Embed Size (px)
Citation preview

ELSEVIER European Journal of Operational Research 95 (1996) 344-355
EUROPEAN JOURNAL
OF OPERATIONAL RESEARCH
Theory and Methodology
Inspection sequencing and part scheduling for flexible manufacturing systems
Jim Lee a, *, F. Frank Chen b
a Engineering Management Program, College of Engineering, USL Box 42 250, University of Southwestern Louisiana, Lafayette, LA 70504-2250, USA
b Industrial and Systems Engineering, College of Engineering and Design, Florida International University, Miami, FL 33199, USA
Received August 1995
Abstract
An approach to the study of integrated effects of inspection sequencing rules and part scheduling policies in flexible manufacturing settings is presented. Simulation experiments were carried out to examine 5 inspection sequencing heuristics while considering 8 different part scheduling policies in a typical FMS construct. Analyses of data have shown that the inspection sequencing has a significant impact on FMS performance, and the selection of a part scheduling policy relies heavily on the inspection plan implemented in the system. The results of this study sustain the need to explore total issues of an FMS, if possible, rather than a piecemeal approach which usually falls short when pursuing a global system optimization.
Keywords: Inspection; Inspection sequencing; Scheduling; Flexible manufacturing systems (FMS); Simulation
Introduction
A flexible manufacturing system (FMS) is a com- puter-controlled configuration of semi-independent work stations and a material handling system de- signed to efficiently manufacture more than one part type at low to medium volumes (Draper, 1984). Flexible manufacturing technology has been widely claimed to have positive impacts on productivity and quality. Many publications such as Popplewell and Schmoll (1986), Penswick (1988), and Kochan (1989) reported that FMS investment has led to
* Corresponding author. Ernail: [email protected]
reduced labor costs, increased output, decreased manufacturing costs, increased flexibility, and re- duced production lead time. Chen and Adam (1991) performed an extensive empirical study of eighty-four FMS project cases which reaffirmed FMS's positive impact on productivity, yet found only very weak relationship between FMS investment and quality improvement. Sophisticated inspection equipment (e.g., coordinate measuring machines) coupled with routing/scheduling flexibility inherently possessed by an FMS has contributed to rather intricate inspec- tion sequencing issues which have not yet been fully explored and resolved.
Quality assurance through inspection activities performed in multi-stage discrete part manufacturing systems has been employed to reduce overall quality
0377-2217/96/$15.00 Copyright © 1996 Elsevier Science B.V. All rights reserved SSDI 0377-221 7(95)00273- 1

J. Lee, F.F. Chen / European Journal of Operational Research 95 (1996) 344-355 345
associated costs, namely internal quality costs (pre- vention, appraisal, scrap, and rework) and external costs (failures such as warranty and customer satis- faction). The objective for an effective inspection plan is to find the optimal balance between the costs of additional inspections at earlier stages and the costs of forwarding down the production line units that are already defective. Raz (1986) provided a fairly comprehensive review of models for optimal allocation of inspection effort in conventional multi- stage systems. Inspection location models developed to date are useful for both serial and nonserial pro- duction systems while evaluation and solution meth- ods employed range from mathematical program- ming to simulation approaches. Yum and McDowell (1981) developed a model for nonserial systems, under the assumption that only a single inspection operation is possible after each production operation, and solved the model with nonlinear integer pro- gramming. The same assumption was made by Bal- lou and Pazer (1982, 1985) who used simulation, by Garcia-Diaz et al. (1984) who applied dynamic pro- gramming, and Yum and McDowell (1987) who used mixed linear integer programming.
Multiple inspection operations performed after each production stage are sometimes necessary to effectively reduce inspection errors (classifying a conforming unit as nonconforming, and classifying a nonconforming unit as conforming). This raises the problem of determining the optimal inspection se- quence. Raz and Thomas (1983) developed an algo- rithm for generating the optimal inspection sequence to meet a constraint on outgoing quality level under the assumption that rejected units are scrapped with no salvage value. Drury et al. (1986) examined different ways of combining the results of two se- quential inspections. The procedure presented by Raz and Bricker (1987) finds the optimal inspection se- quence subject to constraints on the probabilities of accepted units being nonconforming and of rejected units being conforming. Jaraiedi et al. (1987) pre- sented a model for finding the average outgoing quality for multi-characteristic products subject to 100% inspections. More recently, Raz and Kaspi (1991) examined the sequencing and location issues for multiple inspection operations in serial produc- tion stations using a nonlinear mixed integer pro- gramming model. Raz and Bricker (1991) presented
optimal and heuristic methods for finding the vari- able inspection policy that minimizes expected total cost per unit.
Several heuristic inspection roles have been sug- gested in the literature addressing the allocation of inspection operations in an attempt to minimize the costs associated with manufacturing and inspection processes. Peters and Williams (1984) examined five heuristic rules for inspection location in serial sys- tems under a variety of cost and processing condi- tions. Saxena et al. (1990) evaluated five inspection heuristics in serial production systems using com- puter simulation. They found that inspection time is the most influential factor for the selection of a particular heuristic. Lee et al. (1994) developed sim- ulation models to compare three inspection heuristics in a hypothetical FMS. Their result indicated that the system structure (serial or FMS) could affect the performance of inspection heuristics.
