-
7/28/2019 Integrating Design and Production a Case Study of the
Naval Submarine Program
1/20
International Journal cf Production Economics, 28 (1992)
107-126Elsevier
107
ForumIntegrating design and production: A case study of the
navalsubmarine program*Thomas J. Ecclesa and Henry S. MarcusbUnited
States Navy, Washington, DC, USAhDepartment of Ocean Engineering.
Massachusetts Institute of Technolog~~, Cambridge, MA 02139,
USA(Received 11 July 1990; accepted in revised form 20 February
1992)
AbstractThe Japanese have shown the benefits of integrating the
design and manufacturing functions. The U.S. Naval shipbuilding
program presents formidable challenges to implementing such
ideas of integration both between the design and
productionorganizations m a given shipyard as well as between Navy
designers and personnel in the several competing
shipyards.Nevertheless, this paper describes how these challenges
were overcome in the introduction of advanced manufacturing
conceptsin the Navy submarine program.
1. IntroductionIn recent years, the study of product
devel-opment cycles in a wide variety of technology-
based companies has received much attention.The growing economy
of Japan and theshrinking role of U.S. industry in the worldmarket
have been the main drivers for suchresearch. Examinations of
mechanisms ofinnovation, organization of product develop-ment, and
methods of designing robustproducts have a recurring theme which is
theimportance of achieving a balanced integra-
Correspondence to: H.S. Marcus, Department of OceanEngineering,
Room 5-207, Massachusetts Institute ofTechnology. Cambridge, MA
02139, USA.* This article was originally accepted by the Journal
ofManufacturing and Operations Management.
tion of design for product performance anddesign for
manufacture. In this paper, the issueof design and production
integration will beaddressed in terms of the conventional
separ-ation of organizational entities and the bene-fits which may
be realized through moreoverlap and parallelism in the stages of
designwhich lead to full-scale production.The importance of
considering structureand methodology in the complex process
ofmoving a ship design from concept throughthe details of
production may not be obviousat first glance. After all, the
evolution of navalarchitecture and ship construction seems tohave
been a smooth advancement over thepast two hundred years, marked
more by newtechnological innovations than by step cha-nges in how
design is done. The historical milemarkers in ship design are
measured as tech-nical advancements: steam over sail, steel
-
7/28/2019 Integrating Design and Production a Case Study of the
Naval Submarine Program
2/20
108 J.C. Thomus, S.M. Henry/lntrgratiny design and
productionover wood, diesels and gas turbines oversteam, etc.
However, across many product lines whichare distinctly defined
by technology attributes,the latitude to influence the costs of
produc-tion has been shown to become greatly re-stricted after the
formative stages of design.Dixon and Duffy, citing the classic
Britishaerospace study which showed that 80% ofmanufacturing costs
were committed duringthe first 20% of the design process, describe
thecurrent focus in American manufacturing astoo sharply directed
at a search for solutionswithin the manufacturing process itself
[l, 21.Instead, industry, government and educatorsshould be
examining the role of designers andthe framework of the design
process as it re-lates to manufacturing, for more leverage
inimproving process costsproduct performance. while developing
A common expression for the prevailingmethod of transition of a
product from onedesign stage to the next, or from design
intoproduction, is the tlzrow it over the wallmethod. The
implication is that tasks are seg-mented into stages which employ
differentgroups of people in discrete work steps whichare packaged
so that when the end of a stage isrecognized, the results of the
work are passedto the next team. This serial organization ofwork
and resources appeals to a sense of func-tional task
accomplishment. But, the pitfalls ofsuch a philosophy are that the
teams andproducts from each stage fail to communicatewith the next,
or later, stages in the develop-ment process and that the delays in
transmit-ting specifications from one stage to anotherwill be
costly in the long run in terms of losttime and the lost
opportunity to incorporateadvanced methods and technologies in
theproduction process.Beyond the lack of congruency
amongdevelopment teams, the traditional serialmethods can restrain
the design in its eco-nomic use of facilities and equipment
which
may be in simultaneous or recent developmentby manufacturing
engineers. This is more sig-nificant than a lag in process
technology. Thecapacity of design teams which are orientedsolely
toward product performance to adaptthe design to the production
process is limitedby their inexperience with the
manufacturingsector and the lack of incentive to enhance theoverall
objective of building an affordableproduct which meets the
performance speci-fications. When the target is to get the
per-formance design over the wall on schedule,the aim rarely meets
the real goal of affordableperformance.The full realization of the
benefits of moresynergistic integration of design and produc-tion
requires more than consistent leadership.The proper blend of
expertise within designteams, the optimal overlap from one phase
tothe next, and the institution of feedback mech-anisms are other
issues. At a very basic level,the shift from a functional
organization to onewhich is product-oriented characterizes
manymodern success stories in manufacturing pro-ductivity. Also, a
strong emphasis on qualityand robustness must be communicated
toevery level of participation so that the idea ofa self-improving
process bridging design andproduction may be realized. Finally,
methodsof measurement of the goals and benefits needto be derived
and communicated clearly sothat a systematic establishment of
incentivesmay be brought to bear on the challengingobjective of
getting diverse sets of players allmoving toward common goals.To
complicate the issues for the case ofnaval ship construction, the
performancespecifiers and some designers are part of theNavy, and
the remainder of the designers,and essentially all of the
manufacturers areprivate sector components which generallycompete
with one another mainly on thebasis of naval ship construction
contracts.Thus the Navys challenge is to institutechanges which
lead to more effective integra-tion of design and production in a
multi-participatory environment which is far morecomplicated than
within a single corporateentity.
-
7/28/2019 Integrating Design and Production a Case Study of the
Naval Submarine Program
3/20
J.C. Thomas, S.M. Henry/Integrating design and production
1091.2. Synergy in teamwork
Advantages of a product-oriented approachto design and
development team structureresult from synergistic coupling of the
differentelements making up the multi-disciplinarygroup. A team
built of product designers andmanufacturing engineers offers
in-house ex-pertise in downstream development. Early
iden-tification of conflicts which may occur laterleads naturally
to cost saving resolutions andmore advantageous incorporation of
processrequirements in the earliest phases of design.Research has
shown that in comparableautomobile production, Japanese firms
de-signed products in two-thirds the time, usinghalf the
engineering effort of American com-panies. That advantage
translated into bettermarket responsiveness and faster
introductionof new technologies. The number of differentmodels and
the quantity of each produced defytraditional explanations which
rely on the ad-vantages of mass production. In this auto case,the
Japanese systems of development seem towork as flexible methods
suited for specialproduction of low quantity, high variety
prod-ucts [3, 41.Attributes of successful product develop-ment
strategy are arguably appropriate be-yond the auto industry.
Indeed, the focus onteamwork, interdisciplinary leadership,
andparallelism is being noticed in other industriessuch as consumer
electronics and tool manu-facturing. The critical indicator of cost
in de-sign is sometimes the time to produce a design.By
establishing closer associations and moreopen communications among
different func-tionaries, the passage of tasks and ideas fromone
phase to another can occur in an overlap-ping, fed-forward and
fed-back manner. Thisgives both the sender and receiver an
advan-tage in that the proposed design is consideredby the next
element before reaching finaliza-tion, and perhaps most important,
it gives thenext stage a heads up to begin planningbased on its
lead knowledge of what it is aboutto receive.
The formation of multi-functional teamswithin organizations
which comprise the naval
shipbuilding community is only part of thesolution to optimize
interaction in design andproduction. In Navy shipbuilding, design
func-tions are assigned to several of the major ship-builders, as
well as within the Naval SeaSystems Command (NAVSEA). In several
re-cent ship designs, NAVSEA has assembledintegrated teams of Navy
and shipbuilder rep-resentatives early in the process, and
workedtoward common, pre-competitive improve-ment of the design.
