Embed Size (px)
Citation preview
High performance sintered steel gears for use in transmis-sions and machinery – a critical review High performance sintered steel gears meet wrought steel gears! Dr. –Ing. Senad Dizdar Höganäs AB, Global Development Dept., 263 83 Höganäs, Sweden; Abstract
Except for high–end gear applications in automotive and aerospace transmissions, high per-
formance sintered steel gears meet wrought steel gears in respect to gear strength and
geometrical quality. The performance increase has to thank advances in powder metallurgy
in last two decades such as selective surface densification, new materials and lubricants for
high density–, warm– and warm die pressing. This review lists results of a decade with high
performance sintered steel gear prototypes development at Höganäs AB in Sweden.
1. Introduction
Mechanical power transmissions and machinery of today meet hard demands on sustainable
production, low cost, compact size, low weight, highly efficient and quiet operation, long use-
ful service life and when it ends – full recycling. Comparing powder metallurgy (P/M) or sim-
ply called sintered gears with machined wrought steel gears, there is no doubt that the latter
have reached ultimate levels in gear strength, geometrical and material quality. In contrast,
the sintered steel gears have reached very high levels in gear strength, geometrical and ma-
terial quality but offer highly sustainable production, low total cost and full recycling for a
range of applications in automotive, agricultural, construction, power tools and home appli-
ances industry.
A compromise, machined–sintered gears is also possible by so called clever blank–concept.
Here the gears blanks are manufactured by pressing and sintering, selective surface densifi-
cation, hardening and then send for hard finishing in order to acquire the final geometrical
quality. By this concept, one is allowed to raise the level of production sustainability by press-
ing geometrical features in press direction and eliminating waste of material as machining
chip and acquire high gear strength, material and geometrical quality.
Presented at The International Conference on Gears 2010 in Munich, Germany, on October 4, 2010
Both sintered and sintered–machined gears are complying important global trends on im-
provements in production sustainability. To provide an illustration for this, Table 1 lists results
of recently published study by Metal Powder Industry Federation (MPIF). The analysis was
done on a truck transmission notch segment but the numbers for gears will not be too much
different. In comparison to machining, the P/M gear manufacturing will for sure keep double
raw material utilization, almost negligible material loss, and half of the energy used.
Table 1: A side by side comparison of a truck transmission notch segment manufacturing
steps by Metal Powder Industries Federation (MPIF) [1]
Manufacturing
technology
Finished part
weight (g)
Raw material
utilization (%)
Material
loss (g)
Manufacturing
steps
Energy used
(kWh/piece)
P/M 300 95 16 6 1.243
Machining 312 40..50 260 17 2.847
2. High performance sintered gears
P/M entered gear applications through sintered pump gears in 1940’ [2]. Since that time P/M
has advanced in developing pressing technologies for high density such as selective surface
densification from early 1980’ [3], warm compaction in 1980’ [4], new high density lubricants
and warm die compaction from 1990’ [5], fully pre–alloyed chromium steel powder grades
such as Astaloy CrM, –CrL and from 2000’ [6] and recently Astaloy CrA™ and high density
powder solutions, such as Hipaloy™, from 2000’[7].
Today it is readily possible to achieve spur and helical P/M gears with sintered density ex-
ceeding 7.2 g/cm3 in single pressing – single sintering process by warm– and warm die com-
paction, exceeding 7.4 by double press double sinter (DPDS) process, exceeding 7.5 g/cm3
by high density powder solutions and fully densified, 7.8 g/cm3, gear tooth flank and/or root
surface by for example gear rolling [3, 8, 9], shot peening or Densiform® process [10].
However, gears in several transmission and machinery applications have been found to fit
application demands based on experience. Often, there is neither load capacity calculation
nor experimental verification of the main gear design parameters and therefore any change
of the design and/or manufacturing process is connected with a lot of questions and uncer-
tainties. A particular uncertainty is present when a conversion to sintered gears is discussed,
due to reasons such as low market share of sintered gears, ca 3 % according to AGMA in
2009 [11], presence of pores in the material, rather low presence of powder metallurgy in
Presented at The International Conference on Gears 2010 in Munich, Germany, on October 4, 2010
material courses for mechanical designers and premature failures of earlier sintered compo-
nents due to their low strength.
