Embed Size (px)
Citation preview

HIGH-SPEED PHOTOGRAPHY AND MODELLING OF DC PLASMA ARCS INTERACTING WITH IRREGULAR SURFACES
Quinn G Reynolds – Mintek, Johannesburg, South Africa
ABSTRACT Direct current (DC) arc furnaces have been used extensively in the steel recycling industry, and are seeing increased application in areas related to primary production of steel and ferro-alloys. The DC plasma arc is a high-temperature (20,000 K), high-velocity (up to km/s) jet of ionized gas, providing thermal energy and mechanical stirring to the raw materials fed to the furnace. Operational situations arising in DC arc furnaces include the melting of a solid charge of material at the start of a heat, electrode breakages, uneven melting, and liquid materials, all of which may result in uneven surfaces for the arc to interact with. This in turn causes undesirable transient effects such as electrical noise, arc instability, or extinction. The results of computational modelling of the plasma arc system are presented here, and include qualitative experimental evidence of arc behaviour on irregular surfaces from high-speed photography. KEYWORDS Secondary steelmaking, DC furnace, flicker, plasma arc, computational modelling, high-speed photography INTRODUCTION The direct current (DC) arc furnace has been in use for industrial metallurgy since the late 1800s [1]. It is a preferred unit operation for certain types of materials and processes including the production of primary and secondary steel, ferrochrome, ferronickel, titania pigments, platinum group metals, and others [2]. Heating and stirring inside DC arc furnaces is accomplished by means of a plasma arc – a high-temperature, high-velocity electric discharge that is formed between the end of one or more graphite electrodes that are inserted into the furnace vessel, and the molten process material inside [3]. The arc is formed and sustained by interaction between the momentum, thermal energy, and electromagnetic fields inside the furnace. In general the arc is a highly dynamic system, and is able to change and evolve rapidly on millisecond or faster time scales [4,5]. These high-frequency changes in arc jet shape and structure are capable of producing considerable variability in the arc voltage for an applied current. Dynamic arc behaviour is therefore a primary cause of voltage and current instabilities on DC furnaces, and makes the control and operation of such furnaces challenging. The rapid and chaotic fluctuation of the electrical parameters of the arc causes undesirable harmonics in the DC rectifier unit, which is generally of a 6-, 12-, or 24-pulse thyristor design [6]. This electrical noise may be carried through to the

transformer supplying the rectifier, and then on into the grid. This is a highly undesirable situation for grid power providers, and minimization of such “flicker” either by altering furnace conditions or installation of additional equipment such as static var compensators [6] is an important aspect of DC arc furnace design and operation. Although much of the unstable behaviour of the arc occurs as a result of the basic physics of the system, it is of some interest to study whether this instability is affected by the geometry of the surface that the arc is interacting with. Uneven work surfaces are often present in DC furnace operation, and may arise from any of several conditions [3,7]:
• Melting of a solid charge at the beginning of a heat or batch may present the arc with a highly irregular surface to attach to initially. This is a common procedure in metal recycling processes.
• Breakage of graphite electrodes during operation is not uncommon, and may result in a cylindrical section of electrode floating in the molten bath of process material for some time afterward. If this section moves under the arc it may cause a substantial change in arc behaviour.
• Incomplete melting of ore feed materials or incomplete reaction of carbonaceous reductants such as metallurgical coke may result in irregular particles resting on the surface of the molten bath during operation, interfering with the arc’s attachment to the process material beneath.
• Interaction between the arc jet and the molten bath can produce considerable deformation of the bath surface, producing a cavity or depression beneath the arc as well as violent splashing. This highly variable surface geometry may produce additional instability in the arc.
A computational modelling approach was used to study both qualitative and quantitative aspects of the dynamics of small-scale DC plasma arcs on various types of uneven surfaces, and compare the results against cases with uniform surfaces. Qualitative results from the models were also compared with experimental evidence from high-speed photography where available. 1. DESCRIPTION OF COMPUTATIONAL MODEL Construction of a dynamic model of the DC plasma arc system requires mathematical descriptions of three key physical phenomena: momentum, energy, and electromagnetism [4]. Momentum is governed by the Navier-Stokes and mass continuity equations:
𝜕 𝜌𝐔𝜕𝑡 + ∇ ⋅ 𝜌𝐔𝐔 + ∇𝑃 = ∇ ⋅ 𝝉𝒊𝒋 + 𝐣×𝐁 (1)
𝜕𝜌𝜕𝑡 + ∇ ⋅ 𝜌𝐔 = 0 (2)
Here ρ is the plasma density, U is its velocity, P is the fluid pressure, τij is the viscous stress tensor, j is the current density field, and B is the magnetic field. For the purpose

