Embed Size (px)
Citation preview
Please Help support the forumswe need subscribers to help keep us online
Recommend this on Google
Roderus Custom Gunworks Home Gunsmith ForumsHome Gunsmithing Forums
raquo Welcome RedneckRepairs[ Your Control Panel Log Out Notes New Posts ] Your messenger (2 new)
Home Gunsmith Forums raquo Main Forums raquo Home Machine Shop raquo How to cut internal threads
Pages (4) lt [1] 2 3 4 gt
[ Track this topic Email this topic Print this topic ]
Topic How to cut internal threads in case you wanted to know lt Next Oldest | Next Newest gt
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081450
In this exercise well cut some internal threads Internal threading is very much like external threading but with two additionalchallenges
1Getting over your fear of cutting internal threads2Remembering to dial the cross-slide in the opposite direction to back out of the cut at the end
As you can see thats only one real challenge and its not a difficult one to overcome
Required Tools
1A bench grinder with course and fine stones2A sharpening stone3A lathe with change gears or a quick- change gear box4A 60 threading gage (fishtail gage)5A thread pitch gage
Required Materials
1A threading tool ndash these are numerous in design and any internal tool will work they may be1Ground from a single piece2A High Speed Steel (HSS) bit appropriately ground and placed in a boring bar3A carbide insert type (Not recommended for your first attempts unless you dont mind ruining $25 inserts when you mess up)2A piece of metal with a hole in it to bore
Process
Lets start by preparing a tool If youre using a manufactured tool you can skip down to lathe setup Well detail creating a tool to fitin a boring bar Well use a commercial boring bar but dont be afraid to make one theyre no more complex than a piece of barwith a hole cross-drilled through it and and a center hole drilled and tapped to hold the cutter in place Generally speaking you wantto use the largest boring bar that will fit into the hole to be threaded ndash but remember you must leave room for the threading tip aswell If you make a bar it should be cross-drilled for a specific size toolbit select a size that is wide enough to cut your full thread One nice thing about grinding internal threading tools is that they generally use a smaller tool bit so grinding is faster
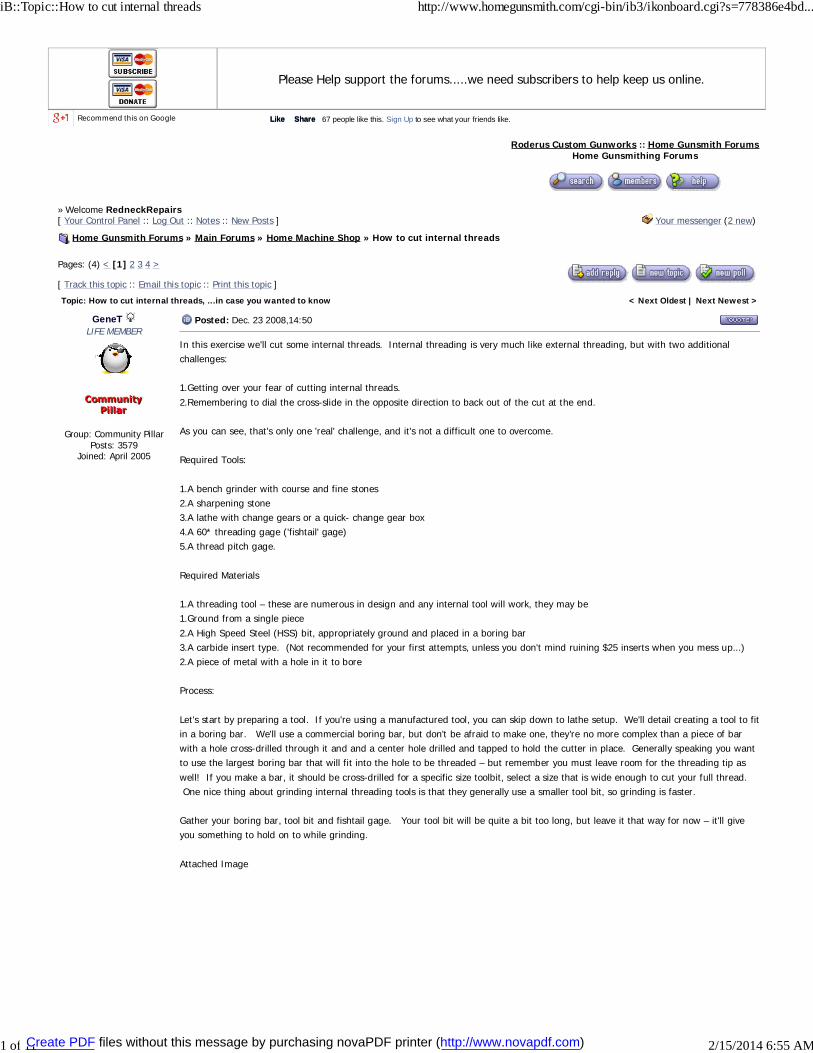
Gather your boring bar tool bit and fishtail gage Your tool bit will be quite a bit too long but leave it that way for now ndash itll giveyou something to hold on to while grinding
Attached Image
67 people like this Sign Up to see what your friends likeLikeLike ShareShare
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
1 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081451
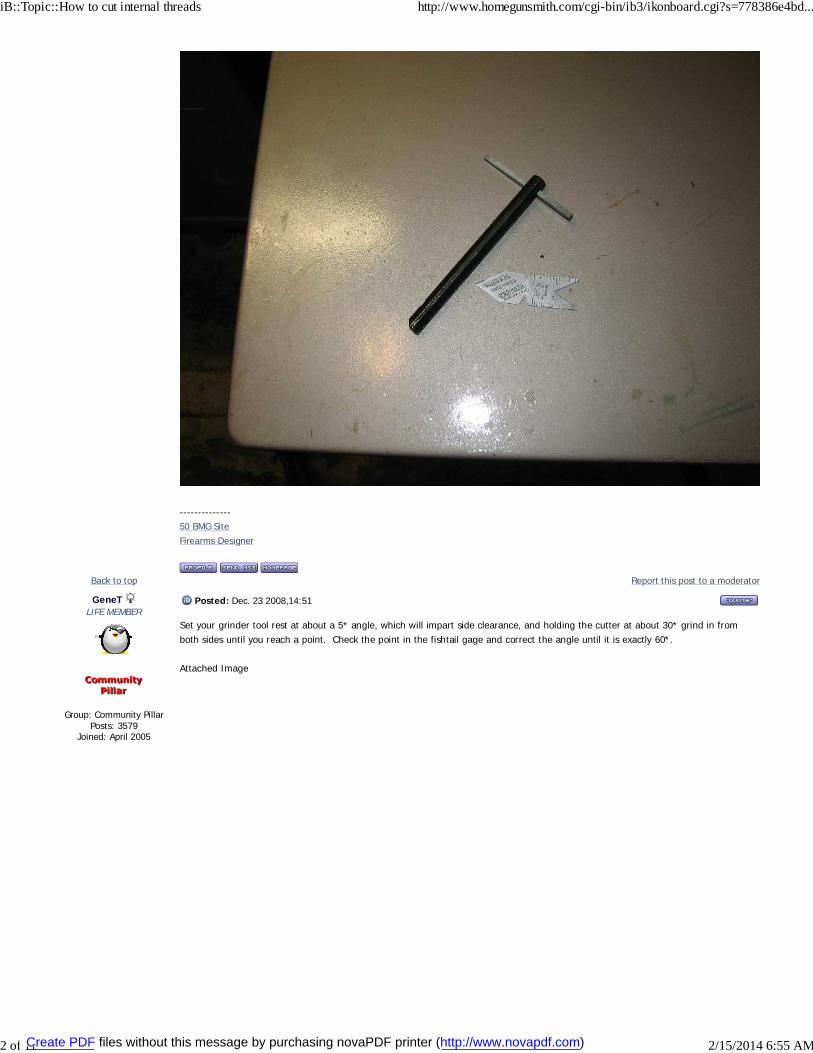
Set your grinder tool rest at about a 5 angle which will impart side clearance and holding the cutter at about 30 grind in fromboth sides until you reach a point Check the point in the fishtail gage and correct the angle until it is exactly 60
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
2 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081452
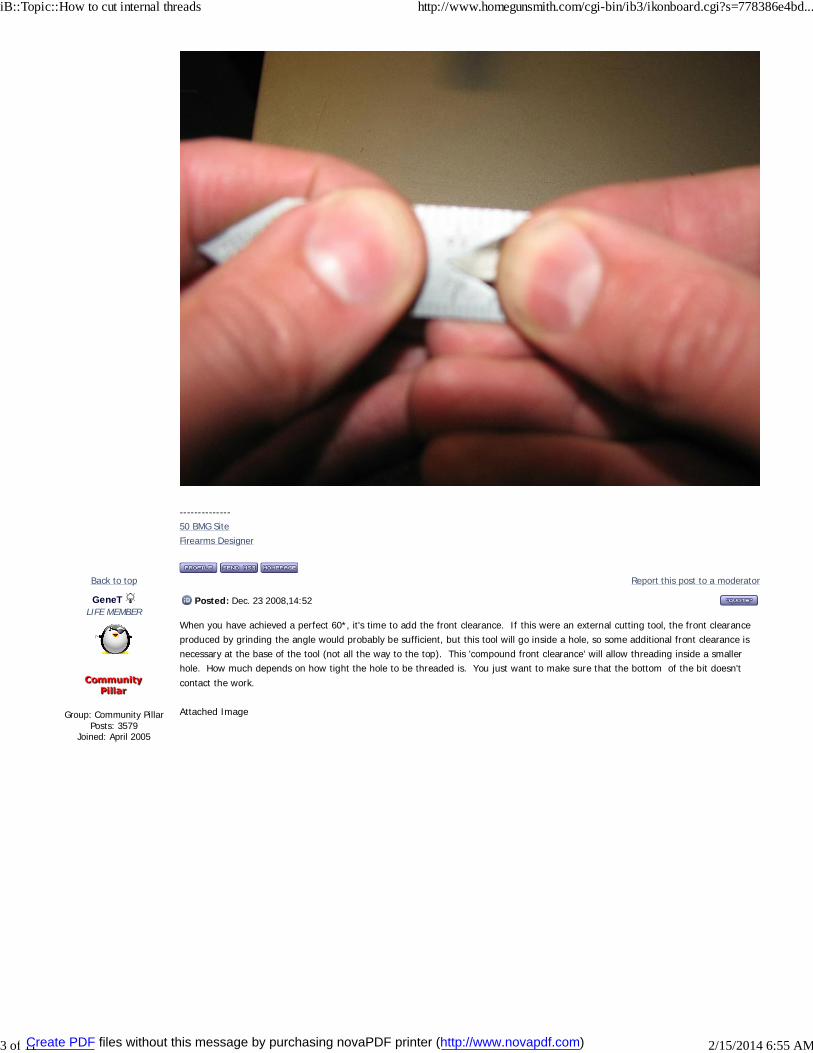
When you have achieved a perfect 60 its time to add the front clearance If this were an external cutting tool the front clearanceproduced by grinding the angle would probably be sufficient but this tool will go inside a hole so some additional front clearance isnecessary at the base of the tool (not all the way to the top) This compound front clearance will allow threading inside a smallerhole How much depends on how tight the hole to be threaded is You just want to make sure that the bottom of the bit doesntcontact the work
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
3 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081452
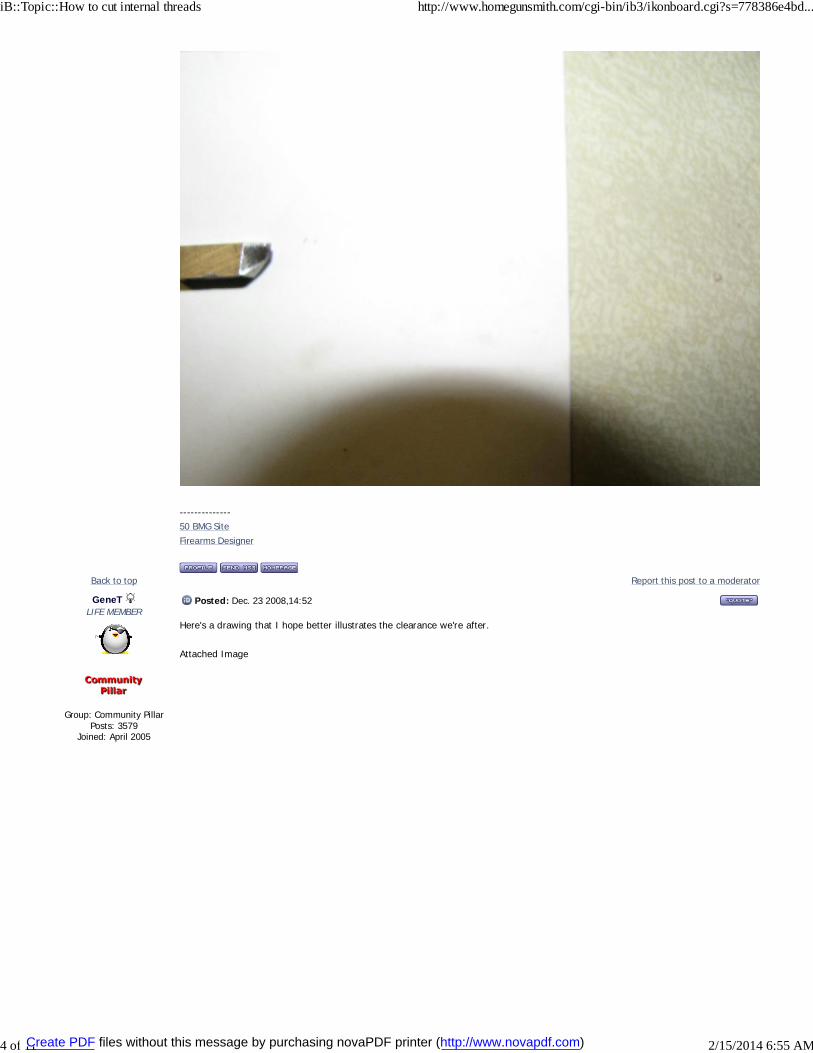
Heres a drawing that I hope better illustrates the clearance were after
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
4 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081453
Now cut the bit to a reasonable length (just enough that the tip sticks out of the boring bar fully and the back is flush or a littleproud) You can cut the bit with a dremel and cutting wheel Install the tool in the boring bar so it points back toward you when itsin the lathe (Your mom probably told you never to point cutting tools at yourself so make sure shes locked out of the shop beforecontinuing)
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
5 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081454
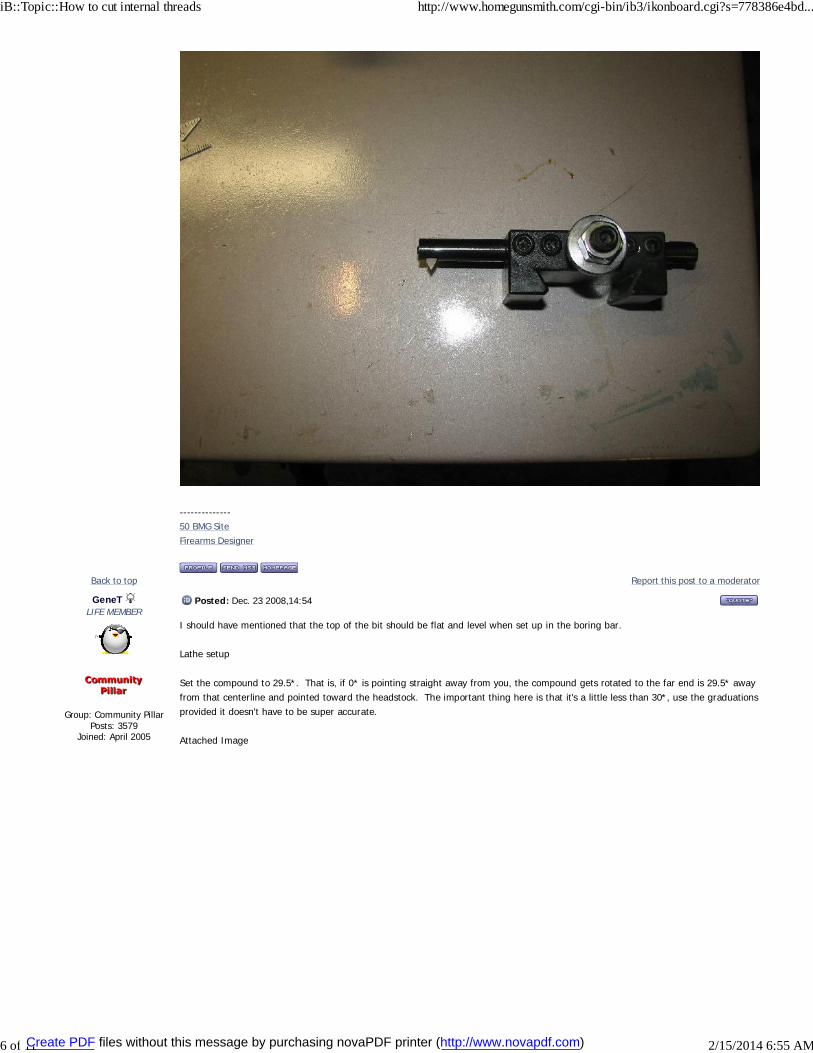
I should have mentioned that the top of the bit should be flat and level when set up in the boring bar
Lathe setup
Set the compound to 295 That is if 0 is pointing straight away from you the compound gets rotated to the far end is 295 awayfrom that centerline and pointed toward the headstock The important thing here is that its a little less than 30 use the graduationsprovided it doesnt have to be super accurate
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
6 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081455
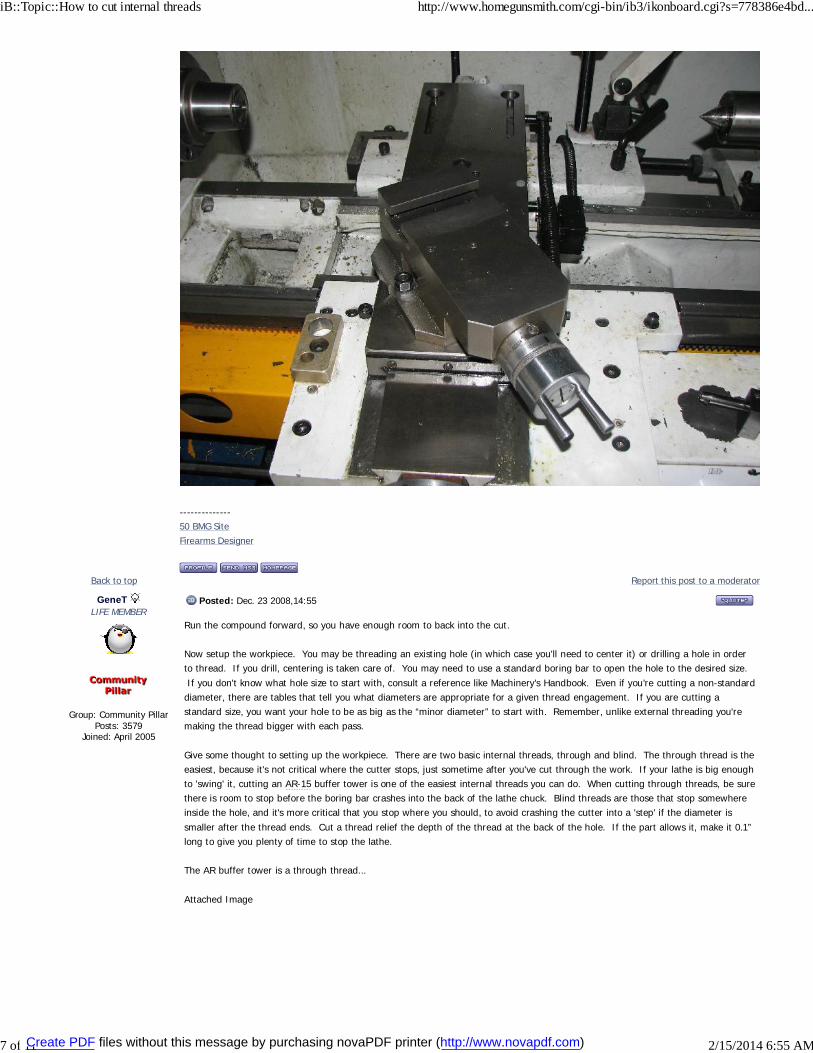
Run the compound forward so you have enough room to back into the cut
Now setup the workpiece You may be threading an existing hole (in which case youll need to center it) or drilling a hole in orderto thread If you drill centering is taken care of You may need to use a standard boring bar to open the hole to the desired size If you dont know what hole size to start with consult a reference like Machinerys Handbook Even if youre cutting a non-standarddiameter there are tables that tell you what diameters are appropriate for a given thread engagement If you are cutting astandard size you want your hole to be as big as the ldquominor diameterrdquo to start with Remember unlike external threading youremaking the thread bigger with each pass
Give some thought to setting up the workpiece There are two basic internal threads through and blind The through thread is theeasiest because its not critical where the cutter stops just sometime after youve cut through the work If your lathe is big enoughto swing it cutting an AR-15 buffer tower is one of the easiest internal threads you can do When cutting through threads be surethere is room to stop before the boring bar crashes into the back of the lathe chuck Blind threads are those that stop somewhereinside the hole and its more critical that you stop where you should to avoid crashing the cutter into a step if the diameter issmaller after the thread ends Cut a thread relief the depth of the thread at the back of the hole If the part allows it make it 01rdquolong to give you plenty of time to stop the lathe
