-
I
s?m9%z32zc
Austeriite Formation Kinetics DuringRapid Heating in a
Microalloyed Steel
J. D. P~skar+,R. C. Dykhuizen+, C. V. Robino+,M, E. Burnett$, J.
B. Kelleyt
‘Sandia National LaboratoriesAlbuquerque, NM 87185
‘The Timken CompanyCanton, OH 44706
Key Words: Austenite, Microalloy, On HeatingKinetics, Model,
Gleeble, Dilatometry
INTRODUCTION
The formation of austenite at rapid heatingrates is an important
aspect of many metallurgicalprocessing and fabricating, schemes for
steels. Forexample, hot working, heat treating, and welding
allrequire or result in heating into the austenite oraustenite plus
ferrite phase fields. At the presenttime, there is widespread
interest in modeling theseprocesses as an aid in optimization and
control ofpost-process microstructure, properties anddistortion,
Additionally, these models will enablesteel producers to identifi
optimized compositionsand microstructure for various classes
ofapplications. For these models to be applicable,they must
describe the phase transformation kineticsassociated with both the
on-heating and on-coolingtransformations, and these descriptions
must beexperimentally validated, In general, the formationof
austenite in steels has received less attention thanthe
decomposition of austenite, although there havebeen a number of
experimental[l-G] and numerical
‘studies[7-’2]of the process. These studies haveyielded
significant insight into the transfoqnationfrom both mechanistic
and computational
Ree..pgnperspectives, but there are@$n “mita - and
iU&@difficulties in applying this si t6
ge scaleprocess modeling. *“
s Tj
As discussed by Gavard et al.[’~, and Akbayet al.‘9]the
formation of austenite differs from itsdecomposition in two
principal ways. First, in thecase of diffision-limited on-cooling
transform-ations, the driving force for the reaction increaseswith
increasing undercooking below the equilibriumtransformation
temperature, while difision ratesdecrease with increasing
undercooking. The balancebetween driving force and diffusion rates
results inthe classical C-curve kinetic behavior, in which
theoverall transformation rate experiences a maximumat intermediate
undercoolings. In contrast, for theon-heating transformation, both
the driving forceand diffision rates increase with temperature
abovethe equilibrium transformation temperature, so thatthe rate of
transformation continuously increaseswith temperature; Also, for
the on-coolingreactions from homogeneous austenite, the kineticscan
be fully described in terms of the compositionand austenite grain
size. However, such asimplification is not possible for the
formation ofaustenite since a wide variety of starting
micro-structure are possible.
Recently, a numerical model was developedto describe the
formation of austenite in pearlitichypoeutectoid plain carbon
steels.[*4] The modelextracts the austenite formation kinetics
directlyfrom dilatation data for continuous heatingexperiments. A
low carbon steel, 1026, was used todevelop and validate the model
which is based on atwo step description of the process. The first
steputilizes a classical description of the decompositionof the
pearlite constituent, while the second stepuses a one-dimensionaI
diffbsion model to describethe growth of the austenite into the
proeutectoidferrite.
Microalloyed steels are an important class ofsteels that are
similar to plain carbon steels, but theytypically ~ontain small
~o~ts of strong c~bideforming elements such as niobium, vanadium
and
-
DISCLAIMER
This report was prepared as an account of work sponsoredby an
agency of the United States Government. Neither theUnited States
Government nor any agency thereof, nor anyof their employees, make
any warranty, express or implied,or assumes any legal liability or
responsibility for theaccuracy, completeness, or usefulness of any
information,apparatus, product, or process disclosed, or represents
thatits use would not infringe privately owned rights.
Referenceherein to any specific commercial product, process,
orservice by trade name, trademark, manufacturer, orotherwise does
not necessarily constitute or imply itsendorsement, recommendation,
or favoring by the UnitedStates Government or any agency thereof.
The views andopinions of authors expressed herein do not
necessarilystate or reflect those of the United States Government
orany agency thereof.
- ,.:,m -— .,-,. .- ..
-
DISCLAIMER
Portions of this document may be illegible
ih electronic image products- images areproduced from the best
availabie original
document.
.,
- ,.. ., ,..-.., , .-/>, .~,..... .. , ,-,,....-,... ., ...
