Embed Size (px)
Citation preview
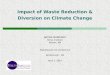
.Impact Reduction
Aim for Enhancement of Customer’s Environmental Management andAchievement of Sustainable Society
Efforts in all life cycle of all products and service
E&S Vision: Becoming the top company in environmental management Mission Statement and Shared Values
Environmental Action Plan 2002-2004Environmental efficiency: 1.3 times (FY 2004) 2.0 times (FY 2010)
Global warming, resource depletion, chemical substances
Realize a sustainable global environment
Enhance customers’ environmental management
B. Provide environmentally sound products and solutions
C. Establish an environmental management infrastructure
A. Achieve a complete recycling-based, group-wide organization
1. Business activities
2. Research
3. Development
4. Green products
5. Supplies
6. Paper7. Administration
8. Solutions
9. Sales
10. Services
11. Closed-loop
12. Logistics
13. Management structure
Im
pact
Red
uctio
n
20
Impact Reduction
Aiming to Reduce Environmental Impact throughout the Entire Life Cycle
Aiming to reduce the environmental impact throughout their entire product life cycle, the Fuji Xerox Group isgearing its business operations so that each organizational body and function of the Group may play a part inresource-recycling oriented management, and become an industry leader in environmentally consciousbusiness management.
Overview
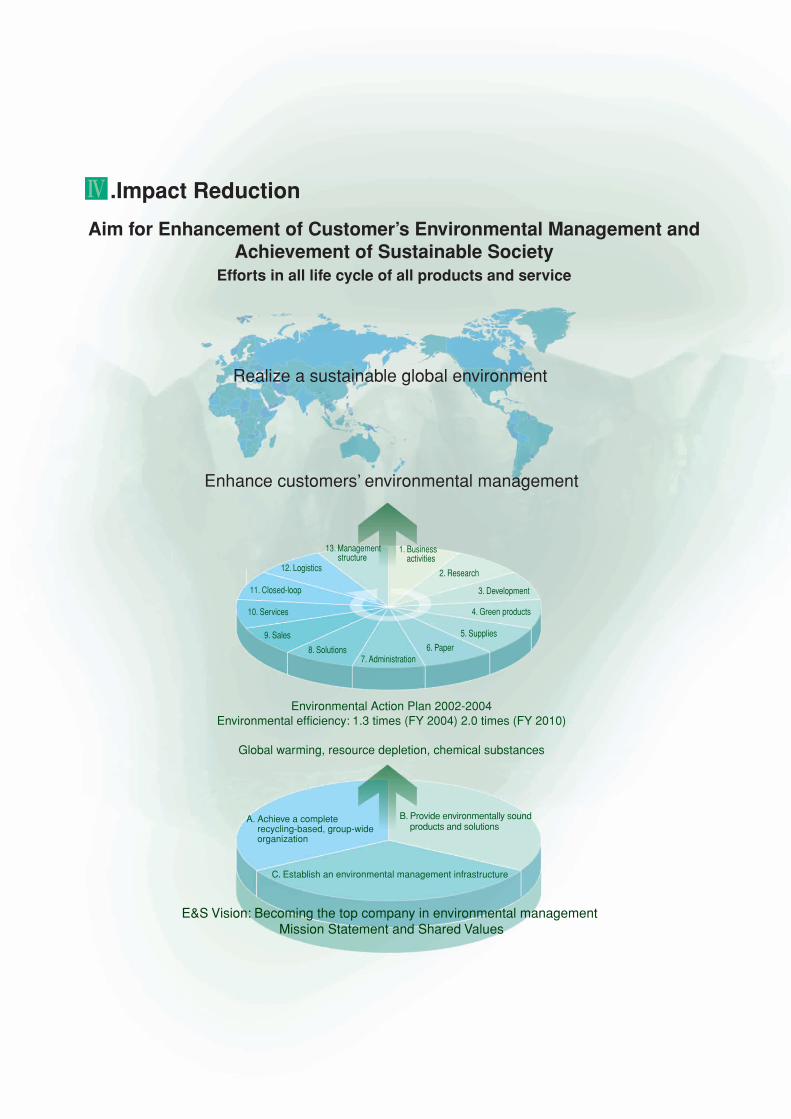
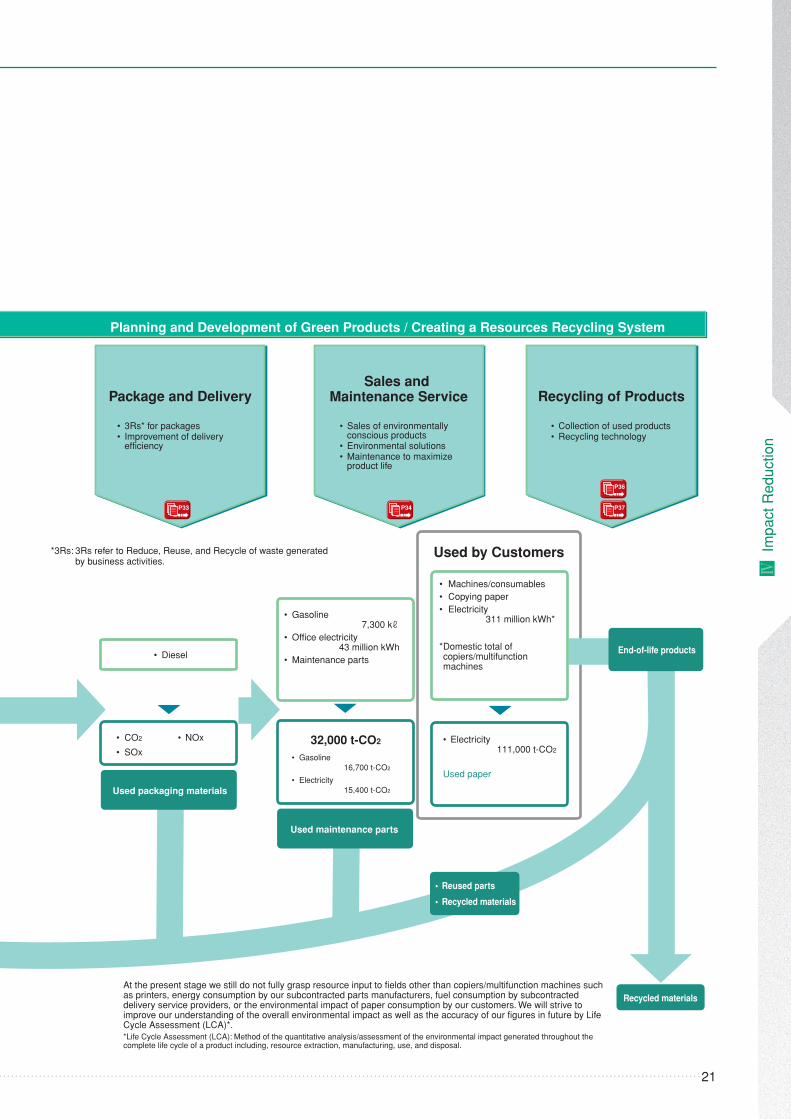
The diagram on the right indicatesenvironmental impact caused by thebusiness activities of the domestic groupcompanies for copiers/multifunctionmachines in FY 2001 as well as thereduction activities of such impact.As an initial impact, we procure some60,000 tons of raw materials for use inparts and consumables. The impact iseven greater when one considers energyconsumption in the manufacturingprocess at the supplier.The electricity consumption during ourcustomer’s use accounts to some 310million kWh per year. We also have to takeinto account paper consumption whenoperating the machines. In addition, wehave a higher ratio of on-site sales andservice operations than other companies inthis industry. Therefore, we are furthercharacterized by the heavy consumptionof gasoline during our sales andmaintenance services as well as powerconsumption at our manufacturing sites.
Highlights
We are curbing input of new resources to aminimum by collecting used parts and bypromoting our resource recycling system,which aims at complete recovery and reuse.We are seeking ways to reduceenvironmental impact from our customer’suse by development of leading low energyconsumption products, supply of paper witha higher recycled paper content, as well assolutions for the reduction of paper use bydigitizing paper-based filing systems.By combining this resource recyclingsystem with energy saving system, as wellas the provision of “environmentallyconscious products” containing fewerhazardous chemicals, we are helping toreduce the environmental impact causedthroughout the entire life cycle of ourproducts to contribute to environmentalmanagement by our customers.
Reused parts/materials
Recycled materials
Ou
tpu
t
Red
uctio
n A
ctiv
ities
Env
iro
nm
enta
l Im
pac
t
Material Procurement Production
Design and DevelopmentIn
pu
t
72,000 t-CO2
Total approximately 60,000 tons
P27
P22
P28
• Easy-to-recycle designs with high emphasis on reusing parts
• Resource conservation technologies for consumables• Energy conservation technologies for products
• Development of long-life products • Elimination of hazardous chemical
substances
• Energy saving• Waste reduction• Pollution prevention
• Metal parts/materials 35,500 t
• Plastics resin products 4,500 t
• Electronic parts 400 t
• Packing paper 3,700 t
• Other 15,500 t
• Electricity 145 million kWh
• Fossil fuel (fuel oil equievalent)
7,900 kr• Water
2,900,000 t
• Electricity 52,000 t-CO2
• Fossil fuel 20,000 t-CO2
• NOx6.7 t
• SOx0.7 t
• PRTR substances18 t
• Waste 8,000 t
Materials Procurement: Materials procured by Ebina-, Iwatsuki-, and Takematsu-site.Production includes:Three manufacturing sites, Suzuka Fuji Xerox, and Fuji Xerox Imaging Materials.
Does not include Niigata Fuji Xerox Manufacturing, which joined Fuji Xerox Group in October 2001.
Im
pact
Red
uctio
n
21
Recycled materials
• Reused parts
• Recycled materials
Planning and Development of Green Products / Creating a Resources Recycling System
Used by Customers
Package and DeliverySales and
Maintenance Service Recycling of Products
Used packaging materials
Used maintenance parts
32,000 t-CO2
• Diesel End-of-life products
At the present stage we still do not fully grasp resource input to fields other than copiers/multifunction machines such as printers, energy consumption by our subcontracted parts manufacturers, fuel consumption by subcontracted delivery service providers, or the environmental impact of paper consumption by our customers. We will strive to improve our understanding of the overall environmental impact as well as the accuracy of our figures in future by Life Cycle Assessment (LCA)*.*Life Cycle Assessment (LCA): Method of the quantitative analysis/assessment of the environmental impact generated throughout the complete life cycle of a product including, resource extraction, manufacturing, use, and disposal.
*3Rs: 3Rs refer to Reduce, Reuse, and Recycle of waste generated by business activities.
P33 P34 P37
P36
• Gasoline7,300 kr
• Office electricity 43 million kWh
• Maintenance parts
• 3Rs* for packages • Improvement of delivery
efficiency
• Sales of environmentally conscious products
• Environmental solutions• Maintenance to maximize
product life
• Collection of used products• Recycling technology
• CO2 • NOx
• SOx• Gasoline
16,700 t-CO2
• Electricity 15,400 t-CO2
• Machines/consumables• Copying paper• Electricity
311 million kWh*
*Domestic total of copiers/multifunction machines
• Electricity 111,000 t-CO2
Used paper
Im
pact
Red
uctio
n
22
Green Products
Concept of Green Products in Copiers, Multifunction Machines and Printers
The green products offered by the Fuji Xerox Group have each been designed to “use lower resources in theirmanufacturing”, “reduce environmental impact”, as well as promote a “high level of resource recycling”, enabling“use in a pleasant environment”. The minimum standard of quality of our green products is complied with legalrequirements, acquiring Eco-Mark certification and conformance with the international Energy Star Program. Wehope to contribute to our customer’s enhancement in the environmental management by continual introduction ofproducts that offer superior energy saving and resource recycling functions and safety.
Reduction in Fresh Materials Input
The conventional method forreducing material usage in machineis to make them smaller and lighter.At Fuji Xerox, however, we areachieving this by controlling newresource input to machine by reusingand recycling parts. In the case ofconsumables such as toner,reduction is achieved thoughapplication of technologies toincrease the productivity ofmanufacturing process. Thus, it isimportant to develop picture-formingtechnologies that enable the betterpictures using less toner.We consider that reducing resourceinput at product development is ofextreme importance as it directlyrelates to the reduction in energyconsumption such as electricity andfossil fuels during manufacturing bysupplier.
The reuse of parts is the mosteffective method for curbingconsumption of materials for partsmanufacturing and the energyrequired in their manufacturing.Those factors cause substantialenvironmental impact during theentire product life cycle. We arestriving to advance our recyclabledesign technology, which aims toincrease the reused parts, anexample of execution of the greenproduct concept.We develop new products for thenext generation during the currentmodels, that is for usage time ofthree to five years. This greatlyfacilitates reuse of parts.
In addition to our Recycling DesignGuidelines, which list 130requirements at the design stage, wealso issue the following designpolicies to increase reusable parts.
Double durability ... Design long-life partsthat can be used again
Separability ... Make it easy to separateshort-life components
Strength ........ Ensure minimal damageduring use/collection/recycling
Easy to tear ... Make parts and materialseasy to tear
Use of reusable materials ... Select materialsthat can be regenerated viarecycling processes
Standardization of parts ...... Use compo-nents that are common toexisting and future models
We also prepare Recycling DesignManual, which gives examples ofdesigns that improve the recyclabilityof parts and share such informationon the Intranet.
