Embed Size (px)
Citation preview

;f) ;2o ;;I 7 DOE/ J PL/954929-80/7
INVE.STIGATION OF RE:LIABILI fY AfT RIBU T ES AND ACCELERATED STRESS FACTORS ON TERRESTRIAL SOLAR CELLS
Second Annual Report
By J. W. Lathrop J. L Prince
April 1980
MASTER
Work Performed Under Contract No. NAS-7-100-9S4929
Clemson University Department of E.lectrical & Computer E.ngineering Clemson, South Clrolina
U. 5. De artment of Energy IJ!5T- ~!.3 I ,!// {(5 - d :)' --::::,~ ~ Solar Energy
~~r~ \.I@J DiiSr.RfetJT'JON C1F 11-ffS OOCUMf'NT IS UNiJMf t t<~'6·

DISCLAIMER
This report was prepared as an account of work sponsored by an agency of the United States Government. Neither the United States Government nor any agency Thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or any agency thereof. The views and opinions of authors expressed herein do not necessarily state or reflect those of the United States Government or any agency thereof.

DISCLAIMER
Portions of this document may be illegible in electronic image products. Images are produced from the best available original document.

DISCLAIMER
"This book was prepared as an account of work sponsored by an agency of the United States Government. Neither the United States Government ror any agency thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise, does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or any agency thereof. The views and opinions of authors expressed herein do not necessarily state or reflect those of the United States Government or any agency thereof."
This report has been reproduced directly from the best available copy.
Available from the National Technical Information Service, U. S. Department of Commerce, Springfield, Virginia 22161.
Price: Paper Copy $12.00 Microfiche $3.50
Printed in 1 h~ Unilcd Stotc1 of A.~netico USOOE Technical lnforrnalion Center, Oolt Ridge, hnneuee

\
J
)
I
DOE/ J PL/954929-80/7 DRD Line Item No. SE-7 Distribution Categories UC·63 and UC·63b
'.
ENGINEERING AREA
INVESTIGATION OF RELIABILITY ATTRIBUTES AND ACCELERATED
STRESS FACTORS OF TERRESTRIAL SOLAR CELLS
SECOND ANNUAL ·REPO~T
J. w. Lathrop and J. L. Prince .-' ·:·
Dep~rtment of Electrical and Computer Engineering . '
Clemson University
Clemson, SC 29631
April 1980
The JPL Low-Cost Silicon Solar Array Project is sponsored by the u.s. Department of Energy and forms part of the Solar Photovoltaic Conversion. Program to initiate a major effort toward the development of low-cost solar arrays. This work was performed for the Jet Propulsion Laboratory California, Institute of Technology by agreement between NASA and DOE.
J)I~Bt!riON OF THIS IJoCUMENT rt&~rMjTL'11JJ

ACKNOWLEDGEMENTS
The au~hors acknowledge the cont~ibutio~ls of the ~ollowing C~emson
UniversftY _E+ectrical Engine_ering; stu~ents in the_ conduct of this pr_ogram:
Graduate Students: F. Christ, R. Hartman, K. Labib, ~nd c .. Sayl'!.r;
Undergraduate Stude~ts: D. Hawkins and W. S~?cy. Special Acknowledgement is
made of the contribution_ of Dr. F. w. Morgan,, Department of Mathematical
Sciences.
Mr. E. L. Royal was the.Jet Propulsio~ Laboratory Technical Manager for
this wo.rk.
·::.
ii

ABSTRACT·
The work covered in this report represents the second year's effort of a
continuing program to determine the 'reliability attributes of terrestrt'al
solar ceilS •. Three main tasks were undertaken during the reporting petiod:
1) a study of the electrical behavior' of cells' in the second (reverse)
quadrant; 2) the accelerated stress testing of three new state of the art
cells and .3) the·continued bias-temperature testing of four Block IT type
silicon cells at 78oc and 135°c. Electrical characteristics measured in ,
the second quadrant were determined to be a function of the cell's thermal
behavior with breakdown depending on the initiation of localized heating. ·
This implied that· high breakdown cells may be more fault tolerant when forced
to operate in the second quadrant--a result contrary to conventional
thi.nking. The accelerated stress tests used in the first (power) quadrant
were bias-temperature, bias-termperature-humidity, temperature-humidity,
thermal shock, and thermal cycle. The new type cells measured included an
EFG cell, a polycrystalline cell, and a Czochralski cell. Electrical
parameters measured included ISC' VOC' PM, VM, and IM • Incorporated in the
report are the distributions of prestress electrical data for all cell types.
Significant differences in the response to the various stress tests were
observed between cell types. A microprocessed controlled, short interval
solar cell tester was designed and construction initiated on a prototype for
use in the program.
'iii

SUMMARY
The second year of the accelerated reliability testing,program extended
the first year's effort and included the stress testing o.f thr~e additional
cell types. In a separate effort the seco~d ~uadrant behavior of cells was
investigated. Stress test results again showed a .wide· variabiH.ty. among cell
types in their ability to withstand the effect of various stres.ses. For .
example:
1) Bias-temperature stress testing showed significant degredation,
consistent in time, for one cell type and only moderate.'degredation
for another cell type. The final. cell type ·showed no significant
degredation at all.
2) Bias-temperature-humidity stress testing showed significant
degredation, consistent in time, for one .cell type and only moderate
degredation for the other cell types. Furthermore, these two cell
types actually .showed less deg~edation towards the end of the test.
3) Sensitivity to thermal cycle and thermal shock stress varied both in
severity and in characteristic failure mode from cell type to cell
type.
4) One cell type gave an indication of infant,mor~aiity. failure--the
first that has been observed in. two years. of. testing.
5) The cell types teste~. appear~d. to be less prone· to the increased
series resistance failure mode, which was predominant tn the first
year's effort. Instead, . much' of the degredation. co~ld be related to
Isc reduction. '.
:· . . ·;·
iv.

6) It appeared that EFG material, at least in the configuration tested,
was· more sensltive to· .:thermal cycle/thermal shock than either·
· · ·; · ~: · Czochralski or polycrysta'lline material. '· ·
Tlie.·'second ·quadrant studies. cortf•irnred that breakdown :is a ·thermal
phenonmenon and to· a first approximation. ·the temperature of a cell at the
breakdown knee·is·a constant; independent:of .where the 'knee occurs.
Techniques are described for observing the occurrence of a non-uniform
temperature distribution ·across.the cell• ·
' New test' jigs were constructed to hold cells during bias-temperature
testing •. A microprocessor controlled, short interval tester was designed to
eliminate the problems of temperature variations during measurement. A
prototype. system:is presently'under contruction •
.....
. ..... !
v

TABLE OF CONTENTS
Section
ACKNOWLEDGEMENTS
ABSTRACT
SUMMARY
TABLE OF CONTENTS
LIST OF FIGURES
LIST OF TABLES
1.0 INTRODUCTION
2.0 SECOND QUADRANT STUDY. Introduction. • • 2.1
2.2 2.3 2.4 2.5
Pulsed Second Quadrant Characteristics. • • . • • • • . Steady State Second Quadrant·: VI Characteristic. Cell Temperature Measurement ••• · .•• Conclusions on Second Quadrant Studies.
3.0 ACCELERATED STRESS PROGRNM • 3.1 Procedures ••.•••• 3.2 Stress Test Fixturing •
4.0 MEASUREMENT TECHNIQUES • 4.1 General ..• · ....••• 4. 2 Simulator Design. • ••.•• 4.3 Measurement Jig Design. • .• • ••. 4.4 ·Variation of Parameters with Temperature.
. .
.
.
.
Page
ii ..
iii
iv
vi
viii
viii
1
9 11 . . . 11 . . . 16
32
. . . 35 . . . 37 . . . 37
4.5 Devel~pment of Microprocessor Controlled.Solar Cell Tester.
43 4:S 47 49 53 57
5.0 CONTINUING STRESS TESTS -A, B, C, E TYPE CELLS. 5.1 Introduction ••• 5.2 B-T Test Results •••••••••••
6.0 STRESS TESTS RESULTS--NEW CELL TYPES F, G, AND H • 6.1 Introduction. • . • • • • • • • • ••••.•• 6.2 Bi~s-Temperature Stress Test Results ••••• 6.3 Bias-Temperature-Humidity and Temperature-Humidity Stress
Test Results. • . • . • .•••••••••••. 6.4 Thermal Cycle/Thermal Shock Stress Test Results
7.0 CONCLUSIONS. . . . . 8.0 RECOMMENDATIONS.
9.0 NEW TECHNOLOGY •
vi
. . . . 63 65 65
73 75
• . 78
89 . 108
117
123
127
1

TABLE OF CO.NTENTS .. .(continued)
Section \
APPENDICES
A- Electrical Parameter Distributions of Type F, G, and H . ! '·
Solar Cells • . . . . . • • . • . • . • . • A-1
B - Variation of Cell Parameters with Temperature B-1
C - Temperature Sensitive Phosphor Information •• C-1 • ..
' '
• I ·~ •
'.
vii

LIST OF FIGURES
Figure
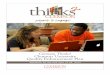
1.1 Reliability Methodology_Second'Year Program.
2.1 Typical Second Quadrant Characteristics Made with Model 176 Curve Tracer Attachment. ·'·:
2.2 Typical Intrinsic Second Quadrant Characteristic. '
2.3 Second Quadrant A Cell Characteristics Made Under Steady State Conditions.
2.4 Intrinsic Temperature vs. Doping Level.
2.5 Hole Formed in Cell as a Result of Mesoplasma Formation.
2.6 Temperature Sensing Grid Geometry.
2.7 Second Quadrant Characteristics of Gridded Cell.
2.8 Photograph of Gridded Cell Taken at Point 1 of Figure 2.7.
2.9 Photograph of Gridded Cell Taken at Point 2 of Figure 2.7.
2.10 Photograph of Gridded Cell Taken at Poirit 3 of Figure 2.7.
2.ll Phosphor Decoration Measurement System.
2.12 Photograph of Phosphor Decoration Temperature Measuring Systems.
2.13 Photographs of Phosphor Decorated Cell at Different Second Quadrant Operating Points (See ~igure 2.14).
2.14 Second Quadrant Cell Characteristic Showing Points at Which Photos·o£ Figure 2.13 were Taken.
2.15 Second Quadrant Characteristics-Showing Three-Reliability Mode Ranges.
3.1 Schematic Exploded View of New-Design Stress Testing Jig.
3.2 Photograph of New-Design Stress Testing Jig Being Loaded.
4.1 Heat Flows in Cell Measuremept Jig.
4.2 Improved Arrangement of Bulbs in _New Light Source.
4.3 Type F Cell Electrical Measurement Jig.
4.4 Type G Cell Electrical Measurement Jig.
4.5 Type H Cell Neasurement Jig.
viii:
Page
' 4•-
'·12.
t4~
17
19
22
24'
25
26
26
27
28
29
30
31 (~ ,_
33
41
42
46
48
·so
51
52

F'igure
4.6
4.7
4·.8
5.1
5.2
5.;4
6.i
6~2
6.4
6.5
6.6
6.7
6~8
6.9
6.10
6.11
LIST OF FIGURES (continued)
Back Side of Typical Type G Cell Showing Solder Irregularities.
Type F Cell Tempe~ature Distribution Under Electrical Measurement Conditions, Water Bath Temperature 26°C.
•• ,, T J
Microcomputer· Controlled Short Interval Sol~'r Cell Tester ..
Mean Percent Decrease .. in., Pm. fqr 7:5°C B-T Stress Test, Cell Types A, B, C, and E.
Mean Percent Decrease in Pm for 135°C B-T-· Stress Test, Cell Types A, B, C, and E.
Type E Cell Pm Distributions, Prestress (a) and after 8960 Hours (b) or 135°C BT Stress.
Degraded Type E Cell I-V Characteris~ics, Prestress and After 8960 Hours of 135°C BT Stress.
Stress Testing Schedule and Downtimes.
Mean Percent Decrease in Pm for Type F Cells, Bias-Temperature.Stress Tests.
Type.F Cell 75°C Bias-Temperature Stress Test Lot Pm Distribution, Prestress and.After 2400 Stress Hours.
Type F Cell 150°C.Bias-Temperature Stress Test Lot Pm Distr~bution, Prestress. and After ·2~00 Stress Hour.s.
Type F Cell 150°C Bias-Temperature Stress Test Lot Isc Distribution, Prestress an~ Afte~ 2400 Stress Hours.
Mean Percent Decrease in Pm for Type G Cells, Bias-Tempera-ture Stress "rests. · · . .
0 Type G Cell .150 C Bias-Temperature Stress Test Lot Pm Dis-tribution,. Prestre~s and After 2400 Stress Hours.
Type G Cell 150°C Bias-Temperature Stress Test Lot Vm Distribution, Prestress and After 2400 Stress Hours.·
Mean Percent Decrease in P for Type H. Cells, Bias-Tempera-ture Stress Tests. m
Mean Percent Decrease in Pm. ·f~r Type F C~ils, TemperatureHumidity (85°C/85%RH) Stress Test.
Mean Percent Dec~ease in Pm for Type F Cells, TemperatureH~idity (Pressur~ Cooker) Stress Test.
ix
54.
55
59
66
67
79
70
77
79
80
81
82
84
85
86·
88
90
91

Figure
6.12
6.13
LIST OF FIGURES:(continued)
Type F CellBias-Temperature-Humidity (Pressure Cooker) Stress Test Lot Pm Distribution, Prestress and After 499 Stress Hours.
.Type F Cell Bias-Temperature-Humidity (Pressure Cooker) Stress Test Lot Isc Distribution, Prestress and After 499 Stress Hours.
6.14 Type F Ceil Bias-Temperat\ir'e~Humid"i.ty· (85PC/8"5%RH)· Stress Test Lot Pm Distribution, Prestress and After 2006 Stress Hours.
6.15.
6.16
Type F Cell Bias-Temperature-Humidity (85°C/85%RH) Stress Test Lot Isc Distribution, Prestress and After 2006 Stress Hours •.
Mean Percent Decrease in P for Type G Cells,· temperatureHumidity (85°C/85%RH) Stre~s Test.
Mean Percent Decrease in Pm for Type G Cells, Temperature-Humidity (Pre~sure Cooker)· Stress Test. .: · · ~
Type G Cell Bias-Temperature-Humidity (Pressure Cooker) Stress Test Lot Pm Distributions, Prestress and After 204 Stress Hours.
6.19 Type G Cell Bias-Temperature-Humidity (Pressure Cooker) Stress Test Lot Isc Distributions, Prestress and After 204 Stress Hours.
6.20
6.21
Mean Percent Decrease in Pm for Type H Ce'lls,. 'Bias-Temperature--Humidity (85°C/85%RH) Stress Test.
Mean Percent Decrease in Pm for Type H Cells, TemperatureHumidity (Pressure Cooker) Stress Test.
6. 22 Type H Cell Bias-Temperature-Humidity (Pressure Cooker) Stress Test Lot Pm Distributions~ Prestress and After 285 Hours.
6.23 Type H Cell Bias-Temperature-Humidity' (Pressure Cookerf" Stress Test Lot I 5 c Distributions, Prestress and After 285 Stress Hours.
6.24
6.25
6.26
. )
EXample of Metallic Deposit on:Type H B-T-H Pressure Cooker Cells.
Mean Percent Decrease in Pm for __ Type F C.ells~ Thermal· Cycle and Thermal Shock Stress Tes.ts·.
. Mean Percent Decrease in P~ for Type G Cells,· Thermal Cycle and Thermal Shock Stress Tests.
·'
X
92
93
95.
'96
97
98
100
101
102
103
105
106
107
.. 110
lll

Figure
6.27
6.28
6.28
6.29
7.1
A-1
' A-2
A-4
A-5
A-6
A-7
A-8
A-9
A-10
·A-ll
A-12
A-13
A-14
A-15
B-1
B-2
B-3
LIST OF FIGUR~S (continued)
Nean Percent Decrease in Pm for Type G CeL~s, Thermal Cycle and Thermal Shock Stte~s Tests.
Typical Physical Effects of Thermal Shock/Thermal Cycle on Type F'Cells.
(Continued)
Typical Conchoidal Fracture Caused by Thermal Shock, Type G Cell.
Typical Physical ·Effects of Thermal Cycle/Thermal Shock on Type H Cells.
Relative Effects of Accelerated Stress Tests on Pm.
Prestress Distribution of V0 c, Type F
Prestress Distribution of Isc' Type F
Prestress Distribution of Vm, Type F
Prestress Distribution of ~' Type F
Prestress Distribution of Pm, Type F
PrestFess Distribution of Voc' Type G
Prestress Distribution of Isc' Type G
Prestress Dis.tribution of Vm, Type G
Prestress Distribution of lm• Type G
Prestress Distribution of Pm'· Type G
Prestress Distribution of Voc'' Type H
Prestress Distribution of Isc' Type H
Prestress Distribution of V , Type H m
Prestress Distribution of Im' Type H
Prestress Distribution of Pm, Type H
V0
c vs. T for F Cells Showing Average Slope.
Isc vs. T for F Cells Showing.Average Slope.
Pm vs. T for F Cells Showing Average Slope.
V vs. T for G Cells Showing Average Slope. . oc
xi
ll2
ll3
114
ll5
ll6
121
A-3
A-4
. A-5
A-6
A-7
A-8
A-10
A-ll
A-i2
A-13
A-14
A-15
A-16
A-17
B-1
B-2
B-3
B-4

~------------------------------------------
Figure
B-5
B-6
B-7
B-8
B-9
LIST OF FIGURES (continued)
Isc vs. T for G Cells Showing Average Slope.
P vs. T for G Cells Showing Average Slope. m . -
V vs. T for Type H Cells Showing Average Slope. oc
Isc vs. T for Type H ·cells Showing Average Slope:
Pm vs. T for Type H Cells Showing Average Slope. •, 'I ·,• • ~· . .':<
' .. ~ ..
~ J· ••
- -----------
B-5
B-6
B-7
B-8
B-9
: .. (

Table
1.1
2.1
2.2
LIST OF TABLES
Physical Characteristics· of Cells: Tested. in Clemson Program.
Second Quadrant.Voltages Measured at Two and Three Times Isc under Pulsed Conditions.
Second Quadrant Voltages Measured at Two and Three. Times Isc under Steady State Conditions.
3.1 Stress Test and Lot Identification for First and Second
4.1
6.1
6.2
6.3
6.4
6.5
6.6
6.7
Year Progt:ams.
Parametric. Temperature Sensitivity for Various Cell Types.
Stress·Test Lot Sizes~
Mean Values and Standard Deviations of Prestress Elec-trical Parameters, Type F Cells.
Mean Values and Standard Deviations of Prestress Electrical Parameters, Type G Ceils ~
Mean Values and Standard Deviations of Prestress Electrical Parameters~ Type H Cells.
Cumulative Percent Type F Cells Exhibiting Catastrophic Failure in Thermal Cycle and Thermal Shock Tests.
Cumulative ~ercent Type G Cells Exhibiting Catastrophic Failure in thermal Cycle and T~ermal Shock Tests.
Cumulative Percent Type H Cells Exhibiting Catastrophic Failure in Thermal Cycle and Thermal Shock Tests.
6
15
20
39
56
75
76
76
76
109
109
109
A-1 , Mean Pin and Standard Deviation for Prestress Cell Population. A-1
A-2 Mean 1sc and.Standard'Deviation· for Prestress Cell Popu-lation~ A-1
A-3 Mean V0 c and Standard Deviation for Prestress Cell Popu-lation. A-1
A-4 Mean Im and Standard Deviation for Prestress Cell Population. A-2
A-5 Mean Vm and Standard Deviation for Prestress Cell Population. A-2

0 ......

