Embed Size (px)
Citation preview

Presented by: Gary ScribnerManager of Technical Services
Italy September 2016
The National Board of Boiler and Pressure Vessel Inspectors
1. Provides administrative and technical rules and guidelines to follow for installation, inspection, repair/alterations—general and specific.◦ These rules are comprehensive;
uncomplicated; user-friendly format2. Requirements for jurisdictional oversight3. Requirements for third party oversight—
training, experience, & qualifications4. Provides alternative methods—NDE, heat
treatment, testing, design, repair methods
5. Provides requirements for documentation utilizing specific forms and requirements for registration and retention of records
6. Provides for verification of work 7. Requires a QA Program ◦ easily adapted to fit other codes of construction
for repairs and alterations; international codes
Table of Contents
Section 1 – GeneralSection 2 – WeldingSection 3 – Repairs and AlterationsSection 4 – Examination and TestingSection 5 – Documentation and StampingSection 6 – SupplementsSection 7 - Policy for MetricationSection 8 – Technical InquiriesSection 9 - Glossary Section 10 - InterpretationsSection 11 – Index
4The National Board of Boiler and Pressure Vessel Inspectors
4
Term Definition Reference
Repair Work necessary to restore pressure-retaining items to a safe and satisfactory operating condition.
Part 3, Section 9, Glossary of Terms
Alteration A change in the item from the original design (Mfg. Data Report) which affects the pressure containing capability. Nonphysical changes such as an increase in MAWP or design temperature shall be considered an alteration. A reduction in minimum temperature is also considered an alteration.
Part 3, Section 9, Glossary of Terms
The National Board of Boiler and Pressure Vessel Inspectors5
NBIC Part 3 can be utilized for either ASME or other Codes of Construction:
When repairs or alterations are performed to the ASME Boiler and Pressure Vessel Code, the repair or alteration shall conform insofar as possible to the section and edition most applicable to the work planned.
The National Board of Boiler and Pressure Vessel Inspectors6
When the standard is not the ASME Code, the repair or alteration shall:◦ Conform to the edition of the construction standard
or specification most applicable. Where this is not possible or practical, other codes, standards, or specifications, including the ASME Code, can be used, provided: The “R” Certificate Holder has the concurrence of
the Inspector. The Jurisdiction where the item is installed has concurred
with the proposed repair or alteration.
The National Board of Boiler and Pressure Vessel Inspectors7

Inspection and certification shall be made by a National Board Commissioned Inspector employed by an:
Repairs require prior authorization of the Inspector, who shall determine that the repair methods are acceptable.
Authorized Inspection Agency (AIA) Owner-User Inspection
Organization Federal Inspection Agency
The National Board of Boiler and Pressure Vessel Inspectors8
Shall be by the Inspector authorizing the repair or alteration. (or another Inspector employed by the same AIA)
Before signing the “R” Form, the Inspector shall:◦ review drawings,◦ ensure work was performed to the original Code of
Construction/Standard,◦ witness pressure testing (or an acceptable alternative).◦ verify required NDE completion,◦ perform other functions necessary to ensure Code
compliance.
The National Board of Boiler and Pressure Vessel Inspectors9
Organizations performing repairs or alterations shall be accredited as described in Part 3 as appropriate for the scope of the work planned.
The National Board of Boiler and Pressure Vessel Inspectors10
Welding shall be performed:◦ in accordance with the
original Code of Construction;◦ to a Welding Procedure
Specification (WPS), qualified in accordance with the original Code of Construction. When not possible or practicable, may be qualified in accordance with ASME Section IX.
