Embed Size (px)
Citation preview

High frequency bandwidth cutting force measurement in milling using
capacitance displacement sensors
Andreas Albrechta, Simon S. Parkb,*, Yusuf Altintasc, Gunter Pritschowa
aInstitut fur Steuerungstechnik der Werkzeugmaschinen und Fertigungseinrichtungen, Universitat Stuttgart, 70174 Stuttgart, GermanybDepartment of Mechanical and Manufacturing Engineering, The University of Calgary, Calgary, AB, Canada T2N 1N4
cManufacturing Automation Laboratory, Department of Mechanical Engineering, The University of British Columbia, Vancouver, BC, Canada V6T 1Z4
Received 25 October 2004; accepted 30 November 2004
Abstract
This article presents a method of measuring cutting forces from the displacements of rotating spindle shafts. A capacitance displacement
sensor is integrated into the spindle and measures static and dynamic variations of the gap between the sensor head and the rotating spindle
shaft under cutting load. To calibrate the sensing system, the tool is loaded statically while the deflection of the tool is measured with the
capacitance probe. With this calibration, the displacement sensor can be used as an indirect force sensor. However, the measurement
bandwidth is limited by the natural modes of the spindle structure. If cutting force frequency contents are within the range of the natural
modes of the spindle structure or higher, the measurements are distorted due to the dynamic characteristics of the spindle system. In order to
increase the bandwidth of the indirect force sensor by compensating for the spindle dynamics, the design of a Kalman filter scheme, which is
based on the frequency response function (FRF) of the displacement sensor system to the cutting force, is presented in this paper. With the
suggested sensing and signal processing method, the frequency bandwidth of the sensor system is increased significantly, from 350 to
approximately 1000 Hz. The proposed indirect force sensor system is tested experimentally by conducting cutting tests up to 12,000 rpm
with a five-fluted end mill. Besides cutting forces, the measured displacements can also be affected by factors such as roundness errors,
unbalance at different speeds, or dilatation of the spindle shaft due to temperature variations. Methods to compensate for these disturbing
effects are also described in the paper.
q 2005 Elsevier Ltd. All rights reserved.
Keywords: Displacement sensor; Dynamic compensation; Indirect force sensor; Kalman filter; Milling; Modal curve fitting; Monitoring
1. Introduction
Machining of large and complex integral parts like
aircraft ribs, dies, molds, turbine rotors and vanes often
requires the removal of large amounts of metal. In order to
reduce production time and cost, there is an increasing
demand for higher metal removal rates. To achieve high
productivity and accuracy, process disturbances like self-
excited chatter vibrations, forced vibrations due to unba-
lance, overload, collision and tool breakage, or excessive
tool wear need to be monitored and suppressed. The
measurement of cutting forces is the key information needed
to monitor, troubleshoot, or control the machining
0890-6955/$ - see front matter q 2005 Elsevier Ltd. All rights reserved.
doi:10.1016/j.ijmachtools.2004.11.028
* Corresponding author. Tel.: C1 403 220 6959; fax: C1 403 282 8406.
E-mail address: [email protected] (S.S. Park).
operations. Process optimization can be achieved either by
offline simulation or online process monitoring and
diagnosis [1,2]. Offline simulation helps to optimize the
operation in the planning stage before the actual machining
takes place in the shop, or serves as a tool for troubleshoot-
ing [3]; whereas online monitoring of the machining process
is essential in recognizing disturbances like collision, tool
breakage, tool wear, or unstable process conditions such as
chatter or tool failure [4]. Adaptive control of machining
operations also requires accurate measurement of cutting
forces during production [5–8]. In short, a reliable cutting
force measurement system, which has a high bandwidth to
cover a wide range of cutting speeds, is required.
The most common method to measure cutting forces in
machining operations is through table dynamometers.