of defining τij, the plasma is assumed to be a Newtonian fluid with a temperature-dependent viscosity µ. Energy is described using the energy conservation equation:
𝜕 𝜌ℎ𝜕𝑡 + ∇ ⋅ 𝜌𝐔ℎ = ∇ ⋅
𝜅𝐶!∇ℎ +
𝐣 ⋅ 𝐣𝜎 + ∇ ⋅
5𝑘!𝐣2𝑒𝐶!
ℎ − 𝑄! (3)
Here h is the enthalpy field of the plasma, κ is its thermal conductivity, CP is its heat capacity, and σ is its electrical conductivity. kb is the Boltzmann constant, e is the electron charge, and QR is the volumetric loss of energy by radiation from the plasma. The last three terms on the right-hand side of (3) describe energy generation by Ohmic heating, transport of thermal energy by electron flow, and radiation energy loss respectively. Finally, electromagnetism is described by Maxwell’s equations, which may be simplified in the case of plasma arc problems:
∇ ⋅ 𝜎 𝛻𝜙 − 𝐔×𝐁 = 0 (4a)
𝐣 = −𝜎 𝛻𝜙 +𝜕𝐀𝜕𝑡 − 𝐔×𝐁 (4b)
𝛻!𝐀 = −𝜇!𝐣 (5a) 𝐁 = 𝛻×𝐀 (5b)
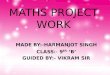
Here, φ is the electric potential field, A is the magnetic vector potential field, and µ0 is the magnetic permeability of the plasma, approximated as equal to the permeability of free space. (4a) and (5a) are the two partial differential equations to be solved for φ and A respectively, with variables j and B calculated as shown. All of the governing equations must be solved simultaneously in order to study the dynamic behaviour of plasma arc systems. Due to the non-linearity of the equations in addition to the tight coupling that occurs via the temperature (which affects all the plasma’s physical, transport, and thermodynamic properties under the assumption of local thermodynamic equilibrium (LTE) [8]) as well as the source terms in the energy and momentum equations, it is necessary to use numerical methods to obtain solutions. A computational solver for (1) – (5) was developed using the open source OpenFOAM v2.3.1 framework for field solutions of differential equations [12]. OpenFOAM implements a general unstructured-mesh, finite-volume method for numerical solution of conservation equations. An existing OpenFOAM solver application for compressible fluid flow using the Pressure Implicit with Splitting of Operators (PISO) predictor-corrector algorithm was modified and extended to include plasma specific algorithm components, following the approach of similar work by Sass-Tisovskaya [10]. Unstructured meshes for the model cases were generated using Gmsh v2.8.3 [13], an open source geometry and mesh generation application. Visualisation of model results was performed using ParaView 4.1.0 [14]. Python scripts were used to automate the running and post-processing of results from the computational models. The computational plasma arc solver is capable of both two- and three-dimensional simulations. Two-dimensional models in Cartesian coordinates are considered in the present work, representing a “slice” through the furnace centreline. The model geometry is shown in Fig. 1. Boundary AB defines the surface of the work material, the entirety of which is treated as the anode in the plasma arc model. DEFG is the