The National Board of Boiler and Pressure Vessel Inspectors11
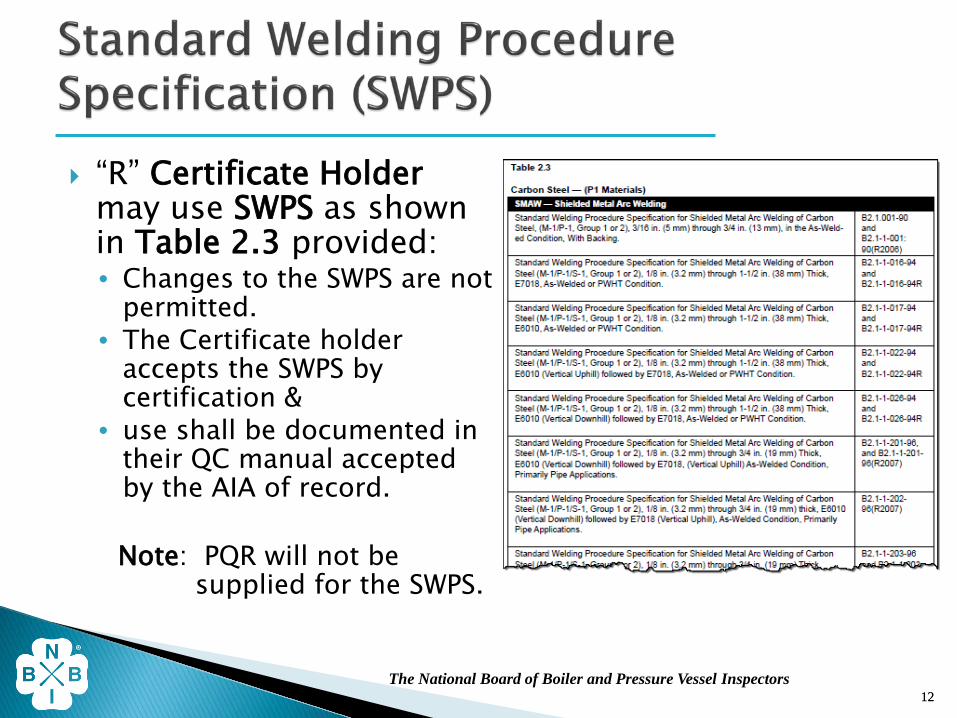
“R” Certificate Holder may use SWPS as shown in Table 2.3 provided: • Changes to the SWPS are not
permitted.• The Certificate holder
accepts the SWPS by certification &
• use shall be documented in their QC manual accepted by the AIA of record.
Note: PQR will not be supplied for the SWPS.
12The National Board of Boiler and Pressure Vessel Inspectors
12
13The National Board of Boiler and Pressure Vessel Inspectors
13
Shall be qualified in the welding process in accordance with the original Code of Construction or ASME Section IX.
Use of SWPS shown in Table 2.3 is permitted for performance qualification testing.
The National Board of Boiler and Pressure Vessel Inspectors14
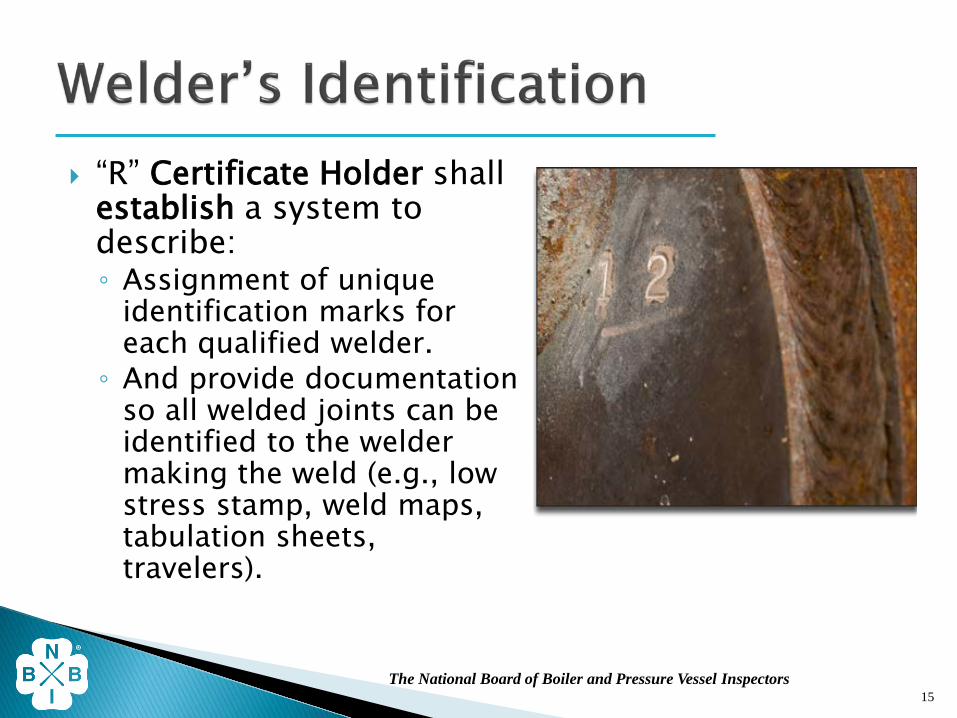
“R” Certificate Holder shall establish a system to describe:◦ Assignment of unique
identification marks for each qualified welder.
◦ And provide documentation so all welded joints can be identified to the welder making the weld (e.g., low stress stamp, weld maps, tabulation sheets, travelers).