Typical table dynamometers consist of piezoelectric
International Journal of Machine Tools & Manufacture 45 (2005) 993–1008
www.elsevier.com/locate/ijmactool

Nomenclature
dAir_Cutting displacement profile measured while air
cutting at cutting speed (mm)
dCutting displacements measured while cutting including
disturbing effects (mm)
dF resultant displacement signal caused by cutting
forces (mm)
Fd force measured indirectly from the displacement
sensor (N)
Fa actual force applied to the tool tip (N)
KS static stiffness of the spindle sensor system
(N/mm)
GS static compliance of the spindle sensor system
(mm/N)
F(s) dynamic compliance of the spindle sensor
system (mm/N)
fn natural frequencies of the spindle structure (Hz)
un,k natural frequencies of the spindle structure
(rad/s)
zk damping ratio of the spindle structure (l)
ak compliance equivalent term of the spindle
structure (mm/Ns2)
bi numerator coefficient of the transfer function
ai denominator coefficient of the transfer function
Ai system matrix
Bi input matrix
Ci measurement or output matrix
x state vector
u input vector (here: uZFa)
z output vector (here: zZdF)
T similarity transformation matrix
W observability matrix
G system noise matrix
w process noise
v measurement noise
x estimate for the system state vector from the
Kalman filter
z estimate for the system output from the Kalman
filter (here: zZ dF)
dF estimate for the spindle flange displacement
(mm)
K Kalman filter gain matrix
Co observer or Kalman filter output matrix
zo Kalman filter output (here: zoZ Fa)
Fa estimate for the actual cutting force from the
Kalman filter (N)
GFa=dFcontinuous Kalman filter transfer function
(N/mm)
td discrete sampling time (s)
P state estimation error covariance matrix
Q system noise covariance matrix
R measurement noise covariance matrix
Dw temperature variation (K)
aw thermal expansion coefficient (1/K)
L geometric size/length (m)
U output voltage of the capacitance displacement
sensor (mV)
KU sensitivity factor of the capacitance displace-
ment sensor (mV/mm)
A. Albrecht et al. / International Journal of Machine Tools & Manufacture 45 (2005) 993–1008994
sensors that are clamped between two plates [9]. Although
table dynamometers provide accurate and effective force
measurement, they are more suitable for laboratory or
experimental use rather than for practical application on
production machines, due to the limitation of workpiece
size, mounting constraints, high sensitivity to overload,
and high costs. Furthermore, the dynamic characteristics
of table dynamometers are strongly dependent on the
workpiece mass, which may change during machine
operation. To overcome limitations of workpiece mass
and size, a force sensor can be integrated to the spindle
itself instead of installing it on the machine table. For
example, Kistler AG [10], Aoyama et al. [11], and Smith
et al. [12] proposed rotating force and torque dynam-
ometers. They are attached between the spindle and tool
as an adapter, and measure cutting forces very close to the
tool. However, the rotating force sensor has an additional
mass and overhang, which reduce the dynamic stiffness of
the spindle system. A more rigid solution has been
proposed, in the form of a force ring sensor integrated to
the spindle housing, by Kistler AG in cooperation with
several laboratories [13,14]. The ring sensor consists of
six piezo quartz elements measuring cutting forces in X-,
Y-, and Z-directions. Since the sensors are located away
from the tool tip, they are affected by the dynamics of the
spindle, which can distort the measurements. Although the
spindle integrated force ring sensor provides accurate
cutting force sensing when using dynamic compensation,
it has high capital and installation costs. A more rugged
and cost effective solution is desirable for use in the
production environment.
In this study, the radial displacements of the rotating
spindle shaft are used to measure cutting forces indirectly
via a capacitance sensor installed in the spindle housing.
The measurement system is insensitive to overload and not
subject to wear because the sensors are not in contact with
the rotating spindle. The design satisfies the following
criteria for ideal force measurement systems [15,16]:
†
No reduction in the static and dynamic stiffness of themachine tool;
†
No restriction of working space and cutting parameters;
A. Albrecht et al. / International Journal of Machine Tools & Manufacture 45 (2005) 993–1008 995
†
Fig
side
Wear and maintenance free, easy to replace, and cost
effective;
†
Function is independent of workpiece mass, size, andgeometry; and,
†
Reliable signal transmission.Since the displacement sensor is at a distance from the
actual force applied at the tool tip, the dynamics of the
spindle (including tool and tool holder) limit the frequency
bandwidth of the indirect force sensor system. To
compensate for the effects of the spindle dynamics, a
disturbance Kalman filter compensation technique [14] is
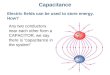
. 1. The spindle integrated displacement sensor system: (a) schematic
view; (b) sensor and target, top view.
used to recover the cutting force signals from the distorted
displacement measurements obtained from the capacitance
probe.