3. Results of high performance sintered steel gear development at Höganäs AB
For a decade high performance sintered steel gear have been extensively investigated de-
velopment at Höganäs AB in order to screen feasibility of use of new technologies in powder
metallurgy to sintered gears. That included among others techniques surface densification by
gear rolling, burnishing, shot–peening and their combinations, high density pressing, warm
compaction and warm die pressing techniques together with new low chromium alloyed, fully
pre-alloyed steel powder grades and new generations of powder mixes with powdered lubri-
cant and lubricant coated on the steel powder. Sintered materials of interest were for the low
Cr and Mo alloyed fully pre–alloyed steel powders with good hardenability. Sintered materials
to be mentioned here are [12]:
– Astaloy CrL, i.e. Fe–1.5Cr–0.2Mo, fully pre-alloyed Cr powder grade, relatively insensitive
to price fluctuations of Mo as alloying element, with very high hardenability and strength al-
ready at sintered densities such as 7.0 g/cm3. Gears made of this material can be gas car-
burized as common if core sintered density exceed the level of 7.4..7.5 g/cm3. Otherwise,
vacuum or low pressure gas carburizing had to be used [13].
– Astaloy 85Mo and Astaloy Mo, i.e. Fe–1.5Mo respective Fe-0.85Mo, fully pre-alloyed Mo
powder grade, relatively sensitive to price fluctuations of Mo as alloying element, with high
hardenability,
– Distaloy HP, i.e. Fe–1.5Mo fully pre-alloyed Mo powder grade diffusion alloyed with 4 Ni
and 2 Cu, Distaloy DC i.e. Fe–1.5Mo fully pre-alloyed Mo powder grade diffusion alloyed with
2 Ni, and Distaloy AE, i.e. plain iron grade powder diffusion alloyed with 1.75 Ni, 0.5 Mo and
1.5 Cu. Distaloy grades are very robust powder grades with high hardenability developed for
components with density of up to 7.3 g/cm3 advisable by using warm– or warm–die compac-
tion.
– Fe–Cu–C materials such as Fe–1.5Cu–0.4C are basic sintered materials for low to moder-
ate performance sintered components. These materials were not tested but are mentioned
here due to historical reasons.
Important to mention is how sintered density affects hardening. To illustrate, a common cold
pressing density level for machinery gears in powder metallurgy is 6.9 to 7.1 g/cm3, for
warm– and warm die pressing is 7.2 to 7.3 g/cm3 and for high density pressing and double
pressing double sintering (DPDS) is up to 7.7 g/cm3. Sintered materials with densities lower
Presented at The International Conference on Gears 2010 in Munich, Germany, on October 4, 2010
than approximately 7.0 to 7.1 g/cm3 have fully connecting pore system and it allows deep
penetration of gases in carburizing atmosphere and the soaking times are few times shorter
comparing to wrought components. A problem which may appear is that carburization from
unwanted surfaces must be prevented which may include additional costs for carbon inhibit-
ing mask and its removal after hardening. Increasing sintered density, this problem may be
less pronounced, but when reaching sintered densities of over approximately 7.4..7.5 g/cm3,
the sintered components start behaving like wrought components during carburization [13].
Avoiding further details of powder metallurgy and surface densification technology in order to
let this review focus on achieved results (the details are of course found in respective refer-
ences) Figure 1, Figure 2 and Figure 3 present achieved gear pitting resistance, gear tooth
root strength and respective RCF-roller resistance. The figures are done to overview proto-
type specimens, their testing method, wrought references, and manufacturing techniques
with achieved results. The prototype gears are described with manufacturing route, material
composition and sintered density level.
