Embed Size (px)
Citation preview

INTRODUCTION
Murali Krishna. CH Page 1
1.0 INTRODUCTION
Biotechnology is the use of living organisms, either in natural or
modified form, for commercial or industrial purpose. Bio means the
science of life that includes all living organisms (Getu et al, 2011).
Technology means the application of science for commercial and
industrial product production. Biotechnology is itself not a product or
range of products; rather it should be regarded as a range of enabling
technologies involving the practical application of organisms or their
cellular components to manufacturing and service industries
associated with environmental management (James et al, 2011).
Biotechnology, among all technologies, is the fast growing applied
science today. (Stephen et al, 2000).
Unlike a single scientific discipline, biotechnology is also
commonly referred to as the clever science of biology forming a link
between the biological, physical sciences and technological
achievements. In fact, it is an amalgamative field of microbiology,
biochemistry, molecular biology, cell biology, immunology, protein
engineering, enzymology, classified breeding techniques and the full
range of bioprocess technologies (Nelo et al, 2001).
Historically, biotechnology was an art rather than a science,
exemplified in the manufacture of wines, beers, cheeses, etc, where
the techniques of manufacture were well worked out and reproduced
but the molecular mechanisms were not understood ( Bhat et al,
2000) .With the major advances in microbiology and biochemistry,
these processes have been better understood and improved (Gurpreet
et al, 2011).Modern biotechnological processes now encompass a wide
range of new products including enzymes, antibiotics, vaccines and
monoclonal antibodies, the production of which has been optimized by
a host of new molecular innovations, allowing unprecedented changes
to be made to living systems (Rani et al, 2003).
INTRODUCTION
Murali Krishna .CH Page 2
1.1 ENZYMOLOGY
Enzyme technology is an off-shoot of fundamental science
related to cellular metabolism. With the development of science of
microbiology, biochemistry, a better understanding of the wide range
of enzymes present in living cells and their mode of action was
achieved (Reeta et al, 2009).Although enzymes are formed only in
living cells, many can be isolated without loss of catalytic function in
vitro (Kiran et al, 2010).This unique ability of enzymes to perform their
specific chemical transformations in isolation has led to an ever-
increasing use of enzymes in industrial processes, collectively termed
as “enzyme technology” (Ajay et al, 2010).
1.1.1 SOURCES OF ENZYMES
All living cells contain different types of enzymes and without
which none of the living body survives. Depending upon the need of
activity enzymes are produced extracellularly or intracellularily (Joel
et al, 1998). Enzymes can be obtained from plant (-amylase, papain,
bromelain, urease, ficin, polyphenol oxidase (tyrosinase),
lipoxygenase, etc.), animal (Pepsin, lipase, lysozyme, rennin, trypsin,
phosphor-mannase, chymotrypsin, etc.) and microbial (-amylase,
pencillin acylase, protease, invertase, lactase, dextranase, pectinase,
pullulanase, etc.) sources (Zheng et al, 2011).
In general, the enzymes from plant and animals are considered
to be more important than those from microbial sources, but for both
technical and economical reasons, microbial enzymes are considered
to be more important (Sumitra et al, 2004). Therefore increasing
efforts are being pursued to produce enzymes by microbial
fermentation (Arpana et al, 2011).
INTRODUCTION
Murali Krishna .CH Page 3
1.1.2 ADVANTAGES OF MICROBIAL ENZYMES
Animal sources for enzymes are very limited.
Microorganisms are attractive because of their biochemical
diversity.
Microbes have short generation time and require smaller
area; 20 kg of rennin is produced in 12 h by B. subtilis with
100 liter fermentor whereas one calf stomach gives 10 kg
after several months.
Microbial feasibility of bulk production and ease of
extraction.
Microbes use inexpensive media for growth and production of
enzymes.
Microbes screening is easy compared to plant and animal
sources for enzyme production.
Microbial strains are vernalable for genetic engineering to
produce abnormally huge amounts.
Synthesis of foreign enzymes is possible by genetically
engineered microorganisms.
Microbes do not show any seasonal variations unlike plants.
