Embed Size (px)
Citation preview

8/13/2019 Introductionto Pems Final Version
http://slidepdf.com/reader/full/introductionto-pems-final-version 1/13
Computer Aided Manufacturing
Planning for Mass Customization
Team:Dr. X. Han, S. Yao, Y. Yang, Y. Sun
Advisor: Professor Y. Rong
Software Development Specialist : Chen Bai
Sponsor: Delphi Corporation & NSF

8/13/2019 Introductionto Pems Final Version
http://slidepdf.com/reader/full/introductionto-pems-final-version 2/13
Introduction
Manufacturing planning is to determine the sequence of manufacturingoperations and machine tools, fixtures and cutters used in theseoperations in the manufacture of products.
r Cutter
d
Predefined
toolpath
Cycle time
Overall
toolpath
d
r Cast
iron Part of Family
Machine
tool
BOPFeature methodsPart setup plan
Manufacturing planManufacturing
resource
Standard
Document
Manufacturing planning
for mass customization :
Base on part families
Base on best practice
Maintaining near mass
production efficiency.

8/13/2019 Introductionto Pems Final Version
http://slidepdf.com/reader/full/introductionto-pems-final-version 3/13
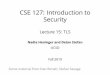
System
ArchitectureDatabase &
Knowledge Base
Conceptual Fixture Design
Part Information Modeling
Manufacturing Plan Generation
Setup Planning
Product Design
BOP2
Setup plan DB
Part layout on fixture base
Process sequence generation
Cutting parameter determination
&Global tool path generation
Fixture base determination
Machine tool selection
Feature grouping – DMG generation
Setup generation and sequencing
oMachining surfaces
oWorkpiece orientation
oOperation sequence
Manufacturing feature specification
FTG Generation
Feature manufacturing methods
Fixture Planning
oLocating datum
oLocating
surface/points
oClamping
surface/points
Fixture
Configuration
Design
oFixture component
design
oFixture component position and
orientation
Tolerance Analysis
BOP1
Feature DBProcess DB
BOP3
Part layout
on fixture
base
ManufacturingResource DB
Cutter DB
Fixture DBMachine tool DB
Cycle Time Calculation
&Simulation
Standard Document Output
PEMS(Parametric engineering ofmanufacturing system)
Integration with UnigraphicsCAD package
Associativities between
features and processesBest practice (BOP: bill of
processes) from Delphi
Optimized manufacturing planwith minimum cycle time
Best of practice is divided into
3 levels:
Feature level (BOP1)
Part level (BOP2)
Station level (BOP3)

8/13/2019 Introductionto Pems Final Version
http://slidepdf.com/reader/full/introductionto-pems-final-version 4/13
Software Architecture
CADPackage
XMLPackageDatabasePackage
ReportPackageDesignPackageGUIPackage
Design Workstation
Data
DB Server
Design Workstation Design Workstation
System Deployment Architecutre
OS: Windows / Unix
DBMS: Oracle / SQL Server / MS Access
OS: Windows 2000 / Windows XP
CAD: UG
DB Connection.: ODBC
App.: PEMS3.0
Package DesignDatabase& Knowledge base
CAD platform independent
System stability
System UI
System expendability
XML capable

8/13/2019 Introductionto Pems Final Version
http://slidepdf.com/reader/full/introductionto-pems-final-version 5/13
Manufacturing Features and Machining methods
- Best practice BOP1
H1
H
Angle
Z
X
Y
2 Chamfer1
4 Chamfer2
3 Hole
Surface2
1 Surface1
5
D1
D
Features describe the engineering meaning ofgeometry and act as the building blocks of partinformation models.
Combined manufacturing features are used in masscustomization Combination of basic features
Simplified and specified processes in BOP
Combined manufacturing feature informationstructure:
Surfaces and their parameters, Surface topology relationship
Tolerance among surfaces
Surface finish
Z
X Y
D
Z
X Y
Z
X Y
Z
X Y
Z
X Y
Manufacturingfeature
Surface feature
Depressionfeature
Protrusion
feature
Hole
Slot
Combined feature
Auxiliary featureChamfer
groove
Thread
Main feature
Hole combinedwith auxiliary
feature
Surface combine
with hole
Round surface
Rectangle surfae
Surface with curved
boundary
Feature classification
Feature variation