P/M gear pitting resistance, see Figure 1, was experimentally evaluated in a force square or
back–to–back test rig with closed power loop [14]. Sintered Fe–1.5Cu–0.4C gears were re-
ported in a classic gear book [15] to have gear pitting resistance of 400 MPa (no details
about sintered density given). ISO 6336 declares gear tooth root strength of 1000 MPa for
case hardened low alloyed wrought steels manufactured in material quality MQ (a common,,
good gear quality). Own tests with case hardened Astaloy Mo+0.2C, 7.3 g/cm3 sintered
gears indicated equal, 400 MPa, pitting resistance level. First when gear sintered density
reached 7.6 g/cm3 level, pitting resistance approached level of 1000 MPa. Surface densifica-
tion by means of shot–peening applied to the Astaloy CrL+0.2C, 7.5 g/cm sintered gears re-
sulted in a densified layer of 0.15 mm (DD = 0.15 mm means that full density dropped to 98
% relative density at 0.15 mm depth) but caused an orange peel like surface finish that gave
rise to adhesive wear failure. However, additional burnishing, i.e. gear rolling in order to
smooth the surface and partly correct the tooth profile [9,3] pushed up gear pitting resistance
to 1200 MPa level. Radial gear rolling [3] achieved deeper densification, DD= 0.3 mm, but
equal level of pitting resistance. A sintering after the rolling, so called re-sintering, gave addi-
tional 100 MPa in pitting resistance likely due to the additional homogenization of the mate-
rial structure.
Presented at The International Conference on Gears 2010 in Munich, Germany, on October 4, 2010
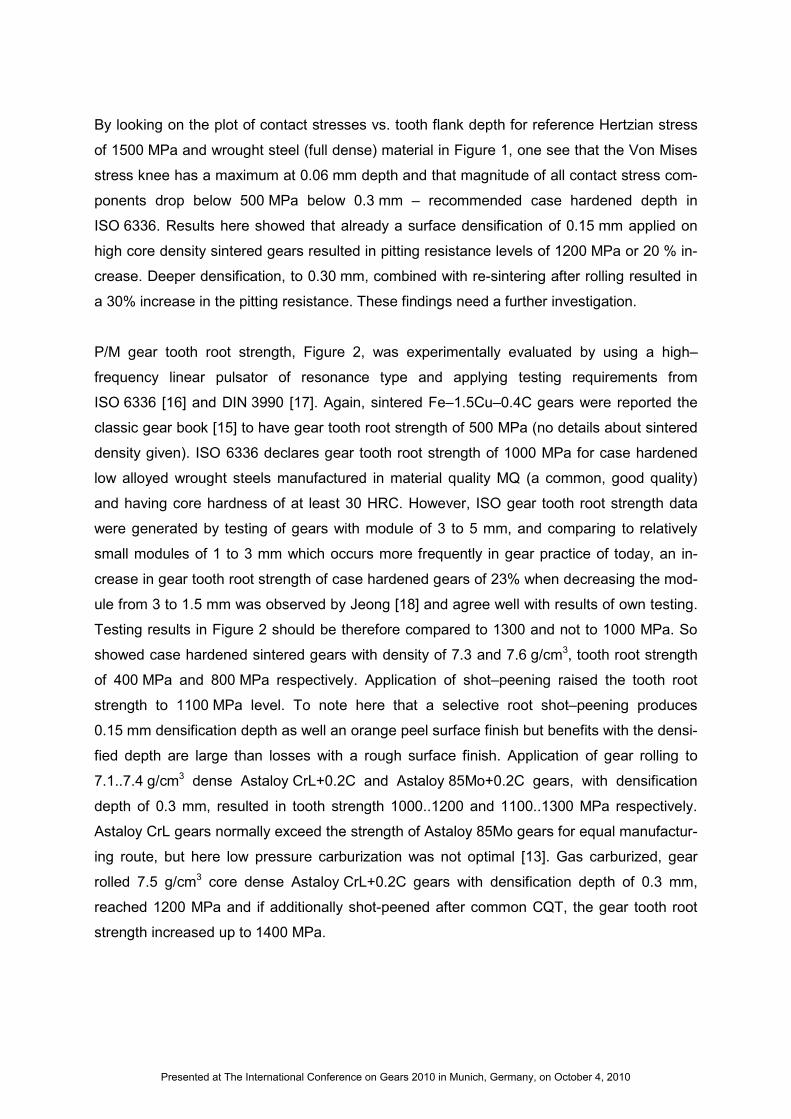
By looking on the plot of contact stresses vs. tooth flank depth for reference Hertzian stress
of 1500 MPa and wrought steel (full dense) material in Figure 1, one see that the Von Mises
stress knee has a maximum at 0.06 mm depth and that magnitude of all contact stress com-
ponents drop below 500 MPa below 0.3 mm – recommended case hardened depth in
ISO 6336. Results here showed that already a surface densification of 0.15 mm applied on
high core density sintered gears resulted in pitting resistance levels of 1200 MPa or 20 % in-
crease. Deeper densification, to 0.30 mm, combined with re-sintering after rolling resulted in
a 30% increase in the pitting resistance. These findings need a further investigation.
