Embed Size (px)
Citation preview

Highly Automated, Servo-Electric Turret Punch Press
EM 3612 ZRT

Maximum Machine UtilizationThrough Fast, Automated Tool Setups
High-Quality & High-Speed ProcessingHigh-speed, scratch-free processingMaterial is transported entirely on a brush table surface to ensure scratch-free processing. The lower turret is recessed under the brush table — providing uncompromised down-forming opera-tions by eliminating part obstruction with the lower turret.
Highly efficient slug pull prevention mechanism on all stationsInverter-controlled vacuum system helps prevent slug pull. Amount of vacuum is automatically adjusted according to station size.
Easy programming, no-track dead zones and optimal tool locationAn efficient track structure eliminates the restrictions on tool location. When tools are specified, the optimum tool ar-rangement is automatically created based on their ID. This facilitates programming and improves material utilization.
The EM 3612 ZRT is a machine solution that reaches higher levels productivity and achieves high-quality, scratch-free part processing.
Features such as dual AC servo drives, a high-speed auto-matic tool changer, a concealed lower turret with retractable dies, and an ID tool system, all work together to achieve maximum machine utilization.
The EM 3612 ZRT can be equipped with a variety of automa-tion systems from simple sheet load/unload manipulators to multiple shelf systems, with part separation and stacking abili-ties, for a complete automated punching solution.
• Rigid bridge frame extends tool and machine life while producing high-quality, distortion-free parts
• 120" X-axis can process 10' sheets without repositioning which reduces processing time and increases accuracy
• 179 or 300 tool capacity Tool Storage Unit (TSU)
• Brush table and “ZR” turret design virtually eliminate part scratching
• Easily process up/down forms
• Revolutionary tool ID system eliminates tool setup errors and lost productivity
• Tapping stations are integrated into the turret
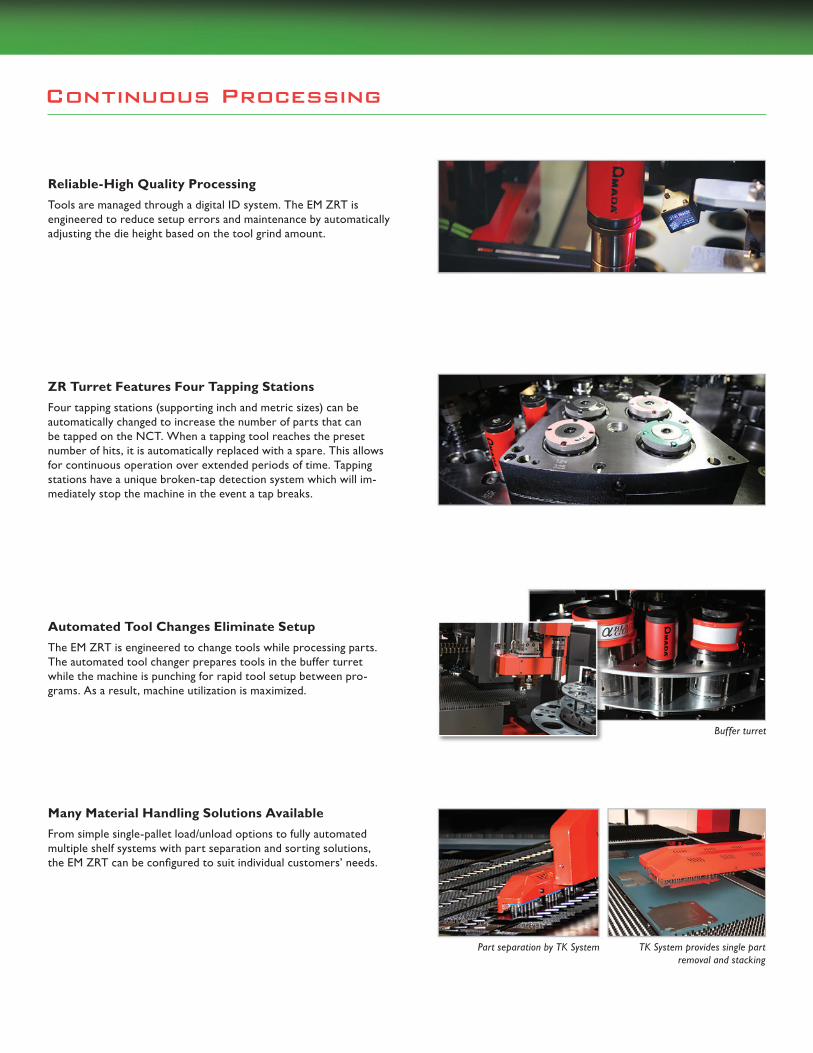
Continuous Processing
ZR Turret Features Four Tapping StationsFour tapping stations (supporting inch and metric sizes) can be automatically changed to increase the number of parts that can be tapped on the NCT. When a tapping tool reaches the preset number of hits, it is automatically replaced with a spare. This allows for continuous operation over extended periods of time. Tapping stations have a unique broken-tap detection system which will im-mediately stop the machine in the event a tap breaks.
Reliable-High Quality ProcessingTools are managed through a digital ID system. The EM ZRT is engineered to reduce setup errors and maintenance by automatically adjusting the die height based on the tool grind amount.
Many Material Handling Solutions AvailableFrom simple single-pallet load/unload options to fully automated multiple shelf systems with part separation and sorting solutions, the EM ZRT can be configured to suit individual customers’ needs.
Automated Tool Changes Eliminate SetupThe EM ZRT is engineered to change tools while processing parts. The automated tool changer prepares tools in the buffer turret while the machine is punching for rapid tool setup between pro-grams. As a result, machine utilization is maximized.
Part separation by TK System TK System provides single part removal and stacking
Buffer turret

