Embed Size (px)
Citation preview

Investigation of Fuel Chemistry and Bed Properties in
a Fluidized Bed Black Liquor Steam Reformer
Quarterly Report
Reporting Period Start Date: 09/30/2002 Reporting Period End Date: 12/31/2002
Principal Author: Kevin Whitty
DOE Award Number: DE-FC26-02NT41490
Prime (submitting) Organization: University of Utah 1471 East Federal Way Salt Lake City, UT 84102 Project Subcontractors: Brigham Young University Reaction Engineering International A-261 ASB 77 West 200 South, Suite 210 Provo, UT 84602 Salt Lake City, UT 84101 University of Maine Georgia Tech Research Corp 5717 Corbett Hall 505 Tenth Street, NW Orono, ME 04469 Atlanta, GA 30318

DISCLAIMER
This report was prepared as an account of work sponsored by an agency of the United States Government. Neither the United States Government nor any agency thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or any agency thereof. The views and opinions of authors expressed herein do not necessarily state or reflect those of the United States Government or any agency thereof.

i
ABSTRACT
University of Utah's project "Investigation of Fuel Chemistry and Bed Agglomeration in a Fluidized Bed Black Liquor Steam Reformer" (DE-FC26-02NT41490) has been in progress for three months. Activity during this period focused on setting up experimental and modeling work that will be carried out in coming months. Three experimental systems are being designed or constructed: a pressurized fluidized bed black liquor gasification test system, a Plexiglas cold-flow model of this test system and a bed agglomeration test reactor. The design of the gasifier system is approaching completion, and construction will begin in the next quarter. The cold flow model design is complete, and construction is underway. Results from testing with this system will be obtained in the next quarter, and will be used to finalize the design of the gasifier reactor. Design of the bed agglomeration test reactor is nearly complete, and construction of this system should be complete by the end of the next quarter. Development of a 1½-D model of Georgia-Pacific's Big Island gasifier is underway, and results from this model will become available during the next quarter.

ii
TABLE OF CONTENTS
Abstract ........................................................................................................................................................................... i Table of Contents ........................................................................................................................................................... ii 1. Introduction ............................................................................................................................................................ 1 2. Project Status .......................................................................................................................................................... 2 3. Experimental........................................................................................................................................................... 3
3.1 Fluidized Bed Black Liquor Gasifier ............................................................................................................ 3 3.1.1 Steam Feed System......................................................................................................................... 4 3.1.2 Black Liquor Feed System ............................................................................................................. 5 3.1.3 Reactor and Solids Handling System ............................................................................................. 5 3.1.4 Product Gas Handling System........................................................................................................ 6
3.2 Fluidized Bed Gasifier Cold Flow Model ..................................................................................................... 6 3.3 Bed Agglomeration Test Reactor .................................................................................................................. 8
4. Results and Discussion ........................................................................................................................................... 9 5. Conclusions ............................................................................................................................................................ 9 Nomenclature............................................................................................................................................................... 10 References.................................................................................................................................................................... 10 Appendix A – Preliminary P&ID's of Gasifier System......................................................................................... A1-A4

1
INVESTIGATION OF FUEL CHEMISTRY AND BED PROPERTIES IN A FLUIDIZED BED BLACK LIQUOR STEAM REFORMER
(DE-FC26-00NT41490)
Quarterly Report for Project Year 1, Quarter 1
1. INTRODUCTION
University of Utah's project entitled "Investigation of Fuel Chemistry and Bed Behavior in a Fluidized Bed Black Liquor Steam Reformer" (DOE award number DE-FC26-02NT41490) officially began September 30, 2002. The project was developed in response to a solicitation released by the U.S. Department of Energy National Energy Technology Laboratory (DOE/NETL) in December 2001, requesting proposals for projects targeted towards black liquor/biomass gasification technology support research and development. Specifically, the RFP was seeking projects that would provide technical support for Department of Energy supported black liquor and biomass gasification demonstration projects under development at the time.
The University of Utah project was developed to provide technical support for the demonstration of MTCI's black liquor steam reforming process at Georgia-Pacific's paper mill in Big Island, Virginia. The project includes a number of tasks to achieve this end:
1. Construction of a fluidized bed black liquor gasification test system 2. Investigation of bed performance 2.1 Mapping of bed properties and chemistry 2.2 Evaluation of bed agglomeration propensity 2.3 Evaluation of titanate addition 3. Evaluation of product gas quality 3.1 Speciation of gaseous products 3.2 Characterization and destruction of tars 4. Black liquor conversion analysis and modeling 5. Modeling of the Big Island gasifier 5.1 1½-D model of entire reactor 5.2 3-D modeling of specific parts of the reactor 6. Project management
The project includes four subcontracts to groups that possess expertise in technical areas relevant to the project. These subcontractors and their corresponding roles within the project are:
1. Brigham Young University (Prof. Larry Baxter) — bed agglomeration studies 2. University of Maine (Prof. Adriaan van Heiningen) — conversion analysis/modeling and Ti addition 3. Georgia Institute of Technology (Prof. Pradeep Agrawal) — catalytic destruction of tars 4. Reaction Engineering International (Dr. Adel Sarofim) — gasifier modeling
This report provides an update on the status of the project, presents accomplishments to date, describes the experimental equipment associated with the project and gives results and conclusions of the work.