Often, these teams focusedon ship performance and the dissemination
ofinformation necessary to make competent bidsfor detailed design
and follow-on construction,rather than on specific measures to
improveproductivity during the construction phase.Further
development of early phase Navy/shipbuilder cooperation on methods
of integ-rating productivity factors into the design hasbeen a goal
of the Navys Chief Engineer [SJ.
Similar reduction of barriers to essentialcommunications between
members of designand production elements may be found insome
shipbuilding organizations. In others,labor agreements complicate
the structure ofintegration of functions, and some synergy
isinhibited. In the research for this report, themost advanced
ideas for integration of designand production occurred in
environmentswhere production personnel were least re-stricted in
crossing trade boundaries. Even inthose cases, the interaction with
design func-tionaries who were separately organized withrespect to
labor organizations or physicallyseparated from the production site
was weak.Generally, more flexible adaptation of teammembers to the
responsibilities of others, andthe ability to educate across
organizationallines can contribute significantly to the
effect-iveness of team performance.1.3. Producibility and
quality
The significance of attention to quality indesign and
manufacturing has become recog-nized, and received special emphasis
in theUnited States in recent years. Many com-panies have become
aware of the differencesamong competitors in the costs
associated
-
7/28/2019 Integrating Design and Production a Case Study of the
Naval Submarine Program
4/20
110 J.C. Thomas, S.M. Henry!lntrgratiny &sign and
productionwith rework, and the costs of maintainingreputation in
the face of poor quality productsin the market. Traditional
estimates of qualityproblem costs were unrealistically low.Taguchi
and Clausing [6] have paraphrasedthe former vice president of
Toyota, TaiichiOhno:
Whatever an executive thinks the losses ofpoor quality are, they
are actually six timesgreater
Taguchi is the namesake of his principles ofquality engineering,
the Taguchi Methods[4, 7). He and Clausing, of MIT, write
aboutRobust Quality, and in the article of thattitle they condense
several of Taguchis prin-ciples into a simple statement:Quality is
a virtue of design
The implication is that the essence of thequality of a
manufactured product is deter-mined in the design process. Also
implicit is thenotion that the manufacturing process is con-sidered
in the design. A design that incorpo-rates integrity of quality
lends itself naturallyto a production process which may be
oper-ated and monitored to achieve the desiredstandards.
Statistical process control methodsare basic to the concept of
monitoring, identi-fying problems, and guiding solutions. Theyallow
the production manager to glean theimportant information from an
over-specifiedcollection of parameters, and pick the at-tributes
which may be most significant forerror correction. Generally, the
goal is to min-imize scatter, and then guide the aim pointtoward a
target in product performance space.All of these controls and
monitoring are after-action repairs to a system which is
mostlydetermined during design. And that may bethe most important
point regarding quality inthe context of this paper. The conclusion
issimilar to the idea, mentioned above, that thevast majority of
production costs are deter-mined in the earliest phases of the
designprocess.So if quality and producibility should bebrought into
the design as early as possible,how should design teams do that?
Certainly
a team cannot simply decide to increase itsemphasis on
manufacturing and quality andexpect to automaticaIly see positive
results.There must be an injection of some differentperspective and
experience to balance and in-teract with the established product
designers.Logically, that input should come from theproduction
plant. In shipyards, there typicallyis a group of waterfront design
and planningpeople who maintain the link between the con-tracted
design and the production work. Theyare oriented toward the
facilities and workforce which are particular to that
shipyard.Their career evolution often involves an earlyphase in the
skilled labor force, masteringa trade, then a move into the
planning anddesign side of the operation. The waterfrontdesigners
and planners are, today, oftenbrought into the detailed design
process (withthe main group of product designers) prior tothe start
of production work to bring schedul-ing expertise to the
pre-planning effort. Theseexperienced, process-oriented designers
areprobably the best group to begin cross-train-ing for use in
earlier phases of design, includingthe pre-competitive stages when
the Navy andits builders have formed cooperative designteams.
Usually however, the industry repres-entatives on such joint groups
are profes-sionals and managers who are more detachedfrom the
waterfront processes. Theircontribution is designed to enhance
productadherence to specification, rather than to
bringproducibility concepts and discipline to thedesign.One method
of product development archi-tecture which is oriented toward
improvingquality within the framework of customer ex-pectations is
the House of Quality programdescribed by Taguchi and Hauser [7] and
firstimplemented by Mitsubishi. This system in-volves the assembly
of a team of people repres-enting major disciplines, including
design,manufacturing, and marketing whocooperatively determine
weighting factors as-sociated with product attributes. Theseweights
are designed to balance the customersperceptions of the product
against its competi-tors with the companys perspective of the
-
7/28/2019 Integrating Design and Production a Case Study of the
Naval Submarine Program
5/20
J.C. Thomus, S.M. Henrgllnteyratiny design and production
111products value and the cost of adding features.The system has
been adopted by variousAmerican manufacturers, including the
FordMotor Company. The House of Quality offersmany ideas for
creative product design paths,but it also invokes a simple
discipline of com-bining functional resources for the commonpurpose
of defining an optimal product de-scription. The mere prerequisite
of conveninga multi-disciplined group of decision makerssupplies an
answer to interdepartmental com-munications problems. The forward
lookingaim of the process avoids some of the familiarproblems
inherent in review meetings whereattribution is more emphasized
than coopera-tion. And the equal emphasis given to eachdiscipline
within this process is crucial toenhancing the influence of
production consid-erations.
2. Ship design and acquisition processIn trying to apply the
lessons of design-
production integration to Navy shipbuilding,one immediately sees
challenges in two areas.First, the shipyard which contains both
designand production functions faces the normalover-the-wall
syndrome experienced in U.S.industry. Design and production may
belocated in different geographic areas with dif-ferent unions,
budgets, and organizationalstructures and incentive systems.
Second,Navy shipbuilding has the additional problemthat all the
early stages of design may be per-formed before the production
shipyard is evenchosen.
The Navy has established a formal processof design stages
leading to construction con-tract award. The organization of that
processhas strong influence on the contracting,pricing, and
competition in the naval ship-building industry. Methods of
manufacturewhich may reduce production cost or lead toother
performance or life-cycle cost enhance-ments often require long
lead time recognitionby many parties to ensure incorporation in
thenext design. The early association of biddingshipbuilders with
the Navy design and pro-
gram management establishments is essentialto optimizing a
design for producibility.
2.1. Design fr amew lorkShip design may be considered in four
clas-sic consecutive stages:- Concept Design- Preliminary Design-
Contract Design
- Detailed DesignWith the selection of a basic set of
guidelinesand major characteristics of the ship set byfeasibility
studies and a Concept Design, a de-sign team is formed to produce a
Prelimi-nary Design which is considerably moredetailed. The
Preliminary Design does not in-clude sufficient information to
allow exact costdetermination in contractual terms, but it
doesaddress complex issues such as stability, sur-vivability,
manning, major systems, and lifecycle considerations such as
overhaul interval.As with the various feasibility studies, the
Pre-liminary Design has historically been an inhouse NAVSEA
function. However, since thelate 1970s major shipbuilders have
sometimeshad some access to the preliminary design pro-cess, such
as the 60 producibility concept stud-ies conducted by seven
shipbuilders interestedin the Arleigh Burke (DDG-5 1) class
destroyerprogram [S].The Contract Design is intended to be
ofsufficient detail that shipbuilders can use it asthe basis for
precise bidding against competi-tion for award of the production
contract. Thespecification for every weld bead and fittingmay not
be spelled out, but the builder canexpect that significant
departures from a Con-tract Design will require revision or
re-negoti-ation of any resulting production contracts. Inrecent
shipbuilding programs, notably theArleigh Burke (DDG-51) class
destroyer, theNavy has included within its Contract Designteam
several representatives of each candidateshipbuilder. The
shipbuilders participantshave generally been naval architects and
sys-tem design engineers.