Tool ID System
179 or 300 Tool Capacity
Productivity-Enhancing Features
Easy Tool Loading
Automated Tool Loader (behind the machine)

Unique ZR Turret Design
Dual Servo Drive
Large Brush Table

• The lower turret is recessed under the brush table ensuring scratch-free processing of parts
• Selected dies rise through an adjustable window in the brush table
• The die height automatically compensates for sharpening and eliminates shimming
• A track structure eliminates restrictions on tool location — an issue commonly associated with conventional inner/outer track configurations
• A uniform pass line allows forming and punching in adjacent stations
• Four built-in tapping stations (either standard or metric) — with tap breakage detection
• Small tool dead zone and no part distortion from inner/outer or adjacent stations
• Inverter-controlled Slug Suction unit reduces slug pull (available on all stations)
Recessed ZR Turret
Tool Storage Unit (TSU)
Die Lift Stations
Up-Forming Down-Forming
Tool ID System
• Laser-etched QR identification of punches and dies
• Punches and dies are immediately identified and tracked for number of hits, sharpening amount and remaining life
• Setup errors are eliminated
• Tool angle and appropriate die selection are confirmed upon installation
• Web-based server allows access of tooling data from any location
Forming dies can be raised and lowered during material movement to eliminate material scratching.
• Available in 179 or 300 tool configurations
• Tools are stored and automatically loaded into the turret
• Tools are transferred to a “buffer turret” for rapid insertion into the ZR Turret
• 2 dies are available for each tool (up to 600 dies)
• Fast, reliable and error-free loading of tools
• Up to 7 additional tapping tools can be automatically rotated into the 4 existing tapping stations
• Automatic replacement of tools when preset hit-count is reached for continuous operation and minimal down time
1 12 2

