion of global manufacturing facilities, can now get no-cost detailed engineering reports projecting ways to reduce costs while maintaining quality standards from InterTech development company’s
Singapore: Shell Eastern Petroleum has completed a ethylene cracker complex in Singapore. This is the first time in the Oil & Gas (O&G) industry that wireless technology has been deployed to get mobile access to the process control system. The petroleum company wanted to get mobile access to all process data via WLAN at defined places in the refinery to drive efficiencies. Peter Beerepoot, who was responsible for instrumentation process control of the entire project for the company, says: “We were given the opportunity to develop a complete infrastructure. Our initial thoughts during the Front End Engineering and Design (FEED) phase, was that wireless would give us a number of key benefits. So we considered substitution of local panels, which we believed would bring us
testing applications laboratory. These application-specif ic engineering reports will help manufacturers better gauge real costs of integrating multiple facilities worldwide while still maintaining ISO 9001, ISO 12485:2003 and other quality standards. Jacques Hoffmann, president of InterTech development company, explains that the company is making this service available to assist the great numbers of manufacturers that have aggressively expanded their globally-distributed manufacturing mistakenly thinking lower labour costs will directly correlate with higher profit margins. Mr Hoffmann says: “In recent years InterTech has been called in to re-engineer test- intensive
advantages in terms of cost reduction and increased efficiency.” Belden took on the projec t management, the design and building of the WLAN solution, consisting of a wireless distribution system incorporating 90 Hirschmann access points (BAT54-F X2) for ECC and multiple antennas, linked across a redundant, fiber ring backbone. A very important feature in this project was that all relevant parts of the solution had to be suitable for the challenging environmental conditions
and that they had to be properly cer tif ied accordingly to comply with ATEX/IEC60079. To have such certification is mandatory for safety and governance reasons. This project in the O&G market is now functional. Benefits include improved efficiency, resulting from both the faster commissioning time for the petrochemical process control system and improved maintenance ef f iciency, as well as an overall system cost reduction – due to fewer indicator units being needed.
assembly l ines throughout the world because of the high failure rates in functional performance of reject products from assembly lines. Quite often, plants had been built in areas where lower labour costs were assumed to translate into significantly higher profit margins but the real costs of designing systems that can safeguard product quality in regions with varying infrastructures, workforce skill levels, and ability to design test methods that deliver consistent gauge R&R despite these variations are underestimated. We see this across the globe where lower paid labour is employed – from India, to China, to Latin America, and even in less industrial areas within developed nations.”
Industry news
10 industrial automation asia | April 2011
BS
K, J
akar
ta, I
ndon
esia
Nanotechnologies Cut The Cost Of Green Energy
NXP Launches Android Application
Singapore: World investment in renewable energy will top US$2 trillion on a cumulative basis from 2010 through 2015, driven by growth in Asia, North America and Europe as these regions lead in their efforts to increase production of energy from renewable sources. Were the companies building these generating plants to utilise existing, commercially available nanotechnologies, ABI Research estimates, over the same five-year period green power producers in the solar and wind markets could save nearly US$300 billion in capital expenditure. Fo r examp le, L a r r y F i s he r, research d i rec tor o f Nex tGen ( A B I R e s e a r c h ’ s e m e r g i n g technologies research incubator), said: “Incorporating nanomaterials into wind turbine blades can make them stronger, lighter and more durable, so they last longer while generating more electricity.” T h e E n e r g y I n f o r m a t i o n Adminis trat ion (EIA) of the US Depa r tment o f Ene rg y (DOE ) expects world energy consumption to grow 44 percent from 2008’s 283 quadrillion BTUs to 678 quadrillion
Singapore: NXP Semiconductors has an Android application, allowing access to NXP’s complete product portfolio. The free mobile application allows engineers to search, buy and share information on over 10,000 products from NXP’s mixed signal and standard products portfolio. This application will run on all Android smartphones and tablets supported by Android 1.6, 2.1, 2.2 and 2.3.
BTUs (7.15 exajoules) by 2030. This increase will be d r i ven by g row ing e n e r g y d e m a n d f r o m developing nations such as China and India. Concurrently, the monetary and environmental costs of fossil fuel-based power are making it necessary for governments a round the wor ld to sh i f t e lec tr ic i t y produc t ion to alternative forms of energy. Mr F i sher obser ves that : "The addit ion of n a n o m a t e r i a l s t o t h e manufacturing processes makes solar cells, wind turbines and fuel ce l l s cheaper to produce, while improving their ef f iciencyin generating electricity." He continued: "These factors together make even more convincing the argument that we need to move our electrical production away from fossil fuels and increasingly toward renewable sources." ABI Research anticipates that bet ween 2010 and 2015 so la r photovoltaic installations and wind instal lat ions implemented over
the forecast period will total 652 GW of future energy production. Fuel cell shipments will total more than 35 mil l ion unit s over that period as well, indicating that the sector is on the cusp of global commercialisation.

Industry news
April 2011 | industrial automation asia 11
Brenntag Opens Chemical Distribution Facility In Indonesia
Siemens IA DT Truck Road Show Takes Off
Jakarta, Indonesia: Brenntag has unveiled a distribution facility in Jakarta built to meet growing market demand. The facility will provide a bigger storage capacity than the current warehouse in Jakarta, and allow the company to improve and expand its customer support throughout the supply chain, from purchase and formulation through to packaging and logistics. In Indonesia, the company markets specialty and industrial chemicals for different applications, including personal care, coatings, food & beverage, pharmaceuticals, textile, rubber, plastics & polymers, agro, feed, refrigeration, polyurethanes and minerals. This facility adds to the company’s seven existing warehouses in Indonesia and the company’s growing distribution network in the Asia Pacific region which also includes more than 40 distribution centres. At the inauguration of the site, Steven Holland, COO, Brenntag, said: “We have seen a growth in the demand for chemical distribution in the Asia Pacific region, especially in Indonesia. By expanding our local presence, we are making an investment to better serve our customers with advanced support and meet growing market demand; it will also strengthen our presence in the region.” “This facility will increase the company’s ability to provide a number of services including storage, re-packing large-scale quantities into smaller quantities, delivery and other supply chain solutions,” said Henri Nejade, president and CEO, Brenntag Asia Pacific. With an in-house coatings application laboratory, the facility offers services to its customers by meeting specific requirements for the formulation and customisation of various blends of industrial chemicals. It provides technical application support with a sample room, designated cool rooms for textile, food and beverage products, and two rooms to safely store hazardous and flammable products.
Ba ngkok , Tha i l a nd : I ndus t r y Automation & Drive Technologies (IA DT) of Siemens Thailand, a provider of products, systems and solutions in industrial automation, unveiled its demo truck, a mobile technology expo and marketing road show, to customers and the public for the first time at Energy Saving 2011, held at BITEC, Bangkok. This truck road show is the second mobile marketing campaign that Siemens has undertaken in Thailand following the ‘Exiderdome’ launch five years ago. The demo truck will showcase the technology of Siemens in the industrial automation field covering the product and system ranges of Totally Integrated Automation (TIA), an integrated solution concept for dif ferent industries including chemical, petrochemical, food & beverage, oil & gas, glass, steel, paper, crane, automotive, as well as OEM and water. The truck will be on the roads in Thailand for two years to visit customers’ sites, and will be on tour across the ASEAN countries afterwards. More than 5,000 existing and potential customers are expected to visit this truck mobile expo, which can accommodate up to 15 visitors per tour in this fiscal year (ended on September 30, 2011). The roadshow tour to Siemens’ customer sites will start in May with focus account in Rayong.
PIC
Mar
c S
ling
erla
nd, A
lmer
e, N
ethe
rlan
ds

Industry news
12 industrial automation asia | April 2011
Taipei, Taiwan: 3M and Quanta have signed an agreement to form a new company. The company will be based in Singapore and will manufacture and commercialise projected capacitive touch solutions for the personal computing market, combining Quanta’s industry knowledge and manufacturing expertise in the PC market with 3M’s projected capacitive technology expertise. This information expands on the previously announced collaboration between 3M and Quanta, enabling mass production of touch modules, sensors, electronics and systems on personal computing devices, including: all-in-one computers, monitors, netbooks, notebooks and tablet devices. Terms of the deal were not disclosed. A s p r o j e c t e d c a p a c i t i v e touchscreen solutions become more prominent in computing devices, both original equipment manufacturers (OEMs) and original design manufacturers (ODMs) need reliable and quality solutions t o m e e t m a r k e t d e m a n d . Coupled with increasing software requirements around multi-finger i nput fo r consumer dev i ces , the company is posit ioned to provide the latest touchscreen technology and manufacturing capability to meet the needs of these key customers. The company is separate from 3M Touch Systems, which remains a wholly-owned subsidiary of 3M. Its focus will be on the design and manufacturing of touchscreen solutions to serve vertical enterprise markets, including: casino gaming, education, foodservice, digital signage, healthcare, retail point-of-sale and self-service markets.
Shanghai, China: Shanghai University (part of the consortium to extend the Chinese aerospace industry) announces a strategic partnership with the Numerical Algorithms Group (NAG) The collaboration will utilise a high performance computing platform for Computational Fluid Dynamics (CFD) research, which is essential in order to achieve the civilian aircraft industry targets established in the Chinese government’s 'Long-term Scientific and Technological Development Plan (2006-2020)'. The agreement signed by NAG and Shanghai University involves the cooperative development of CFD software to be used by the industry. NAG will provide development tools, and computational science and engineering technical support and consultations. "We need a strong, accurate numerical computation engine to lay the basis for the aerospace R&D platform." said Professor Zhang Wu, the dean of the computer science school and director of the high performance computing centre of Shanghai University Shanghai University is working with the support of the China Commercial Aircraft Company in Shanghai and the Aircraft Design and Research Institute. Together, these three organisations are charged with developing CFD software required for civilian aircraft development, an objective of China’s 'Long-term Scientific and Technological Development Plan (2006 – 2020)'.
China Enlists Numerical Algorithms Group
3M & Quanta Form Company To Manufacture Multi-Touch Solutions
Shanghai University

Industry news
April 2011 | industrial automation asia 13
Yokohama, Japan: The Harting Technology Group celebrates 25 years of business. The company embarked on developing the Asian markets at an early stage. Back in 1985, the family owned and managed company headquartered in Espelkamp founded its subsidiary Harting KK in Japan. The operations based in Yokohama are now serving Japan from four different locations, and are also operating a logistics centre providing a range of products and solutions in the connector and network technology areas, as well as customer oriented services. Markets in the country served by the company are transportation, machinery, automation, energy and telecom/medical.
Harting Celebrates 25 Years In Japan
Proficy For Sustainability Metrics Accelerates Energy And Water Reductions With Actionable Information
Together with other members of company management Philip Harting (back row, centre) extends his congratulations on the 25th anniversary of Harting KK
“From 2005 to 2008 I was active as managing director in Asia and I am very grateful for the multifaceted experience I gained there. The absolute insistence of our Japanese customers on excellent quality and their commitment to continuous improvement were valuable lessons for me. Today, back in Espelkamp, I am better able to build bridges between our customers’ viewpoints and our employees,“ as Philip Harting, vice president connectivity & networks of the Harting Technology Group commented.
Virginia, US: A software solution launched by GE Intelligent Platforms is aimed at helping producers achieve more environmentally sustainable operations. Proficy for Sustainability Metrics offers a starting point for measuring and analysing energy and water consumption at the area, process or machine level within a facility. The solution makes utility consumption data actionable by exposing it to those in a position to manage it day-by-day in a facility. “A combination of regulatory, customer and cost pressures are driving every sector, most notably manufacturing, to reduce consumption of energy and water throughout their operations,” said Erik Udstuen, VP, software & services, GE Intelligent Platforms. He continued: “Some customers
may realise significant savings, on the line of approximately 20 percent of energy or water in an area or process, simply by exposing unusual consumption patterns and prompting intervention by operators and supervisors.” Measurement of resource usage has commonly been based on utility bills, or on ‘whole facility’ levels of measurement. And, most existing software applications that deal with utility consumption deliver information and analytics in isolation from contextual data that would provide insight into the factors that actually drive usage. By enabling detailed measurement and reporting in relat ion to the processes and equipment that are consuming resources, Proficy for Sustainability Metrics enables both real-time response to unusual usage, and provides a history to drive analysis and improvement efforts.

Industry news
14 industrial automation asia | April 2011
Florida, US: Honeywell has formed a business focused on providing open software and services to the process industries. The company’s solutions enable customers in the mining, chemical, petrochemical, refining, oil & gas and power sectors to deploy enterprise-wide solutions across their process infrastructure to control and optimise their manufacturing footprint, extract information and to make better decisions regarding their business. U s i n g a n o u t c o m e - b a s e d consulting approach, the company offers customers solutions for supply chain, production execution,
New York, USA: CA Technologies has indicated in a study that cloud computing is enabling a more central role for IT in shaping business strategy and driving innovation. The majority of survey respondents (96 percent) believes the primary role of IT has changed over the past five years, and 71 percent expect that trend to continue over the next two years. The study, which was conducted by IDG Research Serv ices and sponsored by CA Technologies, polled 200 IT managers in the US and Europe. More than half (54 percent) of the respondents acknowledge the current value of IT is largely defined by its role as owner and operator of IT infrastructure; however, respondents believe within two years, the primary value of IT will come from managing the IT supply chain. Fifty percent of those surveyed indicate that an increase in cloud-based services, particularly those that were formerly managed in-house, has contributed to this evolution.
Honeywell Forms Solutions Business
Cloud Computing Shown To Elevate Role Of IT
The survey results also indicate that IT professionals believe cloud computing accelerates agility (63 percent), innovation (58 percent) and collaboration with the business (57 percent). Respondents anticipate cloud computing will boost IT productivity (55 percent) and decrease the level of staff time/resources dedicated to IT support (40 percent). This transformation will require a change in the organisation’s current skill set, including a demand for more business and management experience. Additional findings include:
• Two-thirds (66 percent) cited the ability to manage service providers as the IT skill that is most likely to increase in importance over the next two years
• Seventy-two percent said their IT organisations are focusing more time on managing outsourced IT or cloud services providers now versus five years ago, including more time spent on vendor management
• Nearly 70 percent of respondents agree that an increasing number of CIOs and senior IT staff will have a business (as opposed to a technology) background in the future
Driven by the trends confirmed in this survey, IT increasingly is taking on the appearance of a supply chain. As applications, infrastructure and even business processes migrate to the cloud, IT organisations can become effective managers of IT supply-chains using multiple internal and external sources. The goal of this approach is for IT to be able to create value – and increasingly drive business growth.
Wilt
on
Ro
dri
gue
s, B
razi
l
and operat ional excel lence, in areas such as energy efficiency, compl iance , and per formance improvement and asset effectiveness. The company also offers solutions
for industrial and cyber security, advanced process control and opt im i sa t ion , p rocess des ign simulation and operator training simulation.
Cel
al T
eber
, UK

ENQUIRY NO. 217
INFRAREDREVOLUTION
Power to the PeopleLocate electrical
problems
Check mechanical devices
Detect plumbing� issues
FLIR i3 revolution is here
A FLIR picture is worth a thousand words.The FLIR i3 can produce snapshots of temperature difference equal to 3,600 (60x60 pixels) readouts from a traditional single spot meter.
Point-Shoot-Detect - the FLIR i3 is now available at a revolutionary price and ideal for all kinds of trouble-shooting in electrical and mechanical inspections.
*In US Dollars, ex-works (Excl. Tax)
www.flir.com FLIR offices in Asia Pacific | Asia Pacific Headquarters Hong Kong +852 2792 8955 [email protected] | China +86 21 5169 7628 [email protected]
Australia +61 3 9550 2800 [email protected] | Japan +81 3 6277 5681 [email protected] | Korea +82 2565 2714 [email protected] India +91 11 4606 7100 flirindia @flir.com.hk | Taiwan +886 2 2757 9662 [email protected]

Industry updates
With an aim to improve the total cost of ownership of machines and plants, manufacturers and operators are continuously on the look-out for optimisation potential. In the automation technology sector, a trend has become apparent in which this can be achieved with a higher level of networking.
Since functions are becoming more complex in all levels of automation technology and the density of information provided is on the rise, the communication requirement is also on the increase.
In a search for ways of achieving an improvement, the name IO-Link, a system which aims to revolutionise the sensor and actuator interface, has recently been on people’s lips.
The RequirementDuring the course of quality assurance, the securing of plant operation, goods tracking and other modern mechanisms used in the automated manufacturing process, the performance of the components involved, and also the need to exchange information (the degree of networking) are increasing. This trend is also reflected in the communication structures used in automation, for example, peripheral assemblies have predominantly decentralised connections using f ie ldbus systems, and control units communicate with the corporate networks to archive production data . What i s apparent in this observation is that this
The Gap Is Filleddevelopment has so far passed by one position in the process: sensors and actuators have always been connected to the peripheral assemblies of the control units via digital and analogue voltage or current signals. While many other connections nowadays allow the most complex of information to be transmitted, and allow for an almost limitless transparency in the automation network, at the field level, an individual interface must still be provided for each individual signal, one which only allows information to be transmitted in one direction. However, th i s in ter face can no longer cope with the functions of modern sensors and actuators. For some time now, modern field devices have no longer been able to provide pure measuring or switching units. Parameters or diagnostics functions, feedback signals in actuators or validation information in sensors are already supported by the intelligence provided by today’s field devices. But, this is not accessible through the conventional interface or, if it is, then only with great difficulty. Parameters must be set using local operating units, mostly buttons or potentiometers. Diagnostic infor-mation is read by observing individual warning signals on the device. And once a faulty unit is replaced, the parameters need to be reset.
The reason for this is the individual signal wiring can
simply no longer cope with the increase in the variety of field component functions available. IO-Link is stepping up to the starting line with an aspiration to eliminate this last bottleneck in manufacturing automation.
The IdeaTwenty-five renowned auto-m a t i o n t e c h n o l o g y m a n u -facturers joined together behind the doors of Profibus & Profinet International, to form a working group aimed at defining a new standardised interface. This working group’s target is to define and establish a standard which is oriented towards the requirements formulated. As such, the process signal connect ion should become more intelligent without needing to change the topology and wiring technology involved. This interface should be able to connect to all common fieldbus systems. Preserving the topology also means that, as a rule, individual distances of up to 20m must be bridged to allow the decentralised connection of process signals using conventional, unshielded signal cables, as well as plugging and clamping technology. In addition, the fact that the conventional connection has reached an enormous prevalence rate means that investment protection is needed. As such, what is required is an interface with extended functional i ty, one which is simultaneously compatible with
16 industrial automation asia | April 2011