The Detailed Design is the device used asexact documentation by
the shipbuilder to
-
7/28/2019 Integrating Design and Production a Case Study of the
Naval Submarine Program
6/20
112 J.C. Tl~omas, S.M. Hrtli4ilnt~gratitlg design and
production
describe the ship to be built. It should reflectevery detail
expected by the Navy, and it willform the record base for all
future repair andmodification work to be accomplished on theship.
The Detailed Design is usually contrac-ted to one shipbuilder from
among the candi-dates for construction contracts. In the past,a
common practice was to tie award of thedetailed design to the lead
ship constructioncontract. The result was nearly concurrent
de-tailed design and first ship construction.
2.2. Contemporary design strategiesIn the case of the new
Seawolf( SSN-2 1) class
submarine, the detailed design was divided bymajor systems
between the only two U.S. sub-marine construction yards (General
Dynamicsand Newport News Shipbuilding) and it wasawarded two full
years before the anticipatedkeel laying of the lead ship. The
interim periodbetween start of detailed design and start oflead
ship construction was intended to providea maturity in the design
which would presum-ably lead to fewer conflicts and
interferences,and which was necessary given the increaseddesign
work required in zone-oriented con-struction. Also, teams were
created for the re-view of producibility concepts which aroseduring
Contract Design. The Seawolf Produci-bility Steering Group (PSG)
included designrepresentatives from both of the shipbuildersand
from NAVSEA. Working groups focusedon broad system areas to address
ideas regard-ing standardization, uniform tolerances,
andcommunication of digitally transferred in-formation such as
plans and specifications[9-l 11.In a special program to design a
new hullform special application vessel calledSWATH/T-AGOS, the
Navy and twelve civil-ian shipyards formed a collocated team
toconduct a combined preliminary and contractdesign. For the
Seawolf, the two submarinebuilders started with a Navy feasibility
studyand derived separate preliminary designswhich the Navy used to
compile a best ofboth preliminary design. Each shipyard thenused
this net preliminary design to derive two
independent proposed contract designs. In1986 the Chief Engineer
of the Navy, ViceAdmiral James H. Webber [ 1 l] referred to
thisclose coupling of Navy and industry in allphases of design:
The result will be a ship that benefits fromthe innovations of
two experienced ship-builders, with close Navy oversight toensure
that our performance requirementsare met.Earlier association
between the Navy cus-tomer/designer and the shipyard
producer/designer should improve the product and the
production cost provided the Navy maintainsa vigilant watch over
degradation of perform-ance or quality for the sake of cost
cutting.
In the past, the hierarchy of the naval shipdesign process
appeared to be a classic overthe wall situation. Traditionally, to
a varyingextent, this was certainly the case as the designwas
broken into rigid blocks with little interac-tion between the
different government and pri-vate sector design agents and the
buildingyard. Today, the Navy seems to recognize thevalue of some
overlap among the stages ofdesign and production, and of
consistency inprogram leadership from early design throughbeginning
production. In the most recentmajor ship acquisition programs, the
seniorleadership has been maintained througha much longer period
than allowed for by thetraditional turnover rate among senior
offi-cers. In the case of the Seawolf (SSN-21) classsubmarine, the
current program manager hasbeen involved from the earliest phases
of de-sign as the Ship Design Manager over eightyears ago (as a
Commander) until 1991 (asa Rear Admiral), when he presided over
com-pletion of detailed design, lead ship construc-tion and award
of follow-ship buildingcontracts.The integration of producibility
and qualityconcerns within the design process is also thesubject of
a Department of Defense researcheffort coordinated by the Defense
AdvancedResearch Projects Agency (DARPA). The termgiven to its
approach to an integrated design
-
7/28/2019 Integrating Design and Production a Case Study of the
Naval Submarine Program
7/20
J.C. Thomas, S.M. Henry/Integrating design and production
113methodology is concurrent engineering, andthe DARPA program is
called DICE (theDARPA Initiative in Concurrent Engineer-ing). The
DICE program is a consortium ofdefense industry representatives and
universityresearchers. Their work has been described
asintermediate-term and pre-competitive [l].The methodology is
highly coupled withinformation systems development to
supportadvanced Computer-Aided Design and Manu-facturing (CAD/CAM)
systems which willcombine three dimensional product descrip-tions
with textual information which may beprocessed for database
purposes. The DICEprogram is intended to integrate design,
manu-facture, and life-cycle requirements intoa coordinated
framework. The obstacle facingDICE concepts today is the more basic
devel-opment of the computer base for such concur-rent design.In a
related vein, the Defense DepartmentsCALS (Computer-Aided Logistic
Support)programe is intended to support the life-cycledevelopment
of design, construction and logis-tical data for ships and other
major weaponssystems. The SeawoCf (SSN-2 1) submarineclass
construction is one of several initial insti-tutions of a the CALS
program in defenseacquisition. A major Seawolf initiative is
thedevelopment of Sectional Construction Draw-ings (SCD) which
support direct creation ofthe production work packages from
originaldesign drawings transmitted between organ-izations through
a digital data exchange.Other Seawolf program initiatives include
theinstitution of a Producibility Steering Groupof designers from
the shipbuilders and theNavy to coordinate and evaluate
productivityimprovement proposals and standardizationissues, and a
Producibility Review processwhich requires review of each shipyards
Sec-tional Construction Drawings by the othershipyard. Brucker
describes this as a produci-bility review conducted . . . not only
in-house, but also by an independent and highlyinterested second
party. The shipyards re-view teams include representatives
fromdesign, construction, planning and quality as-surance groups.
Their inputs are considered
for changes to the SCDs prior to use in pro-duction work
packages [9].
3. Production: the industry and technologyThe idea of giving
more design considera-
tion to how a ship is built is simple enough atfirst glance:
infuse the design process withsome experienced builders. But, the
way shipsare built is changing today. The experiencebase is saddled
with many years of traditionalshipbuilding practice which may not
providethe designer with the relevant background toimprove the
producibility of his design fortomorrows construction. Designers
should beaware of the basic philosophical changes inship production
and the technologies whichenable the methods. The ship designer
hasmuch potential to contribute to the science ofship construction
through his own innovationand by recognizing
design/manufacturesynergies. This section will characterize
thefundamental methods which distinguishcontemporary ship
construction from thewell established, traditional systems of
ship-building which prevailed in the United Statesthrough the
1960s.3. I. Submarine construction industry
Beyond the special control required to en-sure hull integrity
for submersibles, the adventin 1955 of nuclear power plants in
ships im-posed stringent new technical requirementsupon shipyards
which would build and repairsubmarines. Few of the existing
builders foundthey could afford to operate in this
technicallychallenging and administratively formidableenvironment.
Today there are only two com-mercial shipyards and six naval
shipyardsqualified to build or repair nuclear poweredships and
submarines. The Navys shipyardsmoved out of the new ship
construction indus-try in the 1960s. and today they work
exclus-ively in ship repair and modernization. Thisleft two
commercial submarine yards in theUnited States: the Electric Boat
Division
-
7/28/2019 Integrating Design and Production a Case Study of the
Naval Submarine Program
8/20
114 J.C. Thomns, S.M. Hunry/lntryrating design md productionof
General Dynamics Corporation (EB) inGroton, Connecticut, and the
Newport NewsShipbuilding and Drydock Company (NNS)in Newport News,
Virginia.3.2. Shipbuilding procrss innovations
The change in worldwide shipbuilding inrecent decades may be
characterized generallyas a transition from a systems oriented
con-struction process to one which is zone oriented.Basic changes
in welding technology in the1940s enabled shipbuilders to shift
from a se-quential process of hull erection and internalsystems
outfitting to a more parallel approachof construction by zones.