The National Board of Boiler and Pressure Vessel Inspectors15
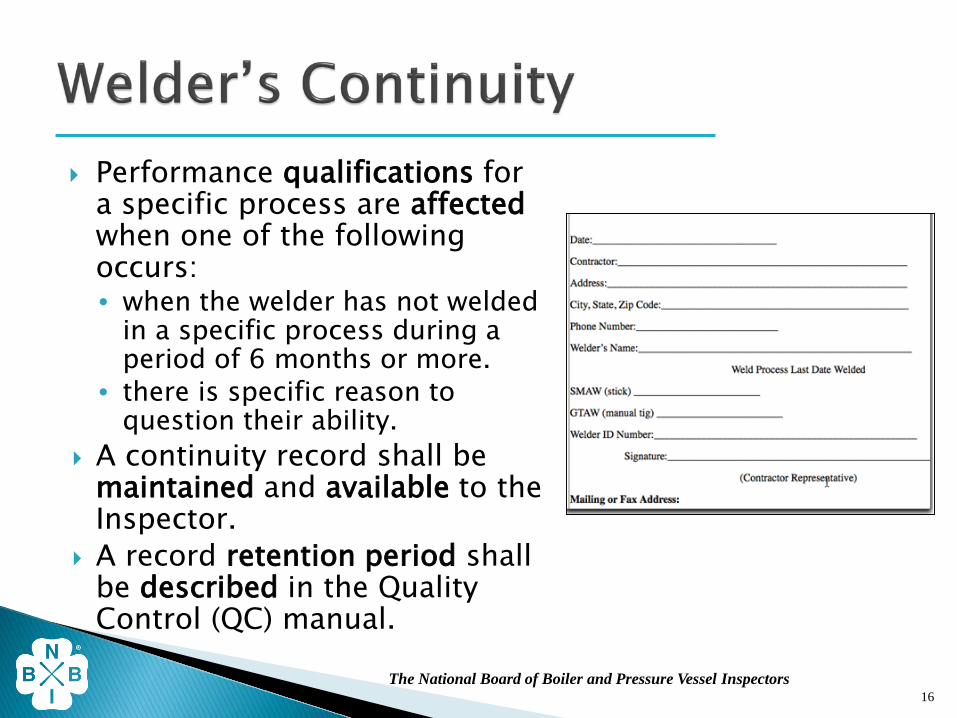
Performance qualifications for a specific process are affectedwhen one of the following occurs:• when the welder has not welded
in a specific process during a period of 6 months or more.
• there is specific reason to question their ability.
A continuity record shall be maintained and available to the Inspector.
A record retention period shall be described in the Quality Control (QC) manual.
The National Board of Boiler and Pressure Vessel Inspectors16
Minimum recommended temperatures for Preheat
Post Weld Heat Treatment (PWHT) Procedures for Local PWHT Alternative Welding Methods Without PWHT◦ Under certain conditions when PWHT in accordance
with the original code of construction is inadvisable or impractical◦ Methods 1-5 Method 1- increased pre-heat Methods 2-5 – temper bead
The National Board of Boiler and Pressure Vessel Inspectors17
Materials◦ Shall conform to the requirements of the original
Code of Construction.◦ Materials with a carbon content of more than 0.35%
cannot be welded. The “R” Certificate Holder is
responsible for verifying existing materials and condition of the base material from: Manufacturer’s data reports
• original data• drawings• records
The National Board of Boiler and Pressure Vessel Inspectors18
If existing material cannot be verified: agreement for the method of establishing design basis shall be obtained from the Inspector and the Jurisdiction.
Minimum requirements include:
o Perform a chemical analysis and hardness testing, as well as minimum to determine weldability and strength;
- OR –
oQualify a weld procedure
If there is a question, seek “competent” technical advice.
The National Board of Boiler and Pressure Vessel Inspectors19
Replacement parts may be supplied as material or welded parts.• Materials supplied as new parts
formed by casting, spinning, forging, die forming, and on which no welding was performed shall be marked with the material and part identification and the name or trademark of the Manufacturer.
• A coded marking system traceable to the required marking may be used.
• Examples: seamless or welded tubes, pipe caps, forged nozzles or HDS (weld caps).
The National Board of Boiler and Pressure Vessel Inspectors20
Replacement parts subject to internal or external pressure, preassembled by attachment welds shall have welding, and certification performed in accordance with the original Code of Construction.
◦ Examples: water wall, floor panel assemblies, inspection openings, burner openings, soot blower openings.