ENQU
IRY
NO.
219

Industry updates
ENQUIRY NO. 2101
the most widespread form of signal connection, the sensor interface.
I O - L i n k c o m b i n e s b o t h requirements by enabling the system to set-up a point-to-point connection on the familiar three-line connection of sensors. However, it uses this as needed,to either transmit a simple switching signal or for bi-directional serial communication. The serial communication is based on digital, bi-directional, asynchronous data transmission. Here, the voltage step between the 0 and 1 signal is 24V. The technological compatibi l i ty requires an intelligent switch b e t w e e n t h e t w o t r a n s f e r modes. When the interface is started up, the switched components initially try to set-up the serial communication indicated in the IO-Link specifications. If one of the two interfaces does not support IO-Link, the intelligent partner will automatically switch over to the so-called SIO (or standard input/output) mode: the simple switching mode. The ability of the interfaces to switch provides other opportunities: sensors and actuators can be deliberately developed so that IO-Link communication is only activated if needed. To transfer a process switching signal, the interfaces are switched over to switching mode. On the
other hand, communication can be performed cyclically with a typical cycle time of 2ms for the process-based transmission of measured values. With this, project managers, commissioning engineers and plant operators also finally have the chance to have something which was so far only supported by devices on the field bus:all of the parameters, diagnostics information, check-back signals and other events on the field device are provided on the entire plant with IO-Link. This also allows data to be stored in a central position for example, and projects to be managed with transparency up to the field level. In practice, this means:
• Smooth parameter changesduring batch change-overs
• Continuousdiagnosisoferrorwarnings
• Theexchangeoffielddeviceswithout having to adjust the parameters
The BenefitThese characteristics pay-off particularly for field devices due to the fact that, because of their exposed position in the field, they require a degree of maintenance and commissioning work. The p a r a m e t e r i s a t i o n o f s o m e
sensors, for example, has been so complex up to now because it can only be performed on the device itself. This means that these sensors need to be parameter ised individually on site. On the machines, sensors are often di f f icult to access as wel l . Frequently, the same parameters are often used in entire sensor groups. As such, it was not possible to reproduce the set parameters. With i ts central parameter storage, IO-Link offers an effective multiplication of parameters sets that have been created just once instead of having to set each individual parameter for each individual device. During plant operation, IO-Link field devices ensure that faults are quickly eliminated due to the fact that the device diagnoses are also available at a central position and the plant no longer needs to be scanned for warning signals. The replacement of faulty devices is accelerated: a parameter set is automatically reloaded, the sensor or actuator does not need to be re-adjusted.
Thanks to the f lexibi l i ty of fered by this system, the range of process data can be adapted to suit the functionality of the field device.
I f , for example, both the measured value and switching i n f o r m a t i o n n e e d t o b e transmitted, this is possible thanks to IO-Link’s f lexible protocol structure. Up to 32 bytes o f process data can be transmitted between the processing unit and the control level in this way.
Since functions are becoming more complex in all levels of automation technology and the density of information provided is on the rise, the communication requirement is also on the increase.
18 industrial automation asia | April 2011

ENQUIRY NO. 223
Newsdesk
20 industrial automation asia | May 2009
Newsdesk
20 industrial automation asia | April 2011
ENQUIRY NO. 2102
After 25 years of CAN technology, there are still some implemen-tations for the technology including the first micro-controller with on-chip CAN transceiver and CAN controller developed by NXP. The micro-controllers with integrated CAN high-speed transceiver is compliant to ISO 11898-2. The ARM Cortex-M0 based IC comes with on-chip CANopen driver software. Offered as a System-in-Package solution, the chips in LQFP48 package features the TJF1051 CAN transceiver. CAN is recognised as a robust and reliable communication system. With the introduction of the micro-controller with on-chip transceiver, the company has opened the door for widespread adoption of low-cost CAN in an increasing variety of industrial and automation applications for factories, buildings and in the home. Typically, CAN transceivers can cost as much as or even more than the micro-controller itself. Integrating the transceiver on-chip increases system reliability and quality, reduces electrical interconnect and compatibility issues, and reduces board space by over 50 percent, while adding less than 20 percent to the MCU cost. “Offering a highly optimised CAN solution in a single package
CANopen
simplifies industrial network design,” said Geoff Lees, NXP Semiconductors. He continued: “The close coupling of transceiver and 32-bit MCU with CANopen protocol support, directly on-chip, extends our plug-and-play system approach.” The CAN physical layer is designed for up to 1Mbit/s data rates and delivers optimal performance for industrial appl icat ions with ElectroStatic Discharge (ESD) protection, improved ElectroMagnetic Compatibility (EMC) and low-power operation. High ESD handling capability on bus pins is combined with additional fail-safe features such as high DC handling capability on CAN pins, transmit data dominant time-out function, under-voltage detection, and thermal protection. Low-power management is integrated, and the transceiver can disengage from the bus when it is not powered up. CANopen driver software is provided in the on-chip ROM with an API enabling users to rapidly adopt the LPC11C22/C24 into embedded networking applications based on the CANopen standard. The following functions are included in the CANopen-API:
• set-upandinitialisation• sendandreceivemessages
• CANstatus• CANopenObjectDictionary• CANopenSDOexpedited
communication• CANopenSDOsegmented communication primitives• CANopenSDOfall-backhandler
The application layer is suited for embedded networks in all kinds of control, such as machines and elevators, making proprietary or application-specific application layers obsolete. Incorporating CANopen driver software in on-chip ROM reduces overall risk and effort, while providing design engineers with the added advantage of reduced operating power, as well as secure and safe boot loading via CAN. With the security and peace of mind offered by ROM-based drivers, updating flash memory via In-System Programming (ISP) over CAN provides the whole range of functionality – from programming blank parts in production, through changing system parameters, to full in-field re-programmability.
Micro-controller With On-chip
CAN Transceiver
Micro-controller showing layout of on-chip CAN transceiver and CAN controller.

Fieldbus Foundation
Welcomes Latest EDDL Enhancements
ENQUIRY NO. 2103
The F i e ldbus Foundat ion welcomes the latest enhancements to Electronic Device Description Language (EDDL), which are incorporated in the second edition of the International Electrotechnical Commission (IEC) 61804-3 standard. This technology provides a universal, method for accessing diagnostic, real-time and asset management information contained in millions of industrial field instruments, while also ensuring optimal data and device interoperability. EDDL is a text-based language for descr ib ing the d ig i ta l communication characteristics of intelligent devices and equipment parameters in an Operating System (OS) and Human Machine Interface (HMI) neutral environment. EDDL assists engineers during Distributed Control System (DCS) configuration, technicians during commissioning and maintenance us ing device configuration software for laptop or handheld field communicators, and operators working at DCS consoles or using intelligent device management software as part of asset management solutions. With EDDL, a user can calibrate instruments, diagnose problems, provide data for user interface displays, identify process alarms and obtain information needed for high-level software, such as Manufacturing Execution Systems (MES), Supervisory Control And Data Acquisition (SCADA), plant historians, asset management and Enterprise Resource Planning (ERP). The technology is key to
interoperability in a digital process automation architecture, enabling control systems and intelligent field devices from different manufacturers to work together.
The latest enhancements to EDDL include:• Supportformodulardevices• Support for offline configu-
ration with default parameter values suggested by the device manufacturer to simplify and speed up device commissioning.
• Support forUnicodecharactersets to display parameter labels, diagnostics and device manufacturer expert help text in many different languages, including Japanese, Chinese
• Ability to display all devicediagnostics from different blocks and all setup information on a single page
• Ability todisplay informationbased on prior selections and internal dependencies
• Ability todisplay illustrationsbased on the chosen language
Fieldbus Foundation president and CEO Rich Timoney praised the EDDL enhancements, saying: “The latest enhancements increase the value proposition of EDDL for the entire plant automation industry. The Foundation fieldbus Version 5.1 specification is based on this standard, which provides interoperability across multiple hosts, devices and technologies. This flexibility allows the end-user to choose the best combination of price and performance for devices
and software.” EDDL has a track record of ensuring backwards compatibility through revisions of the IEC standard. The latest edit ion does not make installed devices and systems incompatible; rather, EDDL files can be uploaded to the control system without the need for retraining. Moreover, just like the graphical enhancements in the 2006 edition, the current updates have been incorporated without relying on executable software. All advantages of the original technology still apply, including: A b i l i t y t o i n c o r p o r a t e diagnostics for critical devices in DCS operator consoles, where they become a natural part of daily maintenance procedures.• Consistentdiagnostic lookand
feel regardless of manufacturer, protocol or device type
• Abilitytokeepsystemscurrentwith new device types and versions without the difficulties associated with installing software and license key overhead.
• Elimination of obsolescenceby future versions of Windows, service packs or .Net framework, as such preserving investments
• Compact,bundledfilesthatareeasily downloaded or e-mailed.
• Third-party interoperabilitytested as a package during device registration.
• Automatic population of acommon OPC server shared by all devices.
April 2011 | industrial automation asia 21

THE ETG has been the largest Industrial Ethernet organisation for some time, and now with the group attract ing over 1,500 member companies from 52 countries, it can claim the title of world’s largest fieldbus organisation of any kind. However, these numbers continue to rise as ETG growth continues at an unabated pace. In Europe and North America the growth remains robust, but it has become even stronger in Asia; in this region ETG has exceeded 400 member companies. The worldwide acceptance, openness and success of the technology are not only underlined by the membership figures, but in particular by the variety of devices with EtherCAT interface from numerous vendors. At a recent trade show in Germany, EtherCAT Technology Group honoured member 1,500, Marc Nicole, representing Bobst Group, received an award from ETG board members Erich Hutflesz and Martin Rostan. B o b s t i s a s u p p l i e r o f equipment and ser vices to packaging manufacturers in the folding carton, corrugated board and flexible materials industries headquartered in Lausanne, Switzerland.
Marc Nicole, head of controls & electronics, Bobst, stated: “We chose EtherCAT as future fieldbus for our own developed control system for the following reasons:• theperformancebothof the
fieldbus itself as well as the master, which needs less CPU time compared to other solutions.
• the abi l i ty to bui ld ourown slaves easily and cost efficiently; this allows us to create differentiating function for our machines.
• the number of commercialcomponents available or coming soon, with a special focus on drives.
• theopennesstootherfieldbusthough different gateways. This is important since we know that even choosing EtherCAT for the future, other fieldbus exist and we will eventually to connect those. We already use many different bus in the Group and this will definitely help us in migrating to EtherCAT.”
Martin Rostan, ETG, executive
director, said: “We are proud and happy to have grown so much that we are now the world’s largest fieldbus organisation – even though we are certainly not the one with the largest marketing budget.” He continued: “This shows that great technology speaks for itself: EtherCAT is the engineer’s choice. This is not only mirrored in our membership development, but also – and this is much more important – in the adoption rate of the technology among users and vendors alike. About 1,000 slave development kits have been sold to ETG member companies so far, plus several hundred master stacks – which means that two out of three ETG members are investing in EtherCAT implementations. C o n s i d e r t h a t m a n y E T G members are s imply using EtherCAT – not implementing it in their own devices – this is an exceptional rate.”
22 industrial automation asia | April 2011
ENQUIRY NO. 2104
Marc Nicole, representing Bobst Group, receives an award from ETG board members Erich Hutflesz (right) and Martin Rostan (left)
ETG Now World’s Largest Fieldbus Organisation

ENQUIRY NO. 194

24 industrial automation asia | April 2011
issues & insights
DesigningThe
The design of racking for a new warehouse operation should start as early as possible. By Brian Miles, MD, APAC and Middle East, SSI Schaefer
When I am asked, when is the best time to design the rac k i n g s y ste m for a
new warehousing operation, the simple answer is as early as possible, preferably at the‘greenfield site’ stage. Companies are too often in f luenced by e ither their architects or even the contractor, based simply on financial reasons without due consideration as to the type or style of storage system that they intend to use. A worse case scenario is where a company that does not want this asset on their books, and contracts
a local developer to build and rent the warehouse for a fixed period, without predetermining critical elements such as the positioning of building columns. To the professionals in the logistics industry, this may seem irrational but believe me, this happens even today. The number of times we see warehouse designed with building columns set between an eight to nine metres grid is indeed surprising. This can have a significant bearing on the design of racking and the warehouse operation, the optimum column centres for
Warehouseselective, double deep and VNA all differ, probably between 17 to 18 m is the best option to provide maximum flexibility. Always try to avoid eight to nine metres, as this grid can lead to a lot of wasted space or operational problems.
FlooringThe most important part of any warehouse is the floor. Poorly designed floors that crack and break up during forklift operation, will increase the wear and tear on the Material Handling (MH)equipment . T h is ca n le ad the supplier of a rental fleet to

April 2011 | industrial automation asia 25
HollySysLK Programmable Controller
HollySys (Asia Pacific) Pte. Ltd.200 Pandan Loop, #08-01,
Pantech 21, Singapore 128388.
Tel: +65-6777-0950Fax: +65-6777-2730
please forward all enquiries to [email protected] HOLLYSYS GROUP
HollySys LK Programmable Controller helps customer to increase their efficiency and productivity while minimizing life-cycle cost through its high reliability products and customize solutions.
Features Highlight
◆ CPU up to 533MHz ◆ Processing Speed: 13 nano seconds
❖ Excellent Performance
❖ Expandable I/O control ◆ Digital I/O up to 57,344 points ◆ Analog I/O up to 3,584 channels
❖ Redundancy System ◆ 1+1 shared-loading power supply ◆ CPU Redundancy ◆ Ethernet Redundancy ◆ PROFIBUS-DP redundancy
❖ Various Communication ◆ Ethernet TCP/IP, PROFIBUS-DP, MODBUS, RS-485, RS-232
❖ Large Memory Storage ◆ Program: 16MB, Data: 64MB ◆ Power-loss protection: 1MB ◆ 2GB SD card program logic backup
http://www.hollysys.com.sg/home/©2011, HollySys (Asia Pacific) Pte. Ltd.
Looking for system integratorsand distributors ...
LM MICRO PLCQuality, MODULAR, Compact, Reliability
ADVERTS-IA-LKPLC-2011-5-CS1.pdf 3/17/11 9:25:31 AM
ENQU
IRY
NO.
233
increase charges, due to highmaintenance cost. Once a floor is lain and racked, maintenance on some localised work is difficult and expensive to undertake, and will cause interruptions to the warehouse operation. Engage a professional to design and lay the slab, once the rack ing layout is confirmed so that expansion joints can be designed below racks and not in aisles.
LightingOverhead lighting should be similarly designed to be mid aisle again once the layout is confirmed. If the warehouse is compartmentised, then ensure the connecting doors have sufficient headroom to allow the equipment to pass through with the mast lowered.
Racking SystemBy far, one of the most popular racking systems used within the warehouse is selective pallet racking where every pallet is accessible, operated with reach trucks lifting up to 11m. However, this system, while being an economic racking system, will only utilise about 32 percent of the available floor space. Inevitably, companies who opt for this type of racking are within four to five years away from asking the question: How can we increase capacity within the warehouse?
Distribution CentreI n to d ay ’s m a rke t p l a ce , particularly in the Fast Moving Consumer Goods (FMCG) sector, the warehouse operation has seen significant changes over the
last five to ten years. Gone are the easy days of full pallet in and full pallets out. The average FMCG Distribution Centre will be stocking anywhere up to 15,000 Skus. While a high percentage could arrive on pallets, very few leave in that manner, as case picking and piece picking is rapidly becoming the order of the day. To design a warehouse to suit any type of operation requires careful planning, even more so for the FMCG market.
Design ForesightBefore sitting down trying to design the warehouse, one needs to undertake a complete evaluation of current business trends and market demands, and have some forward vision as to what will be the demands over the next five to seven years of operation.

26 industrial automation asia | April 2011
issues & insights
To achieve this, a complete data analysis of the current warehouse operation must be undertaken. Typically, it would be necessary to receive the item master data file, which should include a real order data file over a representative period of time. Within this file should be additional information that is deemed relevant.
Data AnalysisGenerally, we can be quite flexible in terms of the format of the data. Data in any format is accepted as long as the basic information is available. It is preferable to use raw data, the way they are usually archived in a Warehouse Management System (WMS) or Enterprise Resource Planning (ERP) system over pre-evaluated or filtered information, as this provides the best overview of thebusiness to be analysed. I t is importa nt to make sure that the headers in any database f i le provided, are e i t her se l f - e x pla nator y or explained/translated for correct interpretation (eg: abbreviations and units of measure used for dimensions/categories, etc). What is often supplied is ‘sales data’, usually a simple Excel sheet listing the different Skus summarising their sales volume over a certain period. Such data may be helpful for sales planning, and order forecasting, but lackscritical information. It does not permit a full understanding of the order structure and the dynamics of a business well enough to propose an integrated storage solution. To allow full analysis, it is suggested that raw order data is provided, no matter how big the resulting file size might be. O n c e t h i s a n a l y s i s i s undertaken, it is easy for the warehouse designers to subdivide the products into specific sectors
A system known as the satellite can be used as an alternative to either drive in or flow racks. It is suited to large quantities of homogenous products and can be operated as First In Last Out (FILO) or First In First Out (FIFO). Its advantage over drive in is that a typical drive lane stores 30 pallets vertically. But, with the satellite, the storage mode would be horizontal. As every level could be a different Sku, this method of storage would reduce the rack footprint by 14.5 percent for a FILO operation and 6.25 percent for a FIFO operation. The FIFO operation would also increase pallet utilisation, as replenishment to each lane could be continuous as with flow racks. Also, with a single load and of f load phase, the pa l let movements per hour could be tripled over drive in systems, as the operative no longer has to enter the racks to access pallets. By using either one load/off phase in FILO or two operational phases in the FIFO operation, the MH equipment travels less distance than in other racking options, increasing the pallet cycles per hour, and reducing the number of trucks required. M o b i l e r a c k i n g , w h e n considering the cost of some types of warehousing particularly in temperature controlled or cold stores, can be cost justified by the increased pallets, which can be stored per sq m, albeit at the expense of access aisles. It is the favoured option for temperature-controlled stores that require selectivity of all pallets. With companies trying to implement effective SCM, the demands of the modern ware-house increases, and with it the need to ensure the racking systems chosen, offer sufficient flexibility to meet future demands.
and then to start conceptualising a storage system, which can utilise several different systems. This will involve separation of products in typically A, B, C or D categories with A representing the fast movers, and D the ‘dogs’ or very slow movers. Surprisingly the old ‘80/20’ rule still exists, with 80 percent of Skus representing 20 percent of the storage volume and warehouse throughput. Recognising higher labour and land cost, and in some cases the scarcity of labour, companies are seeking storage systems that will reduce the warehouse footprint, increase pick rate per hour, and increase the accuracy of piece picking. A simple and inexpensive solution is a ‘pick module’, where the slower moving products can be stored in a separate area on two to three levels, fully using the height of the warehouse. It uses a combination of live storage beds and shelving, where operatives can pick to light or voice, to trolley, carts, pallets or conveyors.
Racking SystemsSome of the most popular forms of racking systems – selective, drive in and very narrow aisle rack – are well known to the market. However, although double deep racking offers 30 percent more storage in the warehouse footprint, it is still not so popular, with flow racks and mobile racking being perceived as expensive options. Drive in rack ing is very popular when large quantities of homogenous products are stored. But warehouse planners sometimes forget that although the pallet density per sq m appears high, each lane must be completely emptied before replenishment. As such, pallet utilisation can fall to 70 to 75 percent, so the overall investment is not as attractive as it appeared on paper. ENQUIRY NO. 2201