....t..—- ,. .,, >-. —
-
f
titanium. The carbide formers serve to addprecipitation
strengthening, grain refinement andcontrol over the transformation
temperatures, whileadding minimal additional raw material
cost.Depending on the processing route, these steelshave
microstructure that are similar to the plaincarbon steels (e.g.
ferrite-pearlite). Given thesimilarity, the purpose of the present
work was toevaluate the extent to which austenitization
modelsdeveloped for plain carbon steeIs are applicable tothe
microalloyed steels. Applying the low carbonsteel model to the
transformation kinetics ofTimken 1054V1 seamless steel tubing will
be thefocus of this paper. Timken 1054V1 alloy is anexperimental
composition being developed forvarious applications requiring a
surface hardness of60 HRC. Of particular interest is examining
bothas-pierced and normalized tubing. The twoconditions were made
from the same heat andtherefore have the same composition, but
themicrostructure vary significantly in terms ofpearlite volume
fractions, prior austenite grain sizes,and potentially, microalloy
carbide distributions.
EXPERIMENTAL
Materials and Processing
The heat of microalloyed 1054V1 used inthis study was melted
from scrap iron in a 150 tonelectric fi.umace,ladle refined and
strand cast into 28
cm by 37.5 cm blooms. The blooms were thenreheated and rolled to
M 20.3 cm diameter roundbar, reheated to around 1230°C and pierced
into a17.8 cm OD by 1.9 cm wall tube, followed by aircooling on a
hot bed. Part of the tubing wassubsequently production normalized
by reheating to900°C followed by air cooling. The chemistry ofthe
final product can be fowd in Table I. Samplesfrom both the hot
rolled (as-pierced) and thenormalized tubing were then sectioned to
remove6.35 mm diameter by 127 mm long dilatometryspecimens. The
mechanical properties of the tubingin both conditions can be found
in Table II.
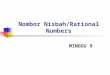
The rnicrost&cture of the hot rolled tubingis composed of
coarse grained pearlite withproeutectoid ferrite at the prior
austenite grainboundaries, Figure l(a). The normalized tubing
iscomposed of fine grained pearlite with ferrite at theprior
austenite grain boundaries, Figure l(b). Therelevant grain size and
constituent volume fractionmeasurements can be found in Table III,
and it isimportant to note the significant differences in
therelative fractions of the constituents.
Dilatometry
To” characterize the phase transformations,dilatometry
experiments were petiormed using aDSI Gleeble 1500
therrnomechanical simulator. Ahigh resolution dilatometer was used
to measure thediametral dilatation of solid 6.35 mm diameter
Table I Steel chemistry of 1054V1 material used in this
study.Element c Mn P s Si Cr Ni Mo Cu Al v NPercent 0.55 0.78 0.01
0.032 0.24 0.14 0.09 0.02 0.17 0.02 0.10 0.012
Table II Mechanical properties of 1054V1 material.
Condition HardnessTensile Yield Percent Percent CVNStrength
Strength Elong. RA Impact
BHN HRc MPa MPa JouIes
Hot Rolled 275 25 917 555 14.5 35 11.5
Normalized 240 19 820 510 20 47 20
Table III Microstructural properties of 1054V1
material.Condition Prior Austenite Grain Size Ferrite Pearlite
Ferrite Grain Size
ASTM (pm) (percent) (Percent) ASTM (w)Hot Rolled 3.25 (116) 9.5
90.5 11 (8)
Normalized 7.5 (25) 28.4 71.6 11 (8)
-—... ..——.— -—. ... . .
-
#
I-’g -1
Figure 1. Photomicrographs of Timken alloy 1054V1initial
microstructure. The hot rolled (as-pierced)microstructure (a)
contains a coarse grain ferrite withproeutectoid ferrite at the
prior austenite grain boundarieswhile the production normalized
condition (b) contains amuch finer grained pearlite with
significantly moreproeutectoid ferrite present.
specimens using the low stress modified dilatometrytechnique,
’15] Specimens in the hot rolled andnormalized conditions were
heated with linearlyprogrammed temperature ramp rates fiorn 50°C/s
to500°C/s to simulate the heating rates that occurduring rapid
thermal cycle processes. The rapidlyquenched specimens were tubular
with a 6.35 mmouter diameter and a 4.55 mm inner diameter thatwas
internally quenched from the peak temperaturewith helium gas. This
produced a cooling rate ofapproximately 250°C/s between 800”C and
500”C.All tests were conducted in an argon atmosphere.