Today, the termszone construction and group technologyrefer to the
accepted method of building shipsas assemblies of smaller
subassemblies, and theorganization of production work by
associatedproducts and zones. Chirillo and Chirillo [ 121have laid
out the historical foundations for thismetamorphosis, tracing the
Japanese leader-ship position in shipbuilding back to thesystem
developed by Henry Kaiser at hisAmerican shipyards during WWII.
Establish-ment of postwar commercial ship constructionat Japanese
yards which had been spared wardamage brought the concept of Group
Tech-nology to Japan through Kaisers superintend-ent, Elmer Hann.
The Japanese companyIshikawajima-Harima Heavy Industries Co.,Ltd.
(IHI) eventually acquired the yard atKure where Hann had introduced
the neworganization. The Kure facility was led byDr.Hisashi Shinto,
who had been Hanns ChiefEngineer (and years later was the president
ofNTT).Shinto further refined the industrialmethods using
statistical process controltaught by Dr. W. Edwards Deming and
de-signed a system which Chirillo describes as CIconstantly
self-improving shipbuilding systemwith basic Kaiser logic intact.
The reversetechnology transfer from IHI to the UnitedStates was
facilitated by the National Ship-building Research Program (NSRP),
a govern-ment/industry consortium which sponsoredexchange between
industrialists and academics
and studied the system at IHI [ 13, 141. Chirillorelates the IHI
evolution of product develop-ment in terms of levels, which are
illustrated inFig. 1. At each level, the organizations of thework
instructions and the work force becomemore parallel. The
construction process isimproved by taking advantage of a
product-oriented view toward fabrication and assem-bly, and using
analysis techniques to measure,control and improve progress.In this
report, the advancement of submar-ine construction through the
fourth of theselevels, and into the fifth is observed. A basictenet
of the IHI observations is that shipbuild-ing technology
development is not restrictedto the application of physical
technologicalsystems, but also requires a systematic ap-proach to
design, work planning, and integra-tion of resources to produce a
quality product.The most significant features of the methods
ofshipbuilding which were transferred during the1970s were
organizational and methodologi-cal, rather than based on facility,
machinery, ornational work ethic [12].The issue of a productivity
disparity be-tween American and overseas shipyards hasbeen
addressed and evidenced by Weiers [ 151.In his study for the U.S.
Department of Trans-portation, Weiers summarizes the major
con-struction process innovations which mightaccount for improved
productivity outside theU.S. In differentiating between systems
in-novations and automation, Weiers notes thatsystems innovations
are significantly more im-portant in explaining the productivity
gap.Weiers simplified history of the developmentof improved
shipyard work organization, andthe very complete treatment of
shipbuildingmethods given by Starch, Hammon and othersin Ship
Production provide a through descrip-tion of the methods and
practices of modernshipbuilding, and their evolution in the pastfew
decades 1161. In recent years, the Navyand the shipbuilding
industry have developedseveral programs to incorporate
advancedshipbuilding technologies in naval shipbuild-ing and to
formulate new strategies for im-proved design and manufacturing
interfaces[17-251.
-
7/28/2019 Integrating Design and Production a Case Study of the
Naval Submarine Program
9/20
J.C. Thomas, KM. Henry/Integrating design and
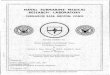
productionPost-Implementation Review of Sheetmetal Cell
ProjectActual/Projected Savings Compared to Planned Savings in
Direct Labor Manhours
A B C D E F G H TotalSubmarine Projects
m Planned Savings (normalized for Ship H)Actual/Projected*
Savings
Fig. 1. Levels of shipbuilding technology development [12].
4. Government programs to improveproducibility
Many projects and programs have beendevised for the purpose of
improving produc-tivity in defense acquisitions. The
NationalShipbuilding Research Program (NSRP),which was established
in about 1970 as acollaborative effort between shipbuilders andthe
government, was influential in transferringmethods and systems
technology fromJapanese shipyards to the U.S. The NSRPsupports
research and has shared industrycosts. One category of its many
types of pro-jects has been obtaining consulting servicesfrom
Japanese shipbuilders [ 133.This paper will focus on a program
estab-lished between the Navy and a naval ship-builder to stimulate
the incorporation ofadvanced manufacturing technologies in thenaval
ship construction process.
115
4.1. The shipbuilding technology programA cooperative
relationship between theNavy and industry began in 1983 when
theShipbuilding Technology (ShipTech) program
was created at the Electric Boat Division ofGeneral Dynamics.
Three projects within thatprogram are used as case studies to
supportconclusions of this report. One distinguishingcharacteristic
of the ShipTech program is therequirement that a detailed
cost-benefit studybe accomplished and documented for
projectproposal, and that the performance after im-plementation
must be measured and reported.The proposal includes planned costs,
benefitsrealizable through ship construction costreductions and a
schedule of cash transfersbetween the parties which demonstrates
theinvestment feasibility of the project. For theShipTech projects
described in this report,forecast Navy ROIs (actually, internal
rate of
-
7/28/2019 Integrating Design and Production a Case Study of the
Naval Submarine Program
10/20
116 J.C. Thomas, S.M. Henry/Integrating design and
productionreturn - IRR) ranged from 17% to 29%. In thesingle case
where a Post-Implementation Re-view was examined, the overall
result was thatsignificantly better savings were realized
inpractice than were forecast.
The goal of the ShipTech program is toaccelerate into the ship
construction processthe incorporation of new technologies whichhave
the potential to decrease the costs ofproduction. In this
relationship, the Navyagreed to release funds to General
Dynamicsfor the purpose of developing and implemen-ting technology
modernization projects whichmay prove beneficial ultimately to both
par-ties. The funds to be released representamounts earned under
existing constructioncontracts (based on percentage of
physicalprogress completed), but which are not yetpayable due to
limitations in the terms ofpayment of the contracts. The funds
releasedare used for development and capital costsassociated with
projects submitted byGeneral Dynamics and approved by theNavy. The
funds are subsequently recoveredby the Navy in accordance with a
schedulebased on General Dynamics pretax reduc-tions of profit due
to the developmentcosts.
The basic idea of ShipTech financing is thatthe Navy will
release funds which cover devel-opment and implementation capital
costs forthe project and then the Navy recovers itsinitial
investment plus a share of the resultingcost savings on Navy
contract work. Develop-ment cost recovery by the Navy is such
thatover the period between release and recovery,the amount
released provides a value in termsof the prevailing cost-of-money
(per the CostAccounting Standard 414 published in theFederal
Register) equal to the pretax profitreductions represented by the
total develop-ment costs of the project. Implementationcapital
amounts released by the Navy are re-covered on the basis of
after-tax cash flows toGeneral Dynamics resulting from project
im-plementation. The average value of the Navyinvestment in each of
the roughly twenty Ship-Tech projects is on the order of one
milliondollars.
5. ExamplesThree examples of ShipTech projects whichincorporate
advanced manufacturing tech-niques are described in following
paragraphs.
Each of the examples involves some level ofintegration between
design and productionfunctions. The first two show how
integrationmay be performed between design and produc-tion within
the same yard. The third shows thegreater complexity of integrating
the Navydesigners, the yard designers and the yardproduction
personnel.5.1. Ventilation duct manufacturing case
Sheet metal fabrication in submarine con-struction has
traditionally been a very laborintensive, job shop oriented
production pro-cess involving hundreds of different shapes anda
high degree of shop floor talent and attentionto product design.
The ShipTech project whichmotivates this case was derived from a
broaderNavy-sponsored project at the Bath IronWorks (BIW) shipyard
in Maine (a builder ofNavy destroyers, cruisers and frigates).
Underthe auspices of the Navys ManufacturingTechnology (ManTech)
program, BIW wasdeveloping a standardization of ventilationsystems
components which would lend itself tocomputer aided design
implementation ofa limited number of product shapes whichcould be
manufactured in higher volume.The General Dynamics project would
applythe ManTech program ideas to submarineconstruction.
Ventilation system design andconstruction is similar in surface
combatantsand submarines, but submarines are consider-ably more
constrained in internal volume.Therefore the system designs are
more com-plex and have historically used more uniqueparts.
Potential gains in this costly environ-ment were considered very
significant.5.2. Designing on the shopJEoor
The process of taking very basic designguidance on ventilation
system arrangementand specifications and translating it to the
-
7/28/2019 Integrating Design and Production a Case Study of the
Naval Submarine Program
11/20
J.C. Thomus, S.M. Henry/Integrating design and production
117
work process documents used in the sheet-metal shop requires a
great deal of unrepeat-able work. The design product
traditionallyprovides a very efficient layout of ducting, buteach
run is a custom design and requiresunique component shapes. The
design plansdo not tell the shop how to unfold the
three-dimensional shapes into patterns which maybe laid out on
sheetmetal and cut.In the past, the sheetmetal planners wouldcreate
a cardboard template from full scaledrawings which they would have
produced byredrafting the design guidance. This patternwould
represent the exact shape to be cut fromthe sheet stock. It was
estimated that the shopstored over 40,000 of these templates.
Nestingof various parts was necessarily a manual pro-cess, so the
algorithms available for minimi-zing scrap were not applicable. The
technicaltalent and labor involved in planning and set-ting up each
individual piece of sheet metalwas extremely costly and repetitious
of pre-viously accomplished design work. Little gainwas realized
from a change in volume and thesystem was very sensitive to a loss
of experi-enced craftsmen. Obviously, this system ofelaborate
planning effort was costly and ineffi-cient from a manufacturing
perspective.
5.3. Standardizing component shapesThe solution required some
method tostandardize the ventilation ducting compo-nents used
throughout the submarine. Stan-
dardization would make available somecomputing technologies
which offer tremen-dous savings potential. In this project,
anintegrated CAD/CAM system including anumerically controlled
manufacturing cellsupported by a manufacturing control systemwould
bring together several fundamentalproduct and process changes with
promisingpotential.
First, a library of standard three-dimen-sional geometries is
amenable to simple trans-lation from final assembly shape to
flatpatterns. This would eliminate the costly andtime consuming
process of decomposing theunique shapes into one-of-a-kind
cardboard
templates. The geometries would be suffi-ciently generic to
support the high perform-ance volume constraints in
interiorsubmarine arrangement. Designers wouldspecify a system
component by picking afamily of shapes and listing the standard set
ofattribute values which completely describe theparameters of the
part. These might includelengths of sides, cross-section
geometry,transition length, and angular displacementsof faces with
respect to a baseline. A simpleexample is illustrated in Fig.
2.Second, by limiting the general geometriesto a relatively small
group, the designers andfabricators would reduce the time and
effort tolay out and build the system. Standard flatpatterns of
various sizes could be cataloguedand handled by an automated
nesting systemwhich would integrate outfitting schedulesinto the
work planning process. The resultwould be time-sensitive response
to the con-struction schedule with minimal scrap.
Perhaps most significantly, families ofshapes are easily
communicated from design,through planning, to instruction sets for
nu-merically controlled machine tools used toposition, cut, drill,
and individually label partson the sheet metal. The numerically
controlledmachinery would perform at a cutting ratesubstantially
faster than the former methods.Quality and safety considerations
were alsoimproved over the more labor intensivemethods. Even the
creation of work packagedocumentation for parts assembly by a
sheet-metal mechanic was made simpler because theautomated planning
process was able to simul-taneously produce drawings of
componentshapes and final assembled products. This re-duced the
labor effort substantially from thetraditional method where work
preparationefforts prior to actual machining typically ac-counted
for 30% to 40% of the total manhoursin fabrication. The fabrication
process movedfrom job-shop toward a flexible productionline.
Finally, the integration of design and manu-facturing
considerations which took place dur-ing the development stage for
this effort servedto bridge a gap which had formed between
-
7/28/2019 Integrating Design and Production a Case Study of the
Naval Submarine Program
12/20
118 J.C. Thomas, S.M. Henry/Integrating design and
productionr,!B
HUMAN-ACTIVATED ONSTANTLY-MPAOWNG MANUFACTURING YSTEM
TQC - Small-Group Activities
INTEGRATED HULL CONSTRUCTION,OUTFIlTlNG. AND PAINTING
Zone/Area/Stage
Process Analysis a Statistical Control
PROCESS ZONELANES OUTFllTlNG
Systemnone
System
Fig. 2. Simple generic vent component shape description.
design engineers and the shop. Incorporationof the ideas gained
through the Navy-spon-sored BIW destroyer work was led by
produc-tion personnel. To make the plan work theyneeded to
coordinate their generic shape ideaswith the shipyard designers who
specify thedetailed product descriptions. Both the de-signers and
the producers would realize newefficiencies by adopting the
changes, but atfirst those advantages were only apparent tothe
production people with the ManTech caseexperience. The upward
movement of productand prqcess improvements (from the shopto the
designers) which was followed in thistechnology development is the
basic character-ization of a modern self-improving manufac-turing
strategy.5.4. Structural steel plate cutting case
The process of converting heavy steel platestock into cut and
labeled components forwelded assembly into foundations and
otherstructures has been a manually intensiveplanning effort and
was, until recently, onlyslightly automated in the shops cutting
opera-tions. The actual cutting of pieces has, for some
HULL BLOCKCONSTRUCTION I I PREOUTFllTlNG
HULLCONSTRUCnoN I / OUTFllTlNG I
time, been accomplished by several tape-driven,
numerically-controlled (N/C) oxy-fuelmachines. The preparatory
steps of scheduling,selecting, nesting and programming the workhas
been done manually. The movement ofsheets through the process,
piece marking,layout, tape-loading, and machine monitoringare also
manual operations. The oxy-fuel cut-ting machines typically operate
at abouttwelve inches per minute along the-cut path.Some other
machines operate by optically fol-lowing a template path, and these
machinesare generally slower than the N/C machines.Advancements in
the technologies of steelcutting and machine automation have
madeimprovement of the process feasible. The oxy-fuel methods are
slower than state-of-the-artplasma arc cutting for plate
thicknesses lessthan about two inches. Fig. 3 demonstrates
themagnitude of time savings for a standardtwelve inch square
pattern, depending uponplate thickness.In the submarine
construction environment,except for hull plate, nearly all
structural steelplate to be cut is one inch thick, or less. So,
theplasma arc process offered an average im-provement of between
300% and 800% in
-
7/28/2019 Integrating Design and Production a Case Study of the
Naval Submarine Program
13/20
J.C. Thomas, S.M. Henryflntegrating design and production
119
cl.53 1 .cm 1.50 2.00 2.50Plate Thickness (inches)
Time to cut e 12-inci7 square
Fig. 3. Reduced cutting time for plasma arc over oxygas.
cut time over oxy-fuel. Machine control andintegrated planning
and nesting throughdigital networks of related computers also
be-came available. The effects of instituting theprogram would be
to take advantage to tech-nology improvements and process
automationfor increased productivity.5.5. A process aut omat i on
probl em
The proposed system for modernizing thesteel plate processing
involved several basicprojects. Facility for smoother handling
ofplate from the entry point to the output of cutand labeled parts
required overhead crane andfloor layout plans. The new plasma arc
techno-logy would be fitted to a gantry system whichworks around
the plate to be cut. The pro-gramming of schedule, parts layout
andlabeling would be integrated on a plannerscomputer so that parts
to be produced ondemand would be brought up on a dailyroutine,
matched by plate thickness, and auto-matically nested for minimum
waste of mater-ial. The resulting work package may becommunicated
directly to the digital machinecontrol system. Plates stacked at an
entry
point are picked (the crane is sensitive, in a tac-tile way, to
alarm if it is picking up the wrongthickness for the job at hand)
and transportedto a marking system which uses a dot matrixpeening
system to label the plate. Since thesystem is aware of the nested
cut patterns,markings can be applied to the uncut plate sothat
after cutting, each component has a com-prehensive label. The plate
is automat-ically transported to the nearby plasma arecutting
machine, and the cut process occursautomatically. In general, a
single operatorfrom a booth can control the entire operation.A
magnetic gantry picks the cut pieces fromthe plasma arc machines
bed and transportsthem to the output point where they may
betransported to assembly cells.The supporting database for the
design andplanning establishments was converted fromthe previous
system for parts associated withships already in production.