2. Spindle integrated displacement sensor setup
A capacitance type displacement sensor is installed on
the main spindle of a three-axis CNC vertical machining
center. For the experiments, the sensor is attached externally
to the front of the spindle system using a bracket, which is
clamped around the spindle housing (see Fig. 1). The
outstanding cylindrical flange of the spindle shaft, with
88.9 mm (3.5 00) in diameter and 9.525 mm (3/8 00) in width,
serves as a target for the capacitance sensor. In this study,
cutting force measurement in X-direction is used as an
example case, which can be extended to Y- and Z-directions
using an identical procedure.
The selected displacement sensor is a high-resolution
capacitive sensor (LION PRECISION C1-A/B) for non-
contact displacement measurement. Amplification and
offset voltage can be adjusted on the sensor’s circuit board
(LION PRECISION PM755D). The sensor is calibrated in
combination with the original target, the spindle flange. The
sensitivity factor of the sensor is determined to be
21.4 mV/mm with a gap of 1.016 mm (0.04 00) between
sensor and target. At the actual standoff, resolution and
range of the displacement sensor are 30 nm and 1000 mm,
respectively.
Additionally, an optical position encoder is mounted on
the rear of the spindle shaft. The encoder is required by a
preprocessor algorithm compensating for spindle run out,
roundness errors of the spindle flange, and unbalance of
spindle, tool, and tool holder. The algorithm uses the
displacement profile recorded over one spindle revolution,
while air cutting at cutting speed, and subtracts the profile
Fig. 2. Transfer function of the table dynamometer (reference force sensor)
in X-direction with the workpiece clamped on top.

Fig. 3. Static calibration test setup.
Fig. 4. Static calibration test results for the X-direction (the remaining static
offset is caused by dilatation as only one displacement sensor was used
here).
A. Albrecht et al. / International Journal of Machine Tools & Manufacture 45 (2005) 993–1008996
from the displacement signals measured while cutting. The
encoder serves as a synchronization clock. Due to the
processing time required for synchronization and subtrac-
tion of the air cutting profile, dAir_Cutting, from the
displacement signal measured while cutting (dCutting), the
algorithm works intermittently. It reads both signals in
sequences of a certain number of revolutions from a buffer
and returns the recovered cutting forces, Fd, as
Fd Z dFKS Z ðdCutting KdAir_CuttingÞKS (1)
where dF are the displacements caused by cutting forces;
and, KS is the static calibration factor in N/mm or the static
stiffness. The length of the signal sequences is dependent on
the available buffer size and the processor speed.
The cutting experiments are conducted with a five-fluted,
19.05 mm diameter end mill which is clamped around a
hydraulic tool holder. A block of an aluminum Al7075-T6
alloy is used as work material during the experiments. The
test workpiece is mounted on top of a piezo quartz table
dynamometer (KISTLER 6255 B), which serves as a
reference force sensor. The bandwidth of the table
dynamometer, including the test workpiece, is measured
to be about 650 Hz when tolerating a measurement error of
at a maximum 10% in magnitude (see Fig. 2). Between 650
and 1000 Hz, the magnitude error increases up to 70%,
whereas phase shift remains almost invariant up to 1000 Hz.
Beyond 1000 Hz, phase shift drops significantly. Hence, it is
possible to use the Fourier spectrum of the dynamometer
signal as reference for force components at frequencies
between 650 and 1000 Hz when considering this magnitude
error.
Displacement, encoder and force signals are all passed
through an anti-aliasing filter (Krohn Hite 3905B) and then
captured using the data acquisition system developed in-
house.
The indirect force sensor system is first calibrated
statically when the spindle is at standstill by applying
a gradually increasing load on the tool tip while measuring
both reference force and displacement of the spindle flange,
as is shown in Figs. 3 and 4. Displacement over force yields
the static compliance, GS, of the spindle system. Static
stiffness, KS, is the inverse value
GS ZdF
Fa
Z1
KS
z0:02 ðmm=NÞ (2)
To obtain the dynamic compliance, F(s), between the tool
tip and the spindle flange, which is the sensor target, the
spindle structure is excited on the tool tip by applying a
short impact force, Fa, with an instrumented hammer. The
displacement response signal, dF, is measured with the
spindle integrated capacitance sensor at the spindle flange.