Model
A model was previously developed thatrelates the on-heating
phase transformations to
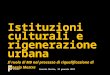
Figure 2. Idealized initial microstructure consisting of
aspherical pearlite nodule of radius RI surrounded by a shellof
ferrite of radius R=
volume changes that are measured by dilatometry.The main featies
of the model are presented belowand additional detail can be found
in the work byDykhuizen et al.[14]
The model begins by assuming a singlerepresentative grain that
is spherical in geometryand contains a pearlite colony within a
shell offerrite, see Figure 2. The grain size is representedby the
prior austenite grain size, Rg which is one ofthe req~ed inputs to
the model. Another requiredinput for the model is the volume
fraction ofpearlite, FP, which is experimentally determinedfrom
micrographs. The average size of the pearliteregion within a grain,
RI is calculated by:
R, = Rg(Fp); (1)
As the steel is heated above the AC1temperature, the pearlite is
assumed to transform toaustenite based on Avrarni kinetics. [”]
Thegoverning equations for the reactions are as follow:
“ += (~= (T) – A)zdqzy(””l) (2)
-
,
where
I,=-’”(Az?iA)’K(T)L J
and
(3)
()
PK(T) = exp CZ,-T (4)
where A is the fraction of pearlite transformed andAmm as the
maximum amount of pearlite that cantransform to austenite as a
fimction of temperature.h practice, Ammis a step function that
equals 100%above AC1and 0°/0below. The reactitm order, n, isassumed
to be three based on previous workperformed by Speich and Szirrnae.
‘3] The 0 term, afictitious time, is set equal to the time that
isrequired to obtain the current extent of reaction atthe current
temperature. The K(T) term is atemperature-dependent rate parameter
that in theorycould be determined from a time
temperaturetransformation (TTT) curve for eutectoid pearlite.To
eliminate the need for a detailed TTT curve foreach alloy, a
functional form that is consistent withSpeich and Szirmae[3] is
assumed and fit withexperimental data which provides two of the
fittingparameters that are used in this model, u and ~.
A separate diffusion-li@ted model is usedfor the surrounding
ferrite shell, a modelingapproach that is similar to that used by
otherresearchers.[17’
The radial location of the boundary between theuntransformed
ferrite and the austenite is denotedby r. The term r can range from
RI to R-. Theterm R,nm is calculated to assure that the carbon
content of the resulting austenite is not below theAC3line. The
left hand terms represent the carbonconcentrations with cfo being
the initial carbonconcentration of the ferrite, ci(T) is the
austenitecarbon concentration at the interface, and Ac/ AXisthe
carbon concentration gradient at theferrite/austenite interface.
The diffusion coefficientof carbon in austenite is D(T)[]8]. A
fitting term, y isthe final parameter in the above
expression.Essentially y is used to compensate for thedifferences
in the actual prior austenite grain shapeand the assumed spherical
shape, as well as theassumed simplifications of carbon diflhsion
inaustenite.
While the fhnd~ental principals of theDykhuizen et al.[14]model,
summarized above, wereused in this study, several changes to the
modelwere necessary to simulate the microalloyed steels.The amount
of pearlite that forms in a steel issensitive to the cooling rate
of the austenite. Inparticular, rapid cooling of austenite can
result in alarger than predicted equilibrium volume fraction
ofpearlite. The non-equilibrium value of pearlite hasa carbon
content that is lower than the eutectoidcomposition. In this study,
the effect of cooling ratewas readily seen as the hot rolled
samples hadgreater than 90 VOI’%0of pearlite compared with
thenormalized that had 71 VOlO/Oof pearlite. Therefore,to properly
simulate non-equilibrium pearlitevolume fraction steels, it was
necessary to modi~the model.
The calculation of the carbon content of theaustenite that was
created fi-omthe pearlite colonieswas modified to account for the
non-equilibriumvolume fractions. When the temperature risesabove
the & line, austenite is created at theeutectoid carbon
content. “ To accomplish this,cementite and ferrite are transformed
to auslenite inproportions that leave the untransformed
pearlitewith excess ferrite. As the temperature rises, thecarbon
content of the austenite reduces as describedby the A= line. The
austenite carbon contentcontinues reducing until it reaches the
averagecarbon content of the pearlite colonies. Then, thecarbon
content of the austenite created from thepearlite remains constant
at this value.
-. .:.,,,,, -,.”.1 , f ,.. . ,: .- ;.*.