April 2011 | industrial automation asia 27
Making Integrated Logistics Your Competitive Advantage
Tug
er A
kkay
a, Is
tanb
ul, T
urke
y
As logistics is the last frontier for cost competi-tiveness, there is increasing interest in enhanced performance and growing sophistication in
both material/information handling for logistics purposes. What is it all about? Before putting such system concept as ERP, WMS and ASRS in perspective, we must recognise and understand the world is changing fast in terms of customer, technologies and competition etc. However, understanding these changes is increasingly less of a technical challenge but more
of a shift in the mindset. Who is your customer? Do you have the right view of a customer?
Customer Oriented ThinkingIn the face of shorter product life cycles, deeper price cutting and shorter windows to market, many companies see the need to create a competitive advantage through a concerted strategy of service differentiation. As before and more so today, staying close to the customer is heard as often in boardrooms as
Today’s constraints are yesterday’s decisions; today’s decisions will be tomorrow’s constraints. Decision makers should therefore, carefully embrace useful technologies and capitalise on them to achieve greater heights in quality, productivity and profitability. By K K Han, CEO, Gurusoft
28 industrial automation asia | April 2011
issues & insights
it is in conferences or forums. Indeed, customer influence on design, manufacturing, packaging, distribution, and marketing has never before been more pronounced. At its core, what you see is a matter of attitude. If an attitude of ‘the customer is king’ prevails, then customer service is very likely to be world class. It is well known that quality, accuracy, timeliness, and dependability are essential for world- class customer service; but what more can be done to meet this challenge in the area of logistics and warehousing?
ERP (Enterprise Resource Planning)ERP is an integrated information system designed to support decision makings within an enterprise environment. It establishes a framework in which the whole company can work more effectively together by communicating consistent priorities to all people in an enterprise through its common database, online enquires and exception-oriented reports, and business insights and intelligence. WMS (Warehouse Management System)Over the years, from an initial stand alone system that controlled movements and storage of goods in a warehouse, WMS has evolved into various application solutions involving order management, transport management, billing and even a complete accounting system.
ASRS (Automated Storage And Retrieval System)AS/RS Systems are devices designed for automated storage and retrieval of goods and items in manufacturing, distribution, retail, wholesale and institutions. It is based on the key principle of bringing ‘goods to the man’ rather than man going around to look for goods.
Industry Choice Or Dilemma?Does ERP begin where WMS end? What are the features/functionalities that a WMS typically offers, and an enterprise resource planning (ERP) system lacks? Different ERP vendors utilise WMS integration in a variety of ways. How many have cost effectively allowed the warehousing functions to integrate seamlessly with manufacturing activities? In theory, the WMS should track both work-in-process (WIP) and finished goods inventory, forging a link between the warehouse and production areas, achieving accurate real-time links to the ERP system. In reality, there still exist many gaps or ‘bubbles of cost inefficiency’ between these
two areas as many companies still struggle to find a solution to handle such integration challenges. For example, most of the inventory management at the ERP level only provides a functional view of the stock from an accounting perspective. The total quantity of a stock item available to sell is maintained, and various costing models are available. The system tracks the total quantities into and out of the warehouse, to maintain the current stock levels of each product. Many systems allow a single pick location to be allocated to a product that is used when storage and picking instructions are issued. On the other hand, a WMS views the stock from a physical perspective. The system deals with the physical goods and tracks the product and quantities down to bin or location level. Total stock quantities are available, but the system tracks the details of the product down to the location level, for full traceability in the physical warehouse. Benefits Of Integrating WMS Into ERPThe reality is that there are numerous benefits when the WMS is integrated with the ERP system. Ten realisable benefits are as follows:
1. FIFO (First in First Out) made possible making sure product expiry dates are observed and consumer confidence maintained.
2. Stock out costs reduced with production, sales, and procurement all pulling real-time data from WMS for making better decisions.
3. Production schedules better optimised with accurate real-time raw material and quality data.
4. Better quality customer service with more accurate inventory data and quicker response time.
5. Warehouse activities captured and immediately updated for procurement and customer service to act on short shipments or short receipts from vendors.
6. Cost effective integration with complete data flow through, from freight manifest systems, scales, and small package carriers into sales order entry.
7. Empowering e-commerce with real-time and accurate data link and 24/7 feedback to online customers.

April 2011 | industrial automation asia 29
ENQUIRY NO. 2202
ENQU
IRY
NO.
200
Advent2Labs Ad
8. Efficient error reductions with mobile devices and bar code activities tightening integration between warehouse and production floor.
9. Keeping only a ‘single version of the truth’ for inventory, availability, and costing as there is a single functioning system.
10. A greener image with a true paperless environment.
Financial JustificationWhile we strive for a more automated, integrated, responsive and flexible logistics system, we must also recognise that our traditional methods of financial justification alone do not support automation and integration in the area of logistics/warehousing. They are strongly biased towards capacity expansion and incremental cost reduction, and away from revenue enhancement and quality improvement; they ignore a company’s competitive position. If strategy is about creating a unique and valuable position involving a different set of activities, finding that new position and new way of doing things is an entrepreneurial edge. However, difficulties mastered are opportunities won. The challenge is: Can we expand our system thinking, which is rational in nature, into a realm of strategic planning and competitive positioning?
Logistics Excellence Is A JourneyThe use of a computer systems capabilities and evolving ERP/WMS along with the integration of more advanced ASRS will provide systems that are more flexible and responsive to the changing needs in both manufacturing and distribution applications. Identifying the problem and prescribing the right system mix is only the first step towards logistics excellence, the top management’s commitment to the system must be strong and visible to those who are designing the and placing the system. Real progress only occurs when people understand why changes are needed and introduce such changes on the basis of a shared and consistent vision. This journey in a way is like scaling a mountain. The truth is: you can expect frustrations, set backs or reversals but do not see them as failures. It is a detour, a temporary inconvenience. The idea is to turn this stumbling block into a stepping stone rather than stumbling over it.
SummaryAs you would probably agree, no system should be designed as an island onto itself. A broader integrated system must be conceived and the design must provide room for future expansion, subsequent integration, and further growth. The pressures and imperatives of doing business on a global scale are inevitably leading to recognition of the central role of logistics. The prizes in today’s markets go only to those companies that are capable of providing added value in ever-shortening time scales. Some call it ‘faster, better, and cheaper’. To make this possible, we need to stretch our vision beyond the realm of the predictable, the safe and the expected. We need to play with the rules, rather than by the rules by inventing new business value propositions. It calls for a major shift in our mindset rather than an intellectual understanding. Therefore, integrated logistics/warehousing are neither a cost contributor nor a strategic liability. When understood and executed appropriately, it has a power to be both a revenue enhancer and a competitive weapon.
30 industrial automation asia | April 2011
control point
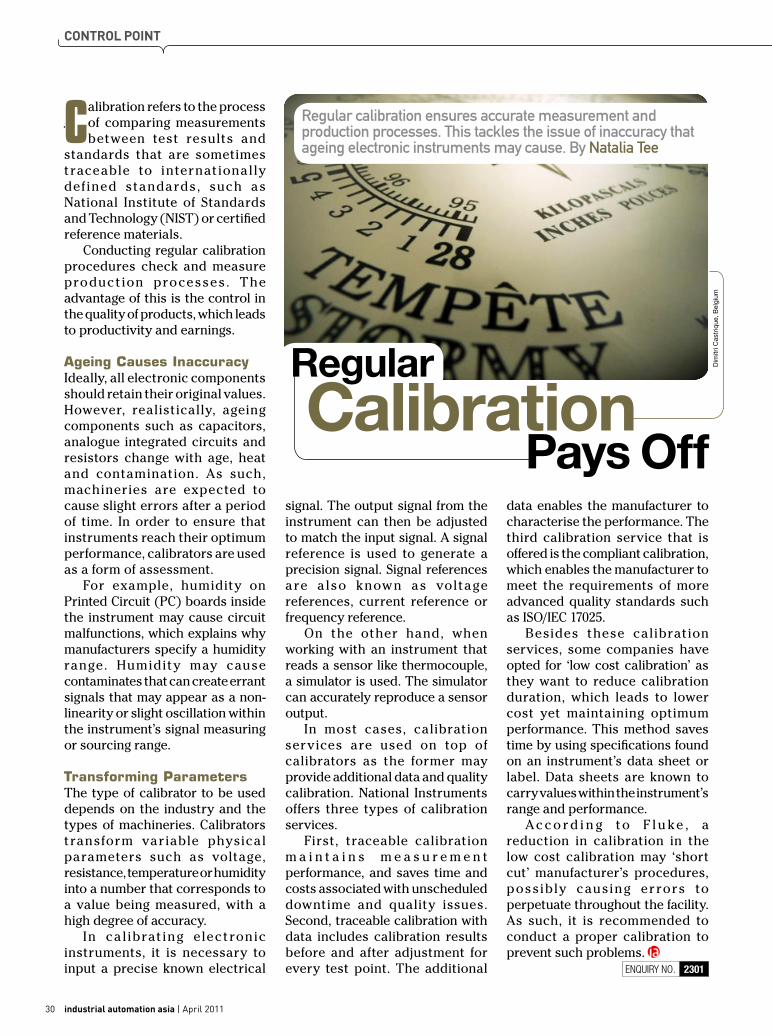
Regular calibration ensures accurate measurement and production processes. This tackles the issue of inaccuracy that ageing electronic instruments may cause. By Natalia Tee
Dim
itri C
astr
ique
, Bel
gium
Calibration refers to the process of comparing measurements between test results and
standards that are sometimes traceable to internationally defined standards, such as National Institute of Standards and Technology (NIST) or certified reference materials. Conducting regular calibration procedures check and measure production processes. The advantage of this is the control in the quality of products, which leads to productivity and earnings.
Ageing Causes InaccuracyIdeally, all electronic components should retain their original values. However, realistically, ageing components such as capacitors, analogue integrated circuits and resistors change with age, heat and contamination. As such, machineries are expected to cause slight errors after a period of time. In order to ensure that instruments reach their optimum performance, calibrators are used as a form of assessment. For example, humidity on Printed Circuit (PC) boards inside the instrument may cause circuit malfunctions, which explains why manufacturers specify a humidity range. Humidity may cause contaminates that can create errant signals that may appear as a non-linearity or slight oscillation within the instrument’s signal measuring or sourcing range.
Transforming ParametersThe type of calibrator to be used depends on the industry and the types of machineries. Calibrators transform variable physical parameters such as voltage, resistance, temperature or humidity into a number that corresponds to a value being measured, with a high degree of accuracy. In ca librating electronic instruments, it is necessary to input a precise known electrical
signal. The output signal from the instrument can then be adjusted to match the input signal. A signal reference is used to generate a precision signal. Signal references are a lso known as voltage references, current reference or frequency reference. On the other hand, when working with an instrument that reads a sensor like thermocouple, a simulator is used. The simulator can accurately reproduce a sensor output. In most cases, calibration services are used on top of calibrators as the former may provide additional data and quality calibration. National Instruments offers three types of calibration services. First, traceable calibration m a i n t a i n s m e a s u r e m e n t performance, and saves time and costs associated with unscheduled downtime and quality issues. Second, traceable calibration with data includes calibration results before and after adjustment for every test point. The additional
data enables the manufacturer to characterise the performance. The third calibration service that is offered is the compliant calibration, which enables the manufacturer to meet the requirements of more advanced quality standards such as ISO/IEC 17025. Besides these calibration services, some companies have opted for ‘low cost calibration’ as they want to reduce calibration duration, which leads to lower cost yet maintaining optimum performance. This method saves time by using specifications found on an instrument’s data sheet or label. Data sheets are known to carry values within the instrument’s range and performance. A c co r d i n g to F l u k e , a reduction in calibration in the low cost calibration may ‘short cut’ manufacturer’s procedures, possibly causing errors to perpetuate throughout the facility. As such, it is recommended to conduct a proper calibration to prevent such problems.
Regular Calibration
Pays Off
ENQUIRY NO. 2301

ENQUIRY NO. 202

32 industrial automation asia | April 2011
software & Networks
The status of the solar PV market in Asia Pacific (excluding India and China) is at various stages
of growth in different countries. I n t h is reg ion , Japa n ha s pioneered market growth because of an early mover advantage. However, during the last five years, other countries in the region have joined the bandwagon by initiating policies and favourable regulations to tap the benefits of this technology and have been extensively promoting its adoption in homes, schools, commercial buildings and offices both in therural and urban areas. Moreover, utility companies in the region are investing in building centralised solar power plants of MW scale.
Growth Expected To ContinueThe Asia Pacific solar PhotoVoltaic (PV) market is expected to continue its high growth trajectory and fare significantly well in 2011, because of the continued support from the government in the form of industry specific incentives, declining prices, increasing investments from private sector, growing
customer awareness, technology advancements, and achievable renewable energy (RE) targets. Japan, once a global leader in the solar power market and Asia Pacific’s leading market, witnessed slow growth between 2006 and early 2009 due to the discontinuation of subsidies for households in 2005. To spur the domestic market and to regain its supremacy in the global solar power market, the country re-introduced its feed-in-tariff policy in 2009 that resulted in strong growth in solar panel shipment during the end of 2009 that continued in 2010. Given that almost 1 GW of solar PV was installed in Japan during 2010, the market outlook looks positive and is expected to post another 1 GW in 2011. As a result, Japan’s solar PV market size is expected to swell from US$7.3 billion in 2010 to nearly US$9.0 billion in 2011, making it the largest market in Asia Pacific not only in 2010 but also in 2011.
Japan’s Interest In Solar PVModular technology continues to hold household owners’ interest as Japan is one of the countries where
electricity tariff charged by utilities for residential customers is the highest in the world. The country is also home to several of the world’s leading solar cell and module manufacturers who invest in R&D to improve product efficiency. Besides, accelerating global demand from both established and emerging markets have forced them to ramp up their production capacities and set up plants and salesoffices globally. South Korea Making ProgressThe second largest solar PV market in North Asia is South Korea. The country has made progress in solar PV installed capacity additions since the introduction of its feed-in tariff policy that was modeled on the world’s largest solar power market, Germany. Many utility scale solar power plants have been erected, placing the country among the top five attractive solar PV markets in the world. The government intends to increase investments both in large-scale power plants and
The solar PV market in Asia Pacific is seeing growth at various stages in different countries. The market overall is expected to continue a high growth trajectory and fare significantly well in 2011. By Suchitra Sriram, analyst, Frost & Sullivan
Solar PV Market In Asia T.
Al N
akib
, Lo
ndo
n, U
K

April 2011 | industrial automation asia 33
2005-2025, lack of regulatory framework and incentives has failed to attract private sector participation in the industry. Moreover, the impact of declining prices of this technology has not been felt in Indonesia because of weak demand. The ANZ region, especially Aust-ralia is an attractive and vibrant market for solar PV because of the strong government policies, active participation of private sector, and extensive public support. Next to wind, solar PV power is expected to gain considerable traction throughout Australia and is likely to grow more than 50 percent in terms of installed capacity additions. Market size in 2010 was estimated at US$2 billion and is expected to grow up to US$3 billion in 2011.
In-Vehicle Computing Boxfor Fleet ManagementProvides instant route planning andtravel assistance with geo-location applications.
Provides efficient data capture andreal-time communication.
www.advantech-dlog.com
Precision Engineering, Quality Assured Warehouse Management Solutions. Error-free Data Processing. Greater Efficiency.
MTC-6Vehicle-Mount Terminal for WarehousesIdeal for daily tasks in logisticsand deep-freeze warehouse.
TREK-550
Advantech Singapore Co.Pte LtdSouth Asia Pacific Headquarters
Tel: +65 6442 1000 Email: [email protected]
All in One Computer forLogistics / Fleet Management
TREK-743
ENQUIRY NO. 2401
ENQU
IRY
NO.
237
in distributed solar PV systems during 2011. The solar PV market is expected to grow from US$660 million in 2010 to US$780 million in 2011 at an annual growth rate of 18.2 percent. Reasons For GrowthSoutheast Asia’s solar PV market growth in 2011 will be largely driven by centralised large-scale plants especially in Thailand, Vietnam and the Philippines. Until 2010, Thailand has been leading the Southeast Asian solar PV market especially for off-grid systems. It will continue its dominance in this region in 2011 as it has taken the lead in developing grid connected solar power plants. The key driver has been its existing ‘adder’ policy for electricity generated from RE sources and the
growing number of solar power plants under the SPP program. The solar PV industry’s positive turnaround is highly dependent on the to-be-released ‘feed-in-tariff’ policy for renewable energy in Malaysia and the Philippines. Established companies in the downstream segment of the solar PV industry value chain are likely to reap the benefits of these policies by being the ‘first-mover’ into these new emerging markets. As such, from estimated market revenues of around US$200 million in 2010, it is poised to grow up to US$1,340 million in 2011, at a rate of 570 percent. The only country in Southeast Asia that lags behind its counterparts is Indonesia. Despite abundant solar radiation throughout the year, and inclusion of RE targets into the National Energy Management Blueprint
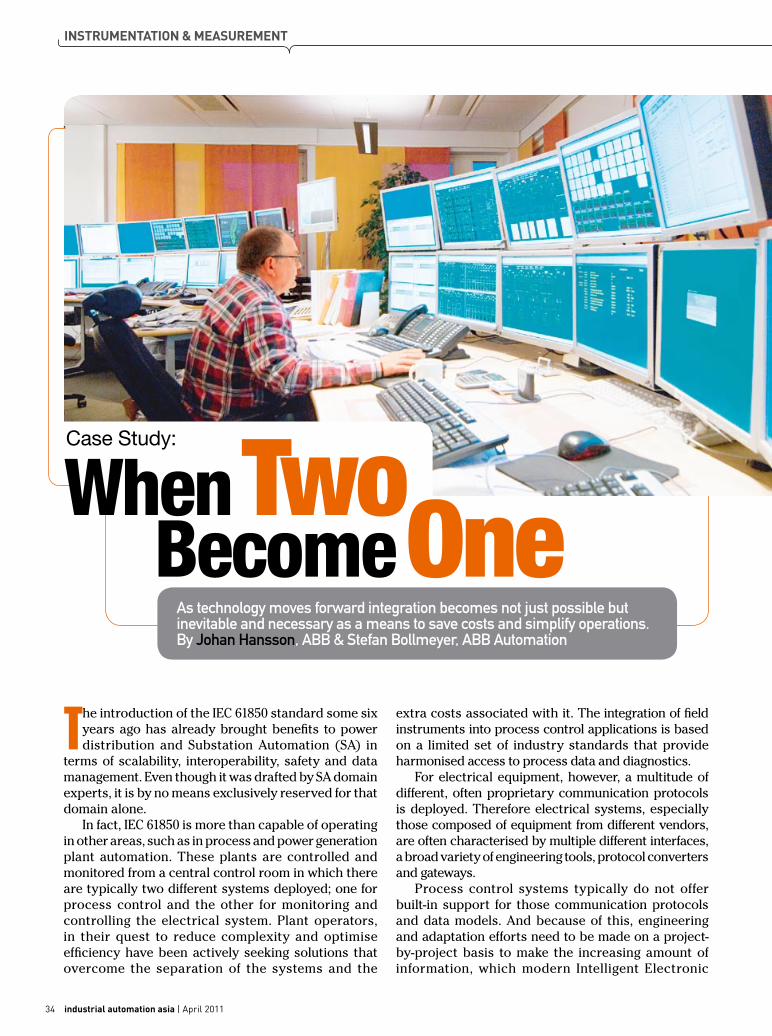
34 industrial automation asia | April 2011
instrumentation & measurement
As technology moves forward integration becomes not just possible but inevitable and necessary as a means to save costs and simplify operations. By Johan Hansson, ABB & Stefan Bollmeyer, ABB Automation
The introduction of the IEC 61850 standard some six years ago has already brought benefits to power distribution and Substation Automation (SA) in
terms of scalability, interoperability, safety and data management. Even though it was drafted by SA domain experts, it is by no means exclusively reserved for that domain alone. In fact, IEC 61850 is more than capable of operating in other areas, such as in process and power generation plant automation. These plants are controlled and monitored from a central control room in which there are typically two different systems deployed; one for process control and the other for monitoring and controlling the electrical system. Plant operators, in their quest to reduce complexity and optimise efficiency have been actively seeking solutions that overcome the separation of the systems and the
Case Study:
Become OneWhen Two
extra costs associated with it. The integration of field instruments into process control applications is based on a limited set of industry standards that provide harmonised access to process data and diagnostics. For electrical equipment, however, a multitude of different, often proprietary communication protocols is deployed. Therefore electrical systems, especially those composed of equipment from different vendors, are often characterised by multiple different interfaces, a broad variety of engineering tools, protocol converters and gateways. Process control systems typically do not offer built-in support for those communication protocols and data models. And because of this, engineering and adaptation efforts need to be made on a project-by-project basis to make the increasing amount of information, which modern Intelligent Electronic