('
THIS PAGE
WAS INTENTIONALLY
LEFT BLANK

1.0 INTRODUCTION
The reliability characteristics_of solar cells intended for low-cost
terrestrial applications, either central pow~r generation or distributed
residential usage, will be a key factor in the determination of the economic
feasibility of such systems. DOE cost goals for terrestrial photovoltaic
syste~s, for example, are based on the assumption of a 20-year module life.
Interpretation of such specific module life figures, however, is only
meaningful when done in terms of system life cycle costs. Minimization of a
system's life cycle costs will involve developing strategies for repair and
replacement of modules as well as the design acceptance of some performance
degredation. The concept of module life is analagous in many respects to the
concept of lifetime of any consumer product. The term, 5-year life, when
applied to an automobile, for example, does not mean that it will perform as
new during those 5 years, but rather that repairs will be minimal and that
performance remains satisfactory. It is in this same context that the
20-year photovolta~c. module goal should be viewed.
The fact.that system reliability goals must, of necessity, be somewhat
' . nebulous, however, does not. mean that reliability studies are unnecessary.
It is important to establish the methodology and to acquire the data for ...
assessing the reliability ~ttributes of state of the art technology. Clemson
University has been engaged in a program to investigate the reliability
attributes of terrestrial solar cells and to define applicable accelerated
test procedures which can be used for such monitoring. This report describes
the program's second year activities.
The reliability test program, being performed by Clemson University as
part of DOE's Low Cost Solar Array. (LSA) Project under contract to the
3

.C FiEPEATABILITY · ...... ·~ ERROR•:<·I 0At
ELECTRICAL . · · . · . . ELECTRICAL MEASUREMENT~ . . / MEASUREMENT
· . ·~STRESS~·. .
·ADHESION ~ . ·. ·~ . ADHESION MEASUR~MENT MEASURE~ENT
ELECTRICAL PARAMETERS
"
INSPECTION
LOW POWER MAGNIFICATION
PHOTOGRAPHY
Figure 1.1. Reliability Methodology Second Year Program.
4

Jet Propulsion Laboratory, was started in Decmeber 1977 and repr~~~nt~d the
first known systematic attempt by independent investigators to define the
basic 'reliability attributes of ten:estria.l· s.olar celis. Results of ~he
first year's program were report•ed ·i~~:ttie:First Annual Report,
DOE/JPL-954929-79/4, May 1979. The program developed test'metholodology and
accumulated baseline accelerated stress reliab-ility data on four different
cell types identified as A, B, C and E. The cells, which were representative . . ~
of commercial, state-of-the-art cells used in JPL/LSA Block II and III solar
cell module procurements, were unencapsulated so that the reliability
attributes encountered were a function only of the basic cell structure and
not of the encapsulation. Results of the first year's program included a
preliminary reliability qualification test sche~ule, develqpment of
reproducible electrical measurement techniques, and implementation of a
computerized system for reliability data managemnt and analysis. Quantities
of A, B, C and E cells were continued under bias~temperature stress at two
different temperatures throughout the second year program and ·the results
reported.
The second year program has refined and extended many of the techniques
developed under the first.year's program. Accelerated environmental stress
testing were performed on three new cell types, indentified as F, G and H,
representing quite different technologies from the original ·four cell types.
Table 1.1 lists the physical characteristics of all cell types tested to
date. The program utilized the conventional reliability methodology
illustrated in Figure 1.1.1. The cells were initially electrically measured
and visually inspected. Quantities of ··cells were then subjected to various
stresses for various lengths of times and remeasured. This sequence of
5

..
TYPE SIZE THICI<NESS AR TECHNOLOGY METAL
(in) (mils) COATING .. ..
A 4,DIA 24 NO PIN SOLDER
B 3,DIA 19 YES N/P THIN FILM
I TiiPdl Ag
.c· 2,DIA 20 YES NIP· SOlDER I .,
E 3,DIA 15. NO . NIP·. THICK . : ·,
·-I " .• FILM Ag
F 3.9 X 0.8 13 YES NIP SOLDER . ·. ,,
EFG SILICON
G 3,DIA· 12. YES NIP SOLDER
H 2 X 2 12 YES NIP THIN FILM POLY-SILICON (IMPLANTED) TiiPdl Ag
Table 1.1. Phvsical Characteristics of Cells Tested in Clemson Program.

measure-stress-measure was repeated many times for each s~ress test. The
measurement repeatability insured that electrical degredation due to stress
as small as + 2% could be detected.
In addition to environmental ·stress involving factors such as
temperature and humidity, it has become evident that operational factors can
play a significant role in cell reliability. Specifically, module field
failure can result from the shifting of a cell's operating point from normal_
operation in the first or power quadrant of the VI characteristic to the
second or reverse quadrant. Because large amounts of power can be dissipated
in the cell in the second quadrant the cell overheats in this mode leading to
possible early failure. A separate task of the second year's program
involved a preliminary investigation of the behavior of cells in the second
quadrant with the objective of developing techniques for more detailed
quantitative second quadrant characterization and correlation with
reliability factors.
The tec;hnical portion of this report is organized to present the second:
quadrant studies first, followed by a description of the accelerated stress
' testing program and its results. The report focuses primarily on the events
which occurred during the second year's effort. Small amounts of descriptive
material presented in the First Annual Report are repeated for clarification
where necessary, but in general the Second Annual Report should be viewed as
the second volume in a series, rather than as a stand alone document.
7

(!
THIS PAGE
WAS INTENTIONALLY
LEFT BLANK
···r

------·-
0 . N

.....
THIS PAGE
WAS INTENTIONALLY
LEFT BLANK

2.0 SECOND QUADRANT STUDY
2.1 Introduction
The deeper one becomes involved with terrestrial solar cell reliabi
lity the more evident it becomes that the problem of cell reliability is not
just confined to normal operation in the first quadrant. Through the effects
of VI characteristic mismatch within a module, variable rates of aging,
shadowing, cell fractures, etc., cells are often forced to operate in the
second (power consuming) quadrant. Therefor, as a separate effort during the
second year of work, the characteristics of different cell types were studied
in the second quadrant and initial results presented in this report.
The second quadrant characterization work at Clemson was concerned
mainly with correlating cell thermal stresses with their electrical
characteristics and was done under controlled laboratory conditions. In the
field, where second quadrant operations in modules can occur, the
interaction between cells presents complicating factors which were not
investigated in this work.
2.2 Pulsed Second Quadrant VI Characteristics
A Tektronix ~lode! 176 pulsed high current fixture was acquired for use
with a 576 curve tracer in order to measure second quadrant characterisitics
with heating. This plug-in fixture permits solar cell characteristics to be
taken under pulsed conditions to 200 amperes peak current. The pulse width
is 300 sec at a 60 Hz repetition rate resulting in a duty cycle of less than
2%. the second quadrant VI characteristics thus can be traced out with only
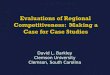
minor heating effects which, for the most part, may be neglected. Figure 2.1
shows typical traces obtained for type A and Type G cells. Breakdown occurs
at approximately 78 volts. Two curves are shown for each cell: the lower
11

,------------------ ----- - -
a) A Cell
b) G Cell
Figure 2.1 . Typical Second Quadrant Characteristics Made with tfude1 176 Cruve Tracer Attachment.
12
l
I
lj
i
l

i•
I !'
trace was taken in the dark while the upper trace was under 100 mW/cm2
illumination. To a first approximation the illuminated characteristic is the 1
same as the dark characteristic shifted by Isc• Since the
characteristics measured in this. fashio~ are independent of localized thermal
effects they may be denoted as "intrinsic", meaning they are a function of
the cell construction c;mly and not of. the particular heat &inking used.
A number of measurements were made of intrinsic second· quadrant
characteristic on different cell types.· While Lhere was appreciable
variation from cell to cell within a given cell type population a typical _
second quadrant "signature" could be observed which was characterist;lc of
each type. Figure 2.2 is a comparison of typical intrinsic second quadrant
characteristics for the different types measured. Cell type A consistently
had the highest breakdown voltage while cell types E and G consistently had
the lowest. Note also the low shunt resistance asssociated with type E
cells.
In order to obtain ~tatistical information, cell voltage was read at 2
tim~s I sc , (V 02
)'~ and a~ 3 times I sc , (V 03 ) • The closer these two values
are together, the sharpe_r . t~e knee of.. the sec;ond quadrant. The voltage
values and their standard deviations are shown in Table 2.1 together with the
ratio v03
- v02 V02
, w~ich is ·a: crude measure of breakdown sharpness. The
"soft" characteriStic caused by lo·'l shunt resistance is clearly evident
for type E cells.
The breakdown mechanism associated with pulsed measurement is avalanch
multiplication, i.e. the voltage across the p-n junction increases to the
point.where the leakage current flowing across the space change creates
add-itional carriers by impact ionization. This type of breakdown has a
13

l.OOmW/cm2
80 60 40 VOLTS.
Figure 2.2. Typical Intrinsic Second Quadrant Characteristics ..
G
10
8
6 AMPS
4
20 0

Cell Type
A
B
c
·.E
G
•(:,
Table 2.1 Second
v02 (Volts)
62 + 28
37 + ·21
39 + 14
12 + 2
25 + 6 -
v @ 3! sc
v03 (Volts)
69 + 32
46 + 19
so+ 15
21 + 3
29 + 5
Quadrant Votages Measured at Two and Three Under Pulsed Conditions.
15
%
'11
24
28
75
16
Times lsc

positive temperature coefficient; i.e. the breakdown voltage increases as the
temperature increases,· and is the type of breakdown normally found in
semiconductor diodes. However, pulsed and steady state breakdown in a
semiconductor diode tend to be the same whereas this is not the case for a
solar cell. The fact which. causes the difference is the tremendous amount of
power being dissipated in the second quadrant by virtue of the cell being
illuminated. This will be discussed in detail in the next section.
2.3 Steady.State Second Quadrant Vl Characteristic
. At the oppQsite extreme to low duty cycle pulsed measurement is steady
state measurement. In this technique the voltage across a cell is raised
very slowly so that the cell remains in quasi thermal eq~ilibrium. The power
bef!lg dissipated in the illuminated cell is.roughly the short circuit
current, Isc' times the voltage across the cell. Figure 2.3 represents
the x-y recorder trace of an A cell measured in this fashion while suspended
in free air with no heat sinking. Superimposed on the VI characteristic are
a family of constant power hyperbolas. Notice that although the maximum
power the cell can deliver is only 0.8 Watt, 10 to 50 Watts can be dissipated
in the reverse direction by virtue of the photon generated current. Notice
'· from Figure 2.3 that the steady state breakdown is much less than the pulsed
breakdown shown in Figure 2.2. Since the cell is obviously much hotter in
steady state than when pulsed, the mechanism must be different in the two
cases, otherwise the steady state breakdown voltage would be greater than the
pulsed.
The mechanism which causes the current to increase (deviate from the . .
straight line) as the reverse vol~age of Figure 2.3 approac~es 15 volts is . . .
the increase in leakage current due to the thermal generatio~ of carriers.
16

(.
• - ,t 'I "'··••-
~ ; ' : . ' .., :~
6
-< ~
1-.Z w a:
·a: :;:)
50 (..)
...... 40 ...... 30
) UJ (..)
20 10
-20 -15 -10 -5
CELL VOLTAGE (VJ
· .. ·
¥.
Figure 2. 3. Second Quadrant A Cell Characteristic·s Mad.e Under· Steady State Conditions. ·
.I
17

,r
Thermally generated leakage current at this v~lue of reverse voltage has
become an appreciable fraction of the photoq generated current. As previ-
ous_ly discussed, the heat which thermally generates the hole-electron pairs
comes from this photon current and the reverse potential. ·In silicon, the
thermal generation of hole-electron pairs results in an intrinsic concen-
tration of electrons and holes per cubic centimeter given by
19 T 312e. -0.55/KT
ni = 1. 69 X 10 I JOO
At 300 K the. intrinsic concentration is 1.38Xl010 cm-3, and is negli-
gible co~pared to ordinary doping levels. Consequently any thermally
ge~erate~ leakage at this tempe~ature will be orders of magnitude less than
the reverse diode diffusion current derived from doplng levels, which, in turn,
is orders of magnitude less than the .photon gener~ted'' current. However, Ni
increases rapidly with temperature, approximatley doubling for every 11°C
rise in temperature, and at high temperatures generation will become the
dominant process of hole-electron production.
Figure 2.4 is a plot of the temperature ·at which the concentratiQn due
to thermal effects, ni, becomes equal to the orig~nal concentration of the
base as a function of the base doping level. This temperature is termed the
intrinsic temperatu.re, e i • It can be seen that for normal base doping
levels the intrinsic temperature is the order of 300°C. Below ei ,the
carrier concentration· in silicon is relatively.'temperature independent, while
above e 1 it rises exponentially with temperature·. At temperatures below ei
the power dissipated in the slice due to :the photon generated reverse current
causes the cell to heat unifor~y and operation is inherently stable.
18

I.
,,
!.
(:· . /·
-.,
)I
500
400.
-u 0 -aj-
300·:
200
100~------_.----~--~------_.------~ 13
10 1016
· BACKGROUND BASE CONCENTRATION .(cm3 )
Figure 2.4. Intrinsic Temperature vs. Doping Level.
19

---------------------------------------------------------------------------------------
As the reverse voltage is further increased, the localized temperature
at some point in the cell will exceed e i due to an inhomogene:f.ty. When this
occurs, current at this point becomes appreciable compared to the photon
current, increasing the localized power dissiption and temperture still
further resulting in a positive feedback situation capable of producing
thermal runaway. It is said at this point that a localized mesoplas,ma has
formed. Current through the device becomes limited only by the external
circuit with possible catastrophic results. A highly negative resistance can
appear with a discontinous 4rop in voltage as shown in the characteristic of
Figure 2.3.
Steady state second quadrant characteristic data was.taken on different
devices and catagorized in the same fashion as was done for the pulsed case.
This is shown in Table 2.2. Notice that although there is a 2 to 1 spread in
the voltage breakdown from cell type to cell type, all types show low
values--less than 15 volts, and all types display a sharp knee character-
is tic.
V @ 2I V @ 3I V03- V02 sc sc
V02
Cell Type v02 (Volts) v03
(Volts) (%)
A
B
c
E
G
Table 2.2.
14 + .) 13 + 3 -8
8 + 1 8 + 1 0
13 + 2 13 + 2 0
7 + 2 7 + 2 0
13 + 3 13 + 2 0
Second Qaudrant Voltages Measured at Two and Three Times I sc. Under Steady State Conditions.
20
' r
j . '1

2.4 Cell Temperature Measurement
Second quadrant electrical characteristics are inherently tied to a
cell's thermal characteristics. If a cell could be supplied with an infinite
heat sink, then the characteristics (steady state) would appear as in Figure
2.2. With no heat sink (free air) the characteristics would appear as in
Figure 2.3. For practical heat sinks the steady state characteristics will
lie between these two extremes. Furthermore, the cell's thermal time
constant will dictate its response to sudden changes in operating conditions.
For example, if the operating point is suddenly shifted from forward to
reverse it is possible for a localized mesoplasma to form, whereas if the
same shift were performed gradually, none would occur because the heat gener-
ated would have had time to redistribute itself, and the temperature 6 . would ~
never be reached. An example of a transient phenomenon of this sort is shown
in Figure 2.5. In this case the operating point was suddenly shifted from
short circuit, I = Isc , to the second quadrant, I = 2Isc , a point where the
cell had previously operated in a stable fashion under steady state condi-
tions. In the transient case, however, a mesoplasma formed in which the core
temperature exceeded the melting point of silicon, 1412°C, causing a hole to
be formed through the cell.
It is obvious from events of this sort that measurement of cell tempera-
ture and cell temperature distribution in the second quadrant is of great
significance and two measurement approaches were investigated. The first