surface of the graphite electrode, with EF defining the cathode spot at which the arc attaches. BCD and GHA are treated as inlet/outlet boundaries open to the atmosphere of the furnace. Boundary conditions at the various surfaces are shown in Table 1.
Fig. 1. Diagram of model region
Fig. 2. Example mesh, 43454 elements
High-resolution quadrilateral meshes were generated for each model case, as shown in Fig. 2. The use of unstructured meshes and variable mesh resolution in the arc attachment areas permitted the models to approach the mesh fidelity used for direct numerical simulation of plasma arcs in previous work [4] with more than an order of magnitude reduction in mesh size.
Table 1. Boundary conditions used for plasma arc model
Field AB BCD, GHA DE, FG EF
P 𝜕𝑃𝜕𝐧 = 0 𝑃 = 𝑃! −
!!𝜌 𝐔 ! 𝜕𝑃
𝜕𝐧 = 0 𝜕𝑃𝜕𝐧 = 0
U 𝐔 = 0 𝜕𝐔𝜕𝐧 = 0 𝐔 = 0 𝐔 = 0
h ℎ = ℎ!
ℎ = ℎ! 𝑖𝑓 𝐔 ⋅ 𝐧 ≥ 0 𝜕ℎ𝜕𝐧 = 0 𝑖𝑓 𝐔 ⋅ 𝐧 < 0
ℎ = ℎ! ℎ = ℎ!
φ 𝜙 = 0 𝜕𝜙𝜕𝐧 = 0
𝜕𝜙𝜕𝐧 = 0 −𝜎
𝜕𝜙𝜕𝐧 = 𝑗!
In Table 1 P0 is the ambient pressure of the furnace freeboard, taken as atmospheric. hA, hI and hE are the plasma enthalpies at the temperatures of the anode surface, inlet freeboard gas, and electrode surface – taken as 3000 K, 3000 K, and 4000 K respectively. jk is the current density at the cathode spot. To determine jk, the thermionic emission current density for graphite at its sublimation temperature (3915 K) was calculated [11], and a value of approximately 0.6 kA/cm2 was obtained. This was compared to experimental and industrial literature on DC plasma arcs [3], in which values of up to 3.5 kA/cm2 are quoted. An intermediate value of 2 kA/cm2 was therefore selected for the present work. Unless otherwise specified, all models were initialized with a flash-start condition – zero velocities and a uniform temperature of 10000 K throughout the region. Model run times were of the order of 100 ms to allow the initial conditions to decay and the dynamic behaviour of the arc to develop fully.

2. RESULTS AND DISCUSSION 2.1 Flat anode For the purpose of providing a reference point for the irregular anode geometry cases, the behaviour of plasma arcs on flat surfaces is first considered. The parameters used for the model calculations are shown in Table 2.
Table 2: Parameters used in plasma arc simulations
Parameter Value Parameter Value Model region width 0.5 m Arc lengths 0.05 m, 0.1 m Electrode diameter 0.1 m Electrode cone angle 63° Arc current 1 kA Plasma gas Air*
*LTE plasma property data obtained from [8], [9] Evolution of the temperature field of the plasma arc for the two arc lengths is shown in Fig. 3. Although the arc initially forms as a steady, symmetrical jet directed away from the electrode tip, fluid turbulence combined with electromagnetic instabilities gives rise to considerable unsteadiness and variation in shape of the arc as time progresses in both cases.
(a) Arc length 0.05 m, time 2 ms
(b) Arc length 0.05 m, time 50 ms
(c) Arc length 0.05 m, time 75 ms
(d) Arc length 0.05 m, time 100 ms
(e) Arc length 0.1 m, time 2 ms
(f) Arc length 0.1 m, time 50 ms

(g) Arc length 0.1 m, time 75 ms
(h) Arc length 0.1 m, time 100 ms
Fig. 3. Temperature fields at various times for different arc lengths, scale 3000 K (black) to 20000 K (blue-white)
Energy flux to the anode surface was calculated from the local gradient of the temperature field, combined with the electron condensation energy due to the passage of current through the work function potential of the anode [11]. The temporal variation of the anode energy flux qa at the red, green, and blue locations marked on Fig. 3(d) and (h) is shown in Fig. 4 (graph colours correspond to the location markers in each case).
(a) Arc length 0.05 m
(b) Arc length 0.1 m
Fig. 4: Heat transfer to flat anodes at different sample locations There is considerable variation in the local energy flux presented to the anode surface in the plasma arc model. Points closer to the furnace centreline receive higher and more variable fluxes, and the flux is generally more concentrated near the centre of the furnace for shorter arcs.
(a) Arc length 0.05 m, time 100 ms
(b) Arc length 0.1 m, time 100 ms
Fig. 5. Current density fields, scale 0 (blue) to 2 kA/cm2 (red)
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
0 10 20 30 40 50 60 70 80 90 100
q a,kW/cm
2
Time,ms
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
0 10 20 30 40 50 60 70 80 90 100
q a,kW/cm
2
Time,ms