-
In the new model, the state variable A nowrepresents the
fraction of cementite within thepearlite colonies that has
transformed to austenite,not the fraction of pearlite (although in
practicethese two quantities are nearly equal). The volumefraction
of ferrite in the pearlite colonies that hastransformed to
austenite is then determined from theaustenite carbon content as
described above.Finally, the proeutectoid ferrite is not allowed
totransform until the austenite carbon content hasreduced to the
pearlite carbon content eliminatingthe possibility of creating
austenite at carboncontents lower than specified by the&3
line.
RESULTS AND DISCUSSION
Samples were tested using highGleeble dilatometry as described
above.
resolutionA typical
dilatation curve for the formation of austenite in
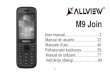
ahypoeutectoid steel is shown in Figure 3. As thespecimen is heated
at a constant rate from roomtemperature, the thermal expansion of
the materialis the dominant feature causing the diameter toincrease
with a nearly constant positive slope.However, at approximately
735°C the pearlitebegins to form austenite as the Acl temperature
isreached. The sharp contraction (vertical drop) inthe data is
associated with the formation of austenitefrom the pearlite. The
formation of austenite thencontinues as the proeuctectiod ferrite
reacts to formaustenite, albeit at a much slower rate, with
thereaction continuing to approximately 860”C atwhich point the
AC3temperature is reached. Thecompletion of the austenite formation
is observed inthe data, as the expansion of the material
becomeslinear above approximately 860”C with a slope thatis steeper
than that seen in the original ferrite-pearlite specimen. The above
interpretation of thedilatation curve is somewhat simplified as
there isactually a point where the pearlite is formingaustenite at
the same time as the proeutectoidferrite. Detailed analysis of the
curves wasperformed using the model presented previously, asit is
necessary t~,. use the model to accuratelyanalyze the
curve.L’4J
The solid specimensGleeble dilatometry and the
were fust testedresults examined
usingusing
‘:pz~Proeutec\oid’”Ferrite’+wstenite
0.022 t,,l,.,.;.,.,1..,l.,l .,650 700 750 800 8S0 900
Temperature (°C)
Figure 3 Typical dilatometry curve obtained from ahypoeutectoid
steel heated at a constant rate. The pearlitein the specimen begins
to form austenite once the AC1temperature is reached. The pearlite
completes reactingquickly, and the proeut~ctoid ferrite then begins
to formaustenite at a much slower rate. The formation of
austeniteis complete once the Ad temperature is reached.
the austenitization model. The various samples allhad the same
chemistry, but two different prioraustenite grain sizes and volume
fractions ofpearlite. Analysis of a series of three
dilatometrycurves (at 50, 100, and 200°C/see) for thenormalized
material yielded fitting parameters of a= 232, ~ = 236000, and y =
1.93. The experimentalcurves and model fits are shown in Figure
4(a) forAL/L versus time and for AL/L versus temperature.The model
fits are very good for the normalizeddat~ implying that the model
assumptions arereasonable for the 1054V1 normalized material.
Figure 5 shows the fraction austenite as afunction of
temperature for the normalized materialheated at 10O°C/see, and
shows the relativecontributions from the pearlite and
ferriteconstituents. “ Fi@re 5 illustrates the rapiddecomposition
of the pearlite that is associated withthe short diffusion distance
(approximately half thepearlite interlamella spacing). The longer
tailassociated with the completion of thetransformation of the
ferritic regions is moregradual since the temperature has to
txaverse thetwo phase region between the AC1and aAC3lines.
Because three fitting parameters are used inthe model, a good
fit to one set of dilatation curves
-.. —... %-,. , . . . ,. -.. -. . .-. >...L .,, ,
-
0.014
0.013
50.012
#:0.011
0.01
0.009
5m=:
100OC/sec 50OC/sec -
.
. (a) ~I I I I
o 1 2 3 4 5 6Time (see)
700 750 800 850 900 950Temperature (“C)
Figure 4. Comparison of normalized experimentaldilatation data
(solid) to model predictions (dashed) forthree different heating
rates: (a) time dependence and (b)temperature dependence. For
clarity, the temperaturedependent curves are displaced in ALIL.
1
0.8a ~------------------ ----------,.=c Pearlite+ 0.6
,’,,
2 !
.~ 0.4
f!L
‘U I
--------------0.2 -----------------
P FerriteI054v1 Steel, 100OCLs
o ~~ 1 I I ! I
740 760 780 800 820 840 860Temperature (“C)
Figure 5. Volume fraction of austenite formed as afunction of
temperature for the normalized material heatedat the 10O°C/s
heating rate. The relative contributionsfrom the initial ferrite
and pearlite phases are also shownas predicted by the model.
is not necessarily indicative of its generalapplicability.