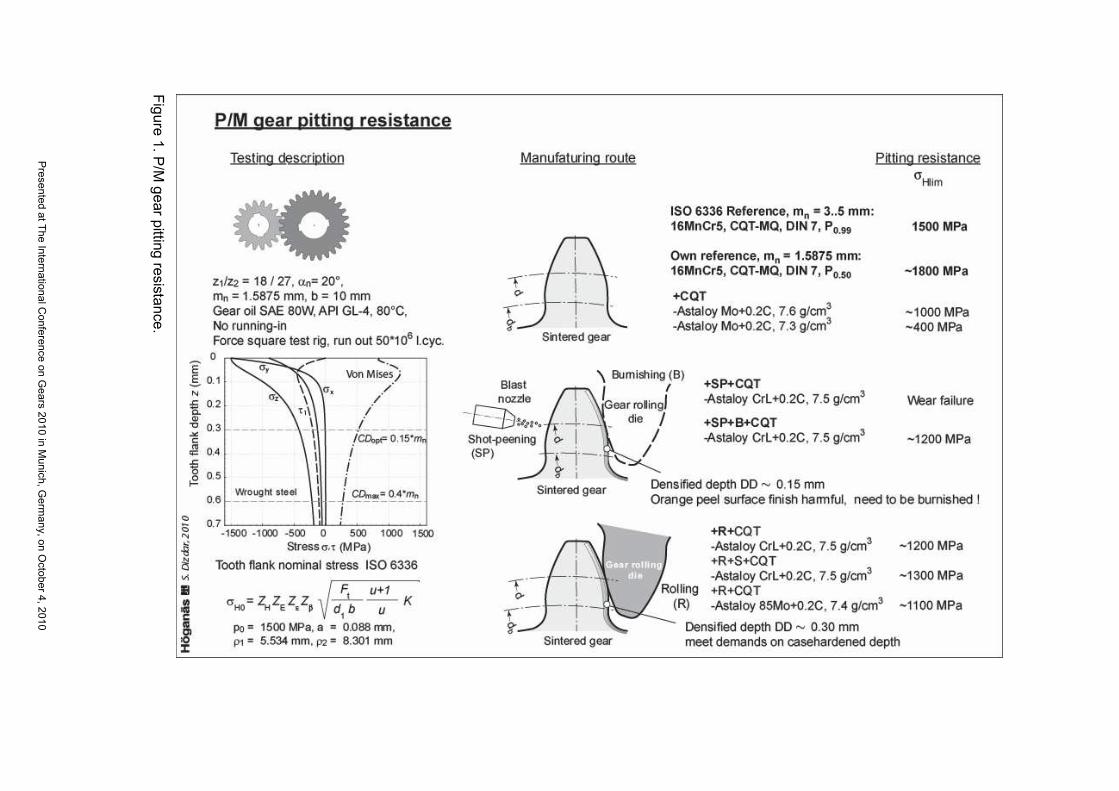
P/M gear tooth root strength, Figure 2, was experimentally evaluated by using a high–
frequency linear pulsator of resonance type and applying testing requirements from
ISO 6336 [16] and DIN 3990 [17]. Again, sintered Fe–1.5Cu–0.4C gears were reported the
classic gear book [15] to have gear tooth root strength of 500 MPa (no details about sintered
density given). ISO 6336 declares gear tooth root strength of 1000 MPa for case hardened
low alloyed wrought steels manufactured in material quality MQ (a common, good quality)
and having core hardness of at least 30 HRC. However, ISO gear tooth root strength data
were generated by testing of gears with module of 3 to 5 mm, and comparing to relatively
small modules of 1 to 3 mm which occurs more frequently in gear practice of today, an in-
crease in gear tooth root strength of case hardened gears of 23% when decreasing the mod-
ule from 3 to 1.5 mm was observed by Jeong [18] and agree well with results of own testing.
