Embed Size (px)
Citation preview

SE0000054
SKI Report 99:49
A Procedure for Safety Assessment ofComponents with Cracks - Handbook
3rd revised edition
P. AnderssonM. BergmanB. BrickstadL. DahlbergF. NilssonI. Sattari-Far
December 1999
ISSN 1104-1374ISRNSKI-R-99/49-SE SKi

SKI Report 99:49
A Procedure for Safety Assessment ofComponents with Cracks - Handbook
3rd revised edition
P. AnderssonM. BergmanB. BrickstadL. DahlbergF. NilssonI. Sattari-Far
SAQ Kontroll AB, Box 49306, SE-100 29 Stockholm, Sweden
SAQ/FoU-Report 96/08
December 1999
SKI Project Number 95085
This report concerns a study which hasbeen conducted for the Swedish NuclearPower Inspectorate (SKI). The conclusionsand viewpoints presented in the reportare those of the authors and do notnecessarily coincide with those of the SKI.
NEXT PAGE(S)left BLANK

List of contents
Nomenclature 6
1. Introduction 8References 9
2. Procedure 102.1. Overview 102.2. Characterization of defect 112.3. Choice of geometry 112.4. Stress state 112.5. Material data 122.6. Calculation of slow crack growth 122.7. Calculation of K[ and K{ 132.8. Calculation of Lr 142.9. Calculation of Kr 142.10. Fracture assessment 152.11. Safety assessment 16References 17
Appendix A. Defect characterization 191. Defect geometry 192. Interaction between neighbouring defects 19References 21
Appendix R. Residual stresses 221. Butt welded joints 22
a) Thin plates 22b) Thick plates 23c) Butt welded pipes 24d) Pipe seam welds 26
2. Fillet welds 263. Stress relieved joints 274. Summary 27References 27
Appendix G. Geometries treated in this handbook 291. Cracks in a plate 29
a) Finite surface crack 29b) Infinite surface crack 29c) Embedded crack 30d) Through-thickness crack 30
2. Axial cracks in a cylinder 31a) Finite internal surface crack 31b) Infinite internal surface crack 31c) Finite external surface crack 32d) Infinite external surface crack 32e) Through-thickness crack 33
3. Circumferential cracks in a cylinder 34a) Part circumferential internal surface crack 34b) Complete circumferential internal surface crack 34c) Part circumferential external surface crack 35d) Complete circumferential external surface crack 35e) Through-thickness crack 36
4. Cracks in a sphere 37a) Through-thickness crack 37

Appendix K. Stress intensity factor solutions 381. Cracks in a plate 38
a) Finite surface crack 38b) Infinite surface crack 41c) Embedded crack 42d) Through-thickness crack 44
2. Axial cracks in a cylinder 45a) Finite internal surface crack 45b) Infinite internal surface crack 47c) Finite external surface crack 48d) Infinite external surface crack 51e) Through-thickness crack 52
3. Circumferential cracks in a cylinder 54a) Part circumferential internal surface crack 54b) Complete circumferential internal surface crack 58c) Part circumferential external surface crack 60d) Complete circumferential external surface crack 64e) Through-thickness crack 66
4. Cracks in a sphere 69a) Through-thickness crack 69
References 70
Appendix L. Limit load solutions 711. Cracks in a plate 71
a) Finite surface crack 71b) Infinite surface crack 71c) Embedded crack 72d) Through-thickness crack 73
2. Axial cracks in a cylinder 74a) Finite internal surface crack 74b) Infinite internal surface crack 74c) Finite external surface crack 75d) Infinite external surface crack 76e) Through-thickness crack 76
3. Circumferential cracks in a cylinder 77a) Part circumferential internal surface crack 77b) Complete circumferential internal surface crack 78c) Part circumferential external surface crack 79d) Complete circumferential external surface crack 80e) Through-thickness crack 81
4. Cracks in a sphere 82a) Through-thickness crack 82
References 83
Appendix M. Material data for nuclear applications 841. Yield strength, ultimate tensile strength 842. Fracture toughness 84
a)Ferritic steel, pressure vessels 84b)Ferritic steel, pipes 85c) Austenitic stainless steel, pipes 85d) Cast stainless steel 86e) Stainless steel cladding 86f) Nickel base alloys 87
3. Crack growth data, fatigue 87a) Ferritic steel, pressure vessels 88b) Austenitic stainless steel 89
3. Crack growth data, stress corrosion 89References 90

Appendix S. Safety factors for nuclear applications 92References 92
Appendix B. Background 931. Assessment method 932. Secondary stress 933. Safety assessment 944. Weld residual stresses 965. Stress intensity factor and limit load solutions 976. Fit of stress distribution for stress intensity factor calculation 977. SACC 98References 98
Appendix X. Example problem 991. Solution 99

Nomenclature
a Crack depth for surface cracks
2a Crack depth for embedded cracks
daldN Local crack growth rate for fatigue crack cracking
daldt Local crack growth rate for stress corrosion cracking
C Constant for fatigue or stress corrosion crack growth
E Elastic modulus
e Eccentricity of embedded cracks
/ Geometry function for stress intensity factor
fas R6 option 1 type failure assessment curve
J ./-integral
J\c Critical J-value according to ASTM E-813
Kcr Critical value of stress intensity factor
K\ Stress intensity factor
i^max Maximum stress intensity factor
K™n Minimum stress intensity factor
K[ Primary stress intensity factor
Kf Secondary stress intensity factor
K\a Fracture toughness at crack arrest
K\c Fracture toughness according to ASTM E-399
Kr Fracture parameter
/ Crack length
Lr Limit load parameter
n Constant for fatigue or stress corrosion crack growth
Pi Limit load, local membrane stress
R Stress intensity factor ratio, R = K™n I Kf**-
Rei Lower yield strength
R, Inner radius
Rm Ultimate tensile strength
Rp0.2 0.2% elongation stressRpi.o 1.0% elongation stressRTNDT Nil-ductility transition temperature
s Distance between neighbouring defects
SFj Safety factor against fracture described b y J
Safety factor against fracture described byiq, SFx =
Safety factor against plastic collapse
Sm Allowable design stress
Sr Magnitude of residual stresses
T Temperature
t Plate or wall thickness
u Coordinate
AKi Stress intensity factor range,
v Poisson's ratio

Parameter for interaction between primary and secondary stressesThrough-thickness bending stress
g Global bending stressOf Flow stressom Membrane stressOP Primary stressas Secondary stress<3y Yie ld strength, Rei or i?po.2cry Ul t imate tensile strength, R m
X Parameter for calculation of interaction parameter p between primary andsecondary stresses

1. Introduction
In this handbook a procedure is described which can be used both for assessment ofdetected cracks or crack like defects and for defect tolerance analysis. The procedure canbe used to calculate possible crack growth due to fatigue or stress corrosion and tocalculate the reserve margin for failure due to fracture and plastic collapse. For ductilematerials, the procedure gives the reserve margin for initiation of stable crack growth.Thus, an extra reserve margin, unknown to size, exists for failure in components madeof ductile materials.
The procedure was developed for operative use with the following objectives in mind:
a) The procedure should be able to handle both linear and non-linear problems withoutany a priori division.
b) The procedure shall ensure uniqueness of the safety assessment.
c) The procedure should be well defined and easy to use.
d) The conservatism of the procedure should be well validated.
e) The handbook, that documents the procedure, should be so complete that for mostassessments, access to any other fracture mechanics literature should not benecessary.
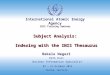
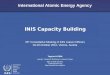
The method utilized in the procedure is based on the R6-method [1] developed atNuclear Electric pic. The basic assumption is that fracture initiated by a crack can bedescribed by the variables Kr and Lr. Kr is the ratio between the stress intensity factorand the fracture toughness of the material. Lr is the ratio between applied load and theplastic limit load of the structure. The pair of calculated values of these variables isplotted in a diagram, see Fig. 1 in Chapter 2.1. If the point is situated within the non-critical region, fracture is assumed not to occur. If the point is situated outside theregion, crack growth and fracture may occur.
The method can in principal be used for all metallic materials. It is, however, moreextensively verified for steel alloys only. The method is not intended for use intemperature regions where creep deformation is of importance.
To fulfil the above given objectives, the handbook contains solutions for the stressintensity factor and the limit load for a number of crack geometries of importance forapplications. It also contains rules for defect characterization, recommendations forestimation of residual stresses, material data for nuclear applications and a safetyevaluation system. To ensure conservatism, the procedure with the given solutions ofthe stress intensity factor and the limit load has been validated [2]. Predictions of theprocedure were compared with the actual outcome of full scale experiments reported inthe literature. Some of the new solutions introduced in this third edition of the handbookare, however, not included in the validation reported in Ref. [2].
The first edition of the handbook was released in 1990 and the second in 1991. Thisthird edition has been extensively revised. A new safety evaluation system has beenintroduced. The conservatism in the method for assessment of secondary stresses hasbeen reduced. The solutions for the stress intensity factor and the limit load, therecommendations for estimation of residual stresses and the given material data fornuclear applications have been updated.

A modern Windows based PC-program SACC [3] has been developed which canperform the assessments described in this handbook including calculation of crackgrowth due to stress corrosion and fatigue. The program also has an option whichenables assessment of cracks according to the 1995 edition of the ASME Boiler andPressure Vessel Code, Section XI. Appendices A, C and H for assessment of cracks inferritic pressure vessels, austenitic piping and ferritic piping, respectively.
The revision of the handbook and the PC-program SACC was financially funded by theSwedish Nuclear Power Inspectorate (SKI), Barseback Kraft AB, Forsmarks KraftgruppAB, OKG Aktiebolag and Vattenfall AB Ringhals. The support has made this workpossible and is greatly appreciated.
References
[1] MILNE, L, AINSWORTH, R. A., DOWLING, A. R. and A. T. STEWART,"Assessment of the integrity of structures containing defects." The InternationalJournal of Pressure Vessels and Piping. Vol. 32, pp. 3-104, 1988.
[2] SATTARI-FAR, L, and F. NILSSON, "Validation of a procedure for safetyassessment of cracks." SA/FoU-Report 91/19, SAQ Kontroll AB, Stockholm,Sweden, 1991.
[3] BERGMAN, M., "User's manual SACC Version 4.0." SAQ/FoU-Report 96/09,SAQ Kontroll AB, Stockholm, Sweden, 1996.

10
2. Procedure
2.1. Overview
A fracture assessment according to the procedure consists of the following steps:
1) Characterization of defect (Chapter 2.2 and Appendix A).
2) Choice of geometry (Chapter 2.3 and Appendix G).
3) Determination of stress state (Chapter 2.4).
4) Determination of material data (Chapter 2.5 and Appendix M).
5) Calculation of possible slow crack growth (Chapter 2.6 and Appendix M).
6) Calculation of K[ and Kf (Chapter 2.7 and Appendix K).
7) Calculation of Lr (Chapter 2.8 Appendix L).
8) Calculation of Kr (Chapter 2.9).
9) Fracture assessment (Chapter 2.10).
1 Ol .Z
1 -
0.8-
Kr 0.6-
0.4-
0.2-
AU
Non
^
-critical r<sgionN
Critica
IR6
\
1 region
0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6
Fig. 1. Diagram for fracture assessment (FAD).

11
The non-critical region is limited by,
Kr <fR6 = (l-0.14Z2)[0.3.+ 0.7exp(-0.65Zj)], (1)
Lr _ ^rrmaxJ
1, for materials with a yield plateu
for all other cases
10) Assessment of results (Chapter 2.11).
2.2. Characterization of defect
A fracture mechanics analysis requires that the actual defect geometry is characterized ina unique manner. For application to components in nuclear power facilities methodsaccording to Appendix A should be used to define shape and size of cracks.
For assessment of an actual defect it is important to determine whether the defectremains from the manufacture or has occurred because of service induced processessuch as fatigue or stress corrosion cracking.
2.3. Choice of geometry
The geometries considered in this procedure are documented in Appendix G. In theidealization process from the real geometry to these cases care should be taken to avoidnon-conservatism. In cases when an idealization of the real geometry to one of the casesconsidered here are not adequate, stress intensity factor and limit load solutions can befound in the literature or be calculated by numerical methods. The use of such solutionsshould be carefully checked for accuracy.
2.4. Stress state
In this procedure it is assumed that the stresses have been obtained under the assumptionof linearly elastic material behaviour. The term nominal stress denotes the stress statethat would act at the plane of the crack in the corresponding crack free component.
The stresses are divided into primary oP and secondary os stresses. Primary stresses arecaused by the part of the loading that contributes to plastic collapse e.g. pressure, gravityloading etc. Secondary stresses are caused by the part of the loading that does notcontribute to plastic collapse e.g. stresses caused by thermal gradients, weld residualstresses etc.. If the component is cladded this should be taken into account when thestresses are determined.
All stresses acting in the component shall be considered. The stresses caused by theservice conditions should be calculated according to some reliable method. Someguidance about weld residual stresses is given in Appendix R.

12
2.5. Material data
To perform the assessments the yield strength Oy, the ultimate tensile strength (5y andthe critical stress intensity factor Kcr of the material must be determined. If possible,data obtained from testing of the actual material of the component should be used. Thisis not always possible and therefore minimum values for ay and Oy from codes,standards or material specifications may be used. These data should be determined at theactual temperature.
Gy denotes the lower yield strength Rei if this can be determined and in other cases the0.2% proof stress Rpo,2- In the cases when Rei can be determined the material isconsidered to have a yield plateau. This is for instance common for certain low alloycarbon manganese steels at low temperatures.
G[/ is the ultimate tensile strength of the material.
The yield strength and ultimate tensile strength of the base material should normally beused even when the crack is situated in a welded joint. The reason for this is that theyield limit of the structure is not a local property but also depends on the strengthproperties of the material remote from the crack.
Kcr is the critical value of the stress intensity factor for the material at the crack front. Ifpossible, Kcr should be set equal to the fracture toughness K\c according to ASTM E-399[1]. It is in many cases not possible to obtain a valid £jc-value. Jic-values according toASTM E-813 [2] can be used instead and be converted according to Eq. (3).
(3)
Here E is the elastic modulus of the material and v is Poisson's ratio.
For application on nuclear components fracture toughness data according to AppendixM can be used if actual test data for the considered material is not available.
When not stated otherwise the material data for the actual temperature should be used.
2.6. Calculation of slow crack growth
The final fracture assessment as described below should be based on the estimated cracksize at the end of the service period. In cases where slow crack growth due to fatigue,stress corrosion cracking or some other mechanism can occur the possible growth mustbe accounted for in the determination of the final crack size.
The rate of crack growth due to both fatigue and stress corrosion cracking is supposed tobe governed by the stress intensity factor K\. This quantity is calculated according tomethods described in Appendix K.
For fatigue crack growth, the rate of growth per loading cycle can be described by anexpression of the form
da— = gf(AKltK). (4)

13
Here
w — i niax finin ,c\AA.j = Aj - Aj , (5)
and
Aj
where A"jma* and A"™" are the algebraic maximum and minimum, respectively, of A~iduring the load cycle, gf is a material function that can also depend on environmentalfactors such as temperature and humidity. For cases when R < 0 the influence of the R-value on the crack growth rate can be estimated by use of growth data for R = 0 and aneffective stress intensity factor range according to
if^r^o. • (7)
For application on nuclear components fatigue crack growth data according to AppendixM can be used if actual test data for the considered material is not available.
For stress corrosion cracking, the growth rate per time unit can be described by arelation of the form
da a (K\ rx\-— — ? , . ( A T ) . (O)
dtgsc is a material function which is strongly dependent on environmental factors such asthe temperature and the chemical properties of the environment.
For application on nuclear components stress corrosion crack growth data according toAppendix M can be used if actual test data for the material and environment underconsideration is not available.
2.7. Calculation of K[ and Kf
The stress intensity factors K( (caused by primary stresses &>) and K{ (caused bysecondary stresses cf) are calculated with the methods given in Appendix K. For thecases given it is assumed that the nominal stress distribution (i.e. without considerationof the crack) is known.
Limits for the applicability of the solutions are given for the different cases. If results aredesired for a situation outside the applicability limits a recharacterization of the crackgeometry can sometimes be made. The following recharacterizations are recommended:
a) A semi-elliptical surface crack with a length/depth ratio which is larger than theapplicability limit can instead be treated as an infinitely long two-dimensional crack.
b) A semi-elliptical surface crack with a depth that exceeds the applicability limit caninstead be treated as a through-thickness crack with the same length as the originalcrack.
c) A cylinder with a ratio between wall thickness and inner radius which is below theapplicability limit can instead be treated as a plate with a corresponding stress state.

14
In cases when the solutions of Appendix K cannot be applied, stress intensity factors canbe obtained either by use of solutions found in the literature, see for example thehandbooks [3], [4] and [5], or by numerical calculations, e.g. by the finite elementmethod.
2.8. Calculation ofLr
Lr is defined as the ratio between the current primary load and the limit load Pi for thecomponent under consideration and with the presence of the crack taken into account.Pi should be calculated under the assumption of a perfectly-plastic material with theyield strength cry chosen as discussed in Chapter 2.5. Appendix L contains solutions ofLr for the cases considered in this procedure.
Limits for the applicability of the solutions are given for the different cases. If results aredesired for a situation outside the applicability limits a recharacterization of the crackgeometry can sometimes be made similarly to what was discussed for the stress intensityfactor above.
In cases when the solutions of Appendix L cannot be applied, Lr can be obtained eitherby use of solutions found in the literature, see for example [6], or by numericalcalculations, e.g. by the finite element method.
2.9. Calculation ofKr
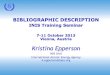
The ordinate Kr in the failure assessment diagram (Fig. 1) is calculated in the followingway.
Kr= \ + A (9)r \
where p is a parameter that takes into account plastic effects because of interactionbetween secondary and primary stresses, p is obtained from the diagram in Fig. 2 wherep is given as a function of Lr and the parameter % defined as
KfL(10)
% is set to zero if % falls below zero. Also, p is restricted to non-negative values asdefined in Fig. 2.

15
P
0.25
0.2-
0.15-
0.05-
0
0 0.2 0.4 0.6 0.8
Lr
Fig. 2. Diagram for calculation of p.
1.2 1.4
2.10. Fracture assessment
In order to assess the risk of fracture the assessment point (Lr, Kr) calculated asdescribed above is plotted in the diagram in Fig. 1. If the point is situated within thenon-critical region no initiation of crack growth is assumed to occur and thus nofracture. The non-critical region is limited by the R6 option 1 type failure assessmentcurve according to
Kr <fR6 = (l-0.14Zj)[0.3 + 0.7exp(-0.65Zj)], (11)
Lr <Lrmax (12)
For materials which shows a continuos stress-strain curve without any yield plateau, theupper limit of Lr is defined by
rmaxLly.
Oy(13)
where Of is the uniaxial flow stress. Depending on application and type of material, ay isgiven by
2ASm, for ferritic nuclear components
for austenitic nuclear components .
for all other cases
(14)

16
Here Sm is the allowable design stress defined by
. f 2<Tr(20 °C) KryjT) oh _u
^w = mm , , , — - — , (15)
for ferritic materials and by
. (2aY(20 °C) ^ ( 2 0 C) ^(T))Sm = min , 0.9aY(T), , — - — , (16)
for austenitic materials. Tis the temperature of the material.
For materials that exhibit a discontinuous yield point Z,J?iax is restricted to 1.0. This isconservative and should be regarded as a compromise when applying the option 1 typeR6 failure assessment curve to a problem that is actually better described by an option 2type failure assessment curve, cf. [7].
When the failure load of a component with a crack is sought, the above describedprocedure is carried out for different load levels and the crack geometry is kept constant.The critical load is then given by the load level which causes the point (Lr, Kr) to fall onthe border to the critical region. Similarly, the limiting crack size is obtained by keepingthe loads fixed and calculating the point (Lr, Kr) for different crack sizes until it falls onthe border to the critical region.
2.11. Safety assessment
The following conditions should be fulfilled to determine if a detected crack of a certainsize is acceptable, cf. [8]:
± (17)SFj'
P,(18)
Eqs. (17) and (18) account for the failure mechanisms fracture and plastic collapse andSFj and SFi are the respective safety factors against these failure mechanisms. Plasticcollapse is assumed to occur when the primary load P is equal to the limit load Pi. Thisoccurs when the remaining ligament of the cracked section becomes fully plastic andhas reached the flow stress Of. J is the path-independent J-integral which is meaningfulfor situations where J completely characterizes the crack-tip conditions. J should beevaluated with all stresses present (including residual stresses) and for the actualmaterial data. J\c is the value of the J-integral at which initiation of crack growth occurs.
In this procedure J is estimated using the option 1 type R6 failure assessment curve. TheR6-estimation of J i s given by
{\-v2)K} 1
[fR6(Lr)-p]

17
where f^ is defined by Eq. (11). The second fraction on the right hand side of Eq. (19)can be interpreted as a plasticity correction function, based on the limit load, for thelinear elastic value of Jdetermined by the stress intensity factor^.
Combining Eqs. (3), (17) and (19) gives the following relation for the acceptance of acrack:
(20)
The left-hand side of Eq. (20) represents the parameter Kr used for safety assessment.Eq. (20) implies that the assessment point (Lr, Kr) should be located below the R6failure assessment curve divided by the safety factor VSF/. The maximum acceptablecondition is obtained in the limit when the assessment point is located on the reducedfailure assessment curve, expressed by Eq. (20) with a sign of equality. In addition asafety factor against plastic collapse, corresponding to Eq. (17), is introduced as a safetymargin against the cut-off of Lr as
rmax
Eqs. (20) and (21) represent the safety assessment procedure used in this handbook andin the PC-program SACC [9]. In Appendix S, a set of safety factors are defined to beused for nuclear applications, cf. [8]. The safety factor SFK is introduced which is thesafety factor on Kcr corresponding to the safety factor SFj on J\c. They are relatedthrough SFK = ^SFj. Critical conditions are obtained when all safety factors are set tounity and when the assessment point is located on the failure assessment curve.
In cases which are particularly difficult to assess a sensitivity analysis may be necessary.Such an analysis is simplest to perform by a systematic variation of the load, crack sizeand material properties.
References
[1] ASTM E-399 Test method for plane-strain fracture toughness of metallicmaterials. American Society for Testing and Materials, Philadelphia, U.S.A..
[2] ASTM E-813 Standard test method for J\c, a measure of fracture toughness.American Society for Testing and Materials, Philadelphia, U.S.A..
[3] MURAKAMI, Y. (ed.), Stress intensity factors handbook. Vol. 1-3, PergamonPress, Oxford, U.K., 1987-1991.
[4] TADA, H., PARIS, P. C. and G. C. IRWIN, The stress analysis of crackshandbook. 2nd edition, Paris Productions Inc., St. Louis, U.S.A., 1985.
[5] ROOKE, D. P. and D. J. CARTWRIGHT, Compendium of stress intensityfactors. Her Majesty's Stationary Office, London,U.K., 1976.
[6] MILLER, A. G., "Review of limit loads of structures containing defects." TheInternational Journal of Pressure Vessels and Piping. Vol. 32, pp. 197-327,1988.

18
[7] MILNE, L, AINSWORTH, R. A., DOWLING, A. R. and A. T. STEWART,"Assessment of the integrity of structures containing defects." The InternationalJournal of Pressure Vessels and Piping. Vol. 32, pp. 3-104, 1988.
[8] BRICKSTAD, B. and M. BERGMAN, "Development of safety factors to beused for evaluation of cracked nuclear components." SAQ/FoU-Report 96/07,SAQ Kontroll AB, Stockholm, Sweden, 1996.
[9] BERGMAN, M., "User's manual SACC Version 4.0." SAQ/FoU-Report 96/09,SAQ Kontroll AB, Stockholm, Sweden, 1996.

19
Appendix A. Defect characterization
A fracture mechanics assessment requires that the current defect geometry ischaracterized uniquely. In this appendix general rules for this are given. For additionalinformation it is referred to ASME Boiler and Pressure Vessel Code, Sect. XI [Al].
1. Defect geometry
Surface defects are characterized as semi-elliptical cracks. Embedded defects arecharacterized as elliptical cracks. Through thickness defects are characterized asrectangular cracks. The characterizing parameters of the crack are defined as follows:
a) The depth of a surface crack a corresponding to half of the minor axis of the ellipse.
b) The depth of an embedded crack 2a corresponding to the minor axis of the ellipse.
c) The length of a crack / corresponding to the major axis of the ellipse for surface andembedded cracks or the side of the rectangle for through thickness cracks.
In case the plane of the defect does not coincide with a plane normal to a principal stressdirection, the defect shall be projected on to normal planes of each principal stressdirection. The one of these projections is chosen for the assessment that gives the mostconservative result according to this procedure.
2. Interaction between neighbouring defects
When a defect is situated near a free surface or is close to other defects the interactionshall be taken into account. Some cases of practical importance are illustrated in Fig.Al. According to the present rules the defects shall be regarded as one compound defectif the distance s satisfies the condition given in the figure. The compound defect size isdetermined by the length and depth of the geometry described above whichcircumscribes the defects. The following shall be noted:
a) The ratio lla shall be greater than or equal to 2.
b) In case of surface cracks in cladded surfaces the crack depth should be measuredfrom the free surface of the cladding. If the defect is wholly contained in the claddingthe need of an assessment has to be judged on a case-by-case basis.
c) Defects in parallel planes should be regarded as situated in a common plane if thedistance between their respective planes is less than 12.7 mm.

20
Case Defect sketches Criterion
thena = 2«i + s
If s <min(/i,then
If s < min(/i, I2)then
s
2a2
If s < max(2«i, 2ai)then2a = 2a\ + 2a2 + s
1
Sic ^
If ^ < max(2ai, ^thena = 2<31 + «2 + s
If s\and5i2<min(/i,thena = 2a 1 + #2 + si
Fig Al. Rules for defect characterization at interaction.

21
References
[Al] ASME Boiler and Pressure Vessel Code, Sect. XI, Rules for inservice inspectionof nuclear power plant components. The American Society of MechanicalEngineers, New York, U.S.A., 1995.

22
Appendix R. Residual stresses
Residual stresses is defined as stresses existing in a structure when it is free fromexternal loading. The distribution and magnitude of residual stresses in a componentdepend on the fabrication process and service influences. Residual stresses are normallycreated during the manufacturing stage but can also appear or be redistributed duringservice. At pressure or load test of a component, peaks of residual stresses can berelaxed due to local plasticity if the total stress level exceeds the yield strength of thematerial.
It is anticipated that with increasing amount of external load (increasing limit loadparameter Lr) the contribution to the risk of fracture from the weld residual stresses isdiminished. There is experimental evidence [Rl], which demonstrates that for ductilematerials, the influence of weld residual stresses on the load carrying capacity is quitelow. In [Rl] the influence of the weld residual stresses beyond Lr of 1.0 was almostzero. The ASME Code, Section XI, has dealt with this problem by simply ignoring weldresidual stresses for certain materials, for instance for austenitic stainless steels.However, this treatment is questionable for situations that is dominated by secondaryloads (e.g. for thermal shock loads) and when the material is not sufficiently ductile thatthe failure mechanism is controlled only by plastic collapse. At the present time there isnot sufficient information to give a quantitative recommendation on how to treat weldresidual stresses for high Lr-values in a R6 fracture assessment.
Guidelines for estimation of residual stresses in steel components due to welding aregiven below for use in cases when more precise information is not available. In somecases, welding leads to formation of bainite or martensite at cooling which results in achange in volume. Such a volume change affects the weld residual stresses and make itdifficult to perform accurate predictions. A more comprehensive compendium ofresidual stress profiles are given in [R2]. The residual stresses are given in thetransverse and longitudinal directions, corresponding to stresses normal and parallel tothe weld run. Weld residual stresses acting in the through thickness direction areassumed to be negligible.
The magnitude of the residual stresses are expressed in Sr which is set to the 0.2% yieldstrength of the material at the actual temperature, see Chapter 2.5. For austeniticstainless steels, however, Sr should be chosen to the 1% proof stress at the consideredtemperature. This is mainly due to the large strain hardening that occurs for stainlesssteels. If data for the 1% proof stress is missing, it may be estimated as 1.3 times the0.2% proof stress. The actual yield strength values rather than minimum values shouldbe used for a realistic estimation.
For an overmatched weld joint, the yield strength is referred to the weld material for theresidual stress in the longitudinal direction in the weld centerline. For the transverseresidual stress, the yield strength is in general referred to the base material.
1. Butt welded joints
a) Thin plates
With thin plates is here meant plates with butt welds where the variation of the residualstress in the thickness direction is insignificant. This holds for butt welds with only oneor a few weld beads.

23
The weld residual stresses acting in the longitudinal direction of the weld has adistribution across the weld according to Fig. Rl. The width of the zone with tensilestresses / is about four to six times the plate thickness. This distribution is obtainedalong the entire weld except when the weld ends at a free surface where the stresses tendto zero.
a/Sr
-2 -1.5 1.5
Fig. Rl . Distribution across the weld of residual stresses actingin the longitudinal direction of the weld.
The magnitude of the weld residual stresses acting transverse to the weld direction isdependent on whether the plates have been free or fixed during welding. If for instance,the plates are fixed to each other by tack welding before the final welding, residualstresses with a magnitude up to Sr are obtained. If one of the two plates is free to moveduring cooling the residual stresses become limited to 0.2Sr, see e.g. Ref. [R8]. Thevalues are valid at the centerline of the weld. They successively diminish in sectionsoutside the centerline.
b) Thick plates
In thick plates welded with many weld beads the variation of the residual stresses in thethickness direction cannot be neglected. The stress distribution is much morecomplicated in thick plates than in thin plates and depends very much on joint designand weld method. It is therefore difficult to give simple general guidelines forestimation of residual stresses in thick plates. It is not possible to give a specific value ofthe plate thickness that represents the transition from a thin to a thick plate. For moredetailed information, see Refs. [R3], [R4] and [R5].
The weld residual stresses acting in the weld vary both in the thickness direction andacross the weld. The highest stress in the symmetry plane of the weld is Sr. The simplestbut in many cases very conservative assumption is that the weld residual stress isconstant and equal to Sr throughout the entire thickness.

24
In a symmetric joint, for instance an X-joint or a double U-joint with many weld beads,the residual stress through the thickness t varies as shown in Fig. R2.
1.5
a/5r o-
-0.5-
-1.5-0.5 0.5
Fig. R2. Thickness distribution of residual stresses acting in awelded thick plate in a symmetric joint with many weld beads.This distribution for residual stresses acting transverse the weldapplies for a free plate.
The weld residual stresses acting transverse the weld vary as shown in Fig. R2 if any ofthe plates is free to move during the cooling.
c) Butt welded pipes
The residual stress distribution in girth welds in both thick walled and thin walled pipesare complicated and depends on joint shape, weld method, heat input, wall thicknessand pipe radius. The recommendations given here are based on a numericalinvestigation on austenitic stainless steel pipes [R6] and apply to girth welds appliedfrom the outside (single sided V- or U-preparation). They are valid for a radius tothickness ratio Rj/t of approximately 8 but can conservatively be used for higher ratiosof Rj/t. The heat input relative to the pipe thickness was between 75 and 101 MJ/m2
which is considered to be high. More detailed information is given in [R6]. Aparametric study of a large number of pipes can also be found in [R7].
The local residual stresses acting longitudinal and transverse to a girth weld are shownin Fig. R3 for a pipe thickness up to 30 mm. The stresses decrease successively insections further outside the fusion line.

25
Ob
Fig. R3. Local distribution of residual stress acting longitudinaland transverse to a girth weld for an austenitic pipe up to athickness of 30 mm.
In Table Rl the specific values of the membrane stress am and local bending stress a^are given. They are taken from [R6] and determined at 288 °C which is a commonoperating temperature for nuclear LWR plants. The residual stresses at roomtemperature, if the weld earlier has been subjected to a temperature cycle of 288 °C, canbe obtained by multiplying the values in Table Rl with a factor of approximately 1.2.This does not just correspond to the increase in yield strength with decreasingtemperature. When the temperature is raised to 288 °C after cool down to roomtemperature after the last weld pass, also some plastic deformation occurs, see Ref.[R6].
The local residual stresses acting longitudinal and transverse to a girth weld are shownin Fig. R4 for a pipe thickness greater than 30 mm. The stresses decrease successively insections further outside the fusion line.
ol om
o= 3.8116(x/r)- 99.820(x//)
+339.97(x//)3 -404.59(x/O4+158.16(x/O5
Fig. R4. Local distribution of residual stress acting longitudinaland transverse to a girth weld for an austenitic pipe with athickness greater than 30 mm.

26
In Table Rl the specific values of the membrane stress Gm and stress amplitude c»o aregiven. They are determined at 288 °C. The residual stresses at room temperature can beobtained by multiplying the values in Table Rl with a factor of approximately 1.2.
In [R6] the stainless steel pipes considered were overmatched with a weld material yieldstrength at 1% strain of 348 MPa and base material yield strength at 1% strain of 187MPa at 288 °C. Sr in Table Rl is referred to the 1% proof stress at 288 °C for the basematerial except for the longitudinal stress at the weld centerline where Sr is referred tothe 1% proof stress of the weld material. For other combinations of weld and basematerial yield properties, appropriate adjustments of these recommendations can bemade according to Table Rl.
Pipes with a thickness up to 40 mm were studied in [R6]. For a pipe wall thicknessgreater than this, the recommendations in Table Rl should be conservative.
Transverse stress (MPa)t (mm)
t<l
1 < t < 25
25<?<30/>30
Weld centerline and HAZl.2l9Sr[l-2(x/t)]
(1.5884 - 0.052840^[1 - 2(x/t)]
0.26745,[l - 2(x/f)]
0A246Sr[l + 3.8116(^/0 - 99.82(x/02 + 339.97(x/r)3 -404.59(x/04+ 158.16(x/05]
Longitudinal stress (MPa)/(mm)r<30/>30
Weld centerline
0.925S,.0.925S,
HAZ
0.8615,
0.6465r
Table Rl. Recommended longitudinal and transverse residualstress distributions for austenitic stainless steel pipe welds at 288°C. x = 0 at the inside of the pipe wall. See Figs. R3 and R4.
For ferritic steel piping, predictions based on numerical methods are more difficult dueto volume changes during certain phase transformations. Based on the investigation in[R7], the principal feature for the residual stresses for girth welds should be similar asfor austenitic piping. Thus if no other data for a specific case exists, it is proposed to useTable Rl also for ferritic piping. Proper adjustment has to be made for the actual yieldproperties of the ferritic pipe weld. Also, the bending stress <7/> for thinner pipes in TableRl, should be limited to the yield strength for a ferritic pipe.
d) Pipe seam welds
The residual stresses acting longitudinal and transverse to a seam weld canapproximately be estimated from the corresponding distribution in a plate if the pipe isnot adjusted with respect to roundness after welding.
2. Fillet welds
The residual stresses acting both along and across a fillet weld amount to Sr. Thestresses decrease outside the fillet weld.

27
3. Stress relieved joints
In correctly stress relieved joints the maximum residual stress decreases to 0.15-0.205V.Micro alloyed steels are sometimes stress relieved at temperatures lower than 560 °C.The relaxation is in such cases not so effective and the remaining residual stress is largerthan 0.25V.
Local stress relief that sometimes is used gives a result that is more difficult to assess.
4. Summary
The above given guidelines for estimation of residual stresses are summarized in TableR2.
Type of joint
Butt weld in a plate
Butt weld in a pipe,
girth weld
Butt weld in a pipe,seam weld
Fillet weld
Stress relieved weld
Thickness
Thin plate with onlya few weld beadsThick plate withmany weld beads,symmetric X-jointThin (< 30 mm)
Thick (> 30 mm)
ThinThick
Residual stress,longitudinal
Fig. Rl
Fig. R2
Fig. R3 and TableRl
Fig. R4 and TableRlSee thin plateSee thick plate
<Sr
< 0.25V
Residual stress,transverse
< Sr, fixed plate< 0.25V, free plateFig. R2
Fig. R3 and TableRlFig. R4 and TableRlSee thin plateSee thick plate
<5V< 0.25V
Sr = 0.2% proof stress for ferritic steels and 1% proof stress for austenitic stainless steels at the temperature ofassessment.
Table R2. Estimation of residual stresses in welded joints.
References
[Rl] SHARPLES, J. K., SANDERSON, D. J., BOWDLER, B. R., WIGHTMAN, A.P. and R. A. AESfSWORTH, "Experimental programme to assess the effect ofresidual stresses on fracture behaviour.", ASME PVP. Vol. 304, pp. 539-551,1995.
[R2] SANDERSON, D. J., "Recommendations for revised compendium of residualstress profiles for R6." AEA/TSD/0554, AEA Technology, Risley, U.K., 1996.
[R3] UEDA, Y., TAKAHASHI, E., SAKAMOTO, K. and K. NAKACHO,"Multipass welding stresses in very thick plates and their reduction from stressrelief annealing." Trans. JWRI. Vol. 5, No. 2, pp. 79-88, 1976.

28
[R4] UEDA, Y. and K. NAKACHO, "Distribution of welding residual stresses invarious welded joints of thick plates." Trans. JWRI, Vol. 15, No. 1, 1986.
[R5] RUND, C. O. and P. S DDVIASCO, "A prediction of residual stresses in heavyplate butt welds." J. Materials for Energy Systems. Vol. 3, pp. 62-65, 1981.
[R6] BRICKSTAD, B. and L. JOSEFSON, "A parametric study of residual stresses inmultipass butt-welded stainless steel pipes." SAQ/FoU-Report 96/01, SAQKontroll AB, Stockholm, Sweden, 1996.
[R7] SCARAMANGAS, A., "Residual stresses in girth butt weld pipes.", TechnicalReport No. CUED/D-Struct./TR. 109, Dept. of Engineering, CambridgeUniversity, U.K., 1984.
[R8] ANDERSSON, B. and L. KARLSSON, "Thermal stresses in large butt-weldedplates." J. Thermal Stresses. Vol. 4, pp. 491-500, 1981.

29
Appendix G. Geometries treated in this handbook
1. Cracks in a plate
a) Finite surface crack
Fig. Gl. Finite surface crack in a plate.
b) Infinite surface crack
u
Fig. G2. Infinite surface crack in a plate.

c) Embedded crack
30
H—-—•
Fig. G3. Embedded crack in a plate.
d) Through-thickness crack
B
u
Fig. G4. Through-thickness crack in a plate.

31
2. Axial cracks in a cylinder
a) Finite internal surface crack
Fig. G5. Finite axial internal surface crack in a cylinder.
b) Infinite internal surface crack
Fig. G6. Infinite axial internal surface crack in a cylinder.

32
c) Finite external surface crack
Fig. G7. Finite axial external surface crack in a cylinder.
d) Infinite external surface crack
u
Fig. G8. Infinite axial external surface crack in a cylinder.

33
e) Through-thickness crack
u
Fig. G9. Axial through-thickness crack in a cylinder.

34
3. Circumferential cracks in a cylinder
a) Part circumferential internal surface crack
u
Fig. G10. Part circumferential internal surface crack in acylinder.
b) Complete circumferential internal surface crack
u
Fig. Gi l . Complete circumferential internal surface crack in acylinder.

35
c) Part circumferential external surface crack
Fig. G12. Part circumferential external surface crack in acylinder.
d) Complete circumferential external surface crack
Fig. G13. Complete circumferential external surface crack in acylinder.

36
e) Through-thickness crack
B
Fig. G14. Circumferential through-thickness crack in a cylinder.

37
4. Cracks in a sphere
a) Through-thickness crack
u
B
Fig. G15. Circumferential through-thickness crack in a sphere.

38
Appendix K. Stress intensity factor solutions
1. Cracks in a plate
a) Finite surface crack
K\ is given by
5
i=Q
Oj (i = 0 to 5) are stress components which define the stress state a according to
5 / x '
\a.
(Kl)
forO<u<a. (K2)
cr is to be taken normal to the prospective crack plane in an uncracked plate. cr;- isdetermined by fitting a to Eq. (K2). The coordinate u is defined in Fig. Gl.
fi(i = 0 to 5) are geometry functions which are given in Tables Kl and K2 for thedeepest point of the crack (f^), and at the intersection of the crack with the free surface( 8 ) , respectively. See Fig. Gl.
Remarks: The plate should be large in comparison to the length of the crack so that edgeeffects do not influence.
Ref.: [Kl].
11 a = 2
alt
0
0.20.4
0.60.8
Jo0.659
0.6630.6780.692
0.697
/ l A
0.471
0.4730.4790.4860.497
/ 2 A
0.387
0.3880.3900.3960.405
ft0.337
0.3370.3390.3420.349
ft0.299
0.2990.3000.3040.309
fA
0.266
0.2690.2710.2740.278
11 a = 5/2
alt
00.2
0.40.60.8
ft0.741
0.7460.771
0.8000.820
/ i A
0.5100.512
0.5190.5310.548
fAJl
0.411
0.4130.4160.4220.436
ft0.346
0.3520.3560.3620.375
fAJ4
0.300
0.3060.3090.3170.326
/ 5 A
0.266
0.2700.2780.2840.295

39
lla = 10/3
alt
00.20.4
0.60.8
/oA
0.8330.8410.885
0.9300.960
fAJ\
0.5490.554
0.5680.587
0.605
ft0.4250.4300.4420.454
0.476
fAJ3
0.351
0.3590.3710.381
0.399
fA
J40.3010.3090.320
0.3310.346
fAJS
0.2670.2710.2850.295
0.310
lla = 5
alt
00.20.40.6
0.8
fA
Jo0.939
0.9571.0571.1461.190
/ i A
0.5800.5950.6310.6680.698
/ 2 A
0.434
0.4460.4750.4950.521
fA
J30.3530.3630.3890.4070.428
fA
J40.302
0.3100.332
0.3500.367
fA
J50.2680.2730.2920.3090.324
lla = 10
alt
00.20.40.6
0.8
fAJo
1.0531.1061.3061.5721.701
ft0.6060.6400.7240.815
0.880
/2A
0.4430.4670.5250.571
0.614
fA
J30.3570.3740.4200.4480.481
fAJ4
0.3020.3140.3480.3770.399
/ 5A
0.2690.2770.304
0.3270.343
//a—>°°
a//
00.20.4
0.60.8
/oA
1.1231.3802.1064.02511.92
/ i A
0.6820.7841.059
1.7504.437
/ 2 A
0.5240.582
0.7351.1052.484
fA
J30.4400.478
0.5780.8141.655
fA
J40.3860.414
0.4850.6511.235
/5A
0.344
0.3690.4230.5480.977
Table Kl. Geometry functions for a finite surface crack in aplate — deepest point of the crack.

40
lla = 2
alt
00.20.4
0.60.8
ft0.7160.729
0.777
0.8390.917
/.B-0.1180.123
0.1330.1480.167
/ 2 B
0.041
0.0450.050
0.0580.066
/ 3 B
0.022
0.023
0.026
0.0290.035
/ 4 B
0.014
0.014
0.0150.0180.022
fBJ5
0.010
0.010
0.0110.0120.015
lla = 5/2
alt
00.2
0.4
0.60.8
/oB
0.7300.749
0.795
0.9010.995
/ i B
0.124
0.126
0.144
0.1670.193
Si
0.041
0.046
0.054
0.0660.076
fBJ3
0.021
0.023
0.0280.0330.042
fBJ4
0.0130.014
0.0170.0210.026
fBJ5
0.010
0.010
0.012
0.0150.017
lla = 10/3
alt
00.2
0.40.6
0.8
Jo0.723
0.747
0.8030.9341.070
/ , B
0.1180.125
0.145
0.1800.218
/ 2 B
0.0390.044
0.0560.072
0.087
/ 3B
0.0190.022
0.0290.037
0.047
ft0.0110.014
0.0180.0230.029
fB
0.008
0.0100.012
0.0160.020
lla = 5
alt
00.20.4
0.60.8
Jo0.673
0.7040.792
0.9211.147
/ i B
0.1040.114
0.139
0.1830.244
7?0.032
0.038
0.0530.0740.097
f?0.0150.018
0.027
0.0380.052
ft0.009
0.0110.0160.0240.032
/5B
0.0060.007
0.0110.0170.021
lla = 10
alt
00.20.4
0.60.8
/oB
0.5160.5540.655
0.8401.143
/ l B
0.0690.0760.0990.157
0.243
Jl
0.0170.022
0.0390.063
0.099
/ 3 B
0.0090.0110.0190.032
0.055
ft0.0050.0070.0120.0200.034
/5B
0.004
0.0050.0080.013
0.023

11 a —> oo
alt
00.2
0.4
0.60.8
f!0.0000.0000.000
0.000
0.000
0.0000.0000.000
0.000
0.000
f?0.000
0.0000.0000.000
0.000
0.0000.0000.000
0.000
0.000
fBJ4
0.0000.0000.000
0.000
0.000
Js0.0000.0000.000
0.0000.000
Table K2. Geometry functions for a finite surface crack in aplate — intersection of crack with free surface.
b) Infinite surface crack
K\ is given by
41
(K3)
The stress state a = a(u) is to be taken normal to the prospective crack plane in anuncracked plate. The coordinate u is defined in Fig. G2.
f(i=l to 5) are geometry functions which are given in Table K3 for the deepest pointof the crack (f"). See Fig. G2.
Remarks: The plate should be large in the transverse direction to the crack so that edgeeffects do not influence.
Ref.: [K2].
alt
00.10.2
0.30.4
0.50.6
0.70.8
0.9
J\
2.000
2.0002.0002.0002.000
2.0002.0002.0002.0002.000
fAJ2
0.977
1.4192.5374.238
6.63610.02
15.04
23.1838.8182.70
/ 3 A
1.1421.138
1.2381.6802.805
5.500
11.8828.0378.75351.0
ft-0.350-0.355-0.347
-0.410-0.611
-1.340
-3.607-10.50-36.60-207.1
fAJ5
-0.091
-0.076-0.056
-0.0190.0390.218
0.786
2.5879.871
60.86
Table K3. Geometry functions for an infinite surface crack in aplate.

42
c) Embedded crack
K\ is given by
Kl=-Jna'{.amfm{2altJI2a,eIt) + G ti 11'la, eft)). (K4)
am and G^ are the membrane and bending stress components respectively, which definethe stress state a according to
for 0 < u < t. (K5)
a is to be taken normal to the prospective crack plane in an uncracked plate. am and a&are determined by fitting a to Eq. (K5). The coordinate u is defined in Fig. G3.
fm sn&fb are geometry functions which are given in Tables K4 and K5 for the points ofthe crack closest to (p), and furthest (Z8) from u = 0, respectively. See Fig. G3.
Remarks: The plate should be large in comparison to the length of the crack so that edgeeffects do not influence.
Ref.: [K3].
Ilia = 1
lalt
00.20.40.6
elt = 0
fA
J m0.6380.6490.6810.739
fA
Jb0.0000.0870.182
0.296
e/* = 0.15fA
J m0.6380.6590.7250.870
ft0.1910.2860.4110.609
elt =
fA
J m0.6380.694
-
-
= 0.3fA
Jb0.3830.509
-
-
Ilia = 2
lalt
00.20.40.6
elt = 0
fA
Jm0.8240.8440.9011.014
ft0.0000.0980.210
0.355
e/f = 0.15fA
J m0.8240.8620.9871.332
fAJb
0.147
0.3590.5260.866
elt =
fA
0.8240.932
-
-
= 0.3fA
Jb0.4940.668
-
-
Ilia = 4
lalt
00.20.40.6
elt = 0fA
J m0.9170.9421.0161.166
ft0.0000.102
0.2200.379
elt = 0.15
fAJ m
0.9170.9661.1291.655
ft0.2750.3940.5841.034
elt =
fA
J m0.9171.058
-
-
= 0.3
ft0.550
0.749-
-

43
//2a -> oo
lalt
00.2
0.40.6
elt
fAJ m
1.0101.041
1.1331.329
= 0fA
Jb0.0000.1040.227
0.399
fAJ m
1.0101.0711.282
2.093
0.15fK
Jb0.3030.4280.6411.256
elt =
J m
1.0101.189
-
-
= 0.3fA
Jb0.6060.833
-
-
Table K4. Geometry functions for an embedded crack in a plate— point closest to u = 0.
112a = 1
lalt
0
0.2
0.40.6
elt = 0, B
J m
0.6380.649
0.6810.739
ft0.000-0.087-0.182
-0.296
e/* = 0.15
J m
0.6380.646
0.668
0.705
A B
0.1910.1080.022
-0.071
elt = 0.3. B
J m
0.638
0.648--
/»"0.383
0.303--
112a = 2
lalt
0
0.2
0.4
0.6
elt = 0
J m
0.824
0.844
0.9011.014
ft0.000
-0.098-0.210
-0.355
e/* = 0.15
Jm
0.824
0.8440.902
1.016
ft0.241
0.1550.060
-0.051
elt = 0.3fBJ m
0.8240.866
-
-
ft0.494
0.418-
-
112a = 4
lalt
00.2
0.40.6
elt = 0, B
J m
0.9170.942
1.0161.166
ft0.000-0.102
-0.220-0.379
^ = 0.15
J m
0.917
0.9451.0291.206
ft0.275
0.181
0.086-0.030
elt = 0.3
J m
0.917
0.980-
-
ft0.550
0.482-
-

44
112a - » oo
lalt
00.20.40.6
e/t=O
J m
1.0101.041
1.1331.329
Jb
0.000-0.104
-0.227-0.399
elt =
J m
1.0101.0481.1621.429
0.15fB
Jb0.303
0.210
0.1660.000
e/t =
J m
1.0101.099
-
-
= 0.3
fbB
0.606
0.550-
-
Table K5. Geometry functions for an embedded crack in a plate— point furthest from u = 0.
d) Through-thickness crack
K\ is given by
(K6)
om and Gi, are the membrane and bending stress components respectively, which definethe stress state a according to
2ufor 0 < u < t. (K7)
o is to be taken normal to the prospective crack plane in an uncracked plate. am and o ,are determined by fitting a to Eq. (K7). The coordinate u is defined in Fig. G4.
fm andfi, are geometry functions which are given in Table K6 for the intersections of thecrack with the free surface at u = 0 (/A), and at u = t (Z8). See Fig. G4.
Remarks: The plate should be large in comparison to the length of the crack so that edgeeffects do not influence.
Ref.: [K4].
fAJ m
1.000
fA
Jb1.000
fBJ m
1.000/ /
-1.000
Table K6. Geometry functions for a through-thickness crack in aplate.

45
2. Axial cracks in a cylinder
a) Finite internal surface crack
K\ is given by
3
;=0
t, I la, Rt 11). (K8)
a, (/ = 0 to 3) are stress components which define the stress state a according to
forO<w<a. (K9)
o" is to be taken normal to the prospective crack plane in an uncracked cylinder. G, isdetermined by fitting a to Eq. (K9). The coordinate u is defined in Fig. G5.
fi(i = Q to 3) are geometry functions which are given in Tables K7 and K8 for thedeepest point of the crack (f-), and at the intersection of the crack with the free surface
8 ) , respectively. See Fig. G5.
Remarks: The cylinder should be long in comparison to the length of the crack so thatedge effects do not influence.
Refs.: [Kl] and [K5].
11 a = 2,Ri/t = 4
alt
00.2
0.50.8
/oA
0.6590.6430.6630.704
/ , A
0.471
0.4540.463
0.489
/2A
0.3870.3750.378
0.397
fA
0.3370.326
0.3280.342
lla = 2, Rtlt= 10
alt
0
0.2
0.50.8
/oA
0.659
0.647
0.6690.694
/ l A
0.471
0.4560.4640.484
fAJi
0.387
0.3750.380
0.394
/ 3 A
0.3370.326
0.328
0.339
lla = 5, R-Jt = 4
alt
00.2
0.5
0.8
/oA
0.9390.9191.037
1.255
/ l A
0.5800.579
0.622
0.720
/2A
0.434
0.4520.474
0.534
fA
/30.3530.382
0.395
0.443

46
I/a = 5, Rilt= 10
alt
00.2
0.50.8
/oA
0.9390.932
1.0581.211
/ i A
0.5800.584
0.6290.701
/ 2 A
0.4340.4550.4770.523
/ 3 A
0.3530.3830.397
0.429
I/a = 10, Rt/t = 4
alt
00.2
0.5
0.8
/oA
1.0531.045
1.338
1.865
/ , A
0.6060.634
0.7390.948
/ /0.4430.487
0.540
0.659
/ 3 A
0.3570.4060.438
0.516
I/a = 10, R{/t= 10
00.2
0.50.8
fAJO
1.0531.062
1.359
1.783
/ • 4
0.6060.641
0.7460.914
fAJi
0.4430.4890.544
0.639
fAJ3
0.357
0.4170.4400.504
Table K7. Geometry functions for a finite axial internal surfacecrack in a cylinder— deepest point of crack.
alt
00.2
0.50.8
alt
0
0.2
0.5
0.8
alt
00.2
0.5
0.8
lla
/oB
0.716
0.719
0.7590.867
lla
/oB
0.716
0.726
0.7770.859
lla
/oB
0.6730.670
0.8031.060
= 2,Rtft =fB
J\0.1180.124
0.1360.158
= 2,Rilt =
f\0.118
0.1260.141
0.163
= 5,Rilt =
f\0.1040.107
0.1510.229
= 4fB
J2
0.041
0.046
0.0520.062
10fB
0.041
0.0470.054
0.063
-4
fi0.032
0.0370.0590.095
/ 3 B
0.022
0.024
0.0270.032
/?0.022
0.024
0.028
0.033
f*0.0160.0180.0310.051

47
alt
00.20.50.8
alt
00.20.50.8
alt
0
0.2
0.50.8
llafB
Jo0.673
0.6760.814
1.060
lla
/oB
0.5160.5770.7591.144
lla =
fo0.516
0.578
0.7531.123
= 5,Ri/t =
f?0.104
0.109
0.1530.225
= 10,^//
f?0.0690.0750.1340.250
= 10, Rjlt--
f\0.0690.075
0.1310.241
10
/2B
0.0320.037
0.0600.092
= 4
fi0.0170.022
0.0510.103
= 10
f?0.0170.022
0.0500.099
ff0.0150.018
0.0310.049
/3B
0.0090.0100.0270.056
f?0.009
0.010
0.0260.053
Table K8. Geometry functions for a finite axial internal surfacecrack in a cylinder—intersection of crack with free surface.
b) Infinite internal surface crack
K\ is given by
i a »=3 / \ i -Kt =-7={cr(u)%fi(a11, Rj 11) 1 - - du.
•42-mxi t i \ a)
»'=3(K10)
The stress state a = a(w) is to be taken normal to the prospective crack plane in anuncracked cylinder. The coordinate u is defined in Fig. G6.
fi(i=\ to 3) are geometry functions which are given in Table K9 for the deepest pointof the crack (f^). See Fig. G6.
Ref.: [K2].

48
alt
00.10.20.30.40.5
0.60.7
0.75
alt
00.10.2
0.30.4
0.50.6
0.70.75
Rift = 0.5
/ l A
2.000
2.0002.0002.0002.000
2.000
2.0002.000
2.000
/ 2 A
1.328
0.8900.8951.0321.329
1.7962.457
3.5974.571
fA
0.2200.155
0.1930.2520.210
0.093-0.074
-0.618-1.272
Rilt = 2
AA
2.0002.000
2.0002.000
2.0002.000
2.0002.0002.000
/ 2 A
1.340
1.5192.1192.934
3.8204.692
5.6976.9957.656
/ 3 A
0.2190.2120.322
0.5511.066
1.8532.6003.224
3.733
Rilt=\
/ i A
2.000
2.0002.0002.0002.000
2.0002.000
2.000
2.000
ti1.336
1.2711.5661.997
2.5013.0723.807
4.8775.552
fA
0.220
0.184
0.2370.3600.542
0.7620.892
0.825
0.786
RJt = \
/ ,A
2.0002.0002.000
2.000
2.0002.0002.0002.0002.000
/2A
1.3401.6592.475
3.615
4.9826.4557.977
9.51310.24
fA
J30.219
0.2170.358
0.7091.499
2.9365.0187.6379.134
Table K9. Geometry functions for an infinite axial internalsurface crack in a cylinder.
c) Finite external surface crack
K\ is given by
i=0(Kll)
a, (i = 0 to 3) are stress components which define the stress state a according to
a - a{ u) = for 0 < w < a. (K12)j=0
a is to be taken normal to the prospective crack plane in an uncracked cylinder. a;- isdetermined by fitting a to Eq. (K12). The coordinate u is defined in Fig. G7.
fi(i = 0 to 3) are geometry functions which are given in Tables K10 and Kll for thedeepest point of the crack (f1), and at the intersection of the crack with the free surface( 8 ) , respectively. See Fig. G7.

49
Remarks: The cylinder should be long in comparison to the length of the crack so thatedge effects do not influence.
Refs.: [Kl] and [K5].
lla = 2, Rilt = 4
alt
00.20.50.8
/oA
0.659
0.6560.6970.736
/ i A
0.471
0.4590.4730.495
ft0.3870.3770.3840.398
fAJ2,
0.3370.3270.3310.342
lla = 2, Rtlt =10
alt
00.2
0.50.8
/oA
0.659
0.6530.6870.712
fAJ\
0.471
0.4570.4700.487
/ 2 A
0.3870.3760.382
0.394
fA
J30.337
0.327
0.3300.340
lla = 5, Rilt = 4
alt
00.2
0.50.8
/oA
0.9390.964
1.1831.502
f A
0.580
0.5960.672
0.795
0.434
0.4610.5000.568
fA
J30.353
0.3870.4100.455
lla = 5, Rilt = 10
alt
00.2
0.5
0.8
/oA
0.939
0.953
1.1391.361
/ i A
0.5800.591
0.6560.746
/ 2 A
0.434
0.459
0.4910.543
fAJ3
0.353
0.3860.4050.439
lla = 10, R^t = 4
alt
0
0.20.50.8
fAJo
1.053
1.1071.5622.390
/ , A
0.606
0.6580.8201.122
/ 2 A
0.443
0.4990.584
0.745
/ 3 A
0.357
0.413
0.4650.568

50
alt
00.20.50.8
lla--
/oA
1.0531.092
1.5082.188
/ l A
0.6060.652
0.7991.047
= 10
ft0.443
0.4960.5710.704
/ 3 A
0.3570.4110.4570.541
Table K10. Geometry functions for a finite axial external surfacecrack in a cylinder— deepest point of crack.
lla = 2, Rtlt = 4
alt
00.20.5
0.8
ft0.7160.7410.8190.954
fBJ\
0.1180.130
0.1550.192
f?0.0410.049
0.0610.078
ff0.0220.026
0.0330.041
lla = 2, Rilt =10
alt
00.2
0.50.8
/oB
0.716
0.7360.8070.926
/ i B
0.1180.1290.1500.182
/ 2 B
0.041
0.048
0.0590.072
fBJ3
0.022
0.0250.0310.038
lla = 5, R^t = 4
alt
00.2
0.50.8
/oB
0.673
0.6900.8641.217
/ i B
0.104
0.113
0.1700.277
/ 2 B
0.032
0.039
0.0680.117
fBJ3
0.015
0.019
0.0360.064
lla = 5, Rilt =10
alt
00.2
0.5
0.8
/oB
0.673
0.6850.856
1.198
/ , "0.1040.111
0.167
0.269
fB
0.0320.039
0.066
0.112
fB
0.0150.019
0.035
0.061
lla = 10, Rilt = 4
alt
00.2
0.5
0.8
fBJO
0.5160.5830.748
1.105
/ i B
0.0690.076
0.128
0.230
f?0.0170.022
0.0470.092
/ 3 B
0.0090.0100.024
0.049

51
lla = 10, Ri/t= 10
alt
00.2
0.50.8
fBJO
0.5160.583
0.7681.202
f?0.069
0.076
0.1350.264
0.0170.022
0.051
0.109
fBJ3
0.0090.010
0.0270.059
Table Kl 1. Geometry functions for a finite axial external surfaceciv.ck in a cylinder—intersection of crack with free surface.
d) Infinite external surface crack
K\ is given by
(K13)
The stress state a = a(w) is to be taken normal to the prospective crack plane in anuncracked cylinder. The coordinate u is defined in Fig. G8.
fi(i=l to 4) are geometry functions which are given in Table K12 for the deepest pointof the crack (/*). See Fig. G8.
Ref.: [K2].
alt
00.10.2
0.30.4
0.50.60.70.75
Ri/t = 0.5
/ i A
2.0002.0002.0002.000
2.000
2.0002.0002.0002.000
/2A
0.9011.3591.9332.614
3.408
4.321
5.4597.1458.355
fA/3
1.4011.3761.3871.422
1.541
1.7992.1012.1872.112
-0.620-0.585-0.549-0.510-0.481
-0.472-0.456-0.361
-0.265
Rilt = 1
/ l A
2.0002.000
2.0002.000
2.000
2.0002.0002.0002.000
/ 2A
0.9011.3311.9672.766
3.708
4.7876.0557.7268.853
fA
J31.4011.3651.3691.484
1.759
2.2382.904
3.6013.901
-0.620-0.584
-0.543-0.512
-0.505
-0.528-0.577-0.605-0.590

52
alt
00.10.2
0.30.4
0.50.6
0.70.75
Rilt = 2
J\
2.0002.0002.0002.0002.0002.000
2.0002.000
2.000
ft0.9011.3302.0863.0954.3075.643
7.1038.976
10.28
fA
1.401
1.3701.4031.5802.054
3.0044.376
5.7356.243
ft-0.620-0.585-0.542
-0.510-0.524-0.625-0.802
-0.949-0.963
Rilt = 4fA
2.0002.000
2.0002.0002.0002.000
2.0002.000
2.000
ft0.9001.335
2.2193.4644.993
6.8238.984
11.1011.80
ft1.4001.382
1.4161.6582.4123.794
6.05110.0713.08
ft-0.620-0.587
-0.535-0.501-0.549-0.704
-1.011-1.674
-2.229
Table K12. Geometry functions for an infinite axial externalsurface crack in a cylinder.
e) Through-thickness crack
K\ is given by
Kx=jTdTL(oMfM(Mt, Rt 11) + abfb(ll7, Rt I' t)). (K14)
om and ab are the membrane and bending stress components, respectively, which definethe stress state o according to
for 0 < u < t. (K15)
a is to be taken normal to the prospective crack plane in an uncracked cylinder. am andob are determined by fitting a to Eq. (K15). The coordinate u is defined in Fig. G9.
fm and/fe are geometry functions which are given in Table K13 for the intersections ofthe crack with the free surface at u — 0 (f^), and at u = t (Z8). See Fig. G9.
Remarks: The cylinder should be long in comparison to the length of the crack so thatedge effects do not influence.
Ref.: [K6].

53
lit
024
68
10152025
Rilt= 10
fAJ m
1.0000.9661.0201.165
1.379
1.6432.4483.4014.441
fAJb
1.0000.9730.9310.887
0.845
0.8050.7210.6530.597
fBJ m
1.000
1.1761.4681.782
2.088
2.3712.9573.3643.640
Jb
-1.000
-1.003-0.996
-0.984-0.970
-0.954
-0.913-0.876-0.840
J?,// = 20
J m
1.000
0.9700.9751.035
1.1401.281
1.7492.3282.982
fA
Jb1.0000.9840.9560.924
0.8930.8620.792
0.7310.681
, BJ m
1.0001.1051.2951.514
1.739
1.9612.4692.8873.215
Jb
-1.000-1.003
-1.001-0.995-0.986
-0.976-0.948-0.917-0.891
Table K13. Geometry functions for an axial through-thicknesscrack in a cylinder.

54
3. Circumferential cracks in a cylinder
a) Part circumferential internal surface crack
K\ is given by
i=0°ifi (a/t,l/a,Rilt) + abgfbg (altjla,^! t)). (K16)
a, (i = 0 to 3) are stress components which define the axisymmetrical stress state aaccording to
forO<u<a, (K17)
and Gbg is the global bending stress, a and a ^ are to be taken normal to the prospectivecrack plane in an uncracked cylinder, a, is determined by fitting a to Eq. (K17). Thecoordinate u is defined in Fig. G10.
fi(i = 0 to 3) and fbg are geometry functions which are given in Tables K14 and K15 forthe deepest point of the crack (fr), and at the intersection of the crack with the freesurface (Z6), respectively. See Fig. G10.
Remarks: The cylinder should be long in the transverse direction to the crack so thatedge effects do not influence.
Refs.: [Kl] and [K7].
l/a = 2,Ri/t = 5
alt
00.20.40.60.8
fAJO
0.659
0.6650.6820.7000.729
AA
0.4710.4600.4710.4810.506
fAJl
0.387
0.3710.3810.3900.410
/ 3 A
0.3370.3160.3270.3350.352
fbx
0.5490.5700.6000.632
0.675
lla = 2, Rilt = 10
alt
00.20.40.60.8
/oA
0.6590.664
0.6800.6960.714
/ l A
0.471
0.4590.4690.4780.497
ft0.3870.3700.3790.3870.403
/ 3 A
0.337
0.3150.3250.333
0.347
0.599
0.6130.6360.6590.685

55
lla = 4, RJt = 5
alt
00.20.4
0.60.8
/oA
0.886
0.8900.9340.991
1.066
/ i A
0.5650.556
0.5760.602
0.653
/ 2A
0.4300.424
0.4400.457
0.496
fAJ3
0.352
0.3470.362
0.3770.409
Jbg
0.738
0.7610.8170.8850.973
lla = 4, Rilt = 10
alt
00.2
0.4
0.60.8
/oA
0.8860.8950.947
1.0081.482
/ i A
0.5650.5570.580
0.6050.647
/ 2 A
0.4300.424
0.441
0.4580.492
fA
J30.352
0.3470.363
0.377
0.406
Jbx
0.8060.8250.883
0.9501.012
lla = 8, Rilt = 5
a//
00.20.4
0.60.8
fA
/o1.0251.0411.1421.274
1.463
AA
0.6000.6250.6660.718
0.813
/ 2A
0.4410.4690.4960.527
0.589
/ 3 A
0.3560.3810.4030.427
0.471
0.8540.8900.9951.126
1.310
lla = 8, Rilt =10
a//
00.20.4
0.60.8
fAJo
1.0251.0531.180
1.3351.482
/ l A
0.600
0.6290.6780.737
0.814
/ 2 A
0.4410.4710.502
0.5360.587
/ 3 A
0.3560.382
0.4070.431
0.469
0.9310.9701.097
1.2531.402
lla =16, Rilt = 5
alt
00.20.4
0.6
0.8
Jo1.0791.1301.294
1.521
1.899
/ i A
0.6350.6650.7320.820
0.987
/ 2 A
0.4730.4930.537
0.587
0.690
/ 3 A
0.3880.3980.433
0.4680.541
f$>0.8990.964
1.1201.321
1.633

56
lla = 16, Ri/t= 10
alt
0
0.20.40.60.8
/oA
1.0791.1501.3661.6431.972
/ i A
0.6350.672
0.7560.8591.002
/ 2 A
0.4730.498
0.5490.6060.694
fA
0.3880.4010.441
0.4790.541
JbS
0.9811.0591.2671.5311.842
lla = 32, Rilt = 5
a/*
0
0.20.40.60.8
/oA
1.101
1.1801.521
1.7072.226
/ i A
0.658
0.6900.7750.9021.137
/ 2 A
0.4990.5120.564
0.6380.783
/ 3 A
0.4130.414
0.4530.5050.609
f&0.918
1.0041.1881.4301.794
lla = 32, Rilt =10
alt
0
0.20.4
0.60.8
/oA
1.1011.209
1.4901.8872.444
fAJ\
0.658
0.7010.8100.9581.187
/ 2 A
0.499
0.5180.582
0.6650.799
/ 3 A
0.4130.4180.464
0.5200.613
//£1.0011.1121.3771.737
2.219
Table K14. Geometry functions for a part circumferentialinternal surface crack in a cylinder— deepest point of crack.
lla = 2, R{lt = 5
aft
00.20.4
0.60.8
/<?0.7180.7460.774
0.8820.876
/ l B
0.1170.1250.133
0.1470.161
/ 2 B
0.0410.0460.051
0.0580.064
/ 3 B
0.0200.0230.0260.0310.034
Jbg
0.5980.625
0.6520.696
0.746
lla = 2, Rilt = 10
alt
00.20.40.60.8
/oB
0.7160.7470.7780.8310.890
/ i B
0.1160.1250.1340.1480.163
/ 2 B
0.0410.0460.0510.0580.064
/ 3 B
0.0200.0230.0260.0310.033
Jbg
0.6520.6820.7120.7630.820

57
lla = 4, Rtlt = 5
alt
00.2
0.4
0.6
0.8
/oB
0.664
0.7160.768
0.8520.944
fBJ\
0.0910.1080.125
0.152
0.179
/2B
0.0290.039
0.0490.062
0.075
/ 3 B
0.0130.019
0.025
0.0330.040
faJbg
0.5550.599
0.6430.712
0.788
lla = 4, J?;/*=10
alt
00.20.4
0.6
0.8
fBJO
0.6570.719
0.781
0.883
0.995
f?0.0890.109
0.129
0.160
0.191
/ 2 B
0.0300.040
0.050
0.0660.079
ff0.014
0.020
0.0260.0350.042
Jbg
0.5980.656
0.714
0.809
0.913
lla = S,Rilt = 5
alt
00.20.4
0.60.8
JO
0.5410.5980.655
0.7370.846
/ i B
0.0540.072
0.090
0.1160.151
/2B
0.0140.0230.032
0.0450.062
ff0.0040.0100.016
0.0230.033
fbg
0.4610.4960.531
0.5760.634
lla = 8, Rilt = 10
alt
0
0.20.4
0.60.8
fBJO
0.5270.6020.6770.7880.927
/ i B
0.0470.072
0.097
0.1310.172
f?0.0100.023
0.0360.0520.070
fBJ3
0.002
0.0100.018
0.0270.037
Jbg
0.481
0.5470.6130.7100.829
lla = 16, Rilt =5
alt
0
0.20.40.60.8
fBJO
0.4170.447
0.4770.528
0.600
AB
0.0270.0370.0470.0620.085
f?0.004
0.0090.0140.0210.032
/ 3 B
0.000
0.0030.0060.0100.017
Jbg
0.3810.3570.3330.2920.236

58
I/a = U,Ri/t= 10
alt
00.2
0.4
0.60.8
fBJo
0.4130.4550.497
0.5680.670
/ i B
0.0250.039
0.0530.0730.104
fBJl
0.0030.0100.017
0.0260.041
fBJ2>
0.0000.004
0.0080.013
0.021
fbg0.387
0.4110.4350.475
0.531
I/a = 32, Ri/t= 5
alt
00.20.4
0.6
0.8
Jo0.2760.294
0.312
0.3310.348
fBJ\
0.0100.014
0.0180.023
0.026
f?0.0000.0020.004
0.006
0.009
f?0.000
0.000
0.0010.003
0.003
Jbg
0.313
0.200
0.087
0.0560.276
lla = 32, Rtlt = 10
alt
00.2
0.40.6
0.8
fBJo
0.2750.2980.321
0.3520.389
f?0.0090.0150.021
0.0280.038
f?0.001
0.0030.005
0.0090.012
fBJ3
0.000
0.0000.0020.004
0.006
Jbg
0.2760.258
0.2400.200
0.139
Table K15. Geometry functions for a part circumferentialinternal surface crack in a cylinder — intersection of crack withfree surface.
b) Complete circumferential internal surface crack
K\ is given by
(K18)
The stress state a = a(w) is to be taken normal to the prospective crack plane in anuncracked cylinder. The coordinate u is defined in Fig. Gi l .
fi (i = 1 to 3) are geometry functions which are given in Table K16 for the deepest pointof the crack (/*). See Fig. G i l .
Remarks: The cylinder should be long in the transverse direction to the crack so thatedge effects do not influence.
Ref.: [K2].

59
alt
00.1
0.20.3
0.40.5
0.6
alt
0
0.10.2
0.30.4
0.50.6
alt
0
0.10.2
0.30.4
0.50.6
Rilt = 7/3
AA
2.000
2.0002.0002.000
2.0002.000
2.000
fA
1.327
1.337
1.5431.8802.321
2.8793.720
fA
0.2180.200
0.2010.228
0.2930.3730.282
Rilt = 5
/ l A
2.0002.000
2.0002.000
2.0002.0002.000
ft1.3361.460
1.8392.359
2.9763.6884.598
fA
0.218
0.2060.241
0.3530.5560.8371.086
Rilt =10
/ l A
2.000
2.000
2.0002.0002.0002.0002.000
/ 2 A
1.3461.591
2.1832.9663.8764.8885.970
/3A
0.219
0.2110.2790.5180.9561.614
2.543
Table K16. Geometry functions for a complete circumferentialinternal surface crack in a cylinder.

60
c) Part circumferential external surface crack
K\ is given by
3
£;=0
(K19)
Gj (i = 0 to 3) are stress components which define the axisymmetrical stress state aaccording to
forO<w<<2, (K20)i=0
and Obg is the global bending stress, o and cj^ are to be taken normal to the prospectivecrack plane in an uncracked cylinder, a; is determined by fitting a to Eq. (K20). Thecoordinate u is defined in Fig. G12.
fi(i = 0 to 3) and/^g are geometry functions which are given in Tables K17 and K18 forthe deepest point of the crack (f^), and at the intersection of the crack with the freesurface (Z8), respectively. See Fig. G12.
Remarks: The cylinder should be long in the transverse direction to the crack so thatedge effects do not influence.
Refs.: [Kl] and [K7].
I/a = 2, Eft = 5alt
00.2
0.4
0.60.8
ft0.659
0.6610.6730.6860.690
/ i A
0.471
0.4550.462
0.4670.477
/ 2 A
0.3870.367
0.3740.3780.387
/ 3 A
0.3370.3130.321
0.3250.333
f A
Jbg0.6590.6450.642
0.6380.626
I/a = 2, Rtft =10
alt
00.2
0.40.6
0.8
/oA
0.6590.662
0.6760.6900.695
/ i A
0.4710.4560.4640.4700.482
/ 2 A
0.3870.368
0.3760.381
0.392
/ 3 A
0.337
0.3130.3220.3280.337
fA
Jbg0.6590.6530.6590.664
0.660

61
lla = 4, Rilt = 5
alt
00.20.4
0.6
0.8
fAJo
0.8860.9050.972
1.060
1.133
fA
0.5650.5600.586
0.618
0.659
fA
J20.4300.425
0.4430.462
0.493
/ 3 A
0.352
0.3470.363
0.3780.403
fA
Jbg0.886
0.8850.932
0.9951.041
lla = 4, Rtlt = 10
alt
00.2
0.4
0.6
0.8
fAJo
0.8860.903
0.969
1.0511.108
fAJ\
0.5650.559
0.586
0.616
0.654
fA
Ji0.4300.425
0.443
0.462
0.491
/ 3 A
0.352
0.3470.363
0.378
0.403
Jbg
0.8860.891
0.947
1.016
1.059
lla = 8, Rilt = 5
alt
00.20.4
0.6
0.8
/oA
1.0251.0781.2531.502
1.773
/ i A
0.6000.6380.702
0.790
0.900
ft0.4410.4760.5130.561
0.625
fA
0.3560.3860.413
0.4460.490
fA
Jbg1.0251.0551.202
1.4131.631
I/a = 8, Rilt =10
alt
00.2
0.4
0.60.8
/oA
1.0251.073
1.246
1.489
1.711
/ i A
0.6000.637
0.7000.786
0.880
/ 2 A
0.441
0.4750.5120.5590.616
/ 3 A
0.3560.3860.413
0.4450.484
fbg
1.0251.0601.219
1.4431.640
lla = 16, Rilt = 5
alt
00.20.4
0.60.8
Jo1.0791.1861.482
1.9072.461
/ l A
0.635
0.6850.797
0.9511.166
/ 2 A
0.473
0.5040.570
0.6540.776
/ 3 A
0.388
0.4060.454
0.5080.591
/zj1.0791.162
1.419
1.7792.220

62
lla = 16, Rilt = 10
alt
00.20.4
0.60.8
/oA
1.0791.1821.4911.9492.479
/ i A
0.6350.6840.8000.962
1.165
/ 2A
0.4730.504
0.5710.6580.772
/ 3 A
0.3880.4050.454
0.5110.587
fbg
1.0791.1681.4581.8832.363
I)'a = 32, Rilt = 5
«/*
00.20.40.6
0.8
fA
Jo1.101
1.2521.5992.067
2.740
/ i A
0.6580.7160.854
1.036
1.313
/ 2 A
0.4990.525
. 0.6070.713
0.875
/ 3 A
0.4130.4220.4820.555
0.666
fA
Jbg1.1011.2251.5251.926
2.491
lla = 32, Rilt =10
00.20.40.6
0.8
/oA
1.1011.2521.6512.2433.011
/ i A
0.6580.7160.869
1.0891.387
/ 2 A
0.4990.5250.6140.7360.904
/ 3 A
0.4130.4210.4850.566
0.678
fbg1.1011.237
1.6112.1572.845
Table K17. Geometry functions for a part circumferentialexternal surface crack in a cylinder— deepest point of crack.
lla = 2, Rilt =5
alt
0
0.20.4
0.60.8
/oB
0.715
0.7480.7810.8370.905
J\0.1170.1250.1330.1470.163
f?0.0400.0450.0500.057
0.063
/ 3 B
0.0200.0230.0260.030
0.033
Jbg
0.7170.7440.7710.8210.880
I/a = 2, Rtlt =10
alt
00.20.4
0.60.8
/oB
0.7130.7480.7830.841
0.912
A*0.1170.1250.1330.149
0.166
/2B
0.0410.0460.0510.0580.064
/ 3 B
0.0200.0230.0260.0300.033
Jbg
0.7130.7450.7770.8320.898

63
lla = 4,Rilt = 5
alt
00.2
0.4
0.60.8
/oB
0.654
0.724
0.794
0.9151.059
• / . "
0.088
0.1100.132
0.1680.208
fBJ2
0.028
0.0400.052
0.0690.087
ff0.013
0.020
0.0270.037
0.046
Jbg
0.657
0.7190.781
0.8881.012
lla = 4, Rtlt = 10
alt
00.2
0.4
0.60.8
ft0.649
0.7230.797
0.9251.081
ft0.0870.110
0.1330.172
0.215
/2B
0.028
0.0400.0520.071
0.089
fBJ3
0.0130.020
0.027
0.0380.048
Jbg
0.649
0.720
0.7910.9121.058
lla = 8, Rilt = 5
alt
00.20.4
0.60.8
fBJO
0.5270.6100.6930.8180.972
fBJl
0.0470.0740.1010.1390.185
/2B
0.0100.024
0.0380.0550.077
ff0.0030.011
0.0190.0290.041
faJbg
0.5370.6030.6690.7620.868
lla = 8, Rilt = 10
alt
00.20.4
0.60.8
fBJo
0.5180.6100.7020.8561.060
/ i B
0.0430.0740.1050.1520.211
/2B
0.0090.024
0.0390.0620.088
f?0.0020.0110.020
0.0330.047
faJbg
0.521
0.6070.6930.8341.019
lla = 16, Rilt = 5
alt
00.20.4
0.60.8
ft0.4250.4590.4930.5290.542
/ l B
0.0290.0400.0500.0580.057
fBJl
0.0040.0100.0160.018
0.016
/ 3 B
0.0010.004
0.0070.0080.006
Jbg
0.4540.4430.4320.390
0.294

64
I/a = 16, Rtlt= 10
alt
00.2
0.40.6
0.8
ff0.4090.4610.513
0.5890.671
•ft0.023
0.0400.057
0.0780.099
/2B
0.003
0.011
0.0190.028
0.037
fB/3
0.0000.004
0.0090.014
0.018
0.4170.455
0.4930.5420.582
I/a = 32, Rtlt = 5
a/*
00.2
0.4
0.60.8
/o0.3070.306
0.3050.2990.292
/ i B
0.0170.0160.014
0.0080.003
f?0.005
0.0030.001
0.0000.000
f?0.0000.000
0.000
0.0000.000
fbg
0.3790.265
0.1510.024
0.255
I/a = 32, Ri/t= 10
alt
00.20.4
0.60.8
ft0.2990.3090.3190.3220.305
AB
0.0210.0200.0190.0160.005
f?0.002
0.0030.0040.002
0.000
f?0.000
0.0000.0000.0000.000
fbg
0.3230.2960.2690.2080.103
Table K18. Geometry functions for a part circumferentialexternal surface crack in a cylinder — intersection of crack withfree surface.
d) Complete circumferential external surface crack
K\ is given by
(K21)
The stress state a = a(w) is to be taken normal to the prospective crack plane in anuncracked cylinder. The coordinate u is defined in Fig. G13.
f (/ = 1 to 3) are geometry functions which are given in Table K19 for the deepest pointof the crack (f^). See Fig. G13.
Remarks: The cylinder should be long in the transverse direction to the crack so thatedge effects do not influence.
Ref.: [K2].

65
alt
00.10.2
0.30.4
0.5
0.6
alt
00.1
0.2
0.30.40.50.6
alt
00.10.2
0.30.4
0.5
0.6
Rilt = 713fA
2.0002.000
2.000
2.0002.000
2.0002.000
/2A
1.3591.642
2.1272.727
3.431
4.2715.406
fA
0.2200.236
0.307
0.4470.668
0.9511.183
Rilt = 5
/ , A
2.0002.000
2.0002.000
2.0002.0002.000
/ 2A
1.362
1.659
2.2202.904
3.7014.6035.671
/ 3 A
0.221
0.221
0.3030.535
0.8571.3111.851
Riit =iofA
2.000
2.0002.0002.0002.000
2.000
2.000
/ 2 A
1.364
1.6942.3753.2364.252
5.334
6.606
/ 3 A
0.2200.2110.3100.6301.1361.972
2.902
Table K19. Geometry functions for a complete circumferentialexternal surface crack in a cylinder.

66
e) Through-thickness crack
K\ is given by
(K22)
om, a;, and o^g are the membrane, through-thickness bending and global bending stresscomponents, respectively. am, and a& define the axisymmetrical stress state cr accordingto
for 0 < u < t. (K23)
a and obg are to be taken normal to the prospective crack plane in an uncrackedcylinder. am and a/, are determined by fitting a to Eq. (K23). The coordinate u isdefined in Fig. G14.
fmfb and g are geometry functions which are given in Tables K20 and K21 for theintersections of the crack with the free surface at u - 0 (f^), and at u = t (Z8),respectively. See Fig. G14.
Remarks: The cylinder should be long in the transverse direction to the crack so thatedge effects do not influence.
Refs.: [K8] and [K9J.
UnRi
0
0.10.2
0.30.40.50.6
0.7
0.80.91
R(lt = 5fAJm
1.0001.049
1.1381.2571.4041.5851.8052.076
2.410
2.8253.341
fbA
0.9570.688
0.531
0.4190.3440.2870.2460.216
0.1890.165
0.138
Jbg
1.0001.042
1.118
1.2181.3371.4731.6271.799
1.990
2.201
2.435
Rilt = 20/3
J m
1.000
1.0531.152
1.2831.4461.644
1.8872.186
2.5553.012
3.580
/»A
0.9290.662
0.502
0.3930.3220.2720.237
0.210
0.188
0.1650.141
fbf>
1.0001.046
1.130
1.2401.3711.5221.691
1.881
2.091
2.3242.582

67
1/nRi
0
0.1
0.2
0.3
0.4
0.50.6
0.7
0.80.9
1
^ = 1 0
fA
Jm1.0001.062
1.1781.3301.5201.752
2.0362.384
2.815
3.3494.012
/•AJb
0.888
0.6230.4590.356
0.2850.252
0.2230.202
0.1810.1630.141
fbg
1.0001.0541.152
1.2801.4431.6091.807
2.028
2.274
2.5462.847
R,lt = 20
fA
J m1.0001.090
1.2561.4771.751
2.0862.4952.997
3.6194.389
5.346
ft0.8620.554
0.3860.2970.2490.2200.200
0.182
0.1660.1480.128
fbg
1.0001.078
1.2201.405
1.6251.8792.1652.484
2.8383.230
3.665
Table K20. Geometry functions for a circumferential through-thickness crack in a cylinder — intersection of crack with freesurface at u = 0.
UiiRi
00.1
0.2
0.3
0.4
0.50.6
0.7
0.8
0.9
1
Rilt = 5
J m
1.000
1.0491.1381.2571.4041.5851.805
2.0762.410
2.8253.341
AB
-0.964
-0.749-0.628-0.548-0.478-0.432-0.400
-0.381-0.369
-0.363
-0.363
faJbg
1.0001.042
1.118
1.2181.3371.4731.6271.799
1.990
2.2012.435
Rtlt = 20/3
J m
1.000
1.0531.152
1.2831.4461.644
1.8872.1862.555
3.012
3.580
fb*-0.925-0.722
-0.597-0.507-0.441-0.398-0.368
-0.347-0.337
-0.330
-0.330
fbg
1.0001.046
1.1301.2401.3711.522
1.6911.881
2.0912.324
2.582

68
1/TlRi
00.10.20.30.4
0.50.6
0.70.80.91
Rilt= 10
J m
1.0001.062
1.1781.330
1.5201.752
2.0362.384
2.8153.3494.012
/*B--0.890-0.680-0.545-0.457
-0.396-0.356
-0.330-0.311
-0.300-0.292-0.294
Jbg
1.0001.0541.152
1.280
1.4431.609
1.807
2.0282.2742.546
2.847
R{/t = 20
J m
1.0001.0901.256
1.477
1.7512.086
2.4952.997
3.6194.3895.346
A B
-0.843-0.620-0.474
-0.382
-0.328-0.297
-0.278
-0.263-0.253
-0.248-0.248
Jbg
1.000
1.0781.220
1.405
1.6251.879
2.1652.484
2.8383.2303.665
Table K21. Geometry functions for a circumferential through-thickness crack in a cylinder — intersection of crack with freesurface at u = /.

69
4. Cracks in a sphere
a) Through-thickness crack
K\ is given by
(K24)
Gm and c$b a r e the membrane and through-thickness bending stress components,respectively, which define the axisymmetrical stress state a according to
for 0 < u < t. (K25)
a is to be taken normal to the prospective crack plane in an uncracked sphere. <3m andare determined by fitting a to Eq. (K25). Thecoordinate u is defined in Fig. G15.
fm and^i are geometry functions which are given in Table K22 for the intersections ofthe crack with the free surface at u = 0 (f*) and atu-t (Z8). See Fig. G15.
Ref.: [K6].
lit
0
2468
10
15
20
Rilt= 10
Jm
1.000
0.9190.8940.9441.059
1.2311.9152.968
fKJb
1.0000.9930.9930.9971.003
1.0111.031
1.050
, BJ m
1.000
1.2401.6372.0832.549
3.0164.124
5.084
Jb
-1.000-1.031
-1.074
-1.111-1.143
-1.170-1.226
-1.272
Rilt = 20
fAJ m
1.0000.941
0.8970.8950.932
1.0031.309
1.799
ft1.0000.9950.9920.9930.996
1.0011.014
1.028
J m
1.0001.144
1.4011.7002.020
2.3513.186
3.981
r rBJb
-1.000-1.020-1.050-1.080-1.106-1.130
-1.180
-1.219
Table K22. Geometry functions for a through-thickness crack ina sphere.

70
References
[Kl] FETT T., MUNZ D. and J. NEUMANN, "Local stress intensity factors forsurface cracks in plates under power-shaped stress distributions." EngineeringFracture Mechanics. Vol. 36, No. 4, 647-651, 1990.
[K2] WU X. R., and A. J. CARLSSON, Weight functions and stress intensity factorsolutions. Pergamon Press, Oxford, U.K., 1991.
[K3] ZVEZDIN Y. I. et. al, "Handbook - Stress intensity and reduction factorscalculation." MR 125-01-90, Central Research Institute for Technology ofMachinery, Moscow, Russia, 1990.
[K4] SIH, G. C, PARIS, P. F. and F. ERDOGAN, "Stress intensity factors for planeextension and plate bending problems." Journal of Applied Mechanics. Vol. 29,pp. 306-312, 1962.
[K5] RAJU, I. S., and J. C. NEWMAN, "Stress intensity factor influence coefficientsfor internal and external surface cracks in cylindrical vessels.". ASME PVP. Vol.58, pp. 37-48, 1978.
[K6] ERDOGAN, F., and J. J. KIBLER, "Cylindrical and spherical shells withcracks." InternationalJournal of Fracture Mechanics. Vol. 5, pp.229-237, 1969.
[K7] BERGMAN, M., "Stress intensity factors for circumferential surface cracks inpipes." Fatigue & Fracture of Engineering Materials & Structures. Vol. 18, No.10, pp. 1155-1172, 1995.
[K8] ZAHOOR, A., "Closed form expressions for fracture mechanics analysis ofcracked pipes." ASME PVP. Vol. 107, pp. 203-205, 1985.
[K9] SATTARI-FAR, I., "Stress intensity factors for circumferential through-thickness cracks in cylinders subjected to local bending". International Journalof Fracture. Vol. 53, pp. R9-R13, 1992.

71
Appendix L. Limit load solutions
1. Cracks in a plate
a) Finite surface crack
Lr is given by
Lr - —f > (L1)where
(L2)
(L3)
See Fig. Gl. am and o^ are the membrane and bending stress components, respectively,which define the stress state a according to
o=G(u) = om+ab[\- — \ forO<u<t. (L4)
a is to be taken normal to the prospective crack plane in an uncracked plate. am and abare determined by fitting a to Eq. (L4). The coordinate u is defined in Fig. Gl.
Remarks: The solution is limited to alt < 0.8. Also, the plate should be large incomparison to the length of the crack so that edge effects do not influence.
Ref.: [Ll].
b) Infinite surface crack
Lr is given by
, (L5)
where

72
See Fig. G2. am and o^ are the membrane and bending stress components, respectively,which define the stress state a according to
- — } fovO<u<t. (L7)
a is to be taken normal to the prospective crack plane in an uncracked plate. am and o ,are determined by fitting a to Eq. (LI). The coordinate u is defined in Fig. G2.
Remarks: The solution is limited to alt < 0.8. Also, the plate should be large in thetransverse direction to the crack so that edge effects do not influence.ge
Ref.: [L2].
c) Embedded crack
Lr is given by
(L8)[(l-fr+4£rj<7y
where
^~TT—' (L9)
X = 2 ~ f ~ ? (L10)
See Fig. G3. om and o^ are the membrane and bending stress components, respectively,which define the stress state a according to
2u\— forO<w<r. (Lll)
a is to be taken normal to the prospective crack plane in an uncracked plate. am and Obare determined by fitting cr to Eq. (LI 1). The coordinate u is defined in Fig. Gl.
Remarks: The solution is limited to alt < 0.8 and elt > 0. Also, the plate should be largein comparison to the length of the crack so that edge effects do not influence.
Ref.: [L2].

73
d) Through-thickness crack
Lr is given by
Gy(L12)
See Fig. G4. am and o^ are the membrane and bending stress componentsrespectively, which define the stress state a according to
(L13)
a is to be taken normal to the prospective crack plane in an uncracked plate. om and cfyare determined by fitting a to Eq. (L13). The coordinate u is defined in Fig. G4.
Remarks: The plate should be large in comparison to the length of the crack so that edgeeffects do not influence.

74
2. Axial cracks in a cylinder
a) Finite internal surface crack
Lr is given by
Lr = V
n J , (L14)( 1 - 0 aY
where
3[yj , (L15)
(L16)
See Fig. G5. am and a& are the membrane and bending stress components, respectively,which define the stress state a according to
cr=o(u) = Gm+ob[\- — \ forO<u<t. (L17)
a is to be taken normal to the prospective crack plane in an uncracked cylinder. am andOf, are determined by fitting a to Eq. (LI7). The coordinate u is defined in Fig. G5.
Remarks: The solution is limited to alt < 0.8. Also, the cylinder should be long incomparison to the length of the crack so that edge effects do not influence.
Ref.: [LI].
b) Infinite internal surface crack
Lr is given by
2 g , (L18)
where
<T = - - (L19)

75
See Fig. G6. Gm and Gj, are the membrane and bending stress components, respectively,which define the stress state a according to
for 0 < u < t. (L20)
a is to be taken normal to the prospective crack plane in an uncracked cylinder. am anda(, are determined by fitting a to Eq. (L20). The coordinate u is defined in Fig. G6.
Remarks: The solution is limited to alt < 0.8.
Ref.: [L2].
c) Finite external surface crack
Lr is given by
Lr = 2 , (L21)
where
a ] 0 ' 7 5
(L22)
C = — • (L23)b t(l + 2t) V '
See Fig. G7. Gm and a^ are the membrane and bending stress components, respectively,which define the stress state a according to
2tA-— forO<w</. (L24)
a is to be taken normal to the prospective crack plane in an uncracked cylinder. om andal, are determined by fitting a to Eq. (L24). The coordinate u is defined in Fig. G7.
Remarks: The solution is limited to alt < 0.8. Also, the cylinder should be long incomparison to the length of the crack so that edge effects do not influence.
Ref.: [LI].

76
d) Infinite external surface crack
Lr is given by
4 = - T ^ , (L25)
where
C=j. (L26)
See Fig. G8. Gm and a& are the membrane and bending stress components, respectively,which define the stress state a according to
(7 = a(u) = am+ah\l-— forO<w<r. (L27)V t )
a is to be taken normal to the prospective crack plane in an uncracked cylinder. Gm andO£ are determined by fitting a to Eq. (L27). The coordinate u is defined in Fig. G8.
Remarks: The solution is limited to alt < 0.8.
Ref.: [L2].
Lr is given
Lr
where
e)
by
Oy
I
Through-thickness
Vl + 1.0512,
crack
(L28)
(L29)
See Fig. G9. am is the membrane stress component, which defines the stress state aaccording to
a=cr(u) = (Tm forO<u<t. (L30)
a is to be taken normal to the prospective crack plane in an uncracked cylinder. Gm isdetermined by fitting a to Eq. (L30). The coordinate u is defined in Fig. G9.
Remarks: The cylinder should be long in comparison to the length of the crack so thatedge effects do not influence.
Ref.: [L3].

77
3. Circumferential cracks in a cylinder
a) Part circumferential internal surface crack
Lr is given by
L r —u.U,
f,
j +
abg
Sbg
KSbg)
J (L31)
where the parameters sm, sm, sbg anu sbg are obtained by solving the equation system
sbg 4 2 a .= — s i n p - sin or
aY n n t
>Y n t n
9 =
a =
I (L32)
[e if^<Tt-y5
sm sm
Sbz ~
for sho = 0
See Fig. G10. om and a^g are the membrane and global bending stress components,respectively. om defines the axisymmetrical stress state a according to
a = o(u) = on forO<u<t. (L33)
a is to be taken normal to the prospective crack plane in an uncracked cylinder. am isdetermined by fitting a to Eq. (L33). The coordinate u is defined in Fig. G10.
Remarks: The cylinder should be thin-walled. Also, the cylinder should be long in thetransverse direction to the crack so that edge effects do not influence.
Ref.: [L4].

78
b) Complete circumferential internal surface crack
Lr is given by
u.(sm
AC
rj
• (
A
abgY
sbg)(L34)
where the parameters sm, sm, sbg anu sbg are obtained by solving the equation system
sm ^ nP an-0n t n
22t-a
<TY n tsin/? (L35)
nsbg ~ abgSm ~ 0
= sm for shry -
= sb forsm^Q
See Fig. Gi l . om and a ^ are the membrane and global bending stress components,respectively. am defines the axisymmetrical stress state a according to
a = a(u) = an (L36)
o is to be taken normal to the prospective crack plane in an uncracked cylinder. am isdetermined by fitting a to Eq. (L36). The coordinate u is defined in Fig. G i l .
Remarks: The cylinder should be thin-walled. Also, the cylinder should be long in thetransverse direction to the crack so that edge effects do not influence.
Ref.: [L4].

79
c) Part circumferential external surface crack
Lr is given by
4 =u.(sm r
•i•i
Jbg)
'sbg)2
(L37)
where the parameters sm, sm, sbf, ana A^ are obtained by solving the equation system
oY n t nsbg 4 2 a .
= — s i n p - sin aGY n % t
6 =I (L38)
i+0
a- \n-pife<iz~p
\fO>n-p'Gmsbg ~ Gbgsm ~ 0
_ r\
Shn = for sm =
See Fig. G12. om and obg are the membrane and global bending stress components,respectively. am defines the axisymmetrical stress state a according to
a = a(u) = Gn forO<u<t. (L39)
a is to be taken normal to the prospective crack plane in an uncracked cylinder. am isdetermined by fitting a to Eq. (L39). The coordinate u is defined in Fig. G12.
Remarks: The cylinder should be thin-walled. Also, the cylinder should be long in thetransverse direction to the crack so that edge effects do not influence.
Ref.: [L4].

80
d) Complete circumferential external surface crack
Lr is given by
Z , =
It)'r ' sbg
JJ
(L40)
where the parameters sm, sm, sbg anu sbg are obtained by solving the equation system
m . ~P an-fi= i — / — —
s
2 It-a
n
t n
sin/3 (L41)
amsbg ~ GbgSm
sm ~ sm
Sbg ~ sbg
for sbg - 0
fors =0
See Fig. G13. am and Gbg are the membrane and global bending stress components,respectively. <jm defines the axisymmetrical stress state a according to
forO<w<f. (L42)
a is to be taken normal to the prospective crack plane in an uncracked cylinder. am isdetermined by fitting a to Eq. (L42). The coordinate u is defined in Fig. G13.
Remarks: The cylinder should be thin-walled. Also, the cylinder should be long in thetransverse direction to the crack so that edge effects do not influence.
Ref.: [L4].

81
e) Through-thickness crack
Lr is given by
Lr =
<yn
\ 2
(L43)
where the parameters sm, sm, sbg anu sbg are obtained by solving the equation system
sm (3 9— = 1 - 2 — - -aY n nsbg 4 2— = — sin/?- — sin#Cy 71 71
9 = (L44)
for sbg = 0
See Fig. G14. am and Gt>g are the membrane and global bending stress components,respectively. om defines the axisymmetrical stress state a according to
a = a{u) = an for 0 < u < t. (L45)
a is to be taken normal to the prospective crack plane in an uncracked cylinder. om isdetermined by fitting a to Eq. (L45). The coordinate u is defined in Fig. G14.
Remarks: The cylinder should be thin-walled. Also, the cylinder should be long in thetransverse direction to the crack so that edge effects do not influence.
Ref.: [L4].

82
4. Cracks in a sphere
Lr is given
Lr
where
3
a)
by
Oy
I
Through-thickness crack
l + Vl + 8a/cos#)2
2(L46)
(L47)
(L48,
See Fig. G15. am is the membrane stress components. am defines the axisymmetricalstress state a according to
a = a(u) = crm fovO<u<t. (L49)
a is to be taken normal to the prospective crack plane in an uncracked sphere. am isdetermined by fitting a to Eq. (L49). The coordinate u is defined in Fig. G15.
Remarks: The sphere should be thin-walled.
Ref.: [L5].

83
References
[LI] SATTARI-FAR, I., "Finite element analysis of limit loads for surface cracks inplates." The International Journal of Pressure Vessels and Piping. Vol. 57, pp.237-243, 1994.
[L2] WILLOUGHBY, A. A. and T. G. DAVEY, "Plastic collapse in part-wall flawsin plates." ASTM STP 1020. American Society for Testing and Materials,Philadelphia, U.S.A., pp. 390-409, 1989.
[L3] KIEFNER, J. F. MAXEY, W. A., EffiER, R. J. and A. R. DUFFY, "Failurestress levels of flaws in pressurized cylinders." ASTM STP 536. AmericanSociety for Testing and Materials, Philadelphia, U.S.A., pp. 461-481, 1973.
[L4] DELFIN, P., "Limit load solutions for cylinders with circumferential crackssubjected to tension and bending." SAQ/FoU-Report 96/05, SAQ Kontroll AB,Stockholm, Sweden, 1996.
[L5] BURDEKIN, F. M. and T. E. TAYLOR, "Fracture in spherical vessels." Journalof Mechanical Engineering and Science. Vol. 11, pp. 486-497, 1969.

84
Appendix M. Material data for nuclear applications
In order to perform fracture mechanics assessments according to this handbookknowledge about yield strength ay, ultimate tensile strength O/y and critical stressintensity factor Kcr is needed. In addition, crack growth calculations require knowledgeabout the growth rate per load cycle or per time unit for fatigue cracking and stresscorrosion cracking, respectively. All material data should preferably be determined bytesting of the material of the considered component in the environment and at thetemperature for which the fracture assessment is to be performed. Below, somerecommendations are given for steels common in nuclear applications. The data isintended for use in cases when test data for the actual materials are lacking. In manycases the data given below are conservative estimates.
1. Yield strength, ultimate tensile strength
For many steels used in nuclear applications information about minimum levels of o"yand <5{j as functions of the temperature can be found in ASME Sect. EH, Appendices. Forother materials minimum levels are in general specified by the respective manufacturer.In cases where higher values than the minimum specified can be verified, actual datamay be used. In some cases, as for fracture assessments according to ASME Sect. XI,Appendix C, only minimum yield stress data are allowed.
2. Fracture toughness
In cases when the fracture toughness could not be directly determined, Jic-dataconverted according to Eq. (3), Chapter 2.5 has been used. In this case an elasticmodulus of 180000 MPa for stainless steels at 288 °C has been used and 195000 MPafor ferritic materials on the upper shelf region. Poisson's ratio has been set to 0.3 in allcases except for nickel base alloys.
a) Ferritic steel, pressure vessels
For the materials SA-533 Grade B Class 1, SA-508 Class 2 and SA-508 Class 3 thefracture toughness K\a (conservative fracture toughness value at crack arrest) is given asa function of the difference between actual temperature T and the nil ductility transitiontemperature RTMDT
m ASME Sect. XI, Appendix A, Fig. A-4200-1. For temperaturesabove the transition region higher values than 220 MPaVm are usually not assumed.This so called upper-shelf level is assumed to be reached for temperatures 102 °C aboveRTNDT. Note that neutron irradiation can decrease this level and also increase RT^DX-Fig. A-4200-1 corresponds to the analytic expression (Tin °C)
KYa = 29.43 + 1.355exp[0.0261(7- RTNDT) + 2.32] MPaVm. (Ml)

85
b) Ferritic steel, pipes
The following data are taken from [Ml]. They can be used in the absence of heatspecific data. They are also referenced by ASME Sect. XI, Appendix H and are intendedfor the following material categories:
Category 1: Seamless or welded carbon steel piping with a minimum yield strengthlower than or equal to 276 MPa (base material) and welds with electrodesof type E7015, E7016 or E7018 (basic electrodes with a yield strength ofthe order of 500 MPa, Charpy-V toughness 27 J at -29 °C and weldable inall welding positions).
Category 2: All other welded ferritic piping with shielded metal arc welds (SMAW) orsubmerged arc welds (SAW) with a minimum ultimate tensile strengthlower than or equal to 552 MPa.
The table below differentiates between temperatures above or below the upper-shelfregion. In addition, in [Ml] it is distinguished between circumferential and axial cracks.The fracture properties are often worse for cracks orientated along the texture direction(axial cracks) than for cracks orientated across the texture direction (circumferentialcracks). In the absence of heat specific data, the upper shelf temperature for class 1ferritic piping steels can be taken as 93 °C.
Materialcategory
1122
1,21,2
Temperatureinterval
T > upper shelfT < upper shelfT> upper shelf
T < upper shelf
T > upper shelfT < upper shelf
Crackorientation
CircumferentialCircumferentialCircumferential
CircumferentialAxialAxial
Jlc (kJ/m2)
1057.961.3
7.9
52.57.9
Kcr (MPaVm)
15042
11542
10642
Table Ml. Fracture toughness data for carbon steel base metalsand weldments, Ref. [Ml].
c) Austenitic stainless steel, pipes
The following data are mainly taken from [M2]. The materials are base material of type304 or 316 and shielded metal arc welds (SMAW) or submerged arc welds (SAW). ForSAW, data are also taken from tests from the database [M3]. Together with [M2] thevalue of Jic for SAW at 288 °C in Table M2 is a mean between 8 different tests. Themean value for the corresponding fracture toughness of 122 MPaVm for SAW has astandard deviation of 21.5 MPaVm. For SMAW, data are more scarce. Some data can befound in [M2], [M4] and [M5]. In general the fracture toughness data for SMAW arebetter than for SAW.

86
Material typeBase material
SMAW
SMAWSAW
SAW
Temperature288 °C
20 °C288 °C
20 °C
288 °C
Jlc (kJ/m2)>620259
168
9976
Kcr (MPaVm)
>350
239182
148122
Table M2. Fracture toughness data for austenitic stainless steel,Refs. [M2] and [M3].
The heat affected zone (HAZ) often shows better properties than the weld materialaccording to Ref. [M2]. Fracture toughness data for TIG-welds at 288 °C are onlyslightly below those of the base material.
It should be noted that for these kind of materials, the ./-resistance curve is often so steepthat it does not always intersect the blunting line so that a valid J\c can be determinedaccording to ASTM E-813, see Ref. [M2]. According to [M2], at 2 mm of stable crackgrowth, the J-resistance values are 385 and 206 kJ/m2 at 288 °C for SMAW and SAW,respectively.
Stainless steel materials are embrittled when subjected to a sufficiently high neutronirradiation. J-resistance curves for irradiated stainless steels can be found e. g. in [M6]and [M7].
d) Cast stainless steel
Cast stainless steels are normally ductile and have a fracture toughness of the same levelas the stainless steel base material in Table M2. However, cast duplex stainless steelsare subjected to thermal ageing which causes an embrittlement of the ferritic phase. Thedegree of embrittlement is determined mainly by the ferrite content, ageing time andexposure temperature. For a ferrite content of less than 10%, the risk of embrittlementshould be small for components aged at about 300 °C. A lower bound value for J\c of100 kJ/m2 has been measured for highly embrittled materials. A model to estimate J-resistance curves from knowledge of the impact energy is given in [M8]. Fracturetoughness data are also reported in [M9], [M10] and [Mil]. One of many literaturesurveys can be found in [Ml2].
e) Stainless steel cladding
Many ferritic pressure vessels and piping used for nuclear applications are cladded witha stainless steel layer. Fracture properties for these materials are scarce. J-resistancecurves for three-wire series-arc weld overlay cladding with combinations of type 304,308 and 309 stainless steel are reported in [M13]. Unirradiated fracture toughness data(mean values of three tests) are given in Table M3. Fracture toughness data for claddingare also reported in [M14] at 60 °C which is of the same order as those in [M13]. In[M13], the influence from neutron irradiation on the fracture toughness properties of thecladding is also quantified. At 2 mm of stable crack growth, a J-resistance value of 450kJ/m2 at 120 °C is reported in [M13] in the unirradiated condition, which also agreeswell with [M14] at 60 °C.

87
Temperature
20 °C
120 °C288 °C
Jlc (kJ/m2)
15713275
Kcr (MPaVra)
186
167122
Table M3. Fracture toughness data for unirradiated stainlesssteel cladding, Ref. [Ml3].
f) Nickel base alloys
Very few fracture toughness data for nickel base alloys are found in the literature. Alloy600 is normally very ductile and should have a fracture toughness of the same level asthe stainless steel base material in Table M2. For the weld material Alloy 182, roomtemperature data are published in [M15] and [M16]. In [M17] data at 285 °C is alsoreported. Table M4 summarizes the results. It should be noted that formally thethickness requirement according to ASTM E-813 was not able to fulfil in the testing in[M16] and [M17]. The values of J\c have been determined as the value of the J-integralat which the size requirements are barely fulfilled. This will be a lower bound of J\c .The ductility is very good for larger amounts of stable crack growth. According to[M17], at 2 mm of stable crack growth, the J-resistance value for Alloy 182 amounts to860 kJ/m2 at 285 °C.
Temperature
20 °C285 °C
J\c (kJ/m2)
180200
Kcr (MPaVm)
200205
Table M4. Fracture toughness data for Alloy 182, Refs. [M16]and [M17].
3. Crack growth data, fatigue
Fatigue crack growth data for nuclear applications according to the 1995 edition ofASME Sect. XI are presented below. Data for other materials and environments can befound in Ref. [Ml8].
Generally the fatigue crack growth rate is written as
-?- = C(AKl)n mm/cycle,
dN(M2)
where C and n are constants, and AK\ is the range of applied stress intensity factorduring the load cycle, i.e.
(M3)
Beside the environment, C, and n may also depend on the so-called i?-value defined as

88
R =p^
(M4)
Both R and A£j may be corrected with respect to a compressive phase during a loadcycle. Below K\ is input in MPaVm which according to Eq. M2 gives the growth rate inmm/cycle as output.
a) Ferritic steel, pressure vessels
Fatigue crack growth data for the materials SA-533 Grade B Class 1, SA-508 Class 2and SA-508 Class 3 can be found in ASME Sect. XI, Article A-4000 for cracks both inair and reactor water environment.
Values of C, n and AXi are given in Table M5 for air environment.
R
R<-2
-2<R<0
R>0
n
3.07
3.073.07
C(mm/(MPaVm)K)
3.785-10"9
3.785-10"9
9.734-10-8(2.88-i?)-307
AKt (MPaVm)
(l-R)Kjmax
3
finax r minA T - A T •
Table M5. Crack growth data for fatigue of ferritic steel in airenvironment.
For reactor water environment, R is not allowed to fall below 0. AK\ is entitled low orhigh depending on if AKj falls below or exceeds the parameter K defined in Table M6.Values of C, n are given in Table M7.
R K (MPaVm)
0<i?<0.25 19.49
0.25 <R<0.65( 3.757? + 0.06
1 9 4 9 26.9*-5.725
0.65 < R < 1 13.23
Table M6. Definition of parameter K.

89
Low ATSTi-values — AK\ < K
R
0<£<0 .250.25 < R < 0.65
0.65 <R< 1.0
5.95
5.955.95
C (mm/(MPaVm)«)
1.479-10"11
1.479-10-]1(26.9i?-5.725)1.739-10"10
High AXi-values — AAi > KR
0<R< 0.25
0.25 <R<0.650.65 <R< 1.0
«
1.951.95
1.95
C(mm/(MPaA/m)w)
2.135-10"6
2.135-10"6(3.75i? + 0.06)
5.337-10"6
Table M7. Crack growth data for fatigue of ferritic steel inreactor water environment.
The fatigue crack growth rate for reactor water environment is not allowed to fall belowthe one for air environment.
b) Austenitic stainless steel
Fatigue crack growth data for austenitic stainless steel including welds and castings inair environment are given in ASME Sect. XI, Article C-3000. n and C are definedaccording to
n = 3.3, (M5)
C = i8.6ie-10-9-984+L33710"3r-3-34410"67'2+5-949-10"97'3 mm/(MPaVm)«, (M6)
where T is the temperature in °C and Q a scaling parameter which takes influence of thej?-ratio into account. Q is defined in Table M8.
R
R<0
0<R< 0.790.79 < R < 1
Qi
1 + 1.8i?
-43.35 + 57.97/?
Table M8. Parameter Q.
For austenitic stainless steel in reactor water environment, data can be found in Ref.[M18].
4. Crack growth data, stress corrosion
Recommended upper bound stress corrosion crack growth data for different materialsand environments can be found in Ref. [Ml9]. These are intended for use in Swedishnuclear power plants when more specific data are not available. Further data can befound in Ref. [M20] which contains a survey of stress corrosion crack growth rates indifferent materials in BWR environments.

90
References
[Ml] NORRIS, D. M., "Evaluation of flaws in ferritic piping." Final Report EPRINP-6045, EPRI Research Institute, U.S.A., 1988.
[M2] LANDES, J. D. and D. E. McCABE. "Toughness of austenitic stainless steelpipe welds." Topical Report EPRI NP-4768, EPRI Research Institute, U.S.A.,1986.
[M3] WILKOWSKI, G., "Database CIRCUMCK.WK1, Version 2.2. Database ofcircumferentially cracked pipe fracture experiments." BATTELLE, Columbus,U.S.A., 1995.
[M4] MILLS, J. W., "Fracture toughness of stainless steel welds." ASTM STP 969,ASTM, Philadelphia, U.S.A., pp. 330-355, 1988.
[M5] GUDAS, J., P. and D. R. ANDERSON., "J-R characteristics of piping materialand welds." NUREG/CP0024, USNRC, Washington, DC, U.S.A.,1982.
[M6] MILLS, J. W., "Fracture toughness of irradiated stainless steel alloys." NuclearTechnology. Vol. 82, pp. 290-303, 1988.
[M7] VALO, M., "Fracture toughness and tensile properties of irradiated austeniticstainless steel components removed from service." VTT-Report Dno REA 35/91,VTT, Finland, 1993.
[M8] CHOPRA, O. K. and W. J. SHACK, "Assessment of thermal embrittlement ofcast stainless steels." NUREG/CR-6177, USNRC, Washington D.C., U.S.A.,1994.
[M9] McDONALD, P. and J. W. SHECKHERD, "Fracture toughness characterizationof thermally embrittled cast duplex stainless steel." EPRI NP-5439, EPRIResearch Institute, U.S.A.,1987.
[M10] FflSER, L., "Tensile and J^-curve characterization of thermally aged caststainless steels." NUREG/CR-5024, USNRC, Washington D.C., U.S.A., 1988.
[Mil] JANSSON, C , "Degradation of cast stainless steel elbows after 15 years inservice." International symposium on the contribution of materials investigationto the resolution of problems encountered in PWR plants. SFEN, Fontevraud n,France, 1990.
[M12] NORRING, K., "Degradation of cast stainless steels - a literature survey." SKIRapport 95:66 (in Swedish), Swedish Nuclear Power Inspectorate, Stockholm,Sweden, 1995.
[M13] HAGGAG, F. M., CORWIN, W. R. and R. K. NANSTAD, "Effects ofirradiation on the fracture properties of stainless steel weld overlay cladding.",Post-SMIRT Conference No 2, Monterey, U.S.A, 1989.
[M14] SATTARI-FAR, I , "Constraint effects on ductile crack growth in claddedcomponents subjected to uniaxial loading." Fatigue & Fracture of EngineeringMaterials & Structures. Vol. 18, No. 10, pp. 1051-1069, 1995.

91
[M15] YOSHIDA, K., KOJIMA, M., HDA, M. and I. TAKAHASHI, "Fracturetoughness of weld metals in steel piping for nuclear power plants." TheInternational Journal of Pressure Vessels and Piping. Vol. 43, pp. 273-284,1990.
[M16] BERGENLID, U., "Fracture toughness of Alloy 182 at room temperature."Report No. M-91/29 (in Swedish), Studsvik AB, Studsvik, Sweden, 1991.
[M17] BERGENLID, U., "Fracture toughness of Alloy 182 at 285 °C." Report No. M-91/95 (in Swedish), Studsvik AB, Studsvik, Sweden, 1991.
[Ml8] JANSSON, C. and U. MORIN, "Fatigue growth in reactor material." MD-02 (inSwedish), Vattenfall Energisystem, Stockholm, Sweden, 1995.
[Ml9] The Swedish Nuclear Power Inspectorate's Regulations Concerning StructuralComponents in Nuclear Installations. SKIFS 1994:1, Swedish NuclearInspectorate, Stockholm, Sweden, 1994.
[M20] U. MORIN and C, JANSSON, "Stress corrosion growth in BWR environment."MD-01 Rev. 2 (in Swedish), Sydkraft Konsult, Malmo, Sweden, 1996.

92
Appendix S. Safety factors for nuclear applications
For the choice of safety factors SF^ and SFi, the objective has been to retain the safetymargins expressed in ASME, Sect, m and XI. The value of SFL during normal and upsetconditions originates from the ASME code requirement that the primary generalmembrane stress Pm < Sm and the flow stress oy, at which net section plastic collapse isassumed to occur, can be estimated to 2.4Sm and 3.0Sm for ferritic and austeniticmaterials, respectively. Sm is defined in section 2.10 in the main document. iSF^is thesafety factor on Kcr and corresponds to the safety factor SFj on J\c. They are relatedthrough SF% = VSF/. More information about the development of these safety factorscan be found in Ref. [SI]. Tables SI to S3 show the safety factors aimed for ferriticsteel components, austenitic piping and ferritic piping, respectively. For austeniticcomponents other than pipes we recommend the same safety factors as for an axial crackin an austenitic piping.
Type of load event
Normal/UpsetEmergency/Faulted
SFK
' A/IO
A/2
SFL
2.4W
1.2(1) May be divided by 1.5 if the only primary stress is a local membrane
stress PL.
Table SI. Safety factors for ferritic steel components other than pipes.
Type of load event
Normal/UpsetEmergency /Faulted
Circumferential crackSFK
\/ioA/2
SFL
2.77W1.39
Axial crackSFK
\/l0
A/2
SFL
3.0W1.5
(1) May be divided by 1.5 if the only primary stress is a local membrane stress PL.
Table S2. Safety factors for austenitic piping.
Type of load eventNormal/Upset
Emergency/Faulted
Circumferential crackSFK
\/l0
A/2
SFL
2.22W1.11
Axial crackSFK
A/IO
A/2
SFL
2.4<1>1.2
(1) May be divided by 1.5 if the only primary stress is a local membrane stress PL.
Table S3. Safety factors for ferritic piping.
References
[SI] BRICKSTAD, B. and M. BERGMAN, "Development of safety factors to beused for evaluation of cracked nuclear components." SAQ/FoU-Report 96/07,SAQ Kontroll AB, Stockholm, Sweden, 1996.

93
Appendix B. Background
This appendix gives the background to the current revision of the handbook and itsaccompanying PC-program SACC [Bl]. The objectives have been to remove some ofthe unnecessary conservatism that existed in the previous edition, to update thehandbook with respect to recent research and code requirements and finally to make thenew edition of the handbook and PC-program even more user-friendly. We willcontinue this work and as better knowledge and solutions become available, or specificuser demands are expressed new editions of the handbook and PC-program will bereleased. Some of the planned future work is also described below.
1. Assessment method
The method utilized in this handbook is based on the R6-method developed at NuclearElectric pic. [B2]. The third revision of the R6-metod contains three different optionsfor determination of the safe region in the failure assessment diagram. The option 1 is ageneral non-material specific failure assessment diagram intended to use as a firstapproach. If a more accurate failure assessment diagram is needed either option 2 can beused where the failure assessment curve is derived from the materials stress-strain curve,or option 3 where the failure assessment curve is based on complete numerical ./-integralcalculations for different levels of primary load. In addition, the R6-method containsthree different types of analysis, categories, depending on how stable crack growth shallbe considered. For category 1 no stable crack growth is allowed while for category 2 and3 some amount of ductile tearing can be accounted for in the assessment.
In order to make the procedure safe and easy to use, the procedure has been restricted tothe option 1 and category 1 type of the R6-method. The option 1 type is however, notintended for materials with a discontinuous yield point, such as some carbon-manganesesteels at low temperatures. For such materials, the failure assessment curve exhibits asharp drop for Lr close to 1.0. In the procedure this has been handled ratherconservatively by restricting Lr to 1.0. This should be considered as a compromise whenapplying option 1 to a problem that is actually much better described by the option 2failure assessment curve. However, for nuclear applications the restriction is not severebut in a future release of the handbook the option 2 type failure assessment curve oughtto be included as an alternative to the option 1 type.
Ductile materials, e.g. stainless steel base and weld material, normally show asignificant raise of the /-resistance curve after initiation. Setting fracture equal toinitiation without any account for possible stable crack growth, as in the category 1 typeanalysis, is rather strict especially if an adequate safety margin is used against fracture.A drawback caused by this is that deformation controlled stresses such as thermaltransient and weld residual stresses receive a much to large influence on the fractureassessment since these are not likely to cause unstable crack growth in ductile materials.Therefore, in the next release of the handbook we plan to include a method similar tothe category 2 type analysis where stable crack growth is accounted for. The amount ofductile tearing Aa must be limited to values where J still is likely to characterize thecrack-tip conditions.
2. Secondary stresses
The interaction between secondary and primary stresses on J is in the R6-methodhandled by the p-factor. See Chapter 2.9. p is derived by Ainsworth and in this editionhis original work has been used to derive p [B3]. This reduces some of the conservatismin the previous edition of the handbook for low and moderate Z,r-values. Compare Fig. 2in the previous and this edition if the handbook. However, p is still restricted to non-negative values. At SAQ research work is currently in progress on secondary stresses,

94
i.e. how weld residual stresses contribute to the fracture risk. A possible outcome of thiswork is that negative p-values can be accounted for or that the secondary stresses aregiven a less weight in the safety assessment.
The R6-method prescribes that the elastic stress state is to be used when calculating thestress intensity factor for secondary stresses, K{. For high secondary stresses, such asmay be induced by thermal transients, the actual J-value is overestimated due to plasticrelaxation. The problem is further discussed in Ref. [B4]. In the computer programSACC a modified version of the method suggested by Budden [B5] has been built in.The secondary stress intensity factor used to determine Kr according to Eq. (9) is thencalculated by
Kj = msxijK^fyia), jKx{a)K2{a)\ (Bl)
where K\ and K2 are stress intensity factors calculated for the elastic and elastic-plasticstress state, respectively. The maximum value of the geometric mean of K\ and Kicalculated for the actual crack size of interest a, and the actual crack size with a plasticzone correction according to Irwin
( B 2 )
is to replace K{ in Eq. (9). P is set to 1 for plane stress and to 3 for plane strain. Incomp-arison to Ref. [B5], the elastic stress response to the elastic-plastic strain state has beenreplaced by the elastic stress state. This makes the method somewhat more easy to useand since the load is strain controlled the two stress states should be close to each other.Eq. (Bl) is to be considered as an estimate of an effective secondary stress intensityfactor that approximates J for high secondary stresses. Numerical evidence exists thatthe method works well, see Refs. [B4], [B6] and [B7]. Some minor non-conservatismmay exist, partly depending on how stresses are categorised as primary or secondary.However, since the method here is used for safety assessment where a safety margin ofthe order of 1.4 to 3.2 is used against initiation, this is can be neglected.
3. Safety assessment
The previous edition of the handbook contained a safety assessment system based onpartial coefficients. The nominal values of fracture toughness and yield strength werereplaced with design quantities according to
J K-cr
Kcr = r~, (B3)Ym
^ = - 7 , (B4)Ym
where y 'm and y m are so-called partial coefficients. The assessment was then performedwith the design quantities instead of the nominal values. The size of the partialcoefficients was chosen to give the same overall safety margins against fractureinitiation and plastic collapse as applied in ASME Sect. XI and HI. For normal and upsetconditions, typical values of y'^ and y^ were VlO and 1.5, respectively.

95
In the failure assessment diagram y and y move the assessment point (Lr, Kr) to theright with a factor y and upwards with a factor y . Since the failure assessment curvedrops for higher ^-values a non-uniform safety margin to fracture initiation is obtaineddepending on the value of Lr. This can be further quantified by looking at the criterionfor fracture initiation based on the J-integral [B8].
J=Jic- (B5)
The R6 option 1 type failure assessment curve gives the following expressions for J and
(lv)K? 1J = - ' l
T, (B6)
where
Jlc=- - Z ^ L , (B7)
fR6 =(1-0.141? )[0.3 +0.7 exp(-0.65lJ)]. (B8)
With the partial coefficients y and y applied, the criterion becomes
J=Jacc, (B9)
where, with the same definition of Jas above,
r•J nrr ~
kmfE [fR6(Lr)-Pf
The safety margin against fracture initiation is then given by
The result is shown in Fig. Bl for the case y'^ = VlO, yJm = 1.5 and p = 0. For low-
values of Lr, the desired safety margin becomes 10 to ./-controlled initiation as inaccordance with the flaw assessment procedure in ASME Sect. XI, App. A. But for Lr-values exceeding 0.6, the margin increases dramatically with a maximum peak of about90.

96
SF
1 AAlUU
9 0 -
8 0 -
7 0 -
6 0 -
5 0 -
4 0 -
3 0 -
2 0 -
r\U
>
/
/
/y
/x/ Nf
0 0.2 0.4 0.6 0.8
Lr
Fig. B1. Increase of safety margin for initiation due to shape ofR6 option 1 type failure assessment curve.
The above behaviour seemed much too conservative in comparison to the flawassessment procedure in ASME Sect. XI, App. A. The presented example correspondsto a maximum safety factor of about 9.5 instead of 3.16 as in ASME Sect. XI, App. A.For that reason a new safety assessment procedure was developed as described in Ref.[B8] and presented in Chapter 2.11. The new safety assessment procedure gives auniform safety margin to fracture initiation.
As pointed out in Ref. [B8], we still believe a safety assessment procedure based onpartial coefficients to be a more preferable one as long as the partial coefficients reflectthe actual scatter of each input quantity. In the previous safety assessment procedure, theoverall safety margins were taken from ASME Sect. XI and IH and basically onlyapplied to a few input quantities, here the material properties. Since the overall marginsare quite large the uncertainty of the material properties were exaggerated which gavethe effect shown above. To resolve this, a project has been started at SAQ to develop aprobabilistic safety assessment procedure to be included in a future release of thehandbook. One outcome of this work may be a procedure based on several interactingpartial coefficients for defect size, loads, material properties etc. where the value of eachpartial coefficient is a function of the uncertainty of its corresponding input quantity.
4. Weld residual stresses
Appendix R contains guidelines on weld residual stresses. The appendix has beenrevised and for instance new recommendations for residual stresses for butt weldedpipes based on numerical calculations [B9] have been included. Currently there is a lotof activity in this field and in the next release of the handbook we hope to includeinformation on bi-metallic butt welds in pipes and nozzle attachment welds.

97
5. Stress intensity factor and limit load solutions
Appendix K and L containing stress intensity factor and limit load solutions have beenextensively revised. The objective has been to improve the accuracy of the solutions.
For finite surface cracks in plates, finite axial surface cracks in cylinders and partcircumferential surface cracks in cylinders, stress intensity factor solutions for apolynomial stress distribution through the thickness of the order of 5 or 3 have beenincluded. This improve the accuracy for non-linear stress distributions which may arisefor thermal gradients and residual stresses. Also, new limit load solutions are introducedbased on numerical calculations and analytical work, see Ref. [BIO] and [Bll]. Theseremove some of the conservatism connected to the previous solutions.
For infinite surface cracks in plates, infinite axial surface cracks in cylinders andcomplete circumferential surface cracks in cylinders, stress intensity factor solutionsbased on weight function technique have been included. By integration, K\ can bedetermined for an arbitrary stress distribution.
We are aware that the stress intensity factor solutions for through-thickness cracks arenot up to date. These are based on classical shell theory and in comparison to recentresults from solid finite element analysis work not very accurate. In the next edition ofthe handbook the current solutions will be replaced by improved ones currently beingderived at SAQ.
The corner crack geometries included in the previous edition of the handbook have beenomitted. The reason for this was that especially the limit load solutions were tooinaccurate and gave unrealistic results in the assessment. Such geometries are probablytoo complex to be handled well by simple engineering methods and may require a moredetailed analysis, e.g. finite element analysis. We will look further into this.
6. Fit of stress distribution for stress intensity factor calculation
As mentioned above, this edition of the handbook contains stress intensity factorsolutions for a polynomial stress distribution through the thickness of the order of up to5. A problem then arises how the actual stress distribution is fitted to a polynomial toestimate K\ as well as possible. Depending on type of situation, the followingalternatives are suggested:
a) For a smooth continuous stress distribution, the actual stress distribution over theextension of the crack is least-square fitted to a polynomial with an order within therange available. The order of the polynomial that gives the agreement with the actualstress is chosen.
b) For a discontinuous stress distribution such as may arise if dissimilar materialsthrough the thickness are present, an accurate least-square polynomial fit may not bepossible since the order of the polynomial is restricted. Instead a linearization isrecommended where the linear stress distribution is given the same resulting normalforce and moment as the actual stress distribution over the extension of the crack.
The PC-program SACC assists the user to select the best alternative. The programdisplays a graph where the actual and fitted stress distribution are shown. By testingdifferent alternatives and looking at the outcome on the graph the user can find outwhich alternative to select. When in doubt the fitting procedure that gives the mostconservative result in the assessment should be used.

98
7. SACC
The procedure described in this handbook including calculation of crack growth due tofatigue and stress corrosion has been implemented in a modern Windows based PC-program called SACC [Bl]. Besides this, SACC contains options for assessment ofcracks according to the 1995 edition of the ASME Boiler and Pressure Vessel Code,Section XI. Appendices A, C and H for assessment of cracks in ferritic pressure vessels,austenitic piping and ferritic piping, respectively.
SACC is entirely written in Microsoft VisualBasic and can run under all MicrosoftWindows operating systems, i.e. Windows 3.x, Windows NT and Windows 95. Get incontact with SAQ Kontroll AB for more information..
References
[Bl] BERGMAN, M, "User's manual SACC Version 4.0." SAQ/FoU-Report 96/09,SAQ Kontroll AB, Stockholm, Sweden, 1996.
[B2] MILNE, I., AINSWORTH, R. A., DOWLING, A. R. and A. T. STEWART,"Assessment of the integrity of structures containing defects." The InternationalJournal of Pressure Vessels and Piping. Vol. 32, pp. 3-104, 1988.
[B3] AINSWORTH, R. A., "The treatment of thermal and residual stresses in fractureassessments." Engineering Fracture Mechanics. Vol. 24, pp. 65-76, 1986.
[B4] BERGMAN, M., "Fracture mechanics analysis for secondary stresses - Part 1."SA/FoU-Report 94/03 (in Swedish), SAQ Kontroll AB, Stockholm, Sweden,1996.
[B5] BUDDEN, P., "Fracture assessments of combined thermal and mechanical loadsusing uncracked body stress analysis." CEGB Report RD/B/6158/R89, CentralElectricity Generating Board, Berkley, U.K., 1989.
[B6] SATTARI-FAR, L, "Constraint effects on behaviour of surface cracks in claddedreactor pressure vessels subjected to PTS transient." The InternationalJournal ofPressure Vessels and Piping. Vol. 67, pp. 185-197, 1986.
[B7] HALLBACK, N. and F. NILSSON, "Fracture assessments for secondary loads."Fatigue & Fracture of Engineering Materials and Structures. Vol. 15, No. 2, pp.173-186, 1992.
[B8] BRICKSTAD, B. and M. BERGMAN, "Development of safety factors to beused for evaluation of cracked nuclear components." SAQ/FoU-Report 96/07,SAQ Kontroll AB, Stockholm, Sweden, 1996.
[B9] BRICKSTAD, B. and L. JOSEFSON, "A parametric study of residual stresses inmultipass butt-welded stainless steel pipes." SAQ/FoU-Report 96/01, SAQKontroll AB, Stockholm, Sweden, 1996.
[B10] SATTARI-FAR, I., "Finite element analysis of limit loads for surface cracks inplates." The International Journal of Pressure Vessels and Piping. Vol. 57, pp.237-243,1994.
[Bll] DELFIN, P., "Limit load solutions for cylinders with circumferential crackssubjected to tension and bending." SAQ/FoU-Report 96/05, SAQ Kontroll AB,Stockholm, Sweden, 1996.

99
Appendix X. Example problem
A defect has been discovered in a plate, see Fig XL The plate is assumed to be acomponent in a nuclear power plant and made of a ferritic steel. The material has thefollowing measured properties at 20 and 150 °C.
Klc(l50 °C) = 150 MPaVm,
^>o.2(2O °C) = 300 MPa, 1
Rm(20 °C) = 490 MPa, 1
The plate is loaded by a tensile load due to dead weight and a thermal gradient. A stressanalysis reveal that the nominal stress is 100 MPa due to dead weight and that thethermal gradient affects the plate with a bending stress of 180 MPa. The bending stressis tensile on the cracked side of the plate. The stresses act perpendicularly to the crackplane.
Perform a defect assessment to decide whether the crack can be accepted or not if theload event is categorised as normal. For reasons of simplicity, the temperature can beconsidered as constant and equal to 150 °C in the assessment.
Fig. XI. Plate with a defect (unit mm).
1. Solution
The defect assessment is performed according to the procedure described in Chapter 2of this handbook. A comparison is also done of the result on the same problem wherethe procedure according to the previous edition of the handbook [XI] has been used.
1) Characterization of defect
According to Appendix A, the defect is characterized as a semi-elliptical surface crackwith depth a - 9 mm and length / = 36 mm.

100
2) Choice of geometry
A plate with a finite surface crack is selected, see Fig. Gl. The thickness of the plate is40 mm.
3) Determination of the stress state
The primary stress state consists of a membrane stress a^ = 100 MPa due to deadweight, and the secondary stress state of a bending stress a£ = 180 MPa due to thethermal gradient.
4) Determination of material data
According to Chapter 2.5 the yield strength Cy, the ultimate tensile strength Cu and thecritical stress intensity factor Kcr must be determined. This is done by putting ay = i?po.2>
=Rm and Kcr = K\c. Thus
KCf(150 °C) = 150 MPaVm,
ay(20 °C) = 300 MPa, oy( 150 °C) = 280 MPa,
°C) = 490 MPa, GfX150 °C) = 490 MPa.
5) Calculation of possible slow crack growth
No crack growth mechanisms need to be considered in this case.
6) Calculation of Kf and K{
The stress intensity factors K[ and K( are calculated according to Appendix K, Eqs.(Kl) and (K2). The primary and secondary stress are expressed according to Eq. (K2).
GP =100 = a£,
o$ =180| 1 -—| = 180-360- = 180-360- - = 180-81- = <7o + of- .\ t ) t at a u l a
Hence OQ = 100 MPa, OQ = 180 MPa and of = -81 MPa. All other stress componentsare zero. With alt = 9/40 = 0.225 and I/a = 36/9 = 4, linear interpolation in Tables Kland K2 gives the required geometry functions.
/ o A = 0.896,
ff =0.573,
/oB =0.738,
/!B =0.123.

101
K[ and Kf at the deepest point of the crack (point A) become
K[A = V7ta(o"£/0A) = 15.07 MPaVm,
jn • 0.009 (180-0.896 - 81-0.573) = 19.31 MPaVm.
K[ and K{ at the intersection of the crack with the free surface (point B) become
K[B = Jna (0"£/oB) = 12.41 MPaVm,
71 • 0.009 (180 • 0.738 - 81 • 0.123) = 20.66 MPaVm.
7) Calculation of Lr
Lr is calculated according to Appendix L, Eqs. (LI) - (L3). Eq. (L3) gives
40(36 + 2-40)= °'°698'
Since the primary stress state in this case only consists of a membrane stress, Lrbecomes
cr£ 100-'r -0.0698)-280
8) Calculation of Kr
Kr is calculated according to Chapter 2.9. In the deepest point of the crack (point A) weobtain
A K[ALr 19.31-0.384yA = — - = :
A KPA 15.07
which according to Fig. 2 gives p = 0.036. Hence,
A KfA+KfA A 15.07 + 19.31
A-rA ^ l +pA — +0.036 = 0.251.
A c r 16U

102
Similarly we obtain at the intersection of the crack with the free surface (point B),
:C4_20.66-0.384fB 12.41
p = 0.041,
R K[B+KfB „ 12.41 + 20.66Kf = - 1 - ^ - J - + pB = _ _ _ + o.O41 - 0.248.
The maximum value of Kr is used in the assessment and is obtained at the deepest pointof the crack.
9) Fracture assessment
The fracture assessment is described in Chapter 2.10. The non-critical region in thefailure assessment diagram is defined by
Kr < fR6 = (1-0.14 L2r)[03 + 0.7 exp(-0.65 L%
T ^ 7-max
Since the component is nuclear and made of a ferritic material without a yield plateau(Rp0.2 has been measured instead of Re£), L™8* is given by
2-4-163 u
L ur aY <JY 280
where the allowable design stress Sm has been calculated according to Eq. (15). Thepoint (Lr, Kr) = (0.384, 0.251) is plotted in the failure assessment diagram. See Fig. X2.

103
Kr 0.6-
0.2-
0
0 0.2 0.4 0.6 0.8
Lr
1.2 1.4 1.6
Fig. X2. Fracture assessment.
The point is situated within the non-critical region in the failure assessment diagram.Thus fracture is not to be expected. However, the defect may still not be acceptable withrespect to required safety demands to continue operation without repair or replacementof the component. This is investigated in the safety assessment.
10) Safety assessment
The safety assessment is described in Chapter 2.11. The acceptable region in the failureassessment diagram is defined by
p-accKr -Kf + K?
SF
j-max
Recommended values for the safety factors SFj and SFi are found in Appendix S. For aferritic steel component under a normal load event, SFj= 10 and SFi = 2.4. Hence themaximum value of K"cc (i.e. at the deepest point of the crack) becomes
160 Vio

104
The point (Ln K"cc) = (0.384, 0.226) is plotted in the failure assessment diagram wherealso the acceptable region has been drawn. See Fig. X3.
Kr 0.6-
Non-acceptable region
0
1.2 1.4 1.60 0.2 0.4 0.6 0.8 1
Lr
Fig. X3. Safety assessment.
The point is situated within the acceptable region of the failure assessment diagram.Hence the defect is acceptable with respect to required safety demands and operationmay continue without repair or replacement of the component.
By repeating the above calculations for gradually increasing crack sizes until theassessment point falls on the line that limits the acceptable region it can be shown thatthe maximum acceptable crack depth is 16.6 mm if the crack aspect ratio I/a remainsconstant and equal to 4.
As a comparison the above problem has been solved using the safety assessmentprocedure according to the previous edition of the handbook [XI]. The maximumacceptable crack depth then became 12.9 mm. The difference is mainly due to the newsafety assessment procedure where we retain a uniform margin against fracture initiationas described in Appendix B.
References
[XI] BERGMAN, M., BRICKSTAD, B., DAHLBERG, L., NILSSON, F. and I.SATTARI-FAR, L, "A Procedure for safety assessment of components withcracks - Handbook." SA/FoU-Report 91/01, SAQ Kontroll AB, Stockholm,Sweden, 1991.

LIMIT LOAD SOLUTIONS FOR CYLINDERSWITH CIRCUMFERENTIAL CRACKSSUBJECTED TO TENSION AND BENDING
PatrikDelfin
SAQ/FoU-Report 96/05
SAQ KONTROLL AB
Box 49306 • S-100 29 Stockholm • SwedenTelefon +46 8 617 40 00Telefax+46 8 651 70 43

Febraary 1997

SUMMARY
In the handbook "A method for safety assessment of components with cracks" [1] there are
approximate expressions for the limit load parameter Lr. Some of these expressions are
concerning surface cracks oriented circumferentially on the inside of a cylinder subjected to
combined bending and tension. This report provides more accurate limit load solutions of these
crack geometries compared to [1], which reduces the conservatism. These improvements are
implemented in the computer program SACC "Safety Assessment of Components with Cracks"
[2], version 4.0.

CONTENTS
SUMMARY 3
CONTENTS 4NOMENCLATURE 5
1. INTRODUCTION 62. DEFINITION OF LIMIT LOAD PARAMETER FOR COMBINED TENSION
AND BENDING 73. PART CIRCUMFERENTIAL SURFACE CRACK ORIENTED ON THE INSIDE
ORTHEOUTSIDEOFACYLINER 84. COMPLETE CIRCUMFERENTIAL SURFACE CRACK 125. CIRCUMFERENTIAL THROUGH-WALL CRACK 126. DISCUSSION 13
ACKNOWLEDGEMENTS 13REFERENCES 14

NOMENCLATURE
aA+
A-
l
M
Mf
Mlimit
NNf
Nlimit
t
x,y
eGy
Crack depthArea in tension of the cross section of a pipe
Area in compression of the cross section of a pipe
Crack length
Limit load parameter
Bending moment
Bending moment at plastic collapse with N=0
Bending moment at plastic collapse
Normal force
Normal force at plastic collapse with M=0
Normal force at plastic collapse
Inner radius of a pipe
Wall thickness of a pipe
Cartesian co-ordinates
Angle used to define the neutral axis of a pipe
Angle used to define the cracked part of the pipe
Yield stress
Angle used to define a polar co-ordinate system

1. INTRODUCTION
The objective here is to provide a description on how to improve the accuracy of the limit load
parameter Lr given for certain geometries in the handbook [1]. The geometries treated are
cylinders with circumferentially oriented surface cracks located either on the inside of the wall,
or on the outside of the wall. The result for the special case of a through-wall crack is also
presented. The cracks studied are of constant depth and are symmetrically oriented with respect
to the y-axis. The geometry of the cross section of the cylinder and the notation used for crack
depth etc. can be seen in figure 1.
Neutral axis
Figure 1. Cross section of a cylinder containing a crack of constant depth on the inside.
The limit load solution used is valid for thin-walled pipes and no linearization of the M-N
interaction curves is made as was done in [1]. As a consequence it is not possible to obtain a
closed form solution for Lr. Instead one has to solve a system of non-linear equations.
However the computer program SACC [2] includes a numerical scheme to solve these
equations.

The cylinder is subjected to a combination of tension and bending as shown in figure 1. In a
sense this makes a definition of Lr ambiguous. However, here we will continue to use the same
definition of Lr as in [1].
2 . DEFINITION OF LIMIT LOAD PARAMETER FOR COMBINED
TENSION AND BENDING
A cylinder is subjected to a combination of tension and bending. The material is assumed to be
elastic-perfectly plastic. The limit loads Mumit and Nnmn are mutually dependent of each other
and in general the equation of interaction is different for different cross sections. A natural way
to define the limit load with a given load combination M and N is described below.
M/Mf
Nc/Nf N,imi/Nf N/Nf
Figure 2. Schematic figure of the curve of interaction, showing the inter-
dependence of M and N. The vector L defines the actual load and XL is the limit
load vector.
Determine the single load limit for both M and TV. These are denoted Mf and Nf.
• Form the normalised quantities as follows M/Mf and N/Nf.

- Plot the curve of interaction with the normalised limit loads.
- Identify the vector of applied loads L = [M(/Mf, N(/Nf].
- Multiply this vector with a parameter X so that the vector intersects the interaction curve.
To summarise:
or
Note that the expression
Lr = — = •limit "limit
is valid if the moment and normal force are uniformly increased. In figure 2 it can be seen that
there are infinitely many ways to reach the interaction curve, not only the one chosen. But in
some sense the chosen path makes the shortest distance to the interaction curve.
3 . PART CIRCUMFERENTIAL SURFACE CRACK ORIENTED ON
THE INSIDE OR THE OUTSIDE OF A CYLINDER
A scheme for calculating Lr is presented. The case with a crack located on the inside is
completely analogous with the case were the crack is located on the outside and it turns out that
L r is the same for both geometries. Therefore details of the calculations are only presented for
the inside crack. The crack length along the inside is 1 = 2^9. The crack geometry is as
depicted in figure 1. Remember that j8 depends on crack depth and loading combination.
Equilibrium of axial force and bending moment gives the following relations
(4)
and

M = I (jy(—rcos<p)dA+ - I o (rcos<p)dA~. (5)A* A-
A+ is the area in tension and A' is the area subjected to pressure (see figure 1.). These integrals
give quite complicated expressions for the thick-walled cylinder. However for our purpose the
thin-wall approximation will suffice. This is motivated by the lack of /-solutions for the thick-
walled cylinder. When the integrals are evaluated, we obtain for 8+ B< n
N a- = -2B + 7t--d (6a)
M^- = 2sinP--sin6. (7a)ft t
and for 8 + J3 > n, i.e. part of the crack is in compression,
" - = -2B + K--(x-B) (6b)
2 =2sinp--sin{ji-B), (7b)
where an effective angle 6 - n — f5 is replacing 6 in (6a) and (7a). The equations (6a) and (7a)
were derived e.g. in [3]. These equations constitute the interaction between N and M for an
internal surface crack as well as for a surface crack on the outside of the cylinder. Note that this
is not the case for the thick-walled cylinder. For a certain geometry the value of M is determined
through (4) if a value of iV is chosen and vice versa. Thus ./V and M can not be independently
chosen.
In order to determine L r one has to solve five equations simultaneously. The first two
equations are as stated above, i.e. equations (6a) and (7a) or equations (7a) and (7b). The other
three equations are

10
Mf=M forN=0 (9)
Nf = N forM = 0 (10)
Equation (8) is the equation for the straight line in figure 2 intersecting the interaction curve.
Depending on the load and geometry either equations (6a)-(7a) or (6b)-(7b) are applicable.
Equations (6)-(10) give Mumit, Nnmit and j3. Thus Lr can be obtained by insertion of Mumit
and Mo in equation (3).
The interaction curve is to some extent sensitive to variation in crack depth a/t and crack
length 0. This is shown in figure 3 where interaction curves for different combinations of crack
depths and crack lengths are plotted

11
M/Mf
1
0 . 8
0 . 6
0 . 4
0 . 2
•
a/t-
0
= 0.
2
8
0=7t/1O/
O v ^ V e=n/2
0 . 4 0 . 6 0 . 8 1
M/Mf
0 . 8
0 . 6
0 . 4
0 . 2
e =71/2
0 . 2 0.80 . 4 0 . 6
N/Nf
b)
Figure 3. a) The interaction curves for for the part circumferential crack
b) a/t 0.8 b) 0 =

12
4 . COMPLETE CIRCUMFERENTIAL SURFACE CRACK
Equations (6b) and (7b) together with equations (8)-(10) gives Lr for a complete circumferential
crack. The interaction curves are shown in figure 4 for different crack depths.
a/t = 0.01
a/t = 0.4
a/t = 0.8
M/Mf
0 .8
0 .6
0 .4
0 .2
0.2 0 .4 0 .6
N/Nf0.8
Figure 4. The interaction curves for the complete circumferential crack.
5 . CIRCUMFERENTIAL THROUGH-WALL CRACK
It is straightforward to obtain Lr for a through crack by setting a = t in equations (6a) and (7a)
to determine Mumit and Numit for a through-wall circumferential crack. Note that the condition
6 + fi > K never can be fulfilled so equations (6b) and (7b) shall not be used. The interaction
curves are shown in figure 5 for different crack lengths.

13
0.8
0.6
M/Mf
0.4
0.2
0=7C/1O
0=71/4
Through-wall crack
0 . 2 0.4 0.6 0 . 8
Figure 5. The interaction curve for the part circumferential through wall crack.
6 . DISCUSSION
The thin-wall approximation is used throughout this report. It is in principle not more difficult
to analyse thick-walled cylinders but the expressions will be much more cumbersome. The
arguments for using the thin-wall approximation are the simplicity of the expressions for N and
M and the lack of ^/-solutions for pipes with thick-walled cylinders.
In [1] the interaction curve is approximated by a straight line. This is conservative and the
effects of using more accurate interaction curves are illustrated in figures 3-5. In the present
study also long cracks are considered. As a consequence, the length of the part of the crack
which is in tension is used as an effective crack length when calculating Lr. The improved
solutions are implemented in the handbook [4].
ACKNOWLEDGEMENTS
The project has been financed by Barsebacks Kraft AB, Forsmarks Kraftgrupp AB, OKG
Aktiebolag, Vattenfall AB Ringhals and Statens Karnkraftsinspektion. Their support is highly
appreciated.

14
REFERENCES
[1] BERGMAN, M., BRICKSTAD, B., DAHLBERG, L., NILSSON, F. and SATTARI-
FAR, L, (1991), A procedure for safety assessment of components with cracks -
Handbook, SAQ/FoU-Report 91/01, SAQ Kontroll AB, Stockholm, Sweden
[2] BERGMAN, M. (1997), A procedure for safety assessment of components with cracks
- SAOC version 4.0, SAQ/FoU-Rapport 96/09, SAQ Kontroll AB, Stockholm, Sweden
[3] IKONEN, K., RAIKO H. and KESKINEN, R. (1995), Leak-before-break evaluation
procedures for piping components, STUK-YTO-TR 83, Appendix 1, Finnish Centre
for Radiation and Nuclear Safety, Finland
[4] BERGMAN, M., BRICKSTAD, B., DAHLBERG, L., NILSSON, F. and SATTARI-
FAR, I., (1997), A procedure for safety assessment of components with cracks -
Handbook, SAQ/FoU-Report 96/08, SAQ Kontroll AB, Stockholm, Sweden

DEVELOPMENT OF SAFETY FACTORS TO BE
USED FOR EVALUATION OF CRACKED
NUCLEAR COMPONENTS
Bjom Brickstad and Mats Bergman
SAQ/FoU-Report 96/07
SAQ KONTROLL A8
Box 49306 • S-100 29 Stockholm • SwedenTelefon +46 8 617 40 00Telefax 446 8 65170 43

October 1996

INTRODUCTIONA modified procedure for safety assessment of cracked components is proposed that is
developed for use in connection with the revised fracture handbook, Bergman et al [1]. It
is meant to replace the safety procedure given in the previous version of the fracture
handbook, Bergman et al [2]. Some requirements of the modified safety procedure have
been:
1) It should be applicable regardless of method to calculate the /-integral or the limit
load.
2) It should be applicable to any nuclear component regardless of the type of metallic
material.
3) It should be able to give a uniform safety factor against fracture regardless of load
level.
4) It should retain the overall safety margins expressed in ASME, section HI and XI.
Note that the above requirements are not by any means obvious. For instance, the safety
margins and methods expressed in ASME XI represent a deterministic procedure where
the safety factors correspond to unknown uncertainties of the input parameters such as
load, crack size, yield stress and fracture toughness. However, the actual risk of failure is
unknown with this procedure and may vary within wide limits even for similar
components. An alternative procedure is to use statistical methods where information of
the probabilistic distribution functions of the load and the load carrying capacity can be
used to develop several interacting partial coefficients or partial safety factors, see e g
Thoft-Christensen and Baker [3]. In this way the partial coefficients can be determined to
correspond to a desired risk of failure.
Still, the procedures in ASME XI have gained wide acceptance in many countries, also in
Sweden. The modified safety assessment procedure in this report is meant to be an
alternative to the procedures in ASME, Section XL Unlike the ASME XI procedure for
nuclear piping, different fracture properties in the new procedure will result in an
adequate difference in the resulting defect tolerance. There are also components such as
internal parts inside the reactor pressure vessel, for which ASME XI does not apply. In
this report, the basic motives behind the modified safety evaluation procedure and the
corresponding safety factors to be used on nuclear components are given. Also, a set of
examples of cracked nuclear components are given to demonstrate the procedure and its
result in relation to the ASME Xl-procedure.

A CONCEPT FOR SAFETY EVALUATION
The following conditions are proposed to be fulfilled to determine if a detected crack of a
certain size is acceptable:
(1)
SF2
(2)
Eqns. (1) and (2) account for the failure mechanisms fracture and plastic collapse and
SF\ and SF2 are the respective safety factors against these failure mechanisms. Plastic
collapse is assumed to occur when the primary load P is equal to the limit load Pi. This
occurs when the remaining ligament of the cracked section becomes fully plastic and has
reached the flow stress Of. J is the path-independent /-integral which is meaningful for
situations where / completely characterizes crack-tip conditions. It should be evaluated
with all stresses present (including residual stresses) and for the actual material data. J\c is
the value of the /-integral at which initiation of crack growth occurs.
It may be argued that on the upper shelf region, there should be some benifit from stable
crack growth. In this case J\c in eqn. (1) can be replaced with JR {Ad), the /-integral
resistance to ductile tearing at a prescribed amount of crack growth Act. This may be
justified e g for thin-walled austenitic stainless steel components and is basically used by
ASME XI for ductile ferritic and austenitic pipes. However, for thick ferritic components
such as a reactor pressure vessel, there can be problems to decide if the actual component
will behave in a ductile manner based only on experiments on small laboratory
specimens. This has been demonstrated experimentally by e. g. Shehu and Nilsson [14].
It can be explained at least to some extent by constraint effects and it is important that the
testing is performed so that fully constrained conditions prevail. Thus, at this stage no
general recommendation to account for stable crack growth in eqn. (1) is given other than
in a case by case basis. For austenitic stainless steel components, such as ductile piping
or non-embrittled reactor vessel internal parts, there should be possible to take into
account at least some small amount of stable crack growth.
For the evaluation of the critical conditions, the safety factors SF\ and SF2 are set to 1.0.
An advantage with the criteria (1) and (2) is that they are not related to any specific
method. Any reliable method to calculate / or PL can be used provided the methods and
analyses are validated and documented. This may for instance imply a finite element
method or a /-estimation scheme. In this study / is estimated according to the option 1
type analysis of the R6-method, Milne et al [4], i. e.

(3)
where the second fraction on the right hand side can be interpreted as a plasticity
correction function, based on the limit load, for the linear elastic value of 7 determined by
the stress intensity factor K\. Lr is the R6 limit load parameter based on the material yield
stress and plastic collapse is assumed to occur when Lr is equal to L1^. Uf is defined
as the flow stress Of divided by the yield s t r e s s . ^ is a function of Lr that describes the
limiting curve of the failure assessment diagram, p is a correction parameter defined in
[4], [7] that covers plastic interactions between primary and secondary stresses. The limit
load criterion (4) based on Lr, is equivalent to (2).
rmax
L < — (4)SF2
An alternative way to perform the analysis, which is completely equivalent to Eqn. (1)
and (3), is to calculate an assessment point with coordinates (Kr, Lr). Including the safety
factor from Eqn. (1), the parameter Kr is then defined in Eqn. (5).
(5)
Here K\c is the fracture toughness corresponding to J\c_ For acceptance of a flaw, the
assessment point Kr, defined by Eqn. (5), and Lr, should be below the R6 failure
assessment curve. In addition, the plastic collapse criterion (4) should be fulfilled.
The criteria (1) and (4) are intended to be used together with the R6 option 1 general
failure assessment curve. Some steels, mainly certain C-Mn steels at low temperatures,
exhibit a lower yield plateaux. For these materials, the option 1 curve is not able to
predict the sharp drop in the failure assessment curve at Lr= 1. A better description is
then provided by using the R6 option 2 failure assessment curve. A pessimistic
assessment may be performed by using option 1 with a cut off L^ax= 1. Since this
would imply a very conservative assessment with the criterion (4), it is proposed here to
apply the condition (6) together with the R6 option 1 curve when determining the
allowable flaw size for materials that exhibit a lower yield plateaux.
rraax
— <1 (6)SF2

This procedure should be regarded as a compromise when applying the option 1 R6
curve to a problem that is actually better described by an option 2 curve.
The major difference with the proposed safety evaluation procedure, Eqns. (1) and (4),
compared to the old procedure in [2], is that a safety factor ysm on yield stress was used
directly in [2] for the evaluation of Lr. This implies that the plastic effects on J are
increased, which can be readily seen in Eqn. (3). A safety factor of 1.5 on yield stress
increases Lr with the same factor. For high Lrvalues this will imply an increase in J
through the Independence of the failure assessment curve f^. In addition to this, a
safety factor y£ on fracture toughness was used in [2].
Eqn. (7) represents the quotient between the acceptable and critical J according to the old
procedure
F* "' (fR6(Lr)-p)~l
where Jacc corresponds to initiation of crack growth with safety factors y^ and ysm and
Jcnt corresponds to initiation of crack growth with the safety factors set to 1.0. Fig. 1
shows the quotient JaccIJcnt for option 1 of the R6 failure assessment diagram with y£
= 3.16, ysm = 1.5, utilised for normal and upset conditions in [2], and p = 0. As shown
in Fig. 1, the safety margin against initiation of crack growth in terms of 7 depends on Lr
and can be as high as 90. For LEFM conditions y£ =3.16 corresponds to a safety factor
of 10 in terms of 7. For Lr higher than 0.9 the safety margin decreases again. This is due
to that the R6-function levels out.

jacc jjcrit 5Q _ _ R6 option 1 .
0.2 0.4 0.6 0.8
Lr
Fig. 1 Safety margin in terms of 3 against initiation of crack growth using the
procedure in [2].
The non-uniform safety margin for different Lr as demonstrated in Fig. 1 is a result of the
relatively high value of ysm that forces the material to yield much earlier than in reality.
The suggested modified procedure with eqns. (1) and (2) imply that the failure
mechanisms fracture and plastic collapse are separated and thus ysm is set to 1.0 in eqn.
(7), together with a separate condition for safety margin against plastic collapse. In this
way the safety margin in terms of J against initiation of crack growth will be constant for
different Lr. One may argue that if the actual yield stress is in fact lower than the specified
value, the modified procedure will not account for this. This is true but as long as the
partial coefficients y^ and ysm are not reflecting the actual scatter, the combined effect of
applying quite high values of 7^ and ysm will result in very non-uniform overall safety
margin for different load levels in terms of 7 against initiation of crack growth.
This means that we do not consider the proposed modified safety evaluation procedure as
an optimum one but rather as a temporary procedure until more realistic values of the
partial coefficients 7^ and ysm, based on information on actual material scatter, have been
determined. In that case a safety evaluation procedure based on a statistical treatment with
several interacting partial coefficients for load, crack size, yield stress and fracture
toughness would probably be a better system.

Safety factors for application on nuclear componentsFor the choice of safety factors SF\ and SF2 in Eqns. (1) and (2), the-objective has been
to retain the safety margins expressed in ASME, Section III and XI. Table 1 shows the
safety factors aimed for ferritic components excluding piping.
Table 1
Safety factors for ferritic steel components other than pipes
Type of Event
Normal and Upset
Conditions
Emergency and Faulted
Conditions
SFi
10.0
2.0
SF2
2.4(D
1.2
(1) May be divided by 1.5 if the only primary stress is a local membrane stress Pi.
The values of SF\ originate from ASME XI, IWB-3612 where the safety factor in terms
of the stress intensity factor and fracture toughness is VTO~or V2 depending on the type
of event. The values of SF2 correspond to the requirement in ASME XI, IWB-3610 that
the primary stress limits of ASME m , NB-3000 should be satisfied with proper account
for the reduction of the load carrying capacity due to the flaw. For Normal and Upset
conditions the minimum safety margin on primary membrane stress in ASME HI, is 2.4
because the Code requires that the primary general membrane stress Pm < Sm and the
flow stress Of (at which net section plastic collapse is assumed to occur) can be estimated
to 2ASm. Sm is the lower ofRm/3 or RpQ2/1.5, where Rm and Rpo.2 is the ultimate and
yield stress, respectively. That 2.4Sm is a conservative value for the flow stress is
utilised in ASME XI, Appendix H for ferritic piping, based on experiments on a number
of cracked ferritic pipe materials presented by Norris [5]. The estimate 2.4Sm is here
assumed to be representative of the flow stress also for ferritic materials other than
piping. If the only primary stress is a local membrane stress Pi, the safety factor SF2 =
2.4 may be reduced by a factor of 1.5, consistent with the ASME III, NB-3000
requirement PL ^ l-55m.
For Emergency and Faulted conditions the safety factor SF2 is half of the value for
Normal and Upset conditions. This is consistent with the procedure in ASME XI,
Appendix H and C for ferritic and austenitic piping.
Table 2 shows the corresponding safety factors for flaws in austenitic piping.

Table 2
Safety factors for austenitic piping
Type of Event
Normal and Upset
Conditions
Emergency and
Faulted Conditions
Circumferential crack
10.0
2.0
SF2
2.770)
1.39
Axial crack
SF!
10.0
2.0
SF2
3.00>
1.5
(1) May be divided by 1.5 if the only primary stress is a local membrane stress Pj_.
The choices of SF\ and SF2 follow the same kind of arguments as before. For Normal
and Upset conditions the minimum safety margin on primary membrane stress in ASME
IE, is 3.0 because the Code requires Pm < Sm and the flow stress Of can be estimated to
3Sm. Sm is the lower of Rm/3 or Rpo^/i-ll. That 35m is a reasonable estimate for the
flow stress used in ASME XI, Appendix C for austenitic piping, is based on experiments
on a number of cracked austenitic pipe materials presented by Norris [6]. SF2 = 3.0 is
used for axial cracks where the dominant primary loading is a membrane stress.
For circumferential cracks, the pipe is usually subjected to a combination of membrane
and bending stresses. For pure bending the Code requires P\, < 1.5Sm which implies a
safety margin against failure of 2.0. In addition, the ratio of the moment to reach full
plasticity in the uncracked pipe section to the moment required to produce flow stress at
the pipe surface, is 4/n. This means that the margin against plastic collapse in pure
bending is 2 • 4/n = 2.55. The safety factor SF2 for Normal and Upset conditions for
circumferential cracks is then taken as the average of the margins in pure membrane
loading and pure bending, or SF2 = (3.0 + 2.55)/2 = 2.77.
For Emergency and Faulted conditions the safety factor SF2 is half of the value for
Normal and Upset conditions. The choice of SF2 in Table 2 is completely consistent with
ASME XI, Appendix C. However, the safety factors SF\ have no direct correspondence
in Appendix C. For materials such as flux welds, which may reach instability before limit
load conditions, Appendix C instead uses Z-factors on the loading. By assuming a
reference JR-CUTVC for stainless steel welds, the ratio of the load to produce unstable
crack growth to the limit load is calculated. The reciprocal of this ratio is then used as a
multiplier Z on the applied stress. Thermal expansion stresses are included with a reduced
safety margin and weld residual stresses are not accounted for in Appendix C.
It is proposed that the safety factors SF\ and SF2 for axial cracks in Table 2 may also be
used for austenitic components other than piping.

Finally, Table 3 shows the safety factors for flaws in ferritic piping.
Table 3
Safety factors for ferritic piping
Type of Event
Normal and Upset
Conditions
Emergency and
Faulted Conditions
Circumferential crack
. 10.0
2.0
SF2
2.220)
1.11
Axial crack
10.0
2.0
SF2
2.4(D
1.2
(1) This value may be divided by 1.5 if the only primary stress is a local membrane stress P[_.
The values in Table 3 are completely in analogy with Table 1 and 2. SF2 = 2.4 is used for
axial cracks where the dominant primary loading is a membrane stress. For pure bending
the safety margin is 2.4Sm/1.5Sm =1.6 which multiplied with 4/rc equals 2.04. Taking
the average between 2.4 and 2.04, the safety factor SF2 for circumferential cracks is then
set to 2.22. This is slightly different from ASME XI, Appendix H where the safety
factors 2.77 and 3.0 is used for circumferential and axial cracks, respectively. This is
done for simplicity reasons and to retain the same safety margins in Appendix H as in
Appendix C. It should however be pointed out that this means that a ferritic pipe that is at
the limit of the Code allowable stresses in ASME IE, NB-3000, may not satisfy the
Appendix H margins even in the limit as the crack size tends to zero. This is obviously
not satisfactory and to the authors' knowledge there is work being done in ASME XI
Working Group on Pipe Flaw Evaluation, that suggests safety factors more like the ones
in Table 3 in order to harmonize the margins in ASME, Section HI and XI.
Appendix H also uses the concept of Z-factors for ferritic materials which fail by ductile
flaw extension prior to reaching limit load. Thermal expansion stresses are included with
a reduced safety margin and weld residual stresses are only accounted for when linear
elastic fracture mechanics situations prevail and then also with a reduced safety margin.

DESCRIPTION OF STUDIED EXAMPLES
In the following, a few examples are given in order to demonstrate the modified safety
evaluation procedure and compare it with the old procedure [2] and also with ASME XL
Axial crack in a PWR
Geometry: /?, = 1994 mm, t = 197 mm, stainless steel cladding with thickness = 5
mm. Half-elliptical surface crack at the inside of the beltline region.
Constant aspect ratio IIa = 6.
Material: Base material A508, cl. 2 with the following material data at 250 °C :
Rp0.2 = 303 MPa, Rm = 552 MPa, Sm = 184 MPa (= Rm/3 = fyo.2/1-65)
J\c > 0.232 MJ/m2 corresponding to K\c = 220 MPa^m.
Loading
conditions: Primary membrane stress 165 MPa corresponding to an internal
pressure 15.5 MPa.
Thermal transient Excessive Feedwater Flow during which the
fluid temperature drops from 288 °C to 212 °C in 60 seconds.
The resulting thermal stress is shown in Fig. 2. This stress is
considered as a secondary stress.
Safety
margins: Case 1
Case 2, 3
Case 4
y* = VTO", fm = 1.65 (consistent with Pm < Sm)
= 10, SF2 = 2.4
y* = VWand only LEFM (ASME XI)
Four cases are studied. In Case 1 the R6-procedure in [2] is used. There the material
factors y* and y*m a r e introduced as safety factors for fracture toughness and yield
stress, respectively. In Case 2 the modified safety procedure is used but with the
solutions for limit load and stress intensity factor K\ from [2]. In Case 3 the modified
safety procedure is used together with updated solutions for the limit load and the stress
intensity factor K\, [1] and the p-factor in the R6-procedure given by Ainsworth [7].
Case 4 uses only linear elastic fracture mechanic (LEFM) and a safety factor of VW is
applied on the fracture toughness. This corresponds to the ASME XI procedure for
ferritic components. The result of the evaluations is shown in Table 4.

10
OH
C/3VI
8a.oo
200 '
150
100
50
0
1 1
t =L a :
1
V1 1
1 1
202 mm
= 5000 W/m2,°C -
-
-
-
i
0 0.2 0.4 0.6 0.8
u/t
Fig. 2 Thermal hoop stress through the thickness of the beltline region of a PWR.
Time is 60 s after the transient Excessive Feedwater Flow. Cladding induced
stresses due to different coefficients of thermal expansion are not considered.
Circumferential crack in a stainless steel pipe weld
Geometry: /?/ = 144.3 mm, t = 17.5 mm
Constant crack length 181 mm corresponding to 20% of the pipe
circumference.
Material: SMAW in a stainless steel base material Wst 1.4306. Base material
properties at 275 °C are:
Rp0.2 = 104 MPa, Rm = 374 MPa, Sm = 94 MPa (=
Weld material properties at 275 °C:
Jlc = 0.168 MJ/m2 corresponding to K\c = 182 MPaVm.
£"=180000 MPa, v=0.3

11
Loading
conditions: Pm = SJ2 = 47 MPaPb and Pe are varied in the same proportion starting from their
respective mean values (20 MPa and 49 MPa, respectively)
collected from loading statistics by Nilsson, Brickstad and
Skanberg [8]. A through thickness weld residual bending stress
equal to 124 MPa according to Brickstad and Josef son [9] is
assumed for all cases except when using the ASME XI procedure.
Pm and Pb are considered as primary stresses in Case 1 to 3 below.
Safety
margins: Case 1 y* = VTb~, fm = 1.11 (consistent with Pm < Sm).
Case 2, 3 SFi - 10, SF2 = 2.77
Case 4 ASME XI, Appendix C
Four cases are studied. In Case 1 the procedure in [2] is used. In Case 2 the modified
safety procedure is used but with the solutions for limit load and stress intensity factor K\
from [2]. In Case 3 the modified safety procedure is used together with updated solutions
for the limit load and K\ [1] and the p-factor in the R6-procedure [7]. Finally, Case 4
corresponds to ASME XI, Appendix C for austenitic piping and normal/upset conditions.
The result of the evaluations is shown in Table 5.
Circumferential crack in a carbon steel pipe weld
Geometry: Rt = 144.3 mm, t = 17.5 mm
Constant crack length 181 mm corresponding to 20% of the pipe
circumference.
Material: Welded carbon steel pipe with base material 15 Mo 3. Base material
properties at 300 °C are:
Rp0.2 = 180 MPa, Rm = 450 MPa, Sm = 120 MPa (=
Base and weld material properties at 300 °C:
J\c = 0.105 MJ/m2 corresponding to K\c = 146 MPa^/m.
E= 185 000 MPa, v = 0.3

12
Loading
conditions: Pm = 40 MPa
Pb and Pe are varied in the same proportion starting from their
respective mean values (20 MPa and 49 MPa, respectively)
collected from loading statistics by Nilsson, Brickstad and
Skanberg [8]. A through thickness weld residual bending stress
equal to 174 MPa is assumed for all cases except when using the
ASME XI procedure. Pm and P\, are considered as primary
stresses in Case 1 to 3 below.
Safety
margins: Case 1 7* = VW, fm = 1.5 (consistent with Pm < Sm).
Case 2, 3 SF\ = 10, SF2 = 2.22
Case 4 ASME XI, Appendix H
Four cases are studied. In Case 1 the procedure in [2] is used. In Case 2 the modified
safety procedure is used but with the solutions for limit load and stress intensity factor K\
from [2]. In Case 3 the modified safety procedure is used together with updated solutions
for the limit load and K\ [1] and the p-iactor in the R6-procedure [7]. Finally, Case 4
corresponds to ASME XI, Appendix H for ferritic piping and normal/upset conditions.
The result of the evaluations is shown in Table 6.
RESULTS AND DISCUSSIONIn this section the results of the studied examples are presented. Table 4 shows the
allowable crack depth for the axial crack in the PWR using the different procedures.
Table 4
Allowable crack depth in mm for an axial crack at the inside of the
beltline region of a PWR. Aspect ratio IIa = 6.
Case 1
8.4
Case 2
26.6
Case 3
27.1
Case 4
ASME XI, IWB-3612
41.6
The difference between Case 1 and 2 is entirely due to difference in the way the safety
factor for plastic collapse is introduced. The safety factor 1.65 on yield stress in Case 1

13
together with a rather high primary stress, imply that the plastic effects on the R6 J-
estimation will be overestimated, especially since lower bound data is used for the yield
properties of the material, and as a consequence the allowable crack depth will be small.
In Case 2, J is estimated using the unfactored lower bound yield stress together with a
separate check for plastic collapse and this will give a larger acceptable crack depth. Case
3 is using an improved solution for the p-factor [7], an improved procedure to calculate
Kj by using a polynomial fit of the stress state, Raju and Newman [10] and also an
improved solution for Lr based on finite element analysis by Sattari-Far [11]. This
explains the difference between Case 2 and 3. Case 4 gives the highest acceptable crack
depth which of course is a result of that no plastic effects are accounted for. It should be
noted in this case that L1^ is (J/Rpo.2 = 2ASm/Rpo2 = 1-46. The limit load parameter Lr
as the crack size tends to zero is PmIRp0.2 - 165/303 = 0.54. Using the criterion (4) it is
seen that if SF2 would be 2.77 or 3.0 the criterion for avoiding plastic collapse is not
fulfilled even for zero crack size, despite the fact that the design criterion Pm < Sm is
fulfilled. This justifies the use of SF2 = 2.4 for a ferritic pressure vessel to make the
failure avoidance criteria compatible with the design criteria in ASME, Section IE.
Table 5 shows the normalized allowable crack depth for a circumferential crack in a
stainless steel pipe weld. The results for the different cases are presented as function of a
stress ratio, which is defined in accordance with ASME XI, Appendix C. There the stress
ratio is multiplied with a factor Z (in this case Z = 1.449) and the expansion stress Pe is
reduced with the factor 2.77. However, in Case 1 to 3 below, the unfactored values of
Pm, Pb and Pe is used.
Table 5Allowable crack depth to thickness ratio for circumferential surface cracks in a stainless
steel welded (SMAW) pipe. Crack length is 20% of pipe circumference.
Stressration
1.0
0.9
0.8
0.7
Case 1
0.34
0.41
0.51
0.68
Case 2
0.39
0.46
0.57
>0.80
Case 3
0.46
0.57
0.79
>0.80
Case 4
App. C
0.11
0.37
> 0.60(2)
> 0.60(2)
(1) Stress ratio = (Pm + Pb + Pe!2.11)ISm
(2) ASME XI, Appendix C limits the allowable a/t to 0.60

14
Solutions for the stress intensity factor usually exist up to 80% of the wall thickness. An
allowable crack depth to thickness ratio ah > 0.80 is entered for these events. The
difference between Case 1 and 2 is a result of the new safety procedure where the
separate criteria (1) and (4) for fracture and plastic collapse will cause the allowable crack
depth in Case 2 to increase slightly. Case 3 represents the new safety procedure with an
improved solution for the p-factor [7], updated solutions for Lr, Delfin [12] and an
improved solution for K\ based on finite element analyses by Bergman [13]. These
improvements also result in increased allowable a/f-ratios. In many cases both the old and
modified procedure give higher allowable crack depth to thickness ratios than ASME XI,
Appendix C (Case 4). The procedure in ASME XI, Appendix C can be considered as
conservative for the ductile stainless steel weld in this case. This is partly due to the Z-
factor procedure in Appendix C which actually is based on fracture analysis on through-
wall cracks in pipes. In this way the amount of primary stresses that contributes to plastic
collapse is increased and this will result in smaller allowable crack sizes. The fact that
Case 1-3 account for weld residual stresses does not seem to have a dominant influence
on the results for this ductile material.
Finally, Table 6 shows the normalized allowable crack depth for a circumferential crack
in a carbon steel pipe weld. The results for the different cases are presented as function of
a stress ratio, which is defined in accordance with ASME XI, Appendix H. There the
stress ratio is multiplied with a factor Z and the expansion stress Pe is reduced with the
factor 2.77. However, in Case 1 to 3 below, the unfactored values of Pm, Pb and Pe is
used. Also, for Case 4, the condition (Pb+Pe Wm > 1-0 stated in Appendix H for an
EPFM-analysis, is fulfilled.
Table 6
Allowable crack depth to thickness ratio for circumferential surface cracks in a carbon
steel pipe. Crack length is 20% of pipe circumference.
Stress
ratiod)
1.1
1.0
0.9
0.8
Case 1
0.24
0.27
0.31
0.37
Case 2
0.27
0.30
0.35
0.41
Case 3
0.31
0.35
0.41
0.51
Case 4
App. H
0.24
0.47
0.68
> 0.75(2)
(1) Stress ratio = Z-(Pm + Pb + P^2.11)1 Sm, Z=\A2>
(2) ASME XI, Appendix H limits the allowable a/t to 0.75

15
Since the fracture toughness is lower for the ferritic material compared to the stainless
steel weld, the fracture criterion (1) will be more important. For the same reason, the
weld residual stresses included in Case 1-3 will also have a larger impact on the results.
That is why Case 1-3 is conservative compared to the procedure in ASME XI, Appendix
H, at least for Stress ratios less than 1.1.
CONCLUSIONSA modified concept for safety evaluation is introduced which separately accounts for the
failure mechanisms fracture and plastic collapse. For application on nuclear components a
set of safety factors are also proposed that retain the safety margins expressed in ASME,
section III and XI. By performing comparative studies of the acceptance levels for
surface cracks in pipes and a pressure vessel, it is shown that some of the anomalies
connected with the old safety procedure are removed.
It is the authors' belief that the outlined safety evaluation procedure has the capability of
treating cracks in a consistent way and that the procedure together with the proposed
safety factors fulfill the basic safety requirements for nuclear components. Hopefully, it
is possible in the near future to develop a probabilistic safety assessment procedure in
Sweden, which enables a systematic treatment of uncertainties in the involved data.
REFERENCES
[1] Bergman, M., Brickstad, B., Dahlberg, L., Nilsson, F. and Sattari-Far, I., A
Procedure for Safety Assessment of Components with Cracks - Handbook.
SAQ/FoU-Report 96/08, SAQ Inspection Ltd, Stockholm, Sweden, 1996.
[2] Bergman, M., Brickstad, B., Dahlberg, L., Nilsson, F. and Sattari-Far, I., A
Procedure for Safety Assessment of Components with Cracks - Handbook.
SA/FoU-Report 91/01, SAQ Inspection Ltd, Stockholm, Sweden, 1991.
[3] Thoft-Christensen, P. and Baker, M., Structural Reliability Theory and its
Applications, Springer Verlag, 1982.
[4] Milne, I., Ainsworth, R. A., Dowling, A. R. and Stewart, A. T., Assessment of
the Integrity of Structures Containing Defects, Int. J. Pres. Ves. & Piping 32,
pp. 3-104, 1988.
[5] Norris, D. M., Evaluation of Flaws in Ferritic Piping, EPRINP-6045, Electric
Power Research Institute, Palo Alto, California, 1988.
[6] Norris, D. M., Evaluation of Flaws in Austenitic Steel Piping, EPRI NP-4690-
SR, Electric Power Research Institute, Palo Alto, California, 1986.

16
[7] Ainsworth, R. A, The Treatment of Thermal and Residual Stresses in Fracture
Assessments, Engng Frac. Mech. 24, pp. 65-76, 1986.
[8] Nilsson, F., Brickstad, B. and Skanberg, L., Failure Probability of Nuclear
Piping due to IGSCC, Int. J. Pres. Ves. & Piping 43, pp. 205-217, 1990.
[9] Brickstad, B. and Josefson, B. L., A Parametric Study of Residual Stresses in
Multipass Butt-Welded Stainless Steel Pipes, SAQ/FoU-Report 96/01, SAQ
Inspection Ltd, Stockholm, Sweden, 1996.
[10] Raju, I. S. and Newman, J. C , Stress Intensity Factor Influence Coefficients for
Internal and External Surface Cracks in Cylindrical Vessels, ASME PVP 58, pp.
37-48, 1978.
[11] Sattari-Far, I., Finite Element Analysis of Limit Loads for Surface Cracks in
Plates, Int. J. Pres. Ves. & Piping 57, pp. 237-243, 1994.
[12] Delfin, P., Limit Load Solutions for Cylinders with Circumferential Cracks
Subjected to Tension and Bending, SAQ/FoU-Report 96/05, SAQ Inspection Ltd,
Stockholm, Sweden, 1996.
[13] Bergman, M., Stress Intensity Factors for Circumferential Surface Cracks in
Pipes, Fatigue Fract. Engng Mater. Struct. 18, pp. 1155-1172, 1995.
[14] Shehu, S. and Nilsson, F., Constraint based evaluation of crack growth
experiments in the transition region. Submitted for publication to Fatigue &
Fracture of Engineering Materials & Structures, 1996. Also Licentiate thesis no
51, Department of Solid Mechanics, KTH, Stockholm, 1996.

USER'S MANUAL SACC VERSION 4.0
M. Bergman
SAQ/FoU-Report 96/09
SAQ KONTROLL AB
Box 49306 • S-100 29 Stockholm • SwedenTelefon+468 617 40 00Telefax+46 8 65170 43
NEXTleft BLAUK

3
List of contents
1. Introduction 4
2. Installation 5
3. Running SACC 7
4. Obtaining technical support 7
5. Uninstalling SACC 8
6. Acknowledgement 8
References 9

1. Introduction
SACC is a Windows based PC-program developed for use by the Swedish nuclearpower industry for assessment of detected cracks or crack like defects and for defecttolerance analysis. The program contains the following options:
• A fracture assessment procedure based on the R6-method [1] developed at NuclearElectric pic. The procedure is described in the handbook [2] which follows with theprogram. In comparison to the original R6-method this procedure contains a safetyevaluation system which for the same set of loads gives similar safety marginsagainst fracture initiation and plastic collapse as applied in the ASME Boiler andPressure Vessel Code, Sections III and XL Also the handling of the secondarystresses is somewhat different. The calculation of the p-factor for plastic interactionbetween primary and secondary stresses is more detailed and follows the originalwork by Ainsworth [3]. Further is a ./-estimation scheme for high secondary stressesintroduced which improves the accuracy in the assessment when plastic relaxation ofsecondary stresses becomes significant. This scheme is briefly described in Ref. [2].
This fracture assessment procedure is the most general one included in the program.It can be used on any type of component and steel material as long as the inputrequired can be quantified.
The procedure is used to determine maximum acceptable and critical defect size orload level. The term acceptable is referred to results with required safety marginstaken into account and the term critical to results with no safety margins included inthe analysis, i.e. with safety factors set equal to unity.
• A fracture assessment procedure for ferritic steel components according to ASMESection XI IWB-3610, Appendix A. The 1995 edition of the ASME Boiler andPressure Vessel Code has been followed. The procedure is restricted to acceptancecriteria based on applied stress intensity factor according to IWB-3612.
The procedure is only intended for use on ferritic steel components with a thicknessgreater than 100 mm. Ferritic piping is handled by a separate procedure.
The procedure is used to determine maximum acceptable and critical defect size orload level. The term acceptable is referred to results with the required safety margintaken into account and the term critical to results with no safety margin included inthe analysis, i.e. with the safety factor set equal to unity.
• A fracture assessment procedure for austenitic piping according to ASME Section XIIWB-3640, Appendix C. The 1995 edition of the ASME Boiler and Pressure VesselCode has been followed together with a coming addendum where the so-called Z-factors have been revised and the restriction in maximum allowable crack depthchanged from 60 to 75 percent of the wall thickness for welds by SMAW and SAW.Only analytical solutions according to Appendix C are included in the program.
The procedure is only intended for use on high-toughness austenitic piping includingwelds made by wrought stainless steel, Ni-Cr-Fe alloy or cast stainless steel with aferrite level less than 20%. The material shall be defined in ASME Section HI, Table1-1.2. The minimum yield strength is not to exceed 310 MPa. The piping shall be ofsize NPS 4 or greater (i.e. with an outer diameter exceeding approximately 114 mm).
The procedure is used to determine maximum acceptable and critical defect size orloads. The term acceptable is referred to results with the required safety margin takeninto account and the term critical to results with no safety margin included in theanalysis, i.e. with the safety factor set equal to unity.

• A fracture assessment procedure for ferritic piping according to ASME Section XIIWB-3650, Appendix H. The 1995 edition of the ASME Boiler and Pressure VesselCode has been followed. Mainly analytical solutions according to Appendix H areincluded in the program. However, for axial cracks under EPFM conditions onlytabular solutions are available.
The procedure is only intended for use on seamless or welded wrought carbon ferriticsteel piping. The minimum yield strength is not to exceed 276 MPa. The piping shallbe of size NPS 4 or greater (i.e. with an outer diameter exceeding approximately 114mm).
The procedure is used to determine maximum acceptable and critical defect size orloads. The term acceptable is referred to results with the required safety margin takeninto account and the term critical to results with no safety margin included in theanalysis, i.e. with the safety factor set equal to unity.
• A procedure to calculate crack growth due to fatigue. Fatigue crack growth lawsaccording to ASME Section XI, Appendices A and C have been built into theprogram. A user also has the possibility to input a crack growth law of their own.
• A procedure to calculate crack growth due to stress corrosion. Stress corrosion crackgrowth laws according to the Swedish nuclear regulation SKJFS 1994:1 [4] havebeen built into the program. A user also has the possibility to input a crack growthlaw of their own.
SACC is written in Microsoft VisualBasic Version 4.0 for use on Microsoft's Windowsoperating systems 3.x, 95 and NT. How the program is installed and started aredescribed in Chapter 2 and 3. The program has a modern intuitive user interface andshould not cause any problem to use. For more detailed information on how to handlethe program and meaning of input and result quantities it is referred to the built in on-line help system. See Chapter 3.
Technical support is available for licensed users according to the license agreement.SAQ Kontroll AB also gives training courses in fracture mechanics where theparticipants are trained to use SACC to solve practical problems. See Chapter 4 forfurther information.
The program has been extensively reviewed and has existed in several beta versionsbefore the final release. The program is therefore not expected to be incorrect if usedproperly. Incorrect input and use will evidently give results of the same quality and theprogram should only be used by trained and within the field experienced users. Theresults and its consequences is always the responsibility of the user and SAQ KontrollAB takes no responsibility on how the program is used or for any consequences due topossible errors in the program. Any found errors, suspicious results, program failure ormisbehaviour of any kind should be brought to our attention immediately.
2. Installation
SACC can be used on Windows operating systems 3.x, 95 and NT. The programrequires about 8 MB internal memory and 20 MB hard disk space to run. A Pentiumprocessor or better is recommended to get an acceptable execution speed. A CD-ROMdrive is needed for installation.
The program is delivered on a CD-ROM attached to the user's manual. Floppy disksmay be available on request. The CD-ROM contains two programs for installationdepending on type of operating system:

1. setupl6.exe shall be used if SACC is to be installed under Windows 3.x, i.e. a 16-bitoperating system.
2. setup32.exe shall be used if SACC is to be installed under Windows 95 or NT, i.e.32-bit operating systems.
Put the CD-ROM in the drive and view its contents with i.e. the File Manager. Doubleclick on the appropriate setup program and the installation starts. The setup programchecks the operating system and refuses installation if wrong alternative is selected.
During installation the user is requested to input name and location of the workingdirectory for the program and identifiers for user and company. The default name of theworking directory is SACC.
The setup program installs a number of files on the file system. In the working directory,executable files for SACC and for an uninstallation program, see Chapter 5, are placedtogether with a help file for the program and a log file for the installation. These files arenamed SACC.EXE, UNWISE.EXE, SACC.HLP and INSTALL.LOG, respectively.Other files used by the program like OCXs and DLLs are placed in the system directory.These files should only be removed using the supplied uninstallation program. Otherprograms may share the same files and may not work properly if files that have beenplaced in the system directory are erased.
The log file INSTALL.LOG can be viewed and used to analyse possible failures atinstallation. Contact technical support if the installation fails. See Chapter 4.
After installation the user is requested to send information about name, company,address, telephone and fax number and E-mail address to the E-mail [email protected]. Users not having access to E-mail may find alternative addresses inChapter 4. The information will be placed in our user's register and we will then be ableto reach you with upgrades, bug lists or other information of interest to SACC users.
The computer may be needed to be restarted after installation in order to update theoperating system. In such a case the installation program prompts the user.
Installation creates a program group denoted "SACC Version 4.0" which contains threeicons for the files SACC.EXE, UNWISE.EXE and SACC.HLP. The program group isshown in Fig. 1.
SACC Version 4.0 [Delad)
SACC Version Uninstall SACC Help SACC4.0 Version 4.0 Version 4.0
Fig. 1. SACC program group.

3. Running SACC
SACC is connected to an icon named "SACC Version 4.0". Depending on type ofoperating system, activate the program by double clicking on the icon in the programgroup "SACC Version 4.0", see Fig. 1, or select the icon in the Start Menu.
The program has a modern intuitive user interface and should not cause any problem touse for a user familiar to programs for Windows operating systems. For more detailedinformation on how to handle the program and meaning of input and result quantities itis referred to the supplied help system. The help system can be activated outside theprogram by either double clicking on the "Help SACC Version 4.0" icon in the programgroup or by selecting the icon in the Start Menu.
The help system is more conveniently accessed within the program by selecting the Helpmenu command "Help...". See Fig. 2. The help system can also be accessed by pressingCtrl+Fl on the keyboard or by clicking at the icon with a question mark in the toolbar.
SACC - (untitled)Help
Help... Ctrl+FlSettings Window
RSiXIA
About SACC.
Fig. 2. Activating help.
For help on specific input or results, one can either activate the help system according toabove and browse to or search after the topic of interest, or more conveniently one canplace the cursor at the input or result box of interest and press Fl on the keyboard. Theprogram then jumps to the corresponding help topic.
We have tried to make the help system as complete and easy to use as possible. Iffurther information is required, contact technical support or attend one of our trainingcourses. See Chapter 4.
4. Obtaining technical support
Technical support is available according to the license agreement. Technical support isat first hand only accessed through E-mail. Send a detailed description of the problemtogether with information on what versions of SACC and operating system are beingused to the E-mail address [email protected]. SACC stores data on a file denoted "jobname".sac where "job name" stands for the name assigned by the user to the job whenthe job was saved. Attach this file to the support mail. Having access to the file willmake it more easy for us to reproduce your problem.
Users not having access to E-mail may contact:
SAQ Kontroll ABTechnical Support SACC / Attention Peder AnderssonBox 49306SE-100 29 StockholmSweden
Telephone: +46 8 6174000Telefax: +46 8 6517043

Please respect the use of E-mail since it will make it more easy for us to handle support.Support problems are distributed to a relatively large support group, and the one mostsuitable person to solve the problem is assigned the task and will get in contact with youas soon as possible with a solution or an explanation.
Bug lists, upgrades or other vital information on the use of SACC will be distributed toregistered user with E-mail. See Chapter 2 for information on how to register.
On a regular basis S AQ Kontroll AB gives training courses in fracture mechanics whereas part of the course SACC is taught and used by the participants to solve practicalproblems. Special purpose training courses may also be arranged. Please contacttechnical support for further information.
5. Uninstalling SACC
The supplied uninstallation program should be used if SACC is to be uninstalled fromthe file system. The program is denoted UNWISE.EXE and is placed in the workingdirectory. The program is connected to an icon named "Uninstall SACC Version 4.0".Depending on type of operating system, activate the program by double clicking on theicon in the program group "SACC Version 4.0", see Fig. 1, or select the icon in the StartMenu.
The use of this program ensures an easy way to remove SACC from the file systemwithout causing harm to other parts of the system. Programs for Windows operatingsystem may share mutual files like OCXs and DLLs that have been placed in the systemdirectory at installation. Thus, removing these files in order to erase all files installed bySACC may cause other programs to fail.
The uninstallation program uses the log file INSTALL.LOG created at installation toremove SACC from the file system. The program group and all files placed in theworking directory at installation are removed and also the working directory itself unlessit contains other files like for instance job files. For Windows 95 and NT 4.0 operatingsystems, the files placed in the system directory at installation are also removed unlessthey are shared by other programs. Windows 3.x and NT 3.5 operating systems containno register for shared files so files placed in the system directory at installation are notremoved at uninstallation.
6. Acknowledgement
The development of SACC has been financially funded by the Swedish Nuclear PowerInspectorate (SKI), Barseback Kraft AB, Forsmarks Kraftgrupp AB, OKG Aktiebolagand Vattenfall AB Ringhals. Their support has made the program possible and is greatlyappreciated.
The author wishes also to express his gratitude to the other members of the developmentteam; Peder Andersson, Bjorn Brickstad, Peter Dillstrom and Carl von Feilitzen at SAQKontroll AB and Bengt Johansson at Tickatam for assisting with the programming.

References
[1] MILNE, I., AINSWORTH, R. A., DOWLING, A. R. and A. T. STEWART,"Assessment of the integrity of structures containing defects." The InternationalJournal of Pressure Vessels and Piping. Vol. 32, pp. 3-104, 1988.
[2] ANDERSSON, P., BERGMAN, M., BRICKSTAD, B., DAHLBERG, L.,NILS SON, F. and I. SATTARI-FAR "A procedure for safety assessment ofcomponents with cracks — Handbook" SAQ/FoU-Report 96/08, SAQ KontrollAB, Stockholm, Sweden, 1996.
[3] AINSWORTH, R. A., "The treatment of thermal and residual stresses in fractureassessments. " Engineering Fracture Mechanics. Vol. 24, pp. 65-76, 1986.
[4] The Swedish Nuclear Power Inspectorate's Regulations Concerning StructuralComponents in Nuclear Installations. SKIFS 1994:1, Swedish NuclearInspectorate, Stockholm, Sweden, 1994.

www.ski.se
STATENS KARNKRAFTINSPEKTIONSwedish Nuclear Power Inspectorate
POST/POSTAL ADDRESS SE-106 58 Stockholm
BEs&K/OFFiCE Klarabergsviadukten 90TELEFON/TELEPHONE + 4 6 (0)8 6 9 8 8 4 0 0
TELEFAX +46 (0)8 661 90 86
E-POST/E-MAIL [email protected]
WEBBPLATS/WEB SITE WWW.ski.se







![[INIS] Radionuclide migration in soils and groundwaters, including … · 2017-05-11 · INIS Ref. No. Title Authors Information Source Pub. Place Pub. Year [INIS] Radionuclide migration](https://img.pdfslide.us/doc/110x75/5f02d3a17e708231d4063483/inis-radionuclide-migration-in-soils-and-groundwaters-including-2017-05-11.jpg)