1.1.3 INDUSTRIAL IMPORTANCE OF MICROBIAL ENZYMES
Microbial enzymes are widely used in several industries,
notably in detergent, food processing, brewing and pharmaceuticals
(Vander et al, 2002).In fact, their use has been recorded since ancient
times without known the functional utility in oriental countries
(Samrat et al, 2011).They are also used for diagnostic, scientific and
analytical purposes (Biazus et al, 2007).In the present era, enzymes
such as proteases, glucoamylases, glucose isomerase, and pectinases
became part of our daily life and extensively used as commodities
(Maria et al, 2005). Some of the microbial enzymes used industrially
INTRODUCTION
Murali Krishna .CH Page 4
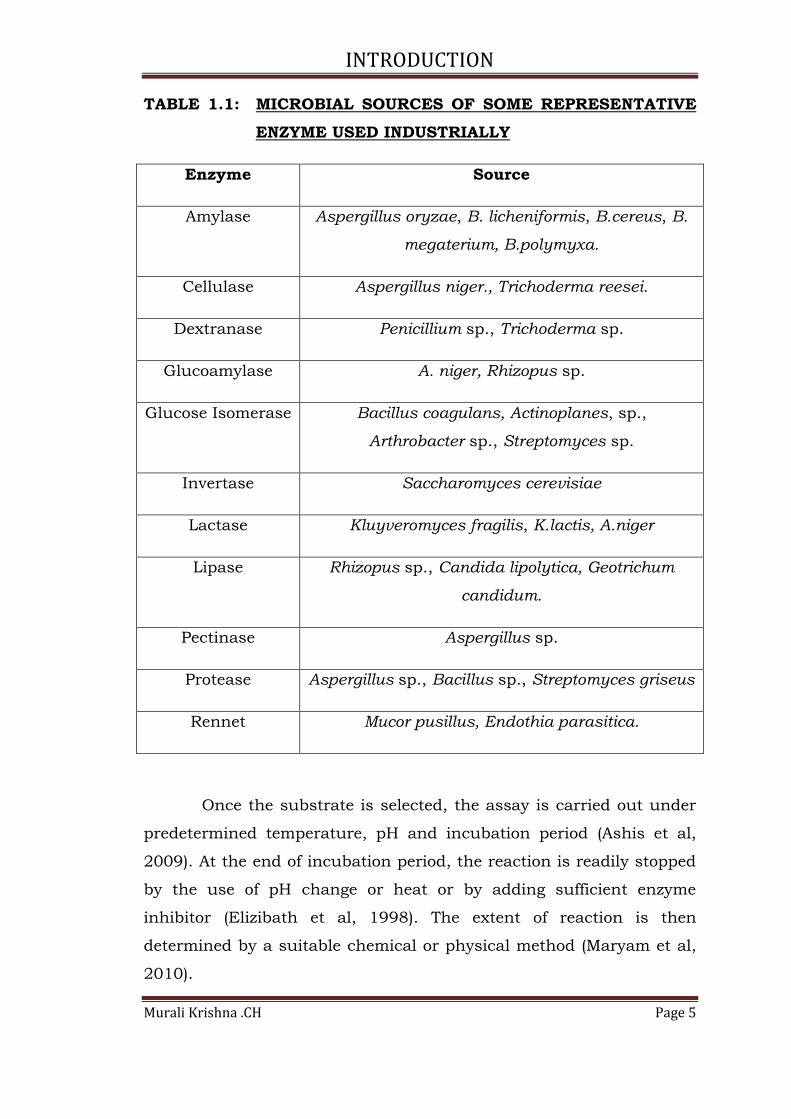
are shown in Table 1.1. It may be noted that most of these are
hydrolases.
Most industrially important enzymes are extracellular i.e.
secreted by the cells into the ambient medium and they have to be
recovered by removal and separation from the cellular and other solid
material (Masafumi et al, 2010).
1.1.4 DETERMINATION OF ENZYME ACTIVITY
The enzyme activity is determined using substrate, cofactors,
allosteric effectors, the concentration and type of inhibitors, ionic
strength, pH, temperature and initial reaction time etc (Aliyu et al,
2011).
Many assay procedures for measurement of enzyme activity are
available. The rate of substrate conversion serves as a measure of the
activity (Aw et al, 1969).The knowledge of enzyme activity is necessary,
to follow the production and isolation of enzymes, to understand and
determine the properties of commercial preparations and to ascertain
the correct amount of enzyme to be added to a particular commercial
process (Lonsane et al, 1990).
The first step in deciding on a suitable assay is to choose the
appropriate substrate. Some of the substrates that have been used
for the assay of hydrolases are as follows (Cynthia et al, 2011).
Amylases and Amyloglucosidases: Raw or soluble starch and
modified starch of known dextrose equivalent.
Cellulases: Cellulose powder, cellular phosphate, filter paper and
ground bran.
Pectinases: Pectic acid, pectin, pectinic acid and freeze-dried fruit
puree.
Proteases: Casein, egg albumin, gelatin, hemoglobin, milk powder
and raw meat. (Pandey et al, 2000)
INTRODUCTION
Murali Krishna .CH Page 5
TABLE 1.1: MICROBIAL SOURCES OF SOME REPRESENTATIVE
ENZYME USED INDUSTRIALLY
Enzyme Source
Amylase Aspergillus oryzae, B. licheniformis, B.cereus, B.
megaterium, B.polymyxa.
Cellulase Aspergillus niger., Trichoderma reesei.
Dextranase Penicillium sp., Trichoderma sp.
Glucoamylase A. niger, Rhizopus sp.