Testing results in Figure 2 should be therefore compared to 1300 and not to 1000 MPa. So
showed case hardened sintered gears with density of 7.3 and 7.6 g/cm3, tooth root strength
of 400 MPa and 800 MPa respectively. Application of shot–peening raised the tooth root
strength to 1100 MPa level. To note here that a selective root shot–peening produces
0.15 mm densification depth as well an orange peel surface finish but benefits with the densi-
fied depth are large than losses with a rough surface finish. Application of gear rolling to
7.1..7.4 g/cm3 dense Astaloy CrL+0.2C and Astaloy 85Mo+0.2C gears, with densification
depth of 0.3 mm, resulted in tooth strength 1000..1200 and 1100..1300 MPa respectively.
Astaloy CrL gears normally exceed the strength of Astaloy 85Mo gears for equal manufactur-
ing route, but here low pressure carburization was not optimal [13]. Gas carburized, gear
rolled 7.5 g/cm3 core dense Astaloy CrL+0.2C gears with densification depth of 0.3 mm,
reached 1200 MPa and if additionally shot-peened after common CQT, the gear tooth root
strength increased up to 1400 MPa.
Presented at The International Conference on Gears 2010 in Munich, Germany, on October 4, 2010
Fig
ure
1. P
/M g
ear p
itting re
sistance
.
Presented at The International C
onference on Gears 2010 in M
unich, Germ
any, on October 4, 2010
Fig
ure
2. P
/M g
ear to
oth
root stre
ng
th.
Presented at The International C
onference on Gears 2010 in M
unich, Germ
any, on October 4, 2010
Fig
ure
3. R
CF
resista
nce
of P
/M ro
llers.
Presented at The International C
onference on Gears 2010 in M
unich, Germ
any, on October 4, 2010
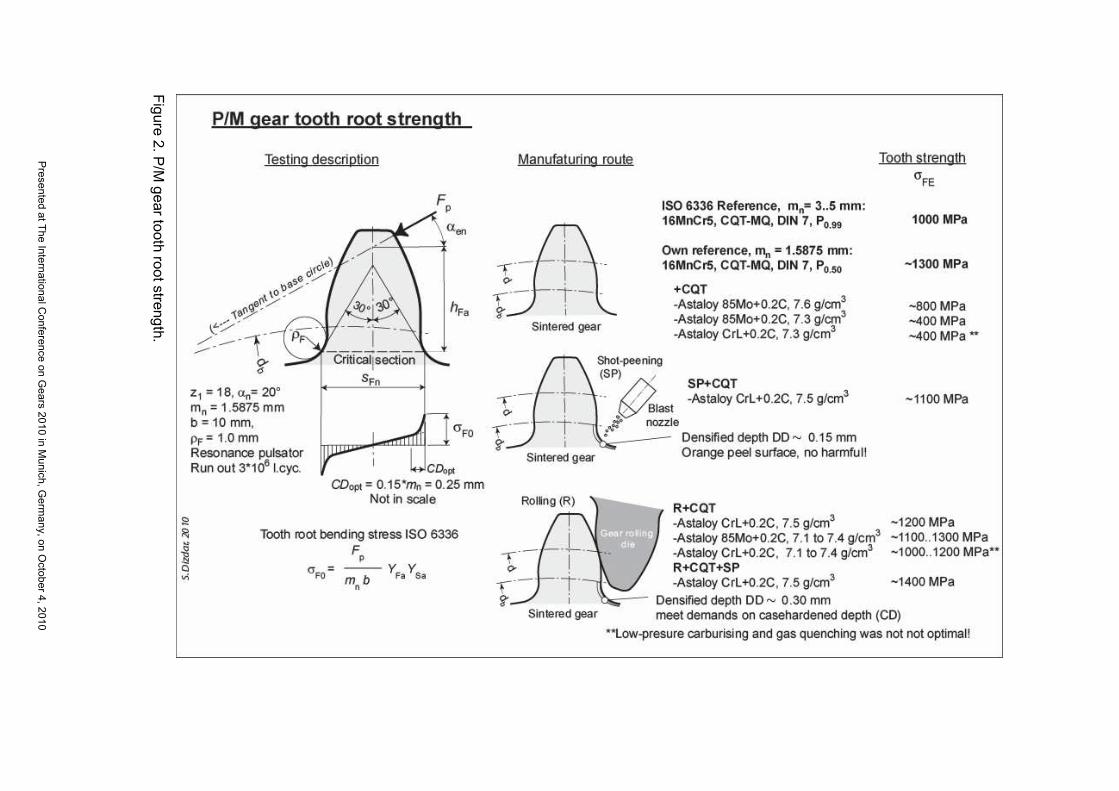
RCF resistance of P/M rollers, Figure 3, was experimentally evaluated by using ZF-RCF test
rigs through external testing on contract. As known, this type of testing gives a general pic-
ture of RCF for a severity of rolling–sliding contact applications including gears and bearings.
