Embed Size (px)
Citation preview
TIMESVol. 6 No. 4 For private circulation only October - December 2015
2
Festival of Lights
Festival of Lights –Diwali is the biggest & Brightest acient Hindu festival celebrataed in autum every year in India . Festival signifies the spritually the victory of Light Over Darkness,The festival prepartions and rituals are typicall extened over a period of Five days,
DHANTERAS :First day marks the Birthday of Goddess Lakshmi –The Goddess of Wealth and Prosperity and the Birthday Of Dhanvantari – The God of Health and Healing . On this night the Diyas(Lamps) are ritually kept burning all through the night in honour of Goddess Lakshmi and Dhanvantari. Lakshmi Puja is performed in the Evening most of the persons and owners of business decorate their work places and houses symbolizing their source of sustenance and prosperity. It is a major shopping day particularly for Gold and silver.
Chaturdasi is the second day of festivities, and is also called Choti Diwali. Typically, house decoration and colourful floor patterns called rangoli are made on or before Narak Chaturdasi. Special bathing rituals such as a fragrant oil bath are held in some regions, followed by minor pujas. Women decorate their hands with henna designs. Families are also busy preparing homemade sweets for main Diwali.
Lakshmi Puja : Main festival day is the third day, people wear new outfits as the evening approaches, then diyas are lit pujas are offered to Goddess Lakshmi, Ganesha and kubera as Lakshmi symbolizes the wealth and prosperity her blessings are evoked for the Good year ahead.
It is belief that on this night Goddess Laksmi roam around the earth showering her blessing of wealth and prosperity and to invite her People place diyas and lights on their windowsills and Balcony ledges and keep the Door open to welcome her. On this day Mothers are recognized by the family and she is seen to embody a part of Lakshmi, Important relationship and friendship are also recognized during the day by visiting relative and friends exchanging gifts and sweets.
After Puja children's and elders go outside and celebrate by lighting up fireworks. Here fireworks signify the celebrations of Diwali and a way to chase away evil spirits.
Padwa, Balipratipada: The day after Diwali, fourth day is celebrated as Padwa. This day ritually celebrates the love and mutual devotion between the wife and husband. The husbands give thoughtful gifts, or elaborate ones to respective spouses.The day is also a special day for the married couple, in a manner similar to anniversaries elsewhere in the world. The day after Diwali devotees perform Goverdhan puja in honor of Lord Krishna.
Diwali also marks the beginning of new year, in some parts of India, where the Hindu Vikram Samvat calendar is popular. Merchants and shopkeepers close out their old year, and start a new fiscal year with blessings from Lakshmi and other deities.
Bhai Beej, Bhaiya Dooji : The last day of festival is called Bhai dooj (Brother's second) or Bhai tika in Nepal, where it is the major day of the festival. It celebrates the sister-brother loving relationship, in a spirit similar to Raksha Bandhan but with different rituals. The day ritually emphasizes the love and lifelong bond between siblings. It is a day when women and girls get together, perform a puja with prayers for the well being of their brothers, then return to a ritual of food-sharing, gift-giving and conversations.
As hindus celebrate Diwali , on the same night Jains Celebrate a festival of light Diwali to mark the attainment of Moksha by Mahavira and Shiks celebrates Bandi Choor Divas. This was the day when Guru Har Govindji freed himself and other Hind kings form the prison of Islamic Ruler Jahangir form Gwalior Fort and arrived at The Golden Temple in Amritsar
Diwali is also celebrated in other Parts of the world and is an official Holiday in Nepal, India, Sri-Lanka, Mayanmar, Mauritius, Guyana, Trindad, Tabago Suriname, Malaysia, Singapore,Fiji and Pakistan.
Deepak R. PatelEmail: [email protected]
From Editor’s Desk .............................. 2
................................. 3
Textile Quiz No. 23 ............................... 18
Jokes ..................................................... 19
Factors affecting application of disperse dyes on polyester
Good Thoughts
Health Corner ....................................... 15
Laws of Vedanta
Application of nano technology in textile (Part 3)........................................ 6
Testing Corner ...................................... 10
..................................... 10
................................... 16WHAT IS RENUNCIATION?
Discourse on Laws of Vedanta at Ahmedabad -2015................................. 16
CONTENTS
TIMES
V.P. Mangal, S.P. Mangal, Sachin M. Mangal,Santosh N. Nambiar, Abhinav Agarwal
Editor :
Co-Editor:
Editorial Board:
Deepak R. Patel
Rajesh M. ShahT.J.R. Pillai
Prof. (Dr.) David Lewis, Leeds, U.K.
Dr. Shirish Amin, Ahmedabad
Dr. N. N. Mahapatra, Ahmedabad
Dr. N.S. Gangakhedkar, Mumbai
Mr. C.N. Sivaramkrishnan, Mumbai
Prof. (Dr.) A. I. Wasif, DKTE, Ichalkaranji
Prof. (Dr.) N. Sekar, ICT, Mumbai
Prof. (Dr.) G. Nalankilli, Dindigul (Tamil Nadu)
Views expressed in these columns are not necessarily those of the Editor-Publisher
TIMES
3
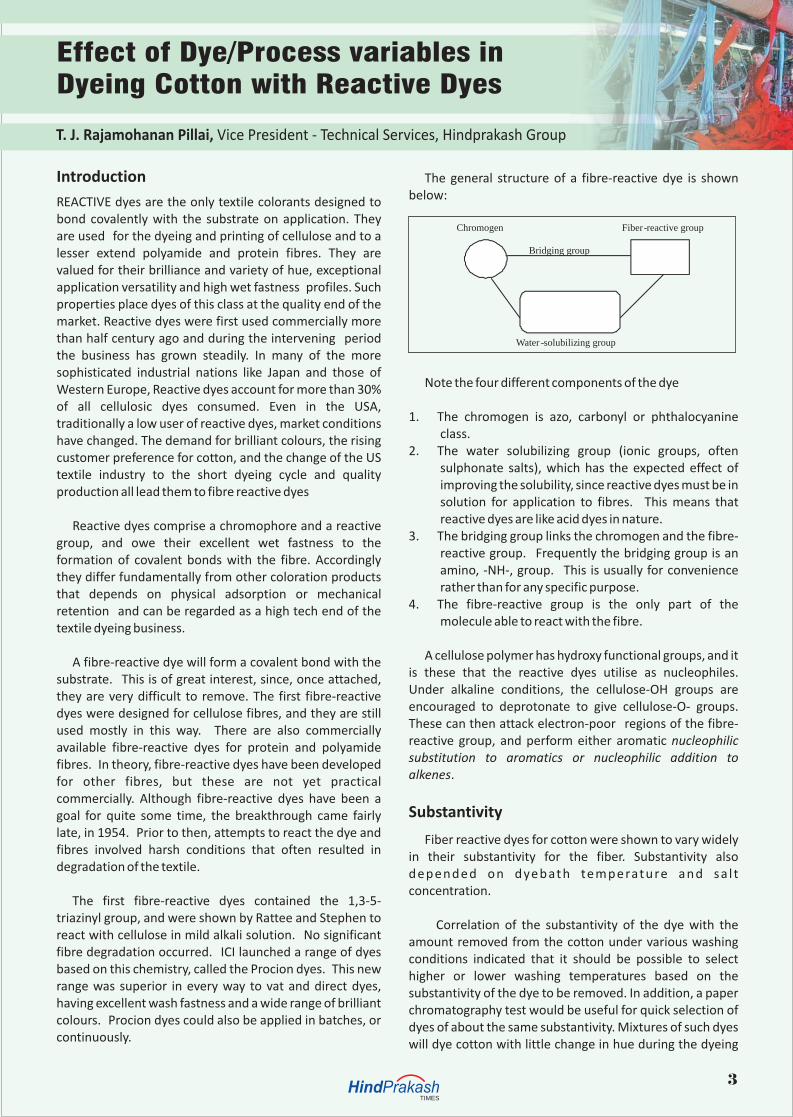
The general structure of a fibre-reactive dye is shown below:
Note the four different components of the dye
1. The chromogen is azo, carbonyl or phthalocyanine class.
2. The water solubilizing group (ionic groups, often sulphonate salts), which has the expected effect of improving the solubility, since reactive dyes must be in solution for application to fibres. This means that reactive dyes are like acid dyes in nature.
3. The bridging group links the chromogen and the fibre-reactive group. Frequently the bridging group is an amino, -NH-, group. This is usually for convenience rather than for any specific purpose.
4. The fibre-reactive group is the only part of the molecule able to react with the fibre.
A cellulose polymer has hydroxy functional groups, and it is these that the reactive dyes utilise as nucleophiles. Under alkaline conditions, the cellulose-OH groups are encouraged to deprotonate to give cellulose-O- groups. These can then attack electron-poor regions of the fibre-reactive group, and perform either aromatic nucleophilic substitution to aromatics or nucleophilic addition to alkenes.
Substantivity
Fiber reactive dyes for cotton were shown to vary widely in their substantivity for the fiber. Substantivity also depended on dyebath temperature and sa l t concentration.
Correlation of the substantivity of the dye with the amount removed from the cotton under various washing conditions indicated that it should be possible to select higher or lower washing temperatures based on the substantivity of the dye to be removed. In addition, a paper chromatography test would be useful for quick selection of dyes of about the same substantivity. Mixtures of such dyes will dye cotton with little change in hue during the dyeing
Introduction
REACTIVE dyes are the only textile colorants designed to bond covalently with the substrate on application. They are used for the dyeing and printing of cellulose and to a lesser extend polyamide and protein fibres. They are valued for their brilliance and variety of hue, exceptional application versatility and high wet fastness profiles. Such properties place dyes of this class at the quality end of the market. Reactive dyes were first used commercially more than half century ago and during the intervening period the business has grown steadily. In many of the more sophisticated industrial nations like Japan and those of Western Europe, Reactive dyes account for more than 30% of all cellulosic dyes consumed. Even in the USA, traditionally a low user of reactive dyes, market conditions have changed. The demand for brilliant colours, the rising customer preference for cotton, and the change of the US textile industry to the short dyeing cycle and quality production all lead them to fibre reactive dyes
Reactive dyes comprise a chromophore and a reactive group, and owe their excellent wet fastness to the formation of covalent bonds with the fibre. Accordingly they differ fundamentally from other coloration products that depends on physical adsorption or mechanical retention and can be regarded as a high tech end of the textile dyeing business.
A fibre-reactive dye will form a covalent bond with the substrate. This is of great interest, since, once attached, they are very difficult to remove. The first fibre-reactive dyes were designed for cellulose fibres, and they are still used mostly in this way. There are also commercially available fibre-reactive dyes for protein and polyamide fibres. In theory, fibre-reactive dyes have been developed for other fibres, but these are not yet practical commercially. Although fibre-reactive dyes have been a goal for quite some time, the breakthrough came fairly late, in 1954. Prior to then, attempts to react the dye and fibres involved harsh conditions that often resulted in degradation of the textile.
The first fibre-reactive dyes contained the 1,3-5-triazinyl group, and were shown by Rattee and Stephen to react with cellulose in mild alkali solution. No significant fibre degradation occurred. ICI launched a range of dyes based on this chemistry, called the Procion dyes. This new range was superior in every way to vat and direct dyes, having excellent wash fastness and a wide range of brilliant colours. Procion dyes could also be applied in batches, or continuously.
Effect of Dye/Process variables in Dyeing Cotton with Reactive Dyes
T. J. Rajamohanan Pillai, Vice President - Technical Services, Hindprakash Group
Chromogen Fiber-reactive group
Bridging group
Water -solubilizing group
4TIMES
Factors affecting application ofdisperse dyes on polyester
process, while dyes of different substantivity will give pronounced color changes.
In dyeing cotton with fiber reactive dyes, the addition of alkali to the dyebath not only promotes formation of the covalent bond between the dye and the cellulose but also causes hydrolysis of the reactive group of the dye. Unfixed hydrolyzed dye remaining in the fabric after the dyeing process must be removed by washing, otherwise the optimal fastness to washing and crocking of the final fabric will not be realized. The batch dyeing process thus consists of three stages:
The Exhaustion phase
In this first stage, the cotton is treated with dye solution in the presence of salt at about pH 6, but little reaction with the cellulose occurs. The dye is free to migrate from the more heavily to the lightly dyed areas of the material. The dye bath exhaustion at the end of this phase is called the primary exhaustion.
The Fixation phase
This begins when alkali is added to the dyebath to raise the pH to the point where the dye begin to react with the dissociated hydroxyl groups of the cellulose. Migration of the fixed dye is impossible. During this stage, more dye is absorbed from the solution and reacts with the cellulose. The exhaustion of the dyebath at the end of the process is called the secondary exhaustion / fixation.
The Washing off phase
Once dyeing is completed, the material is washed several times to remove the alkali, electrolyte and the unfixed dye. The fixation is calculated using a simple mass balance based on the total amount of dye added to the initial dye bath, the amount remaining in the final bath and the amount removed by washing.
The primary and final dyebath exhaustion and the fixation yield are defined as follows:
% Exhaustion = 100 x (C – C ) / Ci f i
where C = initial concentration of dye (g/L) and C = final i f
concentration of dye(g/L) %Fixation = 100 x (Mi – M – M )/ Mif w
where Mi = mass of dye in the initial dyebath (g), M = f
mass of dye in the final dyebath (g) and M = mass of dye w
removed by washing (g).
The primary dyebath exhaustion, and the ease with which unfixed dye can be removed by washing after dyeing, depend on the substantivity of the reactive dye, or of its hydrolysis product, for the cotton. In general, the two
forms have almost identical substantivities. Many of the early reactive dyes for cotton were, by design, dyes of low substantivity whose chemical structures resembled low molecular weight acid dyes rather than the more complex direct dyes. It was not possible, however, to provide a complete range of colors, including navy blues for example, without introducing at least some dyes which had considerably higher substantivity for cotton. Some of the newer bifunctional reactive dyes, such as those synthesized by coupling two monofunctional reactive dye molecules together, are also of increased substantivity.
In almost any range of commercial reactive dyes, there is a graduation of substantivity from very low to medium, or even quite high substantivity, particularly in the presence of salt. The dyer is thus faced with the problem of deciding how severe the washing conditions should be for removal of unfixed dye from the material since he must decrease the residual amount to the level that his client is satisfied with the fastness properties of the final product. To achieve the best product quality, the dyer can wash the goods repeatedly, consuming more hot water than may be absolutely necessary. On the other hand, from the point of view of cost and productivity, it is important to keep hot water consumption to a minimum. The problem of dyeing on shade with trichromatic mixtures of reactive dyes is also related to the substantivity of the dyes. The best color control results by using dyes which all have the same reactive group, and which also have comparable rates of dye absorption and fixation. The dyer then only needs to be concerned about the gradual development of the depth of the particular shade. When using dyes of quite different reactivity or substantivity towards the cellulose, there will be pronounced color changes during the dyeing operation, as well as the usual build up in depth. This makes color matching very difficult.
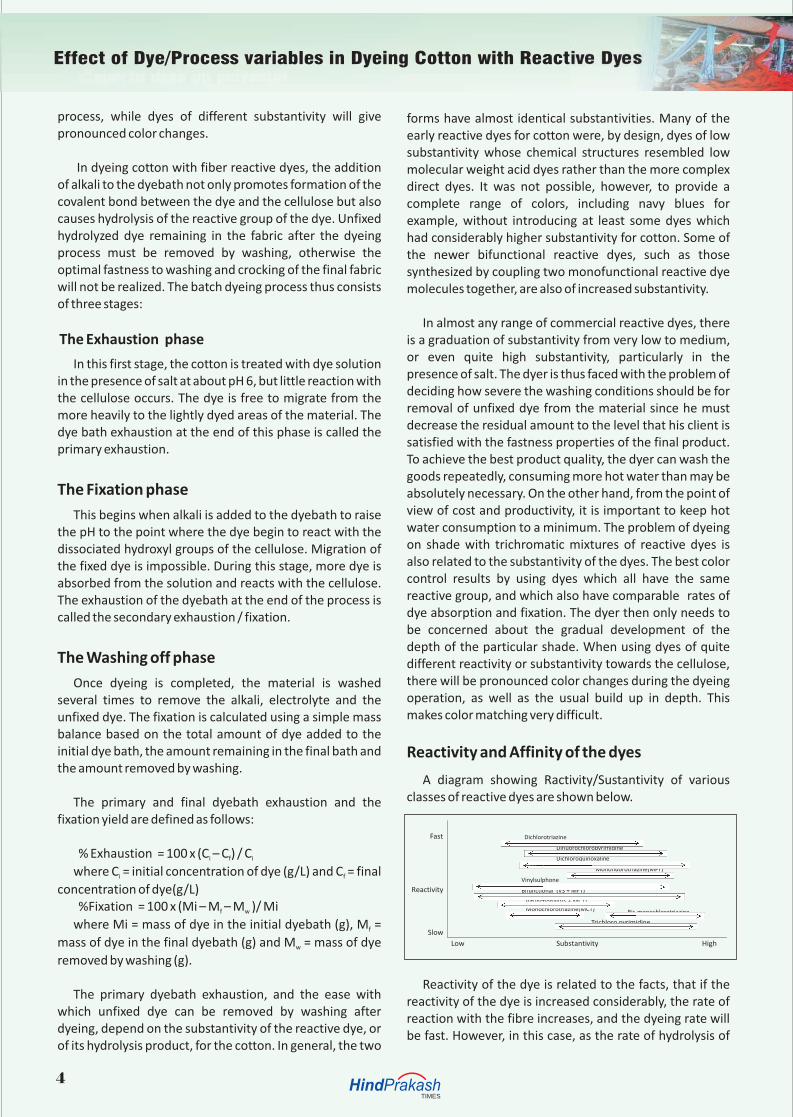
Reactivity and Affinity of the dyes
A diagram showing Ractivity/Sustantivity of various classes of reactive dyes are shown below.
Reactivity of the dye is related to the facts, that if the reactivity of the dye is increased considerably, the rate of reaction with the fibre increases, and the dyeing rate will be fast. However, in this case, as the rate of hydrolysis of
Effect of Dye/Process variables in Dyeing Cotton with Reactive Dyes
Fast
Dichlorotriazine
Difluorochloropyrimidine
Dichloroquinoxaline
Monofluorotriazine(MFT)
Vinylsulphone
Reactivity
Bifunctional (VS + MFT)
Bifunctional(VS + MCT)
Monochlorotriazine(MCT) Bis-monochlorotriazine
Trichloro pyrimidine
Slow
Low Substantivity High
TIMES
5
the dye also increases, it leads to the deactivation of a part of the dye, resulting in wastage of the dye. If the reactivity of the dye is decreased, the extent of hydrolysis can be reduced considerably, but this would result in slow rate of reaction with the fibre. But the ultimate objective of dyeing is to get reacted as much of the dye as possible with the fibre and minimize the hydrolysis of the dye.
Let us see how it can be achieved.
This can be achieved in practice in two stages. The dyeing is first started from the aqueous medium under neutral conditions when the dye does not react either with the fibre or with water. Then Glauber's salt or common salt is added to exhaust as much of the dye as possible onto the fibre .In this respect this stage of dyeing (exhaustion) resembles the dyeing of direct dyes on cotton. Then the second step, that of fixation or reaction with the fibre, is carried out by the addition of the alkali (usually soda ash). As the dye is already exhausted on to the fibre, it will not be available for reacting with water. It is already known that the hydrolysed dye cannot further react with the fibre, but due to affinity forces, it is absorbed by the fibre and retained in it.
During the subsequent washing or soaping the substantively held hydrolysed dye gets stripped into the washing bath thus reducing the wash fastness of the dyed fibre. If the affinity of the original dye is reduced to a very low value, this problem can be avoided, however if the affinity is too low, exhaustion of the dye prior to fixation cannot be achieved substantially. And if the dye affinity is high, then it is very difficult to remove the hydrolysed dye since it is absorbed and retained in the fibre by fairly strong affinity forces, though not as strong as the covalent bond formed between the dye and the fibre. Thus in actual practice low/medium affinity dyes are selected.
If the reactive dye chosen has low/medium affinity, it will show the properties like; good penetration and levelling, excellent wash off and wet fastness properties as well as low risk of tailing.
A high dye reactivity entails a lower dyeing time and a lower efficiency of fixation. (To improve the efficiency of fixation by reducing dye reactivity requires a longer dyeing time and is, therefore, less effective than an increase in substantivity). Reactivity of a dye can be modified by altering the pH, temperature, or both. By a suitable adjustment of pH and temperature, two dyes of intrinsically different reactivity may be made to react at a similar rate.
Diffusion coefficient/Solubility
Dyes with higher diffusion-coefficients usually result in better levelling and more rapid dyeing. Diffusion is hindered by the dye that has reacted with the fibre and the absorption of active dye is restrained by the presence of hydrolysed dye. Different types of dyes have different diffusion characteristics. For example, the order of decreasing diffusion is: unmetallised dyes, 1:1 metal-complex dyes, 1:2 metal complex dyes; phthalocyanine dyes. An increase in the diffusion is effected by increasing temperature, decreasing electrolyte concentration, adding urea in the bath and using dyes of low substantivity.
Dyes of better solubility can diffuse easily and rapidly into the fibres, resulting in better migration and levelling. An increase in dye solubility may be effected by increasing the temperature, adding urea and decreasing the use of electrolytes.
Process/ System Variables
Temperature:
A higher temperature in dyeing with reactive dyes results in a higher rate of dyeing, lower colour yield, better dye penetration, rapid diffusion, better levelling, easier shading, a higher risk of dye hydrolysis, and lower substantivity. Raising the temperature appears to result in an opening-up of the cellulose structure, increasing the accessibility of cellulose hydroxyls, enhancing the mobility as well as the reactivity of dye molecules and overcoming the activation energy barrier of the dyeing process, thereby increasing the level of molecular activity of the dye-fibre system as well as dye-fibre interaction.
pH
The intial pH of the dyebath will be lowered at the end of dyeing by one half to a whole unit, indicating that some alkali has been used up during dyeing. The cellulosic fibre is responsible for some of this reduction, while a smaller part is consumed by the dyestuff as it hydrolyses.
In discussing the effect of pH, account must be taken of the internal pH of the fibre as well as the external pH of the solution. The internal pH is always lower than the external pH of the solution. As the electrolyte content of the bath is increased, the internal pH tends to equal the external pH. Since the decomposition reaction is entirely in the external solution, the higher external pH favours decomposition of the dye rather than reaction with the fibre. pH influences primarily the concentration of the cellusate sites on the fibre. It also influences the hydroxyl ion concentration in the bath and in the fibre. Raising the pH value by 1 unit corresponds to a temperature rise of 200C. The dyeing rate
Factors affecting application ofdisperse dyes on polyester
Effect of Dye/Process variables in Dyeing Cotton with Reactive Dyes

6TIMES
is best improved by raising the dyeing temperature once a pH of 11-12 is reached. Further increase in pH will reduce the reaction rate as well as the efficiency of fixation.
Different types of alkalis, such as caustic soda, soda ash, sodium silicate, trisodium phosphate or a combination of these alkalis, are used in order to attain the required dyeing pH. The choice of alkali usually depends upon the dye used, the dyeing method as well as other economic and technical factors.
Electrolyte
Since reactive dyes have low affinity for cellulose, the exhaustion and thus the fixation of the dye can be increased by the addition of common salt or Glauber's salt to the dye bath prior to the fixation. The amount of salts required to produce adequate exhaustion decreases with decreasing liquor ratio. The addition of electrolyte results in an increase in the rate and extent of exhaustion, increase in dye aggregation and a decrease in diffusion. The electrolyte efficiency increases in the order: KCl < Na2S04 < NaCl. There may be impurities present in the salt to be used, such as calcium sulphate, magnesium sulphate, iron, copper and alkalinity, that can be a source of many dyeing problems.
Time of Dyeing
Generally the dye may be added in two portions. The salt may also be added in two lots. Exhaustion takes place in 20-30 minutes. There is generally no advantage in
prolonging the period beyond 30 minutes. Alkali is then added (also in 2 lots) and the dyeing is continued for further 30-90 minutes. The depth of shade and the reactivity of the dye decide the time of dyeing. For deeper shades longer times are required.
Liquor ratio
At lower liquor ratios, there is a higher exhaustion and higher colour strength. However, the rate of fixation of most of the dyes is not significantly affected. An increase in colour strength may be attributed to greater availability of dye molecules in the vicinity of the cellulose macro molecules, at lower liquor ratio. As the liquor ratio is decreased, the effectiveness of increasing salt addition also decreases. Hence lower amounts of salt are sufficient to get optimum exhaustion.
Surfactants and other auxiliaries
It is possible to enhance dye uptake on cellulosic fibres with the aid of suitable surfactants. Amongst all the systems, the highest dye uptake is obtained with anionic surfactants. Non-ionic surfactants may result in a decrease in dye exhaustion and colour yield, and a change in shade. Some non-ionic surfactants may slow down the dye hydrolysis. Triethanolamine (TEA) is known to enhance colour strength by enhancing the swelling property and accessibility of the cellulose structure. It may also modify the state of the dye, thereby enhancing its reactivity and increasing the extent of covalent dye fixation.
Factors affecting application ofdisperse dyes on polyester
Effect of Dye/Process variables in Dyeing Cotton with Reactive Dyes
TIMES
7
The word Enzyme derived from Greek word 'Enxymos' which means “in the cell or ferments”. Enzymes are globular protein complex composed different amino acids linked to each other by peptide bonds. The derived from chemical reactions in the cells of living organisms.
Enzymes mark their presence right from the evolution of life on Earth. They are used in industry to benefit different industrial processes by caring for Mother Nature.
Textile industry is one amongst few industries, which quickly accepted the dynamic changes happening in the field of biotechnology by making use of Enzymes.
Enzymes are biocatalyst, which alters the course of chemicals reaction:
1. Operating conditions of enzymes during reaction are mild2. They are very specific in action3. They alter the reaction route4. Energy required to carry out the reaction is less5. They are not consumed in reaction6. Residual enzymes still it si advisable to deactivate or denature the enzymes
Pretreatment of cotton consist of two important cleaning operations Scouring & bleaching. During Scouring, operation natural and added impurities are removed to make cotton absorbent. Bleaching operation helps to get rid unwanted kitties (natural coloring matter) & imparts whiteness to the fabric.
Majority of bleaching operations are carried out with hydrogen peroxide. It is very essential to remove residual peroxide as in next subsequent dyeing operation chromophoric group of dyestuff may be damaged. It may lead to uneven dyeing or dull shade.
Catalase based peroxide scavenger works on peroxide and break down this into water & oxygen. Both reaction products are having eco acceptance. It avoids use of chemical based reducing agent & high temperature processing requirement.
Cellulose enzymes are used for bio polishing. By this treatment hand property of the fabric or garment is modified and appearance of fabric is altered.
There are two type of cellulose used in textiles. Exo-Cellulose, which attack cellulosic chain at the end, & Endo-cellulase, which are able to attack cellulose at any place randomly.
Bio polishing:
Fuzz & pill removal:Fuzz and pills are seen on fabric made up of natural fibres, this fuzz and pills hampers the appearance of the fabric. Cellulose based Enzymes products removes this fuzz and gives very clear appearance to fabric. This process is preferred in knits wet processing.
Bio polishing results clean surface, better hand property & gives brightness to the fabric.
Stone was effect / Worn out look effect
In traditional stone washing, denim is faded by abrasion action of lightweight pumice stones on the garment surface. It helps to remove indigo dye from the surface. During this process, denim garments are damaged.
Cellulose based enzymes makes this process more processors friendly as:1. Enzyme required in less quantity2. No fabric damage3. Less wear of machines
Denim yarn is ring dyed i.e. presence of indigo dyestuff is on surface of the yarn. As cellulose acts on yarn surface it partially hydrolyses the surface of the fibre. It results in removal of indigo dye present on the surface creates light area. This action is bio fading. It helps to give worn out look or stone wash look to denim.
Enzymes has really given a textile industry a new finish and a new look to the fabric.
Enzymes in action…
Role of Enzymes in Textiles
Quality is our Image
TIMES
9
TIMES
10
This sounds strange but the fact of the matter is that sometimes anger is good. We find that people suffer but they do not manifest their emotions. On the other hand, they just suppress and repress their emotions. Human mind goes through various emotions. These emotions have a huge spectrum from the lower form of depression, grief etc., to a higher form of pride, courage and to the highest form of bliss and enlightenment. If we are angry, but do not show our anger, then we are in the lowest state of spiritual evolution. That is what is called “Tamasic” in Vedantic language.
In the state of “Tamas”, we do not express our emotions and expect people to understand us. On the contrary, we go through and get stuck in the state of apathy, self-pity, fear and pessimism etc., and go through mental delusions unnecessarily. We harbor anger in our bosom and just keep it there.
Better than “Tamas” is “Rajas” where we are passionate, our expressions are very loud, our feelings are expressed and we manifest our anger. Of course, it has lots of side effects but it works most of the time. We see in our work place, homes, schools, organizations etc., that people are scared of individuals who get angry very quickly and verbalize their anger. To appease such individuals, their work is generally done quickly and people try to keep such people in good humour. People don't take a person too seriously who is quiet, calm and composed, who doesn't make a scene.
What is the logic behind this phenomenon? “Tamas” is the lowest quality of human mind and “Rajas” is higher than “Tamas” and the law is that higher always controls the lower. So, a “Rajasic” person will always control a “Tamasic” person. Bhagwad Gita takes us from “Tamas” to “Rajas” and “Rajas” to “Satwa” and from “Satwa” to Trans-Satwa, which is the state of Self-Realisation.
Higher than Rajas is the State of Satwa where we genuinely don't have anger but only sometimes use the emotion of anger. Please read carefully what is written next. Highly evolved persons do not, I repeat do not lose their temper, but sometimes, use their temper.
If we lose our temper, our faculty of thinking takes a back seat, we use irrational, illogical and out of the context statements, which we regret later. Once our intellect is aware we realize that we forgot to present the most important points. It is because, while we are angry, we lose our intellect and loss of intellect is the cause of haphazard thoughts. But Satwic individual uses his or her temper with the availability of his intellect. He is very much aware of what he speaks and does not lose the flow of thoughts, thereby his anger is more effective and purposeful. In the end, when we say anger is good, it means anger is “used” with the awareness of intellect. If you lose your temper you lose your reputation and many more things and if you use your temper, things work out fine.
Think about it.
Acharya Shri Shivender Nagar
Vivek Niketan Educational Trust ( Regd)
1964/10, Outram Lines, Kingsway Camp, GTB Nagar, Delhi - 110009
Email: [email protected],
Website: www.vivekniketan.com
Tel: 91-1147092144/27604683.
ANGER IS GOOD
Laws of Vedanta
Powerful and VersatileEco Friendly
Reactive & PigmentThickeners
12
TIMES
13
TIMES
14
Keep that brain working; see if you can figure out what
these seven words all have in common?
Hope you got it...
Give it another try....
Look at each word carefully. You'll kick yourself when you discover the
answer.
This is so cool......