April 2011 | industrial automation asia 35
ENQU
IRY
NO.
221
Chainflex lasts
igus Singapore Pte [email protected]
15 Shaw Road #03-02Singapore 367953
2011_01_07_Chainflex Lasts_Layout 1 21.01.11 10:55 Seite 1
Devices (IEDs) provide, available to a monitoring and control system. Nowadays to mitigate the impact on the process control system, IED monitoring and control is usually implemented by a separate SA system while connectivity between the electrical system and process control is limited to the most essential data, (eg: for interlocking purposes). Although only a limited set of signals is selected for data exchange, today’s practice for this type of electrical and control system interfacing, such as hardwiring or Modbus connectivity, still requires significant hardware and engineering efforts. The presence of two different systems also increases costs because, for example, different spare parts and a duplicated effort to ensure integration with enterprise level systems are required. To help plant operators overcome these expensive complexities, IEC 61850, with its standardised communication protocols and data model, in combi-nation with ABB’s Extended Automation System (EAS) 800xA is opening doors to cost-effective solutions. IEC 61850 Integration In System 800xAThe combination of the EAS 800xA with IEC 61850 not only addresses the above-mentioned end-user demands, but it also gives greater synergy and flexibility to fully integrated plant operations. Introduced in December 2003, System 800xA provides a scalable solution that extends traditional process control by incorporating: safety; discrete logic and sequence control; production management; information management; smart instrumentation; asset management; and document management. Based on Aspect Object (AO) technology, it is capable of adopting data models from different disciplines and making them available in a harmonised way through a singular virtual database environment. The integration of IEC 61850 into System 800xA supports both Generic Object Oriented Substation Events (GOOSE) and Manufacturing Message Specification (MMS) protocol options described in the standard. GOOSE communication is directly connected to the AC 800M controller via a communication interface, so that the data becomes available in the controller application. This so-called horizontal integration enables the AC 800M controller to communicate with all other IEDs on the same IEC 61850 network in real time. Moreover, the AC 800M controller acts like an IED on the IEC 61850 network, and can therefore be involved in load shedding or other power management applications. MMS communication is used for the vertical integration of IEC 61850. Via an OPC2 interface, System 800xA has direct access to all IED data
such as current and voltage measurements, status, interlocking, time-stamped alarms and events. The system can also send open and close commands to IEDs. Logical Nodes (LNs) of IEDs are modeled as AOs in the system and therefore all system features, such as freely configurable graphics, faceplates, alarms and event lists, and historian capabilities are available for IED data. To engineer IEC 61850 integration, the system uses the information contained in the Substation Configuration Description (SCD) file, which describes the complete substation configuration. System 800xA processes the eXtensible Markup Language (XML) based substation configuration file to create all data items for vertical integration as well as the connections for horizontal communication. Separate gateway configuration or additional project-specific software interfaces become obsolete. To be more specific, the system seamlessly integrates IEC 61850, delivering the features and benefits requested by end users, such as:• Reduced cost of ownership through fewer
components and spare parts, and less system administration
• Greater flexibility as integration is much less complicated than before and the interfaces adapt easier to changes

36 industrial automation asia | April 2011
instrumentation & measurement
• Centralised data recording, including the plant-wide sequence of events and a harmonised interface to enterprise level systems
• A complete view of electrical system data, especially to process operators so they can make educated decisions
• Improved operator effectiveness with one user interface that can consistently present plant-wide data, enable data access and display operating procedures
Due to its flexibility, the system allows the configuration of individual workplaces for both electrical and process operators, so that they can retain the graphical displays and workflows familiar to them, while operating in a single environment. Maintenance and asset optimisation workflows can be harmonised once IED data is available in System 800xA, allowing instrument maintenance engineers and those servicing electrical devices to work from the system’s common maintenance workplace. The system’s maintenance structure gives an overview of all plant assets in a single display. Conditions can be monitored, and diagnostics and maintenance related alarms for electrical devices and process instruments are presented in practically the same fashion. For further in-depth analysis, additional IED data points can be subscribed to or disturbance records can be uploaded. Access-right settings ensure that only authorised people are allowed to perform such detailed analysis. As the ultimate step, the system’s Asset Opti-misation functionality can be integrated with a Computerised Maintenance Management system (CMMS) so that work order handling is automatically treated the same for both electrical and process equipment. This eliminates the need for separate working procedures or the adaption of different systems to the CMMS. The possibil ity of electrica l integration presented by the system in combination with IEC 61850 has been observed by industries other than power distribution. The oil & gas and power generation industries in particular have been evaluating these opportunities and some have taken the first steps toward the implementation of such a system. E.ON Integrates Substation And Process AutomationE.ON Vattenkraft, a subsidiary of E.ON Sverige, is the third largest hydroelectric power producer in Sweden. In a typical year, it produces about 8TWh from 77 hydro power plants, from Kristianstad in the
south to Lycksele in the north. Most of these plants were built between the 1950s and 1970s using what is now considered legacy technology. Up to 2015, the company plans to invest SEK6 billion (US$763 million) in safety, renewal and productivity improvements in installed power plants. All of its hydro power plants are usually operated remotely from the central control centre in Sundsvall, and are visited only for maintenance reasons. One of these, the Flåsjö hydro power plant, was the first upstream plant installed on the river Ljungan in northern Sweden. Since 2009, it holds the distinction of being one of the first hydro power plants in the world to utilise a combination of IEC 61850 and System 800xA for both process and SA. In the installation at Flåsjö, the original relay-based system was replaced by one System 800xA together with an AC 800M controller. Process control handles applications such as turbine control, vibration protection and synchronisation. Process electrification and control of auxiliaries and pumps are done using Profibus communication with ABB’s modular low-voltage switchgear MNS. For SA, the IEDs are the most critical devices in the plant in that they provide protection, control and monitoring of generators and lines from the outgoing high-voltage substation. Three native IEC 61850 compliant ABB Relion IEDs are integrated with System 800xA, two redundant REG670 IEDs are used for generator protection and one REL670 for protection of the outgoing 130kV line. All the IEDs are integrated with the AC 800M controller using IEC 61850-defined GOOSE. This enables the AC 800M controller to function not only as the process controller, but also to act as an IED on the IEC 61850 network, communicating horizontally with all other IEDs as well as with the control centre via satellite communication. Important data from the IEDs include measurements such as power, reactive power, voltages and currents, together with breaker
Integration enables lower cost and simplified operation across country and borders.

April 2011 | industrial automation asia 37
igus Singapore Pte [email protected]
15 Shaw Road #03-02Singapore 367953
Low noise
Long life.
Low cost
up to 3.8 Billion life cycle
2011_01_07_E6_E3_T3_Layout 1 25.02.11 13:59 Seite 1ENQUIRY NO. 2501
ENQU
IRY
NO.
222
and disconnector statuses. This data is displayed at the local System 800xA operator workplace and the control centre in Sundsvall some 260km away from where the system is usually monitored and controlled. In addition, alarms and events from the combined process and SA system are also transmitted to Sundsvall, providing operators with valuable information about the plant. At the control centre, the operators monitor and control the plant using a Network Management System (MMS). They also have remote access to the System 800xA operator workplace, providing a redundant connection to the control system. Main BenefitsThe use of IEC 61850 with a single control system in the Flåsjö hydro power plant was a pilot installation for E.ON. It provided the means from which the company could investigate the benefits of using the standard for SA not only as a communication protocol for devices, but also for standardised system integration, application building, installation and testing. The success of this pilot project is important for the company because it will influence the upgrade of the substation and process control systems in other hydro power plants. A ssa r Svensson worked on technolog y assessment and plant design for the power plant in Flåsjö and is now involved in the majority of E.ON Vattenkraft’s upgrades and modernisations. Of the renewal plans for the hydropower plants, he said: “This is an extensive conversion job we have ahead of us. We are therefore looking for standardised solutions in accordance with IEC 61850. Thus far, it only concerns relay protection.” For the company, IEC 61850 will provide opportunities to increase availability and simplify engineering. Several standardised components provide the capability to build plants in a more structured manner. “We want to be able to receive deliveries in which all components can be tested together prior to initiating operations,” he added. Another important reason for a more standardised structure for the control systems is that all E.ON Vattenkraft facilities in Sweden are controlled from a single control centre. Mr Svensson said that when so many power plants are controlled from one location, it is very important that there is a standard on which everything is based. From the company’s point of view, there are many benefits of using IEC 61850 and System 800xA:• Complete system configuration is more efficient
and safer because standardised solutions for IED configuration, substation automaton design and control system programming are used
• The testing of protection, control and monitoring functions can be carried out before installation begins, and this helps to minimise the downtime needed for installation and commissioning
• IEC 61850 is standard for ethernet-based communication solutions and that means reduced wiring, which in turn leads to shorter installation time and reduced sources of errors during operations
• With improved access to electrical and process data from the entire plant, the focus is shifted from troubleshooting to more preventive maintenance. The system itself can indicate when a component needs servicing or replacing
• A common event list for both the process and electrical monitoring makes it easier to monitor errors and draft maintenance plans
These benefits are such that according to Mr Svensson, the company will continue to ask for IEC 61850 in its specifications: “I now have major expectations regarding our supplier’s ability to give us additional capabilities to standardise and simplify construction of electrical and control systems for hydropower plants. With the installation in Flåsjö, we have hopefully just opened the door to the future.”

Waste To Energy TechnologiesThere are various types of WtE technologies, including pyrolysis, ga s i f i c a t i o n , co mb u s t i o n , esterification, fermentation, and anaerobic digestion. Some of these WtE technologies use chemical or biochemical processing and others use thermal processing. To date, there are two main principles that are commonly used in large-scale WtE systems: combu st ion , or a naerobic digestion. WtE facilities such as incineration plants, burn the waste and use the released energy in order to create steam and heat, which is then converted to electricity. The waste is usually sorted, and recyclable materials such as metals are recovered before the waste
is burnt. The energy released is captured in the form of steam, which creates electricity. According to the Inter-governmental Panel on Climate Change (IPCC), incineration has been widely applied in many developed countries, especially those with limited space for landfilling such as Japan and many European countries. Globally, about 130 million tonnes of waste are combusted annually in more than 600 plants in 35 countries. The second way is to collect methane gas, which the waste releases when it decomposes, either in anaerobic digesters with collected waste, or in engineered landfills. Incineration of municipal solid waste can be used to produce energy on a large scale. Singapore,
The demand for solutions that help protect the environment is steadily growing. Waste-
to-energy (WtE) systems offer potential to turn discarded trash into a renewable source of energy. It has the double environ-mental benefit of reducing the amount of waste disposed, thus reducing landfill space, and reducing fossil fuel use, lowering greenhouse gas emissions and protecting the climate. It has been estimated that for every tonne of municipal waste that is converted into energy, one barrel less of oil or about a quarter of a tonne of coal is saved. Converting waste to renewable energy also benefits the local economy directly and indirectly. Construction workers hired from the local area by the WtE facilities would receive paychecks amounting to millions of dollars annually. The indirect benefits of this are in the millions for the local area. Various goods and services that are construction-related would also be purchased locally, which would, in turn, boost the economy.
Energy Highway:
38 industrial automation asia | April 2011
energy
Chr
ista
Ric
hert
, Ber
lin, G
erm
any
Leaving
Turning waste into energy reduces our dependence on fossil fuels and goes towards a more sustainable future. It is an industry in its own right, with many international companies having their own line of solutions to meet such challenges. By Augustine Quek
Waste Behind

for example, has been using solid waste in its WtE incineration plants for over 30 years. Its fifth and newest WtE plant was built by Keppel Seghers under a 25-year Design-Build-Own-Operate (DBOO) contract. With a maximum capacity to treat 800 tonnes of solid waste per day to generate more than22MW of energy, it occupies only 1.6 hectares of land using a modular, space-saving compact design. The plant features in-house technology such as the air-cooled h igh - temperature tumbl ing grates that provides even mixing; boiler for high heat recovery; rotary atomiser and flue gas treatment system. Other examples include the Berlin -based waste disposal company Alba, which converts 60 percent of the refuse that arrives at its waste treatment faci l ity in Pankow (160,000 tonnes annually) into substitute fuels. The waste is dried in a large hot-air drum, ground into fine particles, and separated from non flammable, recyclable substances. It is then pressed into fuel pellets that the company sells to power plants and other clients. Siemens supplies the software and the measuring technology for the coordination of the many machines involved. Another energy-production system called Sipaper Reject Power from Siemens Industrial Solutions and Services (I&S) is used at a factory for recycled cardboard in Hirschwang, Austria. Non-recyclable, flammable re s idu a l sub s t a n ce s w i t h relatively high moisture content can be combusted immediately with the help of this combustion technology (featuring centrifugal wheel loading and grate firing).The resulting steam is converted into electrical energy via a turbine. The emissions are cut to below the legally permissible threshold.
Tougher Laws &Increased AutomationWith increasingly stringent laws for the management and disposal of waste, even WtE plants are being upgraded with increased auto-mation capabilities. Modern WtE plants now feature at least a SCADA system for control centres and substation automation and some
kind of core system with Process Logic Controller (PLC) capability. For example, UK’s Pyros Environmental upgraded its waste management disposal plant, capable of high temperaturewaste incineration in excess of1,100 deg C and provides 34,000 megawatt hours of electricityevery year.
April 2011 | industrial automation asia 39
ENQU
IRY
NO.
236

The upgrade was based on the Rockwell Automation Integrated Architecture using the Allen-Bradley Logix Control Platform and FactoryTalk Live Data server, as well as device-based alarm and event server. Another example of control and automation of a WtE plant is the MHKW Müllheizkraftwerk Rothensee plant in Germany. ABB engineered, delivered and installed all required electrical systems at the plant for thermal energy recovery from residual waste. Around 630,000 tonnes of residual waste, with a heating value ranging from 7,200 to 15,000kJ/kg, can be burned and utilised per year. The waste-incineration cogeneration plant consists of four combustion lines, and supplies electricity to some 40,000 households and district heat to about 44,000 households in Magdeburg. Another way is to use anaerobic digestion, or the bacteria l decomposition of organic waste in the absence of air, to produce combustible gas such as methane. An efficient and effective way to convert municipal WtE is to use landfills created for this purpose. These landfills are designed to maximise the production and recovery of the methane gas that is created by decomposing waste in the landfill. This gas is collected, purified, and then either used or sold to utilities and other businesses. These landfills are designed to make it easier to recover the gas, and encourage the municipal waste to decompose more quickly, producing more methane gas as a result.
Conversion Of Landfill Gas To EnergyGeneral Electric has developed several technologies, used at several landfill sites for the recovery and conversion of landfill
gas to energy. At two landfill sites in Istanbul, Turkey, Odayeri and in Komurcuoda, a total of 23 of GE’s Jenbacher landfill gas engines provides nearly 35MW of energy, supporting the monthly requirements of approximately 100,000 average households in Istanbul. A biogas plant uses a similar biological (anaerobic) process to that taking place in a landfill site, the key differences being that the former is contained and controlled, and takes only one month compared with many years in a landfill. The controlled anaerobic digestion process takes place in a vessel that is sealed air-tight. Biogas plants are popular in areas where large quantities of organic, putrescible waste can be gathered. These could be food waste from restaurants and food processers, sludge from wastewater treatment plants or waste from agricultural activities. In most cases, a biogas digestor can improve the digestion process and the collection of data using control systems at the plant.
One example is Greenfield, UK’s anaerobic digestion and biogas specialists. Increased Energy IndependenceWtE a lso promotes energ y independence as every country, city or town produces waste and can thus use WtE systems to produce their own heat and electricity. For example, the Garstad incineration plant at the city of Linkoping, Sweden serves not only the regional centre Linkoping, but also several communities in the region with a population of around half a million. The fuel is basically sorted munic ipa l wa ste that wa s previously disposed of, mainly of the biological type (food, scrap paper, etc). Some biomass, mainly wood chips, is added if the waste is too wet for clean combustion. However, large incinerators and digesters may not continue to dominate the WtE landscape in the near future. Various competing technologies could become commercially viable,
Increasing energy demands will contribute to increasing levels of sustainable energy research.
40 industrial automation asia | April 2011
energy
Rob
ert
Lind
er, S
prin
gfiel
d, U
S
including plasma gasification and fuel cell technology. Plasma gasif ication uses electrical energy and the high temperatures created by an electric arc gasifier. This arc breaks down waste primarily into elemental gas in a device ca lled a plasma converter. Fuel cells internally reform h y d r o g e n f r o m m e t h a n e generated via anaerobic digestion. Fuel cells consist of two electrodes sandwiched around an electrolyte. Oxygen passes over one electrode and hydrogen over the other, gene -rating electricity, water and heat. In this way, fuel cells utilise electrochemical reactions, as opposed to a combustion reaction. Waste incineration is still on the rise throughout the world, despite the economic crisis. According to the energy technology market consulting firm ecoprog, global incineration capacities have almost doubled and increased from 180 to 350 million annual tonnes over the past 10 years. I t a lso predicts fur ther growth of up to 420 million annual tonnes in the coming five years, with new plants being constructed somewhere in the world every year. An interesting scenario may develop, in which waste would have a selling price, no longer being considered ‘worthless’ to be discarded. A true ‘wasteless’ society would emerge where unusable items are no longer discarded, but remain valuable for energy generation. For certain wastes, this has already happened. In some parts of Southeast Asia, the price of rice husks is US$40 per tonne, where power is generated by combustion of rice husks. The waste ash produced from this combustion process can fetch US$400 per tonne. As such, WtE generation has immense potent ia l for
environmental protection not only in producing renewable energy, but also in transforming society to utilise resources more efficiently. Recent political decisions influencing the energy market on a global scale underline an increased awareness of the need for major changes in energy generation and distribution in
ENQU
IRY
NO.
228
order to meet future supply demands. With more investment in automated control, smart grid, renewable energy and energy ma nagement systems from governments, utility suppliers a nd industr ia l compa nie s, WtE systems is still a sunrise industry.
April 2011 | industrial automation asia 41
ENQUIRY NO. 2601

sector spotlight
42 industrial automation asia | April 2011
Ant
hony
Bur
ns, N
ewca
stle
, UKSmooth Operation
Converting a processing facility to NSF H1 and HT-1 registered lubricants can be a large undertaking. However, it can help their companies optimise production, promote food quality, and ensure the brand integrity of its products. By Peter Bird, marketing advisor, food industry machinery lubricants, ExxonMobil Lubricants & Specialties
Lubricants:
Re c a l l s o f f o o d a n d beverage products due to contamination concerns
have risen significantly over the last decade. Considering that recalled products can be devastating to a brand and potentially harmful to consumers, it is not surprising that the ‘US Food Processing 2008 Annual Manufacturing Trends Survey’ indicated that food and beverage processors’ number one concern is food safety, more so than energy, labour issues or environmental concerns. T h i s t re nd e x te nd s fa r beyond t he U S , impact ing regions all around the world. In today’s current global economic cl imate, food and beverage
processors are under more pressure than ever to ensure the safety of their products, protect their brand reputation, enhance their company’s productivity and expand profit margins in the face of tightening economic times. O n e o f t h e i m p o r t a n t areas that food and beverage processors need to focus on to help achieve a food safe a n d h y g i e n i c p r o c e s s i n g environment is lubrication. Using lubricants such as NSF H1 or HT-1 registered, that are suitable for use in food machinery where incidental food contact may occur, will not only help to minimise the potential for product recalls and maintain brand integrity,
but can also enhance equipment performance. Food and beverage processing plants often have a wide variety of machinery and converting all of them to an NSF H1 or HT-1 registered lubricant can be an overwhelming task. This article outlines tips for plant managers and maintenance professionals to help streamline and simplify the conversion process within their own qua l ity and r isk management systems, such as Hazard Analysis And Critical Control Points (HACCP). By itemising your equipment, properly storing and handling the lubricant inventory, converting the equipment, and establishing a proactive oil analysis program, companies wil l not have to