Quarterly technical progress report for DOE project DE-FC26-02NT41490 Project year 1, quarter 1
2
2. PROJECT STATUS
The status of each of the five technical tasks as per the end of the first quarter, December 31, 2002, is described below. Anticipated progress during the next quarter is also presented.
Task 1 — Construction of a fluidized bed black liquor gasification test system. For this first quarter of the project, the focus has been on designing and specifying components for the fluidized bed gasifier test system. A preliminary design has been developed, and is described in section 3.1. The component that will require the most time for design and construction is the gasifier itself, so emphasis has been placed on getting this designed and specified.
The reactor envisioned in the original proposal called for a dual vessel system, an outer carbon steel pressure vessel housing an inner stainless steel reactor vessel, plus shell heaters to heat the system. During the project kickoff meeting October 16-17, experts from MTCI/ThermoChem and Georgia Pacific, who have experience with fluidized bed steam reformer design, recommended several design changes. Two recommendations in particular significantly changed the direction of the design. The first involved installing heaters in the bed to provide heat for the gasification reactions. The original design relied solely on heat entering through the reactor walls, but MTCI's experience is that this is only possible with a very small reactor. The second modification was that the dual vessel design was scrapped in favor of a single wall "hot shell" design. This will greatly simplify construction and installation of the system. A further consequence of these design changes was that the capacity of the gasifier increased. This is welcome, as the data from the system will be all the more representative of the full-scale system.
The preliminary design of this reactor is nearly complete, and will soon be brought to an engineering firm for review. With the hot shell design, the reactor is not only exposed to high temperatures and the potentially corrosive environment in the reactor, but it must also be an ASME stamped pressure vessel. Consultation with materials experts at Oak Ridge National Laboratory indicates that non-standard materials (even "super alloys") should be used for the vessel. This will inevitably increase the cost of the vessel. The feasibility of the hot shell approach will be determined in January, after review by the engineering firm and cost estimates. If the hot shell design is deemed prohibitively expensive or complex, the direction of the design will turn towards a refractory-lined system.
For the overall system, preliminary process and instrumentation diagrams (P&ID's) have been developed and component balances for the system have been calculated for four cases: standard (Big Island) conditions, low pressure, high pressure and high black liquor flow. These balances have been used to size the equipment. Specifications of the water conditioning system, boiler and superheater have been finalized. Efforts are now underway to design and size the downstream gas handling equipment.
Initially, it was thought that the gasifier would be built in University of Utah's existing Industrial Combustion and Gasification Research Facility (ICGRF, also known as "Building 870"). This building already houses five test systems up to 1.5 MW in size. Installing the gasifier in this building would require relocation of some of the equipment and a rebuild of the control room (which would be covered by non-project funds). The final solution would be cramped, but it would work. The University recently got the opportunity to acquire an adjacent building equally as large as the existing facility. Considering the size of the black liquor gasification system and the amount of downtime Building 870 would experience in conjunction with the reorganization, the University has chosen to expand the ICGRF and is signing a 5-year lease for this new space. Two pilot combustion systems currently in storage will also be set up in this new building. This lease and costs associated with preparing the building for the gasifier will be covered by non-project funds.