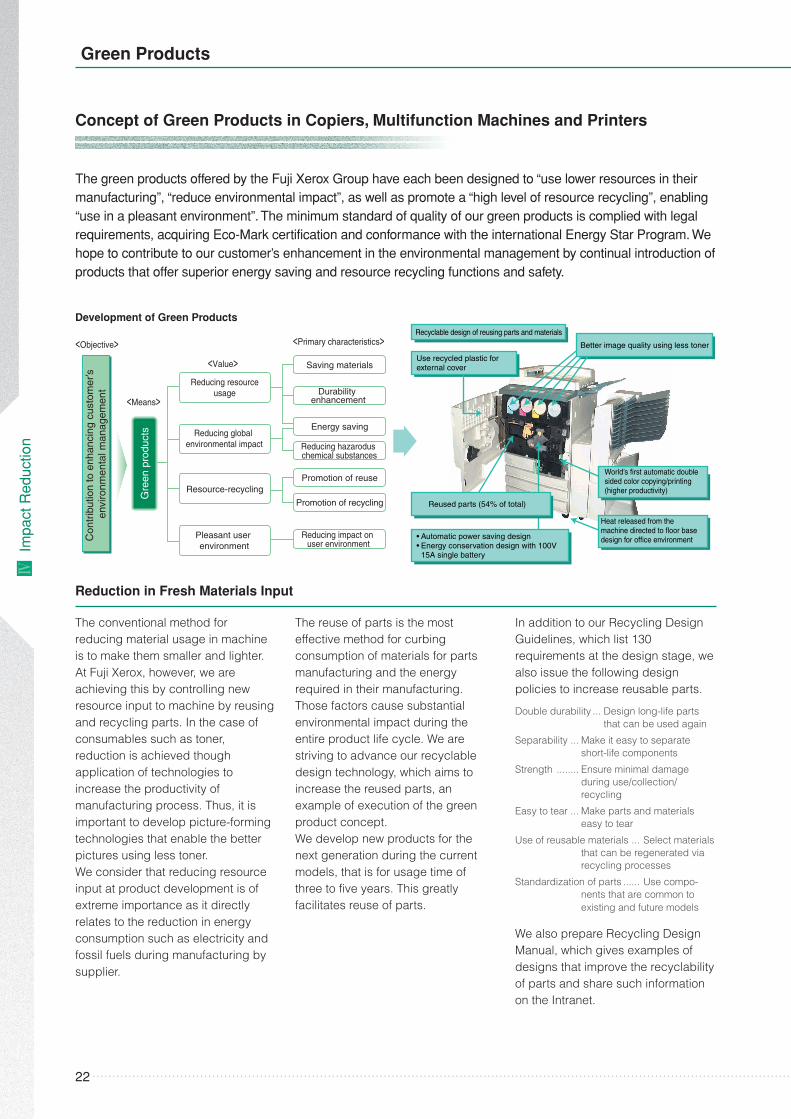
Development of Green ProductsRecyclable design of reusing parts and materials
Use recycled plastic for external cover
• Automatic power saving design• Energy conservation design with 100V
15A single battery
Reused parts (54% of total)
Better image quality using less toner
World’s first automatic double sided color copying/printing (higher productivity)
Heat released from the machine directed to floor base design for office environment
Reducing global environmental impact
Resource-recycling
Saving materials
Durability enhancement
Energy saving
Reducing hazarodus chemical substances
Promotion of reuse
Promotion of recycling
Reducing impact on user environment
Pleasant user environment
Con
trib
utio
n to
enh
anci
ng c
usto
mer
’s
envi
ronm
enta
l man
agem
ent
Gre
en p
rodu
cts
<Primary characteristics>
<Value>
<Means>
<Objective>
Reducing resource usage
Im
pact
Red
uctio
n
23
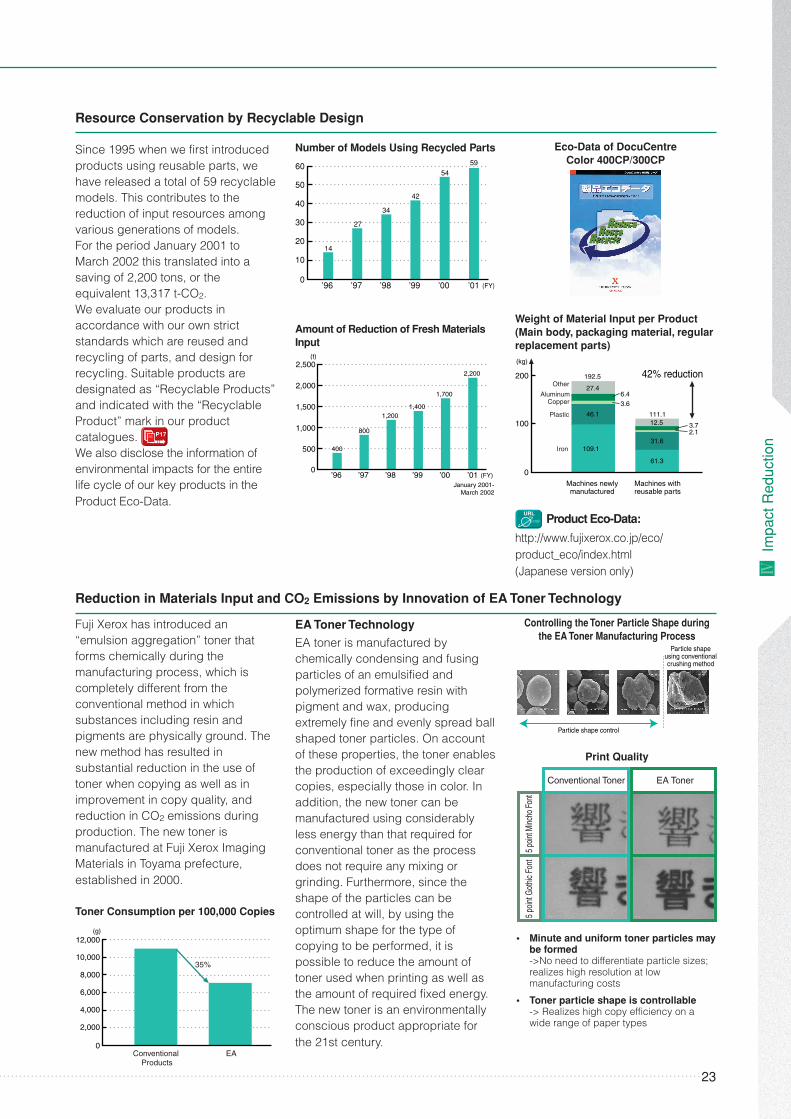
Since 1995 when we first introducedproducts using reusable parts, wehave released a total of 59 recyclablemodels. This contributes to thereduction of input resources amongvarious generations of models.For the period January 2001 toMarch 2002 this translated into asaving of 2,200 tons, or theequivalent 13,317 t-CO2.We evaluate our products inaccordance with our own strictstandards which are reused andrecycling of parts, and design forrecycling. Suitable products aredesignated as “Recyclable Products”and indicated with the “RecyclableProduct” mark in our productcatalogues. P17
We also disclose the information ofenvironmental impacts for the entirelife cycle of our key products in theProduct Eco-Data.
Eco-Data of DocuCentreColor 400CP/300CP
Weight of Material Input per Product(Main body, packaging material, regularreplacement parts)
0
111.1
192.5
27.46.4
3.6
31.6
12.5 3.72.1
46.1
61.3
109.1
200
(kg)
100
Machines withreusable parts
Machines newlymanufactured
Other
AluminumCopper
Plastic
Iron
42% reduction
Product Eco-Data:
http://www.fujixerox.co.jp/eco/product_eco/index.html(Japanese version only)
Fuji Xerox has introduced an“emulsion aggregation” toner thatforms chemically during themanufacturing process, which iscompletely different from theconventional method in whichsubstances including resin andpigments are physically ground. Thenew method has resulted insubstantial reduction in the use oftoner when copying as well as inimprovement in copy quality, andreduction in CO2 emissions duringproduction. The new toner ismanufactured at Fuji Xerox ImagingMaterials in Toyama prefecture,established in 2000.
Toner Consumption per 100,000 Copies
0
12,000
10,000
8,000
6,000
4,000
2,000
Conventional Products
EA
(g)
35%
EA Toner Technology
EA toner is manufactured bychemically condensing and fusingparticles of an emulsified andpolymerized formative resin withpigment and wax, producingextremely fine and evenly spread ballshaped toner particles. On accountof these properties, the toner enablesthe production of exceedingly clearcopies, especially those in color. Inaddition, the new toner can bemanufactured using considerablyless energy than that required forconventional toner as the processdoes not require any mixing orgrinding. Furthermore, since theshape of the particles can becontrolled at will, by using theoptimum shape for the type ofcopying to be performed, it ispossible to reduce the amount oftoner used when printing as well asthe amount of required fixed energy.The new toner is an environmentallyconscious product appropriate forthe 21st century.
Number of Models Using Recycled Parts
0
59
54
42
34
27
14
60
50
40
30
20
10
’96 ’97 ’98 ’99 ’00 ’01 (FY)
Amount of Reduction of Fresh MaterialsInput
0
2,500
2,000
1,500
1,000
500
’96 ’97 ’98 ’99 ’00 ’01
400
800
2,200
1,700
1,4001,200
(t)
(FY)
January 2001-March 2002
Resource Conservation by Recyclable Design
Reduction in Materials Input and CO2 Emissions by Innovation of EA Toner Technology
Controlling the Toner Particle Shape duringthe EA Toner Manufacturing Process
Particle shape control
Particle shapeusing conventionalcrushing method
Print Quality
Conventional Toner EA Toner
5 po
int M
incho
Fon
t5
poin
t Got
hic
Font
• Minute and uniform toner particles maybe formed->No need to differentiate particle sizes;realizes high resolution at lowmanufacturing costs
• Toner particle shape is controllable-> Realizes high copy efficiency on awide range of paper types
Im
pact
Red
uctio
n
24
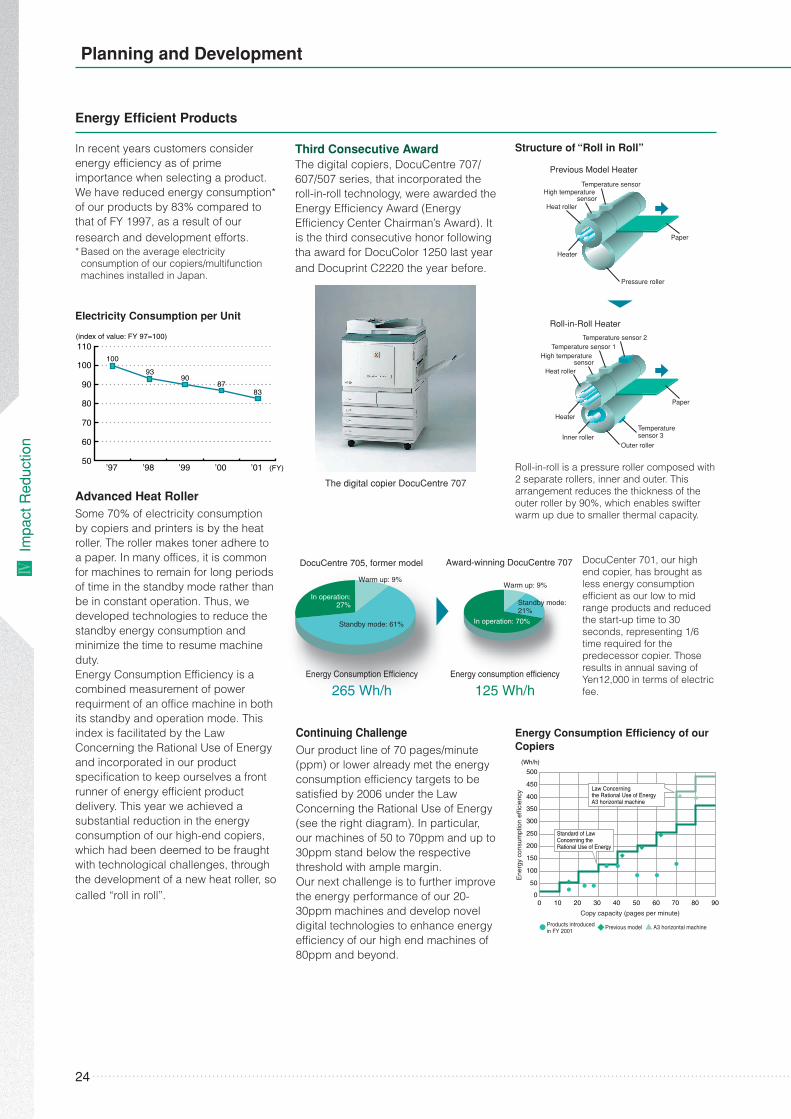
DocuCentre 705, former model Award-winning DocuCentre 707
Warm up: 9%Warm up: 9%
In operation:27% Standby mode:
21%
In operation: 70%
Energy Consumption Efficiency
Standby mode: 61%
265 Wh/hEnergy consumption efficiency
125 Wh/h
Planning and Development
In recent years customers considerenergy efficiency as of primeimportance when selecting a product.We have reduced energy consumption*of our products by 83% compared tothat of FY 1997, as a result of ourresearch and development efforts.* Based on the average electricity
consumption of our copiers/multifunctionmachines installed in Japan.
Electricity Consumption per Unit
50’97 ’98 ’99 ’00 ’01 (FY)
110(index of value: FY 97=100)
100
90
80
70
60
100
9390
8783
Advanced Heat RollerSome 70% of electricity consumptionby copiers and printers is by the heatroller. The roller makes toner adhere toa paper. In many offices, it is commonfor machines to remain for long periodsof time in the standby mode rather thanbe in constant operation. Thus, wedeveloped technologies to reduce thestandby energy consumption andminimize the time to resume machineduty.Energy Consumption Efficiency is acombined measurement of powerrequirment of an office machine in bothits standby and operation mode. Thisindex is facilitated by the LawConcerning the Rational Use of Energyand incorporated in our productspecification to keep ourselves a frontrunner of energy efficient productdelivery. This year we achieved asubstantial reduction in the energyconsumption of our high-end copiers,which had been deemed to be fraughtwith technological challenges, throughthe development of a new heat roller, socalled “roll in roll”.
Third Consecutive AwardThe digital copiers, DocuCentre 707/607/507 series, that incorporated theroll-in-roll technology, were awarded theEnergy Efficiency Award (EnergyEfficiency Center Chairman’s Award). Itis the third consecutive honor followingtha award for DocuColor 1250 last yearand Docuprint C2220 the year before.
The digital copier DocuCentre 707
Structure of “Roll in Roll”
Heat roller
Pressure roller
High temperature sensor
Temperature sensor
Previous Model Heater
Roll-in-Roll Heater
Paper
Heater
Heat roller
Outer roller
High temperature sensor
Temperature sensor 1Temperature sensor 2
Temperature sensor 3
Paper
Heater
Inner roller
Roll-in-roll is a pressure roller composed with2 separate rollers, inner and outer. Thisarrangement reduces the thickness of theouter roller by 90%, which enables swifterwarm up due to smaller thermal capacity.
Continuing ChallengeOur product line of 70 pages/minute(ppm) or lower already met the energyconsumption efficiency targets to besatisfied by 2006 under the LawConcerning the Rational Use of Energy(see the right diagram). In particular,our machines of 50 to 70ppm and up to30ppm stand below the respectivethreshold with ample margin.Our next challenge is to further improvethe energy performance of our 20-30ppm machines and develop noveldigital technologies to enhance energyefficiency of our high end machines of80ppm and beyond.
Energy Consumption Efficiency of ourCopiers
500
(Wh/h)
450
400
350
300
250
200
150
100
50
00 10 20 30 40 50 60 70 80 90
Ene
rgy
cons
umpt
ion
effic
ienc
y
Copy capacity (pages per minute)
Products introduced in FY 2001
Previous model A3 horizontal machine
Law Concerning the Rational Use of Energy A3 horizontal machine
Standard of Law Concerning the Rational Use of Energy
Energy Efficient Products
DocuCenter 701, our highend copier, has brought asless energy consumptionefficient as our low to midrange products and reducedthe start-up time to 30seconds, representing 1/6time required for thepredecessor copier. Thoseresults in annual saving ofYen12,000 in terms of electricfee.

Im
pact
Red
uctio
n
25
Customer Focus
In order to maintain the officeenvironment of our customer, we havefocused to keep the emmsion of ozoneand noise from our machine at lowestpossible level. One of the examples isthe ozone free technology of DocuPrintC2220, a color printer, that is beingapplied to other produces. Theoperating noise is lowered and wellshielded to an outstanding extent ifcompared with products of othermanufacturers.
Electromagnetic InterferenceMost of the office appliances areequipped with digital control function.They could interfere each other andcause malfunction if not properlydesigned. It is inherent threat ofelectromagnetic emission fromelectronics devices. Our product line isdesigned to incorporate robust Electro-Magnetic Compatibility (EMC), assuringstable operation without interference toother nearby machines.Our product is tested under variouspattern of electromagnetic field tocomply with relevant home and foreignregulations for the administrativeapproval, certificate, and so forth.Our EMC testing facility located atEbina recently acquired the ISO/IEC17025 Certification of Belgium,which has contracts with 41organizations in 32 countries. Fuji Xeroxis the first Japanese manufacturer socertified. With this compatibility, we areable to deliver conformable products ina timely manner.
EMC Testing Facility
Environmental Labels
One of our criteria for productdevelopment is to meet “Eco-Mark” and“International Energy Star Program”.Totaly 39 of copiers/multifunctionmachines we introduced in FY 2001were certified the Eco-Mark. The awardwas also given to four of our printers,following a new standard of printersestablished in October 2001. All of ourproducts have been granted “EnergyStar” labels. P53
Number of Eco-Mark certified Machinesby Year of Market Introduction
0
43
2625
10
50
40
30
20
10
’98 ’99 ’00 ’01 (FY)
Green Purchasing Law
The Law Concerning Promotion ofGovernment Procurement ofEnvironmentally Conscious Products(The Green Purchasing Law) was put inplace in April 2001. The law wasdrafted for the purpose of building asustainable low environmental impactsociety as well as promotion anddiffusion of environmentally consciousproducts and services. As our industryspecific criteria, the stipulation includesenergy saving performance byprocessing speed, recycled papercompatibility, cartridge recycleability,toxic substance content, partreuseability and recycleability, We aremaking a continuous effort to therealization of a recycling-orientedsociety.