Glucose Isomerase Bacillus coagulans, Actinoplanes, sp.,
Arthrobacter sp., Streptomyces sp.
Invertase Saccharomyces cerevisiae
Lactase Kluyveromyces fragilis, K.lactis, A.niger
Lipase Rhizopus sp., Candida lipolytica, Geotrichum
candidum.
Pectinase Aspergillus sp.
Protease Aspergillus sp., Bacillus sp., Streptomyces griseus
Rennet Mucor pusillus, Endothia parasitica.
Once the substrate is selected, the assay is carried out under
predetermined temperature, pH and incubation period (Ashis et al,
2009). At the end of incubation period, the reaction is readily stopped
by the use of pH change or heat or by adding sufficient enzyme
inhibitor (Elizibath et al, 1998). The extent of reaction is then
determined by a suitable chemical or physical method (Maryam et al,
2010).
INTRODUCTION
Murali Krishna .CH Page 6
1.2 FERMENTATION STUDIES FOR IMPROVED PRODUCT
PRODUCTION
The term fermentation is derived from the Latin word fervere to
boil thus describing the appearance of the action of the yeast on
extracts of fruit or malted grain. The boiling experience is due to the
production of CO2 bubbles caused by the anaerobic catabolism of the
sugars present in the extract (Sangeeta et al, 2009).
Pasteur applied the term “fermentation” to those anaerobic
reactions through which microorganisms obtained energy for growth
in the absence of oxygen. Today fermentation has much broader
meaning (Balasubramaniam et al, 2011). It applies to both aerobic
and anaerobic metabolic activities of the microorganisms wherein
specific chemical changes are brought about by an organic in
substrate (Nabuo et al, 2011).
A variety of substances such as alcohols, organic acids, amino
acids, vitamins, antibiotics, enzymes, single cell proteins, hormones
etc, are produced through fermentations by employing different
microorganisms (Maryam et al, 2011). The success of fermentation
greatly depends on the use of right type of organism that can produce
the desired product at minimum cost and in large quantities (Maria et
al, 2011). There are different types of fermentations in usage for the
production of various industrial products. They include solid state,
submerged, dual or multiple fermentations (Ya-Lie Tang et al, 2011).
1.2.1 SUBMERGED FERMENTATION
In this type of fermentation organisms grew in a vigorously
aerated and agitated liquid nutrient medium in fermenters (Abdul et
al, 2010).These fermenters are usually made of non-corrosive type of
steel may be either open tank or closed tank and the type of
INTRODUCTION
Murali Krishna .CH Page 7
fermentation may be either batch or continuous type (Shigetoshi et al,
1993).
1.2.1.1 BATCH FERMENTATION
In this type, organism is grown in a known amount of
culture medium for a defined period of time. The growth &
biochemical synthesis are allowed to proceed until maximum yields
have been obtained (Sangeeta et al, 2009). At this point fermentation
is stopped for recovery of the product. Then the fermenters are
cleaned resterilized and another batch of fermentation is started (Haq
et al, 1998).
During the process of fermentation neither inoculum nor
nutrient solution is added (Speight et al, 2009). However oxygen in the
form of air, an antifoaming agent and acid or base to control pH is
added (Vidyalakshmi et al, 2009). Due to metabolism of the cells the
composition of the culture medium, cell concentration will change
constantly from time to time ( Hashemi et al, 2011).
In a closed type of fermentation the multiplying micro
organisms exhibit 4 typical characteristic growth phases, lag phase,
log phase, stationary phase and death phase.
A modified and enhanced mode of conventional closed batch
fermentation is called fed batch fermentation (Ya-Jie Tang et al, 2009).
This is characterized by the addition of substrate in increments as the
fermentation is progressed (Gunjan et al, 2011).
1.2.1.2 CONTINUOUS FERMENTATION
Continuous fermentations are those in which fresh nutrient
medium is added continuously or intermittently to the fermentation
vessel, accompanied by a corresponding continuous or intermittent
withdrawal of portion of the medium for recovery of cells or
fermentation products (Gulay et al, 2004).

INTRODUCTION
Murali Krishna .CH Page 8
1.2.2 IMMOBILIZATION
Immobilization of cells is the attachment of cells or their
inclusion in distinct solid phase that permits exchange of substrates
and products, inhibitors, but at the same time it separates the
catalytic cell biomass from the bulk phase containing substrates and
products, therefore it is expected that the microenvironment
surrounding the immobilized cells do not necessarily be the same as
their free-cell counter parts experience (Zoe et al, 2006).
Immobilization commonly is accomplished using high molecular
hydrophilic polymeric gels such as alginate, carrageenan, agarose, etc.
In these cases, the cells are immobilized by entrapment in the
pertinent gels (Arpana et al, 2011).