However, the achieved testing results are useful for ranking of materials/processes but can-
not be directly transferred to gears. RCF–resistance of 2100 MPa for 16MnCr5 rollers case
hardened to 1.0 mm in case depth was used as the reference. Case hardened sintered roll-
ers with density of around 7.0 g/cm3 reached close to 1000 MPa. Increasing the roller’s sin-
tered density to 7.6 or 7.7 g/cm3 by high density pressing, RCF-resistance raised up to
1500 MPa. It appears that any further increase in the RCF-resistance, a surface densification
technique has to be used. 7.5 g/cm3 sintered rollers densified to 0.6 mm depth by shot–
peening and burnishing the RCF resistance reached 1800 MPa level. Both 7.1 and 7.5 g/cm3
sintered rollers densified to deeper than 1.0 mm by radial rolling, met the reference RCF-
resistance of 2100 MPa. The reason for this is likely that high magnitudes of all contact
stress components stand inside fully densified surface layer.
P/M gears with sintered density of 7.1 g/cm3 manufactured by using pressing-sintering-
hardening routes usually achieve gear quality no higher than DIN 10 [20]. By gear rolling
quality of sintered gears can be improved to quality 6 to 7 for all deviations suggested in DIN
3961 to have general or particular importance for uniformity of rotation, load capacity and
noise reduction of gears. Quality DIN 8 can be more appropriate to envelop all teeth devia-
tions but of course the good question is if all the teeth deviations need to achieve a certain
quality. A subsequent case hardening can make the teeth top–small and so lower the tooth
profile quality to quality DIN 10 [19]. However, the pressing die and the rolling die geometry
can compensate for it. A high core density is of benefits when trying to achieve high gear
quality since high (core) density techniques produce less density gradients in the gear teeth.
Surface roughness of sintered gears is a particular question. Sintered components in general
achieve so called stratified surfaces including deep surface pores and the surface roughness
as defined for machined surfaces cannot be fully applied here. However, using the machined
surface roughness approach, until some agreement on surface roughness for sintered sur-
faces, average surface roughness Ra is normally smoother than 0.8 µm for sintered gear
flanks over 7.1 g/cm3 in density and smoother than 0.2 µm for gear rolled flanks [3,19] and
what is even smother than for ground teeth.