Automated inspection in FMS might be per- formed in two ways: 1) as an operation in machining centers using probing devices attached to the cutting spindle of the CNC machine; and/or 2) as an opera- tion performed at a separate computer-controlled gaging station such as a coordinate measuring ma- chine (CMM). The technology of integrating a CMM into an FMS has been developed in early 1980s with documentation of successful effort in the literature (Wilson and Lenger, 1985). However, past research and modeling efforts in inspection location/sequenc- ing problems have attempted to address only the conventional serial (linear) and nonserial production lines. Research in assigning operations to machines (usually termed 'loading') and sequencing the opera- tions in real time (also known as 'scheduling') for FMS has indicated that models and rules working well for transfer line and/or job shop did not prevail at flexible manufacturing environment. For example, Stecke and Solberg (1981) showed that the shortest processing time (SPT) rule, which usually achieves superior performance with respect to system utiliza- tion in job shop and transfer line settings according to many simulation studies, produced below-average results for a particular Caterpillar FMS. It is not difficult to conceive the versatility of the machines/inspection stations along with automated tooling and material handling functions in an FMS will allow considerable flexibility in cutting/inspect-

346 J. Lee, F.F. Chen / European Journal of Operational Research 95 (1996) 344-355
ion operation assignment and sequencing. While both mathematical modeling and simulation have been successfully developed for conventional serial/non- serial and single/multiple operation(s), analytical treatment seems to have become not viable because of the complexity of a system's aspects existing in an FMS.
This paper expands the work on inspection loca- tion problem in serial or nonserial systems by an integrated approach to the study of a different class of inspection sequencing problem which uniquely exists in flexible manufacturing settings. The inspec- tion sequencing and part scheduling at FMS are considered to be closely related issues with signifi- cant interactions. Thus, the approach taken in this study consists of developing a simulation model of a typical FMS, and using it to investigate the effective- ness of inspection heuristics along with alternative FMS part scheduling rules employed.
2. Problem statement and research objectives
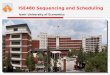
An obvious question that arises in the process planning for an FMS is at which stage(s) should inspection(s) be performed in order to minimize the total quality associated costs. The FMS located at Caterpillar East Peoria Plant, which was previously studied by Stecke and Solberg (1981), is chosen for the empirical investigation of the performance of selective inspection sequencing rules due to its generic representation of a typical FMS construct. The system, shown in Fig. l, consists of an auto- mated inspection station and three types of ma-
MACHINE i~l ~_~ t~
LOAD - UNLOAD STATIONS
Fig. 1. A typical FMS (source: Stecke and Snlberg, 1981).
Table 1 Machining operation time data (in minutes)
Part Op. 10 Op. 20 Op. 30 (at an OM) (at an OD) (at a VTL)
PII 10 8 6 P12 16 6 5 PI3 8 3 4 P21 14 6 5 P22 20 5 3 P23 12 2 2
chines: 1) four large 5-axis machining centers (called OMs), 2) three 4-axis machining centers (ODs), and 3) two vertical turret lathes (VTLs). Machines of the same type have been loaded with the same set of tools required to perform assigned operations of all workpieces (also called 'parts') allowing the redun- dancy for total routing flexibility. The load/unload area provides stations for in-process inventory queues. Two transporters (rail-guided vehicles) run on a straight track and carry parts among machines and stations.
The FMS produces 6 assembly parts (Pl l , P12, PI3, P21, P22, and P23) for two sizes of transmis- sion housings and covers, each having equal produc- tion quantity requirement. Part processing starts at the input station and travels to work stations for three sets of machining operations (Operations 10, 20, and 30) at three types of machining centers, respectively. A part arrives to the system every 5 minutes and it can be any of the six part types with equal probabilities. The travel time between two adjacent stations is assumed to be 30 seconds. The inspection operation(s) can be performed after any of the machining operations depending on the selected inspection sequencing rule. Table 1 contains the machining operation time data.
With the rail-guided vehicles providing flexible material handling functions to the FMS, part inspec- tion now becomes a sequencing rather than a loca- tion problem because the transporter enables parts to be moved between machining stations and the in- spection station at any sequence. Given the inspec- tion allocation heuristics developed in the literature for multi-stage production systems, the immediate challenge for the FMS user would be to find the most cost effective inspection operation sequence at

J. Lee, F.F. Chen /European Journal of Operational Research 95 (1996) 344-355 347
the FMS environment. Since the FMS scheduling policies are the ones that set the priorities for an idle machine to select its next operation from those parts available, performance of inspection sequencing rules might be affected by the scheduling policies chosen. Additionally, changes made to system parameters related to inspection activities such as inspection time, inspection cost rate, and part defective rate may also affect the performance of the inspection sequencing rules.
The objective of this study is therefore threefold: 1) investigation of effectiveness of already devel- oped inspection sequencing rules at the FMS envi- ronment; 2) exploring the impact of FMS scheduling policies, if any, on the choice of inspection sequenc- ing rules, 3) examining if fluctuations of critical system parameters would differentiate the perfor- mance of inspection sequencing rules.
3. Inspection sequencing rules
Parts in process in an FMS are normally routed to the CMM, when needed, for an inspection operation after specific machining operations or before exiting the system. If a raw part requires N machining operations to become a finished part, the number of possible inspection plans, IP, for this part is
I P = C(N, l) + C(N, 2) + . . - +C(N, N), (1)
where C(N, r) denotes the number of combinations of N distinct machining operations taken r at a time, r = l, 2, 3 . . . . . N. For a system processing m differ- ent parts each requiring N i machining operations, where i = l, 2, 3 . . . . . m, the total number of inspec- tion plans, TIP, becomes
TIP = f l i P / . (2) i ~ l
An FMS producing 6 different parts with each part routed, in the same sequence, through 3 machin- ing centers would amount to 76 (= 117649) total inspection plans. It is obvious that evaluating all possible part inspection plans at flexible manufactur- ing settings is not feasible. Development of heuristic methods enabling a process planner to select a most
cost effective inspection plan for each part is neces- sary and seems to be the only viable approach.
Several heuristic inspection rules concerning where to inspect in serial production systems have been proposed and discussed in past literature. This paper examines five heuristic rules which are consid- ered appropriate for the FMS (Lee et al, 1994). The rules are described below:
1) ANO: Sequence the inspection operation after the machining operation that has the highest proba- bility of generating nonconforming units, The pur- pose of this rule is to ensure that no further work will be done on the nonconforming (scrapped) units. Under this rule, each part will be inspected only once during the manufacturing process, and the inspection sequence is part specific. Implementation of this rule requires that the probability of nonconforming for part i processed through machining operation j, Z(i,j), be available. The probability of nonconform- ing, Z(i, j), can be estimated based on historical data. When data is not available, expert opinion will be required for a subjective estimation based on experience for similar operation performed on a part with similar characteristics. For part k requiring N machining operations in the system, the inspection is to be performed after machining operation j *, where Z(k, j* ) is the maximum; that is,
Z(k , j*)=max{Z(k , j ) : j=l ,2 . . . . . N}. (3)
2) BCO: Sequence the inspection operation before the most costly machining operation. This inspection rule will avoid performing high cost machining oper- ations on parts which are already nonconforming. Assuming that inspection of raw materials has been properly performed at the receiving station, then inspection before the first machining operation will not be needed. Suppose MC(i, j) represents the machining operation cost of part i on operation j. MC(i, j) for a given part i for operation j is deter- mined by the time needed to perform the operation multiplied by the unit time cost of the machine performing the specific operation. The unit time cost of using a machine is obtained by spreading the sum of the various acquisition, operation, and mainte- nance costs over its useful life. These costs should be available through plant cost accounting personnel. For part k, this rule requires that inspection be

348 J. Lee, F.F. Chen / European Journal of Operational Research 95 (1996) 344-355
performed before machining operation j* , where MC(k, j* ) is the maximum; that is,
MC(k, j*) = max{MC(k, j ) : j = 2, 3 . . . . . N}. (4)
3) AFO: Sequence the inspection operation after the completion of final machining operation. Inspec- tion only after the final machining operation does not interrupt the normal processing operations. This means that the transportation time between the in- spection station and the workstations can be reduced. However, inspection time might increase in propor- tion to the number of uninspected machining opera- tions. Also, a nonconforming part detected after the final operation will result in a higher scrap cost.
4) CFO: Sequence inspection operations before the most costly machining operation and after com- pletion of the final machining operation. This rule is designed to capture the strength of both BCO and AFO rules and is the only rule that allows two inspection operations per part.
5) AEO: Sequence inspection operations after ev- ery machining operation. This 'inspect all' policy could be considered as a benchmark in the study.
Inspection activities performed according to above rules are based on 100% screening. It is assumed that nonconforming units are created at the inspection station by a stationary Bernoulli process with esti- mated probability of failure, and all defective units are scrapped without recycling back to the manufac- turing process. Normally the production volume is adjusted to allow extra parts to be loaded onto the system base on the estimated defective rates. The failure or nonconforming probability is a function of the type and the sum of machining operation time for all previous uninspected machining operations. For example, if the probability of a part nonconforming after the final operation is 0.06 following AFO rule, it might be reduced to 0.04 if CFO rule is followed. This is due to an additional inspection operation has been performed at the earlier stage. It is also as- sumed that parts produced by the FMS serve as direct input for the subsequent assembly cell where further inspection is normally executed to ensure the outgoing quality of finished products. Therefore a 100% screening of parts after the final operation in the FMS becomes an option. Two of the above five
rules consider inspection at the end of the final machining operation.
The mean inspection time on a part after a certain machining operation is assumed to be proportional to the machining operation time. In the simulation, the ratio of inspection time to the machining operation time is considered as a factor and is tested at two levels. A ratio of X% means that the mean inspec- tion time is X% of the related machining operation time, exponentially distributed. During the inspection process, a part can be rejected as soon as a problem is detected. Sometimes the inspection may need to be repeated for parts which are just slightly off the specification. Therefore, both the extremely short and extremely long inspection time can occur. The use of exponential distribution represents one feasi- ble approach to deal with the inspection time.
4. Part scheduling rules
A part scheduling rule defines the priority which allows an idle machine to select the next part to be processed from those available in the machine input buffer. Scheduling decisions at the shop floor are normally made on a real time basis. Considering the dynamics of an operating FMS, mathematical opti- mization approach to solving the part scheduling problem becomes impractical. There is significant past research work in the development and evalua- tion of heuristic part scheduling rules. For the pur- pose of this study, eight heuristics are selected, based on their distinctive performance in published litera- ture (Stecke and Solberg, 1981). Some of the rules are modified for use in this study. The scheduling rules are described as below:
1) SPT: Part with shortest process (operation) time first.
2) SRPT: Part with shortest total remaining opera- tion time first.
3) LRPT: Part with longest total remaining opera- tion time first.
4) SPT. TOT: Part with the smallest value of operation time multiplied by the total operation time first.
5) SPT/TOT: Part with the smallest value of operation time divided by the total operation time first.

J. Lee, F.F. Chen / European Journal of Operational Research 95 (1996) 344-355 349
6) LPT/TOT: Part with the largest value of oper- ation time divided by the total operation time first.
7) LPT. TOT: Part with the largest value of operation time multiplied by the total operation time first.
8) PTPR: Part type priority, i.e. part with highest expected profit margin first.
The above rules are used to schedule parts at machining stations and the inspection station. The machining operation times can be considered deter- ministic in an FMS since the NC part programs fully dictate the actual cut time. However, the inspection time is assumed to be exponentially distributed with the mean equal to a fraction of the sum of all previous uninspected operation times.
5. Simulation experiment
A total of 40 discrete event simulation models was developed using simulation language SIMAN (Pegden et al., 1990) to implement the 5 inspection sequencing heuristics while considering 8 different part scheduling policies described in previous sec- tion. Three factors which might influence the perfor- mance of the inspection and scheduling rules are identified: 1) ratio of inspection operation time to the machining operation time, 2) inspection cost rate, and 3) probability of nonconforming. Each of the factors is tested at two levels, constituting a 23 factorial design.
As stated above, inspection time is a ratio of machining operation time. A ratio of 0.05 means that the mean inspection operation time is 5% of the sum of all previously uninspected machining operation times, exponentially distributed. This ratio is tested at 5% or 10% in the simulation. The inspection cost rate is set to be at $60 per hour or $90 per hour. The probability of nonconforming (Z) is defined to be within two levels, the low at 2-6% and the high at the 5-15% range. In this study the Z value is defined as a function of the individual operation (e.g. Op. 10, Op. 20 or Op. 30). This is based on the assumption that more complicated operations will have higher probabilities of producing non-confor- ming parts. For example, the factor setting at 2 -6% means that Z can be 2% for Operation 10, 4% for Operation 20, and 6% for Operation 30. For this
Table 2 Experiment factors and levels
Factors Levels
Ratio of inspection-machining time (TR) 0.05, O. 10 Inspection cost rate (1C) $60/hour,
$90/hour Probability of nonconforming (Z) 2-6%, 5- | 5%
particular case, Operation 30 is considered as the most complicated operation. Similarly, the setting of 5-15% means the average Z values are 5%, 10% and 15% for the three operations, respectively. In the simulation, each time a part is inspected, a random number (R) in a value between 0 and 1 is generated. If R is less than Z, the part is identified as a nonconforming one. Z values can be estimated based on historical data on the number of parts scrapped. Such data are normally available in a company's manufacturing information database. Since an opera- tion usually can be performed at a class of similar machines, Z is normally selected for each class of machines. Table 2 summarizes the values of the parameters used for the simulation experiment.
With the 2 3 factorial design for each of the 40 simulation models, there are 320 (40 x 8) combina- tions. Each of the 320 combinations is then repli- cated 3 times resulting a total of 960 simulation runs. Each simulation runs for 2880 minutes, simulating five 8-hour working days after an 8-hour warm-up period whose data were not included in the statistics. Various output data are collected from the simulation experiment as performance measures of the system. They include: 1) daily profit, 2) work-in-process (WIP), and 3) system utilization rate.
The daily profit is defined as the difference be- tween daily revenue and daily cost of running the FMS. For each unit of part produced in the system, a selling price is assigned to the part based on the part type of the unit. Let SP(i) be the selling price for a unit of part i, NF(i) the number of units of part i finished during one shift, and NZ(i) the number of nonconforming units exiting the FMS. Then the daily revenue, DR, for m different part types can be defined as
DR = i S P ( i ) - [NF(i) - NZ( i ) ] . (5) i=1

350 J. Lee, F.F. Chen / European Journal of Operational Research 95 (1996) 344-355
The daily cost, DC, is the total cost for machining operations, inspection operations and material han- dling. The three types of costs can be denoted by the following variables: OT: Sum of the operation times in minutes for all
parts processed. IT: Sum of the inspection times in minutes for all
parts inspected. MT: Sum of material handling times in minutes for
all parts. or: Machining operation cost rate per minute. it: Inspection cost rate per minute. mr: Material handling cost rate per minute.
The daily profit, DP, can then be defined as
DP = DR - lOT. or + IT. ir + MT-mr ] . (6)
Notice that Eq. (6) implicitly includes the scrap cost for nonconforming units in all three cost components assuming no salvage value for scrapped parts.
The work-in-process (WIP) measures the average number of in-process units of all part types in the system. This measure is of importance since the FMS normally provides limited WIP storage space. The WIP is a time dependent variable represented by W and defined over the total simulation time, T:
W= l £ r w ( t ) d t , (7)
where W(t) represents the units of WIP at time t. The third performance measure selected is system
utilization rate. The utilization of a single machine,
which is also a time dependent variable, can be measured as the percentage of time the machine is in operation. The system utilization rate is estimated by averaging the machine utilization rates. Let U(i) be the utilization rate of machine i. The system utiliza- tion rate for an FMS with N machines, SU, can then be computed as below:
1 N SU = -~ .Y'~ U(i). (8)
i = l
To compare the performance of heuristic rules and to identify factors differentiating the system performance, the percentage difference is an appro- priate measure. Given two heuristic rules H1 and H2, the percentage difference in daily profit, %DP(H1 - H2), work-in-process, % W ( H 1 - H 2 ) , and system utilization, %SU(H 1 - H2), are defined as follows:
DP(H1) - DP(H2) %DP(H1 - H2) = , (9)
DP(H2)
W ( H 1 ) - W ( H 2 ) %W(H1 - H2) = , (10)
W ( H 2 )
S O ( H 1 ) - S U ( H 2 ) SU(H1 - H2) = (1 l)
s o ( m )
Several statistical procedures are used to analyze the data. They are summarized in the next section.
Table 3
Average daily profit ($)
Scheduling Inspection sequencing rules
policies A N O CFO BCO AFO AEO Average Rank
SPT 2084 *a 1458 1755 1553 1530 1672
SRPT 2086 * 1456 1738 1569 1568 1683
LRPT 2086 * 1461 1743 1544 1489 1665
S P T . T O T 2085 * 1474 1755 1565 1530 1681
S P T / T O T 2088 . . . . 1478 1757 * * 1532 1571 * * 1685
L P T . T O T 2069 * 1403 1732 1540 1561 1661
L P T / T O T 2079 * 1535 * * 1731 1544 1539 1686 * *
PTPR 2078 * 1402 1741 1593 * * 1536 1670
Average 2082 * 1459 1744 1555 1540 1676
Rank 1 4 2 3 4
a * : highest in row.
• * : highest in column.

J. Lee, F.F. Chen / European Journal of Operational Research 95 (1996) 344-355 351
6. Experimental results
Results of the simulation experiment on all com- binations of inspection heuristics and scheduling policies with respect to each of the performance measures are summarized in Tables 3, 4, and 5. To statistically analyze the data representing perfor- mance measures of the rules and policies, tests on normality and homoscedasticity are performed. The test results show that the data sets satisfy both normality and homoscedasticity at the 0.05 level of significance.
The average daily profit data as shown in Table 3 provide good indices for the choice of inspection sequencing rules and scheduling policies. To deter- mine whether the differences are significant, Tukey's tests were used to compare the profit data by inspec- tion rules and by scheduling policies. Two or more rules or policies would receive the same rank if the differences are not significant at the 0.05 level. Among the 5 inspection heuristics, the ANO (inspect after the machining operation most likely to generate nonconforming units) outperformed the others. This indicates that forwarding nonconforming units down the production line (the AFO rule) is too costly for the system, while adding additional inspection opera- tions (as in CFO and AEO rules) is not cost effec- tive, either. In order to formulate a good inspection plan, efforts should be focused on identifying critical machining operations (most costly, and/or most likely to produce defective units) for each of the parts processed in the system. The manufacturing
Tab le 4
A v e r a g e uni t s o f W I P
engineering staff should be able to identify opera- tions which will most likely produce defective units. For instance, operations involving long-hole drilling and precision surface milling/polishing are usually the ones that should be followed by inspection(s) before proceeding to the next work station.
The test results also reveal that the profit varia- tions due to choice of different scheduling policies are not significant. Therefore, the ranks are the same in the table. This implies that there is no absolute choice of a champion scheduling policy under the manufacturing environment tested in this study. An- other interesting finding is the S P T/TO T policy, which outperformed various other scheduling rules for the FMS study by Stecke and Solberg (1981), produce the best results under several inspection sequencing rules except CFO rule. Certain interac- tions between inspection sequencing and part scheduling may exist and should be investigated further.
The WIP data in Table 4 shows that the FMS is not heavily burdened, with a grand average of 6.15 in-process units in the system. Analysis of the WIP data with Tukey's test indicated that ANO, AEO and BCO are superior to AFO and CFO, while AFO is superior to CFO. This is not surprising since the inspection time is set to be a fraction of the sum of all previously uninspected machining operations. Longer inspection times (as in the cases of AFO and CFO) should cause higher WIP inventory.
For scheduling policies, SPT/TOT yielded the best result with an average WIP of 5.94 units. Statis-
S c h e d u l i n g In spec t ion s e q u e n c i n g ru les
po l ic ies A N O B C O A F O C F O A E O A v e r a g e R a n k
S P T 5.71 5 .57 * a 6 .92 7.01 5.68 6 .19 2
S R P T 5.81 5 .52 * 6 .92 6 .94 " * 5.78 6 .18 2
L R P T 5 .69 * * 5 .59 * 6 .47 7 .72 5 .66 6 .26 2
S P T . T O T 5 .69 * * 5 .58 * 6 .92 6 .99 5.65 * * 6.18 2
S P T / T O T 5 .70 5 .59 * 5 .76 * * 7 .06 5 .67 5 .94 * * 1
L P T - T O T 5.80 5 .54 * 6 .47 7.53 5 .77 6.13 2
L P T / T O T 5.83 5 .55 * 5 .76 * * 7 .16 5 .79 6 .03 1
P T P R 5.83 5 .49 . . . . 7 .05 7 .05 5 .80 6 .25 2
A v e r a g e 5 .76 5 .55 * 6 .53 7 .18 5.73 6.15
R a n k 1 1 2 3 1
a • : l owes t in row.
• * : l owes t in c o l u m n .

352 J, Lee, F.F. Chen /European Journal of Operational Research 95 (1996) 344-355
Table 5
Average system utilization rates
Scheduling Inspection sequencing rules
policies A N O BCO AFO CFO AEO Average Rank
SPT 0.43 0.42 0.45 * a 0.44 0.38 0.42
SRPT 0.43 0.42 0.45 * 0.44 0.38 0.42
LRPT 0.43 0.42 0.45 * 0.44 0.38 0.42
SPT- T O T 0.43 0.42 0.45 * 0.44 0.38 0.42
S P T / T O T 0.43 0.42 0.45 * 0.44 0.38 0.42
L P T . T O T 0.43 0.42 0.44 * 0.44 * 0.38 0.41
L P T / T O T 0.43 0.42 0.47 * 0.44 0.38 0.42
PTPR 0.43 0.42 0.45 * 0.44 0.38 0.42
Average 0.43 0.42 0.45 * 0.44 0.38 0.42
Rank 3 4 1 2 5
a , : highest in row.
Table 6
Level of significance in A N O V A models on percentage differences
(a) Daily profit: %DP(H l-H2)
Rules Effects
compared SP TR IC Z Combined (H I -H 2)
ANO-CFO 0.1689 0.4915 0.0303 * a 0.0001 * 0.0001 *
"ANO-BCO 0.9825 0.0001 * 0.7124 0.0398 * 0,5965
ANO-AFO 0.9766 0.0001 * 0.0137 * 0.0001 * 0.0027 *
A N O -A E O 0.8241 0.9206 0.1317 0.0001 * 0.0001 *
BCO-CFO 0.0887 0.0317 * 0.0070 * 0.0001 * 0.0018 *
BCO-AFO 0.9154 0.0001 * 0.0028 * 0.0003 * 0.01 46 *
BCO-AEO 0.8183 0.0153 0.0839 0.0001 * 0.0001 *
AFO-CFO 0.3306 0.0001 * 0.9943 0.0001 * 0.0001 *
AFO-AEO 0.8852 0.0001 * 0.6659 0.0001 * 0.0001 *
(b) Work in process: % W ( H I - H 2 )
BCO-AEO 0.0518 0.0007 * 0.9213 0.0001 ' 0.0001 *
BCO-CFO 0.0001 * 0.0001 * 0.9990 0.3817 0.0001 *
BCO-AFO 0.0001 * 0.0001 * 0.9745 0.1031 0.0001 *
A E O -A N O 0.0330 * 0.0001 * 0.8805 0.0004 * 0.0001 *
AEO-CFO 0.0040 * 0.0001 * 0.9678 0.1347 0.0001 *
AEO-AFO 0.0001 " 0.0001 * 0.9232 0.0001 * 0.0001 *
ANO-CFO 0.0010 * 0.0001 * 0.9756 0.6035 0.0001 *
ANO-AFO 0.0087 * 0.0001 * 0.9906 0.7481 0.0001 *
AFO-CFO 0.0001 * 0.0001 * 0.9961 0.5945 0.0001 *
(c) System utilization rate: %SU(H l -H2)
CFO-ANO 0.4675 0.0001 * 0.9542 0.6052 0.0003 *
CFO-BCO 0.5367 0.0001 * 0.8342 0.8404 0.0006 *
CFO-AEO 0.6265 0.0001 * 0.9604 0.0001 * 0.0001 *
A N O - A E O 0.2059 0.0001 * 0.9951 0.0001 * 0.0001 *
BCO-AEO 0.9352 0.0001 * 0.8337 0.0001 * 0.0001 *
AFO-AEO 0.7544 0.0001 * 0.9670 0.0001 * 0.0001 *
a * : significant at 0.05 level.

J. Lee, F.F. Chen / European Journal of Operational Research 95 (1996) 344-355 353
tically the 8 scheduling policies are separated into two groups. The use of group 1 policies including SPT/TOT and L P T / T O T resulted in lower level of WlP than other policies at the 0.05 level of signifi- cance. When considering both factors, however, the combination of inspection rule and scheduling policy which minimizes WIP inventory turned out to be BCO rule with PTPR policy. The choice of schedul- ing policy is dependent on the inspection heuristic implemented or vice versa.
Table 5 summaries information on system utiliza- tion rates. The average system utilization rate of each inspection heuristic, using each of the scheduling rules, narrowly ranges from 0.38 to 0.45. Differences of the data sets produced from using five inspection heuristics are statistically significant. But such small differences would not account for the selection of a particular inspection sequencing rule. Setting aside the choice of inspection rules, the average system utilization rates resulted from using different scheduling policies are almost identical. Tukey's test on the rates by scheduling policies confirmed the observation that the selection of scheduling policy has little or no effect on system utilization.
The observations that some rules outperform the others suggest that further statistical analyses are required to study the effects of factors on the magni- tude of the differences on performance measures. A number of ANOVA (analysis of variance) models, one on each pair of inspection heuristics with signifi- cant percentage difference, are build to detect the significance of 4 effects, namely, choice of schedul- ing policies (SP), ratio of inspection time to machine operation time (TR), inspection cost rate (IC), and the probability of nonconforming (Z).
The null hypothesis of ANOVA states that the effects from the 4 factors are equal to zero. Rejection of such a null hypothesis would conclude that the effects are significant. Table 6 summarizes the levels of significance for each effect and the combined effects that the hypothesis shall be rejected.
It is observed that the percentage differences on daily profit, %DP, are affected by the probability of nonconforming (Z). In some cases the inspection cost rate (IC) and the ratio of inspection time to machining time (TR) have also shown to have signif- icant effects. The percentage differences on WIP inventory, %W, are mainly affected by the schedul-
ing policy (SP) and the ratio of inspection time to machining operation time (TR). TR is also the key factor affecting the percentage differences on system utilization rate, %SU.
7. Additional experiment on part arrival rate
An interesting observation in the preceding statis- tical analysis is that the selection of scheduling policy has little or no effect on system performance based on the manufacturing environment tested. This might be caused by the low part arrival rate tested in the current FMS. To study the effect of the part arrival rate on the performance of the scheduling policies, another simulation experiment is performed. In this experiment the arrival rate is increased from 5 minutes per part to 2 minutes per part, and the inspection sequencing rule used is AEO, inspect after every operation. The AEO rule is selected because it has the lowest system utilization among the rules tested in the previous experiment. The experimental factors and settings in Table 2 are used again to create 8 (scheduling policies) by 8 (3 factors at 2 levels), or 64 combinations. Each combination is replicated 3 times, resulting in a total of 192 simula- tion runs.
The simulation results for the three performance measures are summarized in Table 7. It can be seen that the high arrival rate has caused the WIP to build up without improving the daily profit. The reason is that the system throughput is not significantly in- creased, while production and inspection costs have gone up to perform the needed operations for the large amount of WIP. Most of the WIP are queued in Operation 10 (see Table 1) and inspection station. Additional OM and inspection machines would be needed if a higher throughput is desired. Paired t-tests on the data show that all three performance
Table 7 Performance summary of AEO rule
Performance Part arrival rate
measure High Low
Daily profit 1083 1540 WlP 351 5.73 Utilization 0.66 0.38

354 J. Lee, F.F. Chen / European Journal of Operational Research 95 (1996) 344-355
Table 8 Average daily profit ($) of AEO rule
Scheduling Part arrival rate
policies High (Rank) Low (Rank)
SPT 1160 (3) 1530 (1) SRPT 1175 (3) 1568 (1) LRPT 1172 (3) 1489 (1) SPT. TOT 1159 (3) 1530 (1) SPT/TOT 1367 (1) 1571 (1) LPT. TOT 930 (5) 1561 (1) LPT/TOT 1189 (2) 1539 (1) PTPR 1124 (4) 1536 (1)
measures are significantly different under the high arrival rate. ANOVA models further reveal that the differences are affected by all three factors used in the experiment: ratio of inspection operation time to the machining operation time, inspection cost rate, and probability of nonconforming.
Finally the effect of scheduling policy on the daily profit is studied. The daily profit data are grouped by scheduling policy and listed in Table 8. When the part arrival rate increases, Tukey's tests show that the scheduling policy can significantly affect the daily profit. Based on Tukey's tests at the 0.05 level of significance, ranks are assigned to the 8 policies with the data groups with no significant differences receiving the same rank. This result sug- gests that the scheduling policy could affect the performance of a system under a high part arrival rate, and a global approach is needed to explore the best operating policies in an FMS.
8. Conclusions
This paper extended the inspection location prob- lem at serial production system into an inspection sequencing problem at flexible manufacturing set- tings. With the inherent complex scheduling policies available for use in FMS, an integrated approach to the study of interactions of inspection sequencing rules and part scheduling policies was adopted. Sim- ulation experiments were carried out to study 5 inspection sequencing heuristics while considering 8 different part scheduling policies in a typical FMS construct. System parameters including the ratio of inspection time to machining operation time, inspec-
tion cost rate, and probability of nonconforming were varied in simulation runs to allow a logical assessment of system performance measures.
Selection of inspection plans has been found to have a significant impact on the FMS performance. In general, the ANO and BCO rules produce better results in terms of daily profit and WIP. Implementa- tion of both rules requires identification of critical manufacturing operations (the most costly, and/or the most likely to generate nonconforming units) of an FMS. Choice of inspection rules seemed to have very little to do with system utilization.
Although the scheduling policies did not seem to have significant effects on system performance in the FMS when the part arrival rate was low, interactions between inspection sequencing and part scheduling were found. The simulation results have shown that the selection of a part scheduling policy heavily relied on the inspection plan to be implemented in the system. At a higher part arrival rate the selection of scheduling policy can affect the system perfor- mance, but the increase may not improve the daily profit while causing the WIP to build up in bottle- neck stations.
The finding that suggests interaction existing be- tween part inspection sequencing and part scheduling in flexible manufacturing environment is of tremen- dous value. The results of this study sustain the need to explore total issues of an FMS, if possible, rather than a piecemeal approach which usually falls short when pursuing a global system optimization. Further work on assessing performance of inspection heuris- tics at different FMS constructs for generalization purposes should be undertaken. Development of in- spection heuristics integrating with other FMS opera- tion and control issues such as tool loading and AGV routing seems to be imperative.
Acknowledgements
We thank the anonymous reviewers for their com- ments on the earlier versions of the paper. Their remarks have helped us to improve the quality of this research. The authors are indebted to Eralp Gullep and Adisom Sirichoompun for their assistance in preparing the computer simulation programs, and

J. Lee, F.F. Chen / European Journal of Operational Research 95 (1996) 344-355 355
Montri Tangjarukil for performing some simulation experiments. This research is partially supported by Louisiana Education Quality Support Fund under Contract Number LEQSF (1995-1997)-RD-A-34.
References
Ballou, D.P., and Pazer, H.L. (1982), "The impact of inspector fallibility on the inspection policy in serial production sys- tems", Management Science 28, 387-399.
Ballou, D.P., and Pazer, H.L. (1985), "Process improvement versus enhanced inspection in optimized systems", Interna- tional Journal of Production Research 23/6, 1233-1245.
Chen, F.F., and Adam, Jr., E.E. (1991), "Impact of flexible manufacturing systems on productivity and quality", IEEE Transactions on Engineering Management 38/1, 33-45.
Draper, C.S. (1984), Flexible Manufacturing Systems Handbook, Noyes Publications.
Drury, C.G., Karwan, M.H., and Vanderwarker, D.R. (1986), "The two-inspector problem", liE Transactions 18/2, 174- 181.
Garcia-Diaz, A., Foster, T.W., and Bonyuet, M. (1984), "Dy- namic programming analysis of special multistage inspection systems", liE Transactions 16/2, 115-125.
Jaraiedi, M., Kochhar, D.S., and Jaisingh, S.C. (1987), "Multiple inspections to meet desired outgoing quality", Journal of Quality Technology 19/I , 46-5I.
Kochan, A. (1989), "'Successful system is spot-on target", The FMS Magazine 7/1 , 11-14.
Lee, J., Irion, R., and Raz, T. (1994), "Inspection allocation in flexible manufacturing", Manufacturing Review 7/2, 164- 171.
Pegden, C.D., Shannon, R.E., and Sadowski, R.P. (1990), Intro- duction to Simulation Using SIMAN, McGraw-Hill, New York.
Penswick, A. (1988), "Japanese incorporate ideas as production tools", 7'he FMS Magazine 6/3, 191-195.
Peters, M.H., and Williams, W.W. (1984), "Location of quality inspection stations: An experimental assessment of five nor- mative heuristics", Decision Sciences 15/3, 389-408.
Popplewell, F., and Schmoll (1986), "FMS - The proven ap- proach", in: Proceedings of 5th International Conference on Flexible Manufacturing Systems, 335-374.
Raz, T. (1986), "'A survey of models for allocating inspection effort in multi-stage production systems", Journal of Quality Technology 18/4, 239-247.
Raz, T., and Bricker, D. (1987), "Sequencing of imperfect inspec- tion operations subject to constraints on the quality of ac- cepted and rejected units", International Journal of Produc- tion Research 25/6, 809-821.
Raz, T., and Bricker, D. (1991), "Optimal and heuristic solutions to the variable inspection policy problem", Computers & Operations Research 18/1, 115-123.
Raz, T., and Kaspi, M. (1991), "Location and sequencing of imperfect inspection operations in serial multi-stage produc- tion systems", International Journal of Production Research 29/8, 1645-1659.
Raz, T., and Thomas, M.U. (1983), "A method for sequencing inspection activities subject to errors", liE Transactions 15/1, 12-18.
SAS Institute, Inc. (1988), "SAS/STAT User's Guide", Release 6.03.
Saxena, S., Chang, C.M., Chow, H.B., and Lee, J. (1990), "Evaluation of heuristics for inspection station allocation in serial production systems", in: 1990 Winter Simulation Con- ference Proceedings, 919-922.
Stecke, K.E., and Solberg, J.J. (1981), "Loading and control policies for a flexible manufacturing system", International Journal of Production Research 19/5, 481-490.
Wilson, J.O., and Lenger, S.S. (1988), "In-line inspection - The integration of an FMS", in: T. Drozda (ed.), Flexible Manu- facturing Systems, Society of Manufacturing Engineers, Dear- born, MI.
Yum, B.J., and McDowell, E.D. (1981), "'The optimal allocation of inspection effort in a class of nonserial production systems", liE Transactions 13/3, 285-293.
Yum, B.J., and McDowell, E.D. (1987), "Optimal inspection policies in a serial production system including scrap rework and repair: An MILP approach", International Journal of Production Research 25/10, 1451-1464.
![Limited Discrepancy Search for flexible shop scheduling · Limited Discrepancy Search for flexible shop scheduling ... [Carlier & Néron, 2000]; [Lin & Liao, 2003] – Lower ... –](https://img.pdfslide.us/doc/110x75/5b0b1fbc7f8b9ac7678d9661/limited-discrepancy-search-for-flexible-shop-discrepancy-search-for-flexible-shop.jpg)