1.2.2.1 ADVANTAGES OF IMMOBILIZED CELLS OVER FREE CELLS
The use of immobilized whole microbial cells and/or
organelles eliminates the often tedious, time consuming, and
expensive steps involved in isolation and purification of extra cellular
enzymes (Noda et al, 2001). It also tends to enhance the stability of
the enzyme by retaining its natural catalytic surroundings during
immobilization and subsequent continuous operation (Dhanya et al,
2009). The ease of conversion of batch processes into a continuous
mode and maintenance of high cell density without washout
conditions even at very high dilution rates, are a few of the many
advantages of immobilized cell systems (Gulay et al, 2006). Recent
reports on higher retention of plasmid-bearing cells have further
extended the scope of whole-cell immobilization to recombinant
product formation. Another important advantage of immobilization,
particularly in the case of plant cells, is the stimulation of secondary
metabolite formation and elevated excretion of intracellular
metabolites (Mosafumi et al, 2010).

INTRODUCTION
Murali Krishna .CH Page 9
The use of immobilized system offers many advantages over
conventional free cell fermentation including (Arpana et al, 2011).
Prolonged activity and stability of the biocatalyst.
Higher cell densities per unit bioreactor volume, which
leads to high volumetric productivity, shorter
fermentation times and elimination of non-productive cell
growth phases.
Increased substrate uptake and yield improvement.
Feasibility of continuous processing.
Increased tolerance to high substrate concentration and
reduced end product inhibition.
Feasibility of low-temperature fermentation leading to
improved product quality.
Easier product recovery through reduction of separation
and filtration requirements, thus reducing cost for
equipment and energy demands.
Regeneration and reuse of the biocatalyst for extended
periods in batch operations, without removing it from the
bioreactor.
Reduction of risk of microbial contamination due to high
cell densities and fermentation activity.
Ability to use smaller bioreactors with simplified process
designs and therefore lower capital costs.
Reduction of maturation times for some products.

INTRODUCTION
Murali Krishna .CH Page 10
1.2.3 SOLID STATE FERMENTATION
Solid-state fermentation (SSF) may be defined as the
fermentation involving solids in absence or near absence of free water
(Audinarayana et al, 2005). But the substrate, which is used for
growth and metabolism of the microorganisms, must have enough
moisture (Pandey et al., 2000). SSF holds potential for the production
of enzymes and credited as the beginning of the fermentation
technique in ancient time (Reeta et al, 2009). Therefore it is not
surprising that all the fermentation processes used in ancient time
were based on the principles of SSF (Ashis et al, 2009).
SSF can be the best being employed for the processing of the
agric- industrial residues (Gurpreet et al, 2011). Because solid-state
processes have lower energy requirements, produce lesser wastewater,
and are environment friendly to resolve the problem of solid waste
disposal (Ajay et al, 2010). Further utilization the agro industrial
residues in the SSF offer a unique process development for value
addition of these low cost residues (Pushpa et al, 2009). At present
SSF processes are used at commercial scale for the production of
microbial products such as feed, fuel, food, industrial chemicals and
pharma products (Sarc et al, 2002). Its application in bioprocess such
as bioleaching, biobeneficiation, bioremediation, biopulping etc, has
offered several advantages (Pandey et al, 2000).
The key aspect of the SSF is the selection of proper substrate,
which should be in-soluble and should acts both as a physical
support and source of nutrients (Reeta et al, 2009). The substrate
should be a solid material, which can be naturally occurring such as
agric crops materials, agro industrial residues or inert supports (Lin
Hui et al, 2010). There are two major considerations for the selection
of substrate; one is a specific substrate, which requires suitable value
INTRODUCTION
Murali Krishna .CH Page 11
addition or disposal (Maryam et al, 2010). The second could be related
with the goal of producing a specific product from suitable substrate
(Frank et al, 2011).
Agricultural industrial residues are generally considered the
best substrates for SSF processes (Cynthia et al, 2011). Some of the
substrates that have been used in SSF process includes Cane
bagasse, Wheat bran, Maize bran, Gram bran, Wheat bran, Rice
straws, Rice husk, Soy hull, grape vine, Trimmings, Saw dust, Banana
waste, Tea waste, Palm oil waste, Sugar beet pulp, Sweet sorghum
pulp, Apple pomace, peanut meat, coconut & Mustard oil cake, wheat
& Corn flours, Steamed rice and Starch etc (Pushpa et al, 2009).
However wheat bran holds the key and the most commonly
used in various processes (Lin Hui et al, 2010). The selection of
substrates for enzymes depends upon several factors, mainly the cost
of substrate (Frank et al, 2011). The substrate may provide the needed
nutrients to the microorganisms growing in it, but some of the
nutrients may be present in sub optimal concentrations or even
absent in the substrate. In such cases this can be over come by
supplying nutrients externally (Ya-Jie Tang et al, 2011).