Additional experimental trials weretherefore conducted at heating
rates both within andoutside of the range used to develop the
parameterset. The data from these trials was then comparedwith
calculated results obtained by using the’parameters developed from
the initial experiments.The results of these comparisons are shown
inFigure 6, and the calculated curves are in goodagreement with the
experimental data. Thus, thefitting parameters obtained with one
set of dataworked quite well with other sets of data for
heatingrates within the initial range, and extrapolatedreasonably
to a heating rate of 500°C/s. Using theparameters for one set of
data to accurately predictanother set of data confirms the
experimentalrepeatabiliv and suitabili~ of the parameter set
for
normd;zed material. - The prediction for the
0.014
0.013
0.012
5
0.011
0.01
0.009
5g
8
1 1 , , , f
Ff;Oc’secL7!
tb!l!!!!t!o! ! !.!l!!!!l!!.l(a),.0 1 2 3 4 5 6
Time (see)
I I I 1
I I I I
700 750 800 850 900 950
Temperature (“C)
Figure 6. Comparison of experimental dilatation data(solid) to
model predictions (dashed) for a different seriesof three
normalized tests.: (a) time dependence and (b)temperature
dependence. The plots show very good modelprediction for the set of
new specimens. For clarity, thetemperature dependent curves are
displaced in AL/L.
-
500°C/s transient, though quite reasonableconsidering the rapid
cycle, is not as well predictedas the other transients. The reasons
for this reducedaccuracy are not filly clear, but may be related
tothe mobility of the alloy elements in themicroalloyed steel. As
discussed below, the effectof these elements is not explicitly
described in thecurrent model, but may affect the kinetics
thoughtheir slower (than carbon) difision rates andpartitioning to
the various phases.
The fit of the normalized 1054V1 datayielded parameters that are
similar to those obtainedin the original study of 1026 steel[i4] (u
= 201, ~ =200000,and y = 2.23). This implies that thetransformation
mechanisms are similar for the twosteels (and their respective
starting microstructure).It is interesting to compare predictions
for the1054V1 steel based on the parameter set developedfor the
1026 steel. Figure 7 shows these predictionsand indicates that
though the predictions arereasonable, they are less accurate than
the fitsobtained using the 1054V 1 parameters as shown inFigure 3.
Stated differently, the curves of Figure 7illustrate the expected
transformation behavior for1026 steel given the same thermal cycle
as the1054V1 steel. For the three heating rates, the 1026parameters
generally predicted a faster reaction,Figure 7(a), at lower start
temperatures, Figure 7(b)for the formation of austenite than what
isexperimentally observed in the 1054V1. Althoughthese figures are
complex and difticult to interpretdirectly because of the thermal
arrest during thetransformation, [’4>]9]it is reasonable to
conclude thatthe austenite formation kinetics of the 1054V1
areretarded relative to the 1026 steel. There are severalpossible
sources for the differences in the kinetics.First, the current
model does not explicitly includepearlite spacing. Differences in
the pearlite spacingbetween the original 1026 and the
normalized1054V1 could affect the dissolution rate of thepearlite,
In addition, it is also likely that differencesin the kinetics can
be attributed to the rnicroalloyadditions. With respect to the
pearlite decom-position, partitioning of the carbide
formingelements to the carbide within the pearlite mi~t beexpected
to kinetically retard decomposition of thepearlitic carbide.
Moreover, the alloying elementswould be expected to influence the
diffusion rate of
0.014
0.013
0.012
5g 0.011
80.01
0.009
0.008
5g
:
L“’’’’’’’’’’’’’’’’’’’’’’” ““-lL J
50 OC/sec :
“. .. ... . ... (a) j
I I 1 I Io 1 2 3 4 5 @ 6
Time (see)
I I 1 1
I 0.001
..
,.
.................
I 1 I(b) :
700 750 600 850 “ 900 950
Temperature (“C)
Figure 7. Comparison of normalized experimentaldilatation data
(solid) to model predictions (dashed), wherethe parameters ftom the
original study of 1026 data wereused (a) time dependence and (b)
temperaturedependence. The 1026 parameters generally show a
morerapid rate and lower transformation start temperatures forthe
1026 parameter model predictions. For clarity, thetemperature
dependent curves are displaced in ALL.
carbon,pearlite
thereby tiecting the dissolution of theas well as the
dissolution of the
proeutectoid ferrite.