For further information:
http://www.fujixerox.co.jp/eco/green.html (Japanese version only)
Environmental Action Plan 2002-2004.Plan for the Reduction in HazardousChemical Substances(including group companies overseas)
(1) Reduction of hazardous substancescontained in products (for newly introduced products)To be eliminated by 2002:(excluding commodity components)(1) Lead solder(2) Halogenated flame retardant
plastics for internal casingTo be introduced in 2002 and beyond:(3) Halogen-free wiring(4) Halogenated flame retardant-free
circuit boardFol lowings have already beeneliminated:(5) Halogenated flame retardant-free
plastic for external casing(6) Chromium-free steel sheeting(7) Lead-free cables(8) Lead-free lens
(2) Reduction of chemical releasesReduce environmental pollutants(subject to PRTR Law) by 40% by 2004(compared to 2000)
Hazardous Substances
We prohibit or restrict the use ofhazardous substances in productsunder voluntary standards, and arestriving to develop alternativetechnologies as well as make ourproduction facilities environmentfriendly. We have already completelyabolished chromium in the plating onsheet steel.In addition, lead solder of printedcircuit boards are gradually phased outstarting with machines sold in FY 2001,and will be eliminated for newmachines to be sold in FY 2002 with afew exceptions. Lead free soldering isenabled by new soldering material andprocess developed with Suzuka FujiXerox. We also plan on transferring thetechnology to other board assemblysuppliers, by which our product will be100% lead free.With respect to our group entities,domestic or overseas, the same targetto reduce toxic substance is explicitlyincluded in our Environmental ActionPlan.
26
Im
pact
Red
uctio
n
Paper Innovation
Paper Recycling
As the paper used by printers and copiers is recyclable resource, the Fuji Xerox Group is in a front edge tomake efforts in partnership with paper mills to develop a paper of high recycle content, and has recommendedthe paper with low environmental impact at our customers.Currently, the most common means for reducing the use of paper is the electronic documentation system. Weare also developing software that utilizes the advantages of both paper-based and electronic documentationsystems to make it easier to realize low paper consumption offices (refer to page 35 for more details on our
electronic document software).
Recycle Paper for Color Copiers
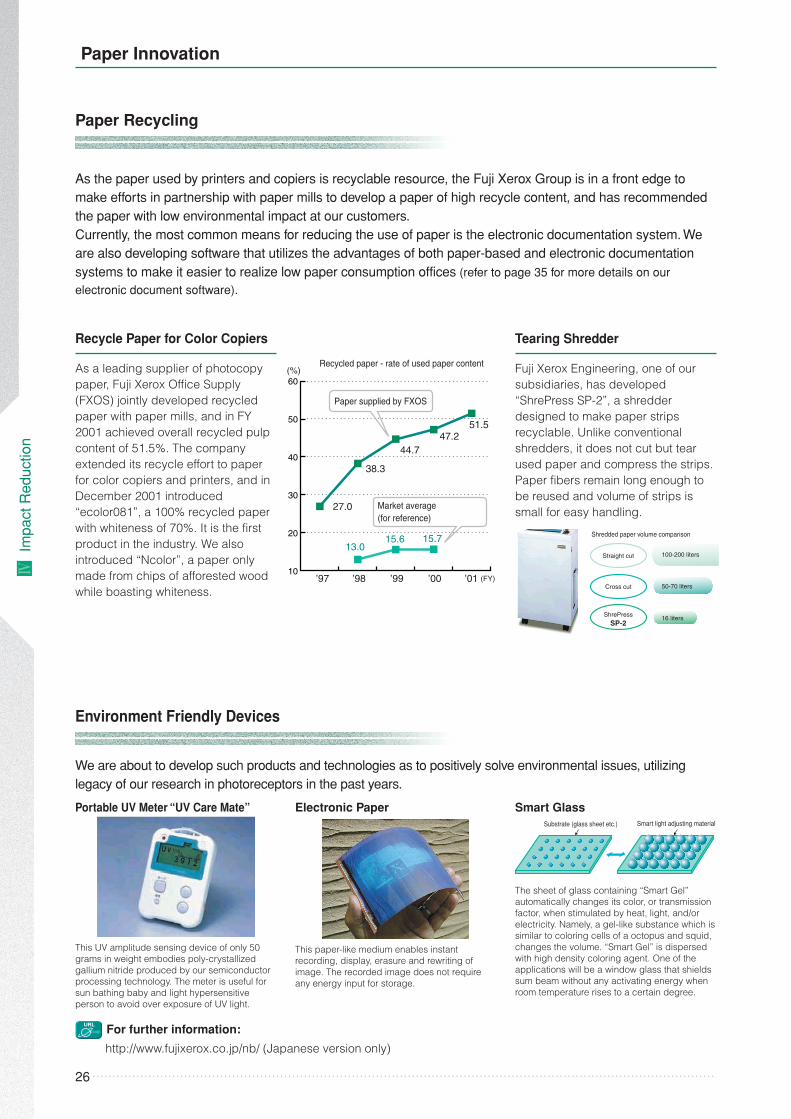
As a leading supplier of photocopypaper, Fuji Xerox Office Supply(FXOS) jointly developed recycledpaper with paper mills, and in FY2001 achieved overall recycled pulpcontent of 51.5%. The companyextended its recycle effort to paperfor color copiers and printers, and inDecember 2001 introduced“ecolor081”, a 100% recycled paperwith whiteness of 70%. It is the firstproduct in the industry. We alsointroduced “Ncolor”, a paper onlymade from chips of afforested woodwhile boasting whiteness.
Tearing Shredder
Fuji Xerox Engineering, one of oursubsidiaries, has developed“ShrePress SP-2”, a shredderdesigned to make paper stripsrecyclable. Unlike conventionalshredders, it does not cut but tearused paper and compress the strips.Paper fibers remain long enough tobe reused and volume of strips issmall for easy handling.
Environment Friendly Devices
We are about to develop such products and technologies as to positively solve environmental issues, utilizinglegacy of our research in photoreceptors in the past years.
Portable UV Meter “UV Care Mate”
This UV amplitude sensing device of only 50grams in weight embodies poly-crystallizedgallium nitride produced by our semiconductorprocessing technology. The meter is useful forsun bathing baby and light hypersensitiveperson to avoid over exposure of UV light.
Electronic Paper
This paper-like medium enables instantrecording, display, erasure and rewriting ofimage. The recorded image does not requireany energy input for storage.
Smart GlassSubstrate (glass sheet etc.) Smart light adjusting material
The sheet of glass containing “Smart Gel”automatically changes its color, or transmissionfactor, when stimulated by heat, light, and/orelectricity. Namely, a gel-like substance which issimilar to coloring cells of a octopus and squid,changes the volume. “Smart Gel” is dispersedwith high density coloring agent. One of theapplications will be a window glass that shieldssum beam without any activating energy whenroom temperature rises to a certain degree.
10
20
30
40
50
60
27.0
13.015.6 15.7
38.3
44.747.2
51.5
(%)
’97 ’98 ’99 ’00 ’01 (FY)
Recycled paper - rate of used paper content
Paper supplied by FXOS
Market average (for reference)
Shredded paper volume comparison
Straight cut
Cross cut
ShrePressSP-2
100-200 liters
50-70 liters
16 liters
For further information:
http://www.fujixerox.co.jp/nb/ (Japanese version only)
Im
pact
Red
uctio
n
27
Materials Procurement
Collaboration with Suppliers
Nearly all of the raw materials for consumables such as toner and photoreceptor drums, as well as the partsthat make up our printers, copiers and multifunction machines are procured from suppliers, with which wehave a cooperative relationship. Accordingly, it is important to manage the substances contained in suchmaterials, and reduce the environmental impact caused by our suppliers.
Toxic Substances
Fuji Xerox is a member of the“Committee for Unification of GreenProcurement Surveillance”, which wasformed by leading companies in theelectric and electronic industries. TheCommittee aims to improve theefficiency of surveillance oversubstances, such as metal compoundsand organic halogen chemicalcompounds, by unifying whereverpossible the standards and proceduresfor the investigation. Towards this end,we changed our data gathering methodsince December 2001 in line with thestandardized procedures by theCommittee, and have collected data onour semi-fast multifunction machinesunder development. Furthermore, thesystem, which has improved electronicpurchasing function, enables us toobtain the content through Internet.
Recycling Systems
The Fuji Xerox Group is recognized asan industry leader in product recycling.These efforts are supported, to anextent, by our suppliers. For example,the overall lifespan of a device can beextended by replacement of certain keyparts such as drive units and high-voltage power supplies, which maydiffer substantially depending on thetype of parts used therein. We consignsome of such repair and replacementto our suppliers.We also request the product designthat can easily be recycled, tosuppliers of unit development. We alsoprovide them with the recycling know-how that we have gained over theyears. All design work consigned in thisway is subject to our design reviewstandards.
Environmental Management
We have supported implementation ofenvironmental management systems atour major 82 suppliers of materials. Werequested 73 of the suppliers to obtainISO 14001 certification, andrecommended the remaining nine, whoare trading companies, to draft avoluntary plan. Some trading companiesalready began an effort to obtain ISO14001 certification.In FY 2001, 83% of our principal suppliers(68 companies) were certified or in theprocess of doing so. Through theseefforts, we are steadily approaching ourgoal of extending our environmentalmanagement over the entiremanufacturing process, including oursuppliers (refer to the following chart ).As a next step towards comprehensiveenvironmental management, we intendto promote environmental managementat suppliers located further upstreamfrom the trading companies as well asour overseas suppliers.
ISO 14001 Certification by SuppliersWe expect almost all of our principalsuppliers to be ISO14001 certified byMarch 2005.
’01
’00
’99
’98 406 54
2222
18
17
38
24
44
59
0% 50% 100%
Acquired
Planning to acquire
(FY)
No plan to acquire
56
Im
pact
Red
uctio
n
28
Energy Saving and Global Warming Prevention
Increasing Energy Saving Device and Clean Energy Source
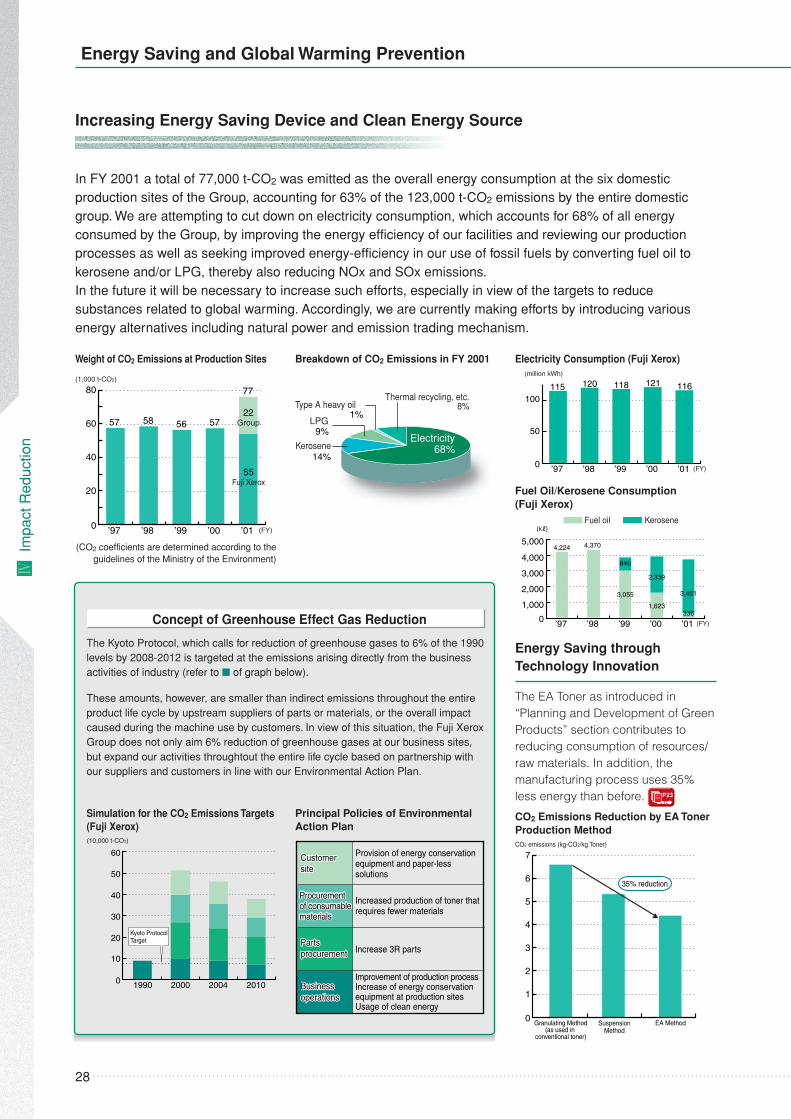
In FY 2001 a total of 77,000 t-CO2 was emitted as the overall energy consumption at the six domesticproduction sites of the Group, accounting for 63% of the 123,000 t-CO2 emissions by the entire domesticgroup. We are attempting to cut down on electricity consumption, which accounts for 68% of all energyconsumed by the Group, by improving the energy efficiency of our facilities and reviewing our productionprocesses as well as seeking improved energy-efficiency in our use of fossil fuels by converting fuel oil tokerosene and/or LPG, thereby also reducing NOx and SOx emissions.In the future it will be necessary to increase such efforts, especially in view of the targets to reducesubstances related to global warming. Accordingly, we are currently making efforts by introducing variousenergy alternatives including natural power and emission trading mechanism.
Weight of CO2 Emissions at Production Sites
0
20
40
60
80
’97
57 58 56 57
77
55
22
’98 ’99 ’00 ’01
Group
Fuji Xerox
(1,000 t-CO2)
(FY)
(CO2 coefficients are determined according to theguidelines of the Ministry of the Environment)
Breakdown of CO2 Emissions in FY 2001
ElectricityKerosene
14%
1%Type A heavy oil
Thermal recycling, etc.8%
68%
9%LPG
Electricity Consumption (Fuji Xerox)
’97 ’98 ’99 ’00 ’010
50
100115 120 118 121 116
(million kWh)
(FY)
Fuel Oil/Kerosene Consumption(Fuji Xerox)
’97 ’98 ’99 ’00 ’010
1,000
5,0004,224 4,370
(k )
2,000
3,000
4,000
KeroseneFuel oil
840
3,055
2,339
1,623
3,451
336
(FY)
Energy Saving throughTechnology Innovation
The EA Toner as introduced in“Planning and Development of GreenProducts” section contributes toreducing consumption of resources/raw materials. In addition, themanufacturing process uses 35%less energy than before. P23
CO2 Emissions Reduction by EA TonerProduction Method
0
1
2
3
4
5
6
7
EA MethodSuspensionMethod
Granulating Method(as used in
conventional toner)
CO2 emissions (kg-CO2/kg Toner)
35% reduction
Concept of Greenhouse Effect Gas Reduction
The Kyoto Protocol, which calls for reduction of greenhouse gases to 6% of the 1990levels by 2008-2012 is targeted at the emissions arising directly from the businessactivities of industry (refer to � of graph below).
These amounts, however, are smaller than indirect emissions throughout the entireproduct life cycle by upstream suppliers of parts or materials, or the overall impactcaused during the machine use by customers. In view of this situation, the Fuji XeroxGroup does not only aim 6% reduction of greenhouse gases at our business sites,but expand our activities throughtout the entire life cycle based on partnership withour suppliers and customers in line with our Environmental Action Plan.
Simulation for the CO2 Emissions Targets(Fuji Xerox)
0
10
20
30
40
50
60
1990 2000 2004 2010
(10,000 t-CO2)
Kyoto ProtocolTarget
Principal Policies of EnvironmentalAction Plan
Customer Customer sitesite
Procurement Procurement of consumable of consumable materialsmaterials
Parts Parts procurementprocurement
Business Business operationsoperations
Customer site
Procurement of consumable materials
Parts procurement
Business operations
Provision of energy conservation equipment and paper-less solutions
Increased production of toner that requires fewer materials
Increase 3R parts
Improvement of production processIncrease of energy conservation equipment at production sitesUsage of clean energy
Im
pact
Red
uctio
n
29
Nighttime Power Service
We participated in a field trial with theTokyo Electric Power Company in whichsodium-sulphur (NAS) batteries werecharged at night to provide power for theEbina site during the daytime. Fullimplementation of this system began inMarch 2002. By storing a total of 2.63million kWh of power during the course ofthe year, the system is expected toprovide power to the site using 36 t-CO2
less than would have been produced ifdaytime power had been used. Apartfrom this, in the use of night power for theconservation of energy, four ice-thermalstorage systems, one of which wasintroduced to the Iwatsuki site (a first forthe private sector), are in operation inthree manufacturing sites in 1995.