(a) Arc length 0.05 m
(b) Arc length 0.1 m
Fig. 6. Variation of arc voltage (maximum value of φ field) with time The electrical behaviour of the arc model for the two flat anode cases is shown in Fig. 5 and Fig. 6. The arc voltage (defined as the maximum value of the electric potential field φ) experiences substantial variability in both cases; this is primarily due to the rapid and erratic changes in the shape and structure of the temperature field, which in turn affects the conduction path of electrical current through the plasma.
Table 3. Average values and standard deviations for last 50 ms of simulation
*Anode energy flux qa, kW/cm2 Arc voltage, V φmax
Case Avg Std dev Avg Std dev Avg Std dev Avg Std dev 0.05 m 1.44 0.860 0.304 0.219 0.143 0.0713 75.33 17.75 0.1 m 0.822 0.619 0.574 0.265 0.423 0.454 103.4 14.69
*Markers correspond to locations indicated in Fig. 3(d) and 3(h) Table 3 shows the mean values and standard deviations of the variables plotted in Fig. 4 and Fig. 6, for the final half of the simulation run time of 100 ms. Again it can be seen that for shorter arc lengths the heat transfer to the anode is concentrated more toward the area immediately beneath the electrode. Shorter arcs also produce lower average voltages, although with a similar degree of variability. Some selected still frames from high-speed imaging of DC plasma arcs are shown in Fig. 7. The arcs were generated using a 3.2 MVA IGBT-type “chopper” rectifier, and filmed using an Olympus iSpeed 3 high-speed digital video camera. Further details of the experimental arrangement may be found in previous publications [5].
(a) 1 kA, 10 cm
(b) 1 kA, 10 cm
(c) 2 kA, 10 cm
(d) 2 kA, 10 cm
Fig. 7. Photographs of arcs operating in air above a flat graphite anode
At comparable arc lengths and current levels, the arcs are seen to behave in an unsteady manner with many qualitative similarities to the model results shown in Fig. 3, including complex arc column shapes and transient anode surface jets.
405060708090
100110120130140
0 10 20 30 40 50 60 70 80 90 100
φ,V
T ime,ms
40
60
80
100
120
140
160
180
0 10 20 30 40 50 60 70 80 90 100
φ,V
T ime,ms

2.2 Stepped anode The first surface irregularity to be considered is a stepped anode. This is a simple geometry created by setting one portion of the anode surface to a distance 0.05 m below the electrode tip, and the remaining portion to a distance of 0.1 m, with a vertical step between the two. The horizontal position of the step was then varied in order to study its effect on the dynamics of the plasma arc. All other simulation parameters were retained as per Table 2. Temperature fields at the end of the simulation for selected cases are shown in Fig. 8.
(a) Step offset -0.1 m, time 100 ms
(b) Step offset -0.05 m, time 100 ms
(c) Step offset 0 m, time 100 ms
(d) Step offset 0.05 m, time 100 ms
Fig. 8. Temperature field at end of simulation for various step positions, scale 3000 K (black) to 20000 K (blue-white)
It is interesting to observe that as a result of the local concentration of the electric potential field, the upper corner of the step irregularity on the anode is a preferred attachment point for the arc. This is particularly obvious in the cases with the step to the left of the furnace centreline, and results in “steering” of the arc toward the corner as well as complex interactions between the plasma jet attached at the corner and the main arc column.
(a) Step offset -0.1 m
(b) Step offset -0.05 m
0.0
1.0
2.0
3.0
4.0
5.0
6.0
0 10 20 30 40 50 60 70 80 90 100
q a,kW/cm
2
Time,ms
0.0
1.0
2.0
3.0
4.0
5.0
6.0
7.0
8.0
0 10 20 30 40 50 60 70 80 90 100
q a,kW/cm
2
Time,ms

(c) Step offset 0 m
(d) Step offset 0.05 m
Fig. 9. Heat transfer to stepped anodes at different sample locations The evolution of the energy flux to the anode over time for various step positions is shown in Fig. 9, where the colours of the graph lines correspond to the coloured location markers on the anode surfaces in Fig. 8. In Fig. 10, variation of the arc voltage with time is shown for the selected model cases. It is interesting to note that the nature of the dynamics changes appreciably as the step position moves from left to right. It appears that with the step to the left of the furnace centreline it is possible for the shape of the anode to cause a shielding effect, lowering the amount of noise in the arc voltage signal. This may be due to the fact that the arc attaches preferentially to the step corner in these cases, resulting in reduced mobility.
(a) Step offset -0.1 m
(b) Step offset -0.05 m
(c) Step offset 0 m
(d) Step offset 0.05 m
Fig. 10. Variation of arc voltage in time, stepped anode cases
0.01.02.03.04.05.06.07.08.09.0
10.0
0 10 20 30 40 50 60 70 80 90 100
q a,kW/cm
2
Time,ms
0.00.20.40.60.81.01.21.41.61.82.0
0 10 20 30 40 50 60 70 80 90 100
q a,kW/cm
2
Time,ms
406080
100120140160180200220
0 10 20 30 40 50 60 70 80 90 100
φ,V
T ime,ms
40
50
60
70
80
90
100
110
120
0 10 20 30 40 50 60 70 80 90 100
φ,V
T ime,ms
40
60
80
100
120
140
160
0 10 20 30 40 50 60 70 80 90 100
φ,V
T ime,ms
405060708090
100110120130
0 10 20 30 40 50 60 70 80 90 100
φ,V
T ime,ms