The AR buffer tower is a through thread
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
7 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081456
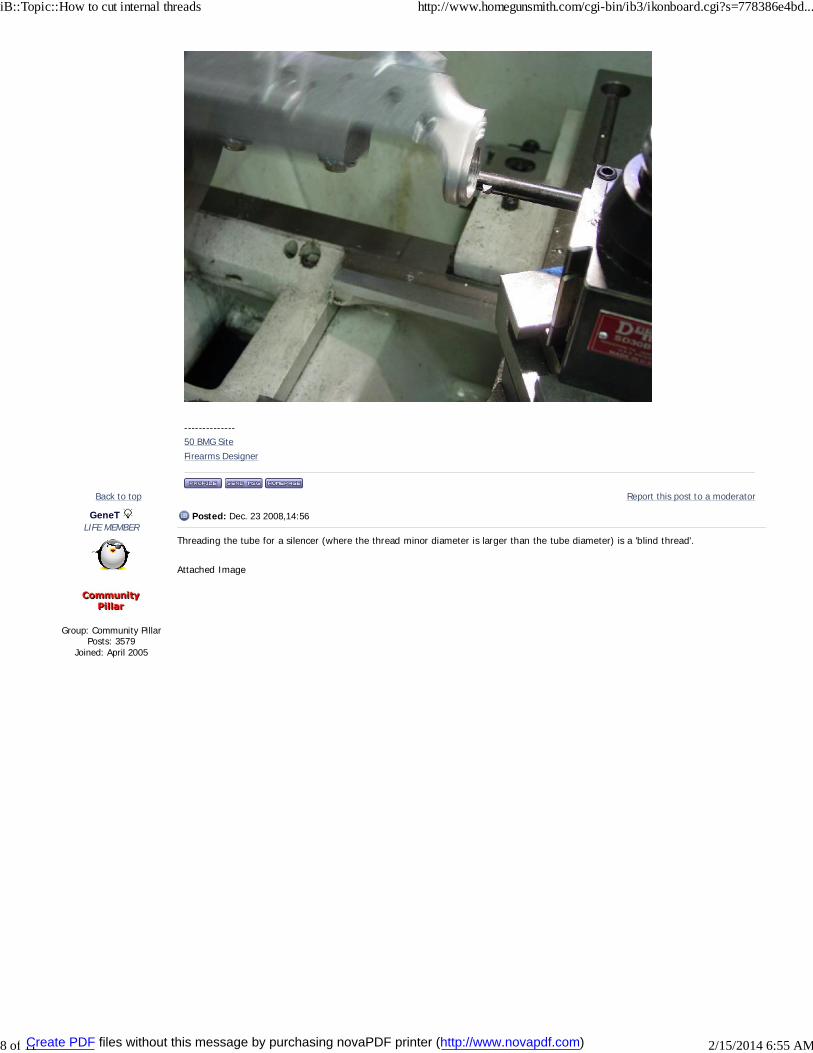
Threading the tube for a silencer (where the thread minor diameter is larger than the tube diameter) is a blind thread
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
8 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081457
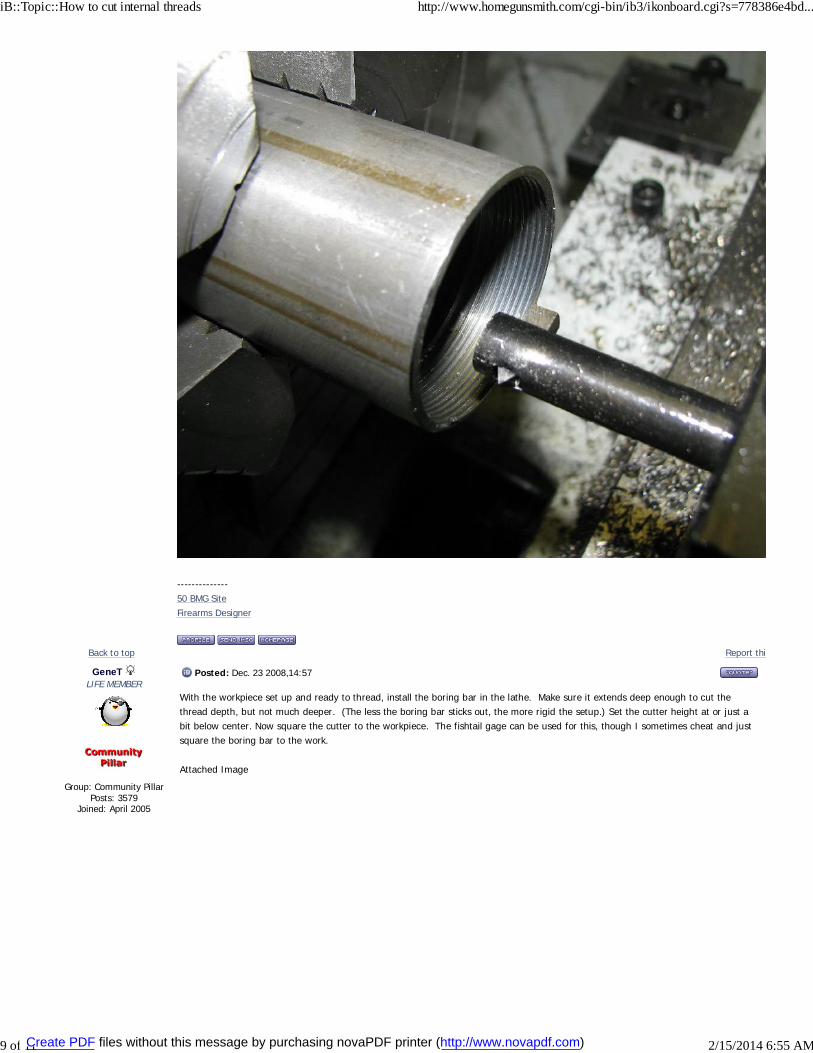
With the workpiece set up and ready to thread install the boring bar in the lathe Make sure it extends deep enough to cut thethread depth but not much deeper (The less the boring bar sticks out the more rigid the setup) Set the cutter height at or just abit below center Now square the cutter to the workpiece The fishtail gage can be used for this though I sometimes cheat and justsquare the boring bar to the work
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
9 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081458
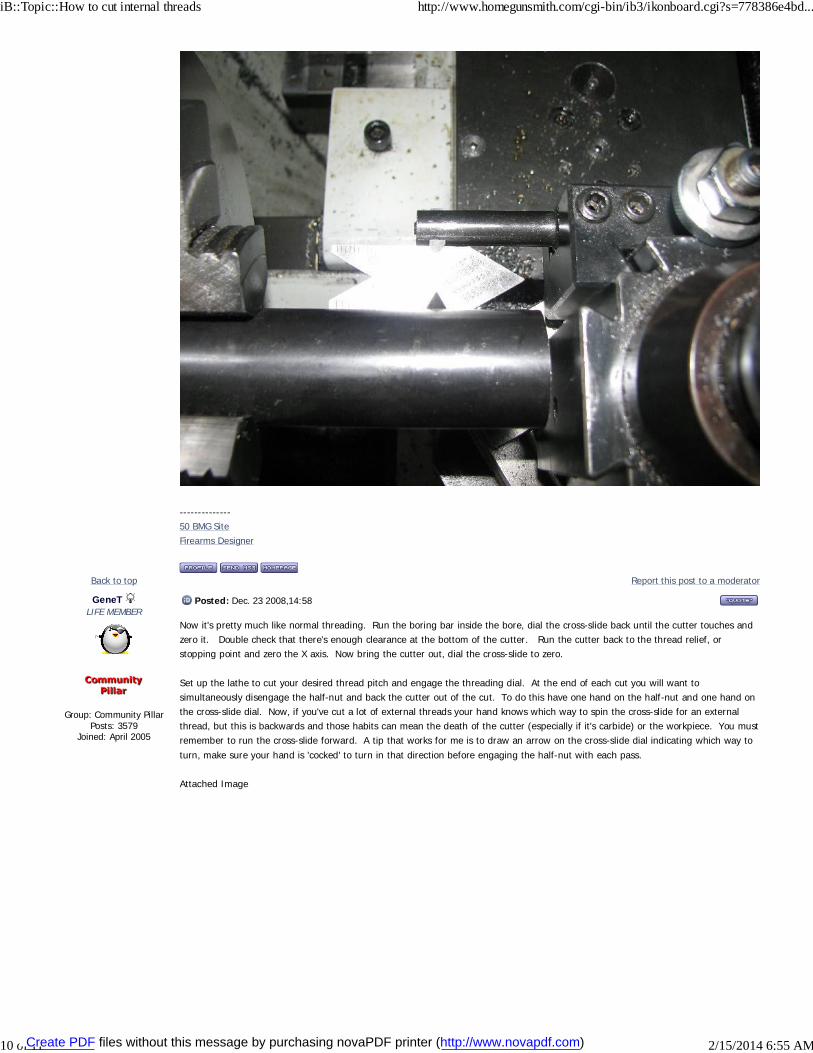
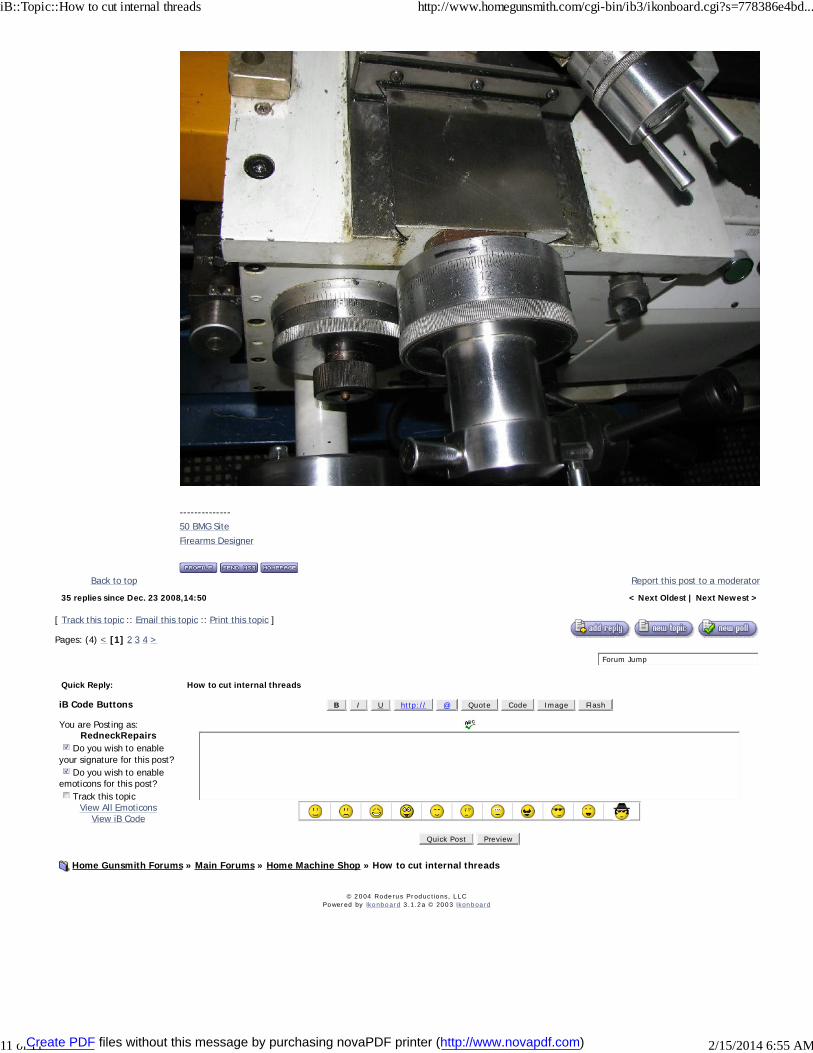
Now its pretty much like normal threading Run the boring bar inside the bore dial the cross-slide back until the cutter touches andzero it Double check that theres enough clearance at the bottom of the cutter Run the cutter back to the thread relief orstopping point and zero the X axis Now bring the cutter out dial the cross-slide to zero
Set up the lathe to cut your desired thread pitch and engage the threading dial At the end of each cut you will want tosimultaneously disengage the half-nut and back the cutter out of the cut To do this have one hand on the half-nut and one hand onthe cross-slide dial Now if youve cut a lot of external threads your hand knows which way to spin the cross-slide for an externalthread but this is backwards and those habits can mean the death of the cutter (especially if its carbide) or the workpiece You mustremember to run the cross-slide forward A tip that works for me is to draw an arrow on the cross-slide dial indicating which way toturn make sure your hand is cocked to turn in that direction before engaging the half-nut with each pass
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
10 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
35 replies since Dec 23 20081450 lt Next Oldest | Next Newest gt
[ Track this topic Email this topic Print this topic ]
Pages (4) lt [1] 2 3 4 gt
Forum Jump
Quick Reply How to cut internal threads
iB Code Buttons B I U http Quote Code Image Flash
You are Posting asRedneckRepairs
Do you wish to enableyour signature for this post
Do you wish to enableemoticons for this post
Track this topicView All Emoticons
View iB Code
Quick Post Preview
Home Gunsmith Forums raquo Main Forums raquo Home Machine Shop raquo How to cut internal threads
copy 2 0 04 Ro de ru s Pr od uc t io ns L LCPo wer ed by Iko nb o ar d 3 12 a copy 20 0 3 Ikon b oa rd
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
11 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081451
Set your grinder tool rest at about a 5 angle which will impart side clearance and holding the cutter at about 30 grind in fromboth sides until you reach a point Check the point in the fishtail gage and correct the angle until it is exactly 60
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
2 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081452
When you have achieved a perfect 60 its time to add the front clearance If this were an external cutting tool the front clearanceproduced by grinding the angle would probably be sufficient but this tool will go inside a hole so some additional front clearance isnecessary at the base of the tool (not all the way to the top) This compound front clearance will allow threading inside a smallerhole How much depends on how tight the hole to be threaded is You just want to make sure that the bottom of the bit doesntcontact the work
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
3 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081452
Heres a drawing that I hope better illustrates the clearance were after
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
4 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081453
Now cut the bit to a reasonable length (just enough that the tip sticks out of the boring bar fully and the back is flush or a littleproud) You can cut the bit with a dremel and cutting wheel Install the tool in the boring bar so it points back toward you when itsin the lathe (Your mom probably told you never to point cutting tools at yourself so make sure shes locked out of the shop beforecontinuing)
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
5 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081454
I should have mentioned that the top of the bit should be flat and level when set up in the boring bar
Lathe setup
Set the compound to 295 That is if 0 is pointing straight away from you the compound gets rotated to the far end is 295 awayfrom that centerline and pointed toward the headstock The important thing here is that its a little less than 30 use the graduationsprovided it doesnt have to be super accurate
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
6 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081455
Run the compound forward so you have enough room to back into the cut
Now setup the workpiece You may be threading an existing hole (in which case youll need to center it) or drilling a hole in orderto thread If you drill centering is taken care of You may need to use a standard boring bar to open the hole to the desired size If you dont know what hole size to start with consult a reference like Machinerys Handbook Even if youre cutting a non-standarddiameter there are tables that tell you what diameters are appropriate for a given thread engagement If you are cutting astandard size you want your hole to be as big as the ldquominor diameterrdquo to start with Remember unlike external threading youremaking the thread bigger with each pass