Clean Energy Trial
Wind Power Generation
We are currently building “MyWindmill in Minami Towada” windmillsystem under contract with JapanNatural Energy Co., Ltd. Scheduledto start in October 2002, the systemis expected to generate 1.7 millionkWh per year, which translates to areduction of 607 t-CO2 per year.
*Wind Power Generation System
The actual power generation performance of thewindmill system has been recognized by a thirdparty, and it has been awarded a Green PowerCertificate. The windmill system optimizes theefficiency of electric power transmission,regardless of where the power is generated, byseparating the sale of environmental addedvalue from the sale of the electricity itself.
We are currently investigating theeconomic viability and efficiency ofusing alternative and clean energysources from nature, and are activelyengaged in those trials.
Solar Power Generation System
A total of 97,000 kWh of power wasgenerated in FY 2001 by the system,which was installed as a joint venturewith NEDO (New Energy andIndustrial Technology DevelopmentOrganization) and has been inoperation at the Ebina site since1999.
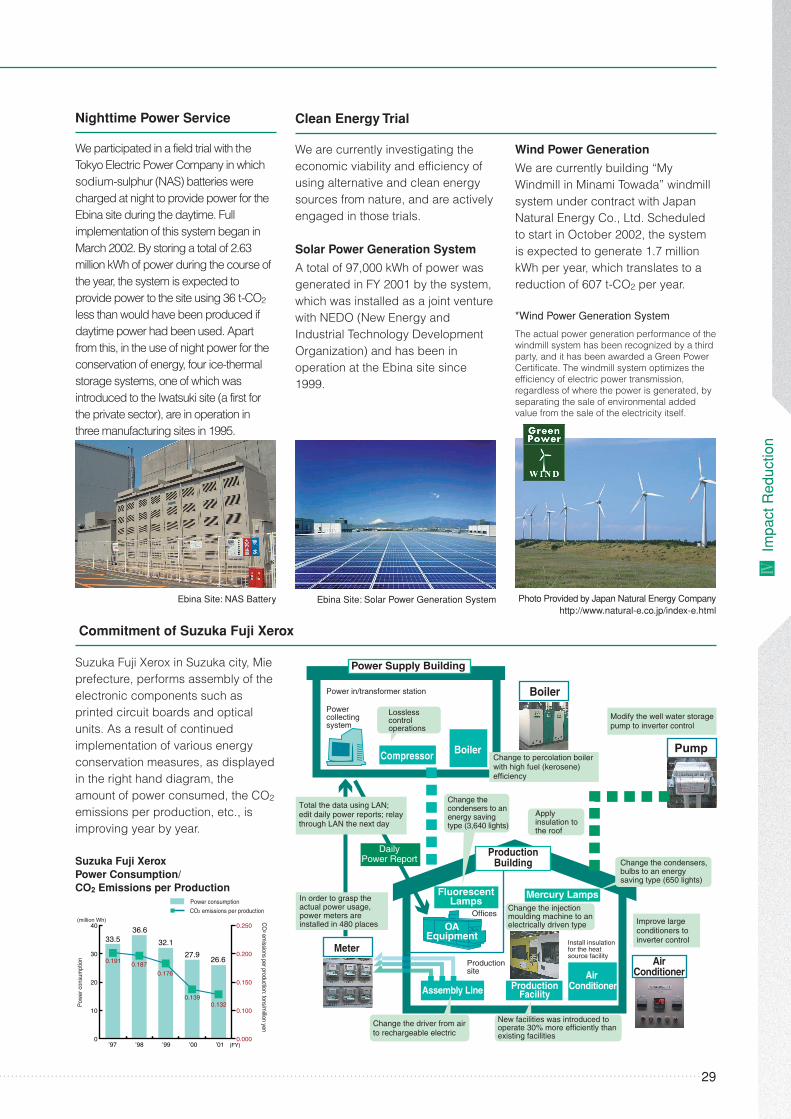
Commitment of Suzuka Fuji Xerox
Photo Provided by Japan Natural Energy Companyhttp://www.natural-e.co.jp/index-e.html
Pump
AirConditioner
Meter
Boiler
Lossless control operations
Air Conditioner
Boiler
ProductionFacilityAssembly Line
Compressor
FluorescentLamps
Mercury Lamps
Power Supply Building
Power in/transformer station
Power collecting system
DailyPower Report
Install insulation for the heat source facility
Productionsite
Offices
ProductionBuilding
OAEquipment
Change to percolation boiler with high fuel (kerosene) efficiency
Modify the well water storage pump to inverter control
Apply insulation to the roof
Total the data using LAN; edit daily power reports; relay through LAN the next day
In order to grasp the actual power usage, power meters are installed in 480 places
Change the condensers to an energy saving type (3,640 lights)
Change the driver from air to rechargeable electric
Change the condensers, bulbs to an energy saving type (650 lights)
Change the injection moulding machine to an electrically driven type
New facilities was introduced to operate 30% more efficiently than existing facilities
Improve large conditioners to inverter control
Ebina Site: NAS Battery Ebina Site: Solar Power Generation System
Suzuka Fuji Xerox in Suzuka city, Mieprefecture, performs assembly of theelectronic components such asprinted circuit boards and opticalunits. As a result of continuedimplementation of various energyconservation measures, as displayedin the right hand diagram, theamount of power consumed, the CO2
emissions per production, etc., isimproving year by year.
Suzuka Fuji XeroxPower Consumption/CO2 Emissions per Production
0
40
30
20
10
(million Wh)
Pow
er c
onsu
mpt
ion
0.000
0.250
0.200
0.150
0.100
33.536.6
32.1
27.926.6
CO
2 emissions per production: tons/m
illion yen
Power consumption
CO2 emissions per production
0.191 0.187
0.1390.132
’98’97 ’99 ’00 ’01 (FY)
0.176
30
Im
pact
Red
uctio
n
Chemical Management and Hazardous Substances
At Fuji Xerox, we strictly manage chemicals used in production and give each a grade (from 1 to 4) dependingon the level of hazard thereof. We also evaluate the environmental and safety risks of production, and carry outactivities to minimize and manage risk. In addition, we reduce risks to the environment on a continual andreliable basis by reducing hazardous substances, searching for alternative substances and examining emissionscontrol facilities. Since 2001 we have been looking into matching our chemical management systems with thoseof Fuji Photo Film Co., Ltd., with an eye to building a global chemical management system.
Establishment of ChemicalManagement Systems
A chemical management system hasbeen operating at our consumablesmanufacturing sites, which use awide variety and a high volume ofchemicals. Along with the increase inaffiliates, we are establishing achemical management system basedon the existing system for the entireFuji Xerox Group, in line with that ofthe Fuji Photo Film Co., Ltd.We have established a registrationnumber and classification system forall the chemicals we use. Under thissystem, chemicals are each reviewedby the sites and headquarters, andonly those approved are controlled,used and disposed of according tothe safety classification system.
Risk Assessment
Use of chemicals is subject to a riskassessment in accordance with oursafety classification, and review andimprovements are continuallyimplemented in compliance with ISO14001.• The divisions that use facilities that use
chemicals of a safety classification levelfrom 1 to 3 are subject to a riskassessment, and managedaccordingly.
• Risk assessment of chemicals withsafety classification levels 1 and 2 arereported to the Corporate Ecology &Safety Department, thereby allowingthe most dangerous chemicals to bemanaged at the companyheadquarters.
OtherProtectiveEquipment
Control
PartialDisposalControl
SealedControl
UseBanned
Description
Classifi-Safety cation Level 1 Level 2 Level 3 Level 4
Banned
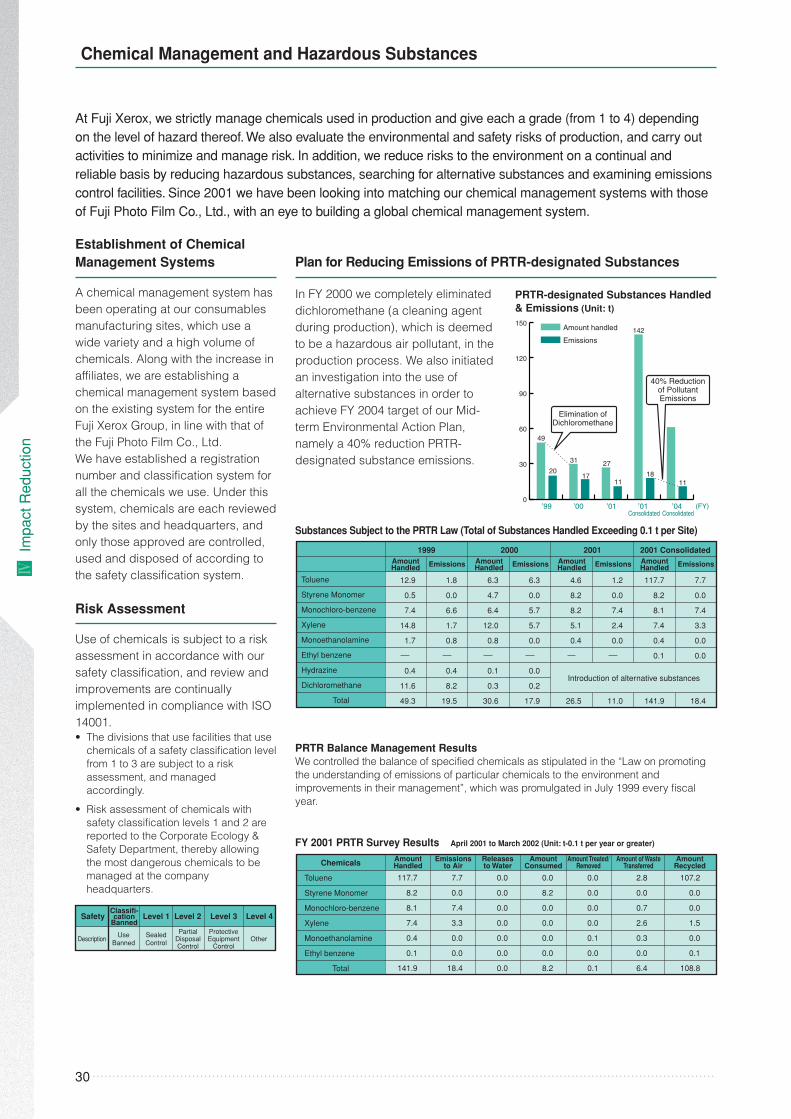
In FY 2000 we completely eliminateddichloromethane (a cleaning agentduring production), which is deemedto be a hazardous air pollutant, in theproduction process. We also initiatedan investigation into the use ofalternative substances in order toachieve FY 2004 target of our Mid-term Environmental Action Plan,namely a 40% reduction PRTR-designated substance emissions.
Substances Subject to the PRTR Law (Total of Substances Handled Exceeding 0.1 t per Site)
1999 2000 2001 2001 Consolidated
12.9
0.5
7.4
14.8
1.7
0.4
11.6
49.3
1.8
0.0
6.6
1.7
0.8
0.4
8.2
19.5
6.3
4.7
6.4
12.0
0.8
0.1
0.3
30.6
6.3
0.0
5.7
5.7
0.0
0.0
0.2
17.9
4.6
8.2
8.2
5.1
0.4
26.5
1.2
0.0
7.4
2.4
0.0
11.0
117.7
8.2
8.1
7.4
0.4
0.1
141.9
7.7
0.0
7.4
3.3
0.0
0.0
18.4
Introduction of alternative substances
Total
Toluene
Styrene Monomer
Monochloro-benzene
Xylene
Monoethanolamine
Ethyl benzene
Hydrazine
Dichloromethane
AmountHandled Emissions Amount
Handled Emissions AmountHandled Emissions Amount
Handled Emissions
PRTR Balance Management ResultsWe controlled the balance of specified chemicals as stipulated in the “Law on promotingthe understanding of emissions of particular chemicals to the environment andimprovements in their management”, which was promulgated in July 1999 every fiscalyear.
FY 2001 PRTR Survey Results April 2001 to March 2002 (Unit: t-0.1 t per year or greater)
Chemicals
Toluene
Styrene Monomer
Monochloro-benzene
Xylene
Monoethanolamine
Ethyl benzene
Total
117.7
8.2
8.1
7.4
0.4
0.1
141.9
7.7
0.0
7.4
3.3
0.0
0.0
18.4
0.0
0.0
0.0
0.0
0.0
0.0
0.0
0.0
8.2
0.0
0.0
0.0
0.0
8.2
0.0
0.0
0.0
0.0
0.1
0.0
0.1
2.8
0.0
0.7
2.6
0.3
0.0
6.4
107.2
0.0
0.0
1.5
0.0
0.1
108.8
AmountHandled
Emissionsto Air
Releasesto Water
AmountConsumed
Amount Treated/Removed
Amount of WasteTransferred
AmountRecycled
PRTR-designated Substances Handled& Emissions (Unit: t)
Amount handled
Emissions
’99 ’00 ’01 ’01 Consolidated
’04 Consolidated
(FY)0
30
60
90
120
150
49
2017
11
142
18
27
11
31
40% Reduction of Pollutant Emissions
Elimination of Dichloromethane
Plan for Reducing Emissions of PRTR-designated Substances
Im
pact
Red
uctio
n
31
Waste Control
Waste Management/Zero Emission at Manufacturing Sites
The three main sites, Ebina, Takematsu and Iwatsuki, have made efforts to reduce waste and reuse it as avaluable resource. The three sites are successful in achieving zero emission (in the Fuji Xerox Group therecycling rate of 99.5% or more is used as a standard) since the end of 1999. Suzuka Fuji Xerox, our affiliate,has achieved a recycling rate of 99.7% in 2001, while Niigata Fuji Xerox Manufacturing and Fuji XeroxImaging Materials are also strengthening their efforts to achieve zero emission in FY 2002.
Waste Reduction atManufacturing Sites
Since 1999 our three sites (Ebina,Takematsu and Iwatsuki) have set thetarget to reduce waste by 3% yearover year. Those sites were only ableto achieve a 2% reduction in wasteduring FY 2001, however, (5,849 tonsin 2001 as opposed to 5,967 tons* in2000) due to the interrupted sludgereduction during the installation ofupgraded water treatment equipmentat the Ebina site. We estimate that a10% reduction could have beenachieved if treatment had not beeninterrupted.
* 296 tons, which accompanied theproduction transfer of the Iwatsuki site, isexcluded.