Statistical results from the stepped anode simulation cases are summarized in Table 4. The averages and standard deviations are calculated over the last half of the 100 ms simulation time.
Table 4. Average values and standard deviations for last 50 ms of simulation
*Anode energy flux qa, kW/cm2 Arc voltage, V φmax
Case Avg Std dev Avg Std dev Avg Std dev Avg Std dev -0.1 m 1.53 1.41 0.439 0.229 0.194 0.169 90.82 17.01 -0.05 m 2.33 1.71 0.542 0.139 0.492 0.307 69.54 6.090 -0.025 m 2.63 2.51 0.415 0.252 0.365 0.231 94.22 26.86
0 m 2.42 2.16 0.144 0.123 0.129 0.0711 77.19 16.43 0.025 m 0.578 0.688 0.0680 0.0527 0.0319 0.0290 73.98 16.33 0.05 m 0.240 0.237 0.0302 0.0210 0.0170 0.0225 66.73 13.03 0.1 m 0.0536 0.0363 0.0229 0.0107 0.0139 0.0075 75.12 18.40
*Markers correspond to locations indicated in Fig. 8 Heat transfer rates to the upper corner of the step section (red marker) are appreciably higher than the highest energy fluxes seen in the flat anode cases (Table 3) when the step is in reasonably close proximity to the arc. This reflects the arc’s preference to attach to sharp corners, and it is therefore reasonable to expect that such corners will be melted back rapidly and preferentially during operation of the furnace. Disruption of the arc by the step section is most extreme as the step approaches the furnace centreline from the left, resulting in substantially lower (Case -0.05 m) or higher (Case -0.025 m) variability in the arc voltage than the flat anode cases.
(a) 2 kA, 25 cm
(b) 1 kA, 20 cm
(c) 3 kA, 20 cm
(d) 3 kA, 25 cm – time 227 ms
(e) 3kA, 25 cm – time 231 ms
(f) 3 kA, 25 cm – time 240 ms
Fig. 11. (a)-(c) Photographs of arcs, step in anode surface at lower right. (d)-(f) Arc extinction above stepped anode surface
Photographs of arcs operating in air near to step sections of graphite anodes are shown in Fig. 11. The tendency of the arc to attach at the corner of the step and produce increased heat transfer there is visible in the images. The final three photographs show an arc extinction sequence; although arc extinction is caused

primarily by electrode surface phenomena, it may be exacerbated by increased arc instability resulting from the presence of a stepped anode. 2.3 Cylindrical anode irregularities A series of simulation cases was considered to evaluate the effect of cylindrical protrusions and cavities on the behaviour of the plasma arc. Such irregularities may result from broken sections of electrode floating in the furnace bath, or the cavities created by the arc jet’s impingement onto a molten surface. A semi-cylinder (or inverted semi-cylinder) 0.1 m in diameter was located at various positions on an otherwise flat anode surface to create the anode geometry in each case, with all other model parameters retained as per Table 2. Temperature fields at the end of the simulation for selected cases are shown in Fig. 12.
(a) Cylinder, offset 0 m, time 100 ms
(b) Cylinder, offset 0.05 m, time 100 ms
(c) Inverted cylinder, offset 0 m, time 100 ms
(d) Inverted cylinder, offset 0.05 m, time 100 ms
Fig. 12. Temperature field at end of simulation for various cylindrical irregularities, scale 3000 K (black) to 20000 K (blue-white)
In the case of a protruding cylinder shape at the anode, the arc is seen to preferentially attach to its top surface when the cylinder is immediately below or near to the electrode tip. In cases with inverted cylinder shapes at the anode, the arc attaches predominantly to the edges of the cavity where the sharp corners cause the electric field to be concentrated.
(a) Cylinder, offset 0 m
(b) Cylinder, offset 0.05 m
0.01.02.03.04.05.06.07.08.09.0
10.0
0 10 20 30 40 50 60 70 80 90 100
q a,kW/cm
2
Time,ms
0.0
2.0
4.0
6.0
8.0
10.0
12.0
0 10 20 30 40 50 60 70 80 90 100
q a,kW/cm
2
Time,ms

