Embed Size (px)
Citation preview

Hot-pressed polycrystalline yttrium irongarnet for microwave loss investigations
A.O. Tooke, B.Sc, Ph.D.
Indexing terms: Ferrites and Ferromagnetics, Microwave components
Abstract: The paper outlines the construction and operation of a simple hot-pressing system that has been usedto produce small volumes of yttrium iron garnet. The products have high density, a limited grain-size distribu-tion and compare favourably with conventionally fired material. Simple changes in pressing conditions enablethe sample porosity to be varied in a controlled manner, and results are presented indicating the way in whichthe most important loss parameter of the material for device applications, the effective linewidth AH€/y, changeswith these variations.
1 Introduction
There have been extensive investigations of spin-waverelaxation processes in ferrimagnetic materials in recentyears, with particular emphasis on the relevance of suchwork to the production of low-loss material formicrowave-device applications. From a device standpoint,the most important of these materials has been yttriumiron garnet (YIG) and our studies on this material [1, 2]are in general agreement with the view of others that theproperties, particularly the grain and pore-size distribu-tions, are major contributors to the relaxation mecha-nisms.
The general approach to loss investigation is throughmeasurements which involve determining the real and ima-ginary parts of the complex magnetic susceptibility as afunction of the applied magnetic field using standardwaveguide-fed resonant-cavity techniques [3]. These quan-tities are then related to the appropriate material par-ameters, the most important being the relaxation rate ofthe uniform precession (k = 0) mode, usually expressed asan effective linewidth AHe/ / .
Most of our early work was carried out using YIG pro-duced by conventional sintering, a method which results insamples which have an inherently large and virtuallyuncontrollable distribution of grain sizes. In order toprogress it was important to be able to produce materialin which at least some of the microstructural parameterscould be controlled. A hot-pressing method, widelyemployed in the fabrication of high-density polycrystallineceramics, was considered to be the most promising tech-nique for our requirements. Although the use of hot-pressed YIG is not uncommon [4], very little detail of theproduction procedure is documented. An outline is givenhere of the construction and operation of a simple hot-pressing unit which has been used to produce small-volume samples of YIG for laboratory investigation. Thesesamples proved to have a high density (hence lowporosity), very low second-phase content and a controlledgrain size. Magnetically, the hot-pressed YIG comparedvery favourably with similar polycrystalline material pro-duced commercially by conventional sintering. Using thehot-pressing system it was possible to produce samples ofdifferent porosity by changes in the pressing cycle. Resultsare presented which indicate the way in which the effectivelinewidth AHeff, the most important parameter of thematerial as far as many device applications are concerned,changes with porosity variation.
Paper 4033H (E12), first received 9th April and in revised form 1 lth June 1985The author is with the Carnegie Laboratory of Physics, The University, DundeeDD1 4HN, United Kingdom
IEE PROCEEDINGS, Vol. 132, Pt. H, No. 4, JULY 1985
2 Hot-pressing unit
The basis of the hot-pressing technique is that samplesshould be heated under pressure in a die system at tem-peratures which are below those for normal sintering. Inthis way high-density material may be produced, but graingrowth is limited because of the relatively low fabricationtemperature.
The unit used in this work was of the uniaxial double-ended compaction type with a construction based on anopen-face hydraulic workshop press and a resistance-heated furnace [5]. Significant problems were encounteredin the choice of die/plunger materials. Marked loss of diematerial and sample reduction occurred when graphitedies were used, and this material was discarded in favourof alumina (99.5%). Using this, and undersized precom-pacts of YIG surrounded by alumina powder, good qualityYIG products were obtained. The alumina powder actedas a lubricant during pressing and aided the removal of thefinal compact.
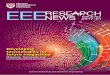
From a series of trials [5], optimum pressing conditionsand the routine pressing cycle shown schematically in Fig.1 were developed. It should be emphasised that two fea-tures were found to be essential to the achievement ofgood quality products and prolonged die lifetime:
1500 r
5 10 15time, h
Fig. 1 Typical hot-pressing cycle showing temperature and pressurevariations
(i) heating and cooling rates should be both slow andcontrolled (not greater than 100°C/hour), in order to mini-mise thermal shock, and
(ii) the initial powder charge should be very carefullyprepared. We chose to hot-press YIG itself to ensure asfully a reacted product as possible. This was prepared byreacting stoichiometric quantities of high-grade oxides
267

(99.999 = Y2C>3 with 99.99% Fe2O3), premixed by pro-longed ball milling, and then fired at 1200°C. This initialmixing was carried out in a ceramic pot using ceramicballs in order to avoid iron pick-up during the powderpreparation. Remilling and firing was subsequently repeat-ed a number of times using a stainless-steel ball mill,rubber lined to minimise iron contamination. This pro-cessing procedure gave a resultant prepressed powder inwhich the second phase (yttrium orthoferrite) content wasmeasured as less than 0.4%.