Additional in-formation which had not been accommodatedin the
previous system, such as parts marking,was added. The new database
system was de-signed to accept digital data transfer fromincoming
design documents which wouldarrive from the Navy sponsor, the
other
-
7/28/2019 Integrating Design and Production a Case Study of the
Naval Submarine Program
14/20
120 J.C. Thomas, SM. Henry/Integrating design and
productionshipbuilder, and from in-house designers. Thisintegration
of information from internal andexternal sources, and the
integration directlyfrom the detailed design documents to
themachine on the shop floor, are symbolic of thegeneral trend in
modern ship design and con-struction and have been emphasized in
thedesign and acquisition programs for the Sea-wolf(SSN-21)
submarines 19, lo].
This program illustrates the evolution ofproductivity
improvements in the U.S. ship-building industry. First, production
processesare taking advantage of group technologytechniques to
improve local cell efficiency.Then, designers are applying
zone-orientedthinking to systems which have been specifiedin
functional form. Finally, the design and pro-duction elements are
integrating their deliver-able products from one stage to
another,reducing the errors and inefficiencies whichmay derive from
interpretations and transla-tions. The next steps are to infuse the
earlierstages of design development with a motiva-tion to innovate
for producibility as well as forfaster and deeper performance.
5.6. Pipe bending taxPiping systems in submarines and
surfaceships carry a wide variety of fluids operating atvarious
pressures, up to 4500 psi. The equip-ment density in submarines is
extremely high,
and piping system fabrication, outfitting, andtesting account
for a significant part of thelabor expense in submarine
construction.Zone outfitting has encouraged more prefabri-cation of
pipe assemblies by allowing section-end access for larger assembly
input to thezones. Group technology applications in mostshipyards
have resulted in pipe shops buildingand testing more complex pipe
assembliesprior to moving the work to the ship than
everbefore.There are generally two methods availablefor orienting
pipe runs to the shipboardlayout: bending, or cutting and welding
fittedjoints such as sleeves and elbows. The bendingoption is
usually preferable for several reasons.The alternative method using
welded joints is
labor intensive, costs extra for special fittings,may be
vulnerable to system failure at thewelded joints, requires
additional materialcontrol considerations for certified systems,may
reduce system performance character-istics (e.g., flow
obstructions), and involvessubstantial additional cost in
non-destructivetesting of the joints. Large-diameter pipe be-nding
equipment is expensive, and some ship-builders have historically
subcontracted suchwork to specialized companies. Integration
ofmodern bending technology into the ship-building process offers
construction andlife-cycle cost reductions, and has
designimplications which can improve the shipsperformance in terms
of volume and weight.Submarine designers prefer to minimize
thenumber of fittings installed where bending isan alternative, and
installing large diameterbending equipment offers the option to
bendthrough the full range of pipe sizes. This is anarea where
designers clearly can have a majorimpact on producibility, if the
production en-vironment is compatible and
communicated.Understanding the facility and recognizing themultiple
advantages of bending are essential ifpiping system specifiers are
topotential to influence the costthe design.5.7. A replacement
technology
maximize theireffectiveness of
The technology of pipe bending, for largediameter pipes, has
been limited in the past toa manual process of using force
application toone end of a restrained pipe length, andbending to a
point which results in the desiredangle after accommodating
spring-back. Thebending operation required use of an overheadcrane
for large forces, and the measurement ofbend angle was completely
manual. For pipediameters of 5 inches to 10 inches IPS, espe-cially
using strong materials such as Inconeland Copper-Nickel, the manual
bending pro-cess is a major effort.Development of machinery for the
auto-matic, precise bending of large-diameter pipeenables designers
to consider a new set ofbounds on the specification of bends
rather
-
7/28/2019 Integrating Design and Production a Case Study of the
Naval Submarine Program
15/20
J.C. Thomas, S.M. Henryl lnt egrat ing design and producti on
121than welded joints. The submarine construc-tion yards have been
moving from manualbending methods to automatic machinery.
Theincorporation of a large-diameter pipe facilityenables bending
every diameter and materialof piping which is specified in current
andfuture submarine classes.Integration of the large diameter
equipmentwithin the computer controlled facility ofsmaller capacity
bending machinery (whichwas already in place) was one of the
objectivesof this project. The new arrangement wouldhave a central
shop computer distributingwork to machines with different pipe size
ca-pacities, as established by the automatic con-vergence of
production schedule and designrequirements. Replacement of many
joints bybends, in the large diameter cases consideredfor this
project, results in the following relativecost savings over the
pre-ShipTech method ofdoing business:Cost Savings in Direct Labor
68% to 90%Cost Savings in Direct Material 66%
These figures account for the reduction intotal labor hours as
well as the decreased costof more skilled labor which was necessary
forthe replaced technology. Material costs reduceas the net of a
minor increase in total pipelength required for bends, less the
high cost ofpurchasing many special fittings. The in-creased cost
in indirect labor hours is about10% to 20% of the direct labor
hours savings,depending upon which year is considered. In-direct
material cost increase is less than 5% ofthe corresponding direct
material savings. Itshould be noted that the cost of revising
pipingplans to accommodate the incorporation ofbends where fittings
are currently specified isnot considered in the ShipTech project
pro-posal, and this is a point of negotiation be-tween the Navy and
the builder today. Anassessment of those implications is beyond
thescope of this paper.5.8. Design Implications
The systems which employ high strength,large diameter pipes are
typically seawater sys-
terns whose failures would place the entiresubmarine at risk.
Improving the producibilityof large diameter pipe bends, thus
reducing thenumber ofjoints specified by the designers, canimprove
reliability as well as reduce construc-tion costs. High strength,
large diameter fit-tings are considered very expensive comparedto
the alternative of bending because ofthe specialized manufacture of
the fittingswelded joint area, its small numbers, and theadditional
quality assurance testing and docu-mentation imposed by
certification require-ments. Also, the unit weights of pipe
fittingsare greater than the equivalent functionallength of pipe,
so a replacement of fittings bybends results in piping systems
weight reduc-tions.A design trade-off in the amount of
volumerequired for piping systems arises from thesubstitution of
bends for fittings. Bends resultin the elimination of joint access
requirementsfor repairs, but they imply some volume addi-tion for
the larger bend radius compared toa more compact fitting. Accuracy
control ina welded system may require different consid-eration for
designers than does a system withmore pipe bends. Less flexibility
in configura-tion and alignment for bent systems may re-quire more
close coupling between design andmanufacturing. These
considerations affect thedecision-making in design, and ultimately
im-pact on the acquisition costs, life-cycle costs,reliability, and
performance characteristics ofthe submarine.5.9. Performance of t
he cases
The three ShipTech cases examined in thisreport may be
summarized in terms of theNavys net cash flows and the cost
reductions/increases seen by the Navy as a result of theproject
investments. The figures below havebeen made dimensionless by
dividing thedollar amounts by the total Navy investmentamount for
each project. The data reflect pro-jections of performance, as they
are taken fromproject proposals which are made to requestproject
approval. In two of these three cases(sheetmetal cell and plate
processing system),
-
7/28/2019 Integrating Design and Production a Case Study of the
Naval Submarine Program
16/20
J.C. Thomas, S.M. Henry/lntrgrating design md production
d
fFig. 4. Navy cash flows for several ShipTech projects.
the projects were implemented and have metor exceeded
productivity expectations. Thelarge pipe bender project is a more
recentproposal, and is still in the evaluation process.Fig. 4 shows
the stream of cash flow due tothe net of:- Navy share of pre-tax
cost reductions or
(.increases), less- Cost of money reimbursed to the
ship-builder, less- Payments or (recovery of funds) by theNavy to
cover costs of development andcapital implementation.This stream of
payments constitutes the pro-
jected annual cost savings after payment of theinitial
investment during the first year or twoof the plan. The project
proposals contain cal-culations of the Navys Return On
Investment{ROI) from this stream of costs and benefits.To be
accurate, the particular type of returncalculated is the Internal
Rate of Return (IRR),which is the discount rate for which a
wellbehaved stream of payments has Net PresentValue (NPV) equal to
zero. The idea behind
using such a measure in capital budgeting orproject evaluation
is that a projects accept-ability can be determined by comparing
theIRR for the project against the opportunitycost of capital for
investments with equivalentrisk. Thus, if the opportunity cost of
capital foran investment with risk similar to a ShipTechproject was
12%, and the project promised aninternal rate of return of 15%,
exceeding thecapital rate, then the investment in that projectwould
be advisable (as the NPV of the projectevaluated at 12% would be
positive). In theShipTech projects described here, the propo-sals
projections of Navy cash flow lead to therates of return in Table
1.
Use of IRR as a measure for such decisionsis common, but it can
lead to false conclusions[26]. Calculat ion of IRR does not
distinguishbetween borrowing and lending relationships.Checking for
a declining NW with decreasingdiscount rate solves that issue. A
project whichhas several changes in sign of cash flows
(e.g.,negative followed by positive followed by an-other negative)
may have as many solutions tothe IRR as there are zero crossings,
orchanges in sign. The number taken as IRRmay be only one of two or
three solutions,none of which is really useful. In this report,
allthe projects have a single IRR solution. Thecomparison of
projects which differ in scalemay be misleading because different
patternsof cash flow, or scales of investment can influ-ence the
IRR solution, Mutually exclusive pro-jects, which might both be
worthwhile, shouldbe evaluated by considering the differences onan
incremental basis, so that suitability of onegood idea over another
may be determined.Finally, the complexity introduced by
unevenpayment structures and different opportunity
Table 1Project title IRR (%)Plate processing 17Large pipe bender
19Sheetmetal fab 29
-
7/28/2019 Integrating Design and Production a Case Study of the
Naval Submarine Program
17/20
J.C. Thomas, S.M. Henry/Integrating design and productionThree
ShipTech Cases
Net Navy Cash Flow
123
rNet Positive Income
Net Outlays
0 1 2 3 4 5 6Year
7 a 9 10 11
m -n Line Plate Processing System Large DNCENC Pipe
BenderShe&metal Component Fabrication Cell
Fig. 5. Operational cost reductions (increases) for the ShipTech
projects.
costs of capital leads to some ambiguity in theutility of IRR
measures. Used with these issuesin mind, internal rate of return
may be a reas-onable method of describing the value of theNavys
investment in ShipTech projects, com-pared with related investments
or programs.
Fig. 5 shows the Navys production costcomponent after
application of the share rela-tionship for each of the projects.
This figureexcludes the investment amount and simplyconsiders the
cost of doing a unit amount ofwork during and after the new
technologyimplementation. The early cost increases re-flect the
cost of implementing a change in theproduction system, and within
several yearsthe sign changes as the new method is pre-dicted to
provide a net decrease in productioncosts. After payback of the
Navys cash invest-ment, these production cost savings are
essen-tially all of the downstream cash flow realizedby the
Navy.
After at least six months have passed sinceShipTech project has
become fully opera-tional, a Post-Implementation Review is
con-ducted to compare predicted performancewith actual measured
productivity. The origi-nal projections are made by analyzing the
pre-implementation methods for a unit of work,then making
predictions for the proposedsystem, and contrasting the two costs
ofaccomplishing the unit of work. In the Post-Implementation
Review, the new method in-troduced by the approved project is
evaluatedagainst the same standard of a unit of work,and the
difference between projected and ac-tual performance is determined.
In the case ofthe Sheetmetal Component Fabrication Cell,the
Post-Implementation Review has beenconducted and some dimensionless
results arepresented here. The Plate Processing Systemhas not been
operational long enough to ratea completed Review, but the early
indications
-
7/28/2019 Integrating Design and Production a Case Study of the
Naval Submarine Program
18/20
124
60%
E50%
coar 4 0%>L=-
F30%
z 20%.I--0a 10%
z 0%cza,0G -1 0%
Cost Savings Realized
a Cost Increase,
J.C. Thomas, S.M. Henryflnteyrating design and production
Three ShipTech CasesNet Cost + reduction, - increase)
-20%0 1 2 3 4 5 6 7 8 9 10 11
YearIn-Line Plate Processing SystemShe&metal Component
Fabrication Cell
Large DNC/CNC Pipe Bender
Fig. 6. Actual/projected savings per post-implementation
review.
of plate throughput and parts quality indicatebetter performance
than predicted in the pro-ject proposal.Fig. 6 provides a
comparison of the actualdifference in cost of producing sheetmetal
ven-tilation system components (before and afterthe new process and
equipment) against thedifference in cost which had been predicted
inthe project proposal. Here, the productionprogram is divided by
ship hull rather thanyear. Five of the eight ships listed were
mea-sured after at least 98% of ship completion,and the other three
are about 50% complete.The three which have not been completed
arereported as a combination of actual costs in-curred plus a
remainder figured on a 94%learning curve which is based on
previouslycompleted units.These figures demonstrate that the Navy
ispredicted to see an excellent return for its in-vestment in each
of the projects. The Post-Implementation Review results indicate
as
much as a 60% better actual cost reductionthan that which was
expected from the projectproposal. The ship projects which
indicateda lower than expected cost reduction were sub-stantially
dominated by the ships which out-performed expectations.While the
data presented on these programstakes aim at the direct cost
improvements at-tributable to each, the total benefit of the
casesinvolves more complex issues. Each of thesecases introduces a
technology advancementwith implications in process improvement.The
opportunity to maximize both the costreductions and the performance
enhancementsrequires application of the technologies earlyin
design. A design process which cannot ac-commodate timely
introduction of process andproduct advances will thwart potential
gains.A system which enables communication be-tween design and
production organizations (inboth directions) should realize
schedule im-provements as it becomes more responsive to
-
7/28/2019 Integrating Design and Production a Case Study of the
Naval Submarine Program
19/20
J.C. Thomas, S.M. Henry/Integrating design and production 125the
need for process and product integration.In the ShipTech cases, the
long term implica-tions are still being determined. But the
pro-gram can serve as a model for motivatingindustry/government
cooperation in the integ-ration of early Navy designs with
contractorconstruction process innovations. Study of
theorganizational relationships in successfulShipTech projects
would be a logical next stepin capturing the full potential of
design/pro-duction integration.
6. ConclusionsThis paper demonstrated several working
production enhancements which seem to pro-vide excellent
prospects for high returnedvalue for the modest level of investment
re-quired. It portrayed a cooperative programbetween government and
industry whichyields benefits to both parties, and in the
endreduces the taxpayers outlay for a strong de-fense structure. In
the future, it is likely thatimprovements on todays changing
systemswill be represented in a structure which uses itsresources
efficiently and works towardimprovement through self-generated
inno-vations, and through the intelligent incor-poration of outside
information, theory, andtechnology.
The Navy should continue to provideleadership and initiative to
stimulate innova-tion in shipbuilding technology, and adopta
strategy which places more explicit respons-ibility on acquisition
programs to set goals fordesigners which drive a more producible
de-sign. The key to meeting these goals will befound in
establishing a high-level focus of pro-duction and design
integration which will seekout productivity improvements from the
pro-cess end of development and implement thoseideas at the
earliest feasible time in design.
AcknowledgementsThe following persons and their organi-zations
were most helpful in the course of
research performed during the preparationof this paper: CDR B.
R. Brucker, USN(NAVSEA), Mr. J. Cameron (EB), CDR R.A.Celotto, USN
(MIT), RADM M.S. Firebaugh,USN (NAVSEA), LCDR H.A. Malaret,
USN(SupShip Groton), and CAPT B.F. Tibbitts,USN (Ret.) (MIT). This
paper describes re-search performed under a three year
contractnumber N00014-87-C-0466 with the Office ofNaval Research.
This work was supported bythe Navy Research and Development
Pro-gram 63564, NAVSEA Project SO408.
ReferencesCl1c21
c31
c41
c51
C61
c71
PI
c91Cl01
Cl11
WI
Dixon, J.R. and Duffy, M.R., 1990. The neglect ofengineering
design. California Manage. Rev., 32:9-23.Downey, W.G., 1969.
Development cost estimating.Report of the Steering Group for the
Ministry ofAviation, HMSO, reference from D.J. Leech andB.T.
Turner, 1985. Engineering Design for Profit,Wiley, New York.Clark,
K.B., Chew, W.B. and Fujimoto, T., 1987.Product development in the
world auto industry:Strategy, organization and performance
BrookingsPapers on Economic Activity, 3: 729-781.Dertouzos, M.L.,
Lester, R.K., Solow, R.M. andThe MIT Commission on Industrial
Productivity.,1989. Made in America: Regaining the ProductiveEdge,
MIT Press, Cambridge, MA.MacKinnon, M., 1988. Excerpts from Keynote
Ad-dress of NSRP, 1988 Ship Production Symposiumon 24 August 1988,
reprinted by NSRP News, 1.Taguchi, G. and Clausing, D., 1990.
Robust quality.Harvard Business Rev., 68: 65-75.Taguchi, G. and
Hauser, J., 1988. The house ofquality. Har. Bus. Rev., 66:
xxx-xxx.Bymes, R.N. and Marcus, H.S., 1989. Ship produci-bility:
Navy experience and options. Paper pre-pared for Office of Naval
Research, Department ofthe Navy.Brucker, B.R., 1989. SEAWOLF
producibility.Marine Technol., 26: 1-13.Brucker, B.R., 1988.
Infusing producibility intoadvanced submarine design. Paper
presented at theNSRP 1988 Ship Production Symposium,
Seattle.Webber, J.H., 1987. Keynote address to the 1986ship
production symposium. Marine Technol., 24:l-3.Chirillo, L.D. and
Chirillo, R.D., 1985. The Historyof Modern Shipbuilding Methods:
The U.S.-JapanInterchange, testimony submitted to the U.S.House of
Representatives Sub-committee on
-
7/28/2019 Integrating Design and Production a Case Study of the
Naval Submarine Program
20/20
126 J.C. Thowms, S.M. Henry/Integrating design and
productionMerchant Marine and Fisheries on 20 June 1984. J.Ship
Prod., 1: l-6.
1131 Rinehart, V.W., Brasher, J.W. and Christenson,W.L., 1986.
Benefits of the national shipbuildingresearch program to the Navy
and the industrialbase: Maritime perspective, industry
perspective,and Navy perspective. J. Ship Prod., 2.1141 Barham,
F.B., 1985. The SNAME Ship ProductionCommittee-Overview. J. Ship
Prod., 1: 29953.
[15] Weiers, B.J., 1985. The productivity problem inUnited
States shipbuilding. U.S. Department ofTransportation, December
1984, also in J. ShipProd., 1: 7728.
1161 Starch, R. et al., 1988. Ship Production, CornellMaritime
Press.
[ 173 Bosworth, M.L. and Graham, C., 1986. Producibil-ity as a
design factor in naval ships. J. Ship Prod., 2:90- 100.[lS] Bruce,
G.J., 1988. Ship design for production~ Some U.K. experience. J.
Ship Prod., 4: I l-20.
[19] Covitch, P., 1987. Producibility in Navy ships.Paper
presented at Joint ASNE/SNAME Meeting.
[20] Designers and Planners, Inc. 1988. Incorporatingdesign for
production into CONFORM feasibilitystudies. Paper prepared for
Surface Ship ConceptFormulation Program, Naval Sea Systems
Com-mand, Department of the Navy.
[21] Hofmann, H.A., Grant, R.S., and Fung, S.,
1989.Producibility in U.S. Navy ship design.Paper presented at the
NSRP 1989 Ship Produc-tion Symposium, Arlington, Virginia,
reprinted bySNAME.
[22] Johnson, R.A., 1985. Naval ship design: the ship-builders
emerging role. Naval Eng. J., 97: 37-48.[23] Kraine, G.L. and
Ingvason, S., 1989. Producibilityin ship design. Paper presented at
the NSRP 1989Ship Production Symposium, Arlington,
Virginia,reprinted by SNAME.[24] Marcus, H.S., Bymes, R.N. and
Heffron, J.S., 1988.Producibility in naval ships: methodology
andstrategy for implementation. Paper prepared forOffice of Naval
Research, Department of theNavy.
1251 Piersall, C.H. and Sinche, C.J., 1988. Streamliningin a
competitive environment. J. Ship Prod., 4:267-270.
[26] Brealey, R.A. and Myers, S.C., 1988. Principles ofCorporate
Finance. McGraw-Hill, New York.
[27] Brown, C. and Reich, M., 1989. When does co-operation work?
A look at NUMMI & GM-VanNuys. California Manage. Rev., 31:
36637.[28] Duncan, F., 1990. Rickover and the Nuclear Navy:The
Discipline of Technology. United States NavalInstitute Press.[29]
Frankel, E.G., 1985. Impact of technologicalchange on shipbuilding
productivity. J. Ship Prod.,I: 174- 183.
[30] Gomory, R.E., 1989. From the ladder of science tothe
product development cycle. Harv. Bus. Rev., 67:C
C
99-105.311 Heffron. J.S.. 1988. The impact of group
techno-logy-based shipbuilding methods on naval ship
design and acquisition practices. Thesis for thedegrees of Naval
Engineer and SM. in OceanSystems Management. Massachusetts
Institute ofTechnology.
321 Higgins, J.A., 1987. Naval ship production in com-mercial
shipyards: technical status and future op-portunities. Stanley
Associates Technical Reportl-87, Alexandria.[33] Lamb, T., 1988.
Group technology in shipbuilding.J. Ship Prod., 4: 30-50.
[34] Lamb, T.. 1987. Engineering for ship production. J.Ship
Prod., 3: 274-297.
[35] Nierenberg, A.B. and Caronna, S.G., 1987. Provenbenefits of
advanced shipbuilding Technology~ Actual case studies of recent
comparativeconstruction programs. Paper presented at theNSRP 1987
Ship Production Symposium, NewOrleans.
[36] Stumbo, S.C.. 1985. Impact of zone outfitting onship space
utilization and construction costs. NavalEng. J., 97: 1466154.
[37] Bosley, D.B., 1967. The secret to Japanese ship-building
success - It can work in America. NavalEng. J., 79: 839-842.