Both impact force and displacement response of the spindle
structure are recorded synchronously and processed using a
Fourier analyzer system (CutPro-MalTFe) developed in-
house.

Fig. 5. Measured and modeled dynamic compliance function of the spindle integrated displacement sensor system FðuÞZdFðuÞ=FaðuÞ in X-direction.
A. Albrecht et al. / International Journal of Machine Tools & Manufacture 45 (2005) 993–1008 997
The obtained frequency response or dynamic compli-
ance function, F(s), is shown in Fig. 5. The first major
resonance peak is at approximately 490 Hz. The second
one is at 709 Hz, which originates from a bending mode
of spindle and tool holder at the tapered interface. The
third peak is at 929 Hz, which is due to the tool holder
FðsÞ ZdFðsÞ
FaðsÞZ
b5s5 Cb4s4 Cb3s3 Cb2s2 Cb1s Cb0
s6 Ca5s5 Ca4s4 Ca3s3 Ca2s2 Ca1s Ca
Z5:46!105s4 C2:93!108s3 C1:77!1
s6 C9:95!102s5 C6:37!107s4 C3:87!1010s3 C
Table 1
Modal parameters obtained by curve fitting the measured dynamic
compliance function
k fn (Hz) x a (mm/Ns2)
1 490 0.042 1.69!104
2 709 0.025 8.85!104
3 929 0.044 4.41!105
assembly bending at the CAT 40 spindle taper interface.
The transfer function measurements indicate that the
uncompensated sensor system can only measure cutting
forces reliably that have harmonics of less than 350 Hz,
assuming an error of maximum 10% in magnitude. Due to
the large target diameter, static and dynamic cross-talks
are found to be negligible for the displacement sensor
system.
The experimentally measured dynamic compliance
function is approximated to be a three degrees-of-freedom
system. The modal parameters are identified using a modal
curve fitting technique as
FðsÞ ZdFðsÞ
FaðsÞZ
X3
kZ1
ak
s2 C2xkun;ks Cu2n;k
ZX3
kZ1
ak
s2 C2xkð2pfn;kÞs C ð2pfn;kÞ2
(3)
where k is the number of modes; dF are the displacements
measured by the spindle integrated capacitance sensor; and,
Fa is the actual force acting on the tool tip. The identified
modal parameters are given in Table 1. The measured and
curve fitted transfer functions are in good agreement, as can
be seen in Fig. 5. The modal equation (Eq. (3)) can be
expanded into polynomial form as:
0
013s2 C4:71!1015s C1:23!1020
1:19!1015s2 C3:43!1017s C6:41!1021(4)
3. Dynamic compensation
The objective of dynamic compensation is to reduce the
influence of spindle dynamics through a disturbance
Kalman filter. The Kalman filter compensates for the
influence of the structural dynamics while attenuating high
frequency noise and thus overcoming problems posed by the
simple transfer function inversion [17,18].

A. Albrecht et al. / International Journal of Machine Tools & Manufacture 45 (2005) 993–1008998
In order to design the Kalman filter, the transfer function
of the spindle dynamics given in Eq. (4) is mapped into state
space form that yields
_x Z Asx CBsu
z Z Csx:(5)
where x is the state vector; uZFa is the input vector or the
actual force applied to the tool; and, zZdF is the
measurement vector or the displacement sensor reading.