Waste Generated and Recycling Rate inManufacturing Sites
’97 ’98 ’99 ’00 ’010.0 0
50
100
2.0
4.0
6.0
8.0
10.0
6.85.9 6.2 6.3
6.05.8
(1,000 t) (%)
(FY)
94 97 99 100 100
Parent-only
Recycling rate
Waste generated
Am
ount
gen
erat
ed
Rec
yclin
g ra
te
Production transfer control amount
296 t
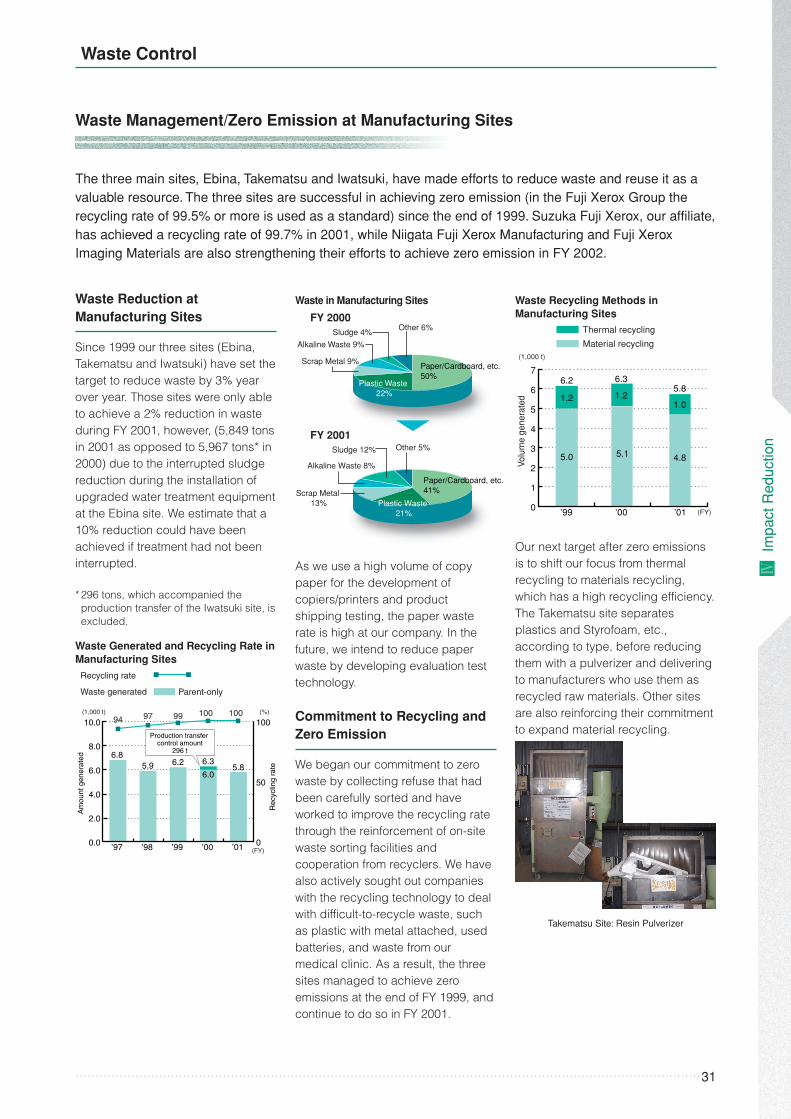
Waste in Manufacturing Sites
Paper/Cardboard, etc. 50%
Plastic Waste 22%
Scrap Metal 9%
Alkaline Waste 9%
Other 6%Sludge 4%
FY 2000
Paper/Cardboard, etc. 41%
Plastic Waste 21%
Scrap Metal 13%
Alkaline Waste 8%
Other 5%Sludge 12%
FY 2001
As we use a high volume of copypaper for the development ofcopiers/printers and productshipping testing, the paper wasterate is high at our company. In thefuture, we intend to reduce paperwaste by developing evaluation testtechnology.
Commitment to Recycling andZero Emission
We began our commitment to zerowaste by collecting refuse that hadbeen carefully sorted and haveworked to improve the recycling ratethrough the reinforcement of on-sitewaste sorting facilities andcooperation from recyclers. We havealso actively sought out companieswith the recycling technology to dealwith difficult-to-recycle waste, suchas plastic with metal attached, usedbatteries, and waste from ourmedical clinic. As a result, the threesites managed to achieve zeroemissions at the end of FY 1999, andcontinue to do so in FY 2001.
Waste Recycling Methods inManufacturing Sites
’99 ’00 ’010
1
2
3
4
5
6
7
Material recycling
Thermal recycling
(1,000 t)
(FY)Vo
lum
e ge
nera
ted
6.2
1.2
5.0
6.3
1.0
4.8
5.81.2
5.1
Our next target after zero emissionsis to shift our focus from thermalrecycling to materials recycling,which has a high recycling efficiency.The Takematsu site separatesplastics and Styrofoam, etc.,according to type, before reducingthem with a pulverizer and deliveringto manufacturers who use them asrecycled raw materials. Other sitesare also reinforcing their commitmentto expand material recycling.
Takematsu Site: Resin Pulverizer
32
Im
pact
Red
uctio
n
Water/Soil Contamination, Risk Management
Contamination Prevention
To prevent water and soil contamination at our manufacturing sites, we have established the internalguidelines of the management based on existing laws and regulations, including the Ministry of theEnvironment’s guidelines in order to better control environmental risk. In the event contamination is identified,it is our policy to clean it up as soon as possible, using our standards at the minimum standard to be attained.We also recognize that it is important to report it in a timely manner to the local government, disclosing theinformation not only to the community directly affected but also to the public.Since April 1996, we have conducted voluntary inspection of the soil/water contamination at our sites, andidentified contamination at the Iwatsuki/Takematsu sites. The two sites performed operations to clean up theaffected areas and made regular progress reports of their findings and achievements to the public.
Soil Remediation
In the above-mentioned Iwatsuki andTakematsu sites where contaminationwas identified, we made an utmosteffort to clean up the affected areas.As a result, remedy and restoration ofthe contaminated soil was completedat the Takematsu site, and reportswere made public in October 2001.Purification and replacement of thecontaminated soil at the Iwatsukiplant was completed, but asundergroundwater in a part of thearea is of a value higher than our ownenvironmental standards. Althoughsuch purification ofundergroundwater requires time andcost, we will continue our remedyoperations until the value dropsbelow the required standard andmake detailed progress reports to thelocal governments and the public aswell as the local community.
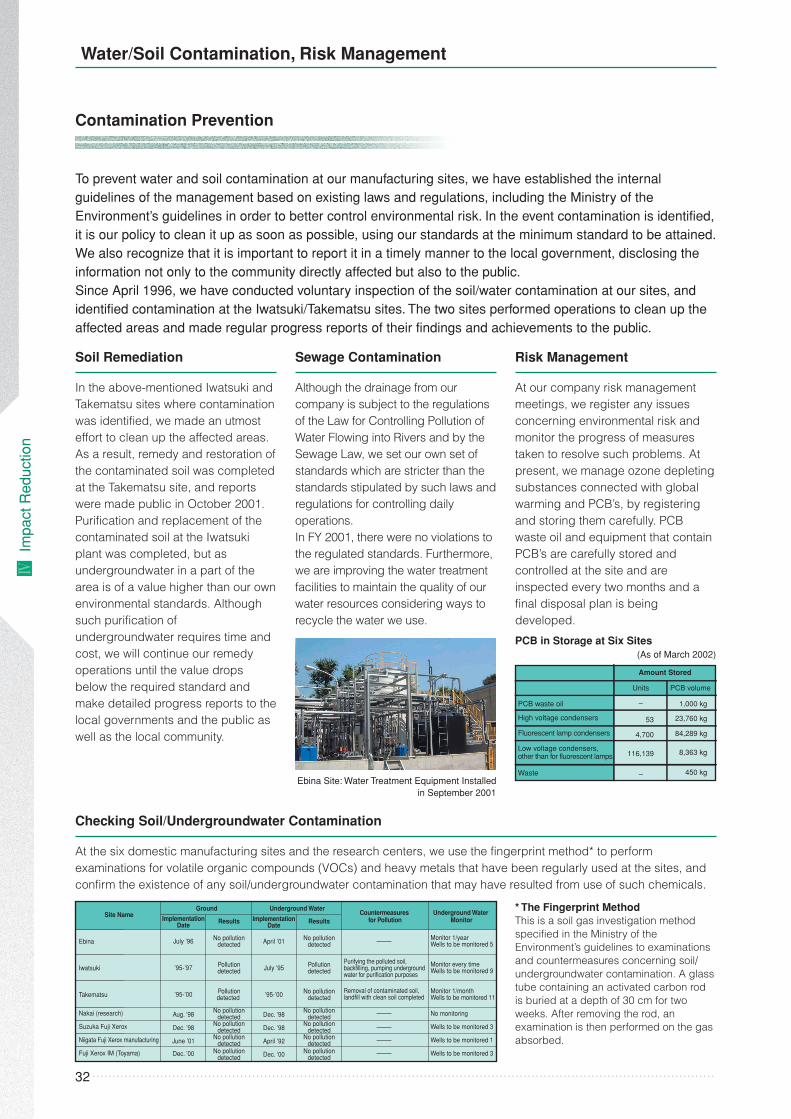
Sewage Contamination
Although the drainage from ourcompany is subject to the regulationsof the Law for Controlling Pollution ofWater Flowing into Rivers and by theSewage Law, we set our own set ofstandards which are stricter than thestandards stipulated by such laws andregulations for controlling dailyoperations.In FY 2001, there were no violations tothe regulated standards. Furthermore,we are improving the water treatmentfacilities to maintain the quality of ourwater resources considering ways torecycle the water we use.
Ebina Site: Water Treatment Equipment Installedin September 2001
Risk Management
At our company risk managementmeetings, we register any issuesconcerning environmental risk andmonitor the progress of measurestaken to resolve such problems. Atpresent, we manage ozone depletingsubstances connected with globalwarming and PCB’s, by registeringand storing them carefully. PCBwaste oil and equipment that containPCB’s are carefully stored andcontrolled at the site and areinspected every two months and afinal disposal plan is beingdeveloped.
PCB in Storage at Six Sites(As of March 2002)
Amount Stored
53
4,700
116,139
Units
–
PCB volume
1,000 kg
23,760 kg
84,289 kg
8,363 kg
450 kg–
PCB waste oil
High voltage condensers
Fluorescent lamp condensers
Low voltage condensers, other than for fluorescent lamps
Waste
Checking Soil/Undergroundwater Contamination
At the six domestic manufacturing sites and the research centers, we use the fingerprint method* to performexaminations for volatile organic compounds (VOCs) and heavy metals that have been regularly used at the sites, andconfirm the existence of any soil/undergroundwater contamination that may have resulted from use of such chemicals.
Site NameGround Underground Water
Countermeasures for Pollution
Underground Water Monitor
Ebina
Iwatsuki
Takematsu
Nakai (research)
Suzuka Fuji Xerox
Niigata Fuji Xerox manufacturing
Fuji Xerox IM (Toyama)
Implementation Date
July ’96
’95-’97
’95-’00
Aug. ’98
Dec. ’98
June ’01
Dec. ’00
Results
No pollution detected
Pollution detected
Pollution detected
No pollution detected
No pollution detected
No pollution detected
No pollution detected
Results
No pollution detected
Pollution detected
No pollution detected
No pollution detected
No pollution detected
No pollution detected
No pollution detected
Implementation Date
April ’01
July ’95
’95-’00
Dec. ’98
Dec. ’98
April ’92
Dec. ’00
Purifying the polluted soil, backfilling, pumping underground water for purification purposes
Removal of contaminated soil, landfill with clean soil completed
Monitor 1/yearWells to be monitored 5
Monitor every timeWells to be monitored 9
Monitor 1/monthWells to be monitored 11
No monitoring
Wells to be monitored 3
Wells to be monitored 1
Wells to be monitored 3
* The Fingerprint MethodThis is a soil gas investigation methodspecified in the Ministry of theEnvironment’s guidelines to examinationsand countermeasures concerning soil/undergroundwater contamination. A glasstube containing an activated carbon rodis buried at a depth of 30 cm for twoweeks. After removing the rod, anexamination is then performed on the gasabsorbed.
Im
pact
Red
uctio
n
33
Packaging and Distribution
Collaboration with Group Companies
We are assessing our packaging designs to increase the use of recyclable materials to deliver our productssafely to the customer, minimize materials for cushioning, and packaging such as cardboard and polystyrenefoam. Fuji Xerox Distribution Company, which deals with delivery and collection of machines andconsumables, is also working with our production and packaging technology division, in cooperation with ourconsigned storage/transport companies, to develop distribution systems with minimal environmental impact.In addition, we are reviewing the entire process from production to final delivery, to make improvements inour overall distribution system.
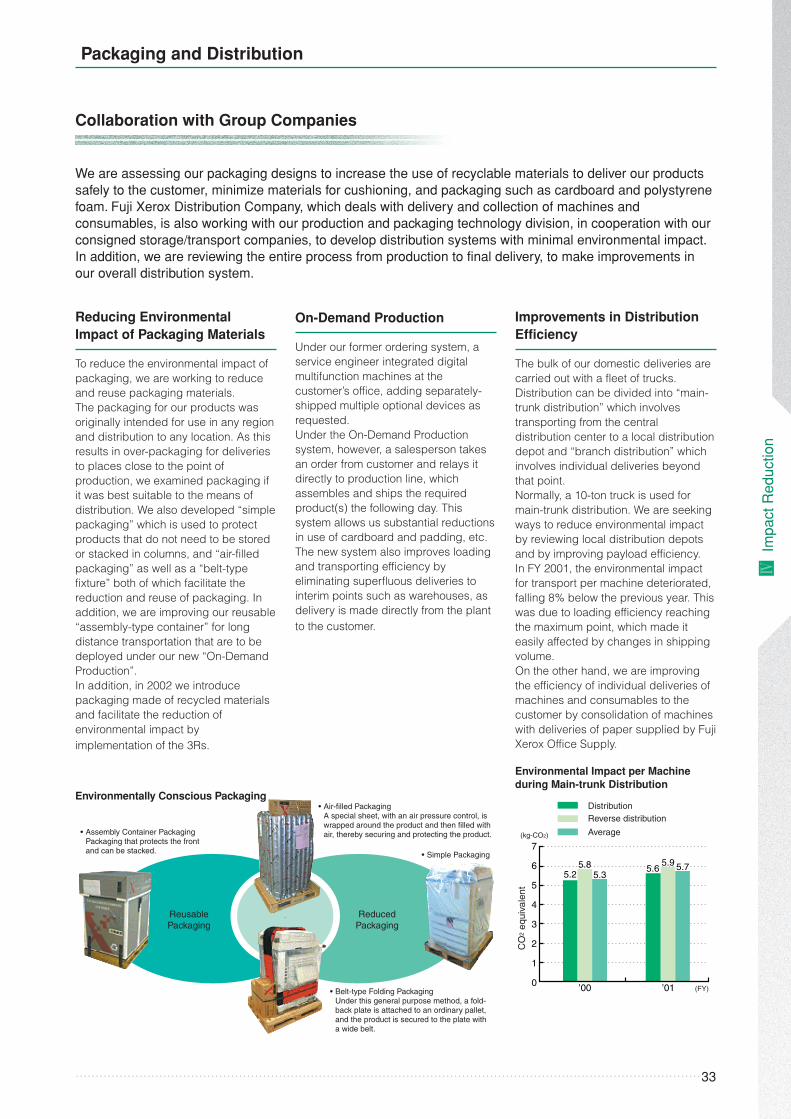
Reducing EnvironmentalImpact of Packaging Materials
To reduce the environmental impact ofpackaging, we are working to reduceand reuse packaging materials.The packaging for our products wasoriginally intended for use in any regionand distribution to any location. As thisresults in over-packaging for deliveriesto places close to the point ofproduction, we examined packaging ifit was best suitable to the means ofdistribution. We also developed “simplepackaging” which is used to protectproducts that do not need to be storedor stacked in columns, and “air-filledpackaging” as well as a “belt-typefixture” both of which facilitate thereduction and reuse of packaging. Inaddition, we are improving our reusable“assembly-type container” for longdistance transportation that are to bedeployed under our new “On-DemandProduction”.In addition, in 2002 we introducepackaging made of recycled materialsand facilitate the reduction ofenvironmental impact byimplementation of the 3Rs.
On-Demand Production
Under our former ordering system, aservice engineer integrated digitalmultifunction machines at thecustomer’s office, adding separately-shipped multiple optional devices asrequested.Under the On-Demand Productionsystem, however, a salesperson takesan order from customer and relays itdirectly to production line, whichassembles and ships the requiredproduct(s) the following day. Thissystem allows us substantial reductionsin use of cardboard and padding, etc.The new system also improves loadingand transporting efficiency byeliminating superfluous deliveries tointerim points such as warehouses, asdelivery is made directly from the plantto the customer.
Improvements in DistributionEfficiency
The bulk of our domestic deliveries arecarried out with a fleet of trucks.Distribution can be divided into “main-trunk distribution” which involvestransporting from the centraldistribution center to a local distributiondepot and “branch distribution” whichinvolves individual deliveries beyondthat point.Normally, a 10-ton truck is used formain-trunk distribution. We are seekingways to reduce environmental impactby reviewing local distribution depotsand by improving payload efficiency.In FY 2001, the environmental impactfor transport per machine deteriorated,falling 8% below the previous year. Thiswas due to loading efficiency reachingthe maximum point, which made iteasily affected by changes in shippingvolume.On the other hand, we are improvingthe efficiency of individual deliveries ofmachines and consumables to thecustomer by consolidation of machineswith deliveries of paper supplied by FujiXerox Office Supply.