No, it is not that they all have at least 2 double letters....
1. Banana 2. Dresser 3. Grammar
4. Potato 5. Revive 6. Uneven 7. Assess
Answer:In a l l o f the words l i s ted, i f you take the f i r s t le t ter, p lace i t a tthe end of the word, and then spell the word backwards, it will be the same word.
nBra
i
Twister
Three beautiful thoughtsThree beautiful thoughts 1. None can destroy iron, but its own rust can!
Likewise, none can destroy a person, but his own mindset and
emotions can.
2. Ups and downs in life are very important to keep us going,
because a straight line even in an E.C.G. means we are not alive.
3. The same Boiling Water that hardens the egg, Will Soften the
Potato!
Beautiful saying— Mobile has taught us three things...
Whatever makes you happy -- save it...
Whatever makes others happy -- forward it...
Whatever will make no one happy -- Delete it...
TIMES
15
Why is the keyboard layout Q-W-E-R-T-Y and not simply A-B-C-D-F? Why were computer keyboards designed in
the current format not in a alphabetical order. Is there any specific reason or it's just some random convention
we are following?
It hasn't been done randomly or just for fun, it has a very distinct and purposeful reason behind it.
The current format of the keyboard was devised long back in 1870's by a gentleman named Christopher Sholes
for the then typewriter.
Though, it definitely was not the first format to come up, it didn't take much time to switch to this one.
Starting with lexicographic order i.e. A-B-C-D-E-F, after various trials and errors and taking hundreds of cases,
Christopher Sholes gradually reached the Q-W-E-R-T-Y. It was really well received (evident from the fact that
we still use it).
When the typewriter was invented, it used a metal bar to hold the character alphabets and the other end of the
bar was attached to a linkage carrying a carriage with the coated ink.
When a key was struck, it would emboss its character on the paper placed beneath the carriage. However, when
an operator learned to type at a great speed, a certain flaw was noticed.
When two letters were struck in quick succession, the bars of the typewriter would entangle and get jammed.
Christopher Sholes found a way out. He proposed that the letters of frequently used letter pairs should be in
different rows. For example, 'C-H', 'S-T', 'T-H', 'W-H' and more.
He also formulated that to speed up the typing process, there has to be a regular nkgernation between two hands.
So observing thousands of words, he placed the letters in way that most words would make use of both hands.
He also observed that almost every word in the dictionary carries a vowel.
According to him, the most frequently used vowel was 'A' and the most frequently used letter (non-vowel) was
'S'. So he placed 'A' and 'S' together and chose to keep less common letters like 'Q', 'W', 'Z', 'X', 'C' around
these.
This was complemented by placing fairly common letters like 'M', 'N', 'L', 'K', 'O', 'P' at right extremes to
create a perfect nkgernation between both the hands.
Why is the keyboard layout Q-W-E-R-T-Y and not simply
A-B-C-D-F?
TIMES
16
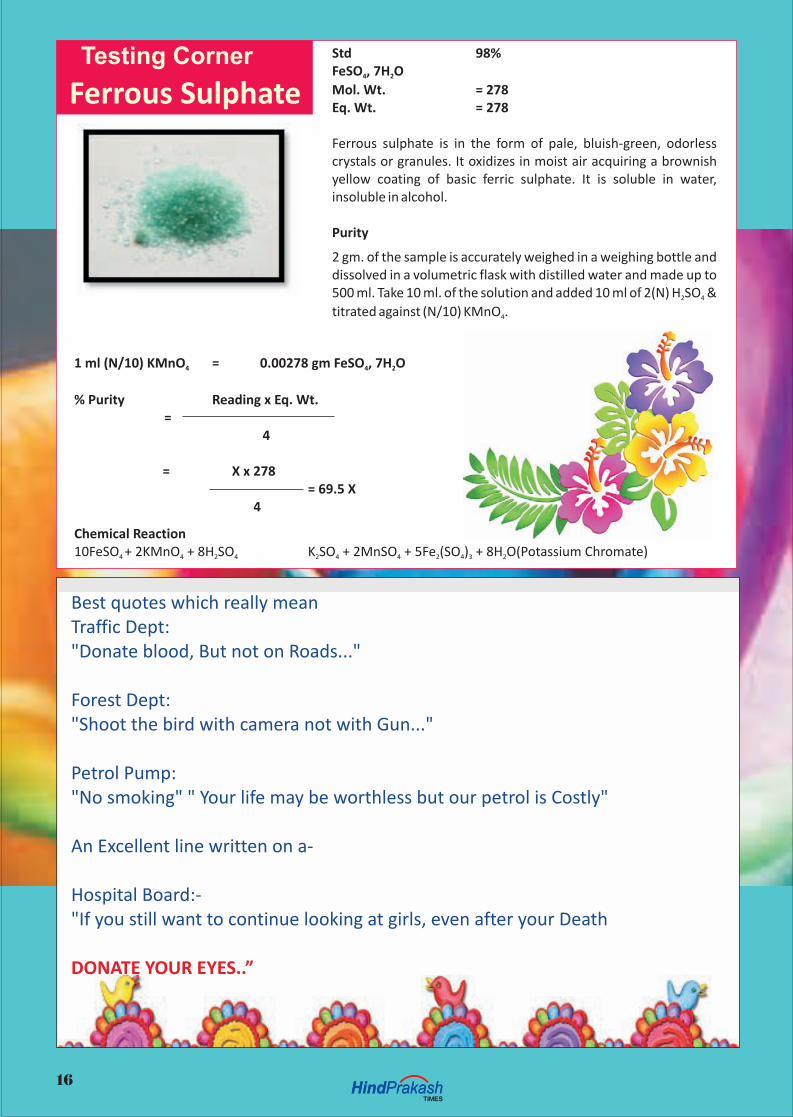
1 ml (N/10) KMnO = 0.00278 gm FeSO , 7H O4 4 2
% Purity Reading x Eq. Wt.=
4
= X x 278= 69.5 X
4
Chemical Reaction10FeSO + 2KMnO + 8H SO → K SO + 2MnSO + 5Fe (SO ) + 8H O(Potassium Chromate)4 4 2 4 2 4 4 2 4 3 2
Testing Corner Std 98% FeSO , 7H O4 2
Mol. Wt. = 278Eq. Wt. = 278 Ferrous sulphate is in the form of pale, bluish-green, odorless crystals or granules. It oxidizes in moist air acquiring a brownish yellow coating of basic ferric sulphate. It is soluble in water, insoluble in alcohol.