April 2011 | industrial automation asia 43
compromise production goals for incorporating and improving its food quality initiatives.
Itemise Your Equipment For a lubricant to achieve product registration from the National Sanitation Foundation (NSF ) for use in a food or beverage processing equipment, lubricant manufacturers need to submit product formulations and labels to be reviewed by a certified NSF toxicologist. The components used in the lubricant are compared against regulatory requirements including NSF’s ‘Registration Guidel ine s for Propr ieta r y S ub s t a nce s a n d N o n - fo o d Compounds and 21 CFR’. Based on the toxicologists’ analysis, a lubricant can be registered as H1, H2, H3, HT-1 or HT-2. NSF H1 registered lubricants are formulated with base oils and components that comply with FDA 178.3570. These are suitable for applicat ions in machinery that could potentially have ‘incidental contact’ with the food or beverage being manufactured. Such compounds may be u s e d o n f o o d p r o c e s s i n g equipment as a protective anti-rust film, as a release agent on gaskets or sea ls of tank closures, and as a lubricant for machine parts and equipment i n l o c a t i o n s w h e r e t h e r e is potential exposure of the lubricated part to food. Equipment such as baking chains, conveyors and mixers, depending on risk of exposure, may require the use of H1 registered lubricants. NSF H2 registered lubricants can be used in machinery in a food and beverage processing facility where there is no possibility that the lubricant or lubricated part will come in direct or incidental contact with food. EN
QUIR
Y NO
. 2
27
A p p l i c a t i o n s o f a n H 2 registered lubricant can include forklift trucks and transportation equipment that do not come in contact with the food/beverage product or components, and where cross - contaminat ion with H1 registered lubricants can be avoided. NSF H3 registered lubricants
are soluble oils that are used for rust prevention on trolleys and similar equipment; they must be removed before any contact between food and equipment. NSF HT-1 reg istrat ion is specifically reserved for heat transfer oils that may have incidenta l food contact. As an example, there may be a
METALTECH 2011, Malaysia
4~8 May 2011
Hall 2, Stand 2318
INTERMACH 2011, Thailand
19~22 May 2011
Hall 102, Stand Q12

sector spotlight
44 industrial automation asia | April 2011
Lotu
s H
ead
, Joh
anne
sbur
g, S
outh
Afr
ica
NSF H2 registered lubricants can be used in machinery in a food and beverage processing facility where there is no possibility that the lubricant or lubricated part will come in direct or incidental contact with food.
potential risk that heat transfer oil in a heating jacket could come in contact with vegetable oil used to cook chips, leading to incidental contact between oil and food. N S F H T - 2 r e g i s t e r e d products should only be used in heat transfer applications where there is no chance of the lubricant or the lubricated machinery components coming into contact with food. I t is important for plant managers and maintenance p r o f e s s i o n a l s t o i t e m i s e each piece of equipment and application. It is also important for them to accurately assess the risk of food contamination cau se d potent ia l ly by t he lubricant according to local HACCP planning procedures. Upon complet ion, ma in -tenance professionals should t he n rev iew t he l i s t w i t h their lubricant manufacturer or lubricants distr ibutor to i d e n t i f y o p p o r t u n i t i e s to select the correct lubricant, oils and greases, and also to
potent ia l ly consol idate the number of necessary products and accurately access volume. By minimising the number of lubricants used and only using NSF H1 and HT-1 registered lubricants, plant managers and maintenance professionals can optimise food safety initiatives, e x p e d i t e t h e p u r c h a s i n g process, simplify maintenance procedures and minimise the oppor tunit y of improperly lubricating equipment.
Storage & HandlingFollowing the proper storage and handling procedures for NSF H1 and HT-1 registered lubricants can help maintain the integrity of the product’s formulation. This can provide the anticipated performance characteristics when it is applied to a piece of equipment. F i r s t , m a i n t e n a n c e p r o f e s s i o n a l s a n d p l a n t managers should thoroughly examine the lubricants upon delivery. New packaging should not be damaged, especia lly
the package seal. Any damage to the seal could indicate that t h e l u b r i c a n t h a s b e e n potentially contaminated and should not be used. NSF HT and HT-1 registered lubricants should ideally be stored inside in a temperature-controlled (4.4 deg C to 25 deg C), dry storage room and segregated from non-NSF H1 and HT-1 registered products. Each product should be properly label led a nd new batches of product should not be topped off with the remainder of lubricant from another batch. It is preferred that maintenance professionals opt for drums of product to maintain stock rotation and throughput. W h e n d i s p e n s i n g t h e p r o d u c t , m a i n t e n a n c e p r o f e s s i o n a l s s h o u l d u s e containers clearly marked for the appropriate NSF H1 and HT-1 registered product to avoid any contamination and avoid the need to replace unused oil. Addit ionally, the use of personal protective equipment
Food and beverage processors’ number one concern is food safety, more so than energy, labour issues or environmental concerns.

April 2011 | industrial automation asia 45
www.baumer.com
Sensors in hygienic designfor facilitated machine acceptance
The „no-worries“ full-service package:n First EHEDG-certified solutionn FDA-compliant and Ecolab-approvedn Integrated solution consisting of sensors and mounting hardwaren Increased sensor life-time due to unique impermeability concept
proTect+n Applicable for processing of frozen products as well as areas with
CIP processes
For more detailed information please go towww.baumer.com/news/457
Baumer (Singapore) Pte. Ltd.Blk 21 Kallang Avenue · #04-173, Kallang Basin Industrial Estate, Singapore 339412 Phone +65 6396 4131 · Fax +65 6396 5091 [email protected] · www.baumer.com
InnovativeSensor Solutions
Sensor Solutions■ Photoelectric sensors ■ Inductive sensors ■ Capacitive sensors ■ Ultrasonic sensors ■ Magnetic sensors ■ Vision sensors ■ Precision switches My-Com
Motion Control■ Encoders■ Resolvers ■ Speed switches ■ Tachogenerators■ Counters■ Tachometers ■ Process displays ■ Spindle positioning systems ■ Actuators and positioning drives■ Angle measuring systems■ Accelerations sensors■ Inclination sensors
Vision Technologies■ Digital cameras
■ Intelligent cameras■ Camera modules■ Smart vision sensors■ Optical inspection systems■ OCR- and code identification
Process Instrumentation■ Pressure sensors■ Temperature sensors■ Level sensors■ Instruments for process analysis ■ Force and strain sensors
ENQUIRY NO. 2701
is recommended to avoid any unnecessary contact. As for disposal, food and beverage processors should take care to dispose of lubricant-related waste properly and ensure that it is disposed of in an approved manner by an authorised company.
Establish An Effective ProgramOnce the equipment is running w i t h t he N S F H1 or H T-1r e g i s te r e d p r o d u c t , i t i s imperative for maintenance professionals to monitor its per formance to ensure the conversion was done properly. T h i s h e l p s t o e n s u r e lubrication performance and system integrity according to HACCP planning. One of the most comprehensive ways to monitor the condition and performance of an oil is through a used oil analysis program. T h is t y p e o f condit ion -based monitor ing prov ides maintenance professionals and plant managers with insight about the condition of the oil as wel l as the components o f t he e qu ipme nt a nd i t s lubrication. Using this data, in formed decisions ca n be made about the remaining life of the lubricant. In addition, the data can give valuable information about the condit ion of the equipment and can be used to address equipment issues before they lead to unscheduled downtime. A p p l i c a t i o n s p a r t i c u l a r l y suitable for a used oil analysis program are hydraulic and gearbox equipment, as well as heat transfer systems. Typically, food and beverage processing companies work with a trusted oi l ana lysis provider and they can help provide advice on oil analysis frequency. EN
QUIR
Y NO
. 2
34
Food Quality FirstConverting an entire food or beverage processing facility to NSF H1 and HT-1 registered lubr ica nts ca n be a la rge u nder ta k ing. However, by following the tips outlined, plant managers and maintenance professionals will be better able
to turn it into a manageable task within their loca l r isk management systems while helping their company optimise pro duc t ion , promote fo o d quality, and ensure the brand integrity of its products.

sector spotlight
46 industrial automation asia | April 2011
Dete c t ion , cou nt ing a nd measuring, these are standard jobs for photoelectric sensors.
In order to automate actions in a food and beverage environment, such sensors additionally need to meet maximum robustness requirements. Resistance to cleaning chemicals as well as maximum leak-proofing are key features. In order to officially qualify these features, independent institutions run tests to confirm the sensor’s properties.
Achieving Sensor Properties For Food & BeverageThese proper t ies can only be reached by choosing an appropriate housing design. For instance, sensor housings are built entirely without mechanical rotary or pushbutton controls and thereby eliminating any risk of penetration by liquids. How can you easily adjust the sensor to the application, if there is no rotary switch? Well, sensitivity and other settings can still be controlled on the device itself, when using a touch-teach-in system. The sensor can be taught through the housing, using a small piece of metal, like for example a metal rod or a standard screw driver. Electromagnetic components inside the sensor detect the ‘teaching object’ and so allow for example an easy setting of the scanning range without using any mechanical elements.
Making Resistant Against Aggressive Cleaning AgentsIn order to make the sensor resistant against very aggressive liquids and detergents, the right housing material has to be chosen. High quality stainless steel therefore is indispensable. It makes the sensor ready for a long life in a rough environment, dominated by frequent cleaning processes. Also for the front screen, a special material is necessary. Besides its
resistance against chemicals it has to withstand mechanical treatment without becoming scratchy. And still it needs to secure the normal optical sensor function, which means the screen may not influence the light passing through. Of course, these materials are FDA certified to allow use in the target industry. Together with the best possible sealing, the sensor is able to withstand high pressure and extreme temperatures above 100 deg C, as they usually appear during a cleaning process with hot steam. IP69K is the key word, describing an already established standard for tightness. But high performance photoelectric sensors in the food and beverage surrounding should even exceed this standard. Combining all these design elements with further details, like for example gold coated, rust-proof pins, adequate connectivity elements and the right mounting accessory, makes the sensor suitable for almost every rough environment. It will survive all aggressive, mechanical or chemical treatments which appear in common cleaning processes, allowing perfect integration into automation devices that guarantee a long, carefree life.
Tasks Vary And So Must Sensors Since tasks for sensors vary according to the application, machine fitters expect an integrated series comprising device variants that are compatible in terms of their mounting and system requirements. This is ensured by a wide portfolio, offering complete product families, containing a through-beam photoelectric switch, a photoelectric reflex switch and a photoelectric proximity switch, each with different scanning ranges. Fitters also expect sensor know-how for special tasks. A typical example of this is the version of the photoelectric reflex switch specially developed for detecting transparent objects such as clear glass bottles, blister packaging or tubular film – standard applications in the food and beverage industry. Reliable detection, minimised risk of downtime and greater machine availability – when correctly designed and selected, food and beverage sensors have a decisive effect on overall system performance.
ENQUIRY NO. 2702
Sensor Solutions For Food And Beverage
Cleaning agents and disinfectants act thoroughly – not just on food and beverage systems, but on any components installed on them too. By Wolfram Tanner, product manager industrial sensors, Sick
PPKA'11 Ad 205x275hiresOL [Converted].pdf 3/16/11 11:47:10 AM
ENQUIRY NO. 232

48 industrial automation asia | April 2011
features
Smart Transmitters:
StandardisationIn Operation
De ve lopme nt s i n de v ice integration technologies combined with designs that
are based on usability research, have resulted in a consistent look and feel among transmitters using different protocols. This makes it easy for technicians to commission, setup, calibrate, and troubleshoot this mix of transmitters.
Right Protocol In The Right PlaceWith a response time of 250ms or fa ster, IEC 61158 ty pe 1 (Foundation fieldbus) is an ideal protocol for control because it is fast enough for closed loop digital control. As control with Foundation f ieldbus is
synchronised, it is actually faster than 4 -20mA control loops, which translates into higher quality and throughput.
Minimal wiring is required since a dozen or more devices can share the same bus. This re su lts in project sav ings, particularly for multi-channel transmitters. Keeping the signal digital preserves accuracy and because ‘range’ is not used, range mismatch is eliminated.
Real - t ime status is used to reduce spurious trips. The additional power available from the bus enables more advanced diagnostics.
Safety Instrumented Systems (SIS) use hardwired 4 -20mA transmitters and send on/off
signals to the shutdown valves. The transmitters have the HART protocol superimposed.
IEC 62591 (WirelessHART) is a secure and robust wireless network for process applications that is suitable for incremental m o n i to r i n g . N o w i r i n g i s required, making the deployment of new transmitters easy, while minimising risk of damage to the existing installation. Automated mea surements ca n now be made in places that previously relied on labour intensive and infrequent operator rounds.
Because each protocol has characteristics that are suited for different purposes, it is not uncommon to find the same type of transmitter in a Fieldbus
Harmonising the look and feel of interfaces for different protocols helps in the setup and use of transmitters for different industry applications. By Jonas Berge, director of PlantWeb Consulting, Emerson Process Management

April 2011 | industrial automation asia 49
ENQUIRY NO. 2801
EDDL technology ensures that transmitters are displayed consistently, regardless of the
protocol, manufacturer, or whether it is a radar level transmitter, pressure transmitter, or other
type of device. This ‘monotony of design’ is important, as it allows the technician to apply the
knowledge that he learns from one transmitter, to another.
Many buttons and menus are comparable between various transmitters and produce
similar results. For instance, applying an edited value, printing, getting help, and panning/
zooming the waveform graphs and strip charts. Similarly, the menu structure, setup and
calibration page organisation and wizards, as well as terminology are more consistent
across protocols. This consistency exists even among different types of transmitters and
other devices, as well as across different manufacturers.
The same goes for dial gauges, bar graphs, bar charts, and histograms etc. While the
setup and diagnostics pages have different content depending on the type of transmitter,
EDDL ensures a common look and feel.
EDDL uses a multilingual dictionary including standard text for commonality in user
prompts, error messages, parameter labels, and even help.
Uniformity Increases Productivity
ENQU
IRY
NO.
226
version on the Dist r ibuted Control System (DCS), a 4-20mA version (with HART) for the SIS, and a WirelessHART version for asset health monitoring.
If this mix of transmitters isnot set up a nd ca l ibrate d correctly, they will not be able to perform as required. Diagnostics must be interpreted correctly for predictive maintenance to be effective. In the past, fieldbus transmitters displayed information differently from other transmitters, and this information was spread across many ‘transducer blocks’. The procedural steps in the wizards that guided technicians in setup and calibration were different for each protocol and the terminology that were used by the different protocols was inconsistent.
Standardising AppearanceS m a r t t r a n s m i t te r s u s i n g F o u n d a t i o n f i e l d b u s , WirelessH A RT, and 4 -20m A (HART) also now utilise the IEC 61804-3 Electronic Device Description Language (EDDL) standard to define user interfaces which are graphical, task-based,
protocol independent, and that have a consistent look and feel.
Studies on industry work practices show that personnel ca n b e over whe lme d w it h multiple protocols and user interfaces, making it difficult for them to find critical information. For device management software that do not use EDDL, every transmitter is displayed with various buttons in different places. This can make it difficult for the technician to remember how to work with each type of transmitter.
A consistent user interface ca n incre a se pro duc t iv i t y a nd re su lt s in fewer ca l l s t o t h e s u p p o r t c e n t r e . Upgrading existing intelligentdevice management software to EDDL is therefore recommended. For new projects, digital plant architecture that uses the powero f f i e l d i n t e l l i g e n c e c a n be implemented to improve plant performance – and it is necessary to specify IEC 61804-3 in the requirements. This enables smart transmitters with the most suitable protocol to be used for each task.

50 industrial automation asia | April 2011
features
Procuro was founded in 2001 and started off with building computer networks in the
US. At the time, the market lacked the tools to manage Internet-based structures, and so the partners saw the opportunity to serve this need. Today, the business aims to provide a connected operational monitoring and management solution and is targeting the market where multiple organisations all need to share information based on permissions.
IAA: What were the challenges of starting up your company from scratch?
Ber na rd Lee: A f ter abouttwo years of starting up, wemanaged to file a patent andeven won ‘The Best SoftwareOf The Year’ award. However,we did not manage to bring in many sales contracts. For ma ny compa nie s at the time, their networks were mission-critical, which meant that many of them were unwilling to move out of a branded-name management system.
When West Meets East
So although we had generated a lot of interest, we didn’t manage to bring in much revenue. So there we were, broke and working from a garage. It was at this point that my partner Vincent Gordon, decided to approach McDonalds and Burger King with our software. Three years later, Burger King mandated all its suppliers to use our software-as-a-service for cold-chain compliance monitoring in Europe and US.
IAA: What is your strategy for expanding into Asia?
BL: I learned to adapt and work with people rather than against them. For example, if the market is not open to paying for something intangible, we then build a product that is tangible for them. One of the ideas that we’re exploring at the moment is PIMM-In-A-Box. Personal Information Management Monitor (PIMM) is the name of our Software-as-a-Service (SaaS) product, which we have packaged in a paper box. It comes with a temperature recorder, CD, cradle and instructions, which we sell
at a premium price that includes use-of-service. We decided not to offer our product at a lower price in the Asian market as this could potentially alienate our existing client base in Europe and US. This is especially true if the Asian customer belongs to the same organisation as that of an existing customer in Europe or US. Pa r t o f t he st rateg y o f penetrating the Asian market is to allow our clients in Asia to use our SaaS on a free-trial basis. We only start charging them once they reach a critical mass. We are also starting to offer a more basic version of our product via special channels. This is possible as the cold-chain regulatory requirements in Asia are still in development and are not yet as sophisticated as those in the West. For example, features such as the scoring and trending reports are not really needed by most at this stage, and have been removed from our ‘lite’ product. This is because the customers in Asia are generally satisfied with just knowing if the status of their shipment is ‘OK’. As the market
Bernard Lee, co-founder and MD, Procuro Asia Pacific, tells IAA how his company grew from humble beginnings in US, and reveals his strategy for expanding into Asia’s cold-chain monitoring market. By Michael Tham