Environmental Impact per Machineduring Main-trunk Distribution
’00 ’010
1
2
3
4
7
5
6
DistributionReverse distribution
Average(kg-CO2)
(FY)
CO
2 eq
uiva
lent
5.25.8
5.35.6
5.9 5.7
Environmentally Conscious Packaging
• Simple Packaging
ReusablePackaging
ReducedPackaging
• Assembly Container PackagingPackaging that protects the front and can be stacked.
• Air-filled PackagingA special sheet, with an air pressure control, is wrapped around the product and then filled with air, thereby securing and protecting the product.
• Belt-type Folding PackagingUnder this general purpose method, a fold-back plate is attached to an ordinary pallet, and the product is secured to the plate with a wide belt.
Im
pact
Red
uctio
n
34
Impact Reduction at our Customers
Sales/Maintenance Service to Reduce Environmental Impact at Customer Offices
The largest impact of the business activities of Fuji Xerox Group stems from power and paper consumption of customer’suse on top of incoming resources and materials. In order to reduce such consumption, our salespeople make suggestionsto our customers on a case-by-case basis including the utilization of environmentally conscious functions built into greenproducts, the promotion of recycled paper, and the reduction of paper by electronic documentation. In addition, to ensurecontinued trouble-free operation of machines at customer offices and extend the life of machines, the Service/Deliverydivision employs information systems to allow for prompt repairs and deliveries of consumables.As customers are located at the starting point of the recycling system of used machines and consumables, we are ableto collect all products easily, and send them to be recycled.Through our direct sales and service offices and dealership network located throughout the country, we make effort toobtain customer reliance keeping product delivery and collection under our control. All of those would support better
environmental management of our customers.
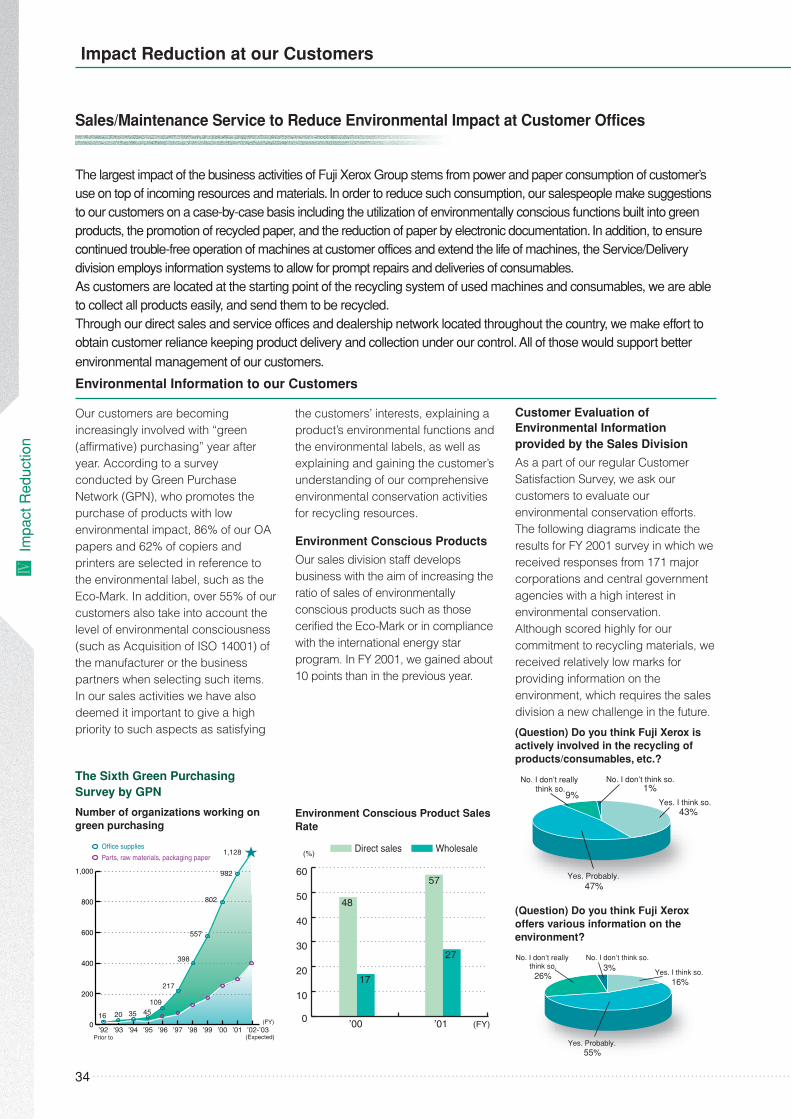
Our customers are becomingincreasingly involved with “green(affirmative) purchasing” year afteryear. According to a surveyconducted by Green PurchaseNetwork (GPN), who promotes thepurchase of products with lowenvironmental impact, 86% of our OApapers and 62% of copiers andprinters are selected in reference tothe environmental label, such as theEco-Mark. In addition, over 55% of ourcustomers also take into account thelevel of environmental consciousness(such as Acquisition of ISO 14001) ofthe manufacturer or the businesspartners when selecting such items.In our sales activities we have alsodeemed it important to give a highpriority to such aspects as satisfying
the customers’ interests, explaining aproduct’s environmental functions andthe environmental labels, as well asexplaining and gaining the customer’sunderstanding of our comprehensiveenvironmental conservation activitiesfor recycling resources.
Environment Conscious Products
Our sales division staff developsbusiness with the aim of increasing theratio of sales of environmentallyconscious products such as thosecerified the Eco-Mark or in compliancewith the international energy starprogram. In FY 2001, we gained about10 points than in the previous year.
Customer Evaluation ofEnvironmental Informationprovided by the Sales Division
As a part of our regular CustomerSatisfaction Survey, we ask ourcustomers to evaluate ourenvironmental conservation efforts.The following diagrams indicate theresults for FY 2001 survey in which wereceived responses from 171 majorcorporations and central governmentagencies with a high interest inenvironmental conservation.Although scored highly for ourcommitment to recycling materials, wereceived relatively low marks forproviding information on theenvironment, which requires the salesdivision a new challenge in the future.
(Question) Do you think Fuji Xerox isactively involved in the recycling ofproducts/consumables, etc.?
9%1%
Yes. I think so.
Yes. Probably.
No. I don’t really think so.
No. I don’t think so.
43%
47%
(Question) Do you think Fuji Xeroxoffers various information on theenvironment?
Yes. I think so.
Yes. Probably.
No. I don’t really think so.
No. I don’t think so.3%
16%26%
55%
Environmental Information to our Customers
The Sixth Green PurchasingSurvey by GPN
Number of organizations working ongreen purchasing
0
200
400
600
800
1,000
1,128
982
802
557
398
217
10945352016
Office supplies
Parts, raw materials, packaging paper
’92Prior to
’93 ’94 ’95 ’96 ’97 ’98 ’99 ’00 ’01 ’02-’03(Expected)
(FY)
Environment Conscious Product SalesRate
’00 ’01 (FY)0
10
Direct sales Wholesale(%)
20
30
40
50
60
48
17
57
27
Im
pact
Red
uctio
n
35
Solutions for Electronic Documentation and Reduction of Paper Usage
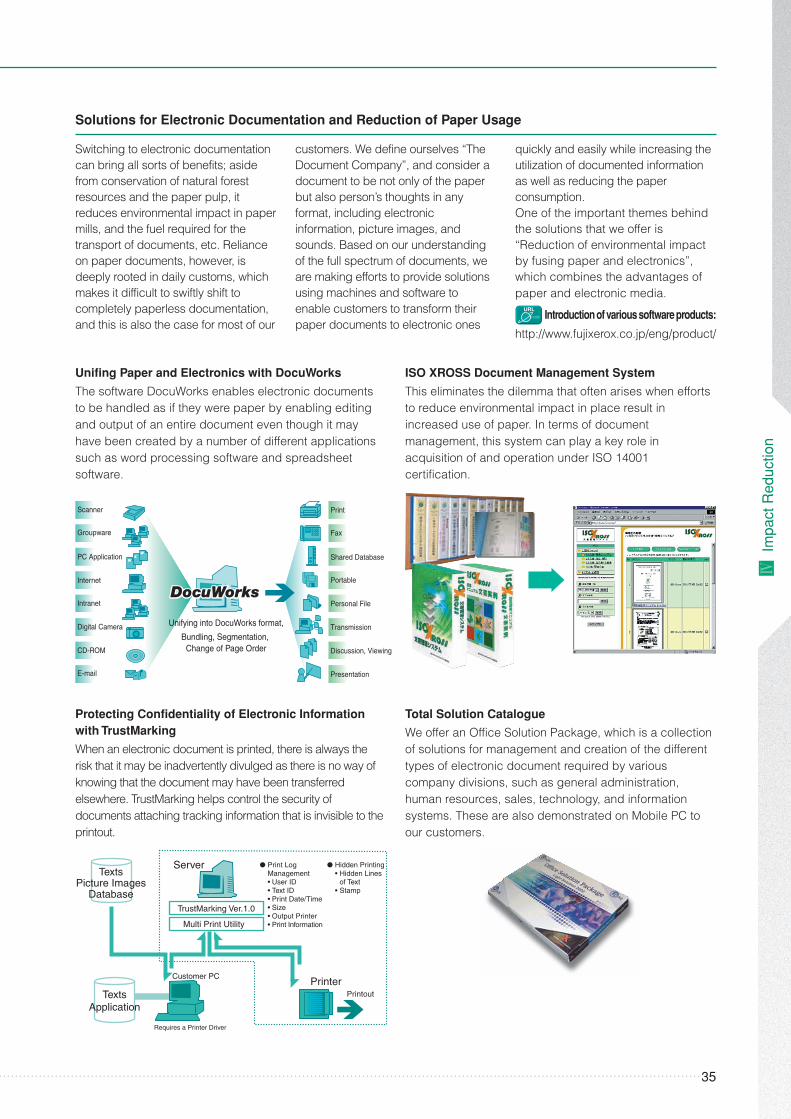
Protecting Confidentiality of Electronic Informationwith TrustMarking
When an electronic document is printed, there is always therisk that it may be inadvertently divulged as there is no way ofknowing that the document may have been transferredelsewhere. TrustMarking helps control the security ofdocuments attaching tracking information that is invisible to theprintout.
TrustMarking Ver.1.0
Multi Print Utility
PrinterPrintout
Customer PC
Requires a Printer Driver
Server
TextsApplication
TextsPicture Images
Database
� Print Log Management• User ID• Text ID• Print Date/Time• Size• Output Printer• Print Information
� Hidden Printing• Hidden Lines
of Text• Stamp
ISO XROSS Document Management System
This eliminates the dilemma that often arises when effortsto reduce environmental impact in place result inincreased use of paper. In terms of documentmanagement, this system can play a key role inacquisition of and operation under ISO 14001certification.
Switching to electronic documentationcan bring all sorts of benefits; asidefrom conservation of natural forestresources and the paper pulp, itreduces environmental impact in papermills, and the fuel required for thetransport of documents, etc. Relianceon paper documents, however, isdeeply rooted in daily customs, whichmakes it difficult to swiftly shift tocompletely paperless documentation,and this is also the case for most of our
customers. We define ourselves “TheDocument Company”, and consider adocument to be not only of the paperbut also person’s thoughts in anyformat, including electronicinformation, picture images, andsounds. Based on our understandingof the full spectrum of documents, weare making efforts to provide solutionsusing machines and software toenable customers to transform theirpaper documents to electronic ones
Unifing Paper and Electronics with DocuWorks
The software DocuWorks enables electronic documentsto be handled as if they were paper by enabling editingand output of an entire document even though it mayhave been created by a number of different applicationssuch as word processing software and spreadsheetsoftware.
Unifying into DocuWorks format,
Bundling, Segmentation, Change of Page Order
Fax
Shared Database
Portable
Personal File
Transmission
Discussion, Viewing
Presentation
Scanner
Groupware
PC Application
Internet
Intranet
Digital Camera
CD-ROM
quickly and easily while increasing theutilization of documented informationas well as reducing the paperconsumption.One of the important themes behindthe solutions that we offer is“Reduction of environmental impactby fusing paper and electronics”,which combines the advantages ofpaper and electronic media.
Introduction of various software products:
http://www.fujixerox.co.jp/eng/product/
Total Solution Catalogue
We offer an Office Solution Package, which is a collectionof solutions for management and creation of the differenttypes of electronic document required by variouscompany divisions, such as general administration,human resources, sales, technology, and informationsystems. These are also demonstrated on Mobile PC toour customers.
Im
pact
Red
uctio
n
36
Impact Reduction at our Customers
Maintenance Services
The main purpose of maintenanceservices is to minimize interruptions tothe customer’s business operations bykeeping machinery in good conditionand repairing breakdowns quicklyshould they occur. To achieve this, wehave incorporated a mobilemanagement system that monitors thewhereabouts of our customerengineers and allows the prompt andaccurate communication of technicalinformation to the breakdown site. Inaddition, we undertake the role ofresource recycling by controlling thefresh materials input in the productionof machinery such that the customermay continue to use the same machinein the long term, as well as collect usedmaintenance parts in an effort forresource recycling, no small matter inview of environmental conservation.Additionally, we are promoting thecollection of used paper, and ask ourcustomers for their cooperation.
Collection of Used Products
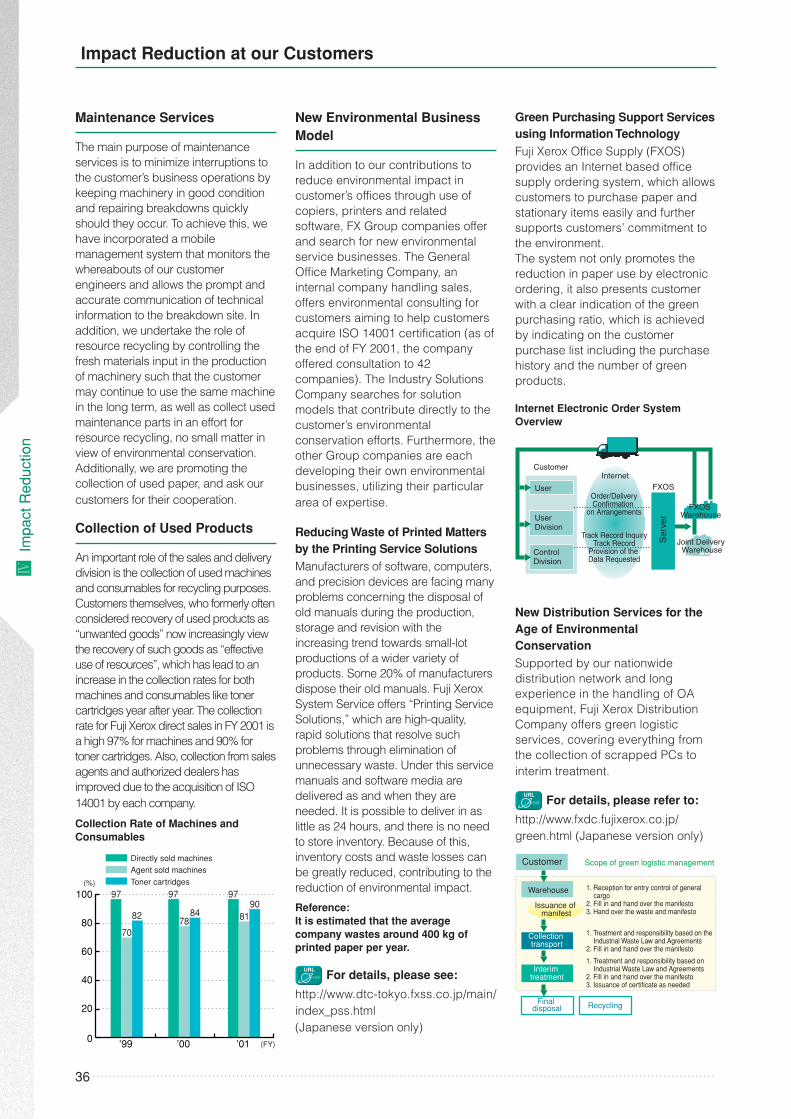
An important role of the sales and deliverydivision is the collection of used machinesand consumables for recycling purposes.Customers themselves, who formerly oftenconsidered recovery of used products as“unwanted goods” now increasingly viewthe recovery of such goods as “effectiveuse of resources”, which has lead to anincrease in the collection rates for bothmachines and consumables like tonercartridges year after year. The collectionrate for Fuji Xerox direct sales in FY 2001 isa high 97% for machines and 90% fortoner cartridges. Also, collection from salesagents and authorized dealers hasimproved due to the acquisition of ISO14001 by each company.
Collection Rate of Machines andConsumables
’990
20
40
60
80
100
’00 ’01
Agent sold machinesDirectly sold machines
Toner cartridges(%)
(FY)
97
70
82
97
7884
97
8190
New Environmental BusinessModel
In addition to our contributions toreduce environmental impact incustomer’s offices through use ofcopiers, printers and relatedsoftware, FX Group companies offerand search for new environmentalservice businesses. The GeneralOffice Marketing Company, aninternal company handling sales,offers environmental consulting forcustomers aiming to help customersacquire ISO 14001 certification (as ofthe end of FY 2001, the companyoffered consultation to 42companies). The Industry SolutionsCompany searches for solutionmodels that contribute directly to thecustomer’s environmentalconservation efforts. Furthermore, theother Group companies are eachdeveloping their own environmentalbusinesses, utilizing their particulararea of expertise.
Reducing Waste of Printed Mattersby the Printing Service SolutionsManufacturers of software, computers,and precision devices are facing manyproblems concerning the disposal ofold manuals during the production,storage and revision with theincreasing trend towards small-lotproductions of a wider variety ofproducts. Some 20% of manufacturersdispose their old manuals. Fuji XeroxSystem Service offers “Printing ServiceSolutions,” which are high-quality,rapid solutions that resolve suchproblems through elimination ofunnecessary waste. Under this servicemanuals and software media aredelivered as and when they areneeded. It is possible to deliver in aslittle as 24 hours, and there is no needto store inventory. Because of this,inventory costs and waste losses canbe greatly reduced, contributing to thereduction of environmental impact.
Reference:It is estimated that the averagecompany wastes around 400 kg ofprinted paper per year.
For details, please see:
http://www.dtc-tokyo.fxss.co.jp/main/index_pss.html(Japanese version only)
Green Purchasing Support Servicesusing Information TechnologyFuji Xerox Office Supply (FXOS)provides an Internet based officesupply ordering system, which allowscustomers to purchase paper andstationary items easily and furthersupports customers’ commitment tothe environment.The system not only promotes thereduction in paper use by electronicordering, it also presents customerwith a clear indication of the greenpurchasing ratio, which is achievedby indicating on the customerpurchase list including the purchasehistory and the number of greenproducts.
Internet Electronic Order SystemOverview
Ser
ver
FXOS
FXOS Warehouse
Joint Delivery Warehouse
User
User Division
Control Division
Internet
Order/DeliveryConfirmation
on Arrangements
Track Record InquiryTrack Record
Provision of the Data Requested
Customer
New Distribution Services for theAge of EnvironmentalConservationSupported by our nationwidedistribution network and longexperience in the handling of OAequipment, Fuji Xerox DistributionCompany offers green logisticservices, covering everything fromthe collection of scrapped PCs tointerim treatment.
For details, please refer to:
http://www.fxdc.fujixerox.co.jp/green.html (Japanese version only)
Warehouse
Issuance of manifest
Collection transport
Interim treatment
Final disposal Recycling
Scope of green logistic managementCustomer
1. Reception for entry control of general cargo
2. Fill in and hand over the manifesto3. Hand over the waste and manifesto
1. Treatment and responsibility based on the Industrial Waste Law and Agreements
2. Fill in and hand over the manifesto
1. Treatment and responsibility based on Industrial Waste Law and Agreements
2. Fill in and hand over the manifesto3. Issuance of certificate as needed
Im
pact
Red
uctio
n
37
Product Recycling
Materials Recycling System – Closed-Loop and Zero Emissions
The basic concept of the “closed-loop system” is the collection and reuse of products shipped to the market, thereduction of fresh materials input, and the recycling of products within a closed loop. Under this system,machines and consumables, such as used toner cartridges are collected from customers and thendisassembled, cleaned at our sites. Reusable parts are then selected and repaired if necessary, before beinggiven a further inspection. Only the parts that have been deemed to meet strict quality standards are thenrecycled and incorporated with new parts on the production line.Parts that cannot be recycled in this way are torn down into their base materials and are further used asmaterials or energy. In this way, our aim is to produce absolutely no waste, meaning that every single part ofeach collected product can be reused in some way.
http://www.fujixerox.co.jp/arm/ (Japanese version only)
History of Materials Recycling System
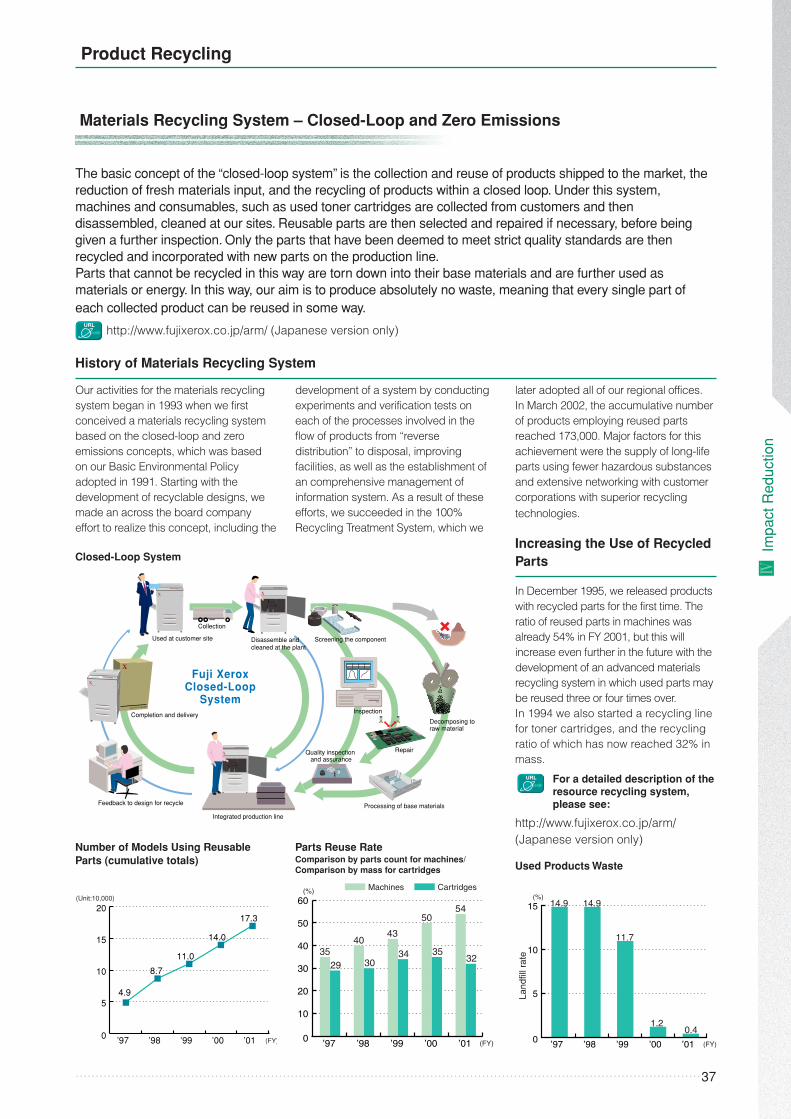
Our activities for the materials recyclingsystem began in 1993 when we firstconceived a materials recycling systembased on the closed-loop and zeroemissions concepts, which was basedon our Basic Environmental Policyadopted in 1991. Starting with thedevelopment of recyclable designs, wemade an across the board companyeffort to realize this concept, including the
later adopted all of our regional offices.In March 2002, the accumulative numberof products employing reused partsreached 173,000. Major factors for thisachievement were the supply of long-lifeparts using fewer hazardous substancesand extensive networking with customercorporations with superior recyclingtechnologies.
Increasing the Use of RecycledParts
In December 1995, we released productswith recycled parts for the first time. Theratio of reused parts in machines wasalready 54% in FY 2001, but this willincrease even further in the future with thedevelopment of an advanced materialsrecycling system in which used parts maybe reused three or four times over.In 1994 we also started a recycling linefor toner cartridges, and the recyclingratio of which has now reached 32% inmass.
0
5
10
15
20(Unit:10,000)
(FY)’97 ’98 ’99 ’00 ’01
4.9
8.7
11.0
14.0
17.3
0
10
20
30
40
50
60(%)
(FY)
3529
40
30
43
34
50
35
54
32
’97 ’98 ’99 ’00 ’01
Machines Cartridges
0
5
10
15(%)
(FY)
14.9 14.9
11.7
1.20.4
’97 ’98 ’99 ’00 ’01
Land
fill r
ate
Number of Models Using ReusableParts (cumulative totals) Used Products Waste
Parts Reuse RateComparison by parts count for machines/Comparison by mass for cartridges
Used at customer site
Completion and delivery
Feedback to design for recycle
Integrated production line
Quality inspection and assurance
Processing of base materials
Inspection
Repair
Decomposing to raw material
Screening the componentDisassemble and cleaned at the plant
Collection
Fuji XeroxClosed-Loop
System
development of a system by conductingexperiments and verification tests oneach of the processes involved in theflow of products from “reversedistribution” to disposal, improvingfacilities, as well as the establishment ofan comprehensive management ofinformation system. As a result of theseefforts, we succeeded in the 100%Recycling Treatment System, which we
For a detailed description of theresource recycling system,please see:
http://www.fujixerox.co.jp/arm/(Japanese version only)
Closed-Loop System
Im
pact
Red
uctio
n
38
Product Recycling
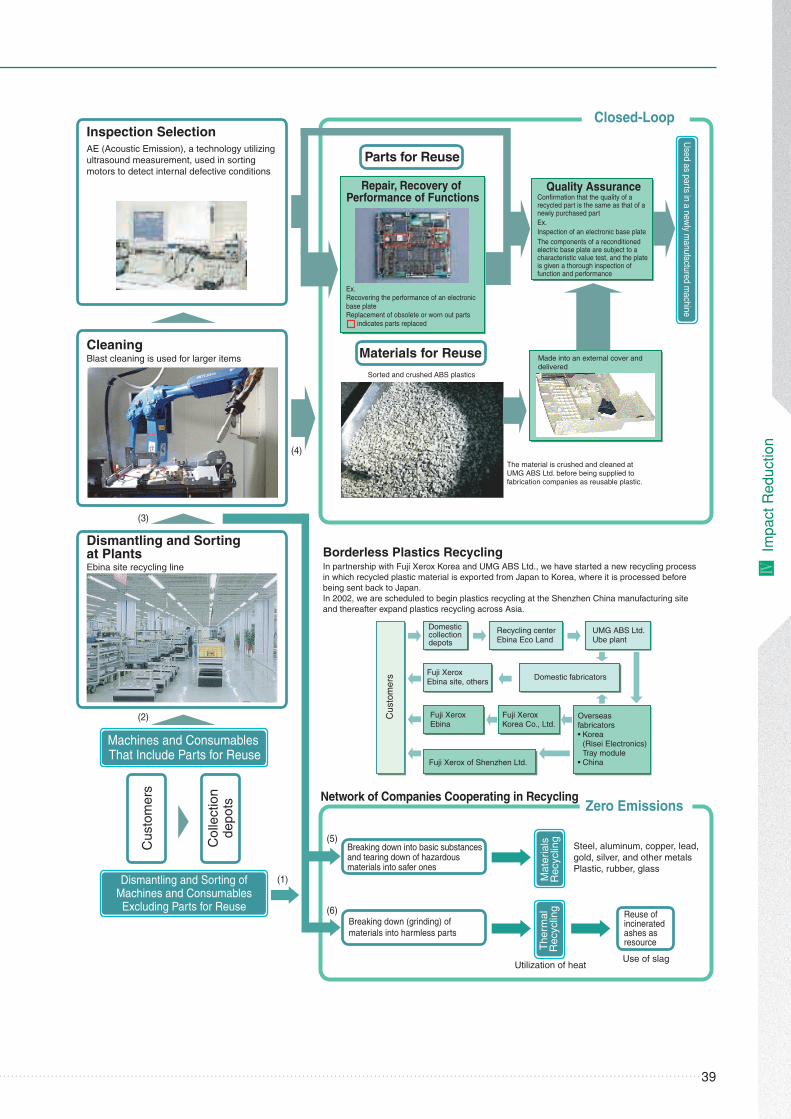
Recycling of Machines
Sorting at the Collection Depot
We cannot recycle all of the parts ofmachines collected from customersas used in a different way. Ininspection of the condition of a usedmachine, we check the compatibilityof the collected parts against thelatest models, determine length oftime the machine was in use as wellas the number of copies produced inits lifetime. If the results fail to meetpredetermined standards, themachines are sent to the nearestcollection depot (six nationwide)where they are dismantled andsorted before being transferred torecycling companies.
Recycling Process
Used machines (2) that have beenreturned are dismantled and sortedinto parts for reuse (3) and recycling.The parts to be recycled are furtherdismantled and sorted into amaximum of 44 types of parts. Partsfor reuse are cleaned, inspected andrepaired as necessary, but only thoseof a quality equal to that of a newlymanufactured part are recycled backinto new machines. The parts (4)(5)(6)that may be recycled into new raw
materials are sorted into a maximumof 44 different categories and handedover to 26 recycling companies.
Recycling into Reusable Materialsat Recycling Companies
A recycling company with which wehave a technical tie-up relationshiprecycles plastics and aluminumpipes and other reusable materials(4) into new product parts for deliveryto our sites. The materials forrecycling (5) are separated into basicelements such as steel, aluminum orcopper and recovered usingadvanced processing technology.Materials that may be reused as anenergy source (6) are used as fuel forthe meltdown furnace.
Recycling of Consumables
Consumables such as cartridgehousings and charge rollers arecollected and then sorted according tomodel. The parts are then sorted intorecyclables and non-recyclables. Therecyclable parts are then dismantled,cleaned, and inspected. The parts thatpass the inspection are then suppliedto the assembly line and incorporatedinto products. Parts that cannot bedirectly recycled but can be reused
following repair or modification, aresubject to a special treatment beforebeing reused. The bulk of parts thatcannot be directly recycled or whichfailed the quality inspection arerecycled as raw materials.
Material Recycling TechnologyNetwork
Our next target after the achievementof zero emissions is to upgrade theparts that were formerly destined forenergy recycling to a level suitablefor materials recycling. Whereverpossible, we also aim to recyclerecovered materials into parts for ourproducts so as to improve the ratio ofrecycling within the “closed-loop”.However, as a manufacturer offinished products, there is a limit inthe speed in which we can expandour materials reuse capacity due tothe limits in our technology, making itnecessary to join hands with othercorporations to develop advancedreuse technology.A few examples of this are ABSplastics recycling technology,developed jointly with the former UbeCycon, Ltd. (Currently UMG ABS Ltd.)in 1998, and rubber recyclingtechnology developed by our sevenmain procuring companies in FY 2001.
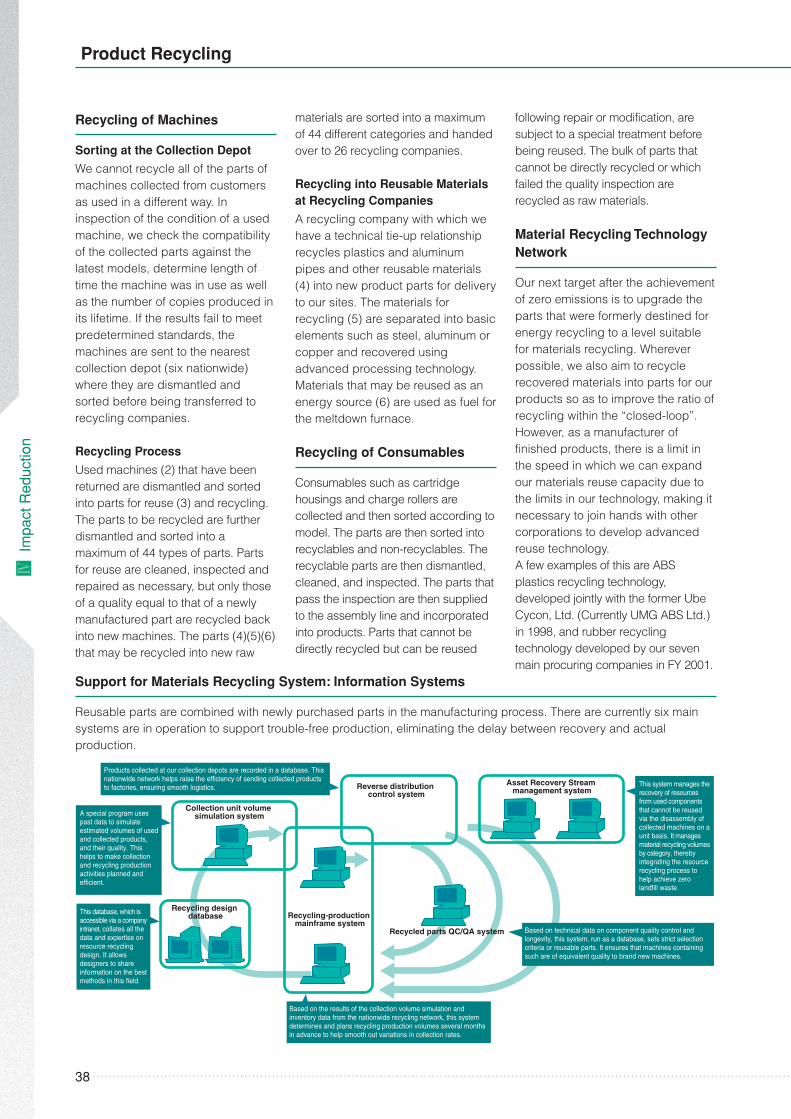
Support for Materials Recycling System: Information Systems
Reusable parts are combined with newly purchased parts in the manufacturing process. There are currently six mainsystems are in operation to support trouble-free production, eliminating the delay between recovery and actualproduction.
Collection unit volume simulation system
Reverse distribution control system
Recycled parts QC/QA system
Asset Recovery Stream management system
A special program uses past data to simulate estimated volumes of used and collected products, and their quality. This helps to make collection and recycling production activities planned and efficient.
This system manages the recovery of resources from used components that cannot be reused via the disassembly of collected machines on a unit basis. It manages material recycling volumes by category, thereby integrating the resource recycling process to help achieve zero landfill waste.
Products collected at our collection depots are recorded in a database. This nationwide network helps raise the efficiency of sending collected products to factories, ensuring smooth logistics.
Based on the results of the collection volume simulation and inventory data from the nationwide recycling network, this system determines and plans recycling production volumes several months in advance to help smooth out variations in collection rates.
Based on technical data on component quality control and longevity, this system, run as a database, sets strict selection criteria or reusable parts. It ensures that machines containing such are of equivalent quality to brand new machines.
Recycling design databaseThis database, which is
accessible via a company intranet, collates all the data and expertise on resource recycling design. It allows designers to share information on the best methods in this field.
Recycling-production mainframe system
Im
pact
Red
uctio
n
39
Dismantling and Sorting at PlantsEbina site recycling line
CleaningBlast cleaning is used for larger items
Inspection SelectionAE (Acoustic Emission), a technology utilizing ultrasound measurement, used in sorting motors to detect internal defective conditions
Repair, Recovery of Performance of Functions
Quality Assurance
The material is crushed and cleaned at UMG ABS Ltd. before being supplied to fabrication companies as reusable plastic.
Confirmation that the quality of a recycled part is the same as that of a newly purchased partEx.Inspection of an electronic base plateThe components of a reconditioned electric base plate are subject to a characteristic value test, and the plate is given a thorough inspection of function and performance
Ex.Recovering the performance of an electronic base plateReplacement of obsolete or worn out parts indicates parts replaced
Sorted and crushed ABS plastics
Made into an external cover and delivered
Borderless Plastics RecyclingIn partnership with Fuji Xerox Korea and UMG ABS Ltd., we have started a new recycling process in which recycled plastic material is exported from Japan to Korea, where it is processed before being sent back to Japan. In 2002, we are scheduled to begin plastics recycling at the Shenzhen China manufacturing site and thereafter expand plastics recycling across Asia.
Cus
tom
ers Fuji Xerox
Ebina site, others
Fuji Xerox Ebina
Fuji XeroxKorea Co., Ltd.
Domesticcollectiondepots
Recycling centerEbina Eco Land
UMG ABS Ltd.Ube plant
Domestic fabricators
Fuji Xerox of Shenzhen Ltd.
Network of Companies Cooperating in Recycling
Col
lect
ion
depo
ts
Cus
tom
ers
Utilization of heatUse of slag
The
rmal
R
ecyc
ling
Mat
eria
lsR
ecyc
ling
Used as parts in a new
ly manufactured m
achine
Machines and Consumables That Include Parts for Reuse
Materials for Reuse
Parts for Reuse
Dismantling and Sorting of Machines and Consumables Excluding Parts for Reuse
Closed-Loop
Zero Emissions
Breaking down into basic substances and tearing down of hazardous materials into safer ones
Steel, aluminum, copper, lead, gold, silver, and other metalsPlastic, rubber, glass
Breaking down (grinding) of materials into harmless parts
Reuse of incinerated ashes as resource
Overseas fabricators • Korea
(Risei Electronics)Tray module
• China
(1)
(2)
(3)
(4)
(5)
(6)
Im
pact
Red
uctio
n
40
Green Office
Environmental Impact Reduction Activities at Our Offices
We initiated environmental impact reduction activities at our offices in 1991 when we began to sort andcollect used papers, under the “Phoenix Movement”. The rapid acquisition of ISO 14001 by non-manufacturing sites, since April 2001 has also served to heighten the awareness of our employees, whichresulted in the adoption of a more thorough approach to the sorting and collection of papers and waste,conservation of energy and increase in green purchasing.
Sorting and Collection of Wasteat our Offices
It is difficult to implement our ownwaste management system, as manyof our sales, service, andadministrative divisions are located inleased buildings. It is essential toobtain the cooperation of the buildingowners as well as the parties thatmanage the building and externalrecycling companies so as to collect,sort, and recycle waste arising fromthe offices.
Nakanosakaue Sun Bright TwinBuildingVarious divisions of Fuji Xerox and fourgroup companies share 16 floors ofthis 30-story building. Under anagreement with the companymanaging the building, Fuji XeroxGeneral Business (FXGB) isresponsible for collecting sorted wasteand delivering it to an interimtreatment plant and for final utilization.When some divisions share the samefloor they form a “NeighborhoodAssociation” through which theyconduct mutual checks to see that theother parties sort waste correctly, turnoff the lights and PCs, during thelunch break.
Green (Affirmative) Purchasing
Environmentally conscious officeequipment and supplies (i.e., greenproducts) purchased by our companyinclude: (1) printer papers, (2)personal computers, (3) copiers,printers, multifunction machines, (4)stationery, office supplies and, (5)daily necessities. The green productsare defined as those awarded the“Eco-Mark”, and those appearing inGPN* databases, and are givenpriority for everyday use, except whenused for experiments or evaluations.*The Green Purchase Network is apromotional body operated by governmentbodies, corporations and consumers.
We have been making efforts topurchase green products since thelate-1990s, and were awarded 2ndGreen Purchasing Prize in 1999. Sincethen, along with the expansion in ISO14001 acquisition in our groupcompanies, we have made greenproduct purchasing as one of targets.The group average for greenpurchasing rate in 2001 was 66%.
Active Adoption ofLow-emission Vehicles
Our Group operates some 8,000vehicles, mainly used for sales andservice operations, so that we mayrespond to customers’ requests in atimely manner. The CO2 exhaust bythese vehicles amounts to some16,700 t/year, a substantialenvironmental impact that leaves agreat deal of room for improvement.Our 3-year action plan, effective since2002, prescribes a schedule andtarget towards greater use of low-emission vehicles. As of March 31,2002 for Fuji Xerox alone, the adoptionrate of low-emission vehicles stood at8.9% (7.5 points increase over the1.4% for the same time last year).Once the group switches to thenumber of low-emission vehicles in2002, however, we expect theadoption rate to improve further,reaching 65% by March 2005.
Introduction of Plan for Low-emissionVehicles (introduction rate)
0.0
10.0
20.0
30.0
40.0
50.0
60.0
70.0(%)
(FY)’01 ’02 ’03 ’04
Non-manufacturing SitePower Consumption Volume(parent-only)
0
10
20
30
40
50(million kWh)
(FY)
43
37
’00 ’01
Waste Sorting and Recovery Routes at Sun Bright Twin Building
Recyclable paper
Combustible
Non-combustible
Industrial waste
Cloth, kitchen garbageIncinerate at the Tokyo
metropolitan sanitation plant
Four recycling companies
Non-combustible substancesLandfill
Landfill after crushed
Recovery of sorted waste at the office Final disposal
Divisions and companies in the building FXGB Building management
companyTransportation/interimtreatment providers Final treatment providers
Sor
ting
and
stor
age
in th
e bu
ildin
g
Tran
spor
t/int
erim
trea
tmen
t
Five categories: Paper, magazines,
newspaper, cardboard, and others
Bottles, cans, PET bottles,
polystyrene foam
Five paper-manufacturing
companies
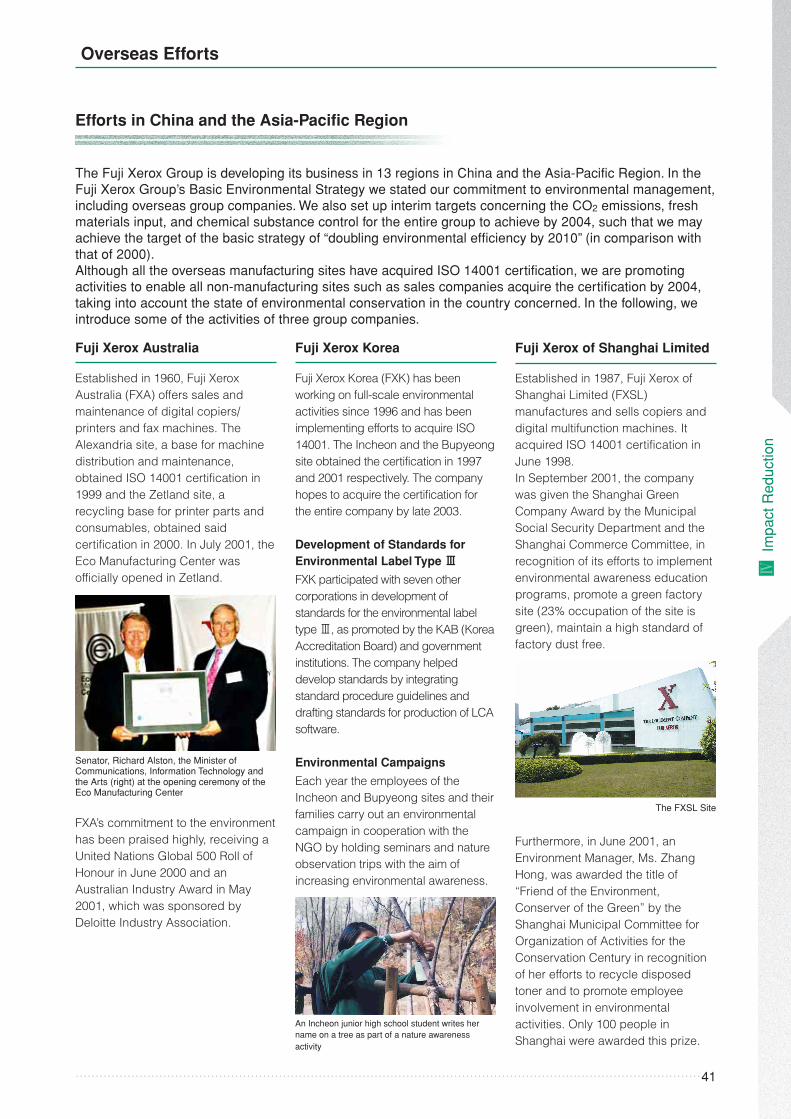
Im
pact
Red
uctio
n
41
Overseas Efforts
Efforts in China and the Asia-Pacific Region
The Fuji Xerox Group is developing its business in 13 regions in China and the Asia-Pacific Region. In theFuji Xerox Group’s Basic Environmental Strategy we stated our commitment to environmental management,including overseas group companies. We also set up interim targets concerning the CO2 emissions, freshmaterials input, and chemical substance control for the entire group to achieve by 2004, such that we mayachieve the target of the basic strategy of “doubling environmental efficiency by 2010” (in comparison withthat of 2000).Although all the overseas manufacturing sites have acquired ISO 14001 certification, we are promotingactivities to enable all non-manufacturing sites such as sales companies acquire the certification by 2004,taking into account the state of environmental conservation in the country concerned. In the following, weintroduce some of the activities of three group companies.
Fuji Xerox Australia
Established in 1960, Fuji XeroxAustralia (FXA) offers sales andmaintenance of digital copiers/printers and fax machines. TheAlexandria site, a base for machinedistribution and maintenance,obtained ISO 14001 certification in1999 and the Zetland site, arecycling base for printer parts andconsumables, obtained saidcertification in 2000. In July 2001, theEco Manufacturing Center wasofficially opened in Zetland.
Senator, Richard Alston, the Minister ofCommunications, Information Technology andthe Arts (right) at the opening ceremony of theEco Manufacturing Center
FXA’s commitment to the environmenthas been praised highly, receiving aUnited Nations Global 500 Roll ofHonour in June 2000 and anAustralian Industry Award in May2001, which was sponsored byDeloitte Industry Association.
Fuji Xerox Korea
Fuji Xerox Korea (FXK) has beenworking on full-scale environmentalactivities since 1996 and has beenimplementing efforts to acquire ISO14001. The Incheon and the Bupyeongsite obtained the certification in 1997and 2001 respectively. The companyhopes to acquire the certification forthe entire company by late 2003.
Development of Standards forEnvironmental Label Type #
FXK participated with seven othercorporations in development ofstandards for the environmental labeltype 3, as promoted by the KAB (KoreaAccreditation Board) and governmentinstitutions. The company helpeddevelop standards by integratingstandard procedure guidelines anddrafting standards for production of LCAsoftware.
Environmental Campaigns
Each year the employees of theIncheon and Bupyeong sites and theirfamilies carry out an environmentalcampaign in cooperation with theNGO by holding seminars and natureobservation trips with the aim ofincreasing environmental awareness.
An Incheon junior high school student writes hername on a tree as part of a nature awarenessactivity
Fuji Xerox of Shanghai Limited
Established in 1987, Fuji Xerox ofShanghai Limited (FXSL)manufactures and sells copiers anddigital multifunction machines. Itacquired ISO 14001 certification inJune 1998.In September 2001, the companywas given the Shanghai GreenCompany Award by the MunicipalSocial Security Department and theShanghai Commerce Committee, inrecognition of its efforts to implementenvironmental awareness educationprograms, promote a green factorysite (23% occupation of the site isgreen), maintain a high standard offactory dust free.
The FXSL Site
Furthermore, in June 2001, anEnvironment Manager, Ms. ZhangHong, was awarded the title of“Friend of the Environment,Conserver of the Green” by theShanghai Municipal Committee forOrganization of Activities for theConservation Century in recognitionof her efforts to recycle disposedtoner and to promote employeeinvolvement in environmentalactivities. Only 100 people inShanghai were awarded this prize.
.Harmony among Society, Employee, and Company
Strong, Kind, InterestingThese are the words with which we hope to be associated
Shared Values
Customer Satisfaction
Environmental Consciousness
Adventurous/Pioneer Spirit
Joy and Fulfillment
Trust and Consideration
Cultural Diversity
Team Spirit
Professionalism
Scientific Thinking
High Ethical Standards