Embed Size (px)
Citation preview
Investigation of Fuel Chemistry and Bed Performance
in a Fluidized Bed Black Liquor Steam Reformer
DOE Cooperative Agreement DE-FC26-02NT41490
Quarterly Technical Progress Report, Year 2 Quarter 3
Reporting Period Start Date: 04/01/2004 Reporting Period End Date: 06/30/2004
Principal Author: Kevin Whitty
Prime (submitting) Organization: University of Utah 1471 East Federal Way Salt Lake City, UT 84102 Project Subcontractors: Brigham Young University Reaction Engineering International A-261 ASB 77 West 200 South, Suite 210 Provo, UT 84602 Salt Lake City, UT 84101 University of Maine Georgia Tech Research Corp 5717 Corbett Hall 505 Tenth Street, NW Orono, ME 04469 Atlanta, GA 30318

DISCLAIMER
This report was prepared as an account of work sponsored by an agency of the United States Government. Neither the United States Government nor any agency thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or any agency thereof. The views and opinions of authors expressed herein do not necessarily state or reflect those of the United States Government or any agency thereof.
i
TABLE OF CONTENTS
Table of Contents ............................................................................................................................................................ i Objectives ...................................................................................................................................................................... 1 Background.................................................................................................................................................................... 1 Statement of Work ......................................................................................................................................................... 2
Task 1: Construction of a fluidized bed black liquor gasification test system....................................................... 2 Task 2: Investigation of bed performance.............................................................................................................. 2 Task 3: Evaluation of product gas quality ............................................................................................................. 3 Task 4: Black liquor conversion analysis and modeling........................................................................................ 3 Task 5: Modeling of a fluidized bed steam reformer............................................................................................. 3
Summary of Technical Progress This Quarter ............................................................................................................... 4 Task 1: Construction of a black liquor gasification research system..................................................................... 4 Task 2: Investigation of bed performance.............................................................................................................. 4 Task 3: Evaluation of product gas quality ............................................................................................................. 8 Task 4: Black liquor conversion analysis and modeling........................................................................................ 8 Task 5: Modeling of a fluidized bed steam reformer............................................................................................. 8
Plans for Next Quarter ................................................................................................................................................. 11 Schedule and Project Status ......................................................................................................................................... 12 Budget Data ................................................................................................................................................................. 13 Acknowledgements...................................................................................................................................................... 13
1
INVESTIGATION OF FUEL CHEMISTRY AND BED PERFORMANCE IN A FLUIDIZED BED BLACK LIQUOR STEAM REFORMER
(DE-FC26-02NT41490)
Quarterly Report for Project Budget Period 2, Quarter 3
Principal Author: Kevin Whitty
University of Utah
OBJECTIVES
The objectives of this project are to provide technical support for the DOE-supported commercial demonstration systems for black liquor gasification based on the MTCI steam reforming process and to address critical issues that threaten successful commercialization of low temperature black liquor gasification. The process of transforming black liquor to fuel gas and bed solids, development of the bed and performance of the system will be investigated through a combination of fundamental studies of black liquor conversion under relevant conditions, operation and analysis of a small-scale fluidized bed gasifier, and computational modeling of fluid dynamics, chemical reactions and heat transfer in a fluidized bed gasifier.
BACKGROUND
Black liquor gasification is a promising technology for the pulp and paper industry, and has the potential to increase energy efficiency and environmental performance of the black liquor recovery system. Recognizing this, the U.S. Department of Energy has committed itself to supporting demonstration of black liquor gasification, and a 200 ton/day DOE-supported demonstration of MTCI's steam reforming technology is under construction at Georgia-Pacific's mill in Big Island, Virginia. To improve the odds of successful demonstration, DOE issued a solicitation for projects to provide technical support for black liquor gasification.
One of the technical areas that has been identified as important to the ultimate success and economic sustainability of black liquor gasification is fuel conversion chemistry. Over the past two decades, several groups have performed fundamental laboratory studies on black liquor conversion under gasification conditions. This has improved the understanding of gasification behavior in general, but the available data are neither appropriate for conditions in the MTCI process, nor do they address important details such as physical characteristics of the char during conversion, minor gaseous species, tar component speciation and bed agglomeration propensity. This project aims to shed light on these issues.
Quarterly progress report for DOE Cooperative Agreement DE-FC26-02NT41490 Project Budget Period 2, Quarter 3
2
STATEMENT OF WORK
This project is broken down into five technical tasks, described in the sections that follow.
Task 1: Construction of a fluidized bed black liquor gasification test system
The objective of this task is to construct a small-scale fluidized bed gasifier to enable detailed investigation of black liquor conversion behavior, bed development and fuel gas quality. The system will simulate conditions in the bottom of the full-scale MTCI system, and will be designed for continuous operation. The system will be designed around a 10-inch diameter reactor processing approximately 150 lb/day black liquor solids, and will include auxiliary equipment for reactant feeding and product gas handling. Completion of this task is necessary before many of the subsequent tasks can begin.
Deliverables from this task are a detailed report of the gasifier design, later reports on the performance of the system and recommended design changes for future such systems.
Task 2: Investigation of bed performance
The objectives of this task are to characterize bed performance and particle development in a fluidized bed steam reformer. The task is subdivided into three subtasks.
Subtask 2a. Mapping of bed properties and chemistry. The objective of this task is to map the temperatures, particle sizes, particle compositions and gaseous species throughout the fluidized bed in order to give a clear picture of what is going on inside the reactor. Samples of the solid bed material taken at different levels will be sized and analyzed to determine the degree of particle stratification in the bed. Particular attention will be paid to the region at the top of the bed, where finer particles are expected to exist.
Deliverables from this task include data on the composition and physical properties of solids at different regions in the bed under a variety of conditions, with particular attention paid to development of the bed as it reaches steady state from startup.
Subtask 2b. Evaluation of bed agglomeration propensity. This task aims to identify conditions and particle compositions that result in bed agglomeration. In addition to characterization of the bed in the gasifier, separate lab-scale studies will be conducted in a small fluidized bed to identify the influence of minor species, notably potassium and chlorine, on bed agglomeration.
Deliverables from this task include data on agglomeration behavior of the bed, as well as a matrix identifying conditions and compositions which pose a risk of agglomeration.
Subtask 2c. Evaluation of titanate addition. The objective of this task is to evaluate the potential of titanates to improve the performance of fluidized bed black liquor gasification systems. The presence of sodium titanate complexes should increase the melting temperature of the bed, allowing operation at higher temperatures and improving carbon conversion. This will be experimentally tested in the fluidized bed gasifier by adding titanates to the feed.
Deliverables for this task include data on bed melting temperatures and maximum operating temperatures, as well as recommendations on the best operating conditions for gasification with TiO2 addition.

Quarterly progress report for DOE Cooperative Agreement DE-FC26-02NT41490 Project Budget Period 2, Quarter 3
3
Task 3: Evaluation of product gas quality
The objectives of this task are to acquire detailed analysis of the product gas resulting from fluidized bed steam reforming of black liquor, and to investigate possibilities for improving gas quality.
Subtask 3a. Speciation of gaseous products. This task is quite straightforward, and involves identifying and quantifying chemical species in the product gas. Particular attention will be paid to minor species. The gas will be analyzed at different levels in the bed, and at different levels in the freeboard, under a variety of conditions during selected runs.
Deliverables from this task will be the raw data on gas species for different operating conditions.
Subtask 3b. Characterization and destruction of tars. The objectives of this task are to identify and quantify condensable aromatic hydrocarbon species ("tars") produced during steam gasification of black liquor, and to assess the technical feasibility of catalytic tar destruction for such a system. A variety of analytical techniques will be used to identify and quantify tars produced in the gasifier. Catalytic tar destruction efficiency and catalyst deactivation rates will be determined. Testing will be conducted in two phases. In the first phase, a slipstream of product gas will be run through a small external test reactor to screen promising catalysts. In the second phase, the best of these catalysts will be installed in the product gas line to handle the full load of product gas from the reactor.
Deliverables from this task include data on compositions and quantities of tars measured in the gasifier under a variety of conditions, as well as reports on results from the catalytic destruction studies.
Task 4: Black liquor conversion analysis and modeling
The objective of this task is to investigate the conversion of major and minor chemical species during gasification, and to develop models of this conversion that are suitable for inclusion in computational fluid dynamic (CFD) models of low temperature gasifiers. The data generated in tasks 2a and 3a will be coupled with lab-scale single particle experiments to identify reaction rates, conversion pathways and reaction mechanisms. Particular attention will be paid to the fate of carbon, sulfur and sodium.
Deliverables from this task will be models that predict conversion rates and product species for carbon, sulfur and alkali under conditions relevant to the MTCI steam reforming system.
Task 5: Modeling of a fluidized bed steam reformer
The objective of this task is to develop computational models of a fluidized bed steam reformer that can be used for design, optimization, troubleshooting and to improve the understanding of processes that occur inside the reactor. The specific system to be modeled will be Georgia-Pacific's Big Island steam reformer.
Two modeling approaches will be pursued. The first is a "1½-D" model that takes into account vertical temperature and concentration gradients and downflow near the wall. A model for the entire Big Island reactor will be created that will describe the fluid dynamics, chemistry and heat transfer in the reactor. The model will initially use literature data for system chemistry, but will be improved over time by incorporating data on conversion in the gasifier as it becomes available. The second approach is to develop much more detailed 3-D models of specific parts of the gasifier.
Deliverables from this task include results from the 1½-D model, describing bed dynamics and fuel conversion in the Big Island gasifier, and results from the 3-D models, including the interaction between the bubbles and tube bundles.

Quarterly progress report for DOE Cooperative Agreement DE-FC26-02NT41490 Project Budget Period 2, Quarter 3
4
SUMMARY OF TECHNICAL PROGRESS THIS QUARTER
Accomplishments for the various technical tasks during this quarter are presented in the sections that follow.
Task 1: Construction of a black liquor gasification research system
During this quarter, the five main components of the black liquor gasification research system were installed, and the majority of plumbing and much of the electrical system was put in place. The steam feed system, which includes the boiler feedwater conditioning system (softener, reverse osmosis system, chemicals addition), a 265 lb/hr, 150 psi boiler and a 35 kW steam superheater, was completed. The storage tank and pumps for the black liquor feed system were received, but and preparation of that part of the system began. Fabrication of the pressure vessel shell for the fluidized bed reactor was completed, the refractory lining was poured and the vessel was installed into the structure. The syngas afterburner and flue gas cooler/condenser were installed into the structure and plumbed together. Much of the associated plumbing and electrical for the system, including flow control valves and flowmeters, was put in place. Most of the he process feedback and control systems (e.g., thermocouples, pressure transducers) have not yet been wired in.
24 barrels of black liquor from the Big Island mill were sent to the University of Utah in anticipation of system startup. Once the system is complete and has been shaken down, initial testing will focus on simulating conditions in the Big Island gasifier, and detailed characterization of the solid and gas-phase products.
Task 2: Investigation of bed performance
Efforts in this task focused on two fronts: bed agglomeration and particle characterization. Details of the work performed are described below.
Bed agglomeration studies
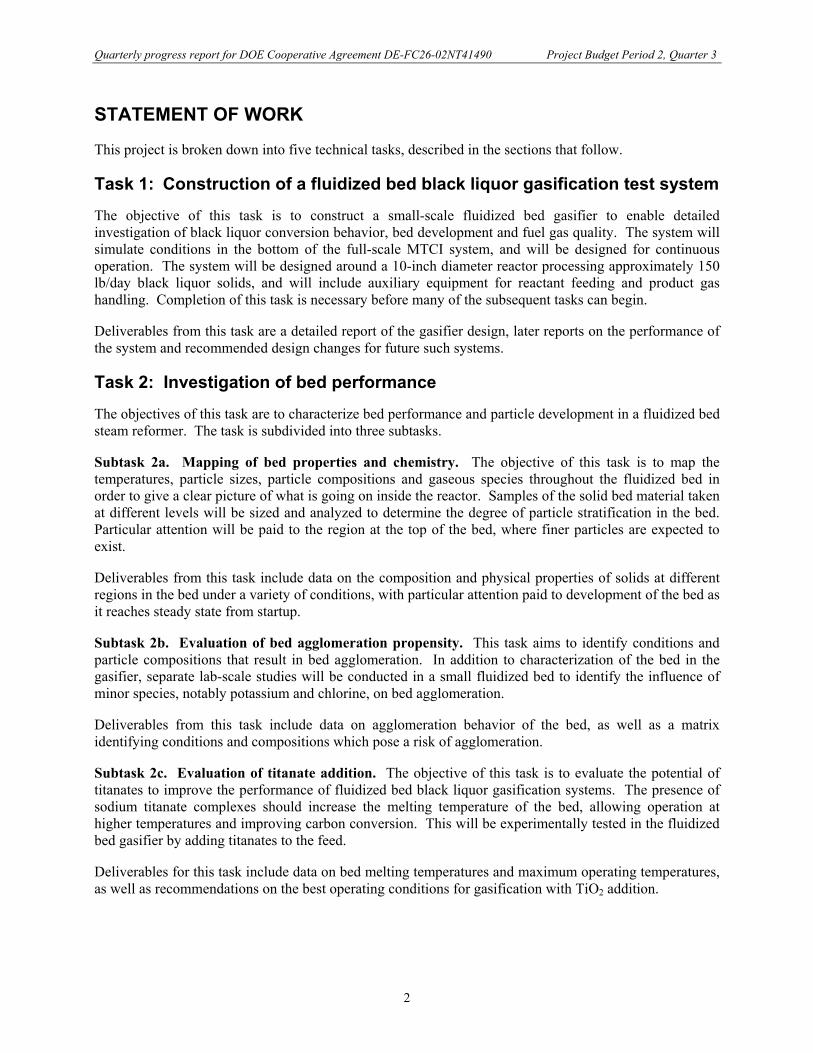
The stainless steel fluidized bed reactor that will be used for agglomeration studies at Brigham Young University was completed. Sixteen 120-volt heaters were connected in parallel on a 50 amp circuit. Temperatures in excess of 700ºC could be obtained (Figure 1).
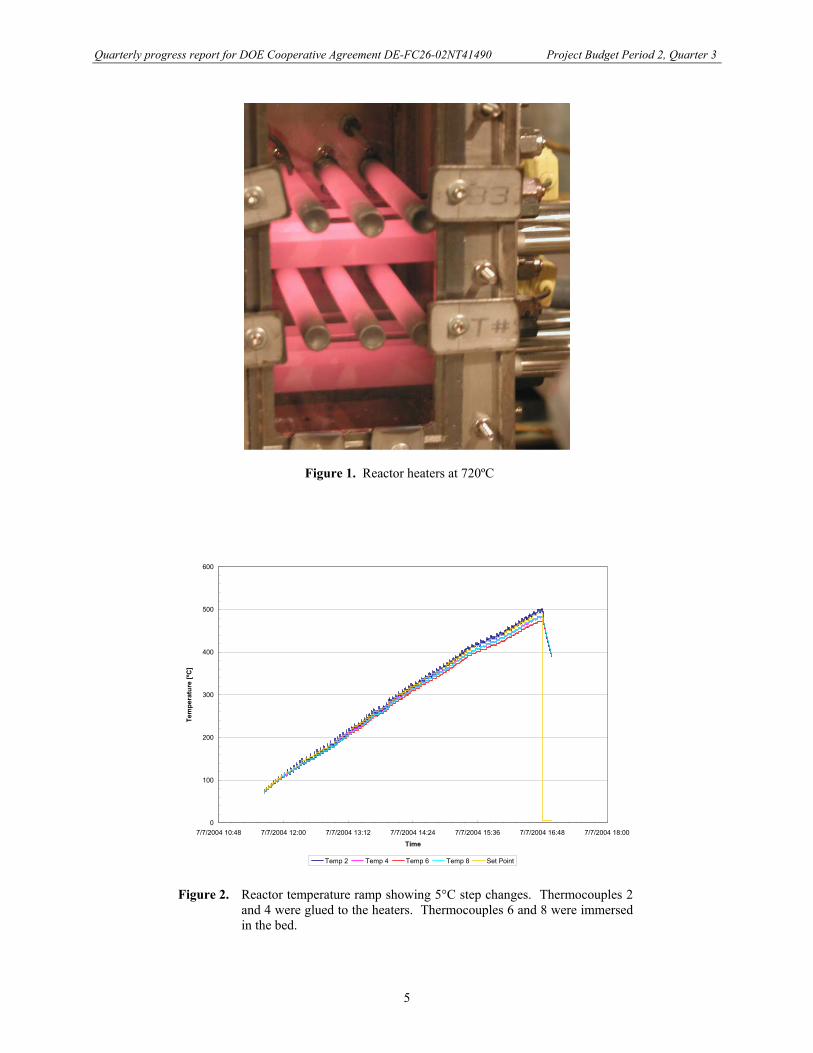
Agglomeration tests. Five agglomeration tests were performed with KCl concentrations of 0, 2, 6 and 10 mol%. The reactor was first filled with 300-500 µm Na2CO3 particles and then 200-300 µm KCl crystals were added. Mixing of impurity and bed material was assumed to be uniform due to the excellent mixing properties of fluidized beds. During each test, the temperature was increased 5ºC every 2 to 8 minutes. Bed agglomeration was detected when local bed temperatures increased beyond the heaters’ set point (Figure 2). Thermocouples 2 and 4 were fastened to heater surfaces using a high-temperature, thermally-conductive adhesive (Cotronics Durabond 954). Thermocouples 6 and 8 were located in the bed and were representative of all thermocouples located in the bed. The reactor bed temperature was uniform within 5ºC during the entire process. Pressure drop was measured across the bed but pressure taps became clogged and gave inconsistent readings.
Quarterly progress report for DOE Cooperative Agreement DE-FC26-02NT41490 Project Budget Period 2, Quarter 3
5
Figure 1. Reactor heaters at 720ºC
0
100
200
300
400
500
600
7/7/2004 10:48 7/7/2004 12:00 7/7/2004 13:12 7/7/2004 14:24 7/7/2004 15:36 7/7/2004 16:48 7/7/2004 18:00
Time
Tem
pera
ture
[ºC
]
Temp 2 Temp 4 Temp 6 Temp 8 Set Point
Figure 2. Reactor temperature ramp showing 5°C step changes. Thermocouples 2 and 4 were glued to the heaters. Thermocouples 6 and 8 were immersed in the bed.
Quarterly progress report for DOE Cooperative Agreement DE-FC26-02NT41490 Project Budget Period 2, Quarter 3
6
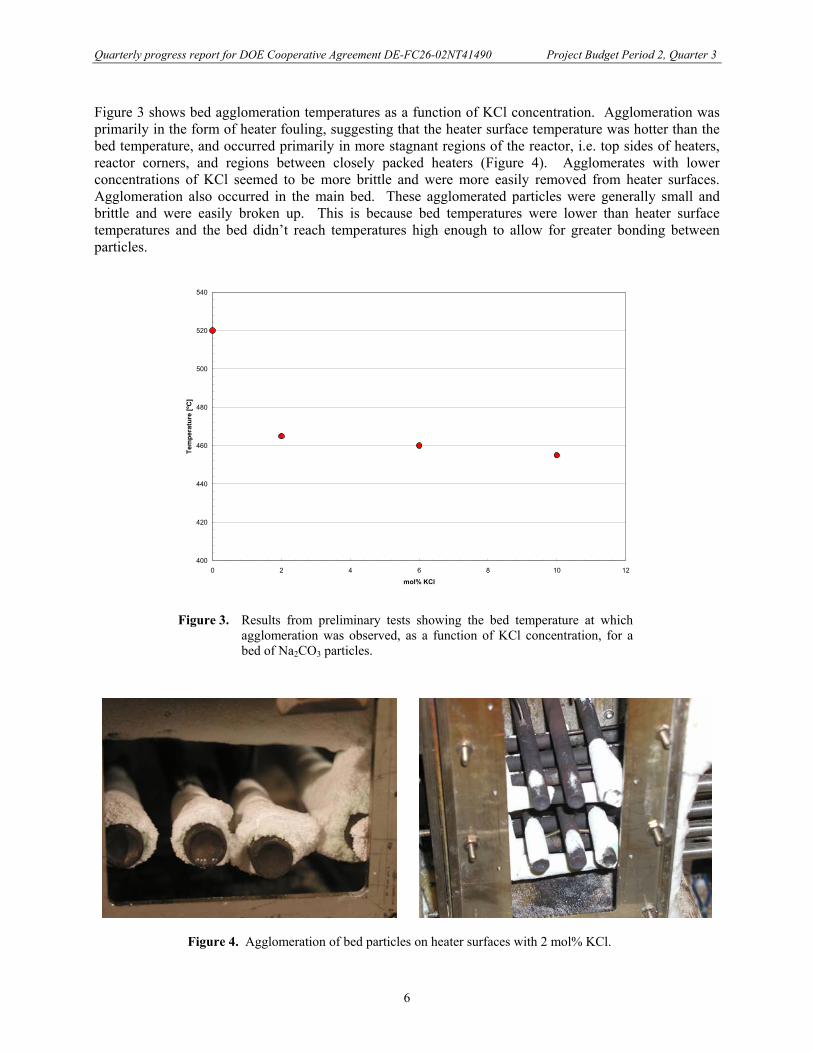
Figure 3 shows bed agglomeration temperatures as a function of KCl concentration. Agglomeration was primarily in the form of heater fouling, suggesting that the heater surface temperature was hotter than the bed temperature, and occurred primarily in more stagnant regions of the reactor, i.e. top sides of heaters, reactor corners, and regions between closely packed heaters (Figure 4). Agglomerates with lower concentrations of KCl seemed to be more brittle and were more easily removed from heater surfaces. Agglomeration also occurred in the main bed. These agglomerated particles were generally small and brittle and were easily broken up. This is because bed temperatures were lower than heater surface temperatures and the bed didn’t reach temperatures high enough to allow for greater bonding between particles.
400
420
440
460
480
500
520
540
0 2 4 6 8 10 12
mol% KCl
Tem
pera
ture
[ºC
]
Figure 3. Results from preliminary tests showing the bed temperature at which agglomeration was observed, as a function of KCl concentration, for a bed of Na2CO3 particles.
Figure 4. Agglomeration of bed particles on heater surfaces with 2 mol% KCl.
Quarterly progress report for DOE Cooperative Agreement DE-FC26-02NT41490 Project Budget Period 2, Quarter 3
7
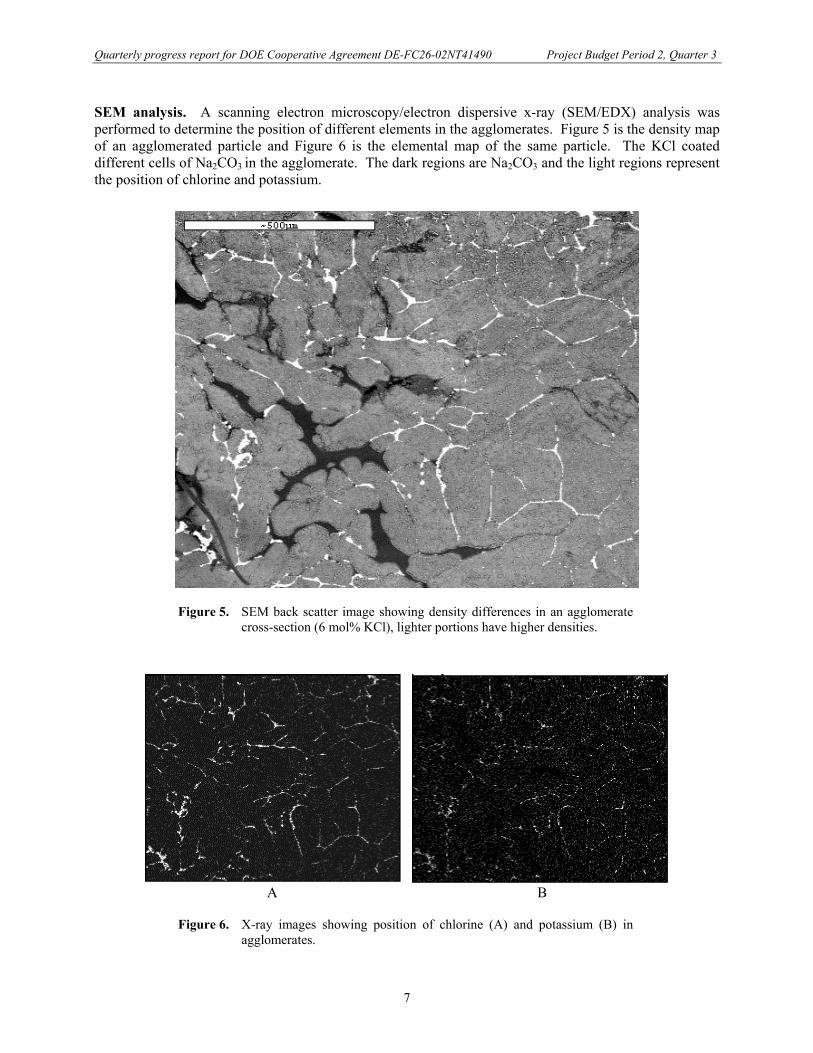
SEM analysis. A scanning electron microscopy/electron dispersive x-ray (SEM/EDX) analysis was performed to determine the position of different elements in the agglomerates. Figure 5 is the density map of an agglomerated particle and Figure 6 is the elemental map of the same particle. The KCl coated different cells of Na2CO3 in the agglomerate. The dark regions are Na2CO3 and the light regions represent the position of chlorine and potassium.
Figure 5. SEM back scatter image showing density differences in an agglomerate cross-section (6 mol% KCl), lighter portions have higher densities.
A B
Figure 6. X-ray images showing position of chlorine (A) and potassium (B) in agglomerates.
Quarterly progress report for DOE Cooperative Agreement DE-FC26-02NT41490 Project Budget Period 2, Quarter 3
8
Particle characterization studies
Experience from the full-scale steam reformers indicates that a good understanding of particle size development, including growth and breakdown mechanisms, is important for successful operation and control of the reformer. A literature review on particle growth by and breakdown has turned up several articles describing similar fluidized bed systems, in which fuel is fed to the bed, coats the particles, and is subsequently reacted or partially reacted away.
The testing program involves analysis of particles formed in the Utah steam reformer to identify growth mechanisms. More fundamental tests under well-controlled conditions can allow focus on particular mechanisms, and help identify how conditions affect particle growth and breakdown. To that end, a special lab-scale reactor for fluidized bed particle size development studies has been designed, and is currently being constructed. The reactor is essentially a 2-inch diameter glass fluidized bed, designed to allow injection of liquor and sampling of bed material. Fresh particles of a chosen material can be exposed to different temperatures under a variety of inert or reacting environments. The quantity, flow rate, concentration and type of liquor introduced to the bed can be adjusted. The properties of the liquor coating can be examined, and the burn-off behavior of this coating under reacting conditions can be identified.
Task 3: Evaluation of product gas quality
Part of this task involves characterization of tars produced in the steam reformer. A literature study of tars formed during gasification was initiated. Different methods for sampling and measuring tars have been identified, and efforts are under way to determine the most suitable and workable approach for characterizing tars from steam reforming. Ultimately, hydrocarbon species will be measured using a gas chromatograph. The best column, detector and sample conditioning system for the GC are being explored.
Task 4: Black liquor conversion analysis and modeling
No activity this quarter.
Task 5: Modeling of a fluidized bed steam reformer
During this quarter, modeling efforts continued to focus on acquisition of quantitative data from the University of Utah's cold flow model of the reformer in the black liquor gasification research system.
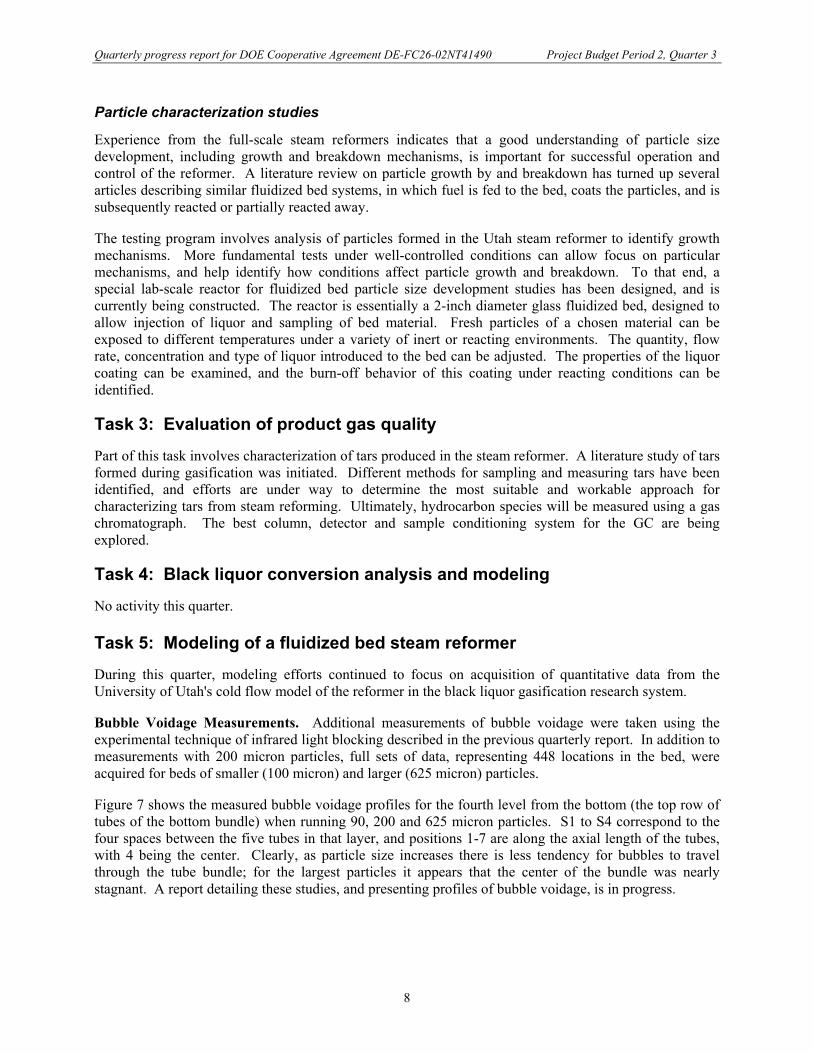
Bubble Voidage Measurements. Additional measurements of bubble voidage were taken using the experimental technique of infrared light blocking described in the previous quarterly report. In addition to measurements with 200 micron particles, full sets of data, representing 448 locations in the bed, were acquired for beds of smaller (100 micron) and larger (625 micron) particles.
Figure 7 shows the measured bubble voidage profiles for the fourth level from the bottom (the top row of tubes of the bottom bundle) when running 90, 200 and 625 micron particles. S1 to S4 correspond to the four spaces between the five tubes in that layer, and positions 1-7 are along the axial length of the tubes, with 4 being the center. Clearly, as particle size increases there is less tendency for bubbles to travel through the tube bundle; for the largest particles it appears that the center of the bundle was nearly stagnant. A report detailing these studies, and presenting profiles of bubble voidage, is in progress.
Quarterly progress report for DOE Cooperative Agreement DE-FC26-02NT41490 Project Budget Period 2, Quarter 3
9
1 2 3 4 5 6 7S1
S30.0%5.0%
10.0%15.0%20.0%25.0%30.0%35.0%40.0%45.0%50.0%55.0%60.0% 55.0%-60.0%
50.0%-55.0%45.0%-50.0%40.0%-45.0%35.0%-40.0%30.0%-35.0%25.0%-30.0%20.0%-25.0%15.0%-20.0%10.0%-15.0%5.0%-10.0%0.0%-5.0%
1 2 3 4 5 6 7S1
S30.0%5.0%
10.0%15.0%20.0%25.0%30.0%35.0%40.0%45.0%50.0%55.0%60.0% 55.0%-60.0%
50.0%-55.0%45.0%-50.0%40.0%-45.0%35.0%-40.0%30.0%-35.0%25.0%-30.0%20.0%-25.0%15.0%-20.0%10.0%-15.0%5.0%-10.0%0.0%-5.0%
1 2 3 4 5 6 7S1
S30.00%2.00%4.00%6.00%8.00%
10.00%12.00%14.00%16.00%18.00%20.00%22.00%24.00%
22.00%-24.00%20.00%-22.00%18.00%-20.00%16.00%-18.00%14.00%-16.00%12.00%-14.00%10.00%-12.00%8.00%-10.00%6.00%-8.00%4.00%-6.00%2.00%-4.00%0.00%-2.00%
Figure 7. Measured bubble voidage profiles for average bed particle diameters of 90 (top), 200 (middle) and 625 (bottom) microns. Superficial velocity 1.07 ft/s in all cases (corresponds to 1.3 ft/s in the Utah gasifier).
Segregation Tests. Additional studies were conducted to identify the degree of particle segregation in the bed. Soda lime glass beads with similar properties in two different sizes, specifically 625 and 200 micron, were mixed 50/50 by bulk volume. The fluidized bed was run at a superficial velocity of 1.07 ft/sec for approximately 20 minutes to ensure that the particles had fully established their flow patterns and segregated before any particle sampling was attempted.
A sampling device was designed to remove a small sample of bed particles from any location in the fluidized bed, except the tube banks, while the bed was running. This probe was connected to a hose with vacuum on the other end. This hose was then attached to a trap that would collect the particles. A ball valve was placed in between the probe and the trap to stop the flow of particles when inserting the probe A sample of 100-400 grams was collected at each height and sieved using a 420 micron sieve. These separated portions were then weighed to get a ratio or percentage of each size. Data was collected at 10 heights in the bed, approximately 4 inches away from each other and in between the tube banks. Three trials were performed at the center of the bed as well as against the walls of the bed. In between each trial, the particles that were removed earlier were remixed so the bed was at 26 inches and the bed was run for approximately 20 minutes again to assure proper mixing and segregation.
Quarterly progress report for DOE Cooperative Agreement DE-FC26-02NT41490 Project Budget Period 2, Quarter 3
10
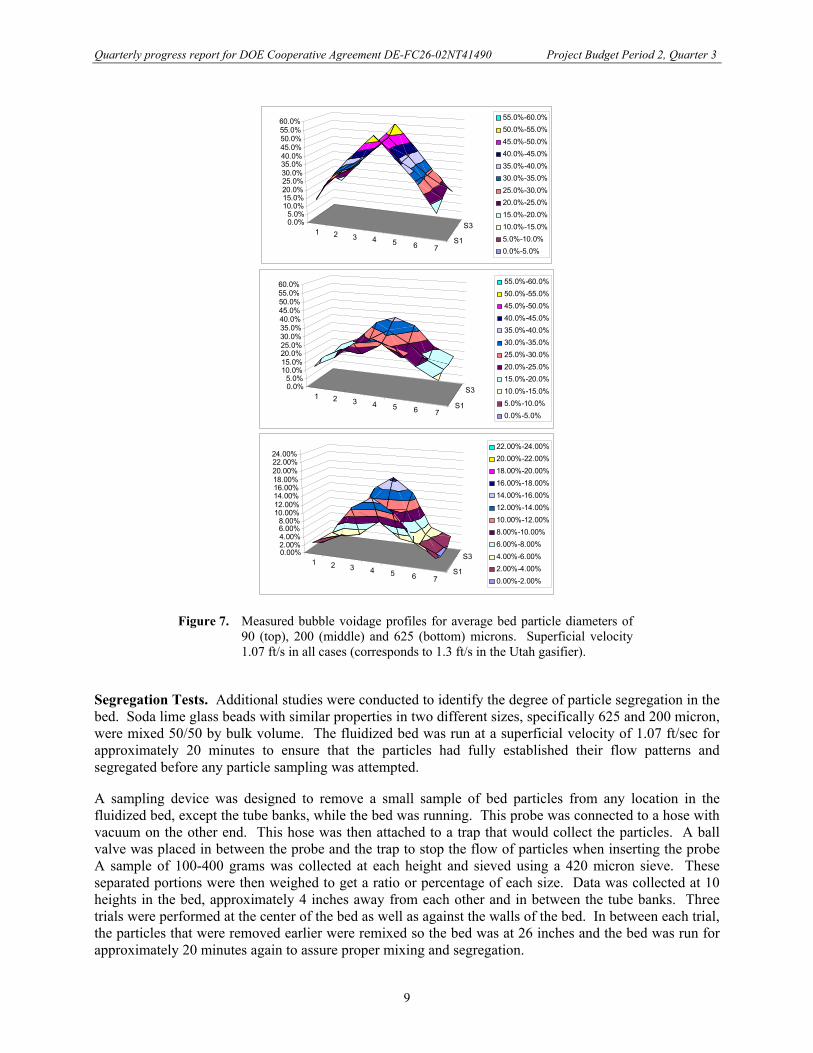
Results of the testing, showing the fraction of large particles in samples taken down the centerline of the bed and at the wall of the bed, are shown in Figure 8 and Figure 9, respectively. As seen in the figures, there appears to be three different forms of behavior. Below the tube banks, it seems there is a good distribution of both particle sizes. Within the tube bank region, there is almost a linear relationship of particle size to height. There is a larger amount of large particles at the bottom, and fewer large particles at the top of the tubes. Above the tube region, the fraction of large particles is higher than in the tube region. The top of the bed has the highest concentration of large particles.
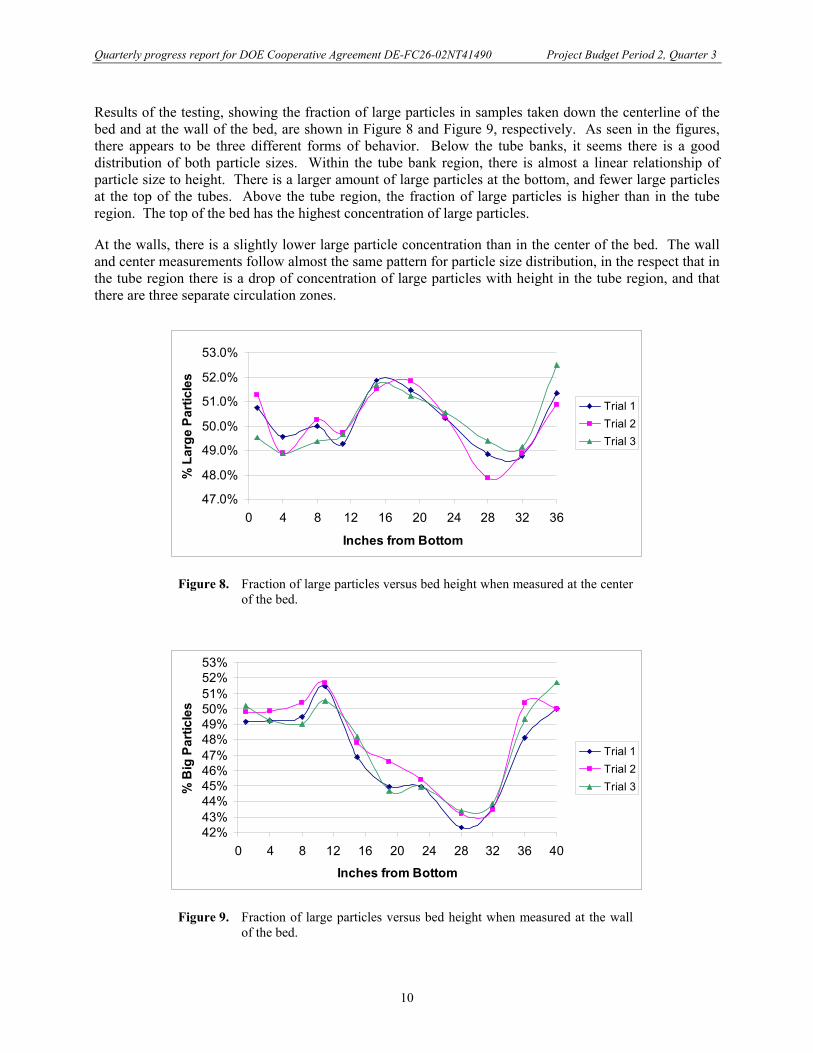
At the walls, there is a slightly lower large particle concentration than in the center of the bed. The wall and center measurements follow almost the same pattern for particle size distribution, in the respect that in the tube region there is a drop of concentration of large particles with height in the tube region, and that there are three separate circulation zones.
47.0%
48.0%
49.0%
50.0%
51.0%
52.0%
53.0%
0 4 8 12 16 20 24 28 32 36
Inches from Bottom
% L
arge
Par
ticle
s
Trial 1Trial 2Trial 3
Figure 8. Fraction of large particles versus bed height when measured at the center of the bed.
42%43%44%45%46%47%48%49%50%51%52%53%
0 4 8 12 16 20 24 28 32 36 40
Inches from Bottom
% B
ig P
artic
les
Trial 1Trial 2Trial 3
Figure 9. Fraction of large particles versus bed height when measured at the wall of the bed.
Quarterly progress report for DOE Cooperative Agreement DE-FC26-02NT41490 Project Budget Period 2, Quarter 3
11
PLANS FOR NEXT QUARTER
For the period July-September 2004, efforts will focus on the issues outlined below:
Construction of the Gasification Research Facility. The gasification research system will be completed, and shakedown testing will begin. The hardware is basically in place now, and wiring and plumbing of the system will be wrapped up during the quarter. Programming of the control system will be completed, and all process feedback and control hardware will be put in place. Shakedown will focus at first on each individual subsystem. The reformer will be initially started up with no bed, and with air running through the steam feed flow control system. Operation on air at a few atmospheres pressure will be performed to test the pressure control part of the system. The air will be slowly heated by the superheater to 1150°F, and the in-bed heaters will be slowly heated to cure the refractory in the reactor. The afterburner refractory will be cured first by this hot air, then by bringing up the load on its natural gas burners. The steam generation system will then be tested first without sending the steam to the superheater, then by sending steam through superheater and the rest of the system. Once the system has been proven to be able to reliably generate and superheat steam, and to control the flow of steam as it flows through the system, operation under pressure with steam feed will be tested. Once this has been shown to work well, the system will be air-purged and shut down to allow loading of the initial charge of bed material. Before the system is started again, the solids removal system will be tested on the cold, non-pressurized bed. The system will be taken through its startup procedure (air, then steam) and the bed will be heated to roughly 1120°F while operating on steam. Base data for the system's "steady startup state" will be recorded. The solids removal system will again be tested, hot but not under pressure. The black liquor feed system will have been previously shaken down off-line on water, then black liquor. Once the reactor is fluidizing hot, with steam, liquor will be fed to the system. The final stage of shakedown will involve operation under standard conditions, roughly 45 psia pressure and 1120°F, feeding black liquor and periodically removing solids.
Bed Agglomeration Tests. The system for measuring heater surface temperature will be reevaluated and possibly rebuilt. Pressure sensors taps will be re-engineered to eliminate clogging. More tests will be conducted to verify current data. Tests will include adding KCl incrementally to see if mixing has an effect on the agglomeration temperature. Other tests will include injecting black liquor into the reactor and coating bed particles before raising the temperature to demonstrate the impact of carbon coating on the agglomeration temperatures. Another literature search will be performed to find properties of agglomerates.
Particle Characterization Studies. The lab-scale reactor for particle characterization studies will be completed and installed. Efforts will be made to generate multi-layer, liquor-coated particles starting with the same limestone that Georgia-Pacific is using in the Big Island reformer. These will be analyzed by optical and scanning electron microscopy.
Evaluation of Product Gas Quality. Efforts to identify the most suitable approach for analyzing both non-condensable and condensable ("tar") hydrocarbons will continue, and a gas chromatograph will be ordered. The GC will likely be a dual-column, dual-detector system that uses a flame ionization detector (FID) for hydrocarbons and a flame photometric detector (FPD) for sulfur species. The sample conditioning system will be developed, and if it is determined that collection of condensable hydrocarbons in a series of impingers is the best approach, parts for that system will be ordered.
Modeling of the Big Island Steam Reformer. The bubble voidage results presented earlier in the report will be recalculated to give the actual voidage, and a database presenting average bed voidage as a function of the x-y-z position in the bed will be developed. This will allow direct comparison with bed voidage predicted by CFD modeling being performed at NETL. A new testing campaign will be
Quarterly progress report for DOE Cooperative Agreement DE-FC26-02NT41490 Project Budget Period 2, Quarter 3
12
undertaken during the quarter. The relative heat transfer at different locations within the bed will be measured by inserting a small cartridge heater with a built-in thermocouple into the tubes of the bed. At constant power output to the heater, the temperature of the heater will be lower in regions with more efficient heat transfer between the tube and the bed. A map of heat transfer efficiency versus position will be generated, and the effects of fluidizing velocity and particle size will be explored.
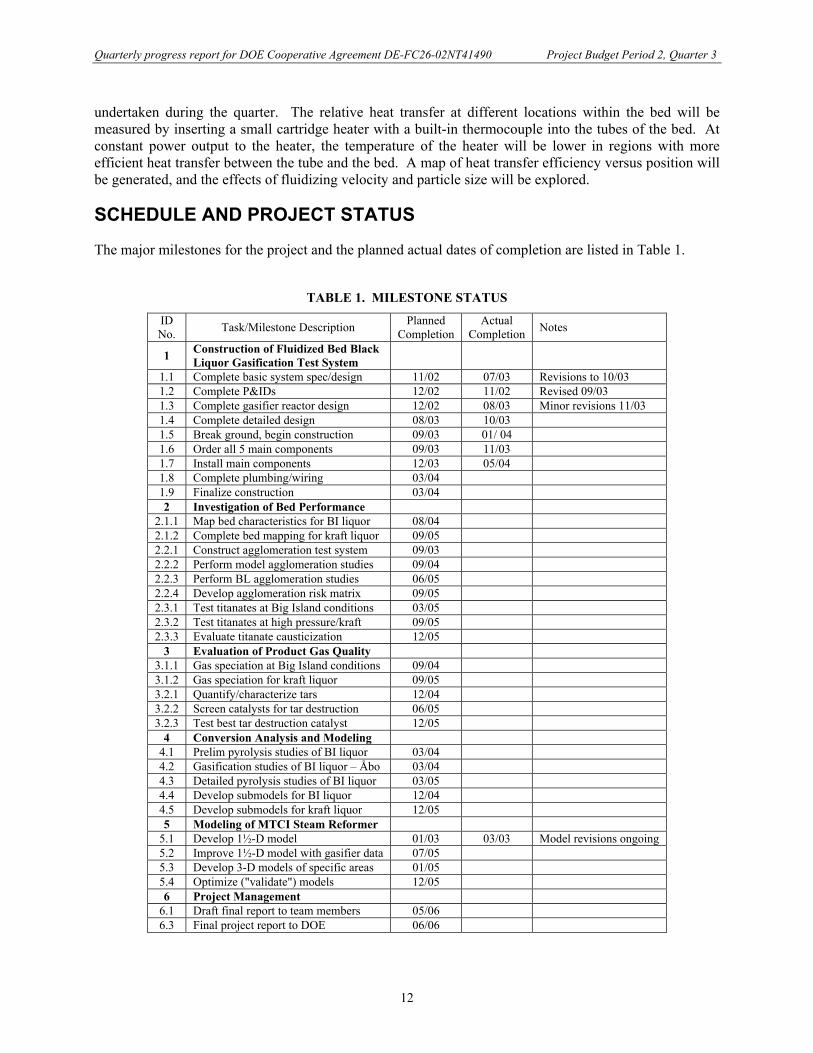
SCHEDULE AND PROJECT STATUS
The major milestones for the project and the planned actual dates of completion are listed in Table 1.
TABLE 1. MILESTONE STATUS
ID No. Task/Milestone Description Planned
Completion Actual
Completion Notes
1 Construction of Fluidized Bed Black Liquor Gasification Test System
1.1 Complete basic system spec/design 11/02 07/03 Revisions to 10/03 1.2 Complete P&IDs 12/02 11/02 Revised 09/03 1.3 Complete gasifier reactor design 12/02 08/03 Minor revisions 11/03 1.4 Complete detailed design 08/03 10/03 1.5 Break ground, begin construction 09/03 01/ 04 1.6 Order all 5 main components 09/03 11/03 1.7 Install main components 12/03 05/04 1.8 Complete plumbing/wiring 03/04 1.9 Finalize construction 03/04 2 Investigation of Bed Performance
2.1.1 Map bed characteristics for BI liquor 08/04 2.1.2 Complete bed mapping for kraft liquor 09/05 2.2.1 Construct agglomeration test system 09/03 2.2.2 Perform model agglomeration studies 09/04 2.2.3 Perform BL agglomeration studies 06/05 2.2.4 Develop agglomeration risk matrix 09/05 2.3.1 Test titanates at Big Island conditions 03/05 2.3.2 Test titanates at high pressure/kraft 09/05 2.3.3 Evaluate titanate causticization 12/05
3 Evaluation of Product Gas Quality 3.1.1 Gas speciation at Big Island conditions 09/04 3.1.2 Gas speciation for kraft liquor 09/05 3.2.1 Quantify/characterize tars 12/04 3.2.2 Screen catalysts for tar destruction 06/05 3.2.3 Test best tar destruction catalyst 12/05
4 Conversion Analysis and Modeling 4.1 Prelim pyrolysis studies of BI liquor 03/04 4.2 Gasification studies of BI liquor – Åbo 03/04 4.3 Detailed pyrolysis studies of BI liquor 03/05 4.4 Develop submodels for BI liquor 12/04 4.5 Develop submodels for kraft liquor 12/05 5 Modeling of MTCI Steam Reformer
5.1 Develop 1½-D model 01/03 03/03 Model revisions ongoing 5.2 Improve 1½-D model with gasifier data 07/05 5.3 Develop 3-D models of specific areas 01/05 5.4 Optimize ("validate") models 12/05 6 Project Management
6.1 Draft final report to team members 05/06 6.3 Final project report to DOE 06/06
Quarterly progress report for DOE Cooperative Agreement DE-FC26-02NT41490 Project Budget Period 2, Quarter 3
13
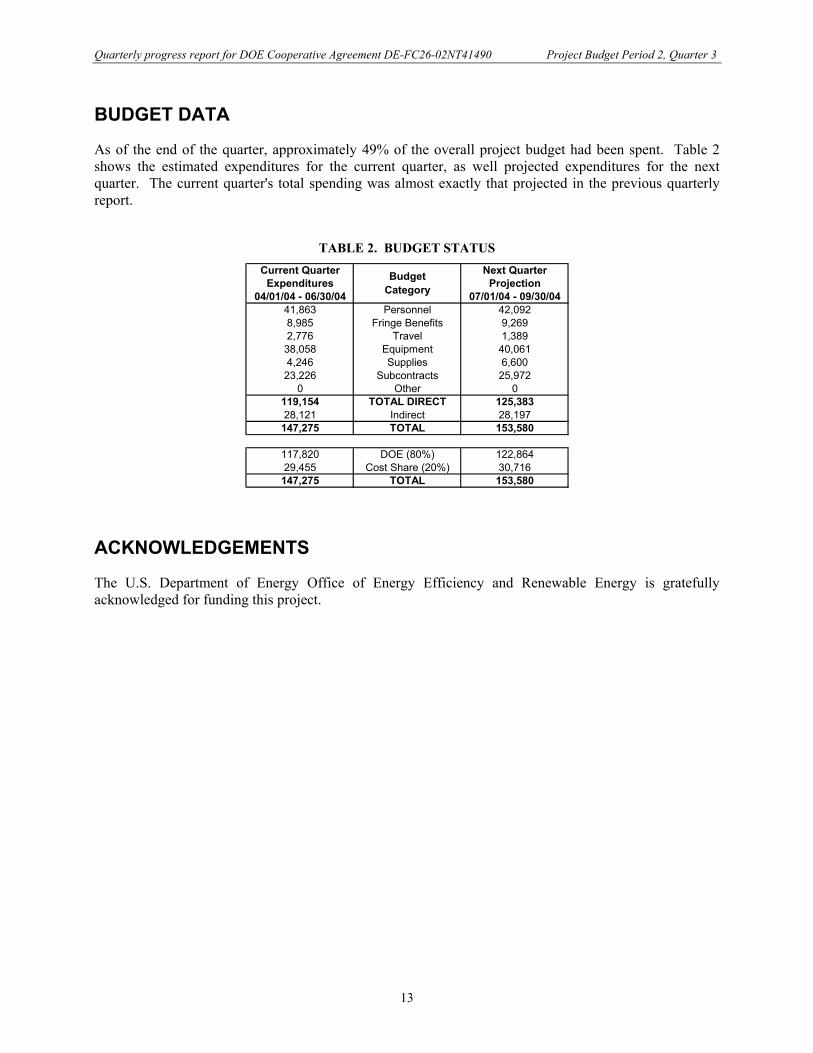
BUDGET DATA
As of the end of the quarter, approximately 49% of the overall project budget had been spent. Table 2 shows the estimated expenditures for the current quarter, as well projected expenditures for the next quarter. The current quarter's total spending was almost exactly that projected in the previous quarterly report.
TABLE 2. BUDGET STATUS Current Quarter Budget
Category
Next QuarterExpenditures Projection
04/01/04 - 06/30/04 07/01/04 - 09/30/0441,863 Personnel 42,0928,985 Fringe Benefits 9,2692,776 Travel 1,38938,058 Equipment 40,0614,246 Supplies 6,60023,226 Subcontracts 25,972
0 Other 0119,154 TOTAL DIRECT 125,38328,121 Indirect 28,197
147,275 TOTAL 153,580
117,820 DOE (80%) 122,86429,455 Cost Share (20%) 30,716
147,275 TOTAL 153,580
ACKNOWLEDGEMENTS
The U.S. Department of Energy Office of Energy Efficiency and Renewable Energy is gratefully acknowledged for funding this project.