Give some thought to setting up the workpiece There are two basic internal threads through and blind The through thread is theeasiest because its not critical where the cutter stops just sometime after youve cut through the work If your lathe is big enoughto swing it cutting an AR-15 buffer tower is one of the easiest internal threads you can do When cutting through threads be surethere is room to stop before the boring bar crashes into the back of the lathe chuck Blind threads are those that stop somewhereinside the hole and its more critical that you stop where you should to avoid crashing the cutter into a step if the diameter issmaller after the thread ends Cut a thread relief the depth of the thread at the back of the hole If the part allows it make it 01rdquolong to give you plenty of time to stop the lathe
The AR buffer tower is a through thread
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
7 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081456
Threading the tube for a silencer (where the thread minor diameter is larger than the tube diameter) is a blind thread
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
8 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081457
With the workpiece set up and ready to thread install the boring bar in the lathe Make sure it extends deep enough to cut thethread depth but not much deeper (The less the boring bar sticks out the more rigid the setup) Set the cutter height at or just abit below center Now square the cutter to the workpiece The fishtail gage can be used for this though I sometimes cheat and justsquare the boring bar to the work
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
9 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081458
Now its pretty much like normal threading Run the boring bar inside the bore dial the cross-slide back until the cutter touches andzero it Double check that theres enough clearance at the bottom of the cutter Run the cutter back to the thread relief orstopping point and zero the X axis Now bring the cutter out dial the cross-slide to zero
Set up the lathe to cut your desired thread pitch and engage the threading dial At the end of each cut you will want tosimultaneously disengage the half-nut and back the cutter out of the cut To do this have one hand on the half-nut and one hand onthe cross-slide dial Now if youve cut a lot of external threads your hand knows which way to spin the cross-slide for an externalthread but this is backwards and those habits can mean the death of the cutter (especially if its carbide) or the workpiece You mustremember to run the cross-slide forward A tip that works for me is to draw an arrow on the cross-slide dial indicating which way toturn make sure your hand is cocked to turn in that direction before engaging the half-nut with each pass
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
10 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
35 replies since Dec 23 20081450 lt Next Oldest | Next Newest gt
[ Track this topic Email this topic Print this topic ]
Pages (4) lt [1] 2 3 4 gt
Forum Jump
Quick Reply How to cut internal threads
iB Code Buttons B I U http Quote Code Image Flash
You are Posting asRedneckRepairs
Do you wish to enableyour signature for this post
Do you wish to enableemoticons for this post
Track this topicView All Emoticons
View iB Code
Quick Post Preview
Home Gunsmith Forums raquo Main Forums raquo Home Machine Shop raquo How to cut internal threads
copy 2 0 04 Ro de ru s Pr od uc t io ns L LCPo wer ed by Iko nb o ar d 3 12 a copy 20 0 3 Ikon b oa rd
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
11 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081452
When you have achieved a perfect 60 its time to add the front clearance If this were an external cutting tool the front clearanceproduced by grinding the angle would probably be sufficient but this tool will go inside a hole so some additional front clearance isnecessary at the base of the tool (not all the way to the top) This compound front clearance will allow threading inside a smallerhole How much depends on how tight the hole to be threaded is You just want to make sure that the bottom of the bit doesntcontact the work
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
3 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081452
Heres a drawing that I hope better illustrates the clearance were after
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
4 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081453
Now cut the bit to a reasonable length (just enough that the tip sticks out of the boring bar fully and the back is flush or a littleproud) You can cut the bit with a dremel and cutting wheel Install the tool in the boring bar so it points back toward you when itsin the lathe (Your mom probably told you never to point cutting tools at yourself so make sure shes locked out of the shop beforecontinuing)
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
5 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081454
I should have mentioned that the top of the bit should be flat and level when set up in the boring bar
Lathe setup
Set the compound to 295 That is if 0 is pointing straight away from you the compound gets rotated to the far end is 295 awayfrom that centerline and pointed toward the headstock The important thing here is that its a little less than 30 use the graduationsprovided it doesnt have to be super accurate
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
6 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081455
Run the compound forward so you have enough room to back into the cut
Now setup the workpiece You may be threading an existing hole (in which case youll need to center it) or drilling a hole in orderto thread If you drill centering is taken care of You may need to use a standard boring bar to open the hole to the desired size If you dont know what hole size to start with consult a reference like Machinerys Handbook Even if youre cutting a non-standarddiameter there are tables that tell you what diameters are appropriate for a given thread engagement If you are cutting astandard size you want your hole to be as big as the ldquominor diameterrdquo to start with Remember unlike external threading youremaking the thread bigger with each pass