Model fits for microalloyed 1054V1 hotrolled steel are shown in
Figure 8. The model givesreasonable representation of the data, and
the fitparameters for this condition were found to be u =378, ~ =
392000, and y = 0.59. Due to the lowfraction of ferrite in the hot
rolled condition, TableIII, the y parameter has little impact on
the model
.—— ... ~---- .- ~rm >,=, ,~> -,P=-?, ..,,:,, W,L,*.,,.
.+. OK=--=--- ->. 7.- :. ..?... . .. ,, *. -:. .s ,. .=. .- —..
. . .. . . --=---- ‘- ‘— -- .-
-
0,014
0.013
:0.012
=80.011
0.01
0,0090 1 2 3 4 5
Time (see)
I I I I
: ~o.ool
rlt I I I I 1700 750 800 850 900 950
Temperature (“C)
Figure 8. Comparison of hot roiled experimental dilatationdata
(solid) to model predictions (dashed) for threedifferent heating
rates: (a) time dependence and (b)temperature dependence. For
clarity, the temperaturedependent curves are displaced in AL/L.
and can vary appreciably from 0.59 withoutsignificantly altering
the results. However, evenneglecting the third parameter, the first
twoparameters are also significantly different than thoseobtained
from the normalized material. This can beillustrated by using the
normalized parameter set topredict the hot rolled response. The
comparisonshown in Figure 9 was accomplished by inputtingthe
correct hot rolled grain size and pearlite fractionand using the
normalized kinetic parameters of a =232, ~ = 236000, and y’= 1.93.
The fit in Figure 9is quite inaccurate, with the actual
austeniteformation occurring much slower in the hot rolledmaterial
than is predicted by the model for the
0.014
0.013
0.012
5go.oll
:0.01
0.009
0.008.,
her’’’’’’’’’ ”’’’’’’’’””i300OC/secJ
(a) !I I I I
o 1 2 3 4 5Time (see)
I I I I I I
,.-”
.3:Isec/w ‘wsec J
::------------
,, I I I
-ST-l
700 750 800 850 900 950
Temperature CC)
Figure 9. Comparison of normalized parameters used topredict
(dashed) the experimental hot rolled dilatation data(solid): (a)
time dependence and (b) temperaturedependence. The, fit is very
inaccurate with the actualaustenite formation occurring much slower
in the hot rolledmaterial than is predicted with the normalized
parameters.For clarity, the temperature dependent curves are
displacedin ALL.
normalized material. For the two microstructuralstarting
conditions, the major differences are in thefraction pearlite and
grain size (although there mayalso be fine scale differences in
terms of microalloycarbides). For the hot rolled material, the
fractionof pearlite is significantly different than would
beexpected at equilibrium. However, the currentmodel accounts for
this discrepancy as described inthe modeling section. The formation
of non-eqtilibrium pearlite fractions occurs when thematerial is
transformed to pearlite and ferrite attemperatures significantly
below the equilibrium
-
transformation temperature (as in the hot rolledmaterial), This
has the effect of altering both thepearlite spacing and the
relative thickness of thecarbide and ferrite larnella within the
pearlite. Thecurrent model does not capture these
differencesexplicitly, but they are captured indirectly in
theparameters associated with the pearlitedecomposition, Therefore,
it is perhaps notsurprising that different fit parameters
wereobtained for the two starting microstructure.
The above comparisons reinforce theintroductory comments
regarding the relativecomplexity of austenite formation in steels,
anddemonstrates the sensitivity of the process to thestarting
microstructure. They also illustrate thepotential difilculties
associated with development ofa general model for the on-heating
transformations,since such a model must account either explicitly
orimplicitly (as in the current model) for the detailsand range of
starting microstructure. Moreover, itwas generally observed that
the austenite formationwas experimentally more repeatable in
thenormalized material than in the hot rolled. Thisdifference is
consistent with typical shop floorexperience, that more repeatable
results areobtained from normalized material duning rapidthermal
cycle processes.
Direct verification of an on-heating modelduring a rapid thermal
cycle is extremely difficult.Techniques such as hot stage
microscopy areneeded to directly view the formation of
austenitesince austenite transforms to other phases whencooled.