The particle size of the substrate is critical usually smaller
substrate particles provide larger surface for microbial attack (Chen et
al, 2011). The other important factor is the moisture content; the
water activity (aw) of the medium has been attributed as a
fundamental parameter for mass transfer of the water and solute
transfer across the microbial cells (Umberto et al, 2011). This
parameter could be used to modify the metabolic production or
excretion of microbial product so that water has profound impact on
the physicochemical properties of the solids and this in turn effect the
overall process productivity (Solange et al, 2010). Other parameters
INTRODUCTION
Murali Krishna .CH Page 12
that influence the product production under SSF include incubation
temperature, medium pH and available surface area (Parveen et al,
2011, Maryam et al, 2010).
1.3 STRATEGIES TO IMPROVE THE ENZYME PRODUCTIVITY
BY STATISTICAL METHODS
The traditional pattern of performing experiments to optimize a
production process using an experimental design by identifying
various independent factors and levels, and later conducting the
experiments by altering “one variable at a time” (OVAT), while keeping
all others at a predetermined level is very inefficient in many cases,
since it involves carrying out many experiments which are time-
consuming and laborious (Aliyu et al, 2011). Moreover, these OVAT
designs often overlook the interactions among the variables.
Statistically designed experiments consist of several well-planned
individual experiments conducted together (Priya et al, 2011).
Normally in designing of a statistical based experiment, it involves
several steps such as
Selection of responses (performance characteristics of interest)
that will be observed.
Identification of the factors (the independent or influencing
factors) to be studied.
The different treatments (or levels) at which these factors will be
set in different individual experiments.
Consideration of blocks (the observable noise factors that may
influence the experiments as a source of error of variability).
The major drawback of the statistical approach is that there are
no precise guidelines for the sequence of experiments to be conducted
and the level combinations of different independent variables for each
INTRODUCTION
Murali Krishna .CH Page 13
experiment (Radhouane et al, 2008). The system of laying out the
conditions of experiments involving multiple factors was first proposed
by Sir R.A. Fisher in 1920s, popularly termed as “fractional design of
experiments” (Aliyu et al, 2011). A full fractional design identifies all
the possible combinations for a given set of factors (Kiranbabu et al,
2010).Since most industrial experiments usually demand a significant
number of factors, a full factorial design results in performing a large
number of experiments (Chi-Zhang et al, 2010). To reduce the number
of experiments to a practical level, only a small set from all the
possibilities is selected (Jiangya et al, 2011). The method of selecting a
limited number of experiments which generates the most information
is known as a partial fractional design (Hashemi et al, 2011).
1.4 AMYLASES
Amylases are amongst the most studied enzymes (Noomen et al,
2009). There is renewed interest in the study of proteolytic enzymes,
mainly due to the recognition that these enzymes not only play an
important role in the cellular metabolic processes but have also
gained considerable attention in the industrial community (Priya et al,
2011). Their enormous diversity of function makes them one of the
most fascinating groups of enzymes for application at different sectors
of life in both physiological and commercial fields (Marc et al, 2002).
This vast diversity of amylases, in contrast to the specificity of their
action, attracted worldwide attention in attempts to exploit their
physiological and biotechnological applications (San-Lang Wang et al,
2011).
Amylases are starch degrading enzymes that catalyze the
hydrolysis of internal alpha 1-4 glycosidic bonds in polysaccharides
with the retention of alpha anomeric configuration in the products
(Takata et al, 1992). They are found in all forms of organisms
regardless of kingdom. Alpha amylases are ubiquitous enzymes
INTRODUCTION
Murali Krishna .CH Page 14
produced by plants, animals and microbes where they play a
dominant role in carbohydrate metabolism (Damien et al, 2010).
Amylases from plants and microbe sources have been employed for
centuries in brewing industry (Madson et al, 2011). Fungal amylases
are widely used for the preparation of oriental foods (Mabel et al,
2006). Amylases of bacteria, fungi and viruses are increasingly
studied due to the relative ease of large scale production (low
downstream cost as they are extracellular in nature) as compared to
amylases from plants and animals and their importance in
subsequent application at industry (Ashis et al, 2009).
Microbial enzymes reveal broad biochemical diversity and
susceptible to genetic manipulation (Ahmad et al, 2010). In addition,
bacterial amylases have longer shelf life and can be stored for weeks
without significant loss of activity (Jos et al, 2011). In addition,
microorganisms elaborate a large array of amylases, which are
intracellular, and/or extracellular (Mohsen et al, 2005). Intracellular
amylases are important for various cellular and metabolic processes,
such as sporulation and differentiation, protein turnover, maturation
of enzymes and hormones and maintenance of the cellular protein
pool (Yakup et al, 2010). Extracellular amylases are important for the
hydrolysis of Starch and Cellulose in cell-free environments and
enable the cell to absorb and utilize hydrolytic products (Chi Wen Li et
al, 2011). At the same time, these extra cellular amylases have also
been commercially exploited to assist starch degradation in various
industrial processes (Encarnacion et al, 2011). Of the various types of
amylases, alpha amylases (E.C.3.2.1.1.) which catalyze the hydrolysis
of internal alpha 1-4-O-glycosidic bonds in polysaccharides with the
retention of alpha anomeric configuration in the products are widely
studied (Baharen et al, 2011). Amylases are one of the most important
industrial enzymes that have a wide variety of applications ranging
from conversion of starch into sugar syrups, to the production of

INTRODUCTION
Murali Krishna .CH Page 15
cyclodextrins for the pharmaceutical industry (Marc et al, 2011).