Purity
2 gm. of the sample is accurately weighed in a weighing bottle and dissolved in a volumetric flask with distilled water and made up to 500 ml. Take 10 ml. of the solution and added 10 ml of 2(N) H SO & 2 4
titrated against (N/10) KMnO .4
Ferrous Sulphate
Best quotes which really mean Traffic Dept: "Donate blood, But not on Roads..."
Forest Dept: "Shoot the bird with camera not with Gun..."
Petrol Pump: "No smoking" " Your life may be worthless but our petrol is Costly"
An Excellent line written on a-
Hospital Board:- "If you still want to continue looking at girls, even after your Death
DONATE YOUR EYES..”
TIMES
17
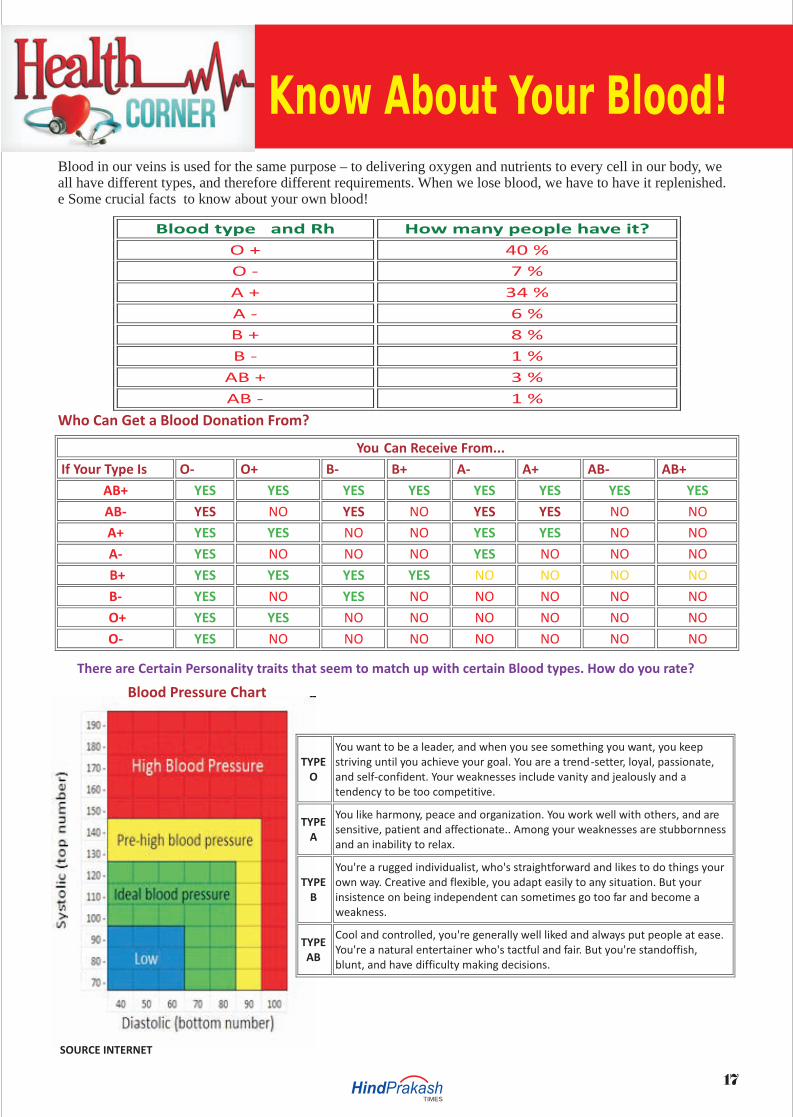
Blood in our veins is used for the same purpose – to delivering oxygen and nutrients to every cell in our body, we all have different types, and therefore different requirements. When we lose blood, we have to have it replenished. e Some crucial facts to know about your own blood!
Know About Your Blood!
Blood type and Rh How many people have it?
O + 40 %
O - 7 %
A + 34 %
A - 6 %
B + 8 %
B - 1 %
AB + 3 %
AB - 1 %
You Can Receive From...
If Your Type Is O- O+ B- B+ A- A+ AB- AB+
AB+ YES YES YES YES YES YES YES YES
AB- YES NO YES NO YES YES NO NO
A+ YES YES NO NO YES YES NO NO
A- YES NO NO NO YES NO NO NO
B+ YES YES YES YES NO NO NO NO B-
YES NO YES NO NO NO NO NO
O+ YES YES NO NO NO NO NO NO O- YES NO NO NO NO NO NO NO
Who Can Get a Blood Donation From?
There are Certain Personality traits that seem to match up with certain Blood types. How do you rate?
Blood Pressure Chart
TYPE O
You want to be a leader, and when you see something you want, you keep striving until you achieve your goal. You are a trend-setter, loyal, passionate, and self-confident. Your weaknesses include vanity and jealously and a tendency to be too competitive.
TYPE A
You like harmony, peace and organization. You work well with others, and are sensitive, patient and affectionate.. Among your weaknesses are stubbornness and an inability to relax.
TYPE B
You're a rugged individualist, who's straightforward and likes to do things your own way. Creative and flexible, you adapt easily to any situation. But your insistence on being independent can sometimes go too far and become a weakness.
TYPE AB
Cool and controlled, you're generally well liked and always put people at ease. You're a natural entertainer who's tactful and fair. But you're standoffish, blunt, and have difficulty making decisions.