Quarterly technical progress report for DOE project DE-FC26-02NT41490 Project year 1, quarter 1
3
During the next quarter, detailed design of the entire system will be completed. All major components will be ordered and most should arrive in that timeframe. The gasifier itself may not be ready until early third quarter. Preparation of the site, including digging the pit for the gasifier, will commence. Installation of infrastructure for flue gas handling and system control will get underway, as well. Barring any major setbacks, it is expected that the system will be ready for commissioning June 2003.
Task 2 — Investigation of bed performance. Two of the three activities in this task involve experi-mentation in the gasifier system and will be conducted later in the program. The third, evaluation of bed agglomeration propensity, is being conducted at Brigham Young University. A literature search on melting properties of inorganic components and mixtures has been initiated. Design and construction of the fluidized bed agglomeration test system (described in Section 3.3) has begun. As an aid for design of this system, a 1-D, computerized model for a fluidized bed is being developed. The model will predict gas flow characteristics, mass exchange for reacting systems and pressure, temperature and concentration gradients. The basic graphical interface for the model has been completed, and incorporation of relations for describing fluidized bed behavior is underway.
Task 3 — Evaluation of product gas quality. This task centers on experiments in the gasifier, and will not begin until later in the program.
Task 4 — Black liquor conversion analysis and modeling. Much of this task involves interpretation of data from the gasifier, and will not begin until later in the program. For appropriate interpretation of this data, however, the gasifier data must be augmented with results from more fundamental experiments. Over the past two decades many groups in North America and Scandinavia have investigated black liquor pyrolysis and gasification in well-controlled laboratory experiments. Efforts are underway to amass and organize this information.
Task 5 — Modeling of the Big Island gasifier. Development of the 1½-D model of the entire gasifier is underway. Results of this modeling will be available in the next quarterly report.
3. EXPERIMENTAL
The project has three primary experimental systems: the black liquor gasifier, a cold-flow model of this gasifier and a bed agglomeration test reactor. All of these systems are currently undergoing design or construction.
3.1 Fluidized Bed Black Liquor Gasifier NOTE: As of December 31, 2002, the fluidized bed gasifier system was still in the design phase. The description given here is for the system as per that date. Details of the final design will inevitably vary from what is described here. However, the overall system layout and specifications should be similar.
The University of Utah's fluidized bed black liquor gasifier has been designed to simulate conditions in the bottom of Georgia-Pacific's Big Island demonstration system. Design specifications for the system are listed in Table 1.

Quarterly technical progress report for DOE project DE-FC26-02NT41490 Project year 1, quarter 1
4
TABLE 1. BLACK LIQUOR GASIFIER SPECIFICATIONS
Specification Standard operating Maximum Reactor operating pressure (bottom of bed) 300 kPa 44.0 psia 515 kPa 75.0 psia Reactor operating temperature 604 °C 1120 °F 677 °C 1250 °F Black liquor feed rate (as solids) 68 kg/d 150 lb/d 218 kg/d 480 lb/d Steam feed rate 42.2 kg/h 93.0 lb/h 90.7 kg/h 200 lb/h Superficial gas velocity (bottom of bed) 0.396 m/s 1.30 ft/s 1.52 m/s 5.00 ft/s Bed diameter 0.248 m 9.75 inch 0.248 m 9.75 inch Bed height 1.21 m 48.0 inch 1.52 m 60.0 inch Solids residence time 90 h 90 h 200 h 200 h
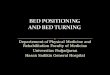
The gasifier system includes four primary subsystems: (1) steam feed system, (2) black liquor feed system, (3) reactor and solids handling system and (4) product gas handling system. All these subsystems are necessary for the gasifier to operate. The whole system is driven by an integrated control system that monitors and controls critical process variables. A schematic diagram of the gasifier system is presented in Figure 1. The subsystems are described in detail in the sections that follow.
3.1.1 Steam Feed System
The process and instrumentation diagram (P&ID) for the steam feed system is shown in Appendix A-1. There are three main process units in the steam feed system: feedwater conditioner, steam generator (boiler) and steam superheater.
City water is brought into a water conditioning system comprising a water softener and reverse osmosis filtration unit. The conditioning system removes particulates and dissolved minerals in the water, which ensures high quality steam, minimizes blowdown requirements and extends the life of the superheater.
The clean water passes to the boiler system, a Parker Boiler model 103-9.5 natural gas-fired drum boiler. The boiler is rated at 1034 kPa (150 psia), and at Salt Lake City's elevation can deliver up to 120 kg/hr (265 lb/hr) steam at pressures up to 930 kPa (135 psia). The boiler package includes a feedwater storage tank, pump and chemicals addition system. The boiler has a blowdown system (valve and tank) for purging dissolved solids from the system.
Immediately after generation, the steam passes through a preheater to superheat it by approximately 20°C (36°F) so the risk of condensation downstream is minimized. An adjustable pressure reduction valve then lowers the steam pressure to a pressure closer to the reactor pressure. This improves controllability of the steam flow rate and raises the level of superheat in the steam. The steam runs through a control valve and flowmeter, which are coupled to the control system and used to control the steam flow rate.
The steam finally passes through the superheater to increase the temperature to as much as 593°C (1100°F) before entering the reactor. The superheater is a 32 kW circulation heater built by Accutherm, housing 24 Incoloy 840 sheathed elements in a stainless steel pressure vessel. The superheater is designed to heat as much as 90 kg/hr (200 lb/hr) steam at 585 kPa (85 psia) to 593°C (1100°F). After leaving the superheater the steam runs through an eductor where it may mix with recycled product gas before entering the reactor plenum.