These enzymes accounts for about 30% of the world’s enzyme
production.
In the present biotechnological era, microbial amylases have
been investigated for their role in the manufacturing of maltose and
also in the manufacturing of High Fructose corn syrup (Archana et al,
2011). Amylases are also used in Manufacture of Oligosaccharide
mixture, Manufacture of Maltotetrose Manufacturing of high
molecular weight branched dextrins, removal of starch sizer from
textiles etc (Damien et al, 2010, Arpana et al, 2011).
1.5 CLASSIFICATION OF AMYLASES
A number of microorganisms produce one or more of types of
amylase enzymes with different pH optima for activity (Takahiro et al,
2011). Amylases are broadly classified into four groups like endo
amylases, exo-amylases, debranching enzymes and transferases
(Parveen et al, 2011). Endo amylases cleave internal alpha 1-4 bonds
resulting in an alpha anomeric product (Ahmad et al, 2010). Exo
amylases cleave alpha 1-4 or alpha 1-6 bonds of the external glucose
residues resulting in alpha or beta anomeric products. Debranching
enzymes hydrolyze alpha 1-6 bonds exclusively leaving long linear
polysaccharides and Transferases cleave alpha 1-4 glycosidic bond of
the donor molecule and transfer part of the donor to a glycosidic
acceptor forming a new glycosidic bond (Ashis et al, 2009). Glycosidic
hydrolases are able to metabolize a large variety of saccharides that
have been divided into classes based on their mode of reaction and
families based on their well defined amino acid sequence similarities
(Norman et al, 2008).Most of the starch converting enzymes belong to
GH-13 family. GH-13 family can be further classified based on a larger
unit called clan, which is a three dimensional structure of catalytic
domain but not limited sequence similarity indicating that protein

INTRODUCTION
Murali Krishna .CH Page 16
structure is better preserved by evolution than amino acid sequence.
Among the fourteen clans (A-N) defined by glycosidases and
transglycosidases, alpha amylase family (GH-13) belongs to the eighth
clan GH-H (Henrissat et al, 1991).
The concept of this group of enzymes as the alpha amylases was
proposed in 1992 .According to that definition the members of this
family must satisfy the following requirements (Bahareh et al, 2011,
Birch et al, 1973).
They must act on the alpha glycosidic linkages and hydrolyze
them to produce alpha anomeric monosaccharides and
oligosaccharides.
Should have four highly conserved sequences regions in their
primary structures consisting of catalytic and important
substrate binding sites.
Should have Asp, Glu and Asp residues as catalytic sites
corresponding to the Asp 206, Glu 230 and Asp 297 of amylase
A and
Posses a tim barrel catalytic domain
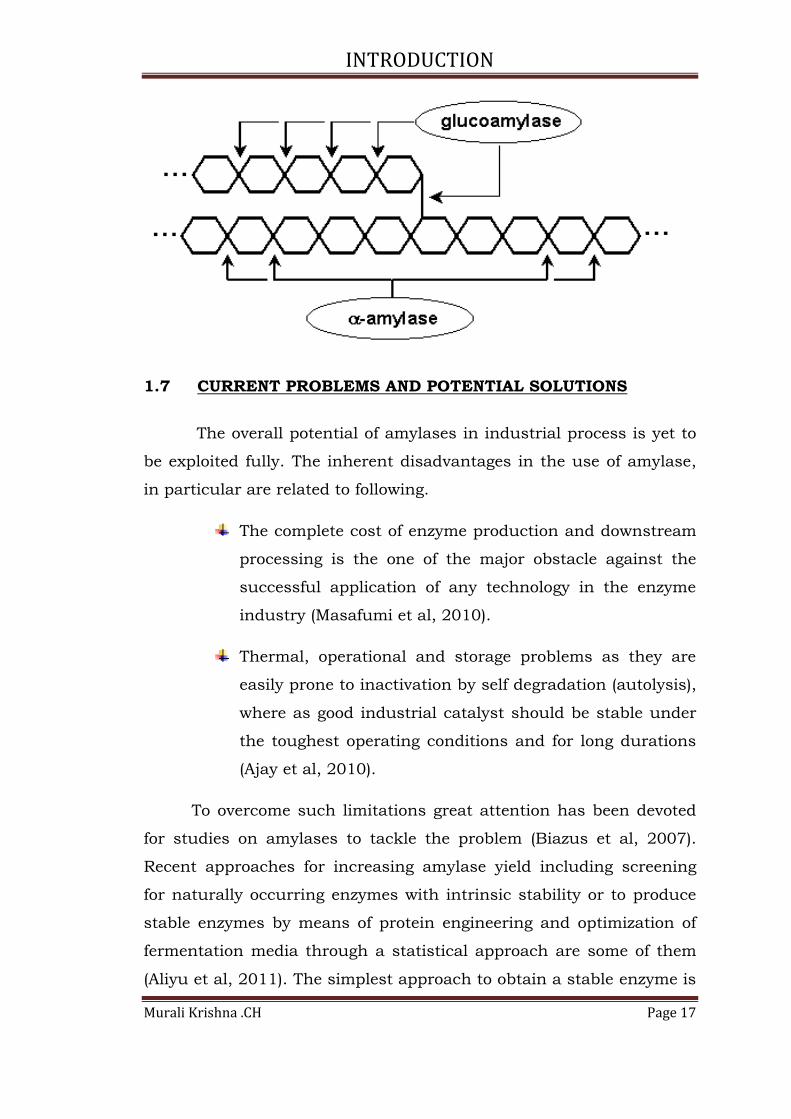
1.6 MECHANSIM OF ACTION
Alpha amylases (α-1, 4-glucan-glucanohydrolase, EC 3.2.1.1) is
am extracellular enzyme (Cherry et al, 2004). This enzyme degrades α-
1,4-glucosidic linkage of starch and related products in an endo
fashion and produce oligosaccharides (Zubeyde et al, 2008). Mode of
action, properties and product of hydrolysis differ somewhat, depend
on the source of enzyme (Edwinoliver et al, 2010). Two types of
enzymes have been recognized, termed liquefying and saccharifying.
The main difference between then is that the saccharifying enzyme
produces a higher yield of reducing sugar than the liquefying enzyme