8/13/2019 Introductionto Pems Final Version
http://slidepdf.com/reader/full/introductionto-pems-final-version 6/13
Manufacturing Features and Manufacturing Methods
- Best practice BOP1(Continued)
Parametric cutter design Parametric toolpath
D
CH2
CH3
D1
H1
CH1
CH4
CH1=H1+delta_H1
CH2=H-H1*2+delta_H2
CH3=H1+delta_H1CH4=CH4
H
1
2
3
4
Feature
manufacturing
methods
approaching_value = Point1L12 = H1+6mm;…
Toolpath parameters are
Driven by both featureand cutter parameter.

8/13/2019 Introductionto Pems Final Version
http://slidepdf.com/reader/full/introductionto-pems-final-version 7/13
Setup Planning Flowchart- Best practice BOP2
Part information
- Part family type
- FTG(Feature tolerance graph)
Similar setup
plan exist?
Generate new setup plan1.Locating/clampingsurface
2.Feature-process
sequence in each setup
Automated setup planning
No
Yes
Modify setup plan
END
Main tasks of setup planning
Feature grouping based ontolerance analysis
Setup generation based onmanufacturing resource capabilityanalysis
Locating/clamping surface
determinationMachining surface determination
Process sequence

8/13/2019 Introductionto Pems Final Version
http://slidepdf.com/reader/full/introductionto-pems-final-version 8/13
Manufacturing Resource Capability
Manufacturing resource capability is described in three levels andused to support different function modules.
Station
Part level
Feature level
Shape
capability
Dimension &
precision
capability
Position &
orientation
capability
Mapping Generating
Feature form
Feature
precision
Feature
position &
orientation
Manufacturing resource capability Process Part
Machine tool
axis Fixture
Machine tool
Machine tool
motion&accuracy Cutter
Moving
range
Setup
time
Cutting
parameter
AuxiluaryProcess
parameters
Cutting
libraryConceptual fixture
design
Setup planning
Feature manufacturing
method selection
Manufacturing plangeneration

8/13/2019 Introductionto Pems Final Version
http://slidepdf.com/reader/full/introductionto-pems-final-version 9/13
An Example of Setup Planning

8/13/2019 Introductionto Pems Final Version
http://slidepdf.com/reader/full/introductionto-pems-final-version 10/13
Part Layout on Fixture Base
- Best Practice BOP3
Part layout generation
Part family BOP exist?
Select fixture base
BOP3
Part setup layout
determination
Machine tool check?
yes
no
yes
no
Multi-part fixtures are widelyused in mass customization to
maximize the use of manufacturing
resource capability.

8/13/2019 Introductionto Pems Final Version
http://slidepdf.com/reader/full/introductionto-pems-final-version 11/13
Manufacturing Plan Generation
Optimize the process sequence
Optimize cutting parameters
based on best practice.
Optimize the toolpath generation
with interference checking
Cycle time calculation
Cutting_Time
Rapid_Motion_Time
Tool_Change_Time
Spindle_Set_Time
Other_Time
Generate process sequence
Generate global toolpath
Select cutting parameter Part material DB
Cutter DB
Cutting parameter
DB
Interference exist?
Simulation
Cycle time calculation
Standard document
generation

8/13/2019 Introductionto Pems Final Version
http://slidepdf.com/reader/full/introductionto-pems-final-version 12/13
Standard Document Generation
Document isgenerated basedon the specificrequirement
frommanufacturingenterprises.

8/13/2019 Introductionto Pems Final Version
http://slidepdf.com/reader/full/introductionto-pems-final-version 13/13
Summary
A computer-aided manufacturing planning system has been
developed and implemented for mass customization of part
families.
Best practice is divided into 3 levels: Process selection in manufacturing feature level
Setup planning in part level
Conceptual fixture design and part layout in machine tool level.
Setup planning has been studied based on tolerance analysis
and manufacturing resource capability analysis.
Manufacturing planning optimization has been studied