Unfortunately, heating rates in this studyare orders of magnitude
faster than that availablewith hot stage microscopy. Another
complicatingfactor is the very short time required for the
reactionto complete; at most two seconds in the currentrange of
heating rates. Thus, indirect methods tovalidate the model are
required. In this study,experiments were performed on tubular
specimensthat were partially austenitized. A 1054V1normalized
tubular specimen was heated at alinearly programmed rate of 50°C/s
to a fixedtemperature of 785”C. The specimen wasimmediately
quenched internally with helium gas toroom temperature in an effort
to transform as muchof the austenite to martensite as possible.
The
quench rate was approximately 250°C/s between800°C and 500°C.
Figure 10 shows the thermalcycle and measured dilatation for the
specimen.The actual temperature cycle displays the typicaldeviation
from a linear ramp around 720 ‘C. Thedeviation is due to the
endothermic reaction ofpearlite transforming to austenite. The
Gleeble1500 control algorithm attempts to, but does nottotally,
eliminate the arrest.[lg]
After quenching, the tubular specimen wassectioned and etched in
a 2°/0 nit.al solution formicrostructural examination. Optical
microscopywas performed to examine the amount of remainingferrite.
Figure 11 is an oil immersion image that
800
750
c-l0g 7(J133~alQ 650E
#’
600
I t I
,t
\.,
\ 2
0.025
0.024
0.023
0.022 ~m
0.021 5c
0.02 r
0.019
0.016\
550 t I I I ., + 0.0170 0.5 1 1.5 2
Time (see)
Figure 10. Measured thermal cycle (solid) and dilatationdata
(dashed) for a hollow normalized specimen heated to785°C and
quenched internally with helium gas.
Figure 11. Optical micrograph after quenching of thenormalized
tubular specimen.
-
. ,
1
0.8
0.2
0 J 0.018-1 -0.5 0 0.5 1 1.5
Time (see)
Figure 12 Predicted fraction transformed and measureddilatation
as a function of time for the normalized tubularquenched
specimen.
shows a typical cross section of the partiallytransformed
specimen. Blocky white areas ofundissolved ferrite can be seen in
the structure. Inaddition, the structure appears to be a mixture
ofmartensite, gray regions, and upper transformationproducts
(bainite or very fme new pearlite), darkregions, Quantitative image
analysis of severalmicrographs was attempted, but it was difficult
toisolate the ferrite and produced somewhatunpredictable results.
However, point count resultsof 20 fields, 50 counts per field,
resulted in anaverage of 6.05°/0ferrite.
The actual temperature transient of thetubular specimen was used
as input for the model.Predictions of the fractions of pearlite
andproeutectoid ferrite transformed to austenite werethen
calculated. The predictions as a fhnction oftime are plotted in
Figure 12, along with the actualdilatometer data from the
experiment. Figure 12shows that all of the pearlite is predicted
totransform to austenite. However, the amount offerrite predicted
to transform is only 78.3%.Therefore, the final volume of ferrite
predicted is78,3% of the amount of ferrite initially present,which
was 28.4°/0 of the total voh.une. Thus thetotal remaining volume
fraction of ferrite ispredicted to be 6.2%, a value very close to
themeasured value of 6.05°/0. .
..
CONCLUSIONS
The model parameters for the normalized1054V1 material were
compared to parameterspreviously generated for 1026 steel, and
thetransformation behavior was relatively consistent.Validation of
the model predictions by heating intothe austenite plus undissolved
ferrite phase field andrapidly quenching resulted in reasonable
predictionswhen compared to the measured volume fractionsfrom
optical metallography. The hot rolled 1054V1material, which had a
much coarser grain size and anon-equilibrium volume fraction of
pearlite, hadsignificantly different model parameters and the
onheating transformation behavior of this material wasless
predictable with the established model. Thedifferences in behavior
is consistent withconventional wisdom that normalized
micro-structure produce a more consistent response toprocessing,
and it retiorces the need for additionalwork in this area.
ACKNOWLEDGEMENTS:
Sandia is a multiprograrn laboratory operated bySandia
Corporation, a Lockheed Martin Company,for the United States
Department of Energy underContract DE-AC04-94AL85000
1.
2.
3.
4.
REFERENCES
G. A. Roberts and R. F. Mehl, The Mechanismand the Rate of
Formation of Austenite fromFerrite-Cementite Aggregates, Trans.
ASM,VO1.31, pp. 613-650, (1943).
E. S. Davenport and E. C. Bain, Trans AIME,vol. 90, pp. 117-131,
(1930).