Give some thought to setting up the workpiece There are two basic internal threads through and blind The through thread is theeasiest because its not critical where the cutter stops just sometime after youve cut through the work If your lathe is big enoughto swing it cutting an AR-15 buffer tower is one of the easiest internal threads you can do When cutting through threads be surethere is room to stop before the boring bar crashes into the back of the lathe chuck Blind threads are those that stop somewhereinside the hole and its more critical that you stop where you should to avoid crashing the cutter into a step if the diameter issmaller after the thread ends Cut a thread relief the depth of the thread at the back of the hole If the part allows it make it 01rdquolong to give you plenty of time to stop the lathe
The AR buffer tower is a through thread
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
7 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081456
Threading the tube for a silencer (where the thread minor diameter is larger than the tube diameter) is a blind thread
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
8 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081457
With the workpiece set up and ready to thread install the boring bar in the lathe Make sure it extends deep enough to cut thethread depth but not much deeper (The less the boring bar sticks out the more rigid the setup) Set the cutter height at or just abit below center Now square the cutter to the workpiece The fishtail gage can be used for this though I sometimes cheat and justsquare the boring bar to the work
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
9 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081458
Now its pretty much like normal threading Run the boring bar inside the bore dial the cross-slide back until the cutter touches andzero it Double check that theres enough clearance at the bottom of the cutter Run the cutter back to the thread relief orstopping point and zero the X axis Now bring the cutter out dial the cross-slide to zero
Set up the lathe to cut your desired thread pitch and engage the threading dial At the end of each cut you will want tosimultaneously disengage the half-nut and back the cutter out of the cut To do this have one hand on the half-nut and one hand onthe cross-slide dial Now if youve cut a lot of external threads your hand knows which way to spin the cross-slide for an externalthread but this is backwards and those habits can mean the death of the cutter (especially if its carbide) or the workpiece You mustremember to run the cross-slide forward A tip that works for me is to draw an arrow on the cross-slide dial indicating which way toturn make sure your hand is cocked to turn in that direction before engaging the half-nut with each pass
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
10 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
35 replies since Dec 23 20081450 lt Next Oldest | Next Newest gt
[ Track this topic Email this topic Print this topic ]
Pages (4) lt [1] 2 3 4 gt
Forum Jump
Quick Reply How to cut internal threads
iB Code Buttons B I U http Quote Code Image Flash
You are Posting asRedneckRepairs
Do you wish to enableyour signature for this post
Do you wish to enableemoticons for this post
Track this topicView All Emoticons
View iB Code
Quick Post Preview
Home Gunsmith Forums raquo Main Forums raquo Home Machine Shop raquo How to cut internal threads
copy 2 0 04 Ro de ru s Pr od uc t io ns L LCPo wer ed by Iko nb o ar d 3 12 a copy 20 0 3 Ikon b oa rd
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
11 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081452
Heres a drawing that I hope better illustrates the clearance were after
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
4 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081453
Now cut the bit to a reasonable length (just enough that the tip sticks out of the boring bar fully and the back is flush or a littleproud) You can cut the bit with a dremel and cutting wheel Install the tool in the boring bar so it points back toward you when itsin the lathe (Your mom probably told you never to point cutting tools at yourself so make sure shes locked out of the shop beforecontinuing)
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
5 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081454
I should have mentioned that the top of the bit should be flat and level when set up in the boring bar
Lathe setup
Set the compound to 295 That is if 0 is pointing straight away from you the compound gets rotated to the far end is 295 awayfrom that centerline and pointed toward the headstock The important thing here is that its a little less than 30 use the graduationsprovided it doesnt have to be super accurate
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
6 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081455
Run the compound forward so you have enough room to back into the cut
Now setup the workpiece You may be threading an existing hole (in which case youll need to center it) or drilling a hole in orderto thread If you drill centering is taken care of You may need to use a standard boring bar to open the hole to the desired size If you dont know what hole size to start with consult a reference like Machinerys Handbook Even if youre cutting a non-standarddiameter there are tables that tell you what diameters are appropriate for a given thread engagement If you are cutting astandard size you want your hole to be as big as the ldquominor diameterrdquo to start with Remember unlike external threading youremaking the thread bigger with each pass
Give some thought to setting up the workpiece There are two basic internal threads through and blind The through thread is theeasiest because its not critical where the cutter stops just sometime after youve cut through the work If your lathe is big enoughto swing it cutting an AR-15 buffer tower is one of the easiest internal threads you can do When cutting through threads be surethere is room to stop before the boring bar crashes into the back of the lathe chuck Blind threads are those that stop somewhereinside the hole and its more critical that you stop where you should to avoid crashing the cutter into a step if the diameter issmaller after the thread ends Cut a thread relief the depth of the thread at the back of the hole If the part allows it make it 01rdquolong to give you plenty of time to stop the lathe
The AR buffer tower is a through thread
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
7 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081456