The state space equation (Eq. (5)) representing the
spindle dynamics can be expressed in the following
scheme [19]
_x1
_x2
_x3
_x4
_x5
_x6
26666666666664
37777777777775
Z
Ka5 Ka4 Ka3 Ka2 Ka1 Ka0
1 0 0 0 0 0
0 1 0 0 0 0
0 0 1 0 0 0
0 0 0 1 0 0
0 0 0 0 1 0
26666666666664
37777777777775
x1
x2
x3
x4
x5
x6
266666666664
377777777775
C
1
0
0
0
0
0
26666666666664
37777777777775
Fa
½dF�Z½b5 b4 b3 b2 b1 b0�
x1
x2
x3
x4
x5
x6
266666666664
377777777775
ð6Þ
where the system polynomial parameters ai and bi are
given in Eq. (4). The matrices As and Cs contain both
very large and very small numbers, which result in poor
conditioning with respect to inversion and eigenvalue
analysis. In order to cope with the problem, the system is
transformed into an equivalent system
_xnZAnxnCBnu
zZCnxn
(7)
using a similarity transformation
AnZTAsTK1;BnZTBs;CnZCsT
K1 (8)
such that An has, as nearly as possible, equal row and
column norms. The similarity transformation matrix, T,
which is found based on the algorithm in [20], is a
permutation of a diagonal matrix whose elements are
integer powers of two to prevent the introduction of
round-off errors:
TZdiagð24;218;231;243;254;265Þ
The identified equivalent balanced system is:
AnZ
K99:50K388:79K28:86K21:70K30:50K277:95
16384 0 0 0 0 0
0 8192 0 0 0 0
0 0 4096 0 0 0
0 0 0 2048 0 0
0 0 0 0 2048 0
266666666664
377777777775
BnZ½16 0 0 0 0 0�T
CnZ½0 2:084 0:136 2:016 0:261 3:333�
The observability matrix, W, is found to be full rank,
which guarantees the observability of the system:
WTZ½CTn AT
n CTn /ðAnK1
n ÞTCTn � (9)
3.1. Disturbance model expansion
The aim of dynamic compensation is to reconstruct the
actual force, Fa, exerted on the tool, which is the system
input, u, in Eqs. (6) and (7). Since the Kalman filter only
yields estimates for state vector, x, and output, zZ dF, the
balanced system in Eq. (7) is expanded with the actual force,
Fa, as an additional unknown state in the state vector. It is
assumed that the cutting force signals are piece-wise
constant and both the actual force and the displacement
signal measured by the capacitive sensor are contaminated
with system noise, w, and measurement noise, v, yielding
_xeð7!1Þ Z Aeð7!7Þxeð7!1Þ CGð7!1Þwð1!1Þ
zð1!1Þ Z Ceð1!7Þxeð7!1Þ Cvð1!1Þ
(10)
where G is the system noise matrix. The expanded state
vector is depicted as below; the former input vector has
disappeared
xe Z ½ xTnð1!6Þ Fað1!1Þ �
T; ue Z ½0� (11)
The expanded and noise contaminated state space model
(denoted by e) given by Eq. (10) can be rewritten as:
_xnð6!1Þ
_Fað1!1Þ
" #Z
Anð6!6Þ Bnð6!1Þ
0ð1!6Þ 0ð1!1Þ
" #xnð6!1Þ
Fað1!1Þ
" #CGð7!1Þwð1!1Þ
zð1!1Þ Z ½Cn 0ð1!1Þ �xnð6!1Þ
Fað1!1Þ
" #Cnð1!1Þ
(12)
In this form, the cutting force can be estimated through a
disturbance Kalman filter designed for the expanded model

A. Albrecht et al. / International Journal of Machine Tools & Manufacture 45 (2005) 993–1008 999
of the spindle integrated force sensor system as
_xe ¼ Aexe þ �Kðz K zÞ ¼ Aexe þ Kðz KCexeÞ
¼ ðAe KKCeÞxe þ Kz
zo ¼ Coxe ¼ Fa; with Co ¼ ½0ð1!7Þ 1�
(13)
where K is the Kalman filter gain matrix; and, Fa is an
estimate for the actual cutting force, Fa. The continuous
Kalman filter transfer function can be derived from Eq. (13)
as:
Fa ZC0 adj½sI K ðAe KKCeÞ�
det½sI K ðAe KKCeÞ�K
�dF Z GFa=dF
dF (14)
For digital signal processing, Eq. (13) is transformed into an
equivalent discrete transfer function using continuous-to-
discrete-transformation and zero-order-hold
xeðkC1ÞZexpfðAeKKCeÞtdgxeðkÞ
C
ðtd
0expfðAeKKCeÞtgKdt
�zðkÞ
FaðkÞZCoxeðkÞ
(15)
GFa=dFZ
5:67!105s6 C5:64!108s5 C3:61!1013s4 C2:20
s7 C1:11!104s6 C1:25!108s5 C7:09!1011s4 C3:2
where in this application, the discrete sampling time is
tdZ0.1 ms.