(Harmeet et al, 2005).
INTRODUCTION
Murali Krishna .CH Page 17
1.7 CURRENT PROBLEMS AND POTENTIAL SOLUTIONS
The overall potential of amylases in industrial process is yet to
be exploited fully. The inherent disadvantages in the use of amylase,
in particular are related to following.
The complete cost of enzyme production and downstream
processing is the one of the major obstacle against the
successful application of any technology in the enzyme
industry (Masafumi et al, 2010).
Thermal, operational and storage problems as they are
easily prone to inactivation by self degradation (autolysis),
where as good industrial catalyst should be stable under
the toughest operating conditions and for long durations
(Ajay et al, 2010).
To overcome such limitations great attention has been devoted
for studies on amylases to tackle the problem (Biazus et al, 2007).
Recent approaches for increasing amylase yield including screening
for naturally occurring enzymes with intrinsic stability or to produce
stable enzymes by means of protein engineering and optimization of
fermentation media through a statistical approach are some of them
(Aliyu et al, 2011). The simplest approach to obtain a stable enzyme is
INTRODUCTION
Murali Krishna .CH Page 18
to look for the desired enzyme in a readily available organism (Priya et
al, 2011). Hence great interest has been generated in the search for
new thermo, alkalophilic strains and their fermentation conditions
optimization by using statistical methods to get more economical
yields for industrial applications (Asgher et al, 2007).
Keeping the above mentioned points in view, the present
investigations have been undertaken to isolate a novel alpha amylase
producing microbial strain and subsequent development of an
ecofriendly, efficient and economically suitable fermentation process
to produce high productivity titers (Solange et al, 2010).
1.8 AIMS AND OBJECTIVES OF THE PRESENT STUDY:
The overall objective of the present research is to identify a new
and novel Aspergillus species which has got the inherent capacity to
produce alpha amylase and to develop a strategy for the fermentative
production at higher scale by optimizing all the essential fermentative
kinetics and other aspects which can result in increase in yield or
productivity of the enzyme production.
1.9 PLAN OF RESEARCH WORK:
Isolation of an efficient amylase producing strain from natural
environmental habitats of various soil samples collected from
dump yards of starch processing industries in and around
Hyderabad.
Screening of efficient amylase producing Aspergillus niger strain
and its further characterization.
Preliminary screening of various components to identify basic
requirements of the isolated strain for further studies.
Study of growth kinetic parameters of the strain.
Determination of various growth profiles like biomass, sugar
consumption rate, enzyme formation rate etc.
INTRODUCTION
Murali Krishna .CH Page 19
Designing of medium for the efficient growth of the strain and
optimization of carbon, nitrogen, minerals, and other nutrients
for effective product formation rate.
Optimization of submerged fermentative process parameters like
pH, temperature, inoculum size, incubation period etc.
Identification and evaluation of different agro wastes for
economic production of amylase enzyme from isolated
Aspergillus species.