April 2011 | industrial automation asia 51
IAA April Ad path.indd 1 3/15/11 2:29:06 PM
ENQUIRY NO. 2802
matures, I believe that customers will start to appreciate the more advanced features that we offer. We are receiving support from prominent organisations such as the Agricultural Trade Office (ATO) in China, which is a division of the United States Depa r tment of A gr iculture ( U SDA). S im i la r ly, we a re get t ing he lp f rom China’s Commercial Services Department.
IAA: What objectives do you want to achieve in China in the year ahead?
BL: We understand that patience and resources are required to penetrate the Chinese market. It is important that we do not rush it. We continue to take our stand, maintain our presence, and we remain open to opportunities.
We are listening to potential customers and are working on entering into a number of strategic relationships, as we wouldn’t be able to do this alone. Such relationships include sof twa re development , co -marketing as well as customised hardware. Part of the reason that we need to move into hardware partnerships is because there has been a lack of equipment that meets the harsh environment for cold chain monitoring projects. For example, while there are large quantities of made-in-China temperature monitors, only a few are designed for in-vehicle operation via cellular networks. Among those few, none can withstand condensation from entering and exiting refrigerated env ironments . A work able
ENQU
IRY
NO.
229
solution is available only via importing – ending up with a rather costly product package of between US$500 – US$1,500. So what we are embarking on now is a two-phased project. Phase one involves creating a temperature sensor product that performs all the required functions and that retails at half the price of other products on the market. Once the firmware and the technique have been stabilised, phase two will involve product miniaturisation as well as a further cost reduction. The product will then be targeted at the mass market. We expect it to catch on quickly in the West before we introduce it into Asia.
52 industrial automation asia | April 2011
features
Chaney Ho, president and David Soon, regional MD, South Asia Pacific, Advantech, explain how mega-trends are transforming the industrial automation landscape. By Michael Tham
Enablers
Advantech is a manufacturer of industrial computers. In Asia, the company commands a market share of 22 percent. Its product
range spans various areas such as technology for process control monitoring, data acquisition and various form factor embedded boxes.
IAA: Tell us about your involvement in the industrial computers sector.
David Soon: Our embedded boxes are used by clients in the manufacture of their equipment and products, such as industrial Personal Computers (PCs). Given the nature of technology progression in the consumer PC market, newer chipsets and CPUs come on-stream approximately every six months,replacing the older generation technology. But unlike their consumer counterparts, industrial PCs are designed and built with ‘longevity’ in mind. Revision control is an important aspect, which makes it quite impossible to be upgrading technology once every few months. We also have to ensure the availability of supply. This means that we need to be able to continuouslyprovide the same configuration and platformfor 7 to 8 years. In terms of design, industrial PCs need to be able to withstand higher temperatures. Their enclosures also need to have a higher level of ruggedness (such as IP 65, 66, 67), which determines how resistant the
PC is to moisture and dust ingress etc. The systems are designed to operate under harsh, non-airconditioned environments.
IAA: What about security?
DS: General purpose, off-the-shelf operating systems typically come with all features enabled, so as to make it convenient for the user. They are also made to be compatible with a wide variety of applications. For industrial computers however, we need to ruggedise the operating system. Customisation needs to be performed where we determine which features to enable and which ones to disable. For the control of process monitoring for example, we can define what can be written onto the hard disk, and the actions that can be performed when accessing the Internet. This means that the operating system is tailored to a specific customer application. If someone then tries to utilise the same system for a different purpose, it wouldn’t work.
IAA: What trends do you see in industrial automation?
Chaney Ho: One of the trends that we are witnessing is cloud computing. There also appears to be a move away from standalone devices that
of Change

April 2011 | industrial automation asia 53
12.pdf 2/18/11 12:39:07 PMENQUIRY NO. 2803
ENQU
IRY
NO.
220
merely perform their own functions. Instead, the Internet of Things (IoT) is an upcoming trendwhere device connectivity is a key enabler. In the automation of processes, there is a need to collect data, process it and feed it into the next process. We expect that more companies will be launching systems that will require this level of connectivity and intelligence. The world we live in is very much an analogue world. Sensors play an important role in acquiring data from the real world by taking analogue signals and converting them into a digital format – for decision-making or further processing. Within the context of IoT, we are focusing on machine connectivity. However, this is not about merely making connections. Machines must be able to ‘sense’ and extract information from the analogue world, and be able to process it.
IAA: Where do you see these trends leading to?
CH: The evolution towards a smart planet. This refers to the analytics that are employed to analyse and make sense of information that has been collected, in order to facilitate decision-making. We are getting more customer requests to enable this intelligent system. In the past, the Internet involved purely human behaviour and decision making – eg: surfing and obtaining information. The move today is towards machines that are capable of establishing connections, ‘sensing’ the real world, and that are able to make decisions. This reduces the need for human intervention and processing. With traditional automation, data such as temperature, speed, humidity and pressure are collected via sensors and measured. This data is
digitised and fed into computers for calculations to be performed and for controlling industrial processes. This is taken a step further with IoT, as there is also emphasis on sensor networking. All the collected data is transmitted via wired and wireless networks onto the Internet. With the growing trend to build intelligence that will evolve into a smarter planet, Advantech offersthe hardware that can enable this to take place.
“One of the trends that we are witnessing is cloud computing. There also appears to be a move away from standalone devices that merely perform their own functions. Instead, the Internet of Things (IoT) is an upcoming trend where device connectivity is a key enabler.”
Connecting a world of things will enable a smarter planet.

54 industrial automation asia | April 2011
features
PLM software is helping companies to reduce time-to-market for product development. By Ajay Verma, VP Asia Pacific South, Dassault Systèmes
Product Lifecycle Management (PLM) is as much a busine ss st rateg y a s i t i s a t e c h n o l o g i c a l s o l u t i o n . I t a p p l i e s
co l lab orat ive bu sine ss so lut ion s to t he development of products from conception to production, and maintenance and recycling, across the ex tended enterpr ise . This is executed through a global environment that enables the authoring and managing of digitalproduct knowledge.
Product Lifecycle Management:
Speeding
For businesses, this means being able to design and render products, as well as to simulate the factory processes that produce them. They no longer need to build and test costly physical prototypes, thereby saving time and resources.
Content ManagementPLM helps organisat ions to achieve levels o f innovat ion, qua l it y, cost control , a nd time -to -market that transform the way that

April 2011 | industrial automation asia 55
they do business. A vehicle for achieving this goal is 3D technologies. It is through 3D visualisation and the flexibility of digital content that processes – from design through marketing to maintenance and recycling – share, reuse, and enhance product information in the pursuit of an optimum strategy. From a design perspective, 3D enables the user to l iterally see what they mean. With 3D PLM technology, shared images inspire understanding, stimulate discussion, spark ideas, and promote collaboration. Virtual production also improves safety and ergonomics. Companies that are seeking a way to efficiently manage product requirements can leverage a comprehensive PLM solution to:
• Effectively reuse intellectual property to reduce time to market
• Increase innovation• Improve overall traceability of the requirements
throughout the product lifecycle
Companies must avoid the inefficiencies in managing product requirements that result in costly product development problems, ranging from rework due to customer dissatisfaction and rising development costs. Research shows that early requirements management improves time-to-market and helps to control costs. Requirements management allows organisations to capture the ‘voice of the customer’ and to translate that information into new products – improving their overall global requirements process.
Information ExchangeTwo essent ia l a rea s of focus that enable companies to leverage requirements management are process integration and traceability. Process integration eliminates communication barriers by creating a collaborative environment for sharing ideas, requirements and data throughout the product lifecycle. Increased innovation in turn, fosters ideas that improve products and product introductions. In addition, continuous traceability – from captur ing the customer needs to product definition – makes a significant difference in project cycle times and cost reductions. Incorporating PLM into their operations will offer companies a scalable enterprise grade solution. This collaborative approach is designed to bring together people, processes, data and systems to deliver products to market faster and more efficiently.
Hitachi Variable Frequency Drives
WJ200 Series (Dual Rating)
• 0.1~2.2kW(1-phase200Vclass,CT)• 0.1~15kW(3-phase200Vclass,CT)• 0.4~15kW(3-phase400Vclass,CT)
Tel: +81 3 4345 6063
HitachiAsiaLtd 24 Jurong Port Road, #03-05 Office Block, CWT Distripark Singapore 619097 Tel: +65 6305 7400 • Fax: +65 6305 7401 • URL: www.hitachi.com.sg • Email: [email protected]
Pursuing the Ideal Compact Inverter
WJ200 Series
SJ700 Series (SLV)0.4~55kW (3-phase 200V class)0.75~400kW (3-phase 400V class)
X200 Series (V/f)0.2~2.2kW (1-phase 200V class)0.2~7.5kW (3-phase 200V class)0.4~7.5kW (3-phase 400V class)
L300PSeries (V/f)11~75kW (3-phase 200V class)1.5~132kW (3-phase 400V class)
Also available:
User-friendly
Designed for Excellent Peformance& Compact Inverter
ENQU
IRY
NO.
079
As best of breed manufacturers digitise their design and engineering processes to meet the innovation challenge, they need to make their manufacturing operations equally competitive. Companies need to guarantee that their innovative new products are ‘manufacturing ready’ before actually launching into production. In a competitive marketplace, companies are also challenged to further reduce time-to -market, while boosting product quality across variable volumes and maximising their returns on investments. Ensuring this level of product manufacturability and profitability is however, difficult in a mainstream environment of expensive physical prototypes and delicate machinery. A production line can be a constant source of hold-ups, quality errors, and human performance constraints.
Production ReadinessT h e g o a l t h e n , i s to e n s u r e t h a t ‘10 0 percent ma nufactur ing ready’ becomes a standard design and engineering deliverable. The PL M approach to the ent i re de sig n -manufacture-market strategy offers a solution to the quality, cost and time pressures of modern production applications.

56 industrial automation asia | April 2011
features
ENQUIRY NO. 2804
With PLM, digital products exist as rich information circulating in a collaborative work environment. Virtual design and engineering mockups can be used not just to craft a physical object, but to define, plan, and validate the way that products are manufactured. Empower ing the compa ny w ith d ig ita l manufacturing as part of an overall PLM strategy can revolutionise the product l i fecycle by creating value and innovation at each stage of the process. When constant innovation is a survival strategy, digital manufacturing can help to accelerate design creativity and revolutionise production planning. De sig n a nd ma nufactur ing a re able to col laborate simultaneously in a concurrent engineering environment, allowing manufacturing engineers to be involved early in the design stage to ensure manufacturing readiness. With the help of metrics, the technology a id s ma nu fac t u re r s i n add re s s i n g t he i r m a n u f a c t u r i n g n e e d s , a n d p r o v i d e s a collaborative environment for sharing and reusing relevant product information among all stakeholders in the process. The Delmia software suite offers a solution to the ‘manufacturing ready’ challenge in a PLM-enabled environment for manufacturing. It can deliver a digital manufacturing process environment to optimise production systems before moving to physical implementation, at the convenience of a desktop.
Efficient OperationThe suite allows manufacturers to virtually define, plan, create, monitor and control all processes. From early process planning and assembly simulation to modelling welding lines, robot and cell programming, to a complete
With 3D PLM technology, shared images inspire understanding, stimulate discussion, spark ideas, and promote collaboration.
def in it ion of the product ion fac i l i t y a nd equipment, the digital manufacturing solutions assist companies in achiev ing product ion efficiency, lowering cost, improving quality and reducing time-to-market. It leverages the benefits of treating the entire manufacturing process as a digital pipeline. A complete digital realisation of the entire manufacturing environment, from process planning to shop floor implementation, allows manufacturing engineers to utilise the latest product design data to anticipate and optimise specific production processes and requirements. This makes it easier to define, plan and validate in advance of any physical implementation. Manufacturing a product is more information rich than the product itself. Information can be analysed via a digital 3D interface to boost understanding and rapidly test a lternative scenarios within the digital manufacturing environment. Production processes will not only run more efficiently, but more competitively in terms of product quality and time-to-market. Digita l manufacturing can empower the workforce to achieve greater innovation in design and engineering to ensure the physical compatibility of materials and components in the final product without costly prototype building. It also eliminates errors during actual production. I n d e p e n d e nt a n a l y s e s o f t he d i g i t a l manufacturing approach have demonstrated that production costs can be systematically reduced by up to 15 percent. Suppliers within various manufacturing industries, and at different tier levels, such as part suppliers, engineering firms, and others, can also benefit from solutions that are detailed to meet their specific needs.
4 – 8 July 2011Suntec Singapore International Convention & Exhibition Centre
Sustainable Water Solutions for a Changing Urban Environment
The global platform for water solutions, Singapore International Water Week brings policymakers, industry leaders, experts and practitioners together to address challenges, showcase technologies, discover opportunities and celebrate achievements in the water world.
A wellspring of exciting technologies and business opportunities awaits at Singapore International Water Week 2011.
Mark Your Calendar – 4 to 8 July 2011 Themed “Sustainable Water Solutions for a Changing Urban
Environment”, the 2011 event reinforces Singapore International
Water Week as the global platform to address the latest and most
pertinent water issues amidst a rapidly changing world.
As cities grow and urbanise, the search for sustainable water solutions
will become more crucial.
Through its flagship programmes, Singapore International Water
Week continues to deliver value to delegates, trade visitors and
exhibitors alike, with opportunities to promote practical and
sustainable water solutions to the water industry as well as water
users in other sectors.
The robust programme line-up underscores Singapore’s global hydrohub
aspirations and business opportunities for the world water market.
With an exciting series of technical tours and co-located events,
Singapore International Water Week 2011 is a must attend.
Registration is now open.Visit www.siww.com.sg to find out how you can be a part of
Singapore International Water Week 2011.
Programme At A Glance
Information accurate as of 1 March 2011
TIME MORNING LATE MORNING AFTERNOON LATE AFTERNOON EVENING
Monday4 July
Golf Classic
Southeast Asia Water Ministers Forum
Opening Ceremony &
Welcome Reception
Guest of Honour Mr Goh Chok Tong,
Senior Minister, Singapore
Technical Tours
World Cities Summit Mayors’ Forum
Water Convention
Co-located Events
Tuesday5 July
Water Conversation with Mr Lee Hsien Loong,
Prime Minister, Singapore
Water Ministers Plenary
Singapore Water Lecture
Water Convention
Lee Kuan Yew Water Prize Award
Ceremony & Banquet
Guest of Honour Mr Lee Kuan Yew, Minister Mentor,
SingaporeWater Expo
Wednesday6 July
Water Leaders Summit Roundtable & Workshops
China Business Forum
Japan Business Forum
Southeast Business Forum
Water Convention
Water Expo
Thursday7 July
Australia Business Forum Americas Business ForumClosing Dinner
Guest of HonourDr Yaacob Ibrahim, Minister for the
Environment and Water Resources,
Singapore
Europe Business Forum Middle East & North Africa Business ForumIndia Business Forum
Water Convention
Water Expo
Friday8 July
Technical Tours Co-located Events
Co-located Events
11_0286 SIWW Ad Generic Ad IAA 205X275mm.indd 1 3/17/11 6:06:08 PM
ENQU
IRY
NO.
235

58 industrial automation asia | April 2011
features
Partnerships are important for any company and Rockwell is no exception. Scott Teerlinck, regional director, South East Asia, Rockwell Automation,
in an interview with IAA, explains the nature of their partnership program and the importance it plays in the company’s strategy going forward.
IAA: Lets talk about your partnerships in Asia?
Scott Teerlinck: In Asia we have made some significant investments across the levels of the partner network, we have added a director of market access for all of Asia Pacific, Ravikrishnan Srinivasan. Ravikrishnan manages the distributors and the SI network so he is what we call ‘market access.’ Reporting to Ravikrishnan in the case of South East Asia is Chris Marshall. Chris is director, market access, for the seven countries within South East Asia. He sets policy, helps distributors, manages KPI’s, and manages growth. We are driving more resources to really focus on establishing and developing this partner network for SI’s and distributors. We have also added an SI manager for all of the Asia Pacific; his name is Koo Chen Hang. In each of my seven countries I have a market access lead. In this case, in Singapore, it is Han Hor Tok. The message in all this is we are investing heavily in people to help us build up a network of distributors, of SI’s, of alliance partners, and encompass partners. It is not all one sided where they just go sell our products and we take the orders for hardware. We try and bring them leads.
Rockwell’s Growing Partnerships
Scott Teerlinck, regional director South East Asia, Rockwell Automation, explains Rockwell’s partnerships and how they see their relationships long-term. By Mark Johnston
IAA: Can you give us some tangible results as a result of your partnership program?
ST: In markets with established distribution we are amplifying the Rockwell sales force by two or three times in terms of engineers, support people, sales people, inside sales, logistics. It is an amplifier, one measure of that is Rockwell’s market share. I f you go to a market where we have a distribution network established, the way that we do it, in western Europe, North America, South America, and it is coming on in Asia, we are on the curve, we are getting there. We have high market share, because the network is working for us, the application works.
IAA: Are you able to give us a percentage for your market share?
ST: Well it varies widely by region. In North America we are the market leader, we have 60 to 70 percent market share. In South America that would be 30 to 40 percent, in Asia we are around 20 percent. We are making progress but frankly there a long way to go. We are growing at rates that is two to three times faster than the market, which tells you we are taking market share, right? You cannot grow at three times the market and not be taking share from somebody, so that is a measure that we are catching up, the model is working, the partner network is paying dividends.

April 2011 | industrial automation asia 59
IAA: Are you going to strengthen yourself internally where you are not strong in?
ST: We do want to expand our presence, we are making big investments in Asia, we are adding people, we are adding more engineers, and we are applying our expertise in terms of our application knowledge. We are making the investments everyday to get stronger, but we cannot just come in and if we see a partner doing well in a certain space, take that business from them. If we do that we will be left with just ourselves again, that is not our strategy. We do not want to come in and take over where our partners are strong. They are partners for a reason, we are committed to them. It is a long-term two-way partnership. The same for our SI’s, our encompass partners, our distributors. We have distributors in the US for 50, 60 years. This is a long-term partnership.
IAA: How do you collaborate with universities and students?
ST: We have donated US$500,000 of Rockwell hardware to fund a lab at two universities. For universities in Vietnam, we can train these students who are going to be future engineers. They are trained on Rockwell, and on safety, regulations and procedures before they even graduate from university. They go into the workplace, they know Rockwell, which is good for us, they also understand regulations, codes. They are more likely to make good decisions about safety and about automation.
IAA: Are there any other aims you want to achieve through your partnership program?
ST: We have a goal this year; to introduce Rockwell to new customers via our RAOTM. Each country has a goal, 20 to 30 percent new customers that we would have never called on before through the events, we purposely set out not just to invite our customers. We want them to come, we want to host them, we want to teach them, educate them, but we want to find new customers that we are not calling on. Our goal for Singapore is 25 percent and I think we are going to exceed that. New customers can come to RAOTM to learn about Rockwell with hands on labs, which are tech sessions, and technology overviews. What a great way to introduce our company to a new potential client.
Ho Soo Thin, MD, Host, and Tan Tiong Peng, Engineering & Design manager, Sunlight explain how they work hand-in-hand with Rockwell for product development and market penetration. By Michael Tham
The Rockwell partnership program in action, IAA talked with Host, Rockwell’s distributor for Singapore and a new partner, Sunlight, again Singapore based. These two companies explain more about their relationship with Rockwell.
IAA: Can you shed some light on your working relationship with Rockwell Automation?
Ho Soo Thin: We work closely with their sales staff on projects, share information, and work on joint marketing and planning activities. Once their engineers get a lead, we work together on the commercial side of things, eg: quotations.
Partners In Prime