Details of the manner in which the density of the finalproduct is dependent on pressing conditions may be foundelsewhere [5]. The selected conditions shown in the cycleof Fig. 1 are those that were shown to give samples of highdensity and a reasonably small, but controlled, grain size.It was relatively simple to produce samples which had dif-ferent densities but average grain sizes of approximatelythe same magnitude. This was achieved largely throughchanges in pressure and pressing time. Extensive appraisalof all our samples clearly indicated that the hot-pressingmethod yields YIG of high quality [5]. The optimumpressing conditions of Fig. 1 produced samples of highdensity (typically 5.12 x 10~3 kg m~3, with a consequentlow porosity < 1 %) and low second-phase content. Grainsizes were both small and of narrow distribution, with anaverage value of the order of 2.0 fim and a half width ofaround 3.0 ^m, respectively. With the changes in pressingconditions we were able to produce samples with a rangeof porosity up to 16%. Magnetic parameters such as thesaturation magnetisation, Curie temperature and ferrimag-netic resonance linewidth also compared very favourablywith values for commercial conventionally sinteredmaterial.
will provide a contribution to both AHeff and the FMRlinewidth.
1 .2
E< 0.8
I
. low field
5 10porosity, °/o
15
T 0.8<
high field
0 5 10 15porosity , °/.
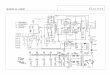
Fig. 2 Variation of effective linewidth, A / / e / / , with porosity at 5.7 GHz
4 Conclusions
Good quality YIG has been produced using a relativelysimple hot-pressing unit. Changes in pressing conditionsprovide a means of varying sample porosity, and changesin this microstructural parameter are shown to influencethe principal microwave loss parameter, A H c / / , the effec-tive linewidth.
3 Effective linewidth measurements &Heff
As part of our extended investigations of microwave-lossmechanisms in YIG, measurements of the effective line-width &Heff were made on 'as-pressed' samples at bothX-band (9.2 GHz) and C-band (5.7 GHz) frequencies. Thesamples chosen all had approximately the same averagegrain size (~2 ^m) and grain size distributions which werevery similar. The density, and hence porosity, was,however, deliberately varied by making changes in thepressing conditions as described above. Both high field,280 kAm"1 (3500 Oe), and low field, 128 kAm"1 (1600Oe), AHeff were measured to investigate their dependenceon porosity. Representative data at C-band are shown inFig. 2 and indicate a clear increase in value with increasingporosity for AHeff at low field but a constant value athigh field. These observations are similar in order to thosereported in other investigations [6, 7]. This is particularlyso in the case of the results from the measurement of effec-tive linewidth in nickel and nickel zinc ferrite systems [6],which shows a corresponding variation with porosity inboth high and low-field regions.
The high-field result is what one would expect for aregion in which there should be no degenerate high k spinwaves. The samples, which have approximately the samegrain size and impurity content, should then have similarcontributions to any relaxation mechanism giving a con-stant Af/e/ /. At low field the situation differs in thatdegenerate spin waves may still be present unless measure-ments are made well outside the spin-wave manifold. Ifthis is not so, our results indicate that porosity scattering
5 Acknowledgments
The author thanks Mr. R. Sambell of the Materials Devel-opment Division, AERE, Harwell and Dr. D.P. Thompsonof the Department of Metallurgy and EngineeringMaterials, University of Newcastle-upon-Tyne, for theiradvice during the design of the unit and the selection of diematerials; and Professor K.J. Standley, Dr. B.E. Storey,Dr. G.A. Naziripour and Mr. E. Brand for their consider-able advice and technical assistance. Grateful thanks arealso due to the Science and Engineering Research Councilfor the award of a grant in support of this work.
6 References
1 STANDLEY, K.J., STOREY, B.E., and WOOD, M.J.: 'Microwaverelaxation in polycrystalline garnets at low power levels', J. Phys. C,1978,11, pp. 775-781
2 DUNCAN, J.A., STANDLEY, K.J., and STOREY, B.E.: 'Microwaverelaxation in polycrystalline garnets at high power levels', ibid., 1979,12, pp. 1753-1760
3 LAX, B., and BUTTON, K.J.: 'Microwave ferrites and ferrimagnetics'(McGraw-Hill, New York, 1962)
4 WINKLER, G.: 'Magnetic garnets' (Braunschweig, Wiesbaden, Vieweg1981)
5 NAZIRIPOUR, G.A., TOOKE, A.O., STANDLEY, K.J, andSTOREY, B.E.: 'Hot-pressed polycrystalline yttrium iron garnet', J.Mater. Sci., 1985, 20, pp. 375-380
6 VREHEN, Q.H.F.: 'Absorption and dispersion in porous and aniso-tropic polycrystalline ferrites at microwave frequencies', J. Appl. Phys.,1969,40, pp. 1849-1860
7 PATTON, C.E.: 'Effective linewidth due to porosity and anisotropy inpolycrystalline yttrium iron garnet and Ca-V-substituted yttrium irongarnet at 10 GHz', Phys. Rev., 1969,179, pp. 352-358
268 IEE PROCEEDINGS, Vol. 132, Pt. H, No. 4, JULY 1985