Slug Removal System
Dual Servo Drive
Large Brush Table
• Available on all stations
• Powerful vacuum draws slugs through the die
• Punch penetration can be reduced to 0.039" resulting in faster speeds and reduced tool wear
• Table size on EM ZRT allows for full 5' x 10' sheet processing without repositioning
• Brush table design ensures scratch-free processing
• Reduces noise level
• Designed to support up to 3/16" material
AMNC/PC
PC Control and Network CapabilitiesAmada’s AMNC/PC control with touchscreen offers many productivity enhancing features and benefits.
• Network-ready
• Job scheduler
• Job status and alarms
• Machine maintenance tracker
• Email notification of machine alerts and jobs in progress
• Ready to connect with vFactory® Software
Intelligent Turret SetupPaperless machine setup information is immediately available to the operator. Material type, clamp setup, tool information and more can be displayed on the control for the operator to view.
G-Code Editor/SimulatorAnother powerful feature is the G-code editor and simulator. Features in the editor make it easy to quickly review, edit, and simulate a program. The simulator graphically plots the G-code tool patterns, provides zoom and pan functions, and highlights the associated G-code when a graphic pattern is selected on the touchscreen display.
• The highest real-world hit rates and ram positioning accuracy
• Dual servo drives eliminate the need for complex hydraulics or oil-cooling chillers — dramatically reducing maintenance and repair costs over the life of the machine
• Precision ram motion control (speed, stroke length, hover height and hold time) helps reduce tooling wear and punching noise
• Electrical power savings of up to 70% over conventional hydraulic machines
7025 Firestone Boulevard • Buena Park, CA 90621 • (714) 739-2111 • FAX (714) 670-8020 • www.amada.com
Amada America, Inc.
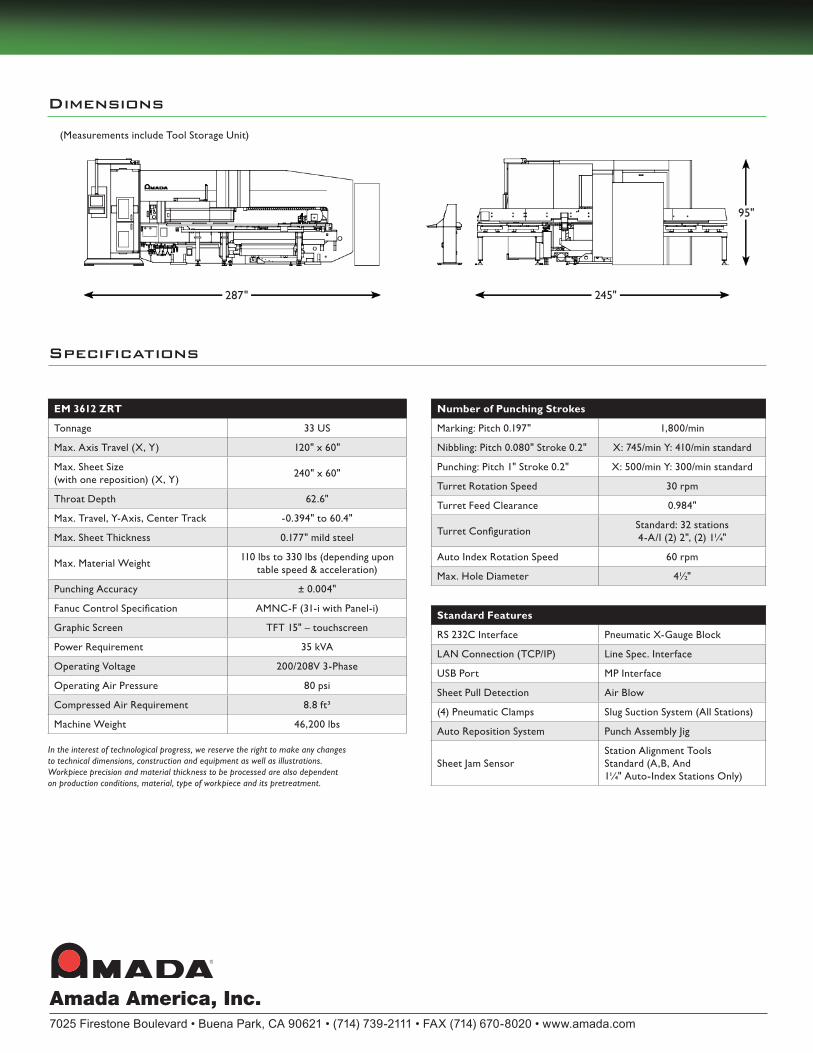
Dimensions
Specifications
EM 3612 ZRT
Tonnage 33 US
Max. Axis Travel (X, Y) 120" x 60"
Max. Sheet Size (with one reposition) (X, Y)
240" x 60"
Throat Depth 62.6"
Max. Travel, Y-Axis, Center Track -0.394" to 60.4"
Max. Sheet Thickness 0.177" mild steel
Max. Material Weight 110 lbs to 330 lbs (depending upon table speed & acceleration)
Punching Accuracy ± 0.004"
Fanuc Control Specification AMNC-F (31-i with Panel-i)
Graphic Screen TFT 15" – touchscreen
Power Requirement 35 kVA
Operating Voltage 200/208V 3-Phase
Operating Air Pressure 80 psi
Compressed Air Requirement 8.8 ft³
Machine Weight 46,200 lbs
Number of Punching Strokes
Marking: Pitch 0.197" 1,800/min
Nibbling: Pitch 0.080" Stroke 0.2" X: 745/min Y: 410/min standard
Punching: Pitch 1" Stroke 0.2" X: 500/min Y: 300/min standard
Turret Rotation Speed 30 rpm
Turret Feed Clearance 0.984"
Turret Configuration Standard: 32 stations 4-A/I (2) 2", (2) 1¼"
Auto Index Rotation Speed 60 rpm
Max. Hole Diameter 4½"
Standard Features
RS 232C Interface Pneumatic X-Gauge Block
LAN Connection (TCP/IP) Line Spec. Interface
USB Port MP Interface
Sheet Pull Detection Air Blow
(4) Pneumatic Clamps Slug Suction System (All Stations)
Auto Reposition System Punch Assembly Jig
Sheet Jam SensorStation Alignment Tools Standard (A,B, And 1¼" Auto-Index Stations Only)
In the interest of technological progress, we reserve the right to make any changes to technical dimensions, construction and equipment as well as illustrations. Workpiece precision and material thickness to be processed are also dependent on production conditions, material, type of workpiece and its pretreatment.
(Measurements include Tool Storage Unit)
287" 245"
95"





