3.2. Kalman filter gain matrix
A Kalman filter is a time variant observer designed to
suppress state estimation errors, ~xZ xKx, due to system
and measurement noise. The Kalman filter gain matrix
is identified by minimizing the state estimation error
covariance matrix, PZE½ ~x ~xT �. Based on the assumption
that system and measurement noise are uncorrelated
zero-mean white noise signals with covariance matrices
QZE½w wT �O0, RZE½ v vT �R0 and E½w vT �Z0,
the minimum state estimation error covariance matrix P can
be evaluated by solving the following time variant Riccati
equation [21,22,24]:
_P Z AeP CPATe CGQGT KPCT
e RK1CeP (16)
Using the solution of Eq. (16), the optimal Kalman filter
gain matrix is obtained as:
K Z PCTe RK1 (17)
The measurement noise covariance matrix, R, is determined
from the average electrical RMS reading of the displace-
ment sensor when the machine is stationary and from the
average differences in air cutting fluctuations. Assuming
that the unknown cutting force is the only state variable
affected by the system noise, w, one obtains the structure of
the system noise matrix, G. The system noise covariance
matrix, Q, is tuned to accommodate the compensations. For
this case R, Q, and G are:
R Z ½ 56:59 �; Q Z ½1:82!1013�; G Z ½ 0ð1!6Þ 1 �T
(18)
With respect to real-time signal processing, the stationary
solution of the above Riccati equation (Eq. (16)), PN
ð _PZ0Þ, and the corresponding static Kalman filter gain
matrix, KN, are used in this application, which yields a sub-
optimal time-invariant Kalman filter—also called a Wiener
filter [24]. When transient oscillations have disappeared, the
time-invariant Kalman filter yields the same results as the
time-variant one [24]. In this example, the Kalman filter
gain matrix, KN, is:
KNZ½0:0046 0:0386 0:0373 0:0070 K0:0008 0:0004 5:6711�T
!1!105
Substituting KN for K in Eq. (14) yields the time-invariant
Kalman filter transfer function between the reconstructed
force at the tool tip, Fa, and the displacement of the spindle
flange measured by the capacitive sensor, dF:
!1016s3 C6:77!1020s2 C1:95!1023s C3:64!1027
8!1015s3 C1:32!1019s2 C2:21!1022s C6:97!1025
The actual force applied at the tool tip is reconstructed from
the preprocessed measurements, dF, of the displacement
sensor (see Eq. (1)) by applying the time-invariant Kalman
filter as a discrete time domain recursive filter at each
sampling instant according to Eq. (15). In continuous time,
the reconstructed cutting force is obtained as:
Fa Z GFa=dFdF Z GFa=dF
ðdCutting KdAir_CuttingÞ (19)
The modeled frequency response function (FRF) of the
uncompensated force sensor system ½FðsÞZdF=Fa�Ks
(i.e. normalized model FRF), the FRF of the Kalman
filter ½GFa=dFðsÞZ Fa=dF�K
K1s (i.e. normalized KF FRF), and
the cascaded FRF of the compensated force sensor system
FCðsÞZFðsÞGFa=dFare illustrated in Fig. 6. Depending on
the ratio of R and Q, the cascaded FRF of the compensated
force sensor system has a more or less perfect unity gain at
the regions of modal frequencies. Deviations may occur,
especially at anti-mode locations. However, compared to
the uncompensated system, the distortions of indirect force
measurements are significantly reduced with the Kalman
filter. In this case, the compensated system has nearly linear
phase shift up to 1000 Hz with a phase lag of K1098 at
1000 Hz. When measuring cutting forces synchronously in
X-, Y-, and Z-directions, the Kalman filters for Y- and Z-
directions can be designed with approximately the same
phase delays as for X-direction, up to a specified frequency.
This way, the true orientation of the original force vector
can be maintained in the indirect force measurements.

Fig. 6. Normalized FRFs of the uncompensated indirect force sensor system, the Kalman filter, and the compensated indirect force sensor system (cascaded
FRF) in X-direction.
A. Albrecht et al. / International Journal of Machine Tools & Manufacture 45 (2005) 993–10081000
4. Results and discussion
Several cutting tests conducted with a five-fluted end mill
are presented here as an example. With the five-fluted cutter,
the spindle system is excited at tooth passing frequency,
which is five times the spindle frequency. The workpiece
material used was an Al7050-T6 alloy. The tests were
performed at 1.5 mm depth of cut and 0.1 mm feed per tooth
in full immersion mode without any lubricant. The cutting
forces measured with the reference force sensor (table
dynamometer), the uncompensated spindle sensor, and the
Kalman filter compensated spindle sensor are shown in
Figs. 7–11. The top graph of each of these figures shows the
dynamic components of the cutting forces in time domain.
The bottom graph of each of these figures depicts a cutout of
the magnitude spectrum of the force signal focused on tooth
passing frequency, ftp. Since only one displacement sensor
was used in this experiment, the sensor system was not
temperature compensated. This leads to a static offset in the
reconstructed forces when the temperature of the spindle
flange varies between the measurements taken when cutting
air and when cutting metal. A proposal to compensate for
this effect is described later in this paper.
The table dynamometer reliably measures cutting
forces below 650 Hz with less than a 10% error in
magnitude. This corresponds to a spindle speed of
7800 rpm (ftpZ650 Hz) when using a five-fluted cutter.
Forces with higher frequencies are increasingly distorted
due to the dynamic characteristics of the dynamometer.
However, forces between 650 and 1000 Hz are almost
only distorted in magnitude with a maximum error of 70%
at 1000 Hz. Phase shift remains nearly invariant for all
frequencies below 1000 Hz (see Fig. 2). Therefore, it is
possible to still use the dynamometer as reference force
sensor for spindle speeds between 7800 and 12,000 rpm
(ftpZ650–1000 Hz) when focusing on single frequencies
in the spectrum and considering the corresponding
magnitude error according to the dynamometer transfer
function (Fig. 2). In the following, the force component at
tooth passing frequency is used for comparison and
assessment of the quality of force reconstruction at
different spindle speeds.
The cutting test results for a spindle speed of 1000 rpm
(ftpZ83.33 Hz) are given in Fig. 7. The bandwidth of the
uncompensated spindle sensor (350 Hz) is large enough to
capture the first four harmonics of the tooth passing
frequency. Therefore, the uncompensated spindle sensor
effectively measures cutting forces and yields almost
identical measurements as the dynamometer.
When the spindle speed is increased to 5700 rpm, tooth
passing frequency (ftpZ475 Hz) becomes very close to the
first mode (486 Hz); therefore, the dynamics of the first
mode distort the displacement measurements. The Kalman
filter compensates for the distortions and brings the force to
the level provided by the dynamometer (see Fig. 8).
At a spindle speed of 7800 rpm, tooth passing frequency
(ftpZ650 Hz) reaches the bandwidth limit of the dynam-
ometer when allowing only a 10% error in reference force
measurement. The frequency spectrum in Fig. 9 shows that
the uncompensated spindle sensor cannot measure the force

Fig. 8. Cutting force measurement at 5700 rpm (spindle frequency fSpZ95 Hz, tooth passing frequency ftpZ475 Hz). Dry cutting aluminum Al7075-T6 with a
five-fluted end mill at 0.1 mm feed per tooth and 1.5 mm depth of cut in full immersion mode. All cutting force signals are displayed in both time and frequency
domain. In the frequency spectra, the focus is always on the force component at tooth passing frequency, which is used to assess the quality of indirect force
measurement with and without dynamic compensation. In the diagrams, ‘Ref’ denotes the reference cutting force from the table dynamometer; ‘Disp’ denotes
the force measured by the uncompensated displacement sensor system; and, ‘KF’ denotes the force from the Kalman filter compensated displacement sensor
system.
Fig. 7. Cutting force measurement at 1000 rpm (spindle frequency fSpZ16.7 Hz, tooth passing frequency ftpZ83.3 Hz). Dry cutting aluminum Al7075-T6 with
a five-fluted end mill at 0.1 mm feed per tooth and 1.5 mm depth of cut in full immersion mode. All cutting force signals are displayed in both time and
frequency domain. In the frequency spectra, the focