Embed Size (px)
Citation preview

8/12/2019 Influence of Surface Depression and Convection on Arc Weld Geometry
http://slidepdf.com/reader/full/influence-of-surface-depression-and-convection-on-arc-weld-geometry 1/8
INFLUENCE OF SURF CE DEPRESSION ND CONVECTION ON
RC WELD POOL GEOMETRY
M L Lin and T W Eagar
Materials Processing Center
Massachusetts Institute of Technology
Cambridge, Massachusetts
ABSTRACT
The relat ive importance of surface depre ssion and
convection in determining the depth of w e l ~ penetration in s ta t ionary GTA welds has been studied. Theresul ts ind i ca t e that a deep cra ter depr ession forms
on the surface of a stee l weld poo l a t currents inexcess of 250 amperes. During the t ransi t ion fromshallow to deep penetration, the depression grows from
one millimete r or l ess to four or f ive mil l imeters with
an increase of only twenty amperes. Such a drama t i cchange cannot be explained due to th e plasma j e t momentum alone . I t i s proposed that the major cause of the
deep penetration a t these current l evel s i s a vortexwhich i s created by circumferential rotation of theweld pool. Some evidence suggests that the deep vo r tex
i s se l f -s tabi l iz ing and that t h i s creates a hysteresisi n the weld penetratio n as t he current i s ramped upwardand downward through the trans i t ion fr om sh allow todeep penetration. I t is believed that th is vortex
depression is the major cause of f inger penetrationin GM welding as we l l .
Tr avelling GTA we lds were also made to investigatet he effects of deep surface depression on weld defectformation. High speed cinemapho t ography was used toshow the flow behavior from the front to th e back of
th e weld pool . In s t eels, and in t i t anium allo ys ,this flow i s most l ike ly driven by surface tensiongradients. I t was f ound that the deep vortex penetra
tion and the rearward f lu id f l ow can explain h ~ p ebead, undercutting and tunnel bead defects. I t i s
bel ieved t hat a Sim i la r mechanism i s responsible for
hol low bead defects in stovepipe welding.
INTRODUCTION
In o rd er to improve product ivi ty mo r e use i s
being made of au tomated welding; however, as a resul t
a number of problems ar ise which seldom occur in manua lwelding . Two of the most fundamenta l concerns are seamtracking and control of weld bead geometry , both of
which must be cont r olled i f a rel iable weld is to be
produced. In this paper several of the factorscontroll ing weld be ad geomet ry wil l be discussed. One
of the diff icul t i es en coun tered in a pr io r i predic t i on
of weld shape is th a t many parameters must be takeninto account because al l a r e found to have more or lessinfluence on the weld pool geometry. I f the welding
process i s to be automated with cl os ed l oop contro l ofthe we ld zone size, i t i s desirable to more fullyunderstand the mechanisms which influence heat and
fluid flow in th e molten weld pool so that the influence
of th ese process parameters can be understood. Mostof the fundament a l research work on gas tungsten arcwelding has been l imited to low current ranges, i . e .
less than ab out 200 amperes due to ins tabi l i t ies in thel iquid pool and to the pr esence of defects such as
humping and undercutti ng at higher currents. l{hile good
63
agreement has been found between empirical data and thepredicted values of weld pool geometry a t low curre n ts
when the current i s increased to higher ranges , e . g .
more than 250 amper es more scat ter i s obtained. I t is
be l ieved t hat surface depression and convect ive fl o win the weld pool may begin to play important roles inthese higher current regimes.
Rosenthal [1,2) f i rs t used point and l ine heat
so ur ces moving at a constant speed to calculate pure
conduc t ion heat transport in pla tes of semi- i n f in i te
thickness . Tsai [3 ) found th a t the in consistency
between the experimental weld pool sh ape and thepredicted va lu e based on the simple point source theorycan be reduced to a large extent by assuming a dis
tr ibuted heat source on the weld surface. I t was found
that the in t roduction of the distributed heat source
can match the predicted values of weld geometry
reasonab l y well wi t h the empirical data a t low cur rents
At high currents, mu ch l arger errors are found, which
suggest that effects other than thermal conduction andthe distributed heat source may be important .
Generally, depression of t he weld pool surface has
re ceived l i t t l e at tent ion. Ishizaki [4 ) s tu died
depression in gas me t a l arc welds but no extensive
study of sur face depression in gas tungsten arcwelding has be en fo und in the l i t e ra ture . Mos t invest i gators believe that s urface depression r esults from the
impinging plasma j e t . Such j e t s have been studied in
steelmaking [5), however, these resul ts can hardly beapp ed to the weld pool due to the large differencesin dimension involved and to the fac t th at the eq uationsderived are based upon emp i r ical re sul ts i n which t he
parameters are dif ferent f r om those in in gas tungstenarcs.
Numerous s tudies [6-12) have shown that the conve c t ive pattern in the weld pool influences heat flow
and weld bead size. t is believed tha t the mo t ive
forces for f lu id f low i n t he weld pool are (1) theelect r omagnetic force (Lorentz force) , 2) t he buoyancy
force (thermal convectio n) , (3) the s urface tensionforce, and (4) the impinging gas j e t force. There is
t t le agreement as to which of these forces dominate
under specified we ld ing condit ions; however, most
author s agree that increasing the weldi ng curren t i s
expected t o increase the in tensi ty of convective fluid
f low -because h igher cu rre n t density and hea t flux wi l lenhance t he driving forces for fluid flow, which inturn wil l influence the penetration pr of i le .
Fluid flow and surface depress i on are alsoresponsible for the formation of weld defects such as
humping and undercutt ing of the weld bead. Humping and
unde rcut t ing are common in high travel speed and highcurrent GTAH we ld in g . The mechanisms of f ormation of
these defects have been discussed by severalresearchers [7,13,14]; however, no sa t isfacto r yexplanations have been proposed . Surface tension and
arc force we r e m e n t ~ o n e as the forces which produce
these defects , but the mechanisms are s t i l l poo r ly

8/12/2019 Influence of Surface Depression and Convection on Arc Weld Geometry
http://slidepdf.com/reader/full/influence-of-surface-depression-and-convection-on-arc-weld-geometry 2/8
understood. The pur pose of the present paper is toass ess the val idi ty of previously explained mechanisms
and t o quantify the relative importance of surfacedepression and convection in determining the shape of
arc weld pools.
EXPERUIENTAL PROCEDURES
A series of stationary and t ravelling bead-on-plate
welds wer e made with var ying currents, voltage andelectrode t ip ang l es . All the samples were cut from as ingle 304 s ta in less s tee l pl ate of 13 mm thickness.
In stationa ry arc welding, measurements were made after
a dwe l l time of 3 seconds so as not to overheat the
plate . This time is long enough to approxima t e the heatinpu t used in travelling arc welds. In order to seethe in f l uence of l onger dwell time on the spo t welding
penetration profi l e , spots up to 24 seconds were a l so
used. In travelling welds , a wide range of travellingve l ocity was us ed in order to investigate the effect of
speed on the formation of weld defects and on the pene
tration mechanisms . Pure argon was used wit h t he flow
ra te set a t 1 mo hr + 10% El ectrodes wi th 30, 60, 90, 120 degree cones were
used . l ~ e l i n g cu r rent varied from 200 amperes to 350amperes arc voltage was set at three different
values;lOV
,2V
and lSV. In several tests weldingcur re nt was ups l oped and downsloped in order to see at ransi t ion from shallow t o deep penetration.
High speed photography was also used to investigatethe f l uid f low on the top surface of th e liquid pool and
to pr ovide a clearer view of the sequence of formation
of we l d defects .
RESULTS
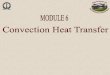
Stat ionary Arc WeldsAs shown in Figures 1 and 2, a sma increase of
welding curren t can increase the surfa ce depression of
a spot weld by a large amount . The deep surface depres
si on in high current ranges produces a finger - type penet ra t ion profile as shown in Figure 2. A cone- shaped
a)
Fig 1 a) Surface depress i on and penetrat i on profi le at
235 amperes of a stat ionary arc weld on 304s ta i nl ess steel after t hree seconds .
cavi ty i s often fo und at the bottom of these deep pene
tration profiles. For electrodes with larger t ip angles
such as 90 and 120 degree s , the t ransi t ion current from negligible to significan t surface depression depth
i s i ncreased to slightly higher current s . This might
suggest that plasma j e t s play an important role since
such j e t s are stronge r at low t ip angles; however, th is
64
matter wil l be discussed subsequently .
b)
Fig . 1(b)
(a )
Fig . 2 a) Surface dep ress ion and penetration profi l e a t285 amperes of a stationa r y a r c we l d on 304stai n less stee l after three seconds .
b)
Fig . 2 b)
As shown in Fi gure 3, no increase of weld pool
depth was found when we l ding t ime was increased from3 seconds to 24 seconds; however, both the width andthe area of the weld pool were found t o in c rease with
time.
Travelling Helds
Humping beads were found at high currents and a thig h travelling speed as s hown in Figure 4. lfuen the
trave l speed of the arc i s l ess than 2 mm/sec . , nohumping i s found and th e weld pool shape does not

8/12/2019 Influence of Surface Depression and Convection on Arc Weld Geometry
http://slidepdf.com/reader/full/influence-of-surface-depression-and-convection-on-arc-weld-geometry 3/8

8/12/2019 Influence of Surface Depression and Convection on Arc Weld Geometry
http://slidepdf.com/reader/full/influence-of-surface-depression-and-convection-on-arc-weld-geometry 4/8
volume of l iqu id f i l l s t he cavity fo rmed by the de ep
surface depre s s ion .
DISCUSS ION
I t w ll be s hown that previo us models of weld con
vection are not capable of explaining the behavior noted
above. In this paper a new model wil l be presented
which utay explain the ob served behavior. Th e f i r s tproblem to be considered i s the abrupt t ransi t ion from
sh a l low to de ep pene t ra t ion as seen in Fi gures 1 and 2.
Compound Vor t ex
Usually the plasma j e t fo rce i s mentioned as the
cause of deep surface depression; how ever , i f this istru e , one would not expec t an abrupt i ncre as e in depress io n within th e t r ans i t ion current range as shown inFigure 6 , since the plasma je t force in crea ses in asmooth manner as t he squa r e of the a rc current 15].In addition, a simple analysis indicates that t he plasma
j e t only has sufficient f o rce to depre ss the pool by1 a t 300 amperes see th e Appendix). A possible
mechanism whi ch may explain the ob se rved sudden incr ease
of s ur face depres s i on and the depth of the depression
i s a compound vor tex as shown in Figure 7. Such a vor
tex can be developed a t high weldi ng cu rrent s due to a
Free Vortex
D
Forc ed
Vor tex
Fr ee Vortex
Fig . 7 Str u ct u re of the compound vortex. Assum in g
no t ransit ion region between the forced
and f ree vortex .
ci r cumferent i al rota tion of t he l iquid. A compoundvor tex consi s ts of a fo rc ed vor tex in t he central zone
of the l i qu id pool t ogethe r with a free vortex in the
regions far ther away f r om the centra l zone. The depth
produced by a fo rced vor tex i n an infini te la rge l iquid
pool is
2 2wf y
D = 2g
with t he or igin referred t o point A i n Figure 7 and the
depth pr oduce d by the free vortex i n a s im i l a r pool i s
D
with the o rigin refe r red to point B in Fi gure 7 where
wf is the f orc ed angula r ve lo c i ty in the forced vor tex
region, R0
is the radius of the forced vor t ex region
and g i s the accelera t ion of gravi t y.
66
Fi gures 8 and 9 show the calculated surface depression
fo r d i fferen t values of R0 and Wf. I t can be seen that
as the forced angular velocity Wf increases, th e maximum surface depression depth inc r eases sharply and t heshap e is similar to the obse r ved f i nger- type depress io n .In addit ion , as R0 increases, the dep t h of finger- t ype
surface depr ession a lso increases . This means thatwider , higher current we l ds are more s usceptible toforma tion of deep surface depres s ion since Ra i s g r eater .In addit ion, i t wi l l be no t ed that t he vor tex depression
does not depend on t he density of the metal whe r easme ta l densi t y has a direct influence on surface depress ion caused by plasma j e t fo rces. In pr ac t i ce , thedeep dep ression i s fo und t o be no greater in a lumi numthan in s te e l . This agrees wi th the vortex model of
depr es s i o n wh ereas the plasma j e t model pred i cts two tothree times greater penetrat ion in a luminum th an in
s t ee l .
o co
-0 . 20
ia.-o .eec
c
o.ee
I0 . 0 l. O 2 .0 3 . 0
I : 10 Rov / ce c2: 20 Rov / sec
3: 30 Rov/c . ,c
Ro =0.5 mm
...Rad ia l dJs lan co mm
6 u
Fig . 8 Depth induced by compound vo r tex wi th a small
forced vo r t ex reg i on R0 = 0 .5 mm .
One might quest ion the source of the c i rcumferent i a l f l ow which produces the vortex; however t he cause
of this c ircumfe r entia l flow has been discussed by
Millere e t a l . 16 ] . In essence , an arc perfectlyal igne d along t he axis of symmetry cannot pr oduc e aci r cumferenti a l flow, but any perturbation f r om the
central axis is unstable and wil l grow unt i l a circumferent ial flow is produced....
I.e
-2 .0
3 8
E
e_•·•
: :; s .uQ.
0a a.a -
1 . 0
-a .a
... l.O 2.0
Ra d i a l
I : 1 0R .v/o:cc2• 20 R .v / oc3 : 30 Rov / .-ec
Ro a l .5 mm
3 .0 0 '·d iG l on c . mm
e.e
Fi g . 9 Dep th induced by compound vo r tex i t h a large
forced vor t ex re g io n R0
= 1. 5 mm .

8/12/2019 Influence of Surface Depression and Convection on Arc Weld Geometry
http://slidepdf.com/reader/full/influence-of-surface-depression-and-convection-on-arc-weld-geometry 5/8
When the current is low, the plasma je t force is
believed co be the dominant factor in determi ning thesurface depression. s current increases, the vortex
intensity increases. In the t ransition current ranges,in addition to the plasma j e t force, the vortex may be
strong enough co cause finger- type surface depression
of the l iquid puddle.
Heat Distribution in Arc Column at High Currents
In i g u r ~ 3 i t i s shown that the area and the
width of weld increases with time while the depth ofweld is nearly con stan t . This implies that the deep
surface depression of the weld pool a t high current smay greatly modify heat flow and current flow in the arc
column, since the central region of the weld pool
receives l i t t le hea t from the arc column at high currents.
In the low current range, the gas-liquid interfaceis essentia l ly plana r and heat distr ibution in the arccan be approximated by a Gaussian distribution. How-ever, in the high current range, a Gaussian distr ibution
may no longer represent the true heat distribution.This maldis t r ibution is caused by the deep surface de
pression of the anode surface, most of the current wil lflow to the side surfaces of the crater instead of being
Fig. 1 Schematic repres entat ion of the eq uipotentiall in es and the current f low paths when a deep
c rate r fo rms .
distributed evenly over the crater s urface . This arisesfrom the fact that both the ca th ode and the anode s ur faces have constant e l ectr ic potentia ls , therefore, the
deep surface crater wil l make the equi- potential l inesdenser on the s ide surface than at the bottom of t he
cra ter . Thus, maldis t r ibution of current f low i s
expected. Since 80 percent of the heat in the arccolumn is transported by the current, there is almost
no he a t transferred to the bot t om of the crate r andthe depth does not increase with time. Once the crater
i s formed most of the current i s deflected to th e sidewalls of th e crater and i t therefore requires le sscurrent to sustain the crater than i s required to formthe cra ter originally; thus a hysteresis loop in the
penetration depth versus current graph occurs as shownin Figure 11.
The lack of heat t ransfer d irec t ly to the bottom
of the crater has been observed in high speed cinemaphotography and by metallographic sectioning both of
which show dry sol id metal a t the bottom of the cra ter .This a lso provides indirect confirma t ion of the vor tex
67
theory, since a vortex and surface tens ion can extract
a l l liquid from the bottom of the cavity whereas t he
plasma j e t momentum would probably leave behind a thickfi lm of l iquid.
Defect Formation
Some of the mechanisms of defect f ormation at h igh
currents can also be explained by deep surface depression and fluid flow in the liquid pool. s shown inFigure 12, at high welding cur rents , a deep surface
cra ter is formed. s current enters the l quid metal ,t wil l diverge. This divergence of current path causes
a pressure gradient which i nduces f luid flow . Since
the solid metal has higher elec tr ic conductivity than
the liquid metal, most of the cur rent entering t he pool
wil l flow to the front pa r t of the arc, while less current passes th rough the elongated weld pool behind the
arc as shown in Figure 12 b) . The unbalanced dis t r ibut ion of current flow in the crater wil l usuall y push
liquid me t a l forward as seen in Figure 12 b). Howeversurface tension forces push the l iquid me t a l backward
because the temperature in the front part of the arc i shigher than behind the arc. Thus, in th e in i t i a l stageof formation of humped we ld beads, surface tension
forces and electromagnetic forces compete to drive the
liquid metal. In l a te r stages the l iquid me t a l behind
the arc becomes swollen , bringing i t closer to the
e lectrode and attracting more of the current to theliquid metal behind the arc. Finally, mos t of the current wil l flow to th e humped weld bead behind the arcan d the electromagnetic force wil l push the l iq uid metalbackward in the same direct ion as surface tension fo rces .Thus, both the electromagnetic force and the metal i s
comp le tely removed from beneath the arc. This unsteady
motion can explain formation of humped we ld beads .
E
e
-
•cC>
••
5
3
240 280
Cur rent mperes
Fig. 11 Variation of penetration depth wi th current
Undercutting may also ar ise f rom convec tion in the
we ld pool . The eddy flows behind th e arc will drivethe l iquid metal from the s ide su r f aces of the groove
by th e travelling arc, to the centerline of the weld
pool behind the arc. f the t ravel s peed i s greatenough and hence the sol id i f ica t ion ra te is rapid
enough the l iquid metal close to the center l ine of thewe ld pool wil l solidify be fo re th is wave has time toref lec t back toward the edges of th e pool where t he

8/12/2019 Influence of Surface Depression and Convection on Arc Weld Geometry
http://slidepdf.com/reader/full/influence-of-surface-depression-and-convection-on-arc-weld-geometry 6/8
liquid metal is depleted. The concen tra t ion of so l id i -
f i ed met al along the centerline of the weld coupledwith a deplet ion a long th e edges re su lt s in undercu t-
t ing .
WELDING DIRECTION
a)
(b)
Fi g. 12 Schematic representat ion of the fo rmat ion ofhum pi ng by ma ld i s t r ibu t ed current in theli quid poo l which produces unbalance del ec t romag ne t i c forces.
Finally, t i s be l i eved t hat the strong eddymot ion behind th e arc , as shown in Figure 12 (b) , is
responsible for t he t unne l bead defec t s s hown inFigure 6. The eddy fo rms at the top of th e pl ate wit ha depressed f inger pene t ra t ing deeply into the metal.The circumferential eddy motion prevents metal f r omf i l l in g the bottom of the depression re su l t ing i n tu n-nel porosi t y a l ong the base of t he we l d bead . I t i sbelieved that s imi l a r mot io n may accoun t for th e hollm•
bead defec t noted i n stovepip e weld i ng . I n t h is case,a deep depres s ion or key hole is fo rmed by t he expanding
gases produced by decomposition of the el ec t rode
coating. A c i r cumfe r en t i al f l ow may be i nduce d whichinhibi ts meta l from s inking to the ro o t of the weld
bead in a manne r s imi l a r to th a t described above for
the tunnel porosity.
CONCLUSIONS
Whe n the welding current i s i nc r eased to a specif ict ransi t ion range, th e depth of surface de pr ession
increases s harply i n a mann er that cannot be expla in edby plasma j e t momentum alo ne . The formation of avortex on t he surface of the l iquid poo l may helpexplain bot h the magnitude and the form of t his t r ans i -t i on f rom shallow to deep penetra tion.
Deep surface depression and f lu id f l ow may a lso
explai n tne forma t ion of a num be r of defects such as
hum ped beads , und ercutting and hollow beads . I t is
hoped tha t the grea t er understanding of the fo rc es
68
desc rib ed in this paper and the res ul tin g convect ion
in the weld pool may lead to improved methods of
avoiding th es e problems i n welded construction.
ACKNOWLEDGDIENTS
Th e au t ho rs are grateful f or s uppor t of th is workby the Office of Naval Resea rch und er Con trac tN00014-C-80-0384.
APPENDIX
Two approaches, a force balance and calculus ofvariation of th e pool sh ape, were used to s tudy the
in f luence of plasma j e t fo r ce on t he depth of s urface
depression. The force balance in the case of an in f in i-
t e l y large l i qui d pool i s
p
h
0p
arc
dens i ty of liquid metal
dep t h of surface depression with r espect tothe highest po int of depress io n curve
two prin cipa l radi i of curvature of th esurface a t the center l in e
surface te ns ionar c pr ess ure
Us ing arc pressure da t a measured by Osaka Trans
former Co . [17], one e st imates a sur face depress iondepth of 1 a t 300 amperes and 90 deg re e e lec t rodet ip angle f or values of 1300 dyne/em.
Th e shape of the sur face depression which posses-ses the minimum energy given a constraint of a cons t antvolume of t he l i quid met a l can be calculated us ingca lcul us of variation . Us ing a comp uter t o num er ic al ly
solve t hi s problem, i t was found t ha t , f or a 90 degree
e lectrode t ip angle and pure a rgon sh ie lding gas at300 ampe r es , the max imum depth of surface depres s i onis less th an 1 [1 8] . Thus , bo th approaches showthat plasma j e t force cannot to ta l ly expla i n the mag-nitude of the s urface depr ess ion nor ca n i t explainthe s udd en i ncrease of depre ss ion i n the trans i t ion
current ra nge.
REFERENCES
1 . Rosentha l , D., Hathematica l Theory of Heat Dis t -ribut ion During l ~ e l d i n g an d Cut ting , Held. J . ,
20(5) , 1941 , pp . 220s .
2. Rosenthal, D., Theory of Hoving Sources of Hea tand I t s Appl i ca t ion to Metal Treatments , ASHE,
Vol. 68, No . 8, 1946, pp. 849 .
3. Toai , N. S. , Ph.D. Thes i s , Department of Hate r ialsScience and Engineering, Mass . I ns t . of Techno logy,
Cambr idge, Nass. , 1983.
4.
5.
6 .
I s hizaki , K. , A New Ap pr oa ch to the He chanism ofPenet r a t ion , Pool Chemi s t ry and Neta l lurgy,
The Welding Inst i tute Int ern a tional Conference,
London, April 1980, pp. 65.
Brads haw, A. V. and ~ a k e l i D., in Heat an d Hass
Transfer in Process Heta l lurg y , The Inst i t ut io nof Nining and Netal lurgy, London, 1967.
Apps , R. L., N lner, D. R. , A Note on th e Behavio r

8/12/2019 Influence of Surface Depression and Convection on Arc Weld Geometry
http://slidepdf.com/reader/full/influence-of-surface-depression-and-convection-on-arc-weld-geometry 7/8
7.
of Liquid Metal Under the Arc , Brit . Weld. J . ,
Vol. 10, July 1963, pp. 348.
Bradstreet, B J . , Effect of Surface Tension andHetal Flow on Weld Bead Format ion , Weld. J . ,
Vol. July 1968, pp. 314s.
8. Shercliff , J . F., Fluid Notions Due to an ElectricCurrent Source , J . of Fluid Hechanics, Part 2,
Vol. 40, 1970, pp. 241 .
9. Woods, R A , Milner, D R. , Notion in the loleldPool in Arc Welding , lo/eld. J . , Vol. 50, April1971, pp. 163s .
10. Lawson, W H S. , Ker r, H. W., Fluid Notion inGTA Weld Pool. Part 1, Flow Patterns and lo/eld
Pool Homogeneity , lo/elding Research Int 1. , 6 (5 ) ,
1976, pp. 63.
11. Bukarov, V A. , e t a l . , The Effect of Convection
of Metal in the lole l d Pool on Penetration , We ld ingProduction, Vol. 25, No 11, 1978, pp . 5.
12. Heiple, C R., Roper, J . R., Hechanicsm for Hinor
Element Effect on GTA Fusion Zone Geometry , Weld .
Vol. 61, April 1982 , pp. 97s.
13. Paton, B E., e t al . , Certain Special Features
of the Formation of lo/elds Hade at High Speeds ,
Auto . Welding, Vol. 24 , No . 8 , 1971, pp. 1.
14 . Savage, W F. , et a l . , Ef fect of Arc Force onDefect Formation in GTA Welding , Weld. J . ,Vol. 58, J uly 1979, pp. 212s .
15. Burleigh, T. D. and Eagar, T. W., Heasurements
of the Force Exerted by a Welding Arc , Met. Trans. ,14A(6), J une 1983, pp. 1223-1224.
16. Hillere , R. P. , Sharamkin, V I . , and Scherbinin,
E. V , Effect of a Longitudinal Magnet ic Field onElectrica l ly Driven Rotational Flow i n a Cylindri
cal Vessel , Hagnetohydrodynamics, 16(1), 1980,pp. 66.
17. Unpublished technical report, Osaka Transformer
Co. , Osaka, Japan, 1980 .
18. L. Lin, unpublished re s earch , 1983 .
69

8/12/2019 Influence of Surface Depression and Convection on Arc Weld Geometry
http://slidepdf.com/reader/full/influence-of-surface-depression-and-convection-on-arc-weld-geometry 8/8
reprinted from
published by
Transpo rt Phenomena in Materials Processing - PED Voi 10/HTD Vol.29
Editors: M.M. Chen, J. Mazumder, and C.L. Tucker I l l
Book No. H00283)
THE AMERICAN SOCIETY OF MECHANICAL ENGINEERS
345 East 47th Street, New York, N.Y. 10017
Printed in U.S.A.