Embed Size (px)
Citation preview

Hydrogen
Thys
senK
rup
p
A companyof ThyssenKrupp
TechnologiesUhde

Table of contents2
Page
Hydrogen: the fuel of the future.Hydrogen gas burns more cleanly and efficiently
than any other fuel as its only by-product is water.Therefore, future demand for hydrogen will furtherincrease in line with pressure to keep up with the
global requirement for cleaner and lighter fuels.Trust us to prepare you to service this growing need.
1. Company profile 3
2. Introduction 4
3. At a glance the advantages of Uhde’s Technology 5
4. The Uhde Hydrogen Concept 6
Uhde’s process 6
Feed preparation 8
Feed gas desulphurisation 8
Pre-reforming 8
Steam reforming 9
Cold outlet manifold system 10
Convection bank design 12
Process gas cooler 12
CO shift conversion 13
Process gas cooling 14
Synthesis gas purification 14
Heat recovery and steam production 15
5. Alternative concepts
ATR - Autothermal Reforming 16
CAR® - Combined Autothermal Reforming 16
Convective reformer - a revamp option 17
6. What we at Uhde offer our customers 18
Capacity and design 18
Research and development 19
Value improvement process (VIP) and Capex/Opex optimisation 21
Health, safety and environment 21
Uhde’s services 21
Low maintenance requirements 23Training programmes 23

1. Company profile
With its highly specialised workforce of more than 4,900 employees and its international network of subsidiaries and branch offices, Uhde, a Dortmund-basedengineering contractor, has, to date, successfully completed over 2,000 projectsthroughout the world.
Uhde’s international reputation has been built on the successful application of it’smotto Engineering with ideas to yield cost-effective high-tech solutions for its cus-tomers. The ever-increasing demands placed upon process and application technologyin the fields of chemical processing, energy and environmental protection are metthrough a combination of specialist know-how, all-round service packages, top-quality engineering and impeccable punctuality.
Uhde’s head office in Dortmund, Germany
3

4 2. Introduction
There is a growing demand for cleaner, lighter fuelproducts at a time when oil resources (feedstocks)are becoming heavier and heavier. This has cre-ated a huge demand for hydrogen worldwide andthus the need to increase hydrogen capacities.
There are various feedstocks which can be usedfor hydrogen production, including products whichare not particularly attractive, such as heavy resi-due or coke. However, the most efficient option forhydrogen production involves the steam reformingof light hydrocarbons as this process involves re-latively low energy consumption and offers themost favourable H2/CO ratio.

• top-fired design with a minimum number of state-of-the-art burners (low NOx guaranteed)and maximum tube wall cooling where heat flux is high
• modularised concept for easy transportation and more economical construction
• reformer box design that assures easy access and requires minimum plot space
• proven long lifetimes for the reformer tubes• unique proprietary cold outlet manifold
system with shop testing of all critical welds for maximum reliability
• advanced modularised shop-tested convective zone
• proven process gas cooler design with steam-cooled internal by-pass flap
• in-situ recovery of process condensate, thus avoiding it being exported to battery limits and preventing emissions of VOCs to the atmosphere
• separation of process/export steam via environmentally clean bi-sectional steam system; no contamination of boiler feedwateror export steam from process side
• high reliability and maximum availability due to validated simulation tools
• maximum automation to minimise labour requirements and facilitate operation.
Neste Oil Oy’s Refinery in Porvoo, FinnlandEurope’s largest single train hydrogen plantwith a capacity of 153,500 Nm3/h of hydrogenwas commissioned in October 2006
Uhde has been building reformers since 1962.Over this period of more than 40 years Uhde hascontinuously improved the design of the steamreformer to achieve high efficiency and reliability,optimised Capex and Opex-values, low emissionsand excellent manufacturing quality.
A variety of benefits, including lower capitalinvestment and operating costs; reduced energyconsumption, maintenance costs and emissions;increased efficiency and on-stream time; andimproved safety and reliability have been createdby successfully combining the following features:
3. At a glance the advantages of Uhde’s Technology
5

6
Uhde’s process
Uhde's conventional process for producinghydrogen from light hydrocarbons involves the following process steps:
• feed preparation (if required)• feed gas desulphurisation• pre-reforming (if required)• steam reforming• CO shift conversion• process gas cooling• synthesis gas purification
(pressure swing adsorption - PSA)• heat recovery and steam production.
Each plant concept is however tailored to thespecific needs of our clients.
Additional process steps, such as CO2 removal,autothermal reforming (ATR) or combined auto-thermal reforming (CAR), can also be included.
The conventional concept
�������������� ������� �� ������ ���
����������� ������������� ��� �������� �
���� ��� ����
���
����������
��� ������� ��������������
��
�����������������
�������� �������������������
4. The Uhde Hydrogen Concept
Availability and reliability
• On-stream time higher than 99.5% (10-year average)
• 99.8% can be achieved even in first year
• Continuous operation of up to six years in accordance with the turnaround cycles of our customers


Feed preparation
Uhde offers flexibility in the feedstocks and fuelswhich can be used. These include natural gas,naphtha, LPG or hydrogen-rich offgases, suchas refinery offgas, ammonia/methanol purge gas,Fischer-Tropsch tail gas, hydrocracker/ hydro-treater offgas and acetylene offgas.
Feed preparation may consist of, for example,feed compression or naphtha/LPG evaporation.
Feed gas desulphurisation
Feed gas desulphurisation is normally carriedout in two steps:
• hydrogenation of organic sulphur compounds into H2S
• absorption of H2S on zinc oxide (ZnO)
Due to the lead and lag configuration of the two desulphurisation reactors, the absorbent in one reactor can be replaced while the plant isrunning at full capacity.
Pre-reforming
The principle of the pre-reformer involves thepartial conversion of hydrocarbons in an adiabaticreactor located upstream of the steam reformer.The reactor is filled with Ni-based catalyst andoperates at temperatures between 450-540°C.
All relatively heavy hydrocarbons are convertedto methane and carbon oxides in the pre-re-former. This allows optimum process parametersto be selected in the steam reformer, especiallyin naphtha and LPG-based plants, which wouldotherwise not be possible.
Integration of the pre-reformer in the overallprocess achieves the following:
• lower overall feed consumption• alternate feed operation (from natural gas
to naphtha/LPG) possible• decreased fuel consumption• reduced reformer size• fewer gaseous emissions (flue gas)• lower steam export• higher reformer inlet temperature possible.
Shell Canada Ltd., Fort Sasketchewan, Canada
Two parallel trains produce 260,000 Nm3/hH2, which is used to treat and conditionbitumen from oil sands in a process for
the production of light hydrocarbons.
8

9
Steam reforming
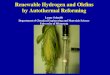
During steam reforming hydrocarbons react with steam to produce mixtures of hydrogenand carbon oxides. The reaction takes place inreformer tubes arranged in rows within a steamreformer. These tubes are centrifugally castfrom micro-alloy material and are filled with a Ni-based catalyst. Since the overall reaction isstrongly endothermic, external heat is required.The heat for the overall endothermic reactionand for heating up the feed/steam mixture issupplied by rows of burners which are posi-tioned at the top of the steam reformer, thusensuring optimum uniformity of the skin tem-perature profile along the reformer tubes. Thesteam reformer, which is a box-type furnace, is typically heated up to a reformer process outlet temperature of 860-880 C.
The basic principle of steam reforming is repre-sented by the hydrocarbon conversion reaction(eq. 1) and the water-gas shift reaction (eq. 2).
CH4 + H2O <=> CO + 3 H2 (eq. 1)
CO + H2O <=> CO2 + H2 (eq. 2)
SINCOR C.A., Jose Refinery, VenezuelaSouth America’s largest turnkey plant has a capacity of 196,000 Nm3/h H2and is integrated into a large crude oilupgrader complex.
Burners
Cold outletmanifold system
Inlet manifold
Reformer tubes
Steam Reformer
The Uhde reformer
• Uniform temperature profile over the entire reformer tube length
• Uniform tube wall temperatures
• Modular design
• Lowest number of burners amongst all types of reformer designs
• HP Micro-alloy tube material

Skin temperature [°C]300 600 900
Refractory
Catalyst grid
Furnace bottom
Bellow
Gas conducting tube
Shop weld
Field weld
Carbon steel
Outlet manifold
Cold outlet manifold system
Cold outlet manifold system
The reformed gas from the steam reformer iscollected in the refractory-lined manifold. Themain header conveys the steam reformereffluent to the process gas cooler.
In Uhde’s cold outlet manifold system the num-ber of critical elements has been reduced to theminimum as hot pigtails and hot manifolds havebeen eliminated. The skin temperature of themanifold system drops rapidly to below 250°C.
Cold outlet manifoldsystem
• Unique patented design
• 40 years of experience with trouble trouble-free and highly reliable operation
• No outlet pigtails necessary
• Separates high pressure difference from hot temperatures
• All critical welds shop shop-made and fully tested
• Only carbon steel welding required at on-site
10

11

12
Internal bypass arrangementProcess gas coolerwith steam drum
Steam
Processgas
Cooling steam
To steam generatorof convection bank
Process gas
Steam cooled damper
Convection bank design
The flue gases leave the reformer radiant box at a temperature of approx. 1000 –1050 °C atthe bottom through flue gas tunnels located between the rows of tubes into the reformerconvection section.
The sensible heat is utilised for evaporating process condensate, superheating steam andpreheating combustion air and feed/steam mixtures.
The flue gas exits the system via the flue gasfan with temperatures selected to prevent safelypotential condensate formation of the flue gasand subsequent corrosion of the flue gas ductand/or equipments.
Process gas cooler
The process gas needs to be cooled before it isrouted to the HT shift converter. The processgas cooler is a horizontal fire-tube boiler gene-rating steam. It is designed for natural circula-tion and is connected to the steam drum byrisers and down comers.
Convection bank design
• Boiler-maker's design with small tubes
• Optimised accessibility
• Modularised and pre-fabricated
• Minimised construction costs

13
Intensive research and development, strictdesign requirements for critical parts (such asferrules and the bypass system), a proper selec-tion of materials and in-house thermal designare the basis for the high reliability and extreme-ly long lifetime of our process gas coolers.Features of this design are:
• flexible tube sheets• full penetration tube-to-tube sheet welds• Safe natural water circulation
Process gas cooler
• Internal bypass with steam-cooled damper blades for temperature control
• Metallic or ceramic tube inlet ferrules to limit heat flux
• Double-layer refractory lining of inlet chamber and, if necessary, of outlet chamber with high-duty bricks on hot surface
• Complete prefabrication
��� ������� ���
�������������
��� ������� ���
�������������
��� ��� ������������� �� ������� ���
�������������
Different options of CO shift conversion
CO shift conversion
A higher conversion of CO (water-gas shift) toH2 and CO2 obviously reduces the feed demandand simultaneously reduces the calorific valueof the fuel available from the pressure swingadsorption (PSA). This, in turn, means an in-crease in import fuel. The different options forthe CO conversion are high-temperature (HT)shift, medium-temperature (MT) shift or a com-bination of high-temperature and low-tempera-ture (LT) shift.
The HT shift has a typical inlet temperature rangeof 320-350°C. This rises to approx. 420°C dueto the exothermic nature of the reaction. Adding an LT shift, which is an adiabatic reactorwith a typical inlet temperature of 200°C, achievesthe following results:
• a reduction in feed and an increase in fuel, resulting in a marginal increase of 'feed & fuel'
• an increase in steam export • a reduction in absorbed heat duty
It can therefore be seen that the use of a re-latively expensive feed and a cheaper fuel would justify the additional investment involvedin supplementing the HT shift with an LT shift.
The above results can also be achieved by re-placing the HT and LT shift with an isothermalMT shift (with a typical exit temperature of 260°C).Capacities of 50,000 Nm3/h (45 MMSCFD) ofhydrogen and more would there-fore also justifythe investment in an isothermal reactor.

14
Process gas cooling
The gas leaving the reformer is first cooled inthe process gas cooler and then, downstream ofthe CO conversion section, it is further cooled toan appropriate inlet temperature for the PSA inthe following process units:
• process condensate evaporator (generated steam is used as process steam)
• boiler feedwater preheater• process condensate preheater• feed preheater• air cooler (forced-draught cooler)• final cooler (which uses cooling water).
A special feature of the Uhde technology is thatthe process condensate obtained from uncon-verted surplus steam is directly utilised to gener-ate part of the process steam. This is done bycollecting the condensate in the cooling traindownstream of the HT converter, then preheat-ing and evaporating it. The steam thus producedis used exclusively as process steam. This totallyeliminates the need to return process condensateto a boiler feedwater treatment unit (e.g. deaer-ator) and reduces the amount of organic vapouremissions (VOCs).
Synthesis gas purification
Pressure swing adsorption (PSA) is a well-estab-lished purification step used to obtain high-purity hydrogen (99.9% and higher). The PSAunit is supplied as a package unit. It uses anadsorption system where gaseous impuritiessuch as CO, CO2 and CH4 are adsorbed at highpressure and desorbed at low pressure. Theprocess operates by repeating these basic stepswith no addition or removal of heat. An optimumpressure range is 25 - 30 bar abs., which resultsin a hydrogen yield of typically 86 - 90%.
������������������
��!�������"��#�����������������������
���������
������������������
$������������������������
�����
������
Process condensate recovery
• Direct reuse of process condensate to make process steam
• No deaerator or stripper required and therefore no emissions of VOC's to the atmosphere
• Clean export steam from demineralised water
• Successful operation for more than 15 years
Uhde’s direct process condensate reuse system

15
Heat recovery and steam production
The Uhde design incorporates efficient heatrecovery in the process gas cooling train and inthe flue gas duct. The recovered heat is used for:
• preheating the feed• preheating the feed/steam mixture to
reduce fuel consumption and the reformer box size
• superheating the HP steam• steam generation • preheating the boiler feedwater• preheating and evaporating the process
condensate• preheating the combustion air to reduce
fuel consumption and the size of the convection bank
Part of the steam produced in the process gascooler and flue gas duct is used as process steam and the balance is exported. At customerrequest the typical steam export quantity mayvary from 5-18 tonnes per tonne of hydrogen.The quality in terms of pressure (typically 40 to125 bar) and temperature (superheated up to530°C) is determined by customer specifica-tions.
If the steam export needs to be minimized andthe feedstock does not require a pre-reformer, it is possible to increase the combustion air andfeed/steam temperature, resulting in a reductionin fuel consumption, steam export and absorbedheat duty.
Infracor Oxeno, Marl, GermanyThis plant was built in 1990 and, following a revamp in 2001, now produces 58,000 Nm3/h H2

Feed
Oxygen inlet
Combustion zone
Manhole
Catalyst
Refractory
Water jacket
Reformedgas
Outlet chamber
Reformed gas
Tube sheet
Reformer tubefilled withcatalyst
Enveloping tube
Oxygen
Partialoxidationchamber
Feed
Feed/steam
Combined Autothermal Reformer (CAR®)
16
Autothermal Reformer (ATR)
ATR - Autothermal Reforming
Autothermal reforming (catalytic partial oxida-tion) can be used as an alternative to steamreforming where oxygen is cheap and available.The feedstock and steam are preheated beforeentering the combustion chamber of an adiabaticreactor, where the hydrocarbons and oxygen aregradually mixed and combusted. The autothermalreformer (ATR) employs a fixed-bed catalystafter the combustion chamber stage to ensureadditional hydrocarbon conversion.
CAR® - Combined Autothermal Reforming
Combined autothermal reforming (CAR) com-bines reforming and partial oxidation (non-cata-lytic) in a single step. For this, part of the feed isadmitted to the partial oxidation chamber at thebottom of the vessel together with oxygen. Thegases leaving this chamber provide the heatrequired for steam reforming the feed/steammixture admitted to the reformer tubes, whichcontain a conventional steam reformer catalyst.Combined autothermal reformer capacities forthe production of hydrogen typically range from4,000 Nm3/h to 35,000 Nm3/h, in the upperranges of which the specific investment costsfor steam reforming are high. However, if oxygenis available on-site, CAR may well be the bestalternative. Furthermore, if an existing oxygen-operated gas generating facility is replaced by a CAR®,the feed and oxygen consumption canbe reduced.
5. Alternative concepts

Convective reformer
17
Convective reformer - a revamp option
An interesting revamp option for a capacity in-crease is the installation of a convective reformerconnected in parallel to the steam reformer. Insuch cases part of the feed/steam mixture is fedinto the convective reformer tubes filled withconventional reforming catalyst. The reformedgases from these tubes then enter the bottomzone of the convective reformer, where they mixwith the hot reaction gas from the steam re-former, which is admitted at this point. This gasmixture (in counter-current flow) provides theheat for the endothermic reaction. The cooledgas mixture leaves the convective reformer atthe top. The convective reformer design is simpleas the process concept allows the hot gasesfrom the steam reformer and the reformed gasfrom the convective reformer tubes to be mixed.The convective reformer is derived from theCAR® (Combined Autothermal Reformer), butcan operate under less severe conditions. Anintegrated convective reformer enables sub-stantial savings to be made in the process flowsystem as feed and fuel consumption as well assteam export are reduced while capacity isincreased.
Feed/ Steam
Hot gas from reformer
Reformed gas

18
Capacity and design
Uhde tailors its hydrogen plants to meet theneeds of its customers with respect to capacityand design. A top-fired reformer for large capac-ities, consisting of several tube rows with up to54 tubes per row, can be built in one commonradiant box (the largest reformer based on Uhdetechnology consists of 960 tubes). Specialattention must be paid to reformers for small-scale hydrogen plants. These reformers must bedesigned for the same high degree of reliabilityand long operating periods as reformers for larger capacities. Uhde has based the design of small reformers on the proven technology oftop-fired radiant boxes.
The convection bank can be arranged eitherhorizontally or vertically. In the case of largecapacities, the horizontal arrangement reducesthe size of the steel structure and provides forexcellent access.
The convection bank itself is assembled fromseveral prefabricated modules. A module con-sists of one or more heat exchangers plus thesteel structure and refractory lining. The headerscan be inspected through removable cover platesand the coils can be removed separately, ifrequired.
Small reformer sections make for a very compactarrangement and allow a high degree of pre-fabrication. The outlet manifold, the entire flue-gas duct, the combustion air preheater, and theprocess gas cooler are supplied as completeprefabricated modules.
The combustion air preheater is usually of plate-type in a rigid frame and prefabricated. Itis located downstream of the convection bank.The reformer is equipped with a forced-draughtand an induced-draught fan for combustion airand flue gas. For smaller plants, one commonfan is sufficient for combustion air and flue gas.
For small scale hydrogen/syngas plants, Uhdehas a cooperation agreement with Caloric GmbH.
6. What we at Uhde offer our customers
Infracor Oxeno, Marl, Germany

19
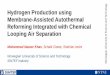
Research and development
In order to prepare Uhde for the future, Uhdeplaces great emphasis on research and devel-opment to further improve its technologies.Using in-house calculating programmes, CFD(computational fluid dynamics) and simulationtools help to improve the existing technology
and design. The accuracy of our calculations andprocess design has been borne out by the morethan 60 reformers we have designed and built.
In recent years, catalysts and burner designs aswell as heat and condensate recovery, amongstothers, have all been improved.
Reality meets design
Thermal image of an outlet manifold system

20
Koch-Glitsch A.S., Novopolotsk, BelarusCapacity: 39,000 Nm3/h H2

21
Value improvement process (VIP) and Capex/Opex optimisation
We at Uhde place particular importance on collaborating with our customers at an earlystage to combine their ambition with our experi-ence in a special value improvement process.This results in tailor-made design solutionsjointly worked out with our customers to achievean optimum CAPEX/OPEX balance. For example,the modularisation of key components andcompletely prefabricated modules minimisessite works and construction costs, maximisessupply quality and ensures easy transportation.Moreover, the
• unit cost of feedstock• unit cost of fuel• steam export credit
are important factors which also need to betaken into account in process configuration andhence process optimisation considerations.
Health, safety and environment
In awareness of our environmental responsibility,Uhde hydrogen plants are designed for minimisedenvironmental emissions.
Take, for example, the burners used in our reformers. We install only special down-firingforced-draught burners of well-proven designfrom the world's leading manufacturers. Theseensure extremely stable and complete combus-tion, allow the proper mixing of air and fuel evenat higher excess air levels and have definedflame profiles over a wide range of fuels. Theproper mixing of air and fuel, the recirculation of flue gas and air and fuel staging ensure lowNOx levels.
The complete in-situ reuse of process conden-sate also ensures that environmental emissionsare minimised and uncontaminated HP steamcan be exported. Therefore, no deaerator or pro-cess condensate stripper is needed and there isno venting of dissolved gases to atmosphere.
Moreover, to ensure the safety of operating per-sonnel, Uhde offers special training programmes.
Uhde’s services
Uhde provides the entire spectrum of servicesassociated with an EPC contractor, from theinitial feasibility study, financing and projectmanagement right up to the commissioning ofunits and grass-roots plants. Our large portfolioof services includes:
• feasibility studies/technology selection• project management• arranging financing schemes• financial guidance based on an intimate
knowledge of local laws, regulations and tax procedures
• environmental studies• basic/detail engineering• utilities/offsites/infrastructure• procurement/inspection/transportation
services• construction work• commissioning• training of operating personnel• plant operation/maintenance.
At Uhde we are dedicated to supporting thesuccess of our customers in their line of busi-ness and to providing them with a wide range ofservices to ensure that their investments aresustainable.
With this in mind we like to cultivate our businessrelationships and learn more about the futuregoals of our customers. Our after-sales serviceincludes regular consultancy visits which keepthe owner informed about the latest develop-ments or revamping possibilities. By organisingand supporting technical symposia, we promoteactive communication between customers,licensors, partners, operators and our in-housespecialists. This also enables our customers tobenefit from the development of new technol-ogies and the exchange of troubleshooting information.

22

23
Low maintenance requirements
There are no components in an Uhde steamreformer that have to be replaced or that needmetallurgical checks on a frequent basis, e.g.hot pigtails or hot manifolds. The following gooddesign features based on years of experiencehave reduced the amount of maintenance workrequired to a minimum:
• few burners compared to side-fired reformers
• box-type design with flat walls that reduce the number of critical areas with regard to the refractory lining
• only one box even for large capacities• maintenance-free tube and inlet suspension
system• pigtails designed for full flexibility• cold outlet manifold system.
There is no other design which has so success-fully combined long life, simplicity, maintain-ability, operability, safety, reliability, and costeffectiveness. But don't just take our word for it – as a potential customer we invite you, whenever possible, to visit a plant in operationto see for yourself.
Training programmes
As part of our services, Uhde also offers trainingprogrammes to enhance the skills of the operat-ing crew.
The policy of the Uhde group and its subsidi-aries is to ensure utmost quality in the imple-mentation of our projects. Our head office andsubsidiaries worldwide work to the same qualitystandard, certified according to DIN/ISO9001/EN29001.
Uhde stands for tailor-made concepts and inter-national competence. For more information contact one of the Uhde offices near you or visit:
www.uhde.biz
Further information on this subject can be foundin the following brochures:
• The Uhde steam methane reformer technology• Gasification technology

FL 1
20 1
000e
08/
2007
Uhd
e/H
i/ Pr
inte
d in
Ger
man
yPD
F 22
.1.2
009