Figure 2 . 5. Hole Formed in Cell as a Result of Mesoplasma Formation.
22

----------------------------------------------------------------------------------------------------- ·----
cell in such a way as not to block the light, it was applied in the form of a
grid to the top surtace. By using 3 grids, 3 different temperatures could be
detected. Figure 2.6 schematically illustrates how grids indicating 204°C,
288°C, and 427°C were applied to a cell. The grids were observed as the reverse
characteristic, illustrated in Figure 2.7, was traced out. Figures 2.8, 2.9 and
2.10 are photographs of a "gridded" G cell taken at points 1, 2 and 3
respectively of Figure 2.7. Figures 2.8, taken at V = 0 (point 1), shows all
three grids undisturbed. Figure 2.9 taken at V = 7 volts (point 2) shows a
change in the 204°C grid between the current probes. Figure 2 . 10 taken at V = 9
volts (point 3) shows changes in both the 204°C and 288°C grid in this same
region, but the 427°C grid is undisturbed.
Results of experiments with the temperature sensitive point seemed to
confirm the operational hypothesis stated in Section 2.3 relating to mesoplasma
formation at T = e .• HowP.ver 5 while the method is satisfactory for observing l.
regional cell temperature variations it does not have sufficient resolution to
view localized mesoplasmas. To accomplish this, experiments were run using
temperature sensitive phosphors* coatings applied to the back side of cells. A
schematic of the measurement method is shown in Figure 2.11 and a photograph of
the actual apparatus is shown in Figure 2.12. In this technique a temperature
sensitive phosphor (see Appendix C) is applied to the back of a cell. The front
side of the cell is illuminated from underneath with the solar spectrum while
the phosphor coated back side is illuminated from above with an ultra violet
lamp. Figure 2.13 shows how the temperature distribution can be observed at
different points along the characteristic of Figure 2.14. The formation of a
*This approach was first suggested to us by personnel at the Nationa l Bureau of Standards who had used similar techniques to study second breakdown in power transistors.
23

CURRENT PROBES
Figure 2.6. Temperature Sensing Grid Geometry.
24

-10 -5 CELL VOLTAGE (V)
Figure 2 . 7. Second Quadrant Characterist-ics of Gridded Cell.
25
4
2
-c:t -1-z w 0:: 0:: :::) 0
_J ..J w 0
0

Figure 2.8. Photograph of Gridded Cell Taken at Point 1 of Figure 2.7.
Figure 2.9. Photograph of Gridded Cell Taken at Point 2 of Figure 2.7.
26

Figure 2. 10. Photograph of Gridded Cell Taken at Point 3 of Figure 2. 7 .
27
----------------------- _ __________________________________ __j

N ():)
UV LIGHT
I// 1/
SOLAR SPECTRUM
X-Y PLOTTER
Figur e 2 .ll. Phosphor Decora tion Measurement System .
PROGRAM. POWER
SUPPLY

Figure 2.12. Photograph of Phosphor Decoration Temperature Measuring System.
29

1 2
3 4
Figure 2.13. Photographs of Phosphor Decorated Cell a t Different Second Quadrant Operating Points (See Figure 2 . 14).
30

,. · .....
4
~ -J2
..... z lJJ a: 0: ::> u
··i
..J ~ L&J
; ! (.J .r-4
I
110 -20 -15 -10 -5 0
CELL VOLTAGE (V)
Fizure 2.14. Second Quadrant Cell Characteristic Showing Points at Which Photos of Figure 2.13 were Taken.
31

localized mesoplasma is clearly evident from these photographs. The pro-
grammable power supply was current limited to prevent irreversible damage
from occurring to the cell.
2.5 Conclusions on Second Quadrant Studies
A preliminary look at a limited number of cells has verified the thermal
nature of the solar cell's second quadrant. Three operational ranges can be
.defined as shown by the schematic second quadrant characteristic of Figure
2.15.
Region A. In region .A the temperature of the cell is less th~m l70°C and
uniform, but much higher than when operating normally in the first quadrant.
In this region the failure modes should be the same as in the first quadrant
and the electrical characteristics of the cell should degrade in exactly same
fashion as if the cell were on accelerated stress test in the first quadrant.
Region A can be referred to as the accelerated failure mode region.
Region B. In region B the temperature is greater than 170°C (melting point
of solder), but less than 8 • i
In this region the temperature is also
uniform (or nearly so), but the failure modes are one.s not encountered in
accelerated testing, such as molten solder effects, blistering and delamina-
tion of the encapsulant, and cracking of cells due to thermal mismatch.
Region B can be termed the high temperatue mode region.
Region c. Finally in region C the temperature reaches 8. in a localized l.
region. Temperature is very non-uniform across the cell with a mesoplasma
forming at a single spot. ·Unless externally limited in some fashion
catastrophic melting will occur. Region C is termed the catastrophic mode
region.
32
--,
I I
'
I _I

- ·4
-< -1
c - -2 I \.J~ :--.. B
AI I
-
I I
-10 ·5
CELL VOLTAGE
Figure 2.15. Second Quadrant Characteristics Showing Three Reliability Hade Ranges.
33

-~~~--~-------
As defined above for steady state conditions, operation in the second
quadrant is characterized by three different failure mode regions--all of
which are more severe than first quadrant operation. It is obvious, however,
that the lower the cell temperature, the less severe the stress. Thus cells
operating in the second quadrant should be kept as far below the knee as
·possible. Furthermore, since the temperature at the knee is roughly 9. , l.
independent whether the knee occurs at low voltage or high voltage, a cell
with a high breakdown sho·uld be able to survive second quadrant operatlori
better than a-cell with a low breakdown, all other characteristics being
equal. This conclusion conflicts with some of the current thinking, which is
based on limiting reverse power dissipation by low knee devices. The falacy
is that limiting power dissipation, unless it is accomplished by a different
mechanism such as a forward biased diode, does not limit temperature and it
is temperature which is the reliability stress factor, not power.
34

3.0 ACCELERATED STRESS PROGRAM

·;'f-
THIS PAGE
WAS INTENTIONALLY ) ' I
LEFT BLAN~K

3.0 ACCELERATED STRESS PROGRAM
3.1 Procedures
Accelerated testing was performed on three new cell types: F, G and H.
The physical characteristics of these cells was shown in Table 1.1. In
addition B-T testing was continued on A, B, C and E cells at 75°C and 135°C.
I Cells were inspected and photographed prior to testing, a:s described in the
First Annual Report. The stress tests used in the second year's effort
differed slightly from those used in the first year's program as shown in
Table 3.1. The 165°C bias-temperature test was dropped becaause it was felt
this temperature was too close to the melting point of solder. The power I
cycle test was also dropped because it had failed to show any effect when
applied to the A, B, C and E cells in the first year program. Two additional
tests were added: pressure cooker and 85/85 without bias, in an attempt to
determine if bias was of any significance in temperature-humidity stressing.
The mechanical pull strength tests performed on selected A, B, C and E type
cells, have not yet been performed on the E, G and H type cells. An addi-
tiona! factor to be noted is that the quantity of cells available for the
second year's program was less than for the first year's program. The
specific numbers and a discussion of their significance will be given in
Section 5.
3.2 Stress Test Fixturing
One major change in the accelerated test procedures was a change in the
method of supporting and contacting cells during bias-temperature testing.
The reader will recall that in the first year program miniature alligator
chipo were us~u to suspend and interconnect cells in both B-T and B-T-H
chambers. This technique, while inexpensive, had many disadvantages, parti-
37

Lot II 1st Year (A,B,C,D)
10
11
12
13
14
15
16
17
18
Lot II 2nd Year (F,G,H)
10
11
12
14
19
15
20
17
18·
Stress Test
75°C Bias - Temerature
l35°C Bias - Temperature
150°C Bias - Temperature
165°C Bias - Temperature
12l°C/15 Psig Steam Bias- Temp- Humidity
121°C/15 Psig Steam Temperature- Humidity
85°C/85%RH Bias - Temp - Humidity
85°C/85%RH Temperature - Humidity
Power Cycle
Thermal Cycle
Thermal Shock
Table 3.1 Stress Test and Lot Identification for First and Second Year Programs
38

cularly for B-T testing where the number of cells was large and ov~n capacity
limited. In order to overcome these jigging problems a new cell test holder
was developed. Specific advantages of the new design are:
1. Elimination of stress applied to cell tabs and tab attachment
points.
2. Greatly reduced loading and unloading times.
3. Elimination of the need to locate shorted cells after loading.
4. Increased interconnection flexibility.
5. Increasing packing density while maintaining comparable air flow
over cells.
An exploded view of the new-design cell holder is shown in Figure 3.1.
Figure 3.2 shows a photograph of the test holder being loaded. The frame
consists of vertical metal rods covered with insulating teflon tubing and a
stablizing bottom plate. Series connection of cells is achieved through the
use of convoluted beryllium-copper springs which connect the top surface lead
pattern of one cell to the bottom of the overhead plate, which is in turn
directly connect to the back of the next cell, and so on. As used in the B-T
stress tests a completed "stack" consists of 3 parallel connected sets of
cells; each set is in turn composed of 5 serially connected cells. Insula
tion of one set from the other is achieved through an insulating glass spacer
between the top plate of one set and the bottom plate of the next. Addi
tional insulation of cell leads is performed through the use of teflon
adhesive tape. Tightening of the top nuts compresses the stack and ensures
good electrical connection.
All jig materials were chosen for reliable performance at elevated
temperatures.· The spring metal was made of beryllium-copper which retains
39

its springiness, electrical conductivity and stability to temperatures of
175°C -- well above the highest test temperature of 150°C. Preliminary tests
showed tarnishing of the beryllium-copper, but this does not seem to affect
the alloy's performance. The plates were made of 30 mil stainless steel to
ensure good electrical conductivity, stability and rigidity allowing each
plate to support the column of plates and cells above it without bending,
thus reducing the stress on the cells.
No difficulties have been encountered with the new jigs and the design
appears ideal for B-T stress testing. It has not been usd in B-T-H testing
where cell quantities are smaller and the miniature alligator clip technique
has worked satisfactorily.
40

L
u Teflon Metal
/
Coated Rod
u
---~e-Cu Spring Metal
olar Cell
Stainless Steel ~1etal Plate
Figure 3.1. Schematic Exploded View of New-Design Stress Testing Jig.
41

Figure 3.2. Photograph of New-Design Stress Testing Jig Being Loaded .
42

0 .

'\ ..
THIS PAGE
WAS INTENTIONALLY
LEFT BLANK

4.0 MEASUREMENT TECHNIQUES
.4 • l General
Reliability testing involves repeated sequences of electrical measure
ment, followed by stress, followed by electrical measurement. Comparison of
before and after measurements are used to detect the irreversible changes
brought about by stressing. Since these changes may be small, an accurate
and highly reproducible measurement system is required in order to distin
guish between random errors and effects brought about by stress. Since the
"after" measurements may be taken weeks or even months after.the "before"
measurements, the repeatability requirement is particularly severe. The
me~surement technique used in the second year of the program was the equili
brium method, which was developed in the first year of the program and
reported in detail in the First Annual Report. This method, which is capable
of .:!: 1% repeatability, requires a fairly long measurement time during which
the cell temperature must be held constant at 28 + 0.5°C. The cells are held
down to a water cooled heat sink by air pressure (vacuum holddown) and
contacted on the back side by a spring loaded thermocouple. The temperature
of the cooling water is adjusted until a temperature balance is achieved
between the heat coming from the ELH simulator and that being removed by the
heat sink, so that an equilibrium cell temperature of 28 + 0.5°C is achieved.
With flat cells, which make uniform contact with the heat sink, each cell
will reach the same temperature as other cells and the temperature only needs
to be adjusted once for each cell type. However, this is not the case if the
cell surface is irregular as shown schematically in Figure 4.1. In this
case, not only does the heat removed by the sink vary from cell to cell
because of the variable ~ontact area, but there is also an undetermined
45

Figure 4 .1. Heat Flows in Cell Measurement Jig.
46
SPRHIG LOADED THERMOCOUPLE

amount lost by air leakage across the back into the vacuum system. The F
cells constructed from EFG ribbon were particularly bad in this respect. It
was obvious that it was not practical to adjust the water temperature for
each cell, as this would involve an impractical amount of time. The approach
followed on the F, G and H cells was to experimentally determine the varia
tion of the measurement parameters with temperature and use this information
to perform a software correction on the raw date. In addition a program was
initiated to develop an instrument capable of measuring a cell in less than 1
second exposure time. Such a short time would preclude the cell heating up
during measurement. Additional improvements in jig and simulator design over
the first year's effort are also discussed in this section.
4.2 Simulator Design
The ELH solar simulator was redesigned as shown in Figure 4.2 to make
the changing of bulbs easier and to facilitate alignment of the light
pattern. An elapsed time indicator was installed in the control panel so
that a running record could be kept concerning bulb life. Average bulb life
has been found to be approximately 60 hours. At $15 per bulb and 4 bulbs pe-r
simulator this works out to $1/hour in bulb replacement costs. The new bulb
mounts incorporated a 3-point adjustment mechanism which permitted each bulb
to be independently tilted. The intent was to achieve a more constant pro
file over the cell area. In actuality, however, tilting the bulbs appeared
to have only limited effect on the profile, probably due to the long reflec
tive barrel. Nevertheless. a completely satisfactory profile was achieved,
with a maximum variation of + 2.5% across the cell field. Furthermore, this
intensity variation was obtained without the use of a diffuser such as was
used on the A, B, C and E cells.
47

Figure 4.2. Improved Arrangement of Bulbs in New Light Source.
48

4.3 Measurement Jig Design
Tll~ electrical measurement jigs were redesigned, for testing F, G and H
cells, to use a common vacuum chamber with individual water cooling
contacting plates for each cell type. Figure 4.3 is a photograph of the jig
assembly for the rectangular F-cell, Figure 4.4 is a photograph of the jig
assembly for the round G-cell, and Figure 4.5 is a photograph of the square H
cell jig. As with the earlier jigs these incorporate a spring loaded
thermocouple/voltage probe. Also built into each jig was a photodiode
(Motorola MRD-510) which was used to continously monitor light intensity.
The light intensity was originally set as discussed in earlier reports (see
Second Quarterly Report, August 1, 1978, p.l2) using a reference cell and a
standard cell. Since reference cells were not supplied with any of the new
cell types, the cell type B reference cell was arbitrarily used for all. One
cell from each of the three new test populations was set aside and designated
as a standard cell. It was measured prior to measuring any group of cells
and the data served as a check on the system's calibration. The photodiode
was monitored between measurements, and if changes were observed the standard
cell was remeasured. This technique avoided any problem of lamp drift. The
photodiode, being in reality a miniature solar cell is itself a function of
temperature. Its output was made insensitive to temperature, however, by
heat sinking to the jug (constant temperature water bath) and by proper
choice of the diode load resistor value.
Type G cells presented a unique jig design problem since they were
received from the manufacturer without suitable test tabs. A Kapton® coated
copper sheet had been soldered to the metalized contact pattern at 6 points,
around the periphery of the cell, but could not be used for electrical
49

Fi gure 4.3. Type F Cel l Electr ical Measurement Jig.
50

Figure 4 . 4. Type G Cell Electrical Measurement Jig.
51

-------------------- ---- ------- --
Figur e 4 . 5 . Type H Cell Heasurement Jig.
52

connection. The copper sheet was therefore removed by cutting (no heat or
force was used) and electrical test connections were made using probes rather
than older connections. Since in the manufacturing process the cell had been
solder dipped with subsequent reflow, the back side was generally irregular
except in the center where the solder coating was relatj.vely smooth (see
Figure 4.6). Consequently, in the electrical measurement jig design the
vacuum hold down was restricted to this smooth central region, but the cell
periphery was allowed to rest on the jig as well for additional heat
removal.
Contact to the top s.urface metalization of the G cells was via 6 pairs
of voltage and current probes. All voltage probes were connected together as
were all current probes, but the two sets were insulated from each other and
separate connections brought out. The current probes were located closest to
the outside of the cell. The probes could be easily and quickly aligned by
eye and the cells were placed in the jig the same way each time using the
flat for orientation. Re?roducibility was satisfactory, but not as good as
tabbed cells. Because of the G cell dimensions the photodiode incorporated
in the jig was covered during cell testing, but was used to monitor lamp
intensity between tests.
4.4 Variation of parameters with Temperature.
As has been pointed out, lack of cell flatness made it impractical eo
measure each cell at the same temperature. Consequently, the temperature of
each cell was allowed to stabilize at its unique value during measurement.
This value was recorded and used to calculate the parametric values at 28°C.
The distribution of cells shown in Figure 4.7 gives an indication of the
53

Figure 4.6. Back Side of Typical Type G Cell Showing Solder Irregularities .
54

55 -
50 - ::;
45 -40 -
~=====~ 35
.,
~··· - ~::;
30 -Cl'l
25 ...:I ...:I
f;~ -to:!
u ~ 0 .20
f:;:;:;:·· r~;:;:; -IX:
to:! =:I s 15 z - ~·: ~~:
'·
10 - ::: ;[~; ~j: •;•;•;o;-:.
5 -0
t; ~~: E:!:!:;:;::::3
T 24 28 32
CELL TEMPERATURE (°C)
. Figure 4.7. Type F Cell Temperature Distribution Under Electrical Measurement Conditions, Water Bath Temperature 26°C.
55

temperature vairation that was observed during measurement. In order to
determine the appropriate correction factors to apply, 5 cells of each type
were measured over a temperature range from 20°C to 45°C. Although absolute
values of v0C , ISC , and PM varied from cell to cell, each cell within a
given cell type showed the same parametric variation with temperature.
Typical curves for the three cell types are shown in Appendix B. A summary
of the 5 cell sample, least squares fitted, averages is given in Table 4.1
for the 3 cell types studied during the second year's effort as well as for B
and E cells measured during the first year's program. Note the 3 to 1
variation in ISC sensitivity between cell ·types, and the fact that the
temperature sensitivity of v0
C and ISC ·apparently has little to do with the
sensitivity of PM to temperature. The values listed in Table 4.1 were used
in the following formulas-to· determine the parametric values at 28°C:
~::,.voc = VOC (T) - t::,.T
where T is the equilibrium temperature of the cell ·during measurement,
expressed in °C.
4.5 Development of Microprocessor Controlled Solar Cell Tester
The temperature correction of data, as discussed in the previous
section, does introduce an additional source of repeatability variation. In
addition, it would be difficult to measure encapsulated cells, or cells which
could not be conveniently heat sunk, using the equilibrium method. For these
56

Cell Type
B -2.3 .8 -2.65
E -2.0 1.7 -1.82
F -2.45 .639 -0.962
G -2.16 .537 . -2.92
·H -2.28 .988 -0.737
Table 4.1. Parametric Temperature Sensitivity for Various Cell Types
57

reasons a short interval tester was carried through conceptual design during
.the second year program, with the goal of subsequent fabrication. Concep-
tually a short interval tester lies between an equilibrium tester and a flash
tester of the type used for modules. The short interval tester keeps the
simulator on continously for stability, but exposes the cells for less than a
second, using a shutter, so that the temperature rise can be ignored. A
block diagram of the short interval tester is shown in Figure 4.8. The power
supply is an analog programmable supply which need not be reversible -in
current, but must be capable of both+ and - voltage operation. This dual
polarity is required for an accurate reading of short circuit current and to
take data in the second quadrant. In general; however, because of limita-
tions on the supply voltage the short interval tester has not been designed
to appreciably reverse bias cells. As has been pointed out in Sction 2.0 on
second quadrant studies, however, reverse breakdown in solar cells is a
thermal phenomenon and therefore should be measured ·under equilibrium condi-
tions. Thus second quadrant characteristics can not be meaningfully measured
using a short interval tester, whereas the effect on the first quadrant
characteristic of the cell's power dissipation can be ignored. Since the
supply must be capa~le of supplying the short circuit current of the largest
cell to be tested it must have at least a 2A rating. The power supply
controller is essentially a very accurate D/A converter which interfaces
between the computer and the power supply.
Internal operation of the system is as follows: The microcomputer,
using a stored program, sets the power supply to a specific current value.
The· data acquisition board makes successive measurements of the cell voltage
-as a function of time. The microcomputer compares succeeding values and
58

I
,,
I
II 4-Ltu'iP ELH SOLAR SIMULATOR
DC PO'I-."ER SUPPLIES
. L \ I j
'
. •
PLOTTER
OSCILLOSCOPE
TELETYPE
VOLTAGE LEADS
DATA ACQUISITION
'-----t BOARD
MICRO COMPUTER
CELL ill."DER TEST
CURRENT LEADS
PROGRAMMABLE POWER
SUPPLY
CONTROLLER
Figure 4.8. Microcomputer Controlled Short Interval Solar Cell Tester.
59

when no change is detected from one reading to the next it recognizes that
the steady state vatue has been reached and then stores this reading in
memory together with. the current reading. Note that because of the highly
accurate controller it is not necessary to measure current, only set it.
Once a reading has been stored the computer advances the power supply to a
new current setting and the process repeats itself until the entire V-I
characteristic has been determined and stored in memory. The microcomputer
then computes the maximum power point and the slopes of the characteristic
curve at ISC (measure of shunt resistance) and at v0C (measure of series
resistance).
Externally the measurement sequence is initiated by typing the cell
indentification number on the teletype and pressing a selected key. This
opens the shutter, exposing the cell to the ELH simulator, starting the
measurement sequence just described. At the conclusion of the test the
microcomputer outputs to the teletype the measured values of v0C , ISC , VM ,
~ , PM , RSH , and R5 as well as the ambient temperature measured indepen
dently using a thermocouple. The entire characteristic is simultaneously
displayed on an oscilloscope or other monitor. If hard copy is desired, a
command can be entered on the teletype and the characteristic plotted on the
analog plotter. Both plotter and scope presentations make use of the D/A
converters on the data acquisition board. It is intended that in addition to
a printed record the teletype will produce a punched paper tape of the data
which can be translated directly to punched cards suitable for IBM 370
processing without further human intervention.
Because of the short measurement time it is necessary to operate the
ELH simulator lamps on DC voltage. This has been confirmed by observing the
60

., I
ripple using an oscilloscope when the lamps are operated on AC. Since
measurements can be taken at rates as high as 20 KHz this ripple would make
accurate readings impossible. Use of DC lamp supplies does not require a
separate line regulator, however.
\
J I '.
61
·-.

•·
THIS PAGE
WAS INTENTIONALLY ; I

5. 0 CONTINUING STRESS TEST RESULTS - A, B, C, E TYPE CELLS

<!
< . .•
THIS PAGE
WAS INTENTIONALLY
·LEFT BLANK
'
. i

5.0 Continuing Stress Test Results - A, B, C, E Type Cells
5.1 Introduction
A, B, C and E type cells were·subjected to various stress combinations
during the first year's program and the results reported in the First Annual
Report. Two tests, 75°C and i35°C B-T, were continued for SO cells of each
cell type during the second ye'ar program in order to obtain nearly 9000 .
cumulative test hours at these temperatures.
5.2 B-T Stress Test Results
The results obtained from the long-term BT testing of type A, B, C and E
· cells are shown in Figures 5.1 and 5. 2. In these figures the mean percent
descrease of Pm for the four cell types, calculated on a cell-by-cell
basis, is shown versus stress time for the stress tests. The results confirm
some results reported in the First Annual Report and help to explain some
other puzzling effects noted in that work. For example, types B and C cells
are seen to be unaffected by· BT stress even at long times; this is in agree
ment with earlier results obtained using higher temperatures, in which type B
cells were unaffected up to 1200 hours at: 165 °C and type C cells showed only
very smail Pm degradation up to 1200 hours at 165°C (2). Long~term results
for type A cells shown in Figures 5.1 and 5.2 are consonant with results
reported earlier for testing at high temperatures. These degradation results
are quite significant since normal operating cell temperatures can range up
to 50°C - 60°C under reasonable module field conditions. The apparent
tendency toward saturation of the degradation for type A cells is actually
due t6 a logarithmic dependence of Pm degradation on stress test time. The
mechanism for the degradation shown in the figures results in series
resistance increase with time, as discussed in the First Annual Report.
65

(]\ (]\
LONG-TERM 75°C BIAS-TEMPERATURE TEST RESULTS
-~ 0 ..._
:E" a.. z w en <( w 0:: (.) w c I-z w (.) 0::: w Q.
z .<( w :?!
Figure 5.1.
6
4
2
0
-2
0
FIRST YEAR PROGRAM·
. I
I I I I I I I I .
2000
SECOND YEAR PROGRAM
0 TYPE A
~ TYPE 8
o TYPE C
0 TYPE E
4000 6000
STRESS TIME (HR) 0 .
Mean Percent Decrease in P for 75 C B-T Stress Test, Cell Types A~ B. C. and E. m
8000.·"
..

LONG-TERM 135° BIAS -TEMPERATURE TEST RESULTS 30
0 TYPE A SECOND YEAR PROGRAM
·'0 (;'. A TYPE 8 -::2:. o TYPE C ,.
a. OTYPE E z 20
FIRST YEAR
w PROGRAM
en <( w
0\ 0::: ..... u w
10 Cl
1-z w u 0::: w 0..
z 0 <( w ::E
0 2000 4000 6000 8000
STRESS TIME (HR) Figure 5.2. Mean Percent Decrease in P for 135°C B-T Stress Test Cell Types
M ' A, B, C, and E.

The abrupt onset of degradation for type E cells shown in Figure 5.2,
beginning at a time greater than 2300 hours, is of interest because the same
sort of behavior was· observed for this cell type under 165°C BT stress. In
the higher temperature case the onset of degradation began at approximately
600 hours and amounted to 20% degradation at 1200 stress test hours. Thus,
what once was observed as a puzzling phenomenon now appears to be consistent
behavior for this cell type, when stressed sufficiently over time and
temperature. The mechanism responsib1e.for this behavior has'not_yet been
identified, but some clues have been noted. The mechanism does not affect
all cells equally; as seen from the Pm distributions of Figure 5.3 approxi-
mately 50% of the lot population did not degrade appreciably under stress.
The other 50% of the population ·experienced both a decrea_se in mean Pm and . .
an increase in variance. Close examination of parametric point-data and cell
I-V characteristics showed that an increase in series resistance had
occurred. This can be seen in the far-forward portion of the characteristic
in Figure ·5.4. Oxidation of th~ silver metalization, or metal-semiconductor
contact effects, or both, are suspected as the cause(s) of this series
resistance increase. Another contributor to the Pm degradation was an
apparent decrease in shunt resistance RsH• evident in the slope of the
I-V characteristic of Figure 5.4 near V=O. Since no shunting metallic
deposits were evident (none were expected) in the stress-tested cells, this
effect must be due to junction de~radation, or at least bulk/junction
effects. Experimental results indicate that the 'degraded stress-test.ed cells
showed a "photon-degradation" effect (3) much- .larger after stress test-
induced degradation than before degrad~tion _occurred. This effect, somewhat · ... "" :
misnamed, results in a decrease or an increase in Pm with illumination
68

..
lOOf-
75 1-..
w C!J <C 1-
50 .2 1-
0' u.J \0 (..)
a: UJ 0..··
25 1-
. O:L_.._._..._._..._ ._ ...... _ __._ _ __a.. _ __,. _ _~.t _ __.. _ __:.=::::J-
.. 2 .4 ·.6 .8 1.0
NORMALIZED P · . M •
Figure 5.3. Type'E Cell P Distributions, Prestress (a) and after 8960 Hours: o m · (b) or 135 C BT Stress. . . . ~

1.0
<t
I-2 u.J 0:: 0:: :::> u
-l .5 -J Ul u
·o 0·
Figure 5.4.
8960 HOURS .
.2 .4 .6
CELL VOLTAGE (V) . Degraded Type E Cell I-V Characteristics, Prestress and After 8960 Hours of 135°C BT Stress.
70

(depending on cell type) and is ill-understood even for virgin solar cells.
For the case at hand, substantial but not total recovery of Pm and
improvement of the apparent shunt resistance of the degraded devises was.
noted with increasing illumination time. It is of significance, or at least
of interest, that the effect must not be surface-related since RsH was
decreased. Penetration of the junction region (but not junction "spiking")
· by heavy metal atoms and the concomitant formation of deep trapping levels is
suspected as the fundmental mechanism, but the phenomenon must be
investigated further.
71

THIS PAGE
WAS INTENTIONALLY
LEFT BLANK

0 .

THIS PAGE
WAS INTENTIONALLY
· LEFT BLANK
··r

6.0 Stress Test Results -- New Cell Types F, G and H
6.1· Introduction.
A total of 437'cells of three types were subjected to accelerated stress
testing in the second year's program. Table 6.1 shows the stress test sched-
ule, and lot sizes for the various tests. Figure 6.1 shows measurement and
inspection downtimes dur.ing the· stress testing program.
The prestress electrical parameters ·of all cells intended for the stress
tests were obt.ained and used as the basis for determining subsequent cell
degradation. Tables 6.2, 6.3 and 6.4 show means and standard·deviations of
the prestress parameters for all cell types F, G and H, respectively.
Detailed distributions of the prestress parameters are shown in Appendix A.
The values shown for the parameters are those appropriate to 28°C ± 0.5°C,
and 100 mW/cm2.
Results of the accelerate stress testing will be discussed in the
following section. The discussion is arranged by generic category; e.g., all
B-T stress test results for all·cell types are covered in a single section.
Type F and G Type H Stress Test Cell Quantities Cell Quantities
Forward Bias-Temperature, 75°C 30 20
Forward Bias-Temperature, 135°C 25 9
Forward Bias-Temperature, 150°C 25 9
Temperature-Humidity (Pressure Cooker)
Forward B1ased 20 10 Unbiased · 15 4
Temperature-H~midity (85%°C/85%RH)
Forward Biased 20 9 Unbiased 15 0
Thermal Cycle. 15 8
Thermal Shock: 15 8
Table 6.1 Stress Test Lot Sizes
75

Parameter
V OC (V)
I SC (A)
aVM (V)
IM (A)
PM (W)
Paratileter
voc (V)
1sc (A)
VM (V)
IM (A)
PH (W)
Parameter
voc (V)
1sc (A)
VM . (Vj
IM (A)
PM (W)
Number Mean
186 0.547
186 0._?06
186 0.445
186 0.444
186 0.198
Table 6.2 ~lean .Values and Standard Deviations of Prestress Electrical Parameters, Type F Cells . '
Number 'Mean
194 0.589
194 1.343
194 0.494
194- 1.223
194 0.603
Table 6.3 Mean Values and Standard Deviations of Prestress Electrical Parameters, type G Cells
' '
Number Mean
82 0.520
82 0.566
82 0.423
82 0.498
82 0.211
Table 6.4.Mean Values and Standard Deviations · .. of Prestress Electrical Parameters, Type H Cells
76·
-- I
1 I '
Standard Deviation
0.010
0.021
0.011
0~025
0.015
Standard Deviation
0.004
0.021
0.007
0.033.
0.020
Standard Deviation
0.011
Q.063
0.020
0.054
0.028

85/85 B-T-H
::!- 85/85 T -;-H
-PC B-T-H
PC T-H
·THERMAL CYCLE
THERMAL SHOCK
0
F G H
f G H
F G H
F G H
F G
F G H
F G H
F G H
F G H
500 T
----:: ::: "!!' "!!' - -~
::: ::: --- -- -r:.::: -- -r-_- = --- ---- -
1.--- - --1::: ::: - -r-_-_ "!!' -
---:. = -.:: --I
0
... -:: ~ -
-: = -
::: ::: -
-
CUMULATIVE STRESS HOURS
--= = -.::
= I
10
1000 2000 '( 'I
--.:: ::: --=· = --... ::: ,;;. _ ... -
-::: ::: -... .::
--= :: ---= ::: I
20 CUMULATIVE CYCLES
-'
-~
-----::
Figure 6.1. Stress Testing Schedule and Downtimes.
,•
3000 'J'
-"'!" ~ ---------"""' --
..
-= = ---::: ::: I
40

6.2 Bias-Temperature Stress Test Results
The behavior of the mean percent decrease in Pm with bias-temperature
(B-T) stress is shown in Figure.6.2 for type F cells. Examination of
detailed type F cell data shows that for the 75°C and 135°C stress tests a
significant co~tripution to the decrease shown in Figure 6.2 came from one
cell in each test. An example of the behavior of a "freak" cell can be seen
in Figure 6.3 which shows the prestress and post-2400 hour Pm distribution
for the cell type F, 75°C B-T test. The same sort of degradation as shown in
Figure 6.3 was also observed for Isc for the same "freak" cell. The
mechanism involved is apparently not severe series or shunt resistance change
since the decrease in Im is app~oximately the same as the degradation in
Isc• and practically no effect on Vm was observed. For example, the
freak cell in the 75°C B-T test population showed a decrease in Pm from
0.16W to 0.06W, and in Isc from 0.48A to 0.21A, while Vm showed an
increase from 0.441V to 0.4SOV during the same test. Quite different
behavior was shown by ~he cell~ subjected to 150°C B-T stress. In this case,
in addition to one cell which showed anomalously large decrease in Pm (and
Isc), there was a more gene~al trend downward in. Pm for the whole
population. This effec~ can be clearly seen from the Pm and Isc
distribution of Figures 6.4 and 6.5. Again, t~e. trend in Pm was apparently
due to Isc decreases, independent of series or shunt resistance change,
because Im was affected and little or no change in Vm was evident. The
freak cell in this p~pulation was an exc.eption to the general trend in that
it showed substantial decrease in both Vm and Im , as well as in Pm and
1sc •
Visual inspection of B-T stress-tested cells showed that small, hollow . . .
bubbles were formed in the back solder metaliiation ~nder stress. The
78

-...J
~
Figure 6.2.
-~ 0 -·a..~
z w . en. <{· w· 0::-
frl o·
I-.Z w u 0::·
~
--~ w ~-
10
0
o75°C
DI35°C
<> 150°C
\
1000
ST-RESS TIME (hr)
Mean Percent Decrease in P for Type F Cells, Bias-Temperature Stress m Tests.
.. ......... -.,.-. .
2000
'"

LLJ (.!) ~ ...... :z LLJ u a:: LLJ a...
LLJ (.!) ~ ...... :z LLJ u a:: LLJ a...
1
1
0.1 0.2
0.2
INITIAL
o.a 0.11 o.s 0.1 0.'7 o.e o.e 1.0 1.1
STANDARDIZED PM
3RD STRESS
o.s· 0.11 o.s o.e 0.'7 o.e· o.a 1.0 1.1
STANDARDIZED PM
Figure 6.3. Type F Cell 75uC Bias-Temperature Stress Test Lot Prn Distribution, Prestress and After 2400 Stress Hours.
80
I I
I ]
l

..
.........
•. f
o.z
0.2
.. , i ~ • :
INITIAL
o.a Ool.&. o.s · o.e STRNCRACIZEC PM
LlTH STRESS
o.a Ool o.e 0.7
STANDARDIZED PM
o.e o.e 1.0 lol
" '
o.e o.e . 1.0 1.1
Figure 6.4. Type F Cell 150°C Bias-Temperature Stress Test Lot Pm Distribution, Prestress and After 2400 Stress Hours.
81
/ ,.

LU t:) a: ..... Cj u ffi a..
LU (.!) a: 1-:z:: LU u a: LU a..
I
1
Ool Ool Ool
0.1 . 0.2 o.a
INITIAL .•.
··t-
Ooll o,a o.a Oo'P Ool o,e s.o STANDARDIZED ISC
"TH STRESS
1.
0.11 o.s · o.e ··a.? o.~ o.a 1. 0 1. 1
STANDARDIZED. ISC . . .
Figure 6.5. Type F Cell 150°C Bias-Temperature Stress Test Lot Isc Distribution, Prestress and After 2400 Stress Hours.
82

frequency of the bubbles, for the F cells, was consistent with both tiwe and
temperature with all the 150°C test lot cells showing bubbles by the third
downtime. -In some instances the bubbles were fairly large (1/16'; diameter).
Other physical effects such as minor, infrequent peeling of the front metali-
zation and partial failure of .the AR coating (color change) were ob.served for . : ;) : ·"-' t~
type F cells. The AR coating failure was noted by the first downtime for
many F cells and seemed to originate ~t·the. cell perimeter.
The mechanism for Pm and Isc de~radation of both the freak cells
and, in the case .of the 150°C stress test, the total population, is not
clear. However, the ~orrelation of the Isc decrease with the Pm ' ~ . '~
decrease, coupled with visual observations, leads to the tentative conclusion
that degradation of the AR co.at.ing is responsible for both.
The behavior of the mean percent decrease in Pm due to B-T stress
testing for type G cells is shown in Figure 6.6. Examination of detailed
data for the type G B-T stress lots showed a somewhat different behavior for
this cell type compared to type F cells. Populations from the 75°C and 135°C
tests showed only general decreases in Pm, with small general downward
trends in Vm, Im, and Isc with stress.· From the decreases in the last
three parameters, it appears th~t the decrease in Pm is due both to the
decrease !n Isc and to the increase in series resistance (or decrease in
shunt ~~sistance). The 150°C B-T test population showed a slightly stronger
gen~ral decrease. f.~:. P~. stress, _which was ~l~.o due to a shift downward of ... ·
the Vm , Im , and I:sc distribut;lons •. Examples of this behavior are seen in
Figures 6 •. 7 and 6.8 which show the P~ and V~ distributions prestress and
after 2400 stress hours. For this lot· the mean Isc decrease was slightly
less than 4 percent over the stress test. Thus, as in the 75°C and 135°C
83

20 o 75°C
- oi35°C ~ 0 <>,_sooc -a_~
z w en <( w 0::
frl 0 .,._.
-· z: .. w u a:: ~
a w ~
Figure 6.6.
10
00 1000 ..
STRESS TIME (hr)
Mean Percent Decrease in P for Type G Cells, Bias-Temperature m Stress Tests. .
-&
2000
* ::;

UJ c.!) a: ..... z UJ u a: UJ ~
UJ c.!) a: ..... 'Z UJ u a:: w ~
1
0.1 0.2 o.s
0.1 o •• o.a
INITIAL
0.15 o.e 0.7 o.e 0.8 lo 0 lol
STANDARDIZED PM
liTH STRESS
o." o.e 0.1 o.7 o.e o.a 1.0 1.1
STANDARD I ZE_O PM
Figure 6.7. Type G Cell 150°C Bias-Temperature Stress Test Lot Pm Distribution, Prestress and After 2400 Stress Hours.
85

L&J c.,:) c:c 1-z: L&J u cc L&J a..
l
0.1
.0.1
o.e o.a
Ool o.a
INITIAL
o." o.a o.e 0.7 o.e 0.1 1.0
STANDARDIZED VM
II TH STRES'S
o.s o.e 0.7 o.e .a.e · 1.0 lol
STANDARDIZED VM
Figure 6. 8.. Type c·· Ceii 1S0°C Bias-Ternpera.ture Stress Test Lot Vrn Distrib~tio~, Prestress and After. 2400 Stres:;_ Hours ..
86

tests, the mechanisms for decrease in ~m appear to be the simultaneous
decrease in Isc• and an inc~ease in series resistance, or decrease in
shunt resistance. Cell illuminated I-V plots have not yet been analyzed to
determine the extent of resistance change or which resistance is changing.
From visual inspection, it was found that some type G cells exhibited bubbles --,
of minute dimension. The bubble formation was observed for only a. small
percentage of the type G cells, regardless· of the stress test temperature,
and thus is not clearly correlated with degradation in Pm· No visible
changes in the AR coating were observed, and the cause of the. Isc is not
clear at this time. Note that no freak cells were found in the type G cell
B-T stress test populations.
Type H cells subjected to B-T stress. testing exhibited little or no
significant response, except what might be considered an improvement in the
135°C B-T test population. This is shown in Figure 6.9. The response of
mean Pm was correlated very closely to the response of Isc· For
example, the apparent 3.17% improvement. ip Pm shown, for the 135° test lqt
at 700 hours was accompanied by a·2.6% improvement ·~n Isc; at.1200 hours,
when the improvement in Pm was 2.7%, the improvement in·Isc was 1.92%.
Physically, a few of the type H cells exhibited minor discoloration of the AR
coating, beginning at the corners of· the cells, and a discolaration
(reddening) of the grid metal for 1~5°C test 16t cells. Iri addition, the
following tendency mentioned in an earlier report (1), most of type H B-T
cells had lost one lead by the end of the tests~ and,remaining leads were
barely adhering due to weld breakage~· . .
None of these visually observable
effects can be correlated with cell improvement •. Thus, the mechanism for the
improvement, if in fact it is real and not an artifact of the measurement
process, is not clear but must be internal to the device itself.
87

00 00
-~ 0 -a_~
~
w en <( w a:: frl Cl
i-.z w 0 0::
~
~ w ~
-· I
4
2
0 75°C .D 135°C (), 150°C
' ...
-4~------~------_. ________ ._ ______ ~------~--. 0 1000 2000
STRESS TIME (hr) 'l
Figure 6.9. Mean Percent Decrease in Pm for Type H Cells, Bias-Temperature Stress Tests. ·

Sintering of the contacts might be considered as a possibility, but that
should not result in improvement in IGC' and so must be discardeo as a
mechanism.
6.3 Bias-Temperature-Humidity and Temperature-Humidity Stress Test ·Results
The behavior of the mean percent· decrease iri Pm for type F cells
subjected to temperature-humidity stress testing, both with applied forward
bias (B-T-H stress) and without applied forward bias (T-H stress), is shown
in Figures 6.10 and 6.11. It was expected, and has in fact been observed in
earlier work, that the pressure cooker stress test would show much more
severe effects on the cells compared to the:85°C/85% R.H. t~st, for equiva
lent times. This was found to be true for type F cells. However, the
difference between the degradation caused by the two different stress tests
was not nearly as great as had been observed in.the past. The mechanism
leading to the Pm degradation for pressure cooker ,stress is primarily
I 5 c decrease not connected with severe ser~es or shunt resistance change.
Both biased and unbiased cells were similar in th.is respect. Figures 6.12
and 6.13 show the B-T-H (pressure cooker) lot Pm and Isc distributions
prior to stress and after 499 stress hours. The correlation between Pm and
Isc decreases is cle~r. Essentially no effect on the Vm distribution
was observed with increasing stress test duration. Very similar behavior of
the distributions was noted for the T-H (pressure cooker) stress test lot.
Thus the active mechanism in the pressure cooker stress test is evidently not
affected by applied bias. Some regions of AR coating, on ~ost cells, were
removed during the te·s t, apparently due, to condensation· and dripping of
pressure cooker water. Thii is the only ready explanation for the observed
pattern of bleaching. A puzzling observation was the occurence of very large
bubbles in the ·back metal of four (o'f 15) ·T-H test cells. tn no other test,
including B-T, was this effect observed.
89 .

\0 0
20 o forward-biased
-~ 0
o unbiased
-Cl.~
~
w en <( w 0::
frl 10 Q
r-z W· u 0:: w a_
r··~ w ::E
00 1000 2000 -~
STRESS TIME (hr) Figure 6.10. Mean Percent Decrease in P for Type F Cells, Temperature-Humidity
(85°C/85%RH) Stress Test. m
--------------------------------------------------- ___________ _.,. ..........

'..,.r·.:.. • ----,_- ...:...~ .,_ .· ['.
20 0 forward-biased
.o unbiased . ' - ~ ": "' ; .
~ ' ...... 0 - • ··<'" ..
·a..~·
~
w U) <( w 0:: (.) 10 w
\0 0 ......
r-z w 0 0::
~
~ w :E
00 250 500
STRESS TIME (hr) Figure 6.ll. Mean Percent Decrease in Pm for Type F Cells, Temperature-Humidity
(Pressure Cooker) Stress Test.

LLJ c.,:) a: 1-z: LLJ (..)
ffi ~
L&J c.,:) a: tz: LLJ (..) a:: LLJ ~
I
l
o •. l Dol Ool
o.& 0.1 o.a
'·
INITIAL
o." o.1 . o.e 0.7 0.1 D. I loO
STANOAAO,I ZED PM
LlTH STAESS
o.s o.e o.7 . o.e 0.1 1.0 1.1
STANOAAOIZEO PM
Figure 6.12. Type F Cell Bias-Temperature-Humidity (Pressure Cooker) Stress Test Lot Pm Distribution~ Prestress·and·After 499 Stress Hours.
92
' ' "
. :( . ' .,
' ·,
.-.

INITIAL
a. a a.a a.a a.~£ a.a a.e a.7 a,e a.e a.a &.&
STRNDRADIZED ISC
liTH STRESS
Dol D. I o.a o •• Dol 0.7 o.a o •• loO lol
STFINDRADIZED ISC
Figure 6.13. Type F Cell Bias-Temperature-Humidity (Pregsure Cooker) Stress Test Lot Isc Distribution, Prestress and After 499 Stress Hours.
93

The behavior of the type F cells subjected to 85°C/85% R.H. stress is
different in some respects from the behavior of the pressure cooker lots. It
is obvious from Figure 6.10 that the 85°C/85% R.H. B-T-H and T-H response of
the cells was not the same. Examination of the parameter distributions
showed that a large part of the difference was due to a few cells in the
B-T-H population which exhibited anomalously large Pm and Isc
decreases. This odd behavior is clear in Figures 6.14 and 6.15, which show
the Pm and Isc distributions both prestress and after 2006 stress
hours. The anomalous cells did fiat exhibit unusually low Vm, although Im
was expectedly low for these cells through correlation with Isc' Thus
the conclusion is that the freak behavior was probably not caused by shunt or
series resistance effects. Only minor discoloration of the AR coating, and
no massive bleaching of it was noted. The discoloration observed does not
seem to be sufficient to cause the large Isc effects shown in Figure
6.10. However, in the absence of other evidence, the AR coating effects are
presumed to be the mechanism causing Pm and Isc decrease. The T-H
cells did show less discoloration than the B-T-H cells, and thus the correla
tion with bias exists.
The response of type G cells to B-T-H and T-H stress is shown in Figures
6.16 and 6.17. A slightly greater effect of applied bias is seen for
pressure cooker stress with type G cells than was seen for type .G cells,
although the early truncation of the type G tests cloud the issue somewhat.
For the 85°C/85% R.H. stress the responae of the type G cells is similar to
that of the type F cells, i.e., bias apparently does not provide acceleration
of degradation. However, the severity of degradation in Pm is clearly less
for both tests for the type G cells. Examination of the detailed parametric
distributions showed that for the pressure cooker B-T-H test population there
94

LIJ c.,:) a: .... :z: LIJ (..) a: LIJ
t. ,.,~ '·., t ~··
UJ (.!) a: 1-z: UJ u a: UJ Q..
... , -~· .
l
. i
a.t 0.2
D.l 0.2 o.s
INITIAL
. \
a. a . a.a 0.7 a.e . ''•
STANDARDIZED PM
LlTH STRESS
' .
0.1& 0.5 o.e 0.7 o.e o.e l. 0 l. 1
.STANDARD I ZED PM
Figure 6.14. Type F Cell Bias-Temperature-Humidity (85°C/85%RH) Stress Test Lot Pm Distribution, Prestress and After 2006 Stress Hours.
95

UJ (,:) a: .... :z LU u a: LU ~
LLJ (.!) a: ...... :z LLJ u a: LLJ Q...
0.1
0.1
0.1 o.a
0.2
INITIAL
o.11 . o.a o.e 0.7 o.e o.a 1.0 1.1
STANDARDIZED ISC
l.lTH STRESS
o.s o.e 0.7 o.e o.a 1.0. 1.1
STANDARDIZED ISC
Figure 6.15. Type F Cell Bias-Temperature-Humidity (85°C/85%RH) Stress T~st Lot Isc Distribution, Prestress and After 2006 Stress Hours;
96

\0 -.J
-~ 0 -a_:!:
z w (/) <( W-a:: u w 0
J-z w (.) 0:: w a..
~ w ~-
I 0 ~~ ·· d: forward-biased
Dunbiased
5
STRESS · TIME (hr) Figun~ 6.16. ~:ean ·Percent Decrease .in Pm for Type G Cells, Temperature-Humidity
(85°C/85%RH) Stress Test.
.;:-· .n•
.·.·:

\0 00
20 0 forward-biased
- 0 unbiased ~ 0 -0..~
z w en <( w 0:: u 10 w 0 ..._ z
·W u a: ~
~ w :2:
0 0 250
STRESS TIME (hr) .Figure 6.17. Mean Percent Decrease in Pffi for Type G Cells, Temperature-Humidity
(Pressure Cooker) Stress Test.
500

·was a general downward trend in the Pm, Isc' and Im distributions,
with no discernable stress effect on V0 c and Vm and with no freak units
appearing under stress. The same was generally true of the pressure cooker
T-H test population, although with the small size of the parametric decreases
for this lot, definite pronouncements on distribution shifts are more
difficult. The behavior of the Pm and Isc pressure cooker B-T-H popu-
lation distributions are shown in Figures 6.18 and 6.19, which exhibit the
general, small downward trend in paramters and the lack of freak units. For
the 85°C/85% R.H. and T-H test lots the effect of stress on the parameter
distributions was also seen as (small) general shifts downward of the Pm,
Isc, and Im distributions, with no freak units evident. Thus at this
point no T-H metalization/contact problems for type G cells are evident from
the electrical data. All effects seem to be attributable to Isc
decrea~es.· kesults of visual inspection are in general agreement with the
electrical results. Minor discoloration of the AR coating was observed for
both B..,.T-H and T-H pressure cooker cells, but no observable metal effects
were noted for either T-H test beyond the appearance of a golden haze on the
back metal of some cells. No clear visual d.ifference was observed between
biased and unbiased cells; however, the electrical effects were so small that
this is not surprising.
The response of type H cells to B-T-H and T-H stress is shown in Figures
6.20 and 6.21. · Short supply of cells prevented unbiased 85°C/85% R.H.
testing of type H cells. Analysis of the details of the 85°C/85% R.H. test
data showed that the primary source of Pm decrease was decrease in Isc
and Im with little or no decrease in Vm. Little or no discoloration of
the AR coating was observed, while severe peeling of the grid lines was
noted. The loss of grid lines apparently did not increase series resistance
enough to show up as a significant decrease in V~.
99

'.
LLI c.:» a: .... z LLI u a: LW
I Q...,
LLI c.:» a: .... z LU u a: ""' Q..
0.1 a.a a;.e
o.s a.a o.e
INITIAL
a.-. a.a· a.e 0.7 a.a a. a t.a ST.RNDARD I ZED PH
· · 3AD . STRESS
o.-. a. a a.e a.?· a.e · o.e s.o 1.1
STANDAADIZED PM
Figure 6.18. Type G Cell Bias-Temperature-Humidity (Pressure Cooker) .. S tr.ess Test Lot Pm Distributions, Prestress and After 204 Stresi Hours.
I· 100 I. I. I.

'I ,-
.. ,;·
l
so
20
10
0.1 0.2 o.s
O,l o.a o.a
INITIAL
o.~. o.s ·o.e 0.8 o.a 1. 0 1. 1
ST~NDARDIZED ISC
· · 3AO STAESS
o.• o.a o.a. 0.7 o.e o.e loO 1ol
STANORAOIZEO ISC
igure 6.19. Type G Cell Bias-Temperat.ure-Humidity (Pressure Cooker) Str.ess Test Lot Isc Distributions, Prestress and After. 204 Stress Hours.
101

f--' 0 t...J -
-~ 0 -a..~
z w en <( w 6 a:: () w 0
J-' z 4 w () a:: ~
.~< 2
~
0 1000 2000
STRESS TIME (hr) F.i.g11re 6.:W. ~1ean Percent lkt~n..·nse in Pin for. Typt> H Ce1J.s, Bias-'1\.!mpcr;ttun•-Humid
i ty (H5°C/85i.'.RH) Stress ']'(~St.
.I
e • I

- ' • ~- - - ~ - - I ............. _ -
1--' 0 VJ
. . . . . . . . . . . . . . .
-· 0 0'· -a...~
0 forward ·biased · z w 40 El unbiased (/) <{ w a:: u 30 w ~.'
0
1- ,;'
z w 20 () 0::
~ -~ 10 w ~
0 250 500
STRESS TIME (hr) F:i.g11re 6.2l. Hean Percent Decrease in Pm for Type H Cells, Temperature-Humidity
(Pressure Cooker) Stress Test .

The severe Pm effects due to pressure cooker B-T-H and T-H stress,
shown in Figure 6.21, were clearly due to Isc decrease. The behavior
with stress of the Pm distribution and the Isc distribution•for the '
biased pressure cooker stress test lot are shown in Figures 6.22 and· 6.23
respectively. In considering the data of Figures 6.21 through 6.23 some
considei?a,t--io~ should be given to the fact that the pressure cooker lot sizes
we.re only 6 (biased) and 4 (unbiased). However, the effects of the stress
were clear·cut: Pm and I 9 c decreased in a correlated manner, with
V0 c and Vm being essentially unaffected by stress. Im naturally
followed Isc• The large decrease in Pili seen at the 65 hour downtime
for the biased pressure cook~r ·lot' (se~ fFigure 6.21) was caused. by anoma
lously low values of Im from two cells. Subsequent measurements, at 130
hours and 285 hours, showed these two cells to be very similar to the other
cells, i.e., not anomalously low in Pm and Im· Examination of the first
quadrant I-V plots indicates low Rsh for these two cells at the first
downtime, but not subsequently. Shunting due to fine metallic deposits is
suspected as the cause of the observed behavior. Metallic deposits such as
that .shown in Figure 6. 24 were observed, particularly for the biased pressure
cooker stress lots. Severe attack of the AR coating was also noted for both
biased and unbiased stress lots. The AR coating effects apparently are the
cause' of the decreases in Isc for both lots. The metal dissolution/
deposition phenomenon is similar to behavior seen for other cell: types in
earlier ~ork: It is, however, unique to type H c~lls in this years contract
. work, and is definitely a potential problem from the standpoint of both
Rsh and Rs· F{.na1ly, while it appears from most of the data of Figure
6.21 that the re3ponse of the cells to biased and unbiased stress testing was
very similar, the occurrence of the metal dissolution phenomenon in the
biased tests does point up the existence of differing potential degradation
104

UJ ~ a: 1-:z: UJ u cc UJ a...
Ool
0.1
Dol a.e
0.2 0.3
INITIAL
a.·r& · ·. a.e - a.e a.7
STRNOAAD.IZEO PH
· 3RD STRESS
• <
o.~ o.s o.a 0.1
STANOARDIZED PM
a.e o.a t.a lol
o.a 0.9 1. 0 1. 1
Figure 6.22. Type H Cell Bias-Temperature-Humidity (Pressure Cooker) Stress Test Lot Pm Distributions, Prestress and After 285 Hours.
105

LU ~ a: .... z LU u cc w a...
o.s
0.1
0.1 o.a
0.2 o.s
INITIAL
a. a o.e 0.7 a.e o.a 1.0 1.1
STANDARDIZED ISC
3RD STRE.SS
0,1& 0.5 o.a 0.7 o.a o.e 1. 0 1. 1
STANDARDIZED ISC
Figure 6.23. _Type H Cell Bias-Temperature-Humidity (Pressure Cooker) Stress Test Lot Isc Distributions, Pres~ress and After 285 Stress Houri. .?
106
' • I •'' . ' . .-vo.~ --.
..

Fi gure 6 . 24 . Example of Metallic Deposit on Type H B- T-H Pressure Cooker Cells .
107

modes in the two tests. Thus the effects of bias do exist for this cell
type.
6.4 Thermal Cycle/Thermal Shock Stress Test Results
The behavior of the mean percent decrease in Pm for types F, G and H
cells subjected to -65°C to +150°C thermal cycle and thermal shock are shown
in Figures 6.25, 6.26 and 6.27. The data shown in these figures is somewhat
misleading because only the surviving cells are included in the averages at
each downtime; cells removed from the test lots due to true catastrophic
failure (e.g., breaking in half) are not included. Tables 6.5, 6.6 and 6.7
show the cumulative percent of thermal shock and thermal cycle populations
which experienced catastrophic failure during the tests. "Catastrophic
failure" in this case means a physical effect which, in a module, would
probably cause the cell to exhibit serious electrical degradation. Minor
effects, such as the occurrence of a small conchoidal fracture, were not
included in the tables.
Typical types of effects seen for type F cells are shown in Figure 6.28.
No conchoidal fractures under metal were observed for this cell type,
although in two cases conchoidal fractures oriented along the long axis of
the cells, not associated with metal, were observed. Figure 6.29 shows a
typical conchoidal fracture under metal, associated with tabs, for a type G
cell subjected to thermal shock. This was the usual type break for type G
cells, occurring in 13 of 16 cells for which serious effects were seen.
Figure 6.30 shows physical effects observed for type H cells. The back metal
delamination was the most common effect, occurring in 5 of 6 cells exhibiting
serious effects; the sixth cell was the broken cell shown in Figure 6.30. In
addition, nearly all tabs came off during the tests and during storage,
prestress, for type H cells and so is not specifically associated with
thermal shock or cycling.
108

Number of Cycles, Cumulative
1 10 20 40
Cumulative % Cells Removed, Thermal Cycle
0 14.3 3S.7 42.9
Cumulative % Cells Removed, Thermal Shock
0 28.6 so 71.4
Table 6.S Cumulative Percent Type F Cells Exhibiting Catastrophic Failure in Thermal Cycle and Thermal Shock Tests
Number of Cycles, Cumulati.ve
1 10 20 40
Cumulative % Cells Removed, Thermal Cycle
0 0
38.S 61.S
Cumulative % Cells Removed, Thermal Shock
0 30.8 61.S 61.S
Table 6.6 Cumulative Percent Type G Cells Exhibiting Catastrophic Failure in Thermal Cycle and Thermal Shock Tests
Number of Cycles, Cumulative
1 10 20 40
Cumulative % Cells Removed, Thermal Cycle
2S 2S 2S 2S
Cumulative % Cells Removed, Thermal Shock
so so so so
Table 6.7 Cumulative Percent Type H Cells Exhibiting Catastrophic Failure in Thermal Cycle and Thermal Shock Tests
109

t-' t-' 0
-~ 0 25 -
a.~
z 20
w 0 Thermal Shock en
<! A Thermal Cycle w
a:: 15 u w 0
·J-z 10 w u a:: ~ 5 ~ w ~
0
I 10 20
NUMBER OF CYCLES Figure 6.25. Mean Percent Decrease in Pm fo~ Type F Cells, Thermal Cycle and
Thermal Shock Stress Tests.
40
I

.......
.......
.......
- 0 ·Thermal Shock ~ 0 -a.~
A Thermal Cycle
~
w CJ) <(
~ frl 10
.Cl
r-z w u 0::
~ 5
~ w ~
0 20 40
NUMBER OF CYCLES Figure 6.26. Mean Percent Decrease in Pm for Type G Cells, Thermal Cycle and
Thermal Shock Stress Tests.

1-' 1-' N
-~ 0 .........
z
W· (f) <{ W· a:: (.) w 0
1-z w (.) a:: w a..
z <{ w ~
25
20
15
10
5
0
-5
~----------------·------8
0 THERMAL SHOCK
8 THERMAL CYCLE
10 20 40
NUMBER OF CYCLES Figure 6.27. Mean Percent Decrease in Pm for Type H Cells, Thermal Cycle and
Thermal Shock Stress Tests.

(a)
(b)
Figure 6 . 28 . Typical Physical Effects of Thermal Shock/Thermal Cycle on Type F Cells.
113

(c)
Figure 6.28. (Continued)
114

Figure 6.29. Typical Conchoidal Fracture Caused by The~al Shock, Type G Cell.
115

(a)
(b)
Figure 6 . 30 . Typical Physical Effects of Thermal Cycle/Thermal Shock on Type H Cells.
116

tr.l z 0 H
rn ::::> o--l u z 0 u 0

THIS PAGE
WAS INTENTIONALLY
LEFT BLANK
I I '

I
7.0 CONCLUSIONS
1. A preliminary look at a limited number of cells has verified the
thermal nature of the second quadrant characteristics. Three operating
ranges have been identified: a region of uniform temperature in excess of
ambient, but less that 170°C (solder melting temperature); a region of
uniform temperature in excess of 170°C, but less than the temperature at
which the base becomes intrinsic (approximately 300°C); and a region of non-
uniform temperature in which hot spots in excess of 300°C appear. This
third regi.on is one with positive thermal feedback aud unless t:he current is
externally limited melting of silicon can result with catastrophic results.
Breakdown in the second quadrant has been traditionally defined by the
knee of the characteristic. Since the temperature of the knee is roughly the
temperature at which the base becomes intrinsic, independent of whether the
knee occurs at a low voltage or a high voltage, a cell with a high breakdown
should be able to survive second quadrant operation better than a cell with a
low breakdown, all other characteristics being equal.
2. Extended B-T testing of the A, B, C, and. E cells illustrated the
value of long term testing. Continuation of these cells to 9000 hours
"uncov~red" an enhanced rate of degradation in E cells at 135°C, similar to
that seen earlier at 165°C. The extended tests thus confirmed that the 165°
effect was not anomalous and at the same time was able to supply information
concerning the effect's activation energy. The 135°C data, when combined
with the 165°C data, however, is not sufficient to yield an accurate estimate
of the activation energy - - data at an additional temperature is required.
For this reason the 75°C cells (as well as the 135°C cells) are being
continued on test in hopes they too' will show an enhanced rate of degradation
at a later date.
119
- ----- --- --------

3. Figure 7.1 summarizes the relative effect on Pm of the various
stress tests for the three cell types investigated. In this figure, the
darkest square signify a degradation which was progressive with stress test
duration, and significantly above the ''noise" of the measurement technique.
The lightest squares .signify no discernabie effect after stressing •. "Medium"
squares denote cases between the two extremes. Obviously subjective judge
ment was required in formulating the figure •
. It can be seen from an examination of the columns of this figure that F
cells showed appreciable degradation in all stress test whereas G and H cells
showed only moderate to no degradation. in many of the stress ca.tegories. It
should be pointed out again, as it was in the first annual report, that while
these conclusions demonstrate the applicability and potential usefulness of
the technique, they should not be interpreted at this time as a quantitative
measure ·of field degradation rates. It is felt that the technique is capable
of such prediction, but considerable additional stress testing and field
degradation analysis will be required before conclusive evidence can be
demonstrated.
4. Breakage during. thermal cycle/thermal shock .continued to be a major
problem. Cell type F, which utilized EFG material, showed severe breakage
(shattering mode) after only 10 thermal cycles or shocks. It is felt that
this problem is probably due to the unique nature of the material rather than
the cell structure. Type G cells, which utilized Czochralski material, were
also susceptible to thermal cycle/thermal shock, but damage was limited to
small conchoidal fractures, usually under contact points, and a greater
number of cycles were required for development. Type H cells, manufactured
from Wacker polycrystalline materials, were reasonably insensitive to break
age, although there was a tendency for the entire back ~ontact to lift off,
120

CELL TYPE ~ l .
STRESS TEST ~ !
I' i n j
• . ~ ' -' i . •
I") -o-j I ' ~
PRESSURE COOKER
sso C/85% R.H.
THERMAL SHOCK
Fig~re 7.1 Relative Effe cts of Accelerated Stress Tests on p m·
121

5. Although it is not apparent from the summary figure, difficulty was
experienced with the manufacturer's attached leads of type H cells. These
leads were attached by welding, and were often either over-welded so that the
ribbon was burned through, or under-welded so that the ribbon fell off prior
to stress.
6. Also not discernable from the summary-type data of Figure 7.1 is the
occurrence .of infant mortality or "freak" failures in the F cells. This type
of failure had been predicted, but had not previously been observed. It
should be pointed out, however, that only a few infant mortalities were
observed and it would not be economically feasible to institute any type of
burU:-::-in procedure as routinely performed on integrated circuits.
7. Differences in the response of cells to both the pressure cooker and
the 85/85 temperature-relative humidity tests indicate that both types of
tests need to be continued, at least for the present. Similarity of the
biased and unbiased pressure cooker tests leads to the conclusion that it may
not be necessary to bias cells during pressure cooker stressing. Bias is
required in 85/85 testing, however.
122

............................ ~~ ............................................................. ~
()
00

··,tr
-,
THIS PAGE
WAS INTENTIONALLY i ;
LEFT BLANK . I; <.
,.

8. 0 R.E:COMHENDATIONS
1. It is reco~ended that the preliminary reliability qualifica~ion
test schedule for re~iability monitoring described in the first annual report . ·.·
be modiffed to eliminate the need for bias in connection with pressurF cooker
tests.
2. It is recommended that quantities of F, G, and H cells be continued
on bias-temperature stress to obtain additional degradation .vs. time data
similar to that being obtained on A, B, C, and E cell types.
3. In light of the unusual response of F cells to thermal cycle/thermal
shock stress (shattering), it is recommended that a program to ascertain the
cause be initiated.
4. As a consequence of the unexplained test results encountered with H
cells on thermal cycle/thermal shock testing it is recommended that a program
be initiated to better understand why some cells simultaneously showed an
increase in Pm and a peeling of backside metalization.
S. Further investigation into second quadrant effects should be
performed. Items to·be covered include thermal modeling, additional data to
permit statistical characterization of electrical data, and pulse response
measurements.
6. It is: r~c~~ended ·that the possibility of using forced second
quadrant operations as a ~'~rt of the stress test schedule be investigated.
\ \
125

THIS PAGE
WAS INTENTIONALLY i I
·~
I i

0 0'\

-,
THIS PAGE
WAS INTENTIONALLY i I
LEF·T BLANK
(f

9.0 NEW TECHNOLOGY
Two items ot new technology which have been submitted to the appropriate
NASA legal office are the electrical measurement jig, described in Section 4
and the new stress test fixture, described in Section 3.
129

APPENDIX A: Electrical ParAmeter Distribution~ of Type F, G, and H Solar
Cells.
In this Appendix the prestress distributions of the five primary cell
electrical parameters are shown for types F, G, and H cells. The distri
butions were obtained by measurement of the parameters of 180 type F cells,
188 type G cells, and 77 type H cells. These cells constitute the total
stress test populations for this phase of the program.
A-1

Cell Type
F.
G.
H
Cell Type
F
.G
H
Cell Type
F
G
H
Total Units Mean P (W) Measured m
1'86 .198 1
194 .603
82 .211 .·
Table A-1. Mean Pm and Standard Deviation for Prestres~ Cell Population
Standard Dev~ation (W)
.015
.020
.028
Tnt.s.l Units Measured
.. ' .. Mean r sc (A) Standard
Deviation (A)
186
194
82
.506
1. 3~3.
.566
Table A-2. Mean Isc and Standard D'e'viation for . Prestress Cell Populat~on
Total Units Mean V
.021
.021
.064
Standard Measure.d oc· (V)
Deviation
186 .547
194 .589
82 .520
Table A-3. Mean V0 c and Standard Deviation for Prestress Cell Population
A-2
.010
.040
.012
(V)

Cell Type
F
G
H
Cell Type
A
B
c
Total Units Mean I (A) Measured m
186 .444
194 1.223
82 .498
Table A-4. Mean Im and Standard Devi-ation· for Prestress Cell Population
Total Units Measured
Mean V m
(V)
186 .445
194 .494
82 .423
Standard Deviation
.025
.033
.055
Standard Deviation
.Oll
.007
.020
Tabl"e A-5. Mean Vm ·and Standard Deviation for · Prestress Cell Population
A-3
(A)
(V)

w (.!)
a: 1-z w u cc w Q..
o.
.528 .538 .552 .sao · .568
Figure A-1.
~PEN CIRCUIT V~LTAGE CVl Prestress Distribution of V , Type F.
oc
A-4

w (!) a: tz w u CI: w a..
.qqo · .• qao .qeo .• sao .s2o .sQo .sao SH~RT CIRCUIT CURRENT CAl
Figure A-2. Prestress Distribution of Isc' Type F.
A-5

4J (.!)
a: t--z lLJ u a: w a..
27.3
22.7
18.2
13.6
9.1
"·5
o.o
,qoo ,,to ,q2o ,qso ,qqo ,qso .~eo ,q7o VOLTAGE .AT MAXIMUM POWER CVl
Figure A-3 .. Prestress Distribution of V:n, Type F.
A-6

4 '
UJ (!)
a: 1-:z UJ u a: w 0...
18.0
12.0
e·.o · ...
ll·.-o
', )•
~ . : ~. ';
J •• ' ... ~ ......
·'. ; .
. ~ ··~
. '
·s .. · r 1 ... -,
·r, 'i; . ' 'Y~ . t. . •
• ,,o :.
.... ..; t .•
• S25 .350 .375, .~00 .ll25 .~~0 .ll75 .500
·OURRENT: ;ATrMAXI MUt~t; .PcrWER CAl
Figure A-4. Prestre.ss D·is_tribution of Im,. Type .. X,-
A-7.

UJ (.!) a: ~ z LLJ u a: LLJ ll..
"a.o
se.o
28.0
211.0
8.0
o.o
.128 "1"" .160 ~·176 .192 • 208 • 22"
MAXIMUM PcrWEA CWl
'Figure A-5. Prestress Distribution of Prn, Type F.
A-8 ------ - -·-· -- ... ---

St.
UJ (!) a: t-z 22·. UJ u a: 1.7. UJ a..
lS.
9.
ll.
'
. o.
• 580 • 58~ • 588 • 592 • 596 • 800 • BOll
l' OPEN·· CIRCUIT VcrL TAGE CVJ
Figure A-6. Prestress Distribution of V , ~ype G. ' oc
A-9

LU (.!) a: r-z LW u a: w . a..
I
qe.
112.
S8.
so.
2,.
18.
12.
t.25D 1.275 x.soa t.s25 t.~so 1.~75 1.qoo
SHOAT CIRCUIT CURRENT CAl
.. Figure A-7. ·Prestress Distribution of I , Type G.
. sc
• --.- ----- -·------·-r A-10

lJJ (.!)
a: t-z UJ u a: w a..
us.
1'1.
11.
.~75 .qea .ij85 .~90 eqss .sao .sas .&10
VOLTAGE AT MAXIMUM PO~EA (Vl
Figure A-8. Prestress Distribution of Vm, Type G.
A-ll

LLJ C) a: ~ z lJ.J u a: LLJ a..
,o.
98.
S2.
28.
21A.
20.
18.
12.
e.
1 e 125 1 ~ 1 SO l. 175 : 1-. 200 1 "225 ~ · 1. 250 1 a 275
CURRENT AT MAXIMUM PCWER CAl
Figure A-9. Prestress Dis'tribution of Im, Type G.
·-------A-12
(·

..
UJ C) a: r-z ~ u a: UJ Q_
29.
15.
11~
.528 .5~~ a580 .578 .592 .eoa .82~ .8~0
MAXIMUM POWER (Wl
Figure A-10. Prestress Distribution of Pm, Type G.
A-13
I .
' > ~
}. ~
' I'
;· ' ..

LLJ (.!) a: t-z so. LLJ u a: 21l. LLJ 0...
18.
12. ,,,
8. ~·
o.
• 1180 • "98 . .512 .528
OPEN CIRCUIT VOLTAGE (Vl I
( I
Figure A-11. Prestress Distribution of Voc• Type H.
A-14

I
w so. (!)
a: 1-z 25. UJ u a: 20. LLI 0...
15.
10.
5 • . .
·a;
.. ""o-· . 'leo· • s2o - •. sao .. aoo . .e~&o . -
SHORT; C l'ACU IT c·URAENT (Al
Figure A-12. Prestress Distribution of Isc' Type H.
A-15

LLJ (!) a: 1-'Z. UJ u a: lLI Q..
80.
st.
72.
as.
511.
'15.
sa.
27.
18.
a.
o. .270 ·.sao .• sso .sao .sao .Q20 .11so V~LTAGE AT MAXIMUM POWER CVl
Figure ,A-13. Prestress Distribution of V , Type H. . . . m
A-16
e,

33.
w . (!) 28. a: .... z 23. w (.) a: w a..
1"~
·~ , ..
.; . "~ ·' . . .
\
> ' o. r .sao .JAOO .1!80 ..• 520 .sea
CURAENT.AT MAXIMUM POWER CAl
Figure A-14. Prestress Distribution of Irn, Type H.
A-17

'
l.U (!) a: t-'Z l.U u a: w Q..
:. ;
,. ..
tlO.
sa.
32.
28.
2"·
20.
18.
12.
e.
ll.
o.
··.·t"o .. 180 .1eo .200 .. 220 .2r~o .2eo . . . MAXIMUM POWER CWl
-Figure: A-.~5 • Prestress Distribution of Pm, Type H.
... . :•
.. - ..
A-18

·APPENDIX B. VARIATION OF CELL ELECTRICAL
PARAMETERS WITH TEMPERATURE
B-1
. I . ,·

v oc (mV)
580
570
560
550
540
530
520
' ' ' '
15
' ' '
20
'\ <\
'\
D. F - 16 [J F - 25
0 F - 37
I!J
'\ 0'\ ·"\
' ' \. '
25 30 35
CELL TEMPERATURE (°C)
Figure B-1. · V vs. T for F-Cells Showing Average Slope. oc
B-2
e
40 45

I sc
(mA)
540
530
520
510
500
490
480
470 15 20
0
8
25
0
30
~ F - 16
0 F- 25
0 F- 37
35
CELL TEMPERATURE (°C)
Figure B-2 o • I vs 0 T for F-Cells Showing Average Slope o
sc
B-3
40 45

p m
(mW)
240 ~
e F - 16
0 F - 25
0 F - 37
230 :·l,=
220
210
200
190
180
170.~--------~--------~--------~--------~~------~------~ 15 20 25 30 35 40 45
CELL TEMPERATURE (°C)
Figure B-3. Pm vs. T· for F-Cells Showing Average Slope.
B-4

620
610
600
590.
voc (mV)
580
570
560
550
~ "0 " " ~
"
15 20
" ~ " '0
" e."-"
" "
~ G- 48
[J G.- 71
0 G - 176
.. o~· -2.16 mV/ C "
"'Z " "0
" &." . '
,, 25 30 35 40
CELL TEMPERATURE (°C)
Figure B-4. V vs. T for G- Ce.lls Showing Average Slope. oc
B-5
45.

1.37
I sc
1. 36
1. 35
1. 3.4
(Amp)
1. 33
1. 32
1. 31
1. 30
--_.....
0
15 20
Figure B-5.
~ G - 48
D G - 71
0 G - 176
0
25 30 35
CELL TEMPERATURE (°C)
I vs. T .for G-Cells Showing Average Slope. sc
B-6
( ) I
j l
i
40 45
..

680
660
640
620
p m
(mW)
600
580
560
540
' 0 ' M ' 0 ~ "~ -2.92 ~W/ C
' 8 ' ' 0 8'
' ' 8 ' '
f:::. G - 48
[J G - 71
0 G - 176
' 0
15
Figure B-6.
' ' '
25 30 35
P vs. T for G-Cells Showing Average Slope. m
B-7
' ' ' 8. '
40 45

530
520
510
v 500 oc
(mv)
490
480
470
'o H - 1
.8 0 H - 50
l:l. H - 49
' ' ' ' ' ' ' 8 ' ' ' ' '\. ., ' ' ' -2.28 mv/°C
',,( ~
' ' ' A ' ' ' ' 00
' ' ' ' ' ' ' ' ' ' A
I I I I I 20.0 25.0 30.0 35.0 40.0
. 0 Cell Temperature ( C)
Figure B-7. V vs·T for Type H Cells Showing Average Slope oc
B-8
'
J 45.0

I sc
(ma)
570
540
510
480
450
--------------
A
I 20.0 25.0 30.0 35.0 40.0 45.0
Figure B-8.
0 Cell Temperature ( C)
I vs T for Type H Cells Showing' Average Slope sc
B-9

235
200
205
p 190 m
(row) ------ -El
175
160
145
I I 20.0 25.0
Figure B-9. p m
0
-- { -. 737 mw/°C
---- -
I
0 H - 1
0 H- 50
IJ. H - 49
- --
I 30.0 35.0
Cell Temperature (oC)
r
0
- -
I 40.0
VS T for Type H Cells Showing Average
B-10
--
J 45.0
Slope

~
0 :X: p.. (/)
0 :X: p..
r>l >
H
H
H
(/)
z r>l z
(/)
0 H
~ H
~ .......
::J I
H
u ;;l
0
r>l ~
p.. H
~
r>l H
. u ::< H
!@ r>l p.. p.. <

\.
THIS PAGE
WAS INTENTIONALLY
LEFT BLANK
T

By W. H. Byler and F. R. Hays U. S. Radium Corporatinn
Morristou:n, Netu Jersey
INTRODUCTION
Thermography is a method {or vis· ualizing, measuring, or recording surface temperatures, especially surface temperature differentials, by means of temperature-:;cmitive luminescent materials ( pho:;phors). Phosphors are crystalline inorganic materials which are generally excited by ultraviolet radiation and emit in the ''isible range. It is not· unu:;ual for pho~phors to show variation of efficiency with temperature, but thermographic phos
.Phors are designed to e.xhibit large change of brightness per ·unit change of temperature or per unit of incident thermal radiation flux. Also, they are made in the form of finegrain powder which is favorable for application to surfaces by spray, brush, etc., and for preparation of tape, sheets, and screens.
The thermographic method originated with Dr. Franz Urbach and his associates at Eastman Kodak Re· search Laboratories. They have discussed applications under two headings: Contact Thermography which involves direct contact of phosphor with the work, applied in the form of paint or tape; and Projection Thermography which involves opti· cal projection of thermal radiation from the work onto ·a screen of
phosphor.1
The method has been used for a variety. n£ purposes, including non· destructive testing of metal parts, and recent impro,·ements of phosphors and screens and de,·elopment of phosphor-resin tapes is expected to encourage wider application. The contact technique sometimes does not require ,·ery high sensitivity phosphor. With this technique, if the phosphor is coated on the work, the phosphor temperature will corre· spond closely to that of the part. In this case, some applications re· quire a u::eful temperature range far
above room temperature. Phosphors are aYailable which operate as high as 400°C. The higher temperature phosphors are less sensitive than t:10se designed for use at lower tern· peratures. We find that four differ· l!nt phosphors are needed . to cover the range from below room tern· perature to about 400°C. The tape contact technique allows more flexi· bility with respect to temperature, since with parts having nearly plane surfaces on which a moving tape can Le u:;~::u, the temperature of the tape may not reach that of the parts.
With the projection technique, the phosphor screen can always be held in the most favorable temperature range, therefore, the highest sensi· tivity phosphor is used. But in this case, there is no limit to the object temperature range. Since this. type phosphor is quite sensitive to near infrared radiation, sensitivity is not . a particular problem with high temperature work. Low temperatures and great distance call for the ultimate
· in phosphor sensitivity. In Figure 1, log brightness-tern·
perature curves are shown for four phosphors covering temperatures up to about 400°C. In Figure 2, the data for the near-room temperature phosphor, No. 1807, are shown on expanded temperature scale. The slopes of the cun·es are measures of the sensitivity, usually expressed in terms of per cent change of brightness per degree Centigrade change of temperature. The family of curves for each phosphor demonstrates the effectiveness of excitation intensity as a control on · brightness, sensitivity, and useful temperature range. Thus, a given phosphor can have high sensitivity and still be u5eful over a relatively wide temperature range. The practical upper limit of temperature at which a phosphor can be used will be determined in a given situation by the amount of ultra·
violet radiation that can be applied and by the lowest u5cfu! brightut:ss. But the higher sensitivity phosphors are capable of 5howing good contrast patterns over a wide range of con· ditions. On the arbitrary scale of ultraviolet irradiation indicated in
::J 3
-= = ~
~ 2
iD 8'
..J
Temperolure "C
Figure · 1-Log brightness-tempera· ture data for four thermographic phosphors. Range I: ZnCdS :Ag :Ni, U. S. Radium Corporation No. 1807. Range I/: ZnCdS:Ag:Ni, U. S. Radium Corporation No. 3215 .. Range Ill: ZnS:Cu:Ni, U. S. Radium Corporation No. 2090. Range IV: ZnS:Cu, U. S. Radiu.m Corporation No. 3003. Solid curves correspond to one unit of ultraviolet irrtuliation (see text). Upper edges of shaded areas cor· respond· to 10 units, lower edges to 0.1 unit.
the figures, one unit corresponds to one 100-watt flood-type mercury arc lamp plus U. V. filter at a distance of 53 inches or to two 15-watt ftuo· resc:ent bfacklite lamps (purple glass bulbs) at a distance of 30 inches. A brief discussion of thermographic phosphor properties in terms of theory is given in the Appendix.
In specific situations, the thermo· graphic phosphor method offers certain advantages over other methods. Surface oxidation of metal parts is not a problem. Control of perform· ance through regulation of intensity of excitation allows a degree of flexibility which is important. In testing of bonding of laminates or of thin sheets to substructures, there is no
Reprinted from the .May-June, 1961 issue of NondeslrucliYe Testing C-3

lirnit to the thinnc~s of sheets which can he te~ted. Since heat flow is im·oh·ed, the method te;ts the actual diicicncy of bonding rather than just prc:::ence or absence of bonding ma· !erial. The method is adaptable to production line testing, usi,ng photo· cell sensing with. feed-back controls if rweded. An interesting pos;ibility,' for example, is testing lap· welding of cable sheathing. Of course, the method ·is ideally suite"d to testing of cooling rates. In relatiqn to most widely used methods, the thermographic pho::phor method employs ~imple, inexpensive equipment. Com· paring the projection technique to some other imaging methods, it is clean and fast.
On the negative ~ide, in applications involving visual observation, subdued ambient light is indicated. In work with parts of irregular shape, con· trol of heat Aow may sometimes be a problem although this may in some cases be handled by preheating or by heating with infrared radiation through the phosphor layer. Lateral Row of heat imposes limitations on depth at which discontinuities can be observed. This varies with heat conductivity of the part and with size of the defect but may generally · be expected to be less than 50 mils for mztal. With the paint coating technique, if the situation requires the utmost in contrast sensitivity, the coating thickness should he uni· form since a nonuniform phosphor layer may yield brightness differ· cnces not related to temperature dif· ferences. This is not a problem with tape but, with tape, it is important to pro,·ide good uniform contact with the su·rface.
Equipment and Materials
Ei]uipment required will vary g:·eatly with type of test. Qualitative ,·isual observation with the contact technique requires only a phosphor sheet or coating, one or more ultra· dolet lamps arranged to provide reasonably uniform irradiation, and means for providing heat Row through or from the part. Phosphorre~in sheets have been developed and •·an he made to s~it v.aried requirements. The four phosphors of Figure
Figure 2-Log brightness-tempera· ture data for Range I thermographic phosphor, No. 1807. Dashed curves show sensitivity (per cent brightness change per degree Centigrade change of /.emperature} against brightness
. and temperature.
1 are available, hut the higher tern· perature ones are not expected to be used in ordinary tape due to tern· perature limitation (about 140°C)
·of thermoplastic resins. Lacqu:!r and thinner for use in making paint for spray or brush application are avail· able. The resin is chosen for good working properties and relalive free· dom from fluorescence. Ventilation should be provided to rem-~ve solvent vapors. A slurry with two parts by weight phosphor and one part lacquer thinned to working consistency with thinner is suggested. For qualitative work in situations where high con· trast and definition are not needed, brush application may be acceptable. Otherwise the spray method is preferred. A De Vi Ibis type T.G.A., series 501 spray gun is satisfactory for general purpose work. Frequent agitation to insure suspension of phosphor is indic"ated. A silica binder such as Ludox (DuPont) is suitable for use with the higher temperature phosphors. Optimum coat thickness may vary with the situation. It must he thick enough to provide acceptable light output and uniformity hut too great thickness leads to loss of defi. nition; 2 to 5 mils is thought to be the proper range.
Wherever space limitations do not prevent their use, fluorescent black· lite bulbs provide a good uniform ultraviolet source. !\lercury arc Roodlights or spotlights with near. ultra· violet filters are also us-eful.
For stationary work, electric strip or rod heaters and infrared lamps or glass panels are useful heat ~ources.
C-4
For continuous procluction line Aow, the Ire at uniformity requirements are : less severe. It is sop1etimes advantageous to play a stream of air ~n the phosphor surface thereby reduc· ing lateral flow of heat. This tends to increase contrast and makes it possible to hold the pattern for c~rc· ful study or photography.
At present, no commercial projec· tion equipment is a\·ailable. Ho\l:ever,· phosphor screens on cardboard or glass support are available. Equip· ment arrangements are Sl!ggested in U. S. Patent 2,642,538 and royalty· free licensing is availab!e.
An' Application Example
The photograph of Figure 3 rep· resents application of the contact thermographic technique in testing a eection of ~tainless steel honey· comb. Panels of this kind are used as· structural parts on aircraft and it ·is important to have a quality con· trol test which car. detect faulty·bonding between sheets and honeycomb substructure.
The panel was spray-coated with a layer of Range I phosphor (see Fig. 2) about 4 mils thick. Heat from a U-shaped electric rod unit was passed into the back side of the
panel at a rate of about 0.5 walls/ in.2 The phosphor was excited Ly two 15-watt blacklite fluorescent lamps oriented parallel to the two
panel edge~ at an angle of 45 degrees and distance of 16 in. Roo~ air
was played on ihe phosphor surface at a rate of about 1 CF.Mjin.2 With this arrangement, the brightness con· trast pattern pattern .was steady o\·er a period of many minutes.
The higher temperature dark areas are areas where heat flows. in at a
. rate relatively high compared with the rate at \l"hich it escapes. This cor· responds to areas where there is good metallic contact between sheet and honeycomb. In a perfect panel, these areas should form an unbroken pat· tern but in this case, some breaks are obsen·ed .. We find similar re· suits. with phosphor layers applied in the form of pressure sensitive tape or decal sheets. The large-are:~
shadows are thought to he due to

an O\ cr:tllune\'enne~s in thic-kness of
~olcler.
In addition to the a,·ailable con
trols related to pho~phor perform
ance, pattern contrast is influenced also by ra te of heat flow. Thus, thin break~ may he ob~cured by c-hoosing l'ery high contrast conditions. Also,
it is possible to run a garnu t of ~.:oncli ti ons and nrril'e at an estimate
of rel ati\'e magnitudes of different flaws. In termediate contrast condi
tions \\ere cho~en for the photograph
of Figure 3.
Variations of Method Whenever it is desirable to photo·
graph the contact pattern, this may be done by use o( a K-2 filter to exclude reflected ultradolet and blue light. The film may Le of interest as a permanent record but it also provides a good technique for qu<~n· titative work, e:;pecially in cases
where it is desirable to plot iso· therms. The film may be calibrated by photographing the phosphor· coa ted surf'sce of a simple calibrat· ing de\"ice the temperature of which can be varied in measured steps. It is, of course, necessary to coat this device with the same phosphor at the same thickness as that used for the work, to expose it to the same -intensity ultral'iolet, and to de,·elop the film under the same conditions. For routine quantitative work, the procedure can be considerably sim· plified by using the above calibrating device to calibrate a fluorescent step wedge which is then used for the
routine exposures. Photocell sensing is not as con·
ven ient for isotherm mapping as the photographic method, but it serves for quantitath·e \\ark in cases where only spot areas are of inte1est or
fur cuntinuou~ recording.
Special Applications Thermographic phosphors are
being used to study air flow patterns O\'er surfaces. A technique for doing this has been described.: A somewhat s imilar technique has been used to aid in design of air jets for cooling.3
Thermographic phosphor screens ha\ e been u~ed in experimental ultra·
sunugraphy.4
The contact method has been found
Figure 3-Brightness contrast pattern shorun by a layer of Range I, No. 1807, thermographic phosphor on a section of steel honeycomb panel as
heat is passed throu.gh the panel.
useful in testing uniformity of distri bu tion of electrically conductive coatings. When current is passed th1·ough the coating, ,·ariations in thickness give rise to variat ions in resistance and hence to · van at10ns in temperature. This method is being used also for testing insula tion in
refrigerator walls.
APPENDIX Thermographic Phosphor Theory
Solid ~tate theory proddes a use· ful , although not complete, picture of the mechanisms invohed in thermo· g raphic phosphors. According to the energy band picture, in an ideal crystal there are no allowed electron energy le,•els beh,·een the top of tht: ,-a!ence band and the bottom of the conduction band. In preparation of phosphors, the lattice is distorted by addition of foreign atoms or by heat treatment and this int rod uces new levels just above the \'alence Land ~acti\·ator le,·eh) and usually also
c-s
some new Jc,·cls nearer the conduc· tion band ( tr:~pping Je,·els ). F:xl·ita·. · tion by ultra,·iolet radiation, etc.
raises electrons from the activator g round level or the valence band to
the conduction band. If the electron returns directly to the ground sid le,
radiation (fluorescence} is emitted. If, instead, it is cnptured in a trap
ping state, it may eitJ1er be li fted aga in to the conduction band by thermal energy or in some cases, it may find its way hack to the gr•,und state by a nonradiative path. This nonradiative return can be pictured in terms of a series of short jumps between trapping ~tates or in terms of the whole-crystal energy picture in which the configurntional coordinate curves o f the excited and ground states approach one another closely, allowing the transition to occur. The energy is thus dissipated in the form of . infrared radiation or thermal dbration. The ra tio of radiative to non racliative returns may be decreased either by increase of temperature of the crrstal or by irra· diation with infrared. This may be due to one or Loth of two effects: 1. Thermal vibration or in frared ra· diation may raise electrons from the valence band to the acth·ator level thus making th is level unavailable for receiving excited electrons; 2. Ther· mal vibration may encourage non· rad ia ti\ e returns by allowing close approach of the configurational co
ordinate curves. These are a few of thP- {P.Iltures
o f phosphor theory wh ich apply particular-ly to phosphors havi ng bi· molecular phosphorescence decay, such as the sulfides which are adapt· able to design of good thermographic phosphors. By using as base mate· rial a combination of cadmium and zinc ~u lfide rather than zinc sulfide alone, the forbidden energy region i~ narrowed and this favors non· racliative returns. By using 5ilver acth•ator rather than copper, the ac· tivator level is nearer the 'alence band and this favors nouracliath·e returns because electrons are more easi ly raised from the \ale nee band to the acth·a tor level by thermal
energr. By adding a "killer"' 5uch as nickel, nonradiative returns are fa-