60 industrial automation asia | April 2011
features
systems, while still allowing the former to offer the same level of performance. The modular aspect of the product makes it easy for clients to add features or replace older processes in their system over time, as and when the need arises. It involves simply unplugging the older module and replacing it with a newly configured module. In comparison, upgrading a traditional non-modular system involves shutting down and stripping it down completely. This translates into extended periods of downtime. In terms of energy conservation our system is able to achieve savings of about 30 percent. HST: In a study that was conducted with a US-based systems integrator, it was found that the 141 A required 30 percent less assembly time compared to a typical ‘starter’s panel’. The product also requires 35 to 40 percent less space. All these translate into a lower price tag for the end-user. IAA: Tell us more about your companies.
HST: I started Host in 1990 and we are the sole-distributor for the Allen-Bradley range of products in Singapore. We have 34 staff and have workshops where potential customers can come and try out products and solutions. We also make it a point to hold sufficient levels of inventory. We have built up a reputation where our customers know that they can rely on us for the consistent supply of parts and spares. Our top markets are pharmaceuticals, food & beverages, semiconductors, Original Equipment Manufacturers (OEMs) and oil & gas. TTP: Sunlight started off as a contractor for electrical wiring in the 1970s. Since there was a need to enclose some of the electrical distribution boards, we decided to manufacture the boards in-house. Over the years, we moved into the manufacturing of electrical switchboards and also started to design panels. We have also achieved ISO 9001. We have a manufacturing facility in Malaysia that supports our Singapore market. The factory in Singapore performs assembly, quality control and final testing. Our products are also exported to the Middle East. We have another factory in Vietnam that supplies the local market there.
ENQUIRY NO. 2805
We also provide technical after-sales service for customers. Our projects include the rides on Sentosa island – 22 out of 24 rides are using Allen-Bradley components. We work with SI’s to help them to develop their products locally. The end-product may not be implemented in Singapore and may be shipped to various overseas markets. Despite this, the product still receives international support from Rockwell. Tan Tiong Peng: We have only just commenced our partnership with Rockwell. They have already performed the first round of tests for the 141 A busbar mounting system. We are integrating the system with our new switchboard, after which the solution will be sent for an ASTA Type Test to attain the IEC 61439 certification standard. This is to ensure that our product can withstand fault currents. Although there are competing products on the market, they do not feature such high fault levels. They typically have a fault level of between 10 to 17 kA for one second, compared to the 141 A system, which is 50 kA. IAA: How are you addressing sustainability?
TTP: For industrial applications, the mindset of the user needs to be changed. Users typically try to pack numerous unnecessary features into a solution, resulting in high levels of energy and material consumption. In addition, there is also a lack of flexibility. With our product, we try to help the potential client to see the importance of features like compactness and flexibility, as well as the shorter timeframe that is required for design, fabrication, implementation and delivery. The system’s entire process is modular and simplified as compared to that of traditional
“They are partners for a reason, we are committed to them. Itis a long-term two-way partnership. The same for our SI’s, our encompass partners, our distributors. We have distributors in the US for 50, 60 years.” — Scott Teerlinck

AST 2011_AD_20.5X27.5CM.indd 1 1/25/11 11:11:15 AM
212.pdf 1/26/11 2:30:46 PM
AST 2011_AD_20.5X27.5CM.indd 1
212b.pdf 1/26/11 2:04:33 PM
ENQUIRY NO. 212

62 industrial automation asia | April 2011
features
Agilent’sModular
Agi lent Technologies has a histor y of developing t radit iona l inst r uments
for automated test ing. The company’s expanding range of modular products offers its customers a choice of test solutions. IAA had the chance to speak with Dr Michael Leung, who is responsible for market development of the company’s modular initiative in the Asia Pacific region.
IAA: Why is Agilent launching these modular solutions?
ML: We realised that customers were motivated to adopt modular form factors because of several reasons: cost, speed, flexibility and size. Cost refers to price and the total cost of ownership including development, service, and support. Speed relates to the total test system throughput, which includes transactional measurement time as well as
burst data rates. Flexibility has to do with open systems, mixing and matching of modules and vendors, and reconfiguring test systems. Finally, size is mostly about reducing rack space. For example, customers in design validation are looking for quicker time-to-market, while customers in manufacturing are focused on the cost of test, specifically the cost of test per unit, while shipping a quality product. System integrators are looking to rack footprint while wanting the flexibility to work with open systems. Modules can be re-used and easily replaced, plus they can be quickly created and delivered, oftentimes reducing the time-to-market for customers. However, we foresee customer solutions being delivered by both traditional box instruments and modular products, often working together in concert. Customers now have an expanded suite of choices.
IAA: Compared to your compe-titors what advantages do your modular solutions have?
ML: Through our offerings, customers gain access to a choice of modular products and capabilities that previously were not available across all these technologies: analogue, digital, RF, microwave and lightwave. We also introduced the first instrument capable of working in the AXIe 1.0 environment: a high speed PCIe Gen 3 analyser that dissipates up to 150 W in a slot – an example of functionality that is not easily achievable in PXI. Our solutions also support a range of software development environments: every Agilent module includes IVI-C, IVI-COM or LabVIEW (G) environment-specific drivers. The combination of these software drivers allows customers to develop applications across Microsoft Visual Studio, .NET, Agilent VEE, MatLAB,
PlatformDr Michael Leung, Asia market development manager for modular product operation, Agilent Technologies explains more about the company’s modular solutions.By Mark Johnston

April 2011 | industrial automation asia 63
ENQUIRY NO. 2806
LabVIEW or Excel. This works for our customers who are trying to put together test systems with solutions from different partners. Lastly, Agilent’s breadth of measurement solutions and depth of application expertise is a differentiator. We know the business well and can help our customers achieve results faster.
IAA: Is this a global initiative for Agilent?
ML: Definitely. We launched our modular initiative last September at Autotestcon, a US industry trade show for aerospace and defence customers and press, with 48 modular products that covered the spectrum from DC to lightwave. Since then, we have held product launches in our major markets in the US, Europe, Asia and Japan.
IAA: In terms of traditional instruments, do you see modular solutions replacing them?
ML: Though modular systems are growing at double-digit rates, we should remember that the modular instrument segment is just a fraction of the traditional inst r ument ma rket . Bench instruments are everywhere; their integrated human interface and optimised performance are a proven combination. The company believes that a single platform is rarely the right answer for every test scenario. What we are providing
to customers is a range of choices in modular and tradit iona l instruments. We envisage both working together in concert in the future, providing a seamless integration between traditional i n s t r u me nt s a nd mo du la r instruments.
IAA: Do you have numbers on the rate of adoption of AXIe?
ML: AXIe is a modular standard for the most demanding and highest power applications. It is not a competitor to other standards, such as PXI; rather, it is a scalable ‘big brother’. ‘Big’ because it is the high performance platform – larger board size with better cooling, and better timing, triggering and local bus performance. ‘Brother’ because of its compatibility with PXI. Both standards use the PCIe fabric to communicate and both platforms look the same to a computer. W i t h t h e i n i t i a l A X I e specification just released last June, the first products have been announced, and many solutions are under development. We believe there will be a good story to tell a year from now.
IAA: Besides modular, do you see any other trends in your industry?
ML: One big trend we see is in software simulation – linking s i m u l a t i o n to r e a l wo r l d measurements, and doing as
much test as possible in the virtual world before going to physical test. Agilent’s ADS (Advanced Design System) range is a line of products for simulating the RF world, these are providing solutions for non-linear design based on X-Parameters, where these are married with physical measurements from the real RF world in order to verify the design when it is a real product. In a related area, SystemVue is a place where software (C code), HDL, MatLAB and other forms of IP can be brought together with measurements to simulate the overall performance of an RF or digital communication path to be compared with a specification or real-life performance.
IAA: You mentioned you have three approaches to modular: open, modular propriety, and embedded, can you explain more about these?
ML: Open modular, PXI and A XIe, has many advantages in speed, flexibility and size reduct ion and when based on commercial, off- the -shelf dev ice s , t hey a lso enable c h o i c e , f l e x i b i l i t y , c o s t adv a nta ge s a nd i mprove dsupportability. Agilent-proprietary modular is our specialised modular solution and often provides advantages in a specific dimension. In embedded modular, PCI and PCIe, any type of module ca n be come a component within a large, single-purpose solution. Examples include the use of high-performance digitiser modules within research and scientific applications, and the use of high-fidelity arbitrary waveform generator modules in radar scenario simulations.
“We realised that customers were motivated to adopt modular form factors because of several reasons: cost, speed, flexibility and size.”

64 industrial automation asia | April 2011
EVENT PREVIEW
ENQUIRY NO. 2901
With the economic recovery and growth potential of Asia and Malaysia in particular, the demand for automation in manufacturing processes is fast gaining its momentum. Active promotion by the Malaysian government to drive the country towards high-value manufacturing processes is creating a robust outlook for the automation industry. “Malaysia is focused on what it wants from investors – businesses that will create high-value jobs and automation that will reduce dependency on labour, especially foreign labour,” said Datuk Seri Najib Tun Razak, PM Malaysia. Automex 2011 will take place from May 4 – 8, 2011, at Putra World Trade Centre, Kuala Lumpur, Malaysia. The event showcases technolog y from industr ies such as instrumentation and calibration, process control and systems, industrial automation and robotics, hydraulics and pneumatics, measurement and testing equipments, as well as pumps, valves and motors. Visitors to the show are expected to include machine makers, oil and gas, electrical and electronics, system integrators, food processing, and also the pharmaceutical and medical sector. Last year’s show saw a total of 21,923 visitors, of which, 89.87 percent were local and 10.03 percent were foreign. The numbers from previous shows indicate that 34.16 percent of total visitors were considered to be at the corporate management level.
National Conference The ‘National Conference On Malaysia Robotics & Automation Technology’, which will take place at the event, is jointly organised with Malaysia Robotic & Automation Technology Industry Group (MyRaig). The scheduled two-day conference is expected to attract up to 1,000 delegates.
Automex With its debut last year, MyRaig and Premier Exhibition Services, once again joins hands with UniKL MFI in organising this conference. With conference speakers from all over the world including the US, Germany, Japan, Taiwan, Malaysia and Singapore, this concurrent event is set to attract key industry players and serve as a platform for the next generation of automation graduates.
Automation WeekHeld-alongside the exhibition is the automation week programme.
It is aimed at increasing awareness and need for automation in today’s manufacturing processes. Activities such as technical seminars, conferences, business matching sessions and forums, is being designed as a user-oriented meeting point for those who are seeking to update their knowledge on solutions and future applications.
May 4 – 8, 2011Putra World Trade CentreKuala Lumpur, Malaysia
2011

April 2011 | industrial automation asia 65
ZWCAD 2011 is a CAD software program with a cost-effective
solution for the entire workflow, from the very beginning to the
very end of your projects, with innovative, collaborative, and
customisable features:
The program ensures compatibility with mainstream CAD
software and operating systems. It also allows the removal of
boundaries from communication and cooperation and lastly, it
provides flexible customisation.
Now the program is available in 15 different languages,
including Chinese Simplified, Chinese Traditional, Czech, English,
French, German, Italian, Japanese, Hungarian, Korean, Polish,
Portuguese, Spanish, Russian and Turkish.
Neoframe: CAD Made Easier
ENQUIRY NO. 2904
Alumina from H2O Generate are used in the manufacturing
of alumina tubes utilised as thermocouple protections and
furnaces. The high purity alumina ceramics are suited for
high temperature applications. Various sizes of alumina
(Al2O3 content > 90 percent) crucibles, boats, trays, plates and
dishes are available.
The Malaysian-based company supplies a range of materials
in different shapes and sizes from a few ml to several ltr. These
dense, high purity and fine grain products are useful in a wide
range of high temperature applications such as metal processing
/molten glass, rapid thermal cycling, and gemstone purification
for jewellery industry.
H2O Generate: Alumina Tubes
ENQUIRY NO. 2902
D e s i g n e d t o m e e t
a l l European Safety
Standards, the system
increases capacity more
than a traditional Drive-
in Storage System,
using an electr ically
dr iven trol ley which
runs on rails below the
pallets.
T h e c o m p a n y ’s
Orbiter System offers
high density, in a sage
environment it can be
operated in either FILO
(First In Last Out) or
FIFO (First In First Out)
modes. By using radio
frequency controlled
orbiters, it provides an efficient and cost effective solution
over traditional racking systems.
SSI Schaefer: Orbiter System
ENQUIRY NO. 2905
Igus has upgraded its range of cables that covers 950 types.
The company’s Chainflex CF5 control cables and the CF6
shielded cable have a 600V rating according to UL.
The bundled cables will replace the CF5/CF6 predecessor
types that had a capacity of 300V according to UL. By
doubling the voltage capacity rating to 600V according to
UL, the ‘F5/CF6 600V UL’ cables can be used globally for
connection to motors.
Igus: Control Cables
ENQUIRY NO. 2903

66 industrial automation asia | April 2011
EVENT PREVIEW
ENQUIRY NO. 2906
December 2010 posted a double-digit growth in Malaysia’s manufacturing sector of 11.4 percent, RM4.9 billion (US$1.6 bil l ion) to a record RM48.1 billion as compared to RM43.2 billion the previous year. This increase was generated by the growth in sales value of 75 industries (64.7 percent) out of 116 industries covered in the Department of Statistics’ survey. Given this growth, MTA Malaysia 2011, to be held on May 4 – 8, 2011 at Putra World Trade Centre (PWTC), Kuala Lumpur wil l be a plat form
Malaysia 2011MTA
for various industries in the manufacturing sector to come together and do business in the country. In conjunction with Metaltech 2010, MTA Malaysia 2010 attracted 1,200 exhibitors from 22 countries, 21,923 trade visitors and six international group pavilions in May, 2010. T h e s h o w i s s t r o n g l y supported by Matrade and o t h e r t r a d e a s s o c i a t i o n s namely Malaysia Mould And Die A ssociat ion ( MM A DA), Singapore Precision Engineering a n d To o l i n g A s s o c i a t i o n (SPETA) & Taiwan Machine
Tools and Accessory Builders’ Association (TMBA). This year’s event will also be co-located with Metaltech 2011. The event is organised by Malaysian Exhibition Services (MES), and Singapore Exhibition Services (SES). Both MES and SES are affiliated to the Allworld Exhibitions Alliance.
May 4 – 8, 2011Putra World Trade CentreKuala Lumpur, Malaysia
April 2011 | industrial automation asia 67
products & services
Double-E is a work measurement software tool by Advent2 Labs. It is for measuring operation cycle time and setting standard time. It can analyse work elements such as reach, grasp and insert. The software has the ability to establish a time standard using an international motion database such as MTM, MODAPT or corporate standard. It can also help to identify non-value added movement and prepare standard operation procedure and conduct line-balancing analysis. It will also calculate capacity and resource requirements.
Enquiry no. 2910
Enquiry no. 2909
Enquiry no. 2908
Enquiry no. 2907
Advent2 Labs: Work Measurement System
Banner Engineering: Suppression Adjustable-Field Sensors
products & services
Arista Corporation: Panel PC
Arista has added a selection of panel PC’s to their 1700 series, the ARP-1700Q series. The panel will accommodate applications that require high performance processors such as Intel’s Core 2 Duo and Core Quad. The series is comprised of a matrix of models with monitor sizes of 15, 17, 19 and 20 inches and expansion PCI slot capacities of one, two, and three board slots.
The system requires 110 V or 220 V, and operates in temperatures ranging from 0 deg C to 50 deg C (32 deg F to 122 deg F). Relative humidity five percent to 95 percent (non-condensing).
Baldor Electric: Linear Motion ControlSystem
The real-time controller from Baldor called the NextMove ESB-2 is a module that controls the three axes of motion that perform RoToR’s point-to-point pinning action, as well as a sample handling a x is , in ter fac ing to the machine’s Windows-based graphical user interface, and all the I/O channels required. The controller takes care of all machine and motion control tasks, under the direction of a Windows user interface, which is interfaced via ActiveX commands. The major movements that the machine makes are point-to-point transfers from source to destination plates along a linear servo motor axis that spans the width of the machine. This axis carries a two-axis stepper motor head that controls the pinning action.
Banner Engineering has added t wo mid-range adjustable-field sensors to the World-Beam QS30 family, expanding the company’s growing line of short and long-range adjustable-field sensors. The QS30AFF400 foreground suppression sensor and the QS30AF600 background suppression sensor use advanced linear imager technology to provide a superior sensing solution for myriad industrial applications, including part-in-place detection, feeder bowl control and package detection on conveyors. The product sensor offers foreground suppression to deliver reliable detection of target objects varying in colour or shape when a fixed background is present. Conversely, the product sensor provides detection of objects when the background condition is neither controlled nor fixed, and it ignores objects located beyond the sensing field cut-off.

68 industrial automation asia | April 2011
products & services
Baumer:Code Reader
Enquiry no. 2914
Enquiry no. 2913
Enquiry no. 2912
Enquiry no. 2911
The VeriSens ID-100 by Baumer can read all popular 1D, 2D and GS1 codes. Multiple codes can be read simultaneously in any direction and the code quality can be assessed per ISO/AIM. This product is suited for controlling production processes.
Monitor the manufacturing process and changing the product are supported by a web interface. User levels and password protection ensure secure operation. Industry-standard connections such as Ethernet, a serial interface and digital I/O are available for system integration. All functions are incorporated into one industrial-grade metal housing with protection class IP 67.
Celesco: Transducer
Celesco Transducer Products has developed a string potentionmeter, the Springpot three (SP3) that offers measurement ranges to 50 inches. This product provides a user selectable 4-20mA or 0-10Vdc output signal and takes 12-32Vdc to operate. It can be installed using the mounting bracket and desired output signal selected by connecting the appropriate signal wires.
The SP3’s body is made from water resistant polycarbonate. The product offers four different ranges and thus can function in different applications from light industrial to large, global OEMs. These stroke ranges include 0-4.75, 0-12.5, 0-25 and 0-50 inches.
Carlo Gavazzi Automation:Solid State Contactor
C a r l o G a v a z z i Automation, has released the RGC1F, a solid-state contactor with four functions an integrated package. This range of products is designed to switch heaters and motors – integrates SSR, semiconductor fuse, monitoring and heatsink, making RGC1F a solution for markets such as plastic & rubber, food & beverage, electronics or printing and glass.
The presence of a metal oxide varistor help protect the solid state contactor output, heater and cable against short circuits and are supplied with an alarm signal output to alert the controller in case of problems. The product has nominal ratings at 40 deg C, two-g vibration and 15g/11m/s shock resistance, according to EN50155, the European railway standard.
Dunkermotoren:Brushless DC Servo Motors
Dunkermotoren servo motors in the BG family cover an output power range of 40 to 500 watts. These drives have been available for many years with a CANopen field bus interface, and more recently with an interface for Profibus DP (V1), which has become established in the market. The company has added an EtherCAT interface to its range of integrated communication interfaces.
The CANopen over EtherCAT (CoE) function allows the servomotors to act as slaves in an EtherCAT network. CANopen over EtherCAT utilises the same objects as CANopen. The company uses standardised DSP402 objects for positioning, monitoring and configuring servo drives.