The National Board of Boiler and Pressure Vessel Inspectors21
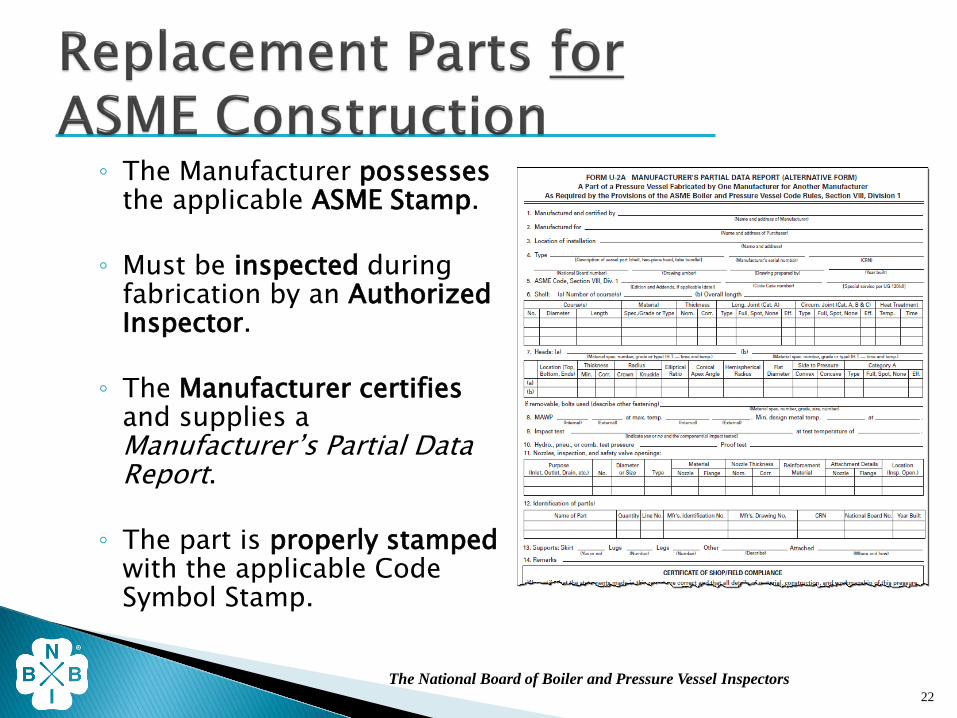
◦ The Manufacturer possesses the applicable ASME Stamp.
◦ Must be inspected during fabrication by an Authorized Inspector.
◦ The Manufacturer certifies and supplies a Manufacturer’s Partial Data Report.
◦ The part is properly stamped with the applicable Code Symbol Stamp.
The National Board of Boiler and Pressure Vessel Inspectors22
◦ They shall be manufactured as required by the original Code of Construction.
◦ They shall be inspected, stamped, and certified as required by the original Code of Construction.
◦ When not possible or practical, an “R” stamp holder may fabricate the part and document and certify on Form R-3.◦ Certification is made by applying the “R” symbol
stamp.
The National Board of Boiler and Pressure Vessel Inspectors23
The “R” Certificate Holder establishes controls that document how:
◦ design requirements are complied with;
◦ How design drawings, calculations, and specifications are prepared or obtained, &
◦ How they are controlled, and interpreted to provide the basis for alteration in accordance with the originalCode of Construction.
The National Board of Boiler and Pressure Vessel Inspectors24
A set of calculations shall be completed prior to the start of physical work.
All design work shall be completed by an organization experienced in the design portion of the standard.
Calculations are made available for review by the Inspector accepting the design.
The National Board of Boiler and Pressure Vessel Inspectors25
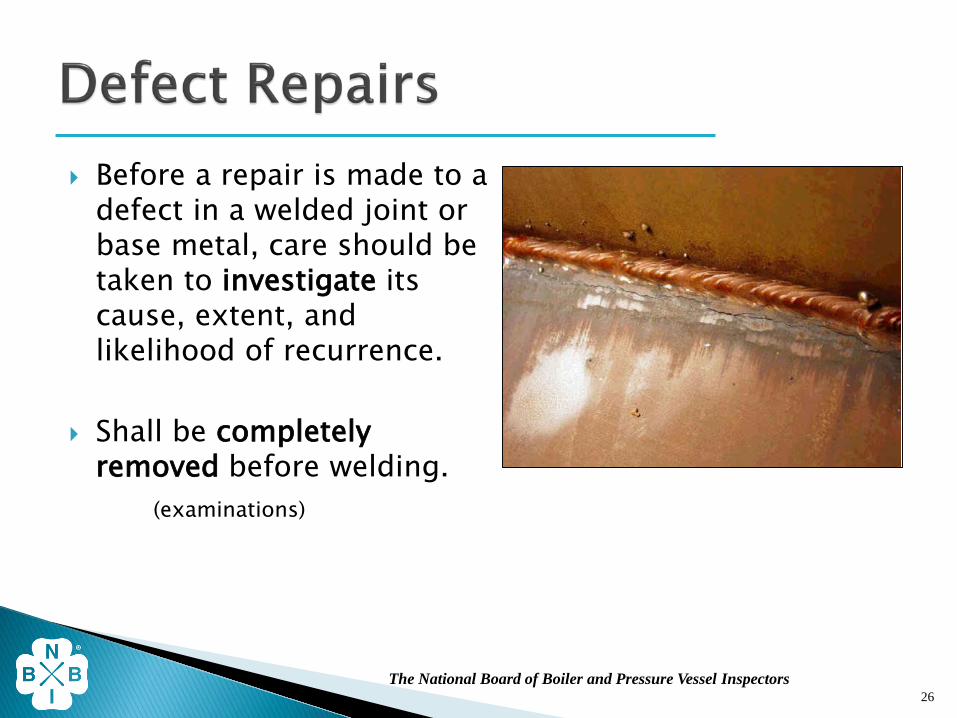
Before a repair is made to a defect in a welded joint or base metal, care should be taken to investigate its cause, extent, and likelihood of recurrence.