Threading the tube for a silencer (where the thread minor diameter is larger than the tube diameter) is a blind thread
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
8 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081457
With the workpiece set up and ready to thread install the boring bar in the lathe Make sure it extends deep enough to cut thethread depth but not much deeper (The less the boring bar sticks out the more rigid the setup) Set the cutter height at or just abit below center Now square the cutter to the workpiece The fishtail gage can be used for this though I sometimes cheat and justsquare the boring bar to the work
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
9 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081458
Now its pretty much like normal threading Run the boring bar inside the bore dial the cross-slide back until the cutter touches andzero it Double check that theres enough clearance at the bottom of the cutter Run the cutter back to the thread relief orstopping point and zero the X axis Now bring the cutter out dial the cross-slide to zero
Set up the lathe to cut your desired thread pitch and engage the threading dial At the end of each cut you will want tosimultaneously disengage the half-nut and back the cutter out of the cut To do this have one hand on the half-nut and one hand onthe cross-slide dial Now if youve cut a lot of external threads your hand knows which way to spin the cross-slide for an externalthread but this is backwards and those habits can mean the death of the cutter (especially if its carbide) or the workpiece You mustremember to run the cross-slide forward A tip that works for me is to draw an arrow on the cross-slide dial indicating which way toturn make sure your hand is cocked to turn in that direction before engaging the half-nut with each pass
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
10 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
35 replies since Dec 23 20081450 lt Next Oldest | Next Newest gt
[ Track this topic Email this topic Print this topic ]
Pages (4) lt [1] 2 3 4 gt
Forum Jump
Quick Reply How to cut internal threads
iB Code Buttons B I U http Quote Code Image Flash
You are Posting asRedneckRepairs
Do you wish to enableyour signature for this post
Do you wish to enableemoticons for this post
Track this topicView All Emoticons
View iB Code
Quick Post Preview
Home Gunsmith Forums raquo Main Forums raquo Home Machine Shop raquo How to cut internal threads
copy 2 0 04 Ro de ru s Pr od uc t io ns L LCPo wer ed by Iko nb o ar d 3 12 a copy 20 0 3 Ikon b oa rd
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
11 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081453
Now cut the bit to a reasonable length (just enough that the tip sticks out of the boring bar fully and the back is flush or a littleproud) You can cut the bit with a dremel and cutting wheel Install the tool in the boring bar so it points back toward you when itsin the lathe (Your mom probably told you never to point cutting tools at yourself so make sure shes locked out of the shop beforecontinuing)
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
5 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081454
I should have mentioned that the top of the bit should be flat and level when set up in the boring bar
Lathe setup
Set the compound to 295 That is if 0 is pointing straight away from you the compound gets rotated to the far end is 295 awayfrom that centerline and pointed toward the headstock The important thing here is that its a little less than 30 use the graduationsprovided it doesnt have to be super accurate
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
6 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081455
Run the compound forward so you have enough room to back into the cut
Now setup the workpiece You may be threading an existing hole (in which case youll need to center it) or drilling a hole in orderto thread If you drill centering is taken care of You may need to use a standard boring bar to open the hole to the desired size If you dont know what hole size to start with consult a reference like Machinerys Handbook Even if youre cutting a non-standarddiameter there are tables that tell you what diameters are appropriate for a given thread engagement If you are cutting astandard size you want your hole to be as big as the ldquominor diameterrdquo to start with Remember unlike external threading youremaking the thread bigger with each pass
Give some thought to setting up the workpiece There are two basic internal threads through and blind The through thread is theeasiest because its not critical where the cutter stops just sometime after youve cut through the work If your lathe is big enoughto swing it cutting an AR-15 buffer tower is one of the easiest internal threads you can do When cutting through threads be surethere is room to stop before the boring bar crashes into the back of the lathe chuck Blind threads are those that stop somewhereinside the hole and its more critical that you stop where you should to avoid crashing the cutter into a step if the diameter issmaller after the thread ends Cut a thread relief the depth of the thread at the back of the hole If the part allows it make it 01rdquolong to give you plenty of time to stop the lathe
The AR buffer tower is a through thread
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
7 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081456
Threading the tube for a silencer (where the thread minor diameter is larger than the tube diameter) is a blind thread
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
8 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081457
With the workpiece set up and ready to thread install the boring bar in the lathe Make sure it extends deep enough to cut thethread depth but not much deeper (The less the boring bar sticks out the more rigid the setup) Set the cutter height at or just abit below center Now square the cutter to the workpiece The fishtail gage can be used for this though I sometimes cheat and justsquare the boring bar to the work
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
9 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081458
Now its pretty much like normal threading Run the boring bar inside the bore dial the cross-slide back until the cutter touches andzero it Double check that theres enough clearance at the bottom of the cutter Run the cutter back to the thread relief orstopping point and zero the X axis Now bring the cutter out dial the cross-slide to zero
