Embed Size (px)
Citation preview

INTEGRATED PRODUCT AND PROCESS DEFINITION (IPPD) - THE KEY TO EFFECTIVE
MATERIAL RESOURCE PLANNING
Document Number: 850/00043/0200/v/09
Revision: 10 Date: January 2005 Author: C J Prinsloo

TABLE OF CONTENTS
1. INTRODUCTION
1.1 Course Objectives
1.2 Target group
1.3 Workshop
1.4 Material Requirements Planning (MRP) 1.4.1 MRP, Closed Loop MRP and MRPII
1.4.2 Prerequisites for Successful MRP II
1.4.3 MRP Outputs
1.4.4 Planning Hierarchy
2. COURSE CONTENT
2.1 Elements of an Integrated Product and Process Definition (IPPD)
2.2 Product Breakdown Structure (PBS)
2.3 Bill of Material (BOM)
2.4 A Single Accurate IPPD
2.5 Creation of an IPPD Database 2.5.1 Design definition
2.5.2 Production definition
2.5.3 Assembly definition
2.5.4 Procurement definition
2.5.5 Product support definition
APPENDIX 1: COURSE ASSIGNMENT
APPENDIX 2: WORKSHOP PROCESS FLOW CHART
REFERENCES
1. APICS DICTIONARY: 7TH EDITION
2. MRP II COURSE 1: CONCEPTS AND POLICIES

1 INTRODUCTION
1.1 Course Objectives
Understand the elements of “Integrated Product and Process Definition (IPPD)”
Must be able to create an “Integrated Product and Process Definition (IPPD)” for a product family
Understand that the creation and maintenance of an IPPD for a product family requires a team effort between the Engineering, Product Support, Production, Procurement, Quality and Configuration Management departments
Understand the relationship of the “Integrated Product and Process Definition (IPPD)” with processes such as Material Requirements Planning (MRP), Procurement, Manufacturing and Product costing
1.2 Target group The target group includes line- and project management personnel involved
with the following business areas in a manufacturing company: - ENGINEERING - PRODUCTION - PROCUREMENT - FINAL ASSEMBLY - PRODUCT SUPPORT (LOGISTICS) - MARKETING AND PROGRAM MANAGEMENT - FINANCE - QUALITY Due to the nature and vast scope of the subject, people in certain functional
areas will have a greater interest in specific sections of the manual. Please study those sections directly applicable to your work situation thoroughly, and read through the remaining sections in order to relate to and gain a better understanding of those functions.
1.3 Workshop Training will take place in the form of a workshop. The flow chart on the next
page gives an overview of the steps to be followed. Most ERP systems have an extensive ONLINE HELP facility. Please use the
“Online Help” of your application and in conjunction with the process flow chart (Appendix 2) in conjunction when doing the workshop exercises.

IP
PD
W
OR
KS
HO
P
AD
D P
AR
T
MA
ST
ER
S
CR
EA
TE
PR
OD
UC
T
BR
EA
KD
OW
N
ST
RU
CT
UR
E
(PB
S)
AD
D
CU
ST
OM
ER
OR
DE
RS
AD
D C
OS
T
CE
NT
RE
AD
D W
OR
K
CE
NT
RE
AD
D
PA
RT
OP
ER
AT
ION
S
FIR
M A
ND
RE
LE
AS
E
PU
RC
HA
SE
OR
DE
RS
RU
N M
RP
AN
D D
ET
ER
MIN
E
NE
TT
RE
QU
IRE
- M
EN
TS
CO
ST
PR
OD
UC
T
(CO
ST
GE
N.)
RE
LE
AS
E
PR
OD
UC
TIO
N
OR
DE
RS
RE
CE
IVE
PU
RC
HA
SE
D
PA
RT
S T
O
ST
OR
E
SH
IP
PR
OD
UC
T
CR
AT
E
PR
OD
UC
T
ISS
UE
PA
RT
S T
O
CU
ST
OM
ER
OR
DE
RS
ISS
UE
PA
RT
S T
O
WO
RK
OR
DE
RS
RE
CE
IVE
CO
MP
LE
TE
D
AS
SE
MB
LIE
S /
PA
RT
S T
O S
TO
RE
Sp
ecif
y
en
d ite
m
CR
EA
TE
O
RD
ER
RE
QU
IRE
- M
EN
TS
Su
gg
est
Pla
nn
ed
Ord
ers
Su
gg
est
Pla
nn
ed
Ord
ers
C
A
B
D
E
G
H
I
J
K
F
L
M
N
O
P
Q
1.4 The Basics of Material Requirements Planning
1.4.1 MRP, Closed Loop MRP and MRPII

MRP – Material Requirements Planning is a set of priority planning techniques to plan the requirements of component items belonging to the finished product or end item. MRP therefore answers the following questions: What to order, How much to order, When to order and When to schedule the receipt. To answer these question correctly, MRP is dependant on an accurate IPPD.
MRP LOGIC
WHAT ARE WE GOING TO MAKE?
WHAT DO WE NEED?
DO WE HAVE ENOUGH STOCK?
NEXT ITEM
TOO MUCH ON ORDER
SUGGEST EXCESS
ON ORDER
NEXT ITEM
SUFFICIENT ON ORDER?
PLAN AN ORDER
DUE DATE CORRECT?
SUGGEST
RESCHEDULE
YESNO
NOYES
YES
NO
NOYES
Closed Loop MRP – When MRP is expanded to include capacity planning, shop floor control and purchasing it is called “closed loop MRP”. Therefore a closed loop MRP system is an inventory control technique with the ability to plan and replan priorities and thereby maintain valid schedules for purchasing, manufacturing and product maintenance.
MRPII – If the financial functions are included and it is used as company financial palns and budgets, it is called “Material Resource Planning” (MRPII).

1.4.2 Prerequisites for Successful MRP II
MRP is basically just a calculating tool. It requires capable, trained people who understand MRP to review the systems recommendations and turn it into action. MRP need the following as pre-requisites to function properly:
a) A formal planning process, including sales forecasts and production capacity planning
b) Accurate data such for the Bill of Material (IPPD), inventory status, on order status and planning data such as lead times, order policy, safety stock, etc.
1.4.3 MRP Outputs
The MRP process results in outputs that are recommendations regarding the placement and management of replenishment orders:
a) MRP plans new orders to cover needs b) Replan orders c) Recommends changes to firm and released orders
1.4.4 Planning Hierarchy
MRP is only a step in the total planning and control process and is the result of a hierarchical planning process.
Strategic Business Plan
The start of the planning process is the company’s Business Plan. The executive management defines the long-range objectives (usually covering several years) so that the necessary people, facilities, and other resources can be planned to achieve the objectives. It states the product groups to be sold, the revenue expected, costs for people and resources, and the resulting levels of profit.
Operational Plan (also known as the Production or Manufacturing Plan)
The Operation plan follows the Business Plan. This plan is more detailed and incorporates
planning for Own Development projects, Production for existing/ future contracts and
Product Support.
Master Production Schedule (MPS)
The next level in the hierarchy of planning is the MPS. This detailed schedule is stated in
terms of end items (or high-level assemblies from which end items are built using a final
assembly schedule [FAS]). It uses engineering part numbers to identify the specific bills of
materials that will be exploded and planned by MRP. There are various methods of
calculating the MPS depending on the manufacturing environment, such as make-to-
stock, make-to-order, assemble-to-order, etc.

Nevertheless, all master production schedules share the following attributes:
a) States which items, in what quantities, and for what dates of need (date of
completion) for these items of independent demand, the entire manufacturing
organization works to the same plan, the master production schedule.
b) Must plan for all demands on manufacturing: sales forecast or customer orders,
service parts, and interplant orders. Must consider plant capacity and vendor
capacity, materials availability, lead times, and desired production lot sizes.
c) Must be consistent with the Operational Plan and the Business plan above it,
d) Rough Cut Capacity Planning (RCCP), using bills of labour or load profiles, is used to
verify that capacities are equal to the more detailed picture of load the MPS provides.
e) The master scheduler, interfacing with marketing and manufacturing management, is
responsible for seeing that the MPS is current and realistic (attainable), and that
changes in the schedule in the immediate near term are minimized (using time
fences) to prevent too many schedule changes.
f) The time span covered by the MPS must be at least as long as the total stacked lead
time for procurement, manufacture and assembly of the end items (called cumulative
lead time). Its horizon must also be long enough to allow necessary adjustments in
capacity to be made.
Material Requirements Planning (MRP)
MRP follows the MPS. Using the schedule defined by the MPS, it calculates the
dependent demand for all components required, recommending planner action to correct
existing schedules or to release new replenishment orders.
The result of MRP is a complete, detailed schedule of component requirements.
As in the case of the higher level plans, capacity is verified again, in detail, by schedule
date and work center, using Capicity Requirements Planning (CRP) which follows the
MRP process, If the higher level capacity planning has not provided sufficient overall
capacity, CRP will be unable to do its job.
One of the major reason for the failure of MRP to produce significant benefits is the lack of
adequate or realistic higher level plans. MRP is an excellent tool for planning the
execution of detailed schedules. It should not be used (it is too cumbersome) as the
primary planning tool for business decisions.

THE MRP PROCESS
1 2 3 4 5 6 7 1 2 3 4 5 6 7 1 2 3
25 30 15 40 15 30 15 15Periods
Demand from X Demand from YIndependent
Demand for A
X
A B(1) (2)
Y
A C(1) (3)
PART A
On hand - 95Allocated - 20Lead Time - 3 PeriodsLot Size - 100
Gross requirements
Scheduled receipts
Projected on hand *
Net Requirements
Planned order receipts
Planned order releases
MRP worksheet for Item A
15
6075
40
20
40
100
80
30
50
100
15
35 35
45
10
100
90(-10)
90
1 2 3 4 5 6 7 8
* On hand - allocated
(95 - 20) = on hand balance
# Net Req = “negative”
projected on hand
2. COURSE CONTENT

2.1 Components of the “Integrated Product and Process Definition (IPPD)”
An “Integrated Product and Process Definition” can be defined as a
comprehensive database for a product family which includes all important data required by the following business areas in a manufacturing company:
- DESIGN ENGINEERING - PRODUCTION - PROCUREMENT - FINAL ASSEMBLY - PRODUCT SUPPORT (LOGISTICS) - MARKETING AND PROGRAM MANAGEMENT - FINANCE - QUALITY The “Integrated Product and Process Definition” is contained in the following
database tables within the Enterprise Resource Planning (ERP) application. Part Master:
Contains data inherent to a part, regardless of where the part/component
is used.
Product Structure: Contains data related to the application of a part. The different structures
are also defined in this table.
Part Operations: Contains manufacturing and support data for a product

IPPD DATABASE
DEFINITION
A comprehensive database for a product
family including all important data required
by:
* Design Engineering
* Production
* Procurement
* Final Assembly
* Product Support
* Marketing & Program Management
* Finance
* Quality
DATABASE FILES:
* Part Master
* Product Structure
* Routing Master
FIGURE 2.1
2.2 Product Breakdown Structure (PBS)
2.1 The Product Breakdown Structure (PBS) which part and partial of the IPPD,
can be defined as a hierarchical structure that defines all configurations for a product family (including options) by means of parent-component links.
2.2 The PBS is one of the components of the “Integrated Product and Process
Definition”. Different types of Product Breakdown Structures (PBS's) may exist at any time for one product family, within the IPPD database. They are:
- Phantom PBS's - Modular PBS's - Planning PBS's - Functional Modular PBS's - Repair PBS's These PBS’s are discussed in more detail in paragraph 4 of this chapter.

PRODUCT BREAKDOWN
STRUCTURE
DEFINITION
A hierarchical structure which defines all
configurations for a product family (including
options) by means of parent-component links
DATA
Within IPD
DIFFERENT TYPES
* Phantom PBS’s
* Modular PBS’s
* Pseudo PBS’s
* Functional Modular PBS’s
FIGURE 2.2
2.3 Bill of Material (BOM) A Bill of Material (BOM) can be defined as a listing (or report) of subassemblies,
components, semi-finished parts, raw materials with the quantity required to build a subassembly, assembly or finished product, stipulated for each.
Depending on the type of manufacturing process or product, bills of material
can alternatively be known as formulas or recipes. A Bill of Material is created from the “Integrated Product and Process Definition”
database of a product family.

BILL OF MATERIAL
DEFINITION
A structured list of drawings, specifications,
components, semi-finished parts, raw materials,
with the quantity required to build a sub-
assembly, assembly or finished product
stipulated for each.
FIGURE 2.3
2.4 A Single Accurate IPPD
An “Integrated Product and Process Definition (IPPD)” defines how a product is designed, manufactured and supported.
An accurate IPPD is therefore critical for processes such as Procurement, Manufacturing, Support and Product Costing.
IPPD WORKSHOP
CREATE
Integrated
Product Definition
HOW?
Integrated
Development (Team of 6
Concept)
USE
Integrated
Product Definition
FOR: • Manufacturing (MRP) • Support • Configuration Control • Procurement (MRP) • Costing • Configure to Order
SUPPORT DEFINITION • Failure Data • Resources • Change Control • Repair and Maintenance Procedures
PRODUCT STRUCTURE • Configuration • Cost • Change Control
MANUFACTURING DEFINITION • Manufacturing Process • Resources • Change Control
FIGURE 2.4 A
In the past, before well designed integrated MRPII applications were available, the practice of having a Bill of Material for each business area was quite common. Examples would be:
Engineering Bill of Material (exclusively for the Engineering Department’s use. Passed on to the Manufacturing Department)

Manufacturing Bill of Material (exclusively for the Manufacturing Department’s use. Created from the Engineering BOM)
Costing Bill of Material (exclusively for the Financial Department’s use. Created from the Manufacturing BOM)
The major problem with a Bill of Material for each business area was that these
separate Bill of Material seldom was in line with each other because they were created by different departments within the company. Due to failure and timing of communication it became a real challenge to keep these Bills of Material in line.
The approach or goal should rather be to create a single integrated product database from which the different users in a manufacturing company can extract the data required for their specific purpose of use. Most modern ERP systems allow you to achieve this through relational database design which requires data to be defined only once regardless of which purpose it is used for.
COMPANY USERS OF IPPD’S
PROGRAM MANAGEMENT
FINANCE
PRODUCTION MARKETING
PROCUREMENT PRODUCT SUPPORT
ENGINEERING FINAL ASSEMBLY CUSTOMER
QUALITY
FIGURE 2.4 B

2.5 Creating the IPPD database
Basically the IPPD contains five sets of data, namely the design, assembly,
production, procurement and product support definitions. To create the IPPD database requires a team effort from the Engineering, Production, Product Support, Procurement, Quality and Configuration Management departments.
2.5.1 Design Definition The following process has to be followed to create the "Design Definition":
DESIGN DEFINITION
1. PRODUCT BREAKDOWN STRUCTURE (PBS)
* Parent/Component relationship
* Level
* Quantity per
* Modular, repair, planning (PBS)
2. IDENTIFY CONFIGURATION ITEMS
* Make / buy decision
* MRP planned
3. MASTER RECORD INDEX (MRI)
* Configuration item (CI) data pack
* Drawings, specifications, technical
instructions, documentation, etc.
4. OPTIONS
* Modular
5. QUALITY DATA
* Classification of characteristics
6. DESIGN STANDARDISATION DATA
* Commodity code
7. DESIGN RESPONSIBILITY
* Designer code
8. DESIGN HISTORY
* ECP number, implementation date
* Modification and revision status
9. PRODUCT SERIES AND BUSINESS UNIT
* Product definition and business unit code
10. NATIONAL STOCK CODIFICATION DATA (SIN SYSTEM)
* Standard number
* Approved item name
FIGURE 2.5

a) Figure 2.6: Define the Product Breakdown Structure (PBS) by means of parent-component relationship levels and quantity required.
PRODUCT BREAKDOWN STRUCTURE
LEVEL 1
LEVEL 2
LEVEL 3
PLUG
PLG00001
CCI
EARTH PIN ASSY
PLG00010
MCI
LINE PIN
PLG00009
MCI
EARTH PIN
PLG00005
PCI
PIN SCREW
PLG00006
PCI
LINE PIN
PLG00007
PCI
PIN SCREW
PLG00006
MCI
QTP = 1 QTP = 2
QTP = 1 QTP = 1 QTP = 1 QTP = 1
PBS defined by means of parent / component relationship and quantity required
FIGURE 2.6
b) Figure 2.7: Identify configuration items by means of the Source Code (Make/buy decision) and MRP planned indicator.
Configuration Items (Cl’s) are those parts in a product which are either procured (purchase order), manufactured (production order) or supplied to the customer (customer order). The following types of Configuration Items (Cl’s) are usually included in a product definition:
- PCl’s (Procured Configuration Items) - MCl’s (Manufactured Configuration Items) - CCl's (Customer Configuration Items) - LCI’s (Logistic Support Configuration Items)

HARDWARE BREAKDOWN STRUCTURE
SC = SOURCE CODE
MRP = MRP PLANNED
QTP = QUANTITY PER
PRODUCT Z
600/09000
SC = M MRP = Y
C
C
I
QTP = 1
QTP = 2 QTP = 1 QTP = 3 QTP = 4
SPECIFY THE MANUFACTURING AND PURCHASING LEVELS
SUB-ASSY A
600/00010
SC = M MRP = Y
M
C
I
SUB-ASSY B
600/00020
SC = M MRP = Y
M
C
I
QTP = 2
COMPONENT 1
600/00035
SC = P MRP = Y
P
C
I
COMPONENT 2
600/00036
SC = P MRP = Y
P
C
I
COMPONENT 3
600/00053
SC = P MRP = Y
P
C
I
COMPONENT 4
600/00054
SC = M MRP = Y
M
C
I
FIGURE 2.7
NOTE:
Configuration Items are all the MRP planned “Procured” and “Manufactured” parts. They can also be defined as the stocked parts or the parts for which MRP will generate works or purchase orders. A report of the product definition (BOM report), showing only the Configuration items, represents what is called a hardware breakdown of the product.
For example the make/buy decision for COMPONENT 4 in Figure 2.7 is specified
as manufactured by means of the SOURCE CODE = M and MRP PLANNED = Y.
c) Fig 2.8: Define the Master Record Index (MRI) for every CONFIGURATION ITEM (Cl) data pack, by linking the drawings, specifications, interface drawings, technical instructions and documentation to the Cl. E.g. the drawings of COMPONENT 5 and COMPONENT 6 in Figure 2.8 are linked to COMPONENT 3, whereas a C-SPECIFICATION and TEST REPORT are linked to SUBASSEMBLY B.
NOTE:
A MRI is an report of all drawings, specifications and other documents required to manufacture or procure a configuration item.

MASTER RECORD INDEX (MRI)
BY CONFIGURATION ITEM (CI)
COMPONENT 3
600/00053
SC = P MRP = Y
P
C
I
DRAWINGS OF COMPONENTS 5 AND 6 ADDED
(INCLUDED WITH DATAPACK FOR COMPONENT 3)
COMPONENT 4
600/00054
SC = M MRP = Y
C
C
I
COMPONENT 5
600/00055
SC = P MRP = N
D
R
G
COMPONENT 6
600/00056
SC = P MRP = N
D
R
G
C-SPEC
600/0086
SC = P MRP = N
SPEC
TEST REPORT
600/0126
SC = P MRP = N
D
O
C
SUB-ASSY B
600/00020
SC = M MRP = Y
M
C
I
QTP = 3
QTP = 2
QTP = 4 QTP = 1 QTP = 1
QTP = 1 QTP = 1
Specifications and documentation added
FIGURE 2.8
d) Fig 2.9: Define all the options/different configurations of a product family by means of a "modular" Product Breakdown Structure (PBS). The modules act as generic baselines for the design, procurement, and assembly and product support definitions. It can also be used to quickly structure a specific end item configuration of the product for a client, by means of a "customer special order".

OPTIONS FOR SAME PRODUCT
PRODUCT
A
POWER
SUPPLY
GROUP
POWER
UNIT
PETROL
COMMON
PARTS
PU PETROL
CYLINDER
HEAD
OPTIONS
TURBO
CHARGER
OPTION
POWER
UNIT
DIESEL
LUBRI-
CATION
SYSTEM
CYLINDER
HEAD
A
ENGINE
MOUNT-
INGS
CYLINDER
HEAD
B
CRANK
CASE
CRANK
SHAFT
FUEL
SYSTEM
SUSPEN-
SION
SYSTEM
TRANS-
MISSION
SYSTEM
ELEC-
TRICAL
SYSTEM
CARB
PETROL
COMMON
PARTS
SUSP.
COMMON
PARTS
TRANSM.
INSTRU-
MENTS
F / I
PETROL
SUSPEN-
SION
OPTION A
TRANSM.
FULLY
AUTOM.
STARTING
SYSTEM
DIESEL
SUSPEN-
SION
OPTION B
TRANSM.
SEMI
AUTOM.
ELECTRIC
CABLE
SYSTEM
FIGURE 2.9
e. Define quality control data by indicating the highest CLASSIFICATION OF CHARACTERISTICS for a configuration item (Cl).
f. Define design standardisation data by specifying the COMMODITY CODE
to which a configuration item (Cl) belongs.
g. Identify the design responsibility by means of the DESIGNER CODE.
h. Determine the design history by means of the ENGINEERING CHANGE PROPOSAL (ECP) NUMBER, IMPLEMENTATION DATE, MODIFICA-TION STATUS and REVISION NUMBER.
i. Identify the product series and business unit responsible for the
manufacturing, by means of the PRODUCT DEFINITION, BUSINESS UNIT AND CONTROLLING DIVISION.
j. Establish a link to the Standard Item Numbering (SIN) system by means of
the STANDARD ITEM NUMBER (SIN).

2.5.2 The Production Definition The following process is required to create a "Production Definition":
PRODUCT ION DEFINITION
1. MATERIAL
* Parent/component relationship
* Quantity per
2. SEMI-FINISHED PARTS
* Semi-finished in stock
3. SUB-CONTRACTED PARTS
* Sub-contracting (external) of operations
* Supply material
4. CONSUMABLES AND PROCESS SPECIFICATIONS
* Parent/component relationship
* Quantity per
5. MANUFACTURING LEAD TIME
* Lead time
6. PLANNING RESPONSIBILITY
* Planner code
7. MANUFACTURING LOT SIZE
* Order policy
8. SCRAP FACTOR
* Scrap percentage
9. FLOOR STOCK
* Floor stock indicator
FIGURE 2.10
a) Fig 2.10: Define the material and quantity required manufacturing a manufactured component, by linking the material specification to the manufactured part.
b) Fig 2.11: for example MATERIAL SPEC 4 (600/40054) is attached to
COMPONENT 4 (600/00054) with a “quantity per” of 0.5.

MATERIAL FOR MCI’S
SUB-ASSY B
600/00020
SC = M MRP = Y
M
C
I
QTP = 2
COMPONENT 3
600/00053
SC = P MRP = Y
P
C
I
QTP = 3
COMPONENT 4
600/00054
SC = M MRP = Y
M
C
I
QTP = 4
MATERIAL 4
600/40054
SC = p MRP = Y
P
C
I
QTP = 0.5
Material for 4 added
FIGURE 2.11
c) Fig 2.12: Identify and define parts that are manufactured up to a semi-finished stage, and finalised later with a second works order.
E.g. in its semi-finished stage the number for COMPONENT 4 is 600/00754/. When it is completed the number becomes 600/00054.

SEMI-FINISHED ITEM
SUB-ASSY B
600/00020
SC = M MRP = Y
M
C
I
QTP = 2
COMPONENT 3
600/00053
SC = P MRP = Y
P
C
I
QTP = 3
COMPONENT 4
600/00054
SC = M MRP = Y
M
C
I
QTP = 4
COMP 4 - SEMI
600/00754
SC = M MRP = Y
M
C
I
QTP = 1
Semi-finished item
600/00754 being defined
MATERIAL 4
600/00554
SC = P MRP = Y
P
C
I
QTP = 0.5
M = MANUFACTURED
P = PROCURED
S = SUBCONTRACTED
FIGURE 2.12
d) Fig 2.13: Define subcontracted operations by means of a SUBCONTRACT part.
For example suppose the manufacturing process for COMPONENT 4 (600/00754) requires four machining operations namely 10, 20, 30 and 40. Operations 10, 20 and 40 can be done by your own company, but operation 30 has to be contracted out to an external supplier, since your company does not have the technology to do it. The definition for COMPONENT 4, before being contracted out to the supplier, is represented by COMPONENT 4 - SEMI-FINISHED (400/00754), for which operations 10 and 20 have been completed. The supplier does operation 30 and returns COMPONENT 4, SUBCONTRACT (600/07154), which is also in a half-completed stage, since operation 40 still has to be done by your company.

SUB-CONTRACTED ITEMSUB-ASSY B
600/00020
SC = M MRP = Y
M
C
I
QTP = 2
COMPONENT 3
600/00053
SC = P MRP = Y
P
C
I
QTP = 3
COMPONENT 4
600/00054
SC = M MRP = Y
M
C
I
QTP = 4
COMP 4 - SEMI
600/00754
SC = M MRP = Y
M
C
I
QTP = 1
Sub-contracted item
(600/00054/7100) being defined
MATERIAL 4
600/00454
SC = P MRP = Y
P
C
I
QTP = 0.5
COMPONENT 4SUBCONTRACT
600/07154
SC = S MRP = Y
P
C
I
QTP = 1 OP 40
OP 30
OP 20
OP 10M = MANUFACTURED
P = PROCURED
S = SUBCONTRACTED
FIGURE 2.13
e) Fig 2.14: Identify consumable material and process specifications that are required during the manufacturing process of manufactured parts.
For example CONSUMABLE 1 is a preservation lubricant which is required when COMPONENT 4 - SEMI-FINISHED (600/00754) is manufactured. Therefore CONSUMABLE 1 (061/00081) is linked to COMPONENT 4 - SEMI-FINISHED.
CONSUMABLES
COMP 4 - SEMI
600/00754
SC = M MRP = Y
M
C
I
MATERIAL 4
600/00454
SC = P MRP = Y
P
C
I
QTP = 0.5
CONSUMABLE 1
061/00081
SC = P MRP = Y
P
C
I
QTP = 0.001
PROCESS SPEC 1
600/08754
SC = P MRP = N
SPEC
QTP = 1
QTP = 2
CONSUMABLE 1 (061/00081) AND
PROCESS SPECIFICATION 1 (600/08754) ARE LINKED
FIGURE 2.14

2.5.3 The Assembly Definition The following process is required to add the "Assembly Definition":
ASSEMBLY DEFINITION
1. IDENTIFY SCHEDULED ASSEMBLIES
* Phantoms
* Number of works order
2. SEMI-FINISHED ASSEMBLIES
* Semi-finished in stock
3. SUB-CONTRACTED ASSEMBLIES
* Sub-contracting (external) (operations)
* Supply parts
4. ASSEMBLY LOGIC
* Deliver to operation
* Routing
* Stock pull list by operation/work station
5. CONSUMABLES
* Production
* Testing and qualification
6. ASSEMBLY LEAD TIME
* Lead time
7. PLANNING RESPONSIBILITY
* Planner code
8. ASSEMBLY LOT SIZE
* Order Policy
9. SCRAP FACTOR
* Scrap percentage
10. FLOOR STOCK
* Floor stock indicator
FIGURE 2.15
a) Fig 2.16: Identify scheduled assemblies by means of the SOURCE and MRP PLANNED codes. Scheduled assemblies are those assemblies for which work orders have to be generated. These assemblies must also be received to store, once completed. All assemblies are not necessarily scheduled assemblies, and therefore some are identified as "phantoms" (SOURCE CODE = N). No work orders will be generated for these "phantom" assemblies.
For example suppose the assembly department decides that they will be decreasing the amount of assembly work orders for PRODUCT Z. To change SUBASSEMBLY A (600/00010) from a scheduled assembly (source code = M and MRP planned = Y) to an unscheduled assembly, they have to change the SOURCE CODE from M (manufactured) to "N " (phantom) and the MRP PLANNED CODE from "Y" to "N".

FIGURE 2.16
b) Fig 2.17 Changing assemblies’ SOURCE CODES to PHANTOMS (SC = N)
will reduce the number of work orders and stock pull lists required to build the product.
For example while SUBASSEMBLY A was still a Manufactured Configuration Item (MCI) assembly, it would have required three different work orders to assemble one of PRODUCT Z. Each of these work orders would have had a stock pull list (see Figure 2.17). When a works order gets released, a material requirements list is created for it. This requirements list is derived from the “active” Bill of Material at that point in time. In a situation where an Engineering Change is implemented while the released works orders is still in progress, the requirements lists for al related works orders have to be manually updated. This can be a cumbersome and time consuming process. Also when schedules should change (and they normally do) all released orders have to be manually rescheduled. It therefore makes sense to minimize the number of works orders required to build a product without losing control.
MCI AND PHANTOM ASSEMBLIES
SC = SOURCE CODE MRP = MRP PLANNED QTP = QUANTITY PER M = MANUFACTURED N = PHANTOM P = PLANNED
PRODUCT Z
600/09000
SC = M MRP = Y
C C I
QTP = 1
QTP = 2 QTP = 1 QTP = 3 QTP = 4
SUB-ASSEMBLY A (600/00010), THE SC CHANGES FROM “M” TO “N”
SUB-ASSY A
600/00010
SC = N MRP = N
P H A
SUB-ASSY B
600/00020
SC = M MRP = Y
M C I
QTP = 2
COMPONENT 1
600/00035
SC = P MRP = Y
P C I
COMPONENT 2
600/00036
SC = P MRP = Y
P C I
COMPONENT 3
600/00053
SC = P MRP = Y
P C I
COMPONENT 4
600/00054
SC = M MRP = Y
M C I

WORK ORDERS AND STOCK PULL LIST
FOR PRODUCT Z BEFORE MODIFICATION
STOCK PULL LIST
WO-01
SUB-ASSEMBLY A
600/00010
STOCK PULL LIST
WO-02
SUB-ASSEMBLY B
600/00020
STOCK PULL LIST
WO-03
PRODUCT Z
FINAL ASSEMBLY
600/00010
1. 600/00035
COMPONENT 1 (2 EA)
2. 600/00036
COMPONENT 2 (1 EA)
1. 600/00053
COMPONENT 3 (6 EA)
2. 600/00054
COMPONENT 4 (8 EA)
1. 600/00010
SUB-ASSY A (1 EA)
2. 600/00020
SUB-ASSY B (2 EA)
SUB-ASSEMBLY A, B AND PRODUCT Z ARE SCHEDULED ASSEMBLIES
FIGURE 2.17
Once SUBASSEMBLY A (600/00010) has been changed from a MCI assembly to a phantom assembly, the number of assembly work orders will decrease from three to two, to assemble one of PRODUCT Z (See Figure 2.18).
WORK ORDERS AND STOCK PULL LIST
FOR PRODUCT Z AFTER MODIFICATION
STOCK PULL LIST
WO-02
SUB-ASSEMBLY B
600/00020
STOCK PULL LIST
WO-03
PRODUCT Z
FINAL ASSEMBLY
600/09000
1. 600/00053
COMPONENT 3 (6 EA)
2. 600/00054
COMPONENT 4 (8 EA)
1. 600/00020
SUB-ASSY B (2 EA)
2. 600/00035
COMPONENT 1 (2 EA)
3. 600/00036
COMPONENT 2 (1 EA)
ONLY SUB-ASSEMBLY B AND PRODUCT Z ARE SCHEDULED ASSEMBLIES
FIGURE 2.18

c) Figure 2.19: Identify semi-finished assemblies. These semi-finished assemblies are those assemblies that have been manufactured up to a certain stage, and are completed later with a second work order.
For example suppose that SUBASSEMBLY B (600/00020) in Figure 2.19 requires two identification plates, after painting has been completed. UNPAINTED SUBASSEMBLY B, without the identification plates, is a semi-finished assembly with a different number (600/00720) than the COMPLETED SUBASSEMBLY B (painted, with the identification plates attached).
Define subcontracted operations as subcontracted assemblies. For example suppose SEMI-FINISHED SUBASSEMBLY B (600/00720) in Figure 2.19 cannot be assembled at your company, since you do not have the required technology or capacity. The assembly must then change from a MCI (manufactured configuration item) to a PCI (procured configuration item). This is achieved by changing the SOURCE CODE from "M" to "S". COMPONENT 3 and COMPONENT 4 now have to be pulled from the store and sent to the supplier, who will execute the assembly operations and return the assembly to your company as SEMI-FINISHED SUBASSEMBLY B (600/00720).
SEMI-FINISHED ASSEMBLY
ID PLATE 1
600/00060
SC = P MRP = Y
P
C
I
SEMI SUB-ASSY B
600/00720
SC = S MRP = Y
M
C
I
ID PLATE 2
600/00061
SC = P MRP = Y
P
C
I
SUB-ASSY B
600/00020
SC = M MRP = Y
M
C
I
COMPONENT 3
600/00053
SC = P MRP = Y
P
C
I
COMPONENT 4
600/00054
SC = M MRP = Y
M
C
I
QTP = 2
QTP = 1 QTP = 1 QTP = 1
QTP = 4QTP = 3
SEMI-FINISHED SUB-ASSY B
(600/00020/7000) BEING IDENTIFIED ID PLATES ADDED
FIGURE 2.19
d) Fig 2.20: Incorporate the assembly logic by specifying the assembly operation and workstation for the various components.

For example PRODUCT Z requires three operations before it is complete, namely operations 10, 20 and 30. A specific work centre station is linked to each operation in the database. Various components are required at each of these workstations, for example COMPONENT 1, COMPONENT 2 and ATTACHING ELEMENT 1 are required at Workstation 1 for Operation 10. SUBASSEMBLY B and ATTACHING ELEMENT 2 are required at Workstation 2 for Operation 20. For the final operation, Operation 30, paint and thinners are required at Workstation 3.
ASSEMBLY LOGIC
COMPONENT 1 061/00035
SC = P MRP = Y
P C I
COMPONENT 2 061/00036
SC = P MRP = Y
P C I
SUB-ASSY 1 600/00010
SC = N MRP = N
P H T
ATTACH ELEM 1 600/00070
SC = P MRP = Y
P C I
ATTACH ELEM 2 600/00071
SC = P MRP = Y
P C I
SUB-ASSY B 600/00020
SC = M MRP = Y
M C I
PRODUCT Z 600/09000
SC = M MRP = Y
C C I
THINNERS 061/00011
SC = P MRP = Y
P C I
PAINT 061/00019
SC = P MRP = Y
P C I
SC = SOURCE CODE MRP = MRP PLANNED QTP = QUANTITY PER MDTO = MANUFACTURING DELIVER TO OPERATION WS = WORK STATION WC = WORK CENTRE
QTP = 1 MDTO = 10 QTP = 5 MDTO = 20 QTP = 10 MDTO = 20
QTP = 2 MDTO = 20
QTP = 2 QTP = 1.5 MDTO = 30 QTP = 5.8 MDTO = 30 QTP = 1
CONSUMABLES AND ATTACHING ELEMENTS BEING ADDED
OP NO 10 20
30
DESCRIPTION ASSEMBLY SUB-ASSY A INTEGRATE SUB-ASSY A AND SUB ASSY BE PAINT PRODUCT Z
STD HRS 15,0 20,0
5,0
WC 1 2
3 ROUTING
FIGURE 2.20

e) Fig 2.20 and 2.21: By specifying the operation number for which a component is required, in the DELIVER-TO-OPERATION field, the assembly logic gets defined in the Product Definition Database. It is now possible to divide the stock pull list for the final assembly of PRODUCT Z, in terms of operation and workstation. E.g. instead of having a single stock pull list for PRODUCT Z, which will result in all components being issued to Work Station 1, and being moved from one station to the next, the stock pull list can be divided by operation and the components may be issued by operation.
STOCK PULL LIST
FOR PRODUCT Z
STOCK PULL LIST
WO-03
PRODUCT Z
600/09000
1. 600/00020
SUB-ASSY B (2EA)
2. 600/00035
COMPONENT 1 (2EA)
3. 600/00036
COMPONENT 2 (1EA)
4. 600/00070
ATT ELEMENT 1 (5EA)
5. 600/00071
ATT ELEMENT 2 (10EA)
6. 061/00019
PAINT (6 L)
7. 061/00011
THINNERS (2 L)
STOCK PULL LIST
WO-03
PRODUCT Z
600/09000
1. 600/00035
COMPONENT 1 (2EA)
2. 600/00036
COMPONENT 2 (1EA)
3. 600/00070
ATT ELEMENT 1 (5EA)
OP : 10
WS : 1
STOCK PULL LIST
WO-03
PRODUCT Z
600/09000
1. 600/00020
SUB-ASSY B (2EA)
2. 600/00071
ATT ELEMENT 2 (10EA)
OP : 20
WS : 2
STOCK PULL LIST
WO-03
PRODUCT Z
600/09000
1. 061/00019
PAINT (6 L)
2. 061/00011
THINNERS (2 L)
OP : 30
WS : 3
WITHOUT DELIVER
TO OPERATION WITH DELIVER TO OPERATION
FIGURE 2.21
f) Fig 2.20: Identify consumable materials such as paint, thinners, welding rods,
cutting equipment and also materials used for testing and qualification, by linking each to the assembly where it is required.
g) Fig 2.20: Determine assembly lead times for MRP planned assemblies.
h) Identify the planning responsibility of scheduled assemblies by means of the
PLANNER CODE.
i) Specify the assembly LOT SIZE and ORDER POLICY based on the ABC classification.
j) Determine and specify the scrap factor by means of the SCRAP
PERCENTAGE.

k) Fig 2.22: Identify “floor stock” components such as fasteners and consumable materials, by means of the FLOOR STOCK INDICATOR. E.g. suppose ATTACHING ELEMENT 2 (600/00071) in Figure 2.22 is codified as a “floor stock” item, then the stock pull list for PRODUCT Z will no longer show ATTACHING ELEMENT 2.
STOCK PULL LIST FOR PRODUCT Z
WITHOUT FLOOR STOCK ITEMS
STOCK PULL LIST
WO-03
PRODUCT Z
600/09000/5000
1. 600/00020/5000
SUB-ASSY B (2EA)
2. 600/00035/5000
COMPONENT 1 (2EA)
3. 600/00036/5000
COMPONENT 2 (1EA)
4. 061/00000/0010
PAINT (6 L)
5. 061/00000/0011
THINNERS (2 L)
STOCK PULL LIST
WO-03
PRODUCT Z
600/09000/5000
1. 600/00035/5000
COMPONENT 1 (2EA)
2. 600/00036/5000
COMPONENT 2 (1EA)
OP : 10
WS : 1
STOCK PULL LIST
WO-03
PRODUCT Z
600/09000/5000
1. 600/00020/5000
SUB-ASSY B (2EA)
OP : 20
WS : 2
STOCK PULL LIST
WO-03
PRODUCT Z
600/09000/5000
1. 061/00000/0010
PAINT (6 L)
2. 061/00000/0011
THINNERS (2 L)
OP : 30
WS : 3
WITHOUT DELIVER
TO OPERATION WITH DELIVER TO OPERATION
FLOOR STOCK ITEMS:
ATTACHING ELEMENT 1
600/00070/5000
AND
ATTACHING ELEMENT 2
600/00071/5000
NO LONGER APPEARS ON
THE STOCK PULL LIST FIGURE 2.22
2.5.4 The Procurement Definition The following process is required to create the “Procurement Definition”.

PROCUREMENT DEFINITION
1. ID OF SCHEDULED PROCURED ITEMS
* Source code
* Schedule code (MRP planned = “Y”)
2. PROCUREMENT LOGIC
* MRP function
3. SUB-CONTRACTED PROCURED ITEMS
* Parts
* Assemblies
4. PROCUREMENT LEAD TIME
* Lead time
5. PLANNING RESPONSIBILITY
* Planner code
6. PROCUREMENT LOT SIZE
* Order policy
7. FLOOR STOCK
* Floor stock indicator
FIGURE 2.23
a) Fig 2.24: Identify the MRP planned procured items (PCI’s) by means of the
SOURCE and MRP PLANNED codes.
b) Fig 2.24: Incorporate the procurement logic into the Product Definition
Database. This step requires that all Procured Configuration Items (PCI’s) must be at the correct level in the PBS, so that the MRP function can “see” it when the PBS is processed to create the plans.
For example suppose COMPONENT 6 (600/00056) which is not currently regarded as MRP PLANNED, is identified as a PCI, then it will have to move to the next level in the PBS because the MRP function does not explode below Procured Configuration Items (PCI’s). If this is not done, MRP will only process up to COMPONENT 3, because MRP logic accepts that everything linked below a PCI is part and parcel of that PCI, and has to be purchased as a unit.

DEFINE PROCUREMENT LOGIC
COMPONENT 3
600/00053
SC = P MRP = Y
P
C
I
COMPONENT 6
600/00056
SC = P MRP = Y
P
C
I
COMPONENT 4
600/00054
SC = M MRP = Y
M
C
I
COMPONENT 5
600/00055
SC = P MRP = N
D
R
G
QTP = 1 QTP = 4QTP = 3
QTP = 1
COMPONENT 6
600/00056
SC = P MRP = N
D
R
G
QTP = 1
COMPONENT 6 BEING IDENTIFIED AS A PCI AND MOVES TO THE NEXT HIGHER LEVEL
SO THAT IT CAN BE PLANNED BY MRP
FIGURE 2.24
c) Fig 2.25: Identify subcontracted parts and assemblies by means of the
SOURCE and MRP PLANNED CODES.
For example SEMI-FINISHED SUBASSEMBLY B (600/00720) in Figure 2.25 is a subcontracted assembly and COMPONENT 4; SUBCONTRACTED (600/07154) is a subcontracted part.

DEFINE SUB-CONTRACTED PROCURED ITEMS
ID PLATE 1
600/00060
SC = P MRP = Y
P
C
I
SEMI SUB-ASSY B
600/00720
SC = S MRP = Y
P
C
I
ID PLATE 2
600/00061
SC = P MRP = Y
P
C
I
C-SPEC
600/00880
SC = P MRP = N
SPEC
SUB-ASSY B
600/00020
SC = M MRP = Y
M
C
I
TEST REPORT
600/00020
SC = P MRP = N
D
O
C
COMPONENT 3
600/00053
SC = P MRP = Y
P
C
I
COMPONENT 6
600/00056
SC = P MRP = Y
P
C
I
COMPONENT 4
600/00054
SC = M MRP = Y
M
C
I
COMPONENT 5
600/00055/5000
SC = P MRP = N
D
R
G
COMP 4 SUB-CON
600/07154
SC = S MRP = Y
P
C
I
QTP = 2
QTP = 1 QTP = 1 QTP = 1 QTP = 1 QTP = 1
QTP = 1 QTP = 4QTP = 3
QTP = 1
FIGURE 2.25
d) Determine and specify the procurement lead-time for each Procured
Configuration Item (PCI).
e) Identify the planning responsibility for each Procured Configuration Item (PCI) by means of the PLANNER CODE.
f) Specify the size of the procurement LOT SIZE based on the ABC
classification by means of the ORDER POLICY.
g) Define ORDER POLICY of the floor stock item and safety stock quantity (re-order point).

INT
EG
RA
TE
D P
RO
DU
CT
DE
FIN
ITIO
N D
AT
AB
AS
E
FO
R P
RO
DU
CT
Z
CO
MP
ON
EN
T 1
061/0
0035
SC
= P
M
RP
= Y
P C I
CO
MP
ON
EN
T 2
061/0
0036
SC
= P
M
RP
= Y
P C I
ID P
LA
TE
1
600/0
0060
SC
= P
M
RP
= Y
P C I
SE
MI S
UB
-AS
SY
B
600/0
0720
SC
= S
M
RP
= Y
P C I
ID P
LA
TE
2
600/0
0061
SC
= P
M
RP
= Y
P C I
C-S
PE
C
600/0
08820
SC
= P
M
RP
= N
S P E C
SU
B-A
SS
Y 1
600/0
0010
SC
= N
M
RP
= N
P H T
AT
TA
CH
EL
EM
1
600/0
0070
SC
= P
M
RP
= Y
P C I
AT
TA
CH
EL
EM
2
600/0
0071
SC
= P
M
RP
= Y
P C I
SU
B-A
SS
Y B
600/0
0020
SC
= M
M
RP
= Y
M C I
PR
OD
UC
T Z
600/0
9000
SC
= M
M
RP
= Y
C C I
TH
INN
ER
S
061/0
0011
SC
= P
M
RP
= Y
P C I
PA
INT
061/0
0010
SC
= P
M
RP
= Y
P C I
TE
ST
RE
PO
RT
600/2
0126
SC
= P
M
RP
= N
D O C
CO
MP
ON
EN
T 3
600/0
0053
SC
= P
M
RP
= Y
P C I
CO
MP
ON
EN
T 6
600/0
0056
SC
= P
M
RP
= Y
P C I
CO
MP
ON
EN
T 4
600/0
0054
SC
= M
M
RP
= Y
M C I
CO
MP
ON
EN
T 5
600/0
0055
SC
= P
M
RP
= Y
P C I
CO
MP
4 S
UB
-CO
N
600/0
7154
SC
= S
M
RP
= Y
P C I
CO
MP
4 S
EM
I
600/0
0754
SC
= M
M
RP
= Y
M C I
PR
OC
ES
S S
PE
C
600/0
8754
SC
= P
M
RP
= N
S P E C
MA
TE
RIA
L 4
600/0
0454
SC
= P
M
RP
= Y
P C I
CO
NS
UM
AB
LE
S
061/0
0081
SC
= P
M
RP
= Y
P C I
SC
=S
OU
RC
E C
OD
E
MR
P=
MR
P P
LA
NN
ED
QT
P=
QU
AN
TIT
Y P
ER
MD
TO
=M
AN
UF
AC
TU
RIN
G D
EL
IVE
R T
O O
PE
RA
TIO
N
LO
R=
LIN
E O
F R
EP
LA
CE
ME
NT
RD
TO
=R
EP
AIR
DE
LIV
ER
TO
OP
ER
AT
ION
CC
I=
CU
ST
OM
ER
CO
NF
IGU
RA
TIO
N IT
EM
PC
I=
PR
OC
UR
ED
CO
NF
IGU
RA
TIO
N IT
EM
MC
I=
MA
NU
FA
CT
UR
ED
CO
NF
IGU
RA
TIO
N IT
EM
PH
T=
PH
AN
TO
M
IDE
NT
IFY
TH
E S
PA
RE
PA
RT
S B
Y R
EF
ER
RIN
G
TO
TH
E R
EP
AIR
TA
SK
SP
AR
E P
AR
TS
BE
ING
IDE
NT
IFIE
D B
Y
RE
FE
RR
ING
TO
TH
E R
EP
AIR
TA
SK
MR
P =
Y
BE
CA
US
E C
OM
PO
NE
NT
5
IS B
EIN
G ID
EN
TIF
IED
AS
A L
CI IT
EM
DE
SIG
N D
EF
INIT
ION
+ P
RO
DU
CT
ION
DE
FIN
ITIO
N
+ A
SS
EM
BL
Y D
EF
INIT
ION
+ P
RO
DU
CT
SU
PP
OR
T D
EF
INIT
ION
+ P
RO
CU
RE
ME
NT
DE
FIN
ITIO
N
QT
P =
1M
DT
O =
10
QT
P =
5M
DT
O =
10
QT
P =
10
MD
TO
= 2
0Q
TP
= 2
MD
TO
= 2
0
QT
P =
2R
DT
O =
10
QT
P =
1.5
MD
TO
= 3
0Q
TP
= 5
.8M
DT
O =
30
QT
P =
1R
DT
O =
10
QT
P =
1Q
TP
= 1
QT
P =
1Q
TP
= 1
QT
P =
1
QT
P =
1R
DT
O =
20
QT
P =
4R
DT
O =
20
QT
P =
3
QT
P =
1R
DT
O =
20
QT
P =
1
QT
P =
1
QT
P =
0.5
QT
P =
0.0
01
QT
P =
1
FIGURE 2.26
2.5.5 Product Support Definition The following process is required to create the “Product Support Definition”.

PRODUCT SUPPORT DEFINITION
1. IDENTIFY THE SPARE PARTS
* Per Maintenance Task
* Repairable / Discardable Items
2. PLANNING DATA FOR SPARE PARTS
* Manufacturing / purchasing decision (source code)
* MRP planned (Y / N)
3. PACKAGING DEFINITION FOR SPARE PARTS
* Packaging process
* Packaging material
* Packaging containers
4. PACKAGING DEFINITION FOR TOOLS AND EQUIPMENT
5. INTEGRATION WITH LOGISTIC SUPPORT ANALYSIS RECORD
* Maintenance Significant Items (MSI’s)
* MSI Funtions
* Failure Modes,Effects and Criticality Analysis Data
* Allocated Mean Time Between Failures (MTBF)
FIGURE 2.27
a) Identify spare parts. This is done by linking to the repair task for which the
component is required as a spare, and also by indicating whether the component is repairable or “discardable”.
b) Fig 2.26: Make sure that components, which have been identified as spare
parts are coded as MRP, planned by means of the SOURCE and MRP PLANNED codes.
For example COMPONENT 5 (600/00055) in Figure 2.26 is not MRP planned, but because it has been identified as spare part, it must be codified as a PCI. The MRP PLANNED CODE therefore changes from “N” to “Y” and the SOURCE CODE TO “P”.
c) Fig 2.28: Define a PACKAGING DEFINITION for each spare part by
building a Product Breakdown Structure (PBS) for the packed parts. An interface to the PBS is achieved via the production part numbers, which are used in both Product Breakdown Structures (PBS’s).

PR
OD
UC
T S
UP
PO
RT
PA
CK
ED
HB
S
PA
CK
MA
T 1
06
0/0
00
10
SC
= P
M
RP
= Y
P C I
PA
CK
MA
T 2
06
0/0
00
11
SC
= P
M
RP
= Y
P C I
PA
CK
MA
T 2
06
0/0
00
11
SC
= P
M
RP
= Y
P C I
PA
CK
MA
T 1
06
0/0
00
10
SC
= P
M
RP
= Y
P C I
PA
CK
MA
T 1
06
0/0
00
10
SC
= P
M
RP
= Y
P C I
PA
CK
MA
T 2
06
0/0
00
11
SC
= P
M
RP
= Y
P C I
ST
EE
L C
AB
A
60
0/0
05
52
SC
= P
M
RP
= Y
P C I
CA
RD
B B
OX
2
06
1/0
00
50
SC
= P
M
RP
= Y
P C I
WO
OD
CR
AT
E 1
60
0/0
05
50
SC
= P
M
RP
= Y
P C I
CA
RD
B B
OX
1
06
1/0
00
51
SC
= P
M
RP
= Y
P C I
CA
RD
B B
OX
1
06
1/0
00
51
SC
= P
M
RP
= Y
P C I
WO
OD
CR
AT
E 1
60
0/0
05
50
SC
= P
M
RP
= Y
P C I
CO
MP
ON
EN
T 1
60
0/0
00
35
SC
= P
M
RP
= Y
P C I
CO
MP
ON
EN
T 4
60
0/0
00
54
SC
= M
M
RP
= Y
M C I
CO
MP
ON
EN
T 2
60
0/0
00
36
SC
= P
M
RP
= Y
P C I
CO
MP
ON
EN
T 6
60
0/0
00
56
SC
= P
M
RP
= Y
P C I
CO
MP
4 S
UB
-C
60
0/0
71
54
SC
= P
M
RP
= Y
P C I
CO
MP
ON
EN
T 5
60
0/0
00
55
SC
= P
M
RP
= Y
P C I
CO
MP
1 P
AC
KE
D
60
0/5
70
35
SC
= N
M
RP
= N
P H T
CO
MP
4 P
AC
KE
D
60
0/5
70
54
SC
= N
M
RP
= N
P H T
CO
MP
2 P
AC
KE
D
60
0/5
70
36
SC
= N
M
RP
= N
P H T
CO
MP
6 P
AC
KE
D
60
0/5
70
56
SC
= N
M
RP
= N
P H T
CO
MP
4 S
/C P
AC
K
60
0/5
71
54
SC
= N
M
RP
= N
P H T
CO
MP
5 P
AC
KE
D
60
0/0
57
55
SC
= N
M
RP
= N
P H T
SP
AR
ES
LIS
T
60
0/0
05
01
SC
= N
M
RP
= N
P H T
SP
AR
ES
LIS
T 2
60
0/0
05
02
SC
= N
M
RP
= N
P H T
SP
AR
ES
LIS
T 3
60
0/0
05
03
SC
= N
M
RP
= N
P H T
PP
PM
A
60
0/0
05
00
SC
= M
M
RP
= Y
C C I
QT
P =
10
QT
P =
1
QT
P =
1
QT
P =
0.0
01
QT
P =
20
QT
P =
1
QT
P =
1
QT
P =
0.5
QT
P =
5
QT
P =
1
QT
P =
1
QT
P =
4.5
QT
P =
15
QT
P =
1
QT
P =
1
QT
P =
0.2
QT
P =
50
QT
P =
1
QT
P =
1
QT
P =
1.5
QT
P =
2
QT
P =
1
QT
P =
1
QT
P =
0.2
2
MD
TO
= 1
0M
DT
O =
20
MD
TO
= 1
0M
DT
O =
20
MD
TO
= 2
0M
DT
O =
10
RO
UT
ING
: S
PA
RE
PA
CK
A
OP
NO
10
20
WC
088
099
ST
D T
IME
0,5
1,5
WS 1 2
DE
SC
RIP
TIO
N
Pa
ck
ed
an
d P
res
erv
ed
A
Pa
ck
ed
an
d P
res
erv
ed
B
Define p
ackin
g m
ate
rial and c
onta
iners
FIGURE 2.28 d) Fig 2.28: Define the packaging process by means of a ROUTING and
specify the operation and workstation for the packed parts (which are usually phantoms).

For example PPPM A (600/00500) in 2 different packaging processes (A and B) which are defined as operations 10 and 20 in the ROUTING for PPPM A. These operation numbers are entered into the “DELIVER TO OPERATION” data field, for the packed spares to which they apply. The stock pull list can now be divided by operation (packaging process).
STOCK PULL LIST FOR SPARE KIT A
STOCK PULL LIST OP 10
WO-03
SPARE KIT A
600/00500
1. 600/00035
COMPONENT 1
2. 600/00552
STEEL CABINET 1
3. 060/00010
PACKAGING MATERIAL 1
4. 600/00036
COMPONENT 2
5. 600/00550
WOODEN CRATE 1
6. 060/00011
PACKAGING MATERIAL 2
7. 600/00055
COMPONENT 5
OP : 10
WS : 1
STOCK PULL LIST OP 20
WO-07
SPARE KIT A
600/00500
1. 600/00054
COMPONENT 4
2. 600/00056
COMPONENT 6
3. 600/07154
COMPONENT 4
SUB-CONTRACT
4. 061/00050
CARBOARD BOX 2
5. 060/00011
PACKAGING MATERIAL 2
6. 061/00051
CARDBOARD BOX 1
7. 060/00010
PACKAGING MATERIAL 1
OP : 20
WS : 2
10 EA
10 EA
1 L
5 EA
7 EA
24 ME
2 EA
20 EA
15 EA
50 EA
20 EA
10 ME
65 EA
78 L
FIGURE 2.29
e) Define spare part and special equipment packaging material such as
plastic bags, plastic rolls, preservatives, and cardboard boxes, etc. Creating part masters for them and linking them to the packed spares does this.
f) Define specially designed containers by creating part masters and linking
them to the packed spare number.
g) Define a Product Breakdown Structure (PBS) for packed special tools and equipment.
h) Create a relationship with the Logistic Support Analysis Record (LSAR) by
means of the following:
Identification of the Maintenance Significant Items (MSI’s) in the product definition. MSI’s are systems, subsystems and functional groups in the product definition that require non-trivial product support in terms of preventative and corrective maintenance.
Identify discardable spare parts.

Identify repairable spare parts.
Link spare parts to repair tasks by means of the REPAIR DELIVER TO OPERATION, REPAIR OPERATION and OPERATION TYPE.

APPENDIX 1
IPPD COURSE ASSIGNMENT

LIST OF CONTENTS
BUSINESS SCENARIO
MODUS OPERANDI
EXERCISE 1: CREATE A HARDWARE BREAKDOWN STRUCTURE (HBS)
EXERCISE 2: ENTER PART MASTERS AND PRODUCT STRUCTURE Assignment 1: Perform the make/buy decision and add Part Masters and Product
Structure Assignment 2: Enter the Customer Orders, perform ABC Classification and rectify order
policies for MRP Planned Parts
EXERCISE 3: EXECUTE PURCHASE AND WORK ORDERS Assignment 1: Execute Purchase Orders Assignment 2: Execute Work Orders Assignment 3: Modify Earth Pin and Process Change Proposal
EXERCISE 4: IMPLEMENT NEW DESIGN AND OPTIONS

MODUS OPERANDI
1. Students are divided into teams of + six. 2. At least the following BUSINESS AREAS must be represented in each team: - Production/Assembly - Engineering (Designer) - Procurement (Buyer) - Quality (Inspector) - Finances (BU Accountant) - Marketing (Program Manager) 3. The presenter and co-presenters will fulfill the roles of: - Suppliers - Clients - Store man 4. Each team of six represents a company and they must decide on a name for
their company. 5. The workshop is divided into four exercises, namely: - Create a Hardware Breakdown Structure - Enter Part Masters, Product Structure and Client Orders - Execute Purchase and Work Orders - Implement new designs and options

BUSINESS SCENARIO
1. Company XYZ manufactures electrical power transfer devices. 2. The company is responsible for the design and development of the product. 3. All components are purchased from approved suppliers, and then assembled
internally. 4. Currently the company only manufactures one version of the electrical transfer
device, i.e. no options are currently available 5. The company is also responsible for product support (spares and repair) of the
product.

EXERCISE 1
CREATE A HARDWARE BREAKDOWN STRUCTURE (HBS) Use the information supplied to create a schematic of the hardware breakdown for the Electrical Power Transfer Device (EPTD)
INFORMATION The parts for the product are:
PART NUMBER DESCRIPTION COST 99900001 EPTD Final Assy
99900002 Cover SM White 22c
99900003 Base SM White R1-00
99900004 Cord Grip 5c
99900005 Earth Pin Chromed 12c
99900006 Pin Screw 2c
99900007 Line Pin 10c
99900008 Base Screw 2c
99900009 Earth Pin Steel 10c
99900051 Bag Plastic 1c
NOTES - A unique product code will be assigned by the presenter to each team.
- The HBS must be prepared on a transparency and presented to rest of the class.
- Take note that no manufacturing/purchasing decisions have been made at this stage.
- Allocate your own numbers for assemblies and subassemblies as required.
- Replace “999” with the first three characters of your name or surname.
- Tools are issued to a cost centre as a non-fixed account part (i.e. screw driver R3-55).
OUTPUTS
- Hardware Breakdown Structure on transparency

EXERCISE 2
ENTER PART MASTERS AND PRODUCT STRUCTURE (BOM)
ASSIGNMENT 1: Add Part Masters and create a Product Structure (Bill of Material) for your EPTD. (See Exercise 1). Make the “Earth Pin Chrome” a sub-contracted
part. INFORMATION
a) List of suppliers are:
NAME TECHNOLOGY GROUP Screwman Fasteners Elbree Precision Engineering Precision Engineering Electrical Moulded Components Injection Moulding Tool Centre Tools and Hardware Pack & Spice Plastic Bags SA Hardcrome Chrome Plating b) Manufacturing
Work Centre No Description OP No 01 “Assemble Line Pins” 01 “Assemble Earth Pin” 02
“Insert Pins into Base” 03 02 “Install Cord Grip” 04 “Install Cover” 05
External Operations “Chrome Earth Pin”
c) All items manufactured from brass must have a material specification.
Material specifications must be linked to the items manufactured from brass. Specification documents are purchased/not MRP and non-fixed account.
d) The Line Pins has a “Critical” and the Earth Pin a “Major A” characteristic.
e) There is also a final acceptance specification for the finished product.
f) All fasteners are “floor stock”.
g) The customers supply the Marking stickers. (Customer A = Blue and
Customer B = Red)
h) The Cord Grip, Cover, Line Pin and Base Screw are sold as a Spare Part Kit. (Spare parts have to be packed as a kit in one plastic bag and marked according to client requirements (Customer A - Blue and Customer B - Red)).
i) Part numbers and drawing numbers are the same. A Revision Number is
used to indicate the version of drawings.

j) All Drawings and specifications must have a revision specified.
OUTPUTS REQUIRED FOR EXERCISE 2: ASSIGNMENT 1 - Cost Generation of Product (Online) - List of Parts by Designer (IPPD01) - List of Parts by Buyer (IPPD02) - List of Parts by Supplier (IPPD03) - List of Parts by Planner (IPPD04) - List of Items with Classification of Characteristics (IPPD05) - List of Specifications (IPPD06) - List of Customer Furnished Parts (CFI’s) (IPPD07) - List of Spare Parts (IPPD08) - BOM Report (IPPD09) - Routing Report (IPPD10) - List of Drawings (IPPD11)
EXERCISE 2
ENTER PART MASTERS AND PRODUCT STRUCTURE (BOM)
ASSIGNMENT 2: Enter the Customer Orders, perform an ABC Classification and rectify Order Policies for MRP Planned Parts (see flow chart for detail).
INFORMATION There are two customers - Customer A and Customer B. Customer A has ordered 8 EPTDs (2 per month, every 2
nd month from the end of this month). Customer B has
ordered 6 EPTDs (2 per month every 2nd
month from the end of next month). The EPTDs are assembled in lot sizes of 2. One spares kit is to be delivered with every 4
th EPTD
being delivered. OUTPUTS REQUIRED FOR EXERCISE 2: ASSIGNMENT 2 - ABC Classification (Online) - Order Policies (IPPD12) - MPS Orders Due (IPPD13)

EXERCISE 3
EXECUTE PURCHASE AND PRODUCTION ORDERS
ASSIGNMENT 1: Execute Purchase Orders (see flow chart for detail). INFORMATION - Presenters will do receiving transactions. - Each “team of six” MUST have its own store. OUTPUTS REQUIRED FOR EXERCISE 3: ASSIGNMENT 1 - Purchasing Plan (IPPD14) - Available Stock (IPPD15)
ASSIGNMENT 2: Execute Work Orders (see flow chart for detail). INFORMATION A stock pull instruction and stock pull list must be printed for every works order. OUTPUTS REQUIRED EXERCISE 3: ASSIGNMENT 2
- Stock Pull Instruction (Online) - Stock Pull List (Online) - Order to Store Instruction (Online) - Assembled EPTDs
ASSIGNMENT 3 (OPTIONAL): Modify Earth Pin and process Change Proposal. INFORMATION Modify Earth Pin from Chrome Plated to Brass. Change Part Number and update Product Structure (see flow chart for detail). OUTPUTS REQUIRED FOR EXERCISE 3: ASSIGNMENT 3 - Outstanding ECP’s for a Part (ECP01) - Purchase ECP Warning Report (ECP02) - List of Approved ECP’s for a Product (ECP03) - Unregistered Drawings for a Product (ECP04) - Drawing Completion Schedule (ECP05) - Registered Drawings for a Part (ECP06)

- BOM Changes for a Product over a period (ECP07) - List of Completed ECP’s for a Product (ECP08) - Where used print (Online) - BOM Comparison (IPPD19) - Data Change History Inquiry (Online)
EXERCISE 4
IMPLEMENT NEW DESIGN AND OPTIONS
ASSIGNMENT 1: A new design (snapper) is implemented, and additional color options (ivory cover, transparent base) are added to the existing model. Build one modular BOM for the product range that will include all possible options and process customer order (see flow chart for detail). INFORMATION - The snapper design is implemented. - Client an orders another 6 EPTDs at this point (2 per month starting from the end of
this month). The customer’s requirements are as follows: * 2 x Base Screw Model (Ivory Cover, White Base) * 2 x Base Screw Model (White Cover, Transparent Base) * 2 x Snapper Model (Ivory Cover, Transparent Base) OUTPUTS REQUIRED FOR EXERCISE 4: ASSIGNMENT 1 - Item List for a Drawing (IPPD16) - Modular BOM Report (IPPD17) - Stock Pull Instruction and Stock Pull List (Online) - Assembled EPTDs - Cost Roll-up for Client Order (Online)

IPPD WORKSHOP SCORE-CARD
COMPANY: ______________________________
EXER-
CISE
ASSIGNMENT OUTPUT POSSIBLE
SCORE
MINUS
ERROR
SCORE
2 Enter Part Masters and
Product Structure
- List of Parts by Designer (IPPD01)
- List of Parts by Buyer (IPPD02)
- List of Parts by Supplier (IPPD03)
- List of Parts by Planner (IPPD04)
- List of Items with Classification of (IPPD05)
Characteristics
- List of Specifications (IPPD06)
- List of Customer Furnished Parts (CFI’s)(IPPD07)
- List of Spare Parts (IPPD08)
- BOM Report (IPPD09)
- Routing Report (IPPD10)
- List of Drawings (IPPD11)
TOTAL
10
10
10
10
10
10
10
10
10
10
10
10
120
2 Enter Client Order, ABC
Classification and Order
Policies
- ABC-Classification (Online)
- Order Policies (IPPD12)
- MPS’s still due (IPPD13)
- Purchasing Plan (IPPD14)
- Available Stock (IPPD15)
TOTAL
10
10
20
10
10
60
3 Execute Works Orders - Stock Pull Instruction (Online)
- Stock Pull List (Online)
- Assembled EPTDs (Phase 1)
- Order to Store Instruction (Online)
- Assembled EPTDs (Phase II)
TOTAL
10
10
60
10
40
130
4 Build a Modular BOM
and meet Client Order
- Item List for a Drawing (IPPD16)
- Modular BOM Report (IPPD17)
- Stock Pull Instruction and
Stock Pull List (Online)
- Assembled EPTDs (x4)
- Cost Roll-up for Customer Order (Online)
TOTAL
10
40
10
40
10
420

EPTD FINAL ASSEMBLY
PARTS LIST 1. Line Pin Assembly
2. Cover SM White or Ivory
3. Earth Pin Assembly
4. Cord Grip
5. Sticker (Red or Blue)
6. Base SM White

MODULAR
BOM PLUG
MODULAR
ROUTING
PLUG FINALASSY GROUP
(COMMON PARTS)
SC = N MRP = Y
EARTH PIN ASSY 20
EARTH PIN
PIN SCREW
LINE PIN ASSY
LINE PIN 10
PIN SCREW 10
CORD GRIP 32
COVER GROUP
SC = N MRP = Y
SNAPPER GROUP
SC = N MRP = Y
COVER SNAP IVORY 31
COVER SNAP YELLOW 31
COVER SNAP RED 31
SM COVER GROUP
SC = N MRP = Y
COVER SM WHITE 30
COVER SM IVORY 30
BASE SCREW 30
SC = N
MRP = Y

MARKING
SC = N MRP = Y
RED STICKER 40
BLUE STICKER 40SNAPPER BASE GROUP
SC = N MRP = Y
BASE SNAPPER
BASE GROUP
SC = N MRP = Y
SM BASE GROUP
SC = N MRP = Y
BASE SM WHITE 20
BASE SM TRANSPARENT 20
MODULAR ROUTING
10 Line Pin Assy
20 Base and Pin Assy
30 Cover Installation (Screw Model)
31 Cover Installation (Snapper)
32 Cord Grip Installation
40 Marking

APPENDIX 2
WORKSHOP
PROCESS FLOW CHART

IPD WORKSHOP
ADD PART
MASTERS
CREATE PRODUCT
BREAKDOWN
STRUCTURE
(PBS)
ADD
CUSTOMER
ORDERS
ADD COST
CENTRE
ADD WORK
CENTRE
ADD
PART
OPERATIONS
FIRM AND
RELEASE
PURCHASE
ORDERS
RUN MRP
AND DETERMINE
NETT REQUIRE-
MENTS
COST
PRODUCT
(COST GEN.)
RELEASE
PRODUCTION
ORDERS
RECEIVE
PURCHASED
PARTS TO
STORE
SHIP
PRODUCT
CRATE
PRODUCT
ISSUE
PARTS TO
CUSTOMER
ORDERS
ISSUE
PARTS TO
WORK
ORDERS
RECEIVE
COMPLETED
ASSEMBLIES /
PARTS TO STORE
Specify
end item CREATE
ORDER
REQUIRE-
MENTS
Suggest
Planned
Orders
Suggest
Planned
Orders
C
A
B
D
E G H
I
J
KF
L
M N O P Q
1.
ADD PART MASTERS
Part Master (Engineering) Part Master (Planning 1) Part Master (Planning 2) Part Master (Cost)
2. ADD ROUTING FOR
MANUFACTURED PARTS
Part operations
3. ADD PRODUCT STRUCTURE Product Structure
4. PERFORM A COST GENERATION Cost Generation
5. UPDATE COST FOR
MANUFACTURED PARTS
Cost Generation
6.
ID DRAWINGS IN BOM
Part Master (Revision) * Rev No = * For Non-drawings * Rev No = 00 for Drawings
7.
Access Reports: - Parts by Designer

PRINT INSPECTION REPORTS
- Parts by Buyer - Parts by Supplier - Parts by Planner - Classification of Characteristics - List of Specifications - Customer Furnished Items - List of Spares - BOM Report - List of Drawings
8.
ADD CUSTOMER ORDERS
Customer Orders (Header) Customer Orders (Line Mandatory) Access Reports: - MPS Orders Due
9. RUN MRP MRP Selective Run
10. PERFORM A ABC-
CLASSIFICATION
ABC Analysis/Reclassification
11. FIX ORDER POLICIES ACCORDING
TO ABC CLASSIFICATION
Part Master (Planning)
12. RUN INSPECTION REPORT FOR
ORDER POLICIES
Access Report: - Order Policies
13. RUN MRP AGAIN MRP Selective Run
14.
PRINT INSPECTION REPORTS
Access Reports: - Works Orders - Purchase Orders
15. GENERATE PURCHASE ORDER
REQUISITIONS TO BUILD SIX
EPTDS ONLY (NB: DO NOT
GENERATE MORE REQUISITIONS)
Stock Purchase Order Requisitions
16. RELEASE PURCHASE AND
SUBCONTRACT ORDERS
Released Purchase Order Generation
17. PRINT ISSUE INSTRUCTION FOR
SUBCONTRACT PURCHASE
ORDER
Stores to Order Requirements (Send message to Storeman)
18. ISSUE PARTS TO SUBCONTRACT
PURCHASE ORDER
Stores to Order Requirements

19. PRINT PURCHASE ORDER FOR
SUBCONTRACT PART
20. RECEIVE ENOUGH PARTS FROM
SUPPLIER TO BUILD SIX EPTDS
Supplier to Store (Movements) Access Report: - Stock on Hand
21. RELEASE WORK ORDERS Order Master
22. PRINT ISSUE INSTRUCTION FOR
WORK ORDERS
Stores to Order Requirements (Movements) (Send message to Storeman)
23. ISSUE PARTS TO WORK ORDERS
BY “DELIVER TO OPERATION”
Stores to Order Requirements (Movements)
24. PRINT “RETURN TO STORE”
INSTRUCTION
Production to Store (Movements) (Send message to Storeman)
25. RECEIVE COMPLETED
ASSEMBLIES TO STORE
Production to Store (Movements)
26. ISSUE COMPONENTS AGAINST
CUSTOMER ORDERS
Stores to Order Requirements (Movements)
27. ADD A CRATE Crate (Movements)
28. CRATE PRODUCT Production to Crating (Movements)
29.
SHIP PRODUCT
Crating to Customer (Movements) Production to Customer (Movements) Access Report: - Outstanding Customer Order
(OPTIONAL)
PROCESS AN ECP FOR THE
EARTH PIN
See ECP Processing Flow Chart
30.
STRUCTURE MODULAR BOM
Part Master (Engineering) Part Master (Planning 1) Part Master (Planning 2) Part Master (Cost) Product Structure
31.
LINK COMPONENTS TO
ASSEMBLY DRAWING
Product Structure Enter manufacturing Del-to-Op (manufacturing data) and balloon number (engineering data) Access Report:

- Drawing Item List
32. ADD “MODULAR” ROUTING FOR
MODULAR BOM AND LINK PARTS
TO OPERATIONS
Part Operations (Operation Maintenance) Part Operations (Copy Ops from another part) Product Structure
33. ADD CUSTOMER ORDERS FOR
MODULAR BOM AND PRINT
REPORTS
Customer Orders (Header) Customer Orders (Line Mandatory) Access Report: - Outstanding Customer Orders
34. ADD ROUTING FOR “MODULAR”
CUSTOMER ORDER
Customer Orders (Order Operations)
35. PERFORM COST ROLL-UP FOR
“MODULAR” CUSTOMER ORDER
Order Operations
36. PERFORM SHORTAGE CHECKING
FOR CUSTOMER ORDER AND
RUN MRP
* Shortage Checking * MRP Selective Run
37. DO PURCHASING Repeat steps 15 to 22
38. ASSEMBLE PRODUCTS AND SHIP
TO CUSTOMER
Repeat steps 28 to 31














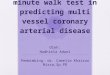


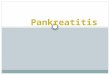



![Implementing Cross-Functional Teams in an IPPD - [email protected]](https://img.pdfslide.us/doc/110x75/6203b271da24ad121e4c69ed/implementing-cross-functional-teams-in-an-ippd-emailprotected.jpg)