A very brief summary of the all testing results is listed in Table 2:
Presented at The International Conference on Gears 2010 in Munich, Germany, on October 4, 2010
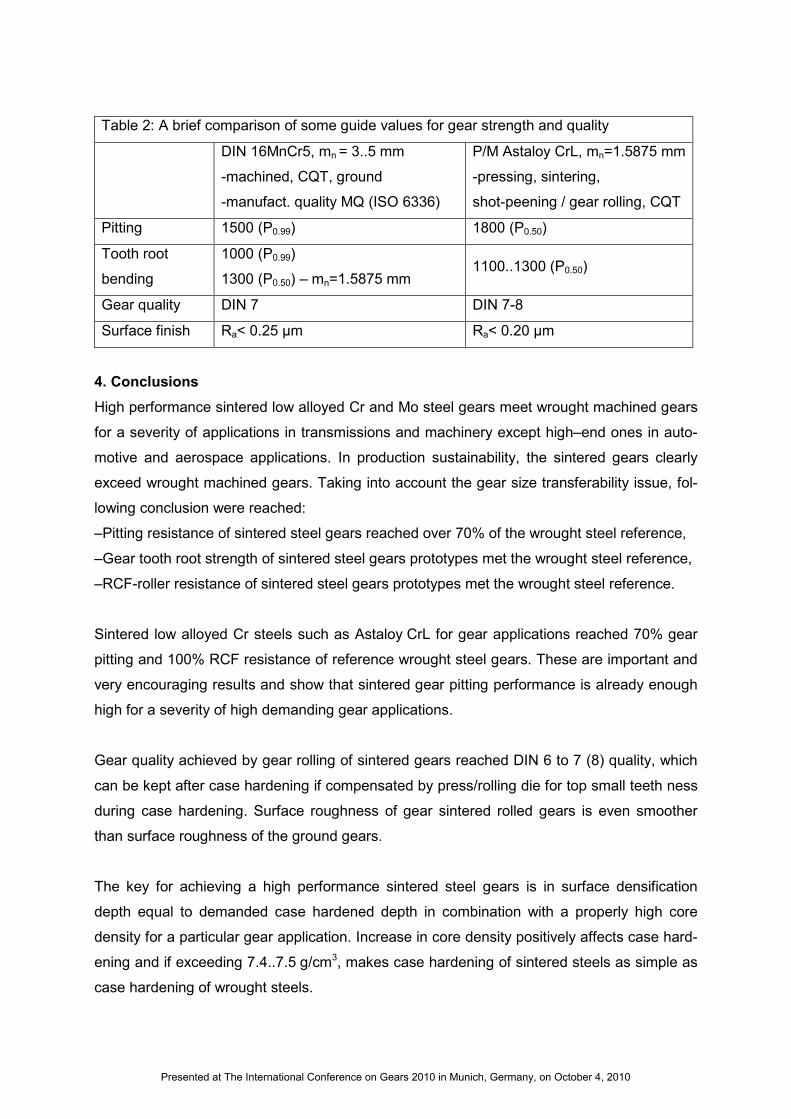
Table 2: A brief comparison of some guide values for gear strength and quality
DIN 16MnCr5, mn = 3..5 mm
-machined, CQT, ground
-manufact. quality MQ (ISO 6336)
P/M Astaloy CrL, mn=1.5875 mm
-pressing, sintering,
shot-peening / gear rolling, CQT
Pitting 1500 (P0.99) 1800 (P0.50)
Tooth root
bending
1000 (P0.99)
1300 (P0.50) – mn=1.5875 mm 1100..1300 (P0.50)
Gear quality DIN 7 DIN 7-8
Surface finish Ra< 0.25 µm Ra< 0.20 µm
4. Conclusions
High performance sintered low alloyed Cr and Mo steel gears meet wrought machined gears
for a severity of applications in transmissions and machinery except high–end ones in auto-
motive and aerospace applications. In production sustainability, the sintered gears clearly
exceed wrought machined gears. Taking into account the gear size transferability issue, fol-
lowing conclusion were reached:
–Pitting resistance of sintered steel gears reached over 70% of the wrought steel reference,
–Gear tooth root strength of sintered steel gears prototypes met the wrought steel reference,
–RCF-roller resistance of sintered steel gears prototypes met the wrought steel reference.
Sintered low alloyed Cr steels such as Astaloy CrL for gear applications reached 70% gear
pitting and 100% RCF resistance of reference wrought steel gears. These are important and
very encouraging results and show that sintered gear pitting performance is already enough
high for a severity of high demanding gear applications.
Gear quality achieved by gear rolling of sintered gears reached DIN 6 to 7 (8) quality, which
can be kept after case hardening if compensated by press/rolling die for top small teeth ness
during case hardening. Surface roughness of gear sintered rolled gears is even smoother
than surface roughness of the ground gears.
The key for achieving a high performance sintered steel gears is in surface densification
depth equal to demanded case hardened depth in combination with a properly high core
density for a particular gear application. Increase in core density positively affects case hard-
ening and if exceeding 7.4..7.5 g/cm3, makes case hardening of sintered steels as simple as
case hardening of wrought steels.