Shall be completely removed before welding.
(examinations)
The National Board of Boiler and Pressure Vessel Inspectors26
The “R” Certificate Holder is required to include in the Quality System Program specific information regarding routine repairs in order to establish:◦ controls◦ responsibilities◦ scope and extent.
The National Board of Boiler and Pressure Vessel Inspectors27
Routine Repairs are limited to categories listed I the NBIC Part 3, 3.3.2 e)
e) Repairs falling within one or more of the following categories may be considered routine:◦ 1) Welded repairs or replacements of valves, fittings, tubes, or pipes NPS 5 (DN
125) in diameter and smaller, or sections thereof, where neither postweld heat treatment nor NDE other than visual is required by the original code of construction. This includes their attachments such as clips, lugs, skirts, etc., but does not include nozzles to pressure-retaining items;
◦ 2) The addition or repair of nonload bearing attachments to pressure-retaining items where postweld heat treatment is not required;
◦ 3) Weld buildup of wasted areas in heads, shells, flanges and fittings not exceeding an area of 100 sq. inches (64,520 sq. mm) or a thickness of 25% of nominal wall thickness or ½ inch (13 mm), whichever is less;
◦ 4) Corrosion resistance weld overlay not exceeding 100 sq. in. (64,520 sq. mm).
28
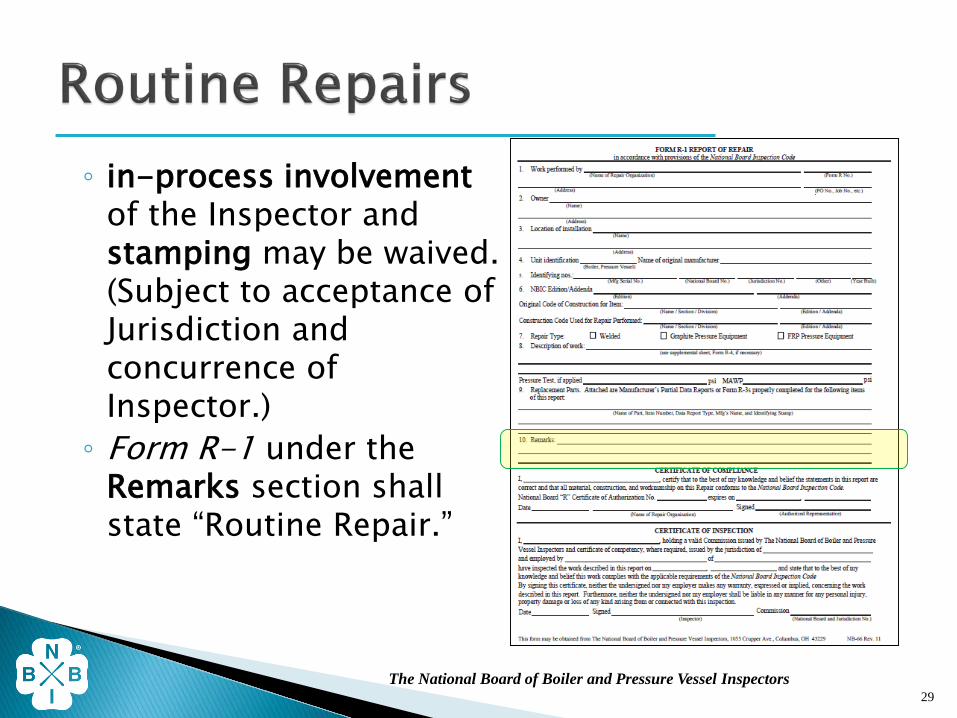
◦ in-process involvement of the Inspector and stamping may be waived. (Subject to acceptance of Jurisdiction and concurrence of Inspector.)◦ Form R-1 under the
Remarks section shall state “Routine Repair.”
The National Board of Boiler and Pressure Vessel Inspectors29
Specific examples of repairs are given in paragraphs 3.3.3 a) thru t).
Cracks, blisters, wasted areas, access openings, external overlay weld buildup, riveted joints, re-ending or replacement of tubes, flush patches, tube window patches.
The National Board of Boiler and Pressure Vessel Inspectors30
The user shall prepare a detailed repair plan:◦ Plan is certified by an engineer to compatibility with original
user’s design specifications and design report.◦ Inspector accepts the plan and signs the appropriate R Form
The National Board of Boiler and Pressure Vessel Inspectors31
Revised calculations are required.
Caution: Establishing higher joint efficiencies to re-rate a PRI is not permitted.
Established in accordance with original Code of Construction.
Require current satisfactory inspection records to support the proposed work.
Shall be pressure tested for the new service, or alternative methods may be used to verify structural integrity subject to jurisdictional approval.
The National Board of Boiler and Pressure Vessel Inspectors32
Nondestructive examination (NDE) shall be in accordance with the original code of construction.
The basic requirements shall include:◦ technique◦ extent of coverage◦ procedures◦ personnel qualification requirements◦ acceptance criteria
The National Board of Boiler and Pressure Vessel Inspectors33
When NDE is required by the original Code of Construction and is not possible or practicable, an alternative method may be used.
The alternate method shall be acceptable to the Inspector, and the Jurisdiction where the PRI is installed, when required.
The National Board of Boiler and Pressure Vessel Inspectors34
The calibration program shall meet the same requirements as the applicable standard used for construction. This program shall include calibration and documentation for:◦ pressure gages,◦ measurement devices,◦ examination and test
equipment.
The National Board of Boiler and Pressure Vessel Inspectors35
NOTE: The integrity of the repair, alteration, and replacement parts shall be verified by examination or test. The “R” Certificate Holder is
responsible for all activities.
Examinations and tests used shall be subject to acceptance of the Inspector, and where required, the Jurisdiction.
The National Board of Boiler and Pressure Vessel Inspectors36
Based on the nature and scope of the repair activity, one or a combination of the following examination and test methods shall be applied:
a) Liquid Pressure Test• To verify leak tightness, not more than 150%
of MAWP.• If test pressure exceeds 90% of set pressure
of pressure relief device, the device shall be removed or spindle restraint applied.
• “Metal temperature” shall be in accordance with the original Code of Construction but not <60°F (16°C) nor >120°F (49°C).
•Minimum hold-time of test is 10 minutes.• Test pressure reduced to MAWP for
inspection. Hold as necessary for complete examination by Inspector.
The National Board of Boiler and Pressure Vessel Inspectors37
b) Pneumatic Test Requires concurrence of
owner, Jurisdiction, and Inspector.
Conducted at the minimum test pressure to verify leakage.
Shall not exceed maximum test pressure of the original Code of Construction.
Precautionary requirements shall be followed.
The National Board of Boiler and Pressure Vessel Inspectors38
c) Initial Service Leak Test As permitted by original Code of Construction, the
same test may be used for repair.
d) Vacuum Test Shall be available to verify leak tightness of the repair.
e) Nondestructive Examination NDE methods used shall be available for providing
meaningful results to verify the integrity of the repair.
The National Board of Boiler and Pressure Vessel Inspectors39
Liquid Pressure Test
Pneumatic Test
Nondestructive Examination (NDE)
The National Board of Boiler and Pressure Vessel Inspectors40
Provides requirements for certification, stamping, and documentation of repairs and alterations.
Forms may be obtained from the National Board web site.
The National Board of Boiler and Pressure Vessel Inspectors41
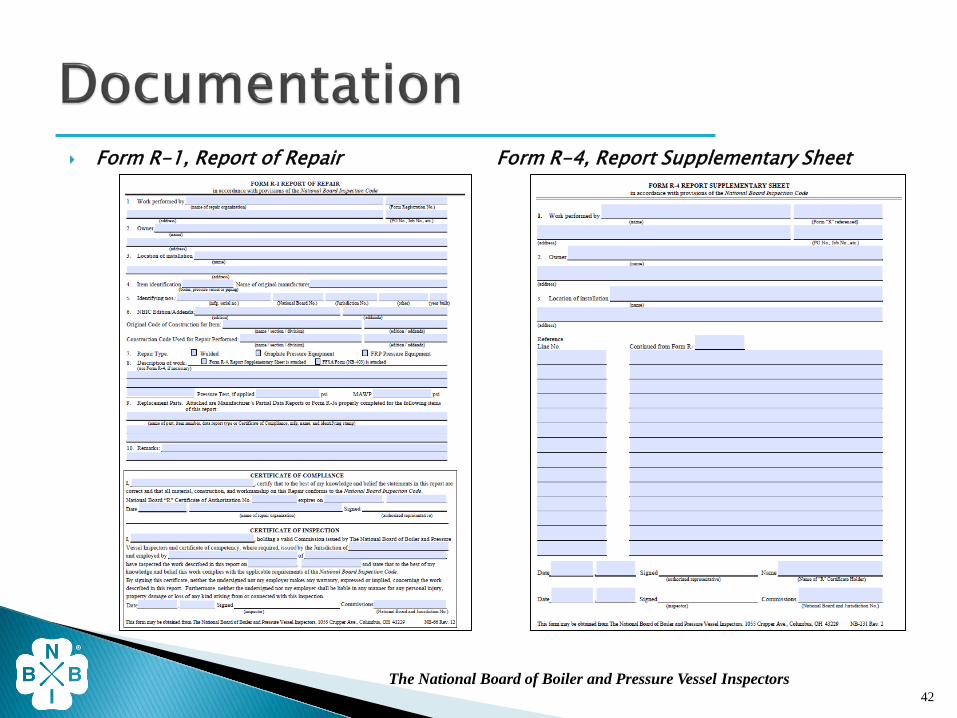
Form R-4, Report Supplementary Sheet Form R-1, Report of Repair
The National Board of Boiler and Pressure Vessel Inspectors42
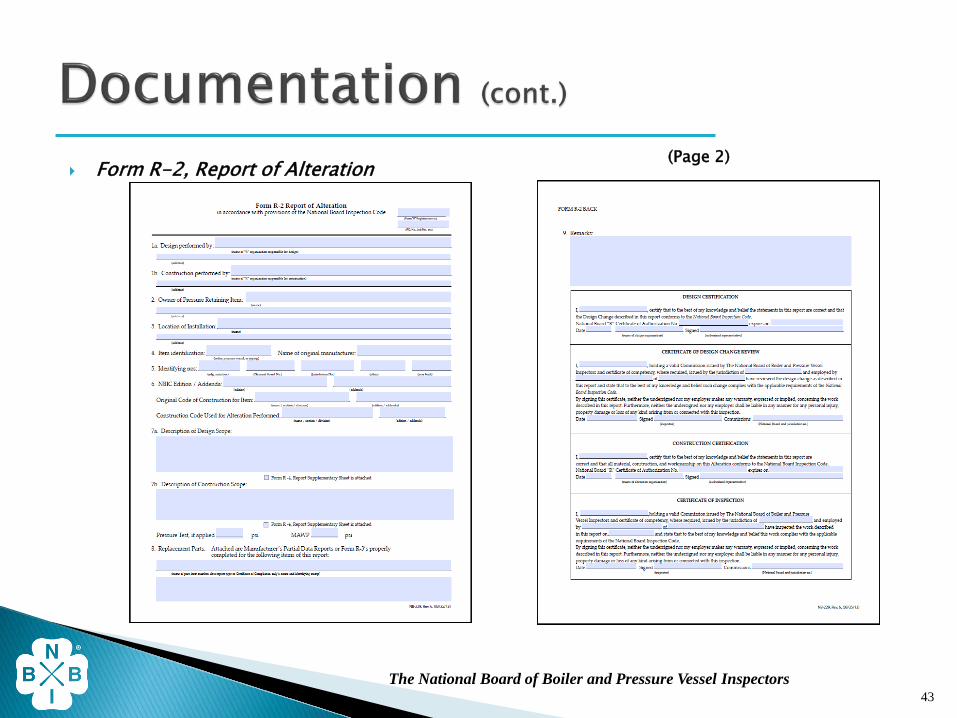
Form R-2, Report of Alteration (Page 2)
The National Board of Boiler and Pressure Vessel Inspectors43
a) “R” Certificate Holder is responsible for preparation, certification, and distribution.
b) Information describing the work to repair a PRI shall be documented on Form R-1 and extended to Form R-4 as needed.
c) Inspector shall indicate acceptance by signing Form R-1 and Form R-4, if attached.