April 2011 | industrial automation asia 69
products & servicesproducts & services
Faro’s 3D Imager AMP is a non-contact imaging system. This product is suited for parts with complex shapes or large, smooth surfaces due to its ability to measure a large surface area in one shot. This product has applications in quality control, reverse engineering, and rapid manufacturing. The AMP has improved measurement of dark and shiny parts that can be missed in optical systems. The company uses its own technology to focus ‘fringe patterns’ on the projected part and when captured by its camera will generate a point cloud, creating a 3D representation of the part being in question.
Enquiry no. 2918
Enquiry no. 2917
Enquiry no. 2916
Enquiry no. 2915
Faro Technologies: 3D Imaging
Mayr Power Transmission: Brake System
The LK Programmable Controllers from Hollysys combining DCS and PLC technologies into a hybrid controller suitable for medium-to-large scale process and discrete project application. By bringing together the performance usually found within discrete control in a PLC and the redundancy and reliability aspects within DCS process control. The result is a hybrid control solution applicable for the mid-to-large scale project at reasonable pricing without compromising reliability, performance, and safety. The LK Control System is applicable for industrial sectors such as a water treatment plant, wastewater and sewage, hydropower, wind power, biomass, rails and transport, and coal-mining.
IDS Imaging: GigE&USB Industrial Cameras
Models with CMOS or CCD sensors and USB or GigE connections are avai lable f rom IDS. With a five megapixel camera being added to its current range, t h e c a m e r a s have roughly four times greater detail compared to the currently popular 1.3 megapixel versions. The CMOS versions are equipped with 1/2 inch sensor from Aptina. They deliver frame rates of up to 15 frames per second. Camera frame rates during binning, subsampling and AOI are higher compared to CCD models, thanks to technological advantages. IDS is building the five megapixel CMOS sensor into all of its camera series – from the GigE camera to the small 44 by 44 mm board level version.
The ROBO-topstop by M ay r P o w e r Transmission is a modular construction brake Type series with individual brakes and redundant dual-circuit brake modules for the prevention of any critical danger situations, which can occur during vertical axes operation and which are defined in the DIN EN 954-1, Categories one to three. Due to their adapted flange dimensions, ROBA-topstop brakes can be integrated into pre-existing constructions between the servomotor and the counter flange. The modular assembly is flexible enough to allow many different designs, for example with a shaft; with a hollow shaft; with a flexible coupling; with an additional safety clutch for torque limiting or with two individual brakes.
Hollysys: Programmable Controller

70 industrial automation asia | April 2011
products & services
Turck:Inductive Sensor
Enquiry no. 2922
Enquiry no. 2921
Enquiry no. 2920
Enquiry no. 2919
Rotary inductive sensors by Turck are a line of i nduc t i ve a na l o gue sensors that provide 360-degree angular measurement. The rotary inductive sensors utilise Resistance Inductive C a p a c i t a n c e ( R L C ) measuring technology, rather than a traditional magnetic posit ioning element.
The company’s rotary inductive sensors are IP67 rated, with a temperature range of -40 to 70 deg C, making the devices suitable for measuring the angle of solar panels, wind turbine blade position, crane position, and other outdoor applications. The sensor and its positioning element are designed as separate pieces, allowing the positioning element to be mounted in a variety of ways.
Zacobria: Control System
The six-axis robot from Zacobria is provided with a control system, which consists of a touch screen with a GUI (Graphics User Interface) from where the robot is controlled.
The robot can be put into a learning mode where the movements can be manually forced and recorded by the control system, and then the movement can be activated and played back repeatedly. Flexibility and fast change of production operation is an important factor in a modern production line where products and systems often change. The robot weighs 18 kg.
Microchip Technology: CAN Microcontroller
The PIC18F ‘K80’ eight-bit CAN microcontrollers (MCUs) by Microchip Technology features 1.8-5.5V operation and eXtreme Low Power (XLP) technology, for a low sleep current consumption of less than 20nA. The MCUs also feature an on-chip 12-bit Analog-to-Digital Converter (ADC) and a peripheral that enables mTouch capacitive touch-sensing user interfaces.
The PIC18F K80 CAN MCU family enables smaller, more cost-effective and robust control with its integrated CAN peripheral for industrial applications.
Siemens PLM Software has an update to their Tecnomatix product . The update helps the user by simpli f y ing industry workflows, delivering more realistic human models, and increasing the ef f iciency of i ts quali t y solution and its factory planning and analysis application through integration with digital product design and data management.
Siemens: Manufacturing Software
2011Calendar Of Events 2011Calendar Of Events09 – 12 Electrical Building Technology Guangzhou
China Import and Export Fair Pazhou ComplexGuangzhou, ChinaMesse FrankfurtEmail: [email protected] frank furt.comWeb: http://www.building.messefrankfurt.com.cn/
15 – 18 ProPak Asia
BITEC Bangkok, ThailandBangkok Exhibition ServicesEmail: [email protected]: http://www.propakasia.com/
21 – 22 Energy Harvesting & Storage and Wireless Sensor Networks & RTLS Europe 2011
Holiday Inn Munich City Centre, GermanyIDTechEx LtdEmail: [email protected]: http://www.idtechex.com/energy-harvesting-and-storage-europe-11/
21 – 24 CommunicAsia
Marina Bay Sands, SingaporeSingapore Exhibition ServicesEmail: [email protected]: http://www.communicasia.com/
23 – 26 Assembly Technology
BITECBangkok, ThailandReed TradexEmail: [email protected]: http://www.assemblytechexpo.com
4 – 8 Singapore International Water Week
Suntec Singapore International Convention & Exhibition CenterSingaporeSingapore International Water Week Pte LtdEmail: [email protected]: http://www.siww.com.sg
April
04 – 08 Hannover MesseExhibition Grounds, 30521 HannoverGermanyDeutsche Messe AGWeb: http://www.hannovermesse.de
13 – 15 RFID World Asia
Suntec Singapore International Convention & Exhibition CenterSingaporeTerrapinnEmail: [email protected]: http://www.terrapinn.com/2011/rfid/
19 – 22 Machine Tool & Automation
Vietnam Fair Exhibition CentreHanoi, VietnamChan Chao International Co.Email: [email protected]: www.linkage-vn.com
27 – 28 Smart Cities
Wyndham Grand Plaza Royale HotelHangzhou, ChinaABI ForumsWeb: http://www.abiforums.com/
04 – 08 AutomexPWTC (Putra World Trade Centre) Kuala Lumpur, MalaysiaPremier Exhibitions ServicesEmail: [email protected]: http://www.tradelink.com.my/automex/
04 – 08 MTA Malaysia
PWTC Kuala Lumpur, MalaysiaMalaysia Exhibition ServicesEmail: [email protected] Web: http://www.mesallworld.com/
05 – 07 Chine ePowerShanghai New International ExpoPudong, ShanghaiChinaMP InternationalEmail: [email protected]: http://www.epower-china.cn/
10 – 13 Gas Turbines
Grand HyattSingaporeIBC AsiaEmail: [email protected]: http://www.gasturbinesasia.com/index.php
12 – 15 IA Robotics
BITEC Bangkok, ThailandUBM Asia (Thailand)Email: [email protected]: http://www.thai-exhibition.com/intermach/
12 – 15 Intermach
BITEC Bangkok, ThailandUBM Asia (Thailand)Email: [email protected]: http://www.thai-exhibition.com/intermach/
25 – 28 MTT Indonesia
Jakarta International Expo (JIExpo)Jakarta, IndonesiaECMIEmail: [email protected]: http://www.mtt-indonesia.com/
01 – 03 Oil & Gas AsiaKuala Lumpur Convention CentreMalaysiaMalaysia Exhibition ServicesEmail: [email protected]: http://www.oilandgas-asia.com
01 – 04 Pumps and Valves Asia
BITECBangkok, ThailandUBM Asia (Thailand)Email: [email protected]: http://www.pumpsandvalves-asia.com/
To be considered for inclusion in the Calendar of Events, send details of event (name, date, venue, organiser contact) to:
The Editor IAAEastern Trade Media Pte Ltd.1100 Lower Delta Road, EPL Building, #02-05, Singapore 169206Tel: (65) 6379 2888 • Fax: (65) 6379 2805 • Email: [email protected]
june
20 – 23 Industrial AutomationKuala Lumpur Convention CentreMalaysiaMalaysia Exhibition ServicesEmail: [email protected]: http://www.asean-ia.com
31 – 3 Sep Taipei International Industrial Automation Exhibition
TWTC Nangang Exhibition Hall, TaiwanChan Chao InternationalEmail: [email protected]: http://www.chanchao.com.tw/show/Automation/en/
21 – 24 Oil & Gas IndonesiaJakarta International Expo (JIExpo)IndonesiaPT Pamerindo IndonesiaWeb: http://pamerindo.com
31 – 4 Nov Singapore International Energy Week
Suntec Singapore International Convention & Exhibition CentreSingaporeReed ExhibtitionsEmail: [email protected]: http://www.reedexpo.com.sg
22 – 25 CIASuntec SingaporeSingaporeSingapore Exhibition ServicesEmail: [email protected] Web: http://www.cia-asia.com/index.htm
mAy
september
july
August
november
october
64 Advertising Index | IndustrialAutomationAsia
ADVERTISINGI N D E X
ADVERTISER ENQ NOPAGE NO
This index is provided as an additional service. The publisher does not assume any liability for errors or omissions.
Recommend another industry professional to receive FREE copy of Industrial Automation Asia.
You only need to complete the below form and return it to our Singapore office via fax: 65-6379 2806 or post:
EASTERN TRADE MEDIA PTE LTD 1100 Lower Delta Road #02-02 EPL Building Singapore 169206Attn: The Circulation Executive
Name: _____________________________________________________________________ Signature: ____________________________
Job Title: ____________________________________ Company: __________________________________________________________
Address: _____________________________________________________________________________________________________________
Tel: ____________________________________________________ Fax: ________________________________________________________
Email: __________________________________________________ Website: ____________________________________________________
Product / Services: ____________________________________________________________________________________________________
Free Qualified Subscription
www.iaasiaonline.com
Click online for your
72 industrial automation asia | April 2011
ADVERTISING SALES OFFICES
HEAD OFFICESINGAPOREEASTERN TRADE MEDIA PTE LTD1100 Lower Delta Road #02-05 EPL Building Singapore 169206Tel: 65-6379 2888Fax: 65-6379 2805/6379 2806
SINGAPORE:[email protected]
MEDIA REPRESENTATIVESJAPAN: Ted Asoshina Echo Japan CorporationTel: 81-3-32635065 Fax: [email protected]
KOREA: Young-Seoh Chinn JES Media InternationalTel: 82-2-481 3411/3Fax: 82-2-481 [email protected]
TAIWAN:Robert Yu Worldwide Services Co LtdTel: 886-4-23251784 Fax: [email protected]
The closing date for placing advertisements is not less than FOUR WEEKS before the date of publication. Please contact our nearest advertising office for more details.
ABB Pte Ltd 3 173
AdvAntech co. SingAPore Pte Ltd 33 237
Advent2LABS conSuLtAtion Pte Ltd 29 200
AgiLent technoLogieS SingAPore (SALeS) Pte Ltd 49 226
Autotronic enterPriSe co. Ltd 41 228
BAngkok exhiBition ServiceS Ltd 47 232
BAumer SingAPore Pte Ltd 45 234
Beckhoff AutomAtion Pte Ltd iBc 224
BeLden SingAPore Pte Ltd 39 236
exxon moBiL 5 231
fLir SyStemS co. Ltd 15 217
fLuke South eASt ASiA Pte Ltd 51 229
fuji eLectric ASiA PAcific Pte Ltd 7 070
hitAchi ASiA Ltd 55 079
hoLLySyS (ASiA PAcific) Pte Ltd 25 233
iguS SingAPore Pte Ltd 35/37 221/222
kukA roBot AutomAtion (m) Sdn Bhd 43 227
mALAySiA exhiBition ServiceS Sdn Bhd 19/23/31 223/194/202
miSumi mALAySiA Sdn Bhd ifc 225
reed trAdex comPAny 61 212
rockweLL AutomAtion South eASt ASiA Pte Ltd 1 158
Sick oPtic-eLectronic Pte Ltd 17 219
SingAPore internAtionAL wAter week 57 235
SingAPore orientAL motor Pte Ltd oBc 230
ZAcoBriA Pte Ltd 53 220
FAX
OR
PO
ST
FOR
INFO
RM
ATI
ON
MAIN INDUSTRY SECTOR✔ ❑ Tick one box only
❑ 610 Others (Please specify)
❑ 500 Semi-Conductor Foundry Services
❑ 505 Semi- Conductor Equipment Mfg
❑ 510 Electrical & Electronics Mfg
❑ 515 Automated Assembly
❑ 520 Precision Engineering & Sub-contracting
❑ 525 Aerospace
❑ 530 Automotive
❑ 535 Material,Storage & Handling
❑ 540 Systems Design & Programme
❑ 545 Building and Construction
❑ 550 Rubber & Plastic Manufacturing
❑ 555 Assembly/Packaging
❑ 560 Food & Beverage Processing
❑ 565 Pulp & Paper
❑ 570 Oil & Gas Production
❑ 575 Power Generation
❑ 580 Chemical and Pharmaceutical Manufacturing
❑ 585 Environmental Management
❑ 590 Water & Waste Water Management & Recycling
❑ 595 Shipbuilding & Repair
❑ 600 Trade Association/Institutions/Government Agency
❑ 605 Agents/Distributors/Representatives
MY JOB FUNCTION IS
Do you ❑ recommend ❑ decide ❑ specify on new product purchases?
❑ Tick one box only✔
THE NUMBER OF EMPLOYEES AT OUR COMPANY/FACTORY IS
1 ❑ 1-10 2 ❑ 11-30 3 ❑ 31-50 4 ❑ 51-100 5 ❑ 101-499 6 ❑ 500 or more
April 2011
To: The Circulation Executive, Circulation Department,
Name: (Surname) (Given names)
Job Title:
Company Name:
Business Address:
Country:
Telephone: Fax: E-mail:
ENTER INFORMATION CARD NUMBER(S)
TYPES OF PRODUCTS TO BE PURCHASED IN THE NEXT 12 MONTHS
❍ Motion & Drives ❍ Detection Instruments ❍ I/O Products ❍ PLM Products
❍ Automation Software ❍ Machine Safety ❍ Systems & Architectures ❍ Others
ATTACH
BUSINESS
CARD
Do you want to receive (continue to receive)
Industrial Automation Asia? ❑ YES ❑ NO(Not valid without signature)
Signature ___________________ Date__________
ENTER PRODUCT ENQUIRY NUMBERS HERE FOR FAST INFORMATION!Kindly enquire online @ www.iaasiaonline.com or complete and post to: Eastern Trade Media Pte Ltd, 1100 Lower Delta Road #02-02 EPL Building Singapore 169206 or fax to: 65-6379 2806 (Singapore)
YOUR READER REGISTRATION NO. www.iaasiaonline.com
❑ 72 Others (Please specify)
❑ 50 Executive Management
❑ 52 Maintenance Engineering
❑ 54 Manufacturing Engineering
❑ 56 Design Engineering
❑ 58 Packaging Engineering
❑ 60 Process Engineering
❑ 62 System Support Engineering
❑ 64 Testing & Inspection/Quality Control
❑ 66 Purchasing/Sourcing
❑ 68 Research & Development
❑ 70 Sales & Marketing
SUBSCRIBE TODAY!
❑ 001 1 – 10 ❑ 002 11 – 30 ❑ 003 31 – 50 ❑ 004 51 – 100 ❑ 005 101 – 499 ❑ 006 500 or more
YOUR JOB FUNCTION (Please tick)
YOUR BUsINess ACTIvITY (Please tick)
sIze OF COmpANY (Please tick)
❑ Credit Card ❑ Amex ❑ Visa ❑ Mastercard
I wish to pay by:
❑ Cheque - made payable to eastern Trade media pte Ltd
❑ Telegraphic Transfer Payment UNITeD OveRseAs BANK, sINGpORe BANK CODe : 7375 BRANCH CODe : 037 ACCOUNT NO : 921-343-851-0 COmpANY : eAsTeRN TRADe meDIA pTe LTD
❑ 560 Food & Beverage Processing
❑ 565 Pulp & Paper
❑ 570 Oil & Gas Production
❑ 575 Power Generation
❑ 580 Chemical and Pharmaceutical Manufacturing
❑ 585 Environmental Management
❑ 590 Water & Waste Water Management & Recycling
❑ 595 Shipbuilding & Repair
❑ 600 Trade Association/Institutions/Government Agency
❑ 605 Agents/Distributors/Representatives
❑ 610 Others (Please be specific)
❑ 500 Semi-Conductor Foundry Services
❑ 505 Semi-Conductor Equipment Mfg
❑ 510 Electrical & Electronics Mfg
❑ 515 Automated Assembly
❑ 520 Precision Engineering & Sub-contracting
❑ 525 Aerospace
❑ 530 Automotive
❑ 535 Material,Storage & Handling
❑ 540 Systems Design & Programme
❑ 545 Building and Construction
❑ 550 Rubber & Plastic Manufacturing
❑ 555 Assembly/Packaging
❑ 62 System Support Engineering
❑ 64 Testing & Inspection/Quality Control
❑ 66 Purchasing/Sourcing
❑ 68 Research & Development
❑ 70 Sales & Marketing
❑ 72 Others (Please be specific)
❑ 50 Executive Management
❑ 52 Maintenance Engineering
❑ 54 Manufacturing Engineering
❑ 56 Design Engineering
❑ 58 Packaging Engineering
❑ 60 Process Engineering
Mail or Fax this form to: Circulation Department, eastern Trade media pte Ltd 1100 Lower Delta Road #02-02 epL Building singapore 169206 Fax: (65) 6379 2806
Commencing From: ____________ (Year) ___________ (Month)
Cardholder’s Name ________________________________
Account Number
Expiry Date Signature
Name: (Surname) ________________________________________ (Given Name) ___________________________
Company: ______________________________________________ Job Title: _______________________________
Address: ________________________________________________________________________________________
Country: _______________________________________________ Telephone No: __________________________
E-mail:_________________________________________________ Fax No: ________________________________
■ Singapore/Malaysia S$60.00 ■ Asia Pacific/America/Europe/Others S$100.00(GST Applicable)
Receipt will only be issued upon request!
Security ID
www.iaasiaonline.com
ONLINE @ www.iaasiaonline.comORsUBsCRIpTION RATesAIRmAIL (1 YeAR – eIGHT IssUes)
–
Robust and compact: The Embedded PC with Intel® Atom™ for PC-based control.The fl exible CX5000 series from Beckhoff.
www.beckhoff.com.sg/CX5000 The CX5000 Embedded PC series from Beckhoff for DIN rail mounting:
for fl exible application as a compact Industrial PC or as a PC-based controller for PLC, Motion Control and visualisation:
Intel® Atom™ Z530 CPU, 1.1 GHz (CX5010) or 1.6 GHz (CX5020) Durable and compact magnesium housing High operating temperature range between -25 and 60 °C (-13 and 140 °F) Fanless, without rotating components (Compact Flash as storage medium) I/O interface for EtherCAT Terminals and Bus Terminals Optional space for serial or fi eldbus interface Integrated 1-second UPS
Motion
Automation
I/O
IPC
| EC1
1-09
E |
CX1020/CX1030Embedded PC with Intel® Pentium® M CPU, 1.8 GHz or Intel® Celeron® M ULV CPU, 1 GHz
CX1010Embedded PC with Pentium® MMX-compatible CPU, 500 MHz
CX9000/CX9010Ethernet controller with Intel® IXP420 XScale® technology, 266 MHz or 533 MHz
CX8000Fieldbus controller with ARM9 CPU, 400 MHz, e.g. for PROFIBUS, PROFINET, EtherCAT and Ethernet
Beckhoff Automation Pte. Ltd.Phone: + 65 6635 [email protected]
ENQUIRY NO. 224
SEMICON Singapore 201111 - 13 May Suntec Singapore InternationalConvention & Exhibition CentreBooth 1217, Hall 601-602
METALTECH Kuala Lumpur 201104 - 08 MayPutra World Trade Centre (PWTC), Kuala Lumpur - MalaysiaBooth 5513, Hall 5
For inquiries from South East Asia, India, Australia and New Zealand,please contact:
SINGAPORE ORIENTAL MOTOR PTE LTDTel: +65 6745 7344 Fax: +65 6745 [email protected]://www.orientalmotor.com.sg
General Catalogue 2011/2012 has been launched!
● Product images in full colour.
● Concise categorization.
Order your copy today!
SEMICON Singapore 201111 - 13 May Suntec Singapore InternationalConvention & Exhibition CentreBooth 1117, Hall 601-602
METALTECH Kuala Lumpur 201104 - 08 MayPutra World Trade Centre (PWTC), Kuala Lumpur - MalaysiaBooth 5513, Hall 5
General Catalogue 2011/2012 has been launched!
● Product images in full colour.
● Concise categorization.
Order your copy today! copy today!
IAA(GC)with shadow.pdf 3/28/11 4:46:03 PM
ENQUIRY NO. 230





