Set up the lathe to cut your desired thread pitch and engage the threading dial At the end of each cut you will want tosimultaneously disengage the half-nut and back the cutter out of the cut To do this have one hand on the half-nut and one hand onthe cross-slide dial Now if youve cut a lot of external threads your hand knows which way to spin the cross-slide for an externalthread but this is backwards and those habits can mean the death of the cutter (especially if its carbide) or the workpiece You mustremember to run the cross-slide forward A tip that works for me is to draw an arrow on the cross-slide dial indicating which way toturn make sure your hand is cocked to turn in that direction before engaging the half-nut with each pass
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
10 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
35 replies since Dec 23 20081450 lt Next Oldest | Next Newest gt
[ Track this topic Email this topic Print this topic ]
Pages (4) lt [1] 2 3 4 gt
Forum Jump
Quick Reply How to cut internal threads
iB Code Buttons B I U http Quote Code Image Flash
You are Posting asRedneckRepairs
Do you wish to enableyour signature for this post
Do you wish to enableemoticons for this post
Track this topicView All Emoticons
View iB Code
Quick Post Preview
Home Gunsmith Forums raquo Main Forums raquo Home Machine Shop raquo How to cut internal threads
copy 2 0 04 Ro de ru s Pr od uc t io ns L LCPo wer ed by Iko nb o ar d 3 12 a copy 20 0 3 Ikon b oa rd
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
11 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081454
I should have mentioned that the top of the bit should be flat and level when set up in the boring bar
Lathe setup
Set the compound to 295 That is if 0 is pointing straight away from you the compound gets rotated to the far end is 295 awayfrom that centerline and pointed toward the headstock The important thing here is that its a little less than 30 use the graduationsprovided it doesnt have to be super accurate
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
6 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081455
Run the compound forward so you have enough room to back into the cut
Now setup the workpiece You may be threading an existing hole (in which case youll need to center it) or drilling a hole in orderto thread If you drill centering is taken care of You may need to use a standard boring bar to open the hole to the desired size If you dont know what hole size to start with consult a reference like Machinerys Handbook Even if youre cutting a non-standarddiameter there are tables that tell you what diameters are appropriate for a given thread engagement If you are cutting astandard size you want your hole to be as big as the ldquominor diameterrdquo to start with Remember unlike external threading youremaking the thread bigger with each pass
Give some thought to setting up the workpiece There are two basic internal threads through and blind The through thread is theeasiest because its not critical where the cutter stops just sometime after youve cut through the work If your lathe is big enoughto swing it cutting an AR-15 buffer tower is one of the easiest internal threads you can do When cutting through threads be surethere is room to stop before the boring bar crashes into the back of the lathe chuck Blind threads are those that stop somewhereinside the hole and its more critical that you stop where you should to avoid crashing the cutter into a step if the diameter issmaller after the thread ends Cut a thread relief the depth of the thread at the back of the hole If the part allows it make it 01rdquolong to give you plenty of time to stop the lathe
The AR buffer tower is a through thread
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
7 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081456
Threading the tube for a silencer (where the thread minor diameter is larger than the tube diameter) is a blind thread
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
8 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081457
With the workpiece set up and ready to thread install the boring bar in the lathe Make sure it extends deep enough to cut thethread depth but not much deeper (The less the boring bar sticks out the more rigid the setup) Set the cutter height at or just abit below center Now square the cutter to the workpiece The fishtail gage can be used for this though I sometimes cheat and justsquare the boring bar to the work
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
9 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081458
Now its pretty much like normal threading Run the boring bar inside the bore dial the cross-slide back until the cutter touches andzero it Double check that theres enough clearance at the bottom of the cutter Run the cutter back to the thread relief orstopping point and zero the X axis Now bring the cutter out dial the cross-slide to zero
Set up the lathe to cut your desired thread pitch and engage the threading dial At the end of each cut you will want tosimultaneously disengage the half-nut and back the cutter out of the cut To do this have one hand on the half-nut and one hand onthe cross-slide dial Now if youve cut a lot of external threads your hand knows which way to spin the cross-slide for an externalthread but this is backwards and those habits can mean the death of the cutter (especially if its carbide) or the workpiece You mustremember to run the cross-slide forward A tip that works for me is to draw an arrow on the cross-slide dial indicating which way toturn make sure your hand is cocked to turn in that direction before engaging the half-nut with each pass
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
10 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
35 replies since Dec 23 20081450 lt Next Oldest | Next Newest gt
[ Track this topic Email this topic Print this topic ]
Pages (4) lt [1] 2 3 4 gt
Forum Jump
Quick Reply How to cut internal threads
iB Code Buttons B I U http Quote Code Image Flash
You are Posting asRedneckRepairs
Do you wish to enableyour signature for this post
Do you wish to enableemoticons for this post
Track this topicView All Emoticons
View iB Code
Quick Post Preview