d) Attachments to Form R-1: Form R-3, Report of Parts Fabricated by Welding
(Part 3 – 3.2.2) Manufacturer’s Data Report Certificates of Compliance
The National Board of Boiler and Pressure Vessel Inspectors44
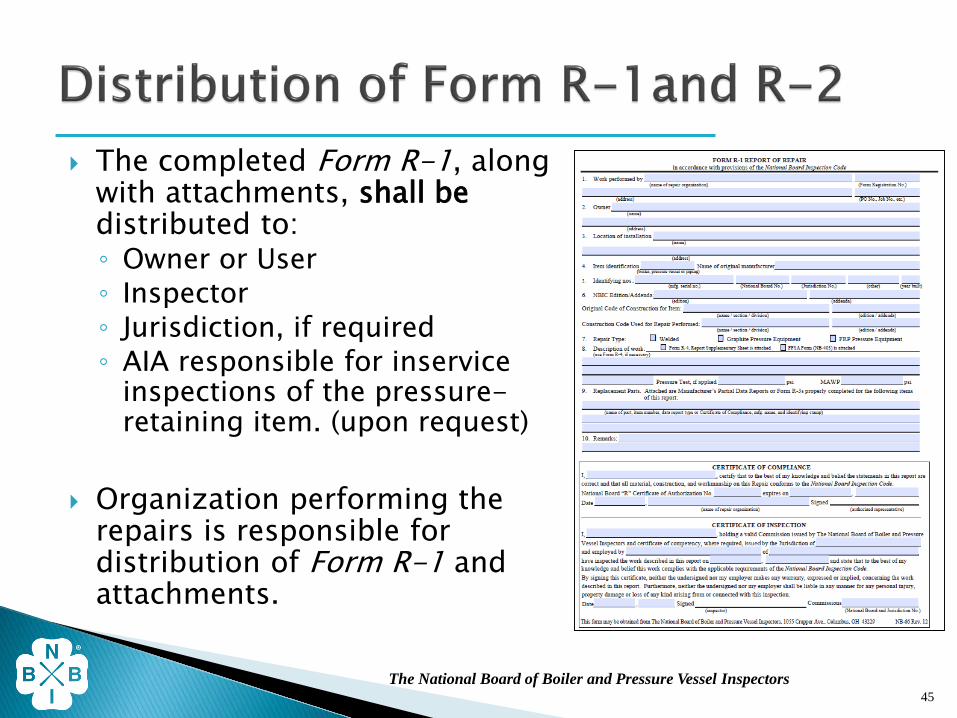
The completed Form R-1, along with attachments, shall be distributed to:◦ Owner or User◦ Inspector◦ Jurisdiction, if required◦ AIA responsible for inservice
inspections of the pressure-retaining item. (upon request)
Organization performing the repairs is responsible for distribution of Form R-1 and attachments.
The National Board of Boiler and Pressure Vessel Inspectors45
a) Organizations performing repairs or alterations may register “R” Forms with the National Board.
b) Some jurisdictions may require registration.
c) Alterations shall be registered if the original Manufacturers data report was registered.
The National Board of Boiler and Pressure Vessel Inspectors46
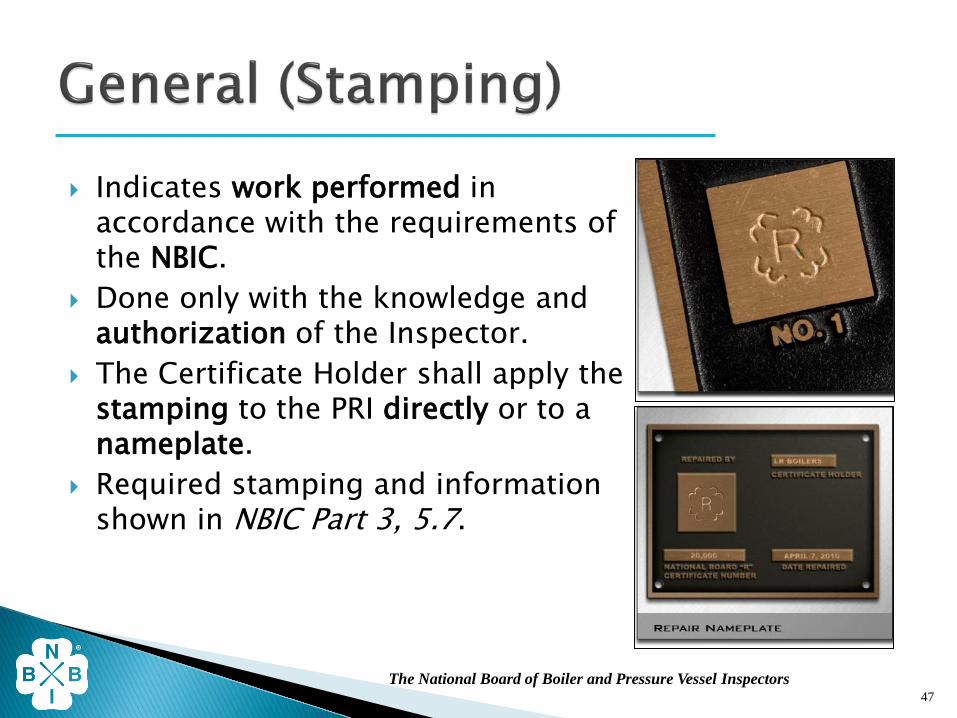
Indicates work performed in accordance with the requirements of the NBIC.
Done only with the knowledge and authorization of the Inspector.
The Certificate Holder shall apply the stamping to the PRI directly or to a nameplate.
Required stamping and information shown in NBIC Part 3, 5.7.
The National Board of Boiler and Pressure Vessel Inspectors47
www.nationalboard.org
The National Board of Boiler and Pressure Vessel Inspectors 48
Thank you!





