(c) Inverted cylinder, offset 0 m
(d) Inverted cylinder, offset 0.05 m
Fig. 13. Heat transfer to cylindrical anode irregularities at different sample locations
The evolution of heat transfer rates to the anode in the various simulations are shown in Fig. 13, where the colour of the graph lines correspond to the coloured location markers on the anode surfaces in Fig. 12. It is of some interest to note that the inverted cylinder cases in particular are very sensitive to the position of the irregularity on the anode surface.
(a) Cylinder, offset 0 m
(b) Cylinder, offset 0.05 m
(c) Inverted cylinder, offset 0 m
(d) Inverted cylinder, offset 0.05 m
Fig. 14. Variation of arc voltage in time, cylindrical anode irregularity cases Variation of the arc voltage in time for the selected model cases is shown in Fig. 14. Several effects are visible – firstly, the presence of an electrode section on the bath can cause substantial instability in the arc’s electrical behaviour, with higher voltage spikes and more erratic high-frequency variation (compared to the flat anode cases) observed in the case with the cylindrical section positioned immediately below the electrode tip. Secondly, the presence of a cavity immediately below the electrode tip
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
0 10 20 30 40 50 60 70 80 90 100
q a,kW/cm
2
Time,ms
0.01.02.03.04.05.06.07.08.09.0
10.0
0 10 20 30 40 50 60 70 80 90 100
q a,kW/cm
2
Time,ms
406080
100120140160180200220240
0 10 20 30 40 50 60 70 80 90 100
φ,V
T ime,ms
40
60
80
100
120
140
160
180
200
0 10 20 30 40 50 60 70 80 90 100
φ,V
T ime,ms
405060708090
100110120130
0 10 20 30 40 50 60 70 80 90 100
φ,V
T ime,ms
40
60
80
100
120
140
160
180
0 10 20 30 40 50 60 70 80 90 100
φ,V
T ime,ms

appears to have a stabilizing effect on the arc, at least temporarily – this may be analogous to the “shielding” effect seen in the stepped anode cases. Statistical results from the stepped anode simulation cases are summarized in Table 5. The averages and standard deviations are calculated for the last half of the 100 ms simulation time.
Table 5. Average values and standard deviations for final 50 ms of simulations, cylinder (C) and inverted cylinder (IC) cases
*Anode energy flux qa, kW/cm2 Arc voltage, V φmax
Case Avg Std dev Avg Std dev Avg Std dev Avg Std dev C, 0 m 2.27 1.31 0.425 0.389 1.10 1.41 81.35 23.48
C, 0.025 m 0.881 1.34 0.153 0.113 1.65 1.20 88.78 24.34 C, 0.05 m 0.550 0.906 0.113 0.0933 1.68 1.41 90.46 24.34 C, 0.075 m 0.255 0.109 0.117 0.0434 1.07 1.00 75.84 15.83
IC, 0 m 0.412 0.153 0.395 0.158 0.755 0.837 70.44 19.70 IC, 0.025 m 0.321 0.167 0.350 0.157 2.63 2.31 75.00 11.45 IC, 0.05 m 0.189 0.0739 0.205 0.0841 3.77 2.11 75.65 17.44 IC, 0.075 m 0.0472 0.0404 0.0613 0.0515 0.730 0.762 74.27 18.13
*Markers correspond to locations indicated in Fig. 12 Greater instability in the arc voltage is seen when a semi-cylinder is located close to or on the furnace centreline. This suggests that floating sections of broken electrode could increase the electrical noise generated by the furnace if they move into the vicinity of the arc.
(a) Arc in air on graphite block with inverted
cylinder cavity – 1.5 kA, 17.5 cm
(b) Arc in DC furnace above molten slag with
liquid cavity – 2 kA, 10 cm
Fig. 15. Arcs interacting with anode cavity irregularities As in the stepped anode cases, a cylindrical or spherical cavity in the anode can result in greatly increased heat transfer to the corners (blue markers) of the cavity due to the arc’s preference to attach at these points. If formed of solid material these corners would rapidly melt, and if formed of liquid, material at the edge of the cavity may become superheated. Some evidence of this from arc photography experiments is shown in Fig. 15. 2.3 Anodes with multiple irregularities In the case of raw feed material or carbonaceous reductant particles resting on the surface of a molten bath, or a collection of randomly packed scrap pieces, a more