,·orcd ht>cause new rc·bti' clr fkt:p I rap levels are acldt·d, t:tc. Thus, zinc C<Jtlmiurn su lfide at;th·atcd by s ilver and "pois,)llcd" by nid.el is found
to be the most ~ensiti~e material for the ncar-room temperature range. The relative rate constants of the
radiative, trnp·t>mptying, and other mechanisms are such that the usefu l
temperature ·range for a given phos· phor can Le increased by increasing the intensity of excitation. But there is, of course, a prac.:tical limit and for the must sensitive near-room tt>mperature type, this limit is around 90°C. In order to extend the useful
t<'mpcrature range, ~nme of the de~ign parameters must he Htried; e.g.,
cadmium contt'nt, nickel content, or kind of activator.
REFERENCES
(1) The Ob;er\'ation of T<rnJ•era ture Distrihuti~ons and of Thermal Ra· diation by Means of 1\ .. n.Jinra. Phosphors, F. UrLach, N. R. /\ail, and D. Ptarlman, J . Opt. Soc. Am., Vol. 39, No. 12, pp. 1011-1019 {1949). Thermography, F. l'rbach, The Photographic Journal, \ 'oJ. 908 , pp. 109-114 (1950). ;\lel!urc-ment of Temperature Distribution on the Surface of Solid Bodies, F. Urbach, U. S. Patent 2,551,650, :\lay 8, 1951.
C-6
Thertnal Rl dio:raphy l '•ing Phosphors, F . Vrhach, U. S. Patent 2,642,538, J~ne 16, 1953.
(2) A Teonp~rature·Sen~itile Phosphor Used to ~lea!ure Surface Tempera· tures in Aerod)namics, Lee C. Brad· ley, Review of Scientific ln!tru· ments, Vol. 24, ~o. 3. pp. 219-220 (1953).
(3) Temperature -~ensi t he Pho~phors for the E"aluation of :,ir Jets De~i~ned to Cool ~lot ion Picture film, F. J. Kolb and f. Urbach, Soc. of Motion Picture and Teledsion En~;ineers, \' ol. 62, No. 5, pp. 364·3i6 (1954).
(4) !'>ew ~lethods of l'ltr3~r,nc,cupy and l'hraH•no~raphy, Paul ) . Ernst and Charles W Hoffman, J. Acou•tical Soc. Am .• Vol. 24. ~o. 2, PP·. 207-211 (1952).

....,
'
rji -t: I
f IT
'-). i-
- I -t ~ !
''i"" 'tl .-tV I I I
ltl' )( ) I ) : JI I_( ' It ' ..l
.J ! I 'a I .
'1 I _(: l.I Ill 1, d. ll V
I I I I I ,c
I l I I I I
This bulletin is concerned with use ol certain special phosphors for detection or measurement of variation of temperature over surface areas. These special phosphors are inorganic crystalline materials which emit light under excitatlon by u ltraviolet radiation and exhibit marked change of brightness with change of lo:mptm•ture. The method originated with Dr. Franz Urbach and his associates at Ea;tman Kcdak Research Laboratories. They developed phosphors with good sensitivity. They also developed and patented basic methods o! application. More recently, U. S. Radlum Corp. has developed phosphors of sti!l higher sen>itivity and studied specific application groblems. We are in position no.w to supply the phosphors in quantity and to offer suggesticns relative to their use.
A layer of thermographic phosphor applied to a surface forms an effective thermometer extended in two dimens:cns. This is being used to study surface phenomer.a such as air flow patterns and variable electrical conducth·ity of t h in surface layers. By causing heat to !low through the body of an object, discontinuit:es in the body may be revealed through temperature differences at the ;ur!ace. In fact. this provides a non-destructive tes ting technique which is useful in some cases where the x-ray method !ails. Since heat flow is involved. lateral flow of heat tends to reduce surface temperature differentials. Therefore, be~t resul ts are shown where the discontinuity is near the suriace or is relatively large: For example. it is particularly effective in showing !laws in bonding ol laminates or bonding of shee ts to sub structures and i> now in regular use fo r such purposes. A demonstration of thi:i type of applicat:on is shown in Fig. 1.
In the photoiraph of Fig. I , the object under study is a brass rir.g-stainless steel sheet brazed assembly. The brass ring is 3/ 8" thick. 3" diameter with a series of equally spaced 11~" holes and a s:roove :tbout \·,·· deep concentric with the laree c·Pntl'r hnlo> ThP n 01 ~·· rhir tr '''"1 i heet i' cut ow~y tn <hnw thP <:rurtur"' M th,. l:>rut r ing. Tho ct~el is covered with a 0.005"' layer of RJdelin •No. 180i the:-moeraphic phosphor with Rade!in• thermographic bmder, applied by spray. The phosphor is excited by a set ct two 15 wa:t blacklite fluorescent lamps at a distance of 12 inches. The surface is heated by radiation from two 600 watt hot plates, in which the coils are totally enclosed to avoid visible rad:a:ion. placed at a distar.ce of 7 inches.
C-7
·1 L rrr1 n 1 ;
~ ! l l l l I I I I I II II I I I I I I I I I , l I I I I I l I I II I l I I _
.. ~~~~~:1...,..~~~ r, ~~h..9ll-iir..~~" ·.#. _ : -~;.; I -~ """-••U,.. ·.:" •[=!_'";I !;, . .r· 1-I
I ~ ~~ F, I-,_,_ I
~ '"""'r JJ Lit~~~ · : = ~:rtv~~ ~~~~ ~: ~~i~ ,;."" t· 1-·' . .. '- ••• :o'•~•• ~k ,C ·,~ I -I tU ~""'i :t.'l {ll ll~l:(t!~IJUtf, I-_
·=:··2 :::5::~~-:x.::.:~J
Areas o! the steel plate which make good contact with the brass appear as bright areas because heat generated at those surface areas flows freely into the brass so that the temperature remains relatively low. In additior. to the dark areas corresponding to the c ircular groove and holes, a dark radial line is observed. This represents a shallow groove cut m the brass ring surface simulating a flaw in the brJzing.
The best conditions for controlling heat flow will vary with the physical situation. I n some ca>es it may be best to flow heat into the body from the reverse side. Also, it is sometimes advantageous to "freeze" the temperature pattern by playing a stream of air on the phosphor surface.
Ideally, both infrared and ultraviolet radiation should be uniform over the surface area under observation. Also, there should not be excessive visible radiation from either source. In fact, in situations where heat is supplied from the phosphor side, it is advisable to avoid short Wll\'elt:ngth infrared because th is directly reduces phosphor
• Figure 1. Demonstration of contact thermography indicating discontinuities in bonding of stainless steel sheet to brass.

brightness and has the effect of reducing contrast. Strip heaters or hot plates operated at intermediate temperatures se:ve the purpose. Wherever space limitations do not prevent their use, fluorescent blacklite bulbs provide a good ultraviolet source. Mercury arc floodlights or spotlights with near ultraviolet filters are also useful (See appendix !or partial list of suppliers of ultraviolet lamps) .
"Trademark
Phosphor Properties Phosphors in general exhibit variation of ef·
!iciency with change of temperature but many of the more efficient ones show relatively little variation in t h e near-room temperature rangt. Therefore, phosphors useful for thermography must be specially designed to show large change of brightness with small change of temperature. Sensitivity is expressed in terms of percent change of brightness per degree Centigrade change of temperature.
Preliminary work in the f!eld indicates that for the near-room temperature range, zinc cadmium sulfide with silver activator and a trace of nickel as "poison" is most useful. This type phosphor is best excited by near ultraviolet radiation and emits broad band t•adiation with dominant wavelength in the yellow. United States Radium's standard near-room temperature type thermographic material. Radelin •phosphor No. ~807, is a fine crystalline material with average particle size below ten microns. Performance of this phosphor can best be discussed by reference to Fig. 2.
The solid curves of Fig. 2 show the effect of temperature on brightnes,; at four level3 of ultraviolet excitation. On this arbitrary scale of ultraviolet irradiation, one unit corresponds to one 100-watt flood-type mercury arc lamp, plus U.V. filter, a t a distance of 53 inches or to two 15-watt fluorescent b lacklite lamps (purple glass bulbs) at a distance of 30 inches. The slopes of these curve> at the variou,;; points represent sensitivity of the phosphor at corresponding temperature and brightness. The dashed curves are iso-sensitivity curves drawn in each case through points on the solid curves where the slope is the same. This shows that in the intermediate range of brightne:s5 and over the range oi temperature !rem room tempE:rature to abcve 80' C., 5ensit:vity holds nearly ccr.stant at a given brightnes; levEl. Al,;o, it is observed that a given brightnes5 level may be held ove1· th:s range of t:mperature by adjusting the level of ult:-avioict excitation. And at a given temperature both b:ightness and sensitivity are function.:; of levei of exc:tati:n. Therefore, the phosphor is capable of showir.g geed contrast pat:er::s over a wide range of conditions. The pract•cal upper limit of temperature at which this phosphor can be used will be de termined in a given sitt.:ation by the amount of ultraviolet radiaticn that can be applied and by the lowest useful ~rightness.
For higher temperature applications, phosphors of different design must be used. While it is expected that m o s t applications will require the near-room t~mperature type, we are prepared to supply phosphors for use at higher temperatures. Performance data on these phosphors will be avail-able at a later date. -
Phosphor Coati-ng The phosphor should be applied uniformly by
spray, brush, screen or settling. The binder must be such that it shows a minimum of fluorescence since such fluorescence would tend to reduce contrast of the temperature pattern developed by the phosphor. At temperatures much above too· C., thermal stability of the usual resin binders becomes a problem. In this range, either silicate or silica binder such as Ludox · (Du · Pont) or one of the newer high temperature thermosetting resin binders may be used. But it is expected that most applications will involve the range below 100• C. and United States Radium has developed a lacquer for this range which is suitable for brush or spray application and is prepared to supply it and thinner for use with it. We suggest a slurry with two parts by weight phosphor and one part lacquer thinned to working consistency with the thinner. These materials, in common with all such materials, should be handled under ventilated conditions away from sparks. flame, or excessive heat. Thinner can be used to remove the pho>phor coating. We invite conoultation relative to any special binder problems.
For qualitative work in situations where high contrast and definition are not needed, brush application may be acceptable. Otherwise the spray method is preferred. Optimum coat thickness will vary with the situation. It must be thick enough to provide good light output and acceptable uniformity. On the other hand, too g:eat thickne;;s leads to loss of definition. We find a thickness of 0.005" to be the right order of magnitude. A DeVibilis type T.G.A., series 501 spray gun is satisfactory for general purpose work. Frequent agitation to insure suspension of phosphor is indicated.
Special Techniques Although most indus trial testing may r~:quire
only qualitative visual observation of the brlghtness pattern. therl' may be s:tuatic'ns where it is desirable to photog:-aph the pattern. Thi; may be done simply by use of a K-2 filter to exclude reflected ultrav:olet ar:d blue Ught. The film may be of interest as a permanent record but it also prov'des a good technique for quantitative wcrk, especially m cases where it is de;irable to plot isotherms. The film may be calibrated by photographing the pho5phor-coated su:fa:e of a simple calibrating de\·ice the temperature of which can be vuied in mea:;ured s~e;:>s. It is, of course, neces.;;ary to cca t this device with the same phosphor at the

en en w z 1-:r \!)
C( CD
4 .
20 30 40 50 6 0 70
TEMPERATURt: ( °C)
Figure 2. Performance of Radelin thermograph ic phosphor No. 1807. Solid curves show brightness agalnst temperature at four levels of ultraviolet excitation. Dashed curves show sensitivity (per cen t brightness change per degree Centigrade change of temperature) agains t brightness and te~perature.
C-9
8 0

same thickness as that u:>ed for the work to ex pose it to the same i:ltensity u:traviolet, a nd to develop the fi!m under the s~rr.e conditions. For routine quant:ta:ive work. the procedure can be considerably simplified by using the abo.,:e calibrating d l?vice to calibr:\te a fluore:ce:H step ~,·edge \\'h!ch ls then used for the routir:e expomres.
Photocell sens:ng is obviously not as convenient for isotherm mapping as the photographic method. but it ;en·es for quantitative work in cases where only ;pot areas are of interest. :\!so, the photocell method is ideal ior assembly line sensing and ca n be set up to actua te devices for m arking locations of flaws or performing other operations on t he work.
The preceding discussion applies on ly to methods involving application of the pho:;p hor di rcc:ly to the object. i.e., contact t he rmography. S ince the!·mographrc phosphor respond;; to inf:-orcd
radiation, a screen of the phosphor ca n be used to detect dis tant sources of heat radiation a nd by optica lly projecting an image of t he source on the screE'n. t he temperature pat tern of the source can be seen a n d p hotogra phed ( p rojection thermog raphy ). T his :net hod allows stud y of objects at very high te mperatures. T his bulletin deals p r ima ri ly w!th con tact thermogr~tphy but it should be m ent!oned that Uni~ed S ta tes Radium is also prepared to ,;upply therm ogr a ph ic screens as we ll as phospho r. lacquer. a nd thinne r .
Appendi.l.' A Partial List of Suppliers of Black Lights
' 'Black Light Eastern Corporation 33-00 Northern Bou levard
· Long Island City 1. N . Y.
•Burton ::\1anuf3ctu:-ing Comi)ar.r :!520 Colorado Boulevat·d Santa ).·Ionica, Calrf.
•century L ighting, Inc. 5:!1 W. 43rd Street N~w York 36. N. Y.
' Charlotte Chemicai Labora to r ies Charlotte 1. N. C.
v •George W. Gates & Co., Inc. . Franklin Square
Long I;;land. N. Y.
•Hanov:a ChemicJi & :vt.:mufactur ing Co. 100 Chestnut Street Newark 5. New Jersey
,. •Herbach & Raciema:-t, Inc. 1204 Arch St:·eet Philadelphia 7. Pa.
,·Lawter Chemicals. I nc. 3550 Toughy A~·e:ltre Chicago 45, Illinois
\" Luminous Resin,; Inc. !Gil W. Wa.shington St:·eet Ch t~:ago 2, I llinois
•:vtagna f!u x Co r porat ion 5900 Nor th wes t H igh•.1.·ay Chicago 31. Illino!s
' •Norco Manuhctudng Com pany 392 Bleecker S treet New Ycrk H New York
, . • Resea:-ch Spec!altie:> Company 2005 Ho;::k ins S tre t>t Berk ley 7. Calif.
, .. "-Shannon Lu m inous :'vta teria ls Co. 7354 Sar.ta :\Ion!ca Bivd. Hollywood 46. Ca l:f.
' •' S trobiite Compan y i5 West 45th S treet New York 36. N. Y.
' Vietze Lurr.inescent C ompany Baldwin , Long Isla nd. N. Y.
' Wes:ern F luo rescent L ig h ting. I nc. 3224 W. Rooseve lt Road Chic:tgo 2-t. Illinois
I ndica tes supp liers oi flu orescen t type · Indica tes supp!iers of mercury a rc type
UNITED STATES RADIUM CORPORATION Morristown. N.J.
<>U.S.GOVERNMENTPRINTINGOFFICE: 1980- 740- 14 S 38 4 C-10