Presented at The International Conference on Gears 2010 in Munich, Germany, on October 4, 2010
Acknowledgement
The author wish to thank Mr. Nandivada Nagarjuna and Mr. Ola Litström for valuable discus-
sions in finishing of this paper.
References
1 Powder Metallurgy—Intrinsically Sustainable, MPIF, 2010, www.mpif.org
2 Watson J., Cold casting … a revolutionary process for making metal parts from pow-
ders, Popular science, Apr. 1941, pp 98–102.
3 G.A. Kotthoff, Neue Verfahren zur Tragfähigkeitssteigerung von gesinterten
Zahnrädern, Ph.D. Thesis, WZL–RWTH, Aachen, 2003.
4 Engström U., New high performance PM applications by warm compaction of Densmix
powders, EURO PM2000, Munich, 2000.
5 Larsson M., Ahlin Å. Olsson K., High Performance Mixes with New Lubricant System,
Euro PM2009 Congr. & Exhibition, Copenhagen.
6 Bergman O., Chromium-Alloyed PM Steels with Excellent Fatigue Properties Obtained
by Different Process Routes, EURO PM2003 Congr. & Exhibition, Valencia.
7 Dizdar S, Johansson P., Howe I, Precision Gears with Sintered Cr Materials, SAE pa-
per No. 2008-32-0076.
8 Jones P. K., Buckley-Golder K., David H, Sarafinchan D., Shivanath R., Yao L., Fatigue
properties of high density powder, metal alloy steels for high performance power train
applications, Proc. 1998 PM World Congr., pp. 155-166.
9 Dugas J.P., Gear Finishing by shaving, rolling, and honing, Chapter 18 in Dudely’s
Gear Handbook, ed. Townsend D., McGraw-Hill, New York, 1992.
10 Nigarura S., Parameswaran R., Trasorras, J. R. L., Bending Fatigue of Surface Densi-
fied Gears: Effect of Root Densification Depth and Tooth Loading Mode on Fatigue
Life, Adv. in Powder Met. & Particulate Mat., 2006.
11 AGMA 2009 gear survey, AGMA, Alexandria.
12 Iron and steel powders for sintered components, Höganäs AB, Höganäs, 2002.
13 Dizdar S., Johansson P., Jonsäter T., Powder metal materials for gear applications,
SAE Paper No. 2007-32-0062.
14 Dizdar S., Pitting resistance of sintered gears, to be published in Wear.
15 Nieman G, Winter H., Machinenelemente, Springer–Verlag, Berlin, 1989.
16 ISO 6336, Calculation of load capacity of spur and helical gears.
17 DIN 3990, Calculation of load capacity of cylindrical gears.
Presented at The International Conference on Gears 2010 in Munich, Germany, on October 4, 2010
18 Jeong B., Kato M., Imoue K., Takatsu N.: The bending strength of carburized fine mod-
ule gear teeth, JSME Series III, Vol. 35 No 1, pp. 136–141 (1992).
19 Dizdar S., Fordén L., Andersson D., Surface Densified P/M Gears Made of Chromium
Alloy Powder Reach Automotive Quality, The EURO PM2005 Congr., Prague, 2005,
20 Bequette T. A., Clase S. M., Achieving AGMA 10 quality level for automotive gear ap-
plication, SAE PM Applications, SP-1447, (1999), pp. 9-14
21 DIN 3961, Tolerances for Cylindrical Gear Teeth; Bases.
Presented at The International Conference on Gears 2010 in Munich, Germany, on October 4, 2010












![Contact fatigue of carbonitrided and shot-peened gears. Effects … - ACastanhola... · 2003-06-20 · GEARS & TRANSMISSIONS Workshop paper I [ 3 ] Faculdade de Engenharia da Universidade](https://img.pdfslide.us/doc/110x75/5f85f3e09a911f79f76b33c4/contact-fatigue-of-carbonitrided-and-shot-peened-gears-effects-acastanhola.jpg)
