Quarterly technical progress report for DOE project DE-FC26-02NT41490 Project year 1, quarter 1
5
3.1.2 Black Liquor Feed System
The P&ID for the black liquor feed system is shown in Appendix A-2. The black liquor feed system comprises a liquor storage tank, recirculation pump, control valve, flowmeter and injector.
Black liquor is loaded from drums into a steam jacketed, stirred storage tank. This tank holds 100 gallons of liquor, or approximately enough for 3 days of continuous testing at standard conditions. A high-pressure positive displacement pump circulates the liquor from the tank outlet back to the tank. The pressure of this recirculation loop is adjusted by a pressure control valve.
Black liquor is taken from this high-pressure loop and fed to the gasifier. The flow rate of liquor is automatically controlled by a combination control valve and flowmeter. The liquor is mixed with process steam and fed into the reactor through a steam jacketed, steam atomizing injector.
3.1.3 Reactor and Solids Handling System
The P&ID for the reactor and solids handling system is presented in Appendix A-3. The fluidized bed reactor consists of a distributor section, lower bed section and an upper freeboard section. The distributor section is made up of a plenum and a distributor plate with bubble caps for gas introduction and distribution. A pipe for solids removal runs concentrically from the top of the distributor plate through the plenum and out to the lock hopper system.
The lower section is approximately 10 feet in height and is constructed of 10-inch schedule 80 pipe. Four 8-inch nozzles are welded above one another and offset 90 degrees for insertion of the in-bed heater bundles. Two 2-inch nozzles for the liquor injectors are welded near the bottom of the bed section. The
Bed1100°F
BoilerWater
FICFIC TICTIC
Compressed air
Black liquor tank (heated)
Pump
Eductor
Bedmaterial
PICPIC
Cyclones
TITI
TITI
TITI
PIPI
Product gas to eductorFIFI
TITI
Insulation+ heaters
FIFI
Afterburner
Air
Flue gas to facility's flue gas handling system,
SO2 scrubber
PIPI
TITI
FIFI
Pressure control valve
PIPI
Nat.Gas
CWTITI
Condensate
Separator
TITI
TITI
Gas to analysis
Superheater
Freeboard
Bed heaters
TITI
TITI
TITI
RO
Figure 1. Schematic diagram of black liquor gasifier system.