Optimization of various process parameters in solid state
fermentation for effective amylase production.
Determination of efficient downstream process for separation
and purification of amylase enzyme.
The above mentioned objectives are briefly explained below.
1.9.1 ISOLATION OF AN EFFICIENT AMYLASE PRODUCING
ASPERGILLUS STRAIN FROM SOIL SAMPLES.
The main objective of this experiment was to isolate an amylase
producing Aspergillus strain from different soil samples collected from
various locations and dump yards of starch processing industries in
and around Hyderabad to check its ability to produce amylase enzyme
by growing them in synthetic media like SDA, PDA, Czapeck Dox agar
etc enriched with starch, so as to identify the starch degrading
amylase producing strain based on the zone of hydrolysis on starch
containing media plates.
1.9.2 SCREENING AND CHARACTERIZATION OF THE STRAIN TO
IDENTIFY ITS SPECIES
The objective of the present experiment was to identify and
characterize the exact species by performing routine biochemical tests
INTRODUCTION
Murali Krishna .CH Page 20
with reference to Bergey’s manual and tests based on morphological
and physiological characters by plating the cultures on some selective
starch rich medium and also by microscopic observation in addition to
enzymatic assay so as to identify the best amylase producing strain
from various soil samples collected.
1.9.3 GROWTH KINETICS STUDY
The isolated strain was grown in conical flask for 24 to 48
hours and at regular intervals samples were collected and analyzed for
growth at 600 nm by spectrophotometer and sugar consumption at
540 nm by DNS method. Later once the growth is ceased or sugar is
exhausted the experiment was stopped and all the readings were
plotted on the graph so as to identify various parameters like mean
doubling time, growth curve and for determination of various growth
profiles like OD, sugar consumption pattern and product formation
pattern.
1.9.4 OPTIMIZATION OF MEDIA COMPONENTS
Different set of experiments were conducted by inoculating the
strain in different flasks with varying sugars like glucose, xylose,
fructose, sucrose etc to identify the best carbon substrate. Similar
experiments were conducted with varying nitrogen sources also to
identify the best nitrogen source for efficient enzyme production by the
isolated Aspergillus strain. Similar experiments were conducted for
selecting various other media components for high amylase
production by the isolated Aspergillus niger strain.
1.9.5 SUBMERGED FERMENTATIVE PROCESS PARAMETERS
OPTIMIZATION
Various process parameters like incubation period, pH,
temperature, inoculum size, oxygen requirements, agitation etc were
INTRODUCTION
Murali Krishna .CH Page 21
optimized for amylase enzyme production by isolated Aspergillus niger
strain in a 2L Fermentor. Under optimized conditions enzyme
production increased considerably.
1.9.6 EVALUATION OF DIFFERENT AGRO WASTES FOR
ECONOMIC PRODUCTION OF AMYLASE
The objective of this experiment was to screen few potentially
available agro wastes like wheat bran, rice bran and green gram husk
for the production of amylase enzyme by selected Aspergillus niger
species, so as to reduce the cost of the raw materials at production
level and also an efficient way for utilization of agro wastes for
production of important enzymes.
1.9.7 SOLID STATE FERMENTATION PROCESS PARAMETERS
OPTIMIZATION
The objective of the present experiment was to identify various
parameters like growth rate of the strain and optimization of various
growth profiles like OD, dry cell weight, sugar consumption rate and
enzyme production rate, etc in solid state fermentation by growing the
strain in solid supported matrix in various flasks and also to optimize
parameters like carbon, nitrogen source, moisture content, inoculum
percentages etc.
1.9.8 DOWNSTREAM PROCESS
The objective of the present experiment was to identify the best
suited purification techniques after enzyme production by extracting
the enzyme from conical flasks by centrifugation, dialysis and by
subjecting the enzyme to various chromatographic techniques like ion
exchange ,gel permeation etc after which SDS PAGE electrophoresis
was performed to determine the exact molecular weight of the enzyme.
INTRODUCTION
Murali Krishna .CH Page 22
1.9.9 EFFECT OF CALCIUM CHLORIDE ON THE THERMO
STABILITY OF ALPHA AMYLASE
Varying molar concentrations of calcium chloride were added to
several flasks at varying temperatures ranging from 40 to 85oC to
monitor the enzyme production by the isolated Aspergillus niger strain
to determining the thermo stability of the alpha amylase enzyme at
various temperature ranges.
1.9.10 EVALUATION OF AMYLASE ENZYME CONCENTRATION
ON DESIZING OF COTTON CLOTH BY PARTIALLY
PURIFIED ENZYME
The effect of alpha amylase enzyme on the desizing of the cotton
cloth was studied by partially purified enzyme. The concentration of
the enzyme varied from 50 – 500 U/ml.





