Home Gunsmith Forums raquo Main Forums raquo Home Machine Shop raquo How to cut internal threads
copy 2 0 04 Ro de ru s Pr od uc t io ns L LCPo wer ed by Iko nb o ar d 3 12 a copy 20 0 3 Ikon b oa rd
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
11 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081455
Run the compound forward so you have enough room to back into the cut
Now setup the workpiece You may be threading an existing hole (in which case youll need to center it) or drilling a hole in orderto thread If you drill centering is taken care of You may need to use a standard boring bar to open the hole to the desired size If you dont know what hole size to start with consult a reference like Machinerys Handbook Even if youre cutting a non-standarddiameter there are tables that tell you what diameters are appropriate for a given thread engagement If you are cutting astandard size you want your hole to be as big as the ldquominor diameterrdquo to start with Remember unlike external threading youremaking the thread bigger with each pass
Give some thought to setting up the workpiece There are two basic internal threads through and blind The through thread is theeasiest because its not critical where the cutter stops just sometime after youve cut through the work If your lathe is big enoughto swing it cutting an AR-15 buffer tower is one of the easiest internal threads you can do When cutting through threads be surethere is room to stop before the boring bar crashes into the back of the lathe chuck Blind threads are those that stop somewhereinside the hole and its more critical that you stop where you should to avoid crashing the cutter into a step if the diameter issmaller after the thread ends Cut a thread relief the depth of the thread at the back of the hole If the part allows it make it 01rdquolong to give you plenty of time to stop the lathe
The AR buffer tower is a through thread
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
7 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081456
Threading the tube for a silencer (where the thread minor diameter is larger than the tube diameter) is a blind thread
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
8 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081457
With the workpiece set up and ready to thread install the boring bar in the lathe Make sure it extends deep enough to cut thethread depth but not much deeper (The less the boring bar sticks out the more rigid the setup) Set the cutter height at or just abit below center Now square the cutter to the workpiece The fishtail gage can be used for this though I sometimes cheat and justsquare the boring bar to the work
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
9 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081458
Now its pretty much like normal threading Run the boring bar inside the bore dial the cross-slide back until the cutter touches andzero it Double check that theres enough clearance at the bottom of the cutter Run the cutter back to the thread relief orstopping point and zero the X axis Now bring the cutter out dial the cross-slide to zero
Set up the lathe to cut your desired thread pitch and engage the threading dial At the end of each cut you will want tosimultaneously disengage the half-nut and back the cutter out of the cut To do this have one hand on the half-nut and one hand onthe cross-slide dial Now if youve cut a lot of external threads your hand knows which way to spin the cross-slide for an externalthread but this is backwards and those habits can mean the death of the cutter (especially if its carbide) or the workpiece You mustremember to run the cross-slide forward A tip that works for me is to draw an arrow on the cross-slide dial indicating which way toturn make sure your hand is cocked to turn in that direction before engaging the half-nut with each pass
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
10 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
35 replies since Dec 23 20081450 lt Next Oldest | Next Newest gt
[ Track this topic Email this topic Print this topic ]
Pages (4) lt [1] 2 3 4 gt
Forum Jump
Quick Reply How to cut internal threads
iB Code Buttons B I U http Quote Code Image Flash
You are Posting asRedneckRepairs
Do you wish to enableyour signature for this post
Do you wish to enableemoticons for this post
Track this topicView All Emoticons
View iB Code
Quick Post Preview
Home Gunsmith Forums raquo Main Forums raquo Home Machine Shop raquo How to cut internal threads
copy 2 0 04 Ro de ru s Pr od uc t io ns L LCPo wer ed by Iko nb o ar d 3 12 a copy 20 0 3 Ikon b oa rd
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
11 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081456
Threading the tube for a silencer (where the thread minor diameter is larger than the tube diameter) is a blind thread
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
8 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081457
With the workpiece set up and ready to thread install the boring bar in the lathe Make sure it extends deep enough to cut thethread depth but not much deeper (The less the boring bar sticks out the more rigid the setup) Set the cutter height at or just abit below center Now square the cutter to the workpiece The fishtail gage can be used for this though I sometimes cheat and justsquare the boring bar to the work
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
9 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081458
Now its pretty much like normal threading Run the boring bar inside the bore dial the cross-slide back until the cutter touches andzero it Double check that theres enough clearance at the bottom of the cutter Run the cutter back to the thread relief orstopping point and zero the X axis Now bring the cutter out dial the cross-slide to zero
Set up the lathe to cut your desired thread pitch and engage the threading dial At the end of each cut you will want tosimultaneously disengage the half-nut and back the cutter out of the cut To do this have one hand on the half-nut and one hand onthe cross-slide dial Now if youve cut a lot of external threads your hand knows which way to spin the cross-slide for an externalthread but this is backwards and those habits can mean the death of the cutter (especially if its carbide) or the workpiece You mustremember to run the cross-slide forward A tip that works for me is to draw an arrow on the cross-slide dial indicating which way toturn make sure your hand is cocked to turn in that direction before engaging the half-nut with each pass