Quarterly technical progress report for DOE project DE-FC26-02NT41490 Project year 1, quarter 1
6
freeboard is constructed of 14-inch schedule 80 pipe, and has a 6-inch nozzle for loading the reactor solids. A depiction of the reactor, along with a cutaway view of the lower section, is shown in Figure 2.
There are two components to the solids handling system, the cyclone and the bed solids removal system. The reactor has an internal cyclone at the top of the freeboard to capture and recycle fine particulates that become entrained in the gas. A dipleg from the cyclone extends down into the bed.
The solids removal system is made up of a lock hopper and nitrogen purge system. The lock hopper is essentially a section of pipe between two sealing valves. During operation, the upper valve will open momentarily to allow solids to fall into the hopper. It will then close and the hopper purge valve will open to depressurize the lock hopper. Once depressurized, the bottom valve will open and the solids will fall into the receiving receptacle.
3.1.4 Product Gas Handling System
The P&ID for the product gas handling system is shown in Appendix A-4. Product gas from the gasifier is run through a high efficiency external cyclone, which delivers removed particulate to a catch pot. The gas runs through a control valve that sets the pressure of the system. Downstream of this valve the gas is essentially at atmospheric pressure.
The product gas must be combusted before being exhausted, so it is fed to a natural gas-fired afterburner. The gas is burned at a minimum temperature of 1093°C (2000°F) for two seconds to ensure efficient destruction of any tars remaining in the gas at this point. The hot product gas from the combustion is cooled in a water-fed cooler/condenser. Finally, the cool product gas is sent to the facility's flue gas handling system, where it is scrubbed and exhausted.
3.2 Fluidized Bed Gasifier Cold Flow Model A cold flow model of the University of Utah gasifier is under construction, and will be used as an aid in system design, visualization of reactor flows and interpretation of data. The cold flow model will also be useful as a validation tool for the modeling efforts.
Figure 2. Proposed reactor, cutaway of lower section.

Quarterly technical progress report for DOE project DE-FC26-02NT41490 Project year 1, quarter 1
7
In order to ensure that the cold flow model accurately simulates the behavior of the bed in the true gasifier system, it is important that four dimensionless scaling parameters are kept the same between the two systems [1]:
µ
ρ gpud
g
s
ρρ ( ) 5.0
pgdu
pdL
Reynolds Density Froude Geometric similarity number ratio number of distributor, bed, particle
The cold flow model was designed to keep these scaling parameters equal between the systems when the gasifier is operating at standard (Big Island) conditions. The final cold flow model design calls for a bed diameter of 6.5 inches, fluidizing 200 micron soda lime glass beads with a 50/50 mixture of helium and air at room temperature. A comparison of specifications for the true gasifier and the cold flow model is presented in Table 2.
TABLE 2. COLD FLOW MODEL DESIGN SPECIFICATIONS
Attribute Gasifier Model Average pressure in bed 290 kPa 42 psia 103 kPa 15 psia Operating temperature 604 °C 1120 °F 20 °C 68 °F Bed diameter 68 kg/d 9.75 in 218 kg/d 6.5 in. Bed height 1.22 m 48.0 in 0.813 m 32.0 in. Heating tube diameter 0.0173 m 0.680 in 0.0109 m 0.433 in. Particle diameter 300 µm 0.0118 in 200 µm 0.00787 in Particle density 2275 kg/m3 142 lb/ft3 2500 kg/m3 156 lb/ft3 Superficial gas velocity 0.396 m/s 1.30 ft/s 0.326 m/s 1.07 ft/s Gas density 0.633 kg/m3 0.0395 lb/ft3 0.700 kg/m3 0.0437 lb/ft3 Gas viscosity (x 105) 3.08 kg/m-s 2.07 lb/ft-s 1.89 kg/m-s 1.27 lb/ft-s Reynolds number 2.44 2.41 Froude number 7.30 7.36 Density ratio 3595 3567 Geometric similarity (bed/particle) 9906 9906
As seen by the near identical values for the critical dimensionless scaling parameters, one can expect the cold flow model to accurately simulate what will occur in the real system. It is of interest to note that the time scale factor for the cold flow model is 0.82, meaning that processes that occur in 1 second in the real system require only 0.82 seconds in the cold flow model. Hence, videos of the cold flow model must be played back at 82% of their recorded speed to give an accurate representation of the speed at which the real system is fluidizing.
The design of the cold flow model is shown in Figure 3. The major components for the cold flow model have been acquired and construction of the system has begun.