SOURCE INTERNET
Textile Quiz No. 23Answers
TIMES
18
N.B ; Pl send your answers by email to [email protected]
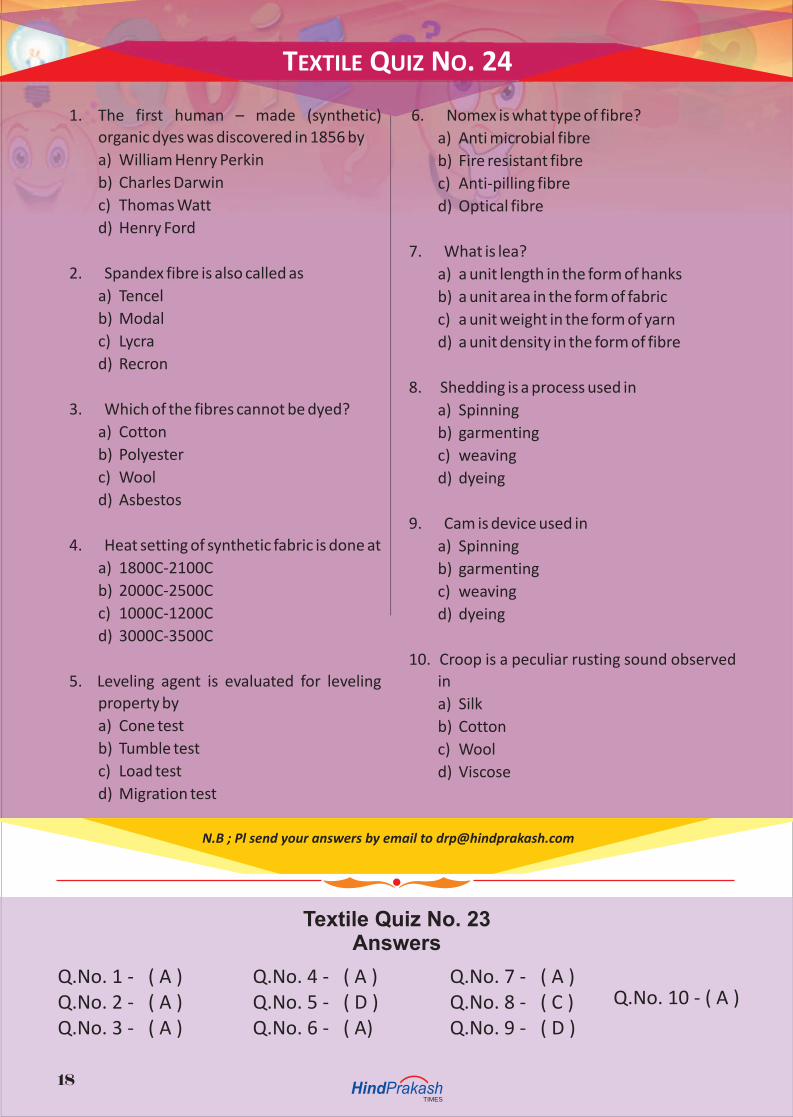
TEXTILE QUIZ NO. 24
Q.No. 1 ( A )Q.No. 2 - ( A )Q.No. 3 - ( A )
-
1. The first human – made (synthetic)
organic dyes was discovered in 1856 by
a) William Henry Perkin
b) Charles Darwin
c) Thomas Watt
d) Henry Ford
2. Spandex fibre is also called as
a) Tencel
b) Modal
c) Lycra
d) Recron
3. Which of the fibres cannot be dyed?
a) Cotton
b) Polyester
c) Wool
d) Asbestos
4. Heat setting of synthetic fabric is done at
a) 1800C-2100C
b) 2000C-2500C
c) 1000C-1200C
d) 3000C-3500C
5. Leveling agent is evaluated for leveling
property by
a) Cone test
b) Tumble test
c) Load test
d) Migration test
6. Nomex is what type of fibre?
a) Anti microbial fibre
b) Fire resistant fibre
c) Anti-pilling fibre
d) Optical fibre
7. What is lea?
a) a unit length in the form of hanks
b) a unit area in the form of fabric
c) a unit weight in the form of yarn
d) a unit density in the form of fibre
8. Shedding is a process used in
a) Spinning
b) garmenting
c) weaving
d) dyeing
9. Cam is device used in
a) Spinning
b) garmenting
c) weaving
d) dyeing
10. Croop is a peculiar rusting sound observed
in
a) Silk
b) Cotton
c) Wool
d) Viscose
Q.No. 4 - ( A )Q.No. 5 - ( D )Q.No. 6 - ( A)
Q.No. 10 - ( A )Q.No. 7 - ( A )Q.No. 8 - ( C )Q.No. 9 - ( D )
TIMES
19
JOKESJOKES
AMERICAN LIFE STYLE.. DAUGHTER: Sorry Dad, I got married yesterday.. Forgot to invite U..DAD: U naughty.. It's Ok.. But Don't forget next Time..
Population Comparison : INDIAN : I hav 4 sis 3 bro. Wat abt U?AMERICAN : I hav no sis or bro.Bt I hav 4 Moms from 1st dad, 3 dads from 1st mom...
Lady - My husband who went to buy Dosa Mix is missing since 3 daysPolice- what were u doing last three days?Lady - Somehow managing with Upma and Puri, Sir.
A guy was baptized and dipped in water 3 times.At the 3rd time the Priest said :"You are now baptized, you are a new creation. The old one is gone, no more drinking of alcohol for you.Your new name is GOMES ."GOMES went back home and headed straight for the fridge. He took a BEER, dipped it in water 3 times and said :"You are now a new creation, the old one is gone. Your new name is GREEN TEA “
5 years old son, After watching a story of an Emperor on TV:"Mum, I also want 7 wives, one will cook for me, one will read for me, one will go for walk with me, one will sing for me, one can bath me,...."Mum smiled and said:"Then night time I don't have to accompany you to sleep!" After some thought, son said: "Not possible, I still want to sleep with you mummy!""Then who will sleep with your 7 wives?""Let them sleep with daddy!"
A mother-in-law explaining work to her newly wed Daughter-in-law."I am Home Minister as well as Finance Minister of this house, yur Father-in-law is the Foreign Minister, my Son, I mean your husband runs the Ministry of Demand and Supply, and, my daughter runs Planning Development Ministry. Now you tell me which Ministry would you like to run?"
Wife (angrily) - I don't believe this... u forgot my birthday again?? How can you do this...Husband - how can you expect me to remember your birthday when u never look older...Wife (clear her throat and smile) jaanu Sacchi Husband in his mind (sahi time pe dialogue aa gya beta...warna khatam tha tu aaj... :-)
An English Man: why do your Indian ladies not shake hands? There's no harm..Indian: Can an ordinary citizen in your country shake hands with your Queen?EnglishMan: "NO".Indian: In our country each and every woman is a queen...
Husband update his FB Status: Good Morning.... such a lovely day.... I am so happy today.Wife commented:Challenge Accepted’
Husband : (calls up Hotel Manager from room) Please come fast, I am having an argument with my wife & she says she will jump from your hotel window.Manager : Sir, I am sorry, but this is your personal Issue.Husband : You Idiot!!! Fool ! The window is not opening. This is a maintenance issue ..