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
10 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
35 replies since Dec 23 20081450 lt Next Oldest | Next Newest gt
[ Track this topic Email this topic Print this topic ]
Pages (4) lt [1] 2 3 4 gt
Forum Jump
Quick Reply How to cut internal threads
iB Code Buttons B I U http Quote Code Image Flash
You are Posting asRedneckRepairs
Do you wish to enableyour signature for this post
Do you wish to enableemoticons for this post
Track this topicView All Emoticons
View iB Code
Quick Post Preview
Home Gunsmith Forums raquo Main Forums raquo Home Machine Shop raquo How to cut internal threads
copy 2 0 04 Ro de ru s Pr od uc t io ns L LCPo wer ed by Iko nb o ar d 3 12 a copy 20 0 3 Ikon b oa rd
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
11 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081457
With the workpiece set up and ready to thread install the boring bar in the lathe Make sure it extends deep enough to cut thethread depth but not much deeper (The less the boring bar sticks out the more rigid the setup) Set the cutter height at or just abit below center Now square the cutter to the workpiece The fishtail gage can be used for this though I sometimes cheat and justsquare the boring bar to the work
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
9 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081458
Now its pretty much like normal threading Run the boring bar inside the bore dial the cross-slide back until the cutter touches andzero it Double check that theres enough clearance at the bottom of the cutter Run the cutter back to the thread relief orstopping point and zero the X axis Now bring the cutter out dial the cross-slide to zero
Set up the lathe to cut your desired thread pitch and engage the threading dial At the end of each cut you will want tosimultaneously disengage the half-nut and back the cutter out of the cut To do this have one hand on the half-nut and one hand onthe cross-slide dial Now if youve cut a lot of external threads your hand knows which way to spin the cross-slide for an externalthread but this is backwards and those habits can mean the death of the cutter (especially if its carbide) or the workpiece You mustremember to run the cross-slide forward A tip that works for me is to draw an arrow on the cross-slide dial indicating which way toturn make sure your hand is cocked to turn in that direction before engaging the half-nut with each pass
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
10 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
35 replies since Dec 23 20081450 lt Next Oldest | Next Newest gt
[ Track this topic Email this topic Print this topic ]
Pages (4) lt [1] 2 3 4 gt
Forum Jump
Quick Reply How to cut internal threads
iB Code Buttons B I U http Quote Code Image Flash
You are Posting asRedneckRepairs
Do you wish to enableyour signature for this post
Do you wish to enableemoticons for this post
Track this topicView All Emoticons
View iB Code
Quick Post Preview
Home Gunsmith Forums raquo Main Forums raquo Home Machine Shop raquo How to cut internal threads
copy 2 0 04 Ro de ru s Pr od uc t io ns L LCPo wer ed by Iko nb o ar d 3 12 a copy 20 0 3 Ikon b oa rd
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
11 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
GeneT LIFE MEMBER
Group Community PillarPosts 3579
Joined April 2005
Posted Dec 23 20081458
Now its pretty much like normal threading Run the boring bar inside the bore dial the cross-slide back until the cutter touches andzero it Double check that theres enough clearance at the bottom of the cutter Run the cutter back to the thread relief orstopping point and zero the X axis Now bring the cutter out dial the cross-slide to zero
Set up the lathe to cut your desired thread pitch and engage the threading dial At the end of each cut you will want tosimultaneously disengage the half-nut and back the cutter out of the cut To do this have one hand on the half-nut and one hand onthe cross-slide dial Now if youve cut a lot of external threads your hand knows which way to spin the cross-slide for an externalthread but this is backwards and those habits can mean the death of the cutter (especially if its carbide) or the workpiece You mustremember to run the cross-slide forward A tip that works for me is to draw an arrow on the cross-slide dial indicating which way toturn make sure your hand is cocked to turn in that direction before engaging the half-nut with each pass
Attached Image
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
10 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
35 replies since Dec 23 20081450 lt Next Oldest | Next Newest gt
[ Track this topic Email this topic Print this topic ]
Pages (4) lt [1] 2 3 4 gt
Forum Jump
Quick Reply How to cut internal threads
iB Code Buttons B I U http Quote Code Image Flash
You are Posting asRedneckRepairs
Do you wish to enableyour signature for this post
Do you wish to enableemoticons for this post
Track this topicView All Emoticons
View iB Code
Quick Post Preview
Home Gunsmith Forums raquo Main Forums raquo Home Machine Shop raquo How to cut internal threads
copy 2 0 04 Ro de ru s Pr od uc t io ns L LCPo wer ed by Iko nb o ar d 3 12 a copy 20 0 3 Ikon b oa rd
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
11 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)
--------------50 BMG SiteFirearms Designer
Back to top
Report this post to a moderator
35 replies since Dec 23 20081450 lt Next Oldest | Next Newest gt
[ Track this topic Email this topic Print this topic ]
Pages (4) lt [1] 2 3 4 gt
Forum Jump
Quick Reply How to cut internal threads
iB Code Buttons B I U http Quote Code Image Flash
You are Posting asRedneckRepairs
Do you wish to enableyour signature for this post
Do you wish to enableemoticons for this post
Track this topicView All Emoticons
View iB Code
Quick Post Preview
Home Gunsmith Forums raquo Main Forums raquo Home Machine Shop raquo How to cut internal threads
copy 2 0 04 Ro de ru s Pr od uc t io ns L LCPo wer ed by Iko nb o ar d 3 12 a copy 20 0 3 Ikon b oa rd
iBTopicHow to cut internal threads httpwwwhomegunsmithcomcgi-binib3ikonboardcgis=778386e4bd
11 of 11 2152014 655 AMCreate PDF files without this message by purchasing novaPDF printer (httpwwwnovapdfcom)