Quarterly technical progress report for DOE project DE-FC26-02NT41490 Project year 1, quarter 1
8
Figure 3. Diagrams of the cold flow reactor model, tube bundle sections and distributor plate.
3.3 Bed Agglomeration Test Reactor Brigham Young University is constructing a reactor for investigating bed agglomeration in low temperature fluidized bed gasification systems (Figure 4). The reactor comprises a semi-cylindrical insulated metal shell and a flat quartz window. The quartz window will allow visualization of the bed during operation, which will help in identification of bed agglomeration and collapse. A series of thermocouples and pressure transducers will be placed along the body of the reactor in order to develop temperature and pressure profiles.
Figure 4. Schematic diagram of BYU's bed agglomeration test reactor.

Quarterly technical progress report for DOE project DE-FC26-02NT41490 Project year 1, quarter 1
9
The bed will be fluidized by air, which will enter the system through a plenum and pass through a distributor in the bottom of the reactor. The air will be preheated, and the degree of preheat will control the temperature in the bed.
4. RESULTS AND DISCUSSION
The project has only been in progress for only three months, and there are currently no experimental results to report. It is anticipated that during the next quarter, results from the cold flow model testing will become available. These will be used to finalize the design of the gasifier reactor. The 1½-D model of Georgia-Pacific's Big Island gasifier is under development, and results from this model should also become available during the next quarter.
5. CONCLUSIONS
Because this project is just starting out, there are not yet any conclusions from experimental work to report. Conclusions from the cold flow testing and the 1½-D model of the Big Island gasifier will be presented in the next quarterly report. It is expected that enough experimental data from the gasifier system will be available to develop conclusions late 2003.

Quarterly technical progress report for DOE project DE-FC26-02NT41490 Project year 1, quarter 1
10
NOMENCLATURE
Symbols
d diameter
g acceleration due to gravity, 9.81 m/s2
L length
u velocity
ρ density
µ viscosity
Subscripts
g gas
p particle
s solid
REFERENCES
1. KUNII, D., LEVENSPIEL, O., Fluidization Engineering, Butterworth-Heinemann Publ., Newton, MA (1991).

APPENDIX A-1: Steam Supply System
Non-traced lines
Traced lines
Drawing Name:
1. Steam Supply System
LEGEND
V-118 Bypass Valve
Revised by
Whitty
Revision:
1.01 (12/31/02)
42 kW, 8 W/in2, 8" x 107"1/2", approx. 20-250 lb/hr, 0.8% acc.1/4-turn ball valve
1"
1/4-turn ball valve
1/4-turn ball valve
V-112V-113
V-117
V-103V-104V-105V-106V-107V-108V-109V-110V-111
U-104FIC-101V-101V-102
Steam outlet valve
Boiler blow-down valve
1/4-turn ball valve1/4-turn ball valveFail close
1/4-turn ball valve
Pressure reduction valveSteam flow control valveValve
ValveCheck valve
Pressure reduction valve
Solenoid valve
U-101
Part
1/4-turn ball valve
Chemical & Fuels Engineering Department
1/4-turn ball valve1", adjustable 17-55 psia1/2", Brass body, SS trim, 3-15 psi ctl
1/4-turn ball valveBegins weeping at 135 psia
1/4-turn ball valve
Specs
SoftenerU-102
Preheater (shell heaters)Boiler 150 psi, 328 lb/hr, 398,000 Btu/hr
U-103 3.5" ID, 24" long, 240V, 1800W / half
Num
Water conditioner (softener)
Superheater
ValveValve
Pressure relief valve
ValveValve
1", adjustable 17-55 psia
Steam flow meter
Bypass ValveV-114
Solenoid valve - fail close
Bypass ValveV-115V-116
1/4-turn ball valveFail open
V-103
V-101 V-102
BlowdownNatural gas
U-102Boiler
V-116SolenoidFail-close
V-104
V-107
U-103Steam preheater
FIC-101Flowmeter
V-109Steam flow
control valve
V-108Pressure
reduction valve
U-104Steam superheater
V-106P-relief
@135 psia
City water
Compressed air
Nitrogen
V-110
V-113SolenoidFail-open
V-111
V-112
V-114 V-115
"Process steam"
To reactor plenum
TI-102 TIC-104
TI-103
TIA-105
TIA-106
TI-101PI-101 PI-102
PIA-103
V-105
V-117Pressure
reduction valve
V-118
PI-104
PI-103
U-101Water
conditioner
TIC-107
A-1

APPENDIX A-2: Black Liquor Supply System
Non-traced lines
Traced lines
Revision:
1.01 (12/31/02)Chemical & Fuels
Engineering Department
Whitty
Drawing Name:
Revised by
2. Black Liquor Supply System
FI-203 Steam flowmeter
0.18-30 gal/hr, SS303, 1/4"V-210 Steam flow control valveFIC-201 FlowmeterFI-202 Steam flowmeter
V-209 Steam flow control valve
V-206 Check valveV-207 Steam shutoff 1/4-turn ball valve
Check valve, SSV-205 Fail-close solenoid Fail-closeV-204 Black liquor flow control valve
Adjustable low-restriction needleRelief at 500 psi(?)
V-201 Black liquor shutoff valve 1/4-turn ball valveV-202 Pressure relief valveV-203 BL loop pressure control valve (manual)
100 gal, steam jacketed, SS304P-201 Black liquor pump 250 psi, variable speed, gear, 10 gal/h
LEGENDU-201 Black liquor tank
Num Part Specs
"Process steam"
P-201Pump
V-202Pressure
relief valve
V-203Pressure
control valve
V-201
PI-201
PI-202
V-204Controlvalve
FIC-201Flowmeter
V-205FC Solenoid
TI-203
TI-205V-207
TI-201
TI-202
TI-204
Condensate out
U-201
Black liquor injector
V-206Check valve
V-209
V-208
Drain
V-210
FI-202
FI-203
A-2 02/06/2003 16:03

APPENDIX A-3: Reactor and Solids Handling System
Non-traced lines
Traced lines
Chemical & Fuels Engineering Department
Revision:
1.01 (12/31/02)
Revised by
Whitty
3. Reactor SystemDrawing Name:
Mass flow controller (?)
Solenoid, fail close
1/4-turn ball valveSolenoid, fail open
LEGEND12" x 96" lower section, 18" x 96" upper section
2" SS pipe"Lazy"
Num Part Specs
U-301 Reactor
Solids removal valve 2
V-304 Lock hopper pess release/exhaust valve
U-302 Internal cyclone
U-304 High temperature eductorU-303 Lock hopper
V-301 Solids removal valve 1
V-305 Solids loading valve
V-303 Lock hopper purge valveV-302
Nitrogen purge flow controllerV-306
U-302Internalcyclone
Black liquor from"black liquor supply"
Recycle gas from"GasHandling"
V-301
V-302
U-304Eductor
Superheated steam from"SteamSupply"
PI-301TI-301
Nitrogen
V-306 FI-301
Solids loadingU-301
Reactor
PI-302
PI-303
PI-304
PI-305
PI-306
TI-302
TI-303
TI-304
TI-305
TI-306
Heater bundles4 x 21
500 W / heater
V-305
LIC-301
TI-302
TI-307
U-303Lock
hopper TI-308
PI-307
V-304
To gas handling system
Purge gas to exhaust
To solids receiving tank
V-303
A-3

APPENDIX A-4: Gas Handling System
Non-traced lines
Traced lines
Product gas flowmeter
Pressure control valveBypass valve
Catch pot purge valve
Natural gas control valveRecycle gas control valve
Recycle gas flowmeter
Specs
High efficiencyU-402
Condenser/coolerAfterburner
U-403
Num
CycloneU-401
Part
1/4-turn ball valve
Chemical & Fuels Engineering Department
1/4-turn ball valve
1/4-turn ball valve1/4-turn ball valve
Analyzer line flow control valve
Cyclone catch pot isolation valve
Catch pot press release/exhaust valve
FIC-401FI-402V-401V-402V-403V-404V-405V-406V-407V-408
Revised by
Whitty
Revision:
1.01 (12/31/02)
Drawing Name:
4. Gas Handling System
LEGEND
U-401Stage 2cyclone
Catchpot
Gas from reactor
TI-401 PI-401
TI-402 PI-402
FIC-401Flowmeter
V-401System pressure
control valve
V-402
U-402Afterburner
Natural gas
U-403Cooler /
condenser
Coolingwater in
Coolingwater out
TI-404
TI-403
To analyzers
Product gas recycleto reactor
Flue gasto exhaust
TI-405
IR
V-408
V-404Recycle gasflow ctl valve
V-403
V-405
V-407V-406
FIC-402Flowmeter
A-4