complex anode geometry may present itself to the plasma arc. In order to simulate this crudely, cases of anodes with multiple irregularities consisting of repeated block or sawtooth patterns were calculated using the plasma arc model. In both cases, the highest point of the anode is located 0.05 m below the electrode tip, and the lowest 0.1 m below the tip. All other parameters as per Table 2 were kept constant. Temperature fields at the end of the simulation for each model case examined are shown in Fig. 16.
(a) Blocks, offset 0 m, time 100 ms
(b) Blocks, offset 0.05 m, time 100 ms
(c) Sawtooth, offset 0 m, time 100 ms
(d) Sawtooth, offset 0.05 m, time 100 ms
Fig. 16. Temperature field at end of simulation for multiple anode irregularities, scale 3000 K (black) to 20000 K (blue-white)
With the patterns offset at 0 m, the surface closest to the arc at the highest section of the pattern presents a natural although somewhat unstable connection point for the arc. These surfaces would be expected to receive elevated energy fluxes and melt down most rapidly. With the patterns offset by 0.05 m, the arc prefers to attach to the high points on either side of the “cavity” formed by the irregularities on the anode. The time evolution of energy fluxes at various sample locations indicated by the coloured markers in Fig. 16 are shown in Fig. 17, with the line colours matching the colour of the markers in each case. Preferential attachment of the arc to corners and surfaces nearest to the electrode tip is observed in all cases.
(a) Blocks, offset 0 m
(b) Blocks, offset 0.05 m
0.0
1.0
2.0
3.0
4.0
5.0
6.0
0 10 20 30 40 50 60 70 80 90 100
q a,kW/cm
2
Time,ms
0.0
1.0
2.0
3.0
4.0
5.0
6.0
7.0
0 10 20 30 40 50 60 70 80 90 100
q a,kW/cm
2
Time,ms

(c) Sawtooth, offset 0 m
(d) Sawtooth, offset 0.05 m
Fig. 17. Heat transfer to multiple anode irregularities at different sample locations The development of the arc voltage over time for each of the model cases for multiple anode irregularities is shown in Fig. 18.
(a) Blocks, offset 0 m
(b) Blocks, offset 0.05 m
(c) Sawtooth, offset 0 m
(d) Sawtooth, offset 0.05 m
Fig. 18. Variation of arc voltage in time, multiple irregularity cases
The arc voltage signals show roughly similar behaviour in the 0 m offset cases, with appreciable high-frequency noise apparent. With the patterns offset by 0.05 m the dynamics of the arc appear to change, to quite a substantial degree in the case of the sawtooth pattern. It is difficult to say if the arc is in fact more stable in these cases since the variability of the arc voltage remains similar to that observed in the other results, but qualitatively the dynamics do appear to have been altered by the change in anode geometry.
0.0
2.0
4.0
6.0
8.0
10.0
12.0
0 10 20 30 40 50 60 70 80 90 100
q a,kW/cm
2
Time,ms
0.00.51.01.52.02.53.03.54.04.55.0
0 10 20 30 40 50 60 70 80 90 100
q a,kW/cm
2
Time,ms
405060708090
100110120130140
0 10 20 30 40 50 60 70 80 90 100
φ,V
T ime,ms
40
60
80
100
120
140
160
0 10 20 30 40 50 60 70 80 90 100
φ,V
T ime,ms
40
50
60
70
80
90
100
110
120
0 10 20 30 40 50 60 70 80 90 100
φ,V
T ime,ms
40
50
60
70
80
90
100
110
120
0 10 20 30 40 50 60 70 80 90 100
φ,V
T ime,ms

Statistical results from the stepped anode simulation cases are summarized in Table 6, with the average and standard deviation values calculated for the last half of the 100 ms simulation time.
Table 6. Average values and standard deviations for final 50 ms of simulations, block (B) and sawtooth (S) pattern cases
*Anode energy flux qa, kW/cm2 Arc voltage, V φmax
Case Avg Std dev Avg Std dev Avg Std dev Avg Std dev B, 0 m 2.12 0.932 0.927 0.742 0.0939 0.0512 66.16 12.68
B, 0.05 m 0.170 0.0892 2.66 2.00 0.140 0.123 76.62 17.01 S, 0 m 4.77 1.66 0.296 0.108 0.0136 0.0070 69.91 9.572
S, 0.05 m 0.0586 0.0336 0.738 0.164 1.06 0.977 66.57 8.057 *Markers correspond to locations indicated in Fig. 16 The qualitative observations are supported by quantitative results from the models, in that the edges and surfaces closest to the electrode tip generally receive the greatest heat transfer rates. This is particularly evident in the sawtooth with 0 m offset, with the tip of the sawtooth pattern in that case receiving more than three times the energy flux than the highest rates seen in the flat anode cases. Considering the electrical variables, it is interesting to note that in both sawtooth pattern cases the voltage variability is reduced when compared to the block patterns as well as the flat anode baseline cases; this may be due to the angled surfaces breaking up and increasing the turbulence of the fluid flow at the anode, hindering the development of surface phenomena such as transient anode arc jets. 3. CONCLUSIONS The development and implementation of a compressible-flow-based computational model for the study of direct current plasma arcs and their interaction with irregular anode surface geometries has been largely successful. The model was used to perform simulations of arcs interacting with a variety of anode geometries. In general the presence of any form of irregularity on the anode, particularly in the vicinity of the electrode and arc, resulted in an increase in the electrical noise observed on the voltage signal, as well as an increase in local heat transfer rates as the arc preferentially attached to corners and edges. As a general rule of thumb, it appears that if an irregularity on the anode is located within one arc length of the centreline of the electrode, disruption of normal arc behaviour is likely. In addition, several somewhat counter-intuitive effects were observed. Firstly, raised steps or cavities in the anode may actually shield and stabilize the arc in certain cases. Second, the presence of repeated patterns with angled edges on the anode surface may also provide a stabilizing effect by acting to limit the formation of certain transient arc features. With additional study it may be possible to use such effects to determine geometric characteristics of the material within an operating furnace. Work remains to be done in this area. Extensions to the computational model to include near-electrode non-LTE effects should be considered, as well as evaluation

and inclusion of appropriate turbulence models to enable larger, industrially relevant scales to be simulated. Dynamic variation of the anode geometry in the model in response to melting and movement of liquid surfaces may also be of some value. Further experimental study, particularly in conjunction with high-speed instrumentation to measure and quantify the electrical noise arising from plasma arcs operating above irregular anodes, would also be invaluable to prove or disprove many of the conjectures arising from the present work. 4. ACKNOWLEDGEMENTS This paper is published by permission of Mintek. The author would like to thank the CSIR Centre for High Performance Computing for access to HPC facilities, and also Dr Ben Bowman for informative correspondence on the subjects of electrical noise and electrode breakage in DC arc furnaces. REFERENCES
1) R.T. JONES, Q.G. REYNOLDS, T.R. CURR, and D. SAGER, J. SAIMM 111, (2011), p. 665.
2) R.T. JONES and T.R. CURR, Proc. Southern African Pyrometallurgy 2006, Johannesburg (2006), SAIMM, Johannesburg, South Africa (2006), p. 127.
3) B. BOWMAN, Proc. 52nd Electric Furnace Conference, Nashville, Tennessee (1994), ISS (AIST), Warrendale, Pennsylvania, (1995), p. 111.
4) Q.G. REYNOLDS, R.T. JONES, and B.D. REDDY, J. SAIMM 110, (2010), p. 733.
5) Q.G. REYNOLDS and R.T. JONES, Proc. ICHSIP 29, Morioka (2010), ICHSIP Local Organising Committee, Morioka, Japan (2011), p. B11-1.
6) P. LADOUX, G. POSTIGLIONE, H. FOCH, and J. NUNS, IEEE Trans. Ind. Electron. 52, (2005), p. 747.
7) B. BOWMAN and K. KRUGER, Arc Furnace Physics. Verlag Stalheisen, Düsseldorf (2009).
8) M.I. BOULOS, P. FAUCHAIS, and E. PFENDER, Thermal Plasmas: Fundamentals and Applications Vol. 1. Plenum Press, New York (1994).
9) Y. NAGHIZADEH-KASHANI, Y. CRESSAULT, and A. GLEIZES ︎, J. Phys. D: Appl. Phys. 35, (2002), p. 2925.
10) M. SASS-TISOVSKAYA, Licentiate thesis, Chalmers University of Technology, Gothenburg, Sweden, (2009).
11) J.J. LOWKE, R. MORROW, and J. HAIDAR, J. Phys. D: Appl. Phys. 30, (1997), p. 2033.
12) OpenFOAM, http://openfoam.org/, accessed 2015. 13) Gmsh, http://geuz.org/gmsh/, accessed 2015. 14) ParaView, http://www.paraview.org/, accessed 2015.