G. R. Speich and A. Szirrnae, Formation ofAustenite from Ferrite
and Ferrite-CarbideAggregates, Trans. AIME, Vol. 245, pp.
1063-1069>(1969).
G. Molinder, A Quantitative Study of theFormation of Austenite
and the Solution ofCementite at Different AustenitizingTemperatures
for a 1.27% Carbon Steel, ActsMetall., Vol. 4, pp. 565-571,
(1956).
-
.
5.
6.
7.
8.
9.
10.
11.
12.
13.
. t
R. R, Judd and H. W. Paxton, Kinetics ofAustenite Formation from
a SpheroidizedFerrite-Carbide Aggregate, Trans. A.IMIi, Vol.242,
pp. 206-215, (1968).
C. I. Garcia and A. J. DeArdo, Formation ofAustenite in 1.5 Pet
Mn Steels, Met. Trans.A,Vol. 12A, pp. 521-530, (1981).
P. A. Wycliffe, G. R. Purdy, and J. D. Embury,Growth of
Austenite in the IntercriticalAnnealing of Fe-C-Mn Dual Phase
Steels,Canadian Metallurgical Quarterly, Vol. 20, pp.339-350,
(1981).
D, F, Watt, L. Coon, M. Bibby, J. Goldak, andC. Henwood, An
Algorithm for ModelingMicrostructural Development in Weld
Heat-Affected Zones (Part A) Reaction Kinetics,Acts Metall., Vol.
36, No. 11, pp. 3029-3035,(1988).
T. Akbay, R. C. Reed, and C. Atkinson,Modeling Reaustenitisation
fromFerrite/Cementite Mixtures in Fe-C Steels,Acts Metall. Mater.,
Vol. 47, pp. 1469-1480,(1994).
C. Atkinson, T. Akbay, and R. C. Reed, Theoryfor
Reaustenitisation from Ferrite/CementiteMixtures in Fe-C-X Steels,
Acts Metall.Mater., Vol. 43, pp. 2013-2031, (1995).
C. Atkinson and T. Akbay, The Effect of
theConcentration-Dependent Diflbsivity ofCarbon in Austenite on a
Model ofReaustenitisation from Ferrite/CementiteMixtures in Fe-C
Steels, Acts Mater., Vol. 44,pp. 2861-2868, (1996).
T. Akbay and C. Atkinson, The Infl~ence ofDiffhsion of Carbon in
Ferrite as well asAustenite on a Model of Reaustenitization
fromFerrite/Cementite Mixtures in Fe-C Steels, J.Materials Science,
Vol. 31, pp. 2221-2226;(1996).
L. Gavard, H. K. D. H. Bhadeshia, D. J. C.MacKay, and S. Suzuki,
Bayesian Neural
14.
15.
16.
17.
18.
19.
Network Model for Austenite Formation inSteels, Materials
Science and Technology, Vol.12, pp. 453-463, (1996).
R. C. Dykhuizen, C. V. Robino, and G. A.Knorovs@, A Method for
Extracting PhaseChange Kinetics from Dilatation for
MultistepTransformations: Austenitization of a LowCarbon Steel,
Metallurgical and MaterialsTransactions B, Vol. 30B, pp. 107-117,
(1999)
J. D. Puskar, manuscript in preparation.
J. W. Christian: Tke Theory of PhaseTransformations in Metals
and Alloys, Part I,Tergamon Press, New Your, NY, 1981 pp.525-48
A. S. Oddy, J. M. J. McDill, and L. Karlsson,Microstructural
Predictions Including ArbitraryThermal Histories, Reaustenization
and CarbonSegregation Effects, Can. Met. Quarter., Vol.35, pp.
275-283, (1996).
E. A. Brandes, Smithells Metals ReferenceBook Sixth Ed. ,
Butterworths, London, p. 13-58, (1983).
C. V. Robino, G. A. Knorovsky, R. C.Dykhuizen, D. O. MacCallum,
and B. K.Damkroger, Transformation Kinetics inControlled-Power and
Controlled-TergperatureCycle Testing, Accepted for Publication
inProceedings of the 5thInternational Con.t?erenceon Trends-in
Welding Research,cd., Pine Mountain, GA, (1998).
S. A. David,
For further information on this paper, please contactJoseph D.
Puskar at Sandia National Laboratories,PO Box 5800, MS 0367,
Albuquerque, NM 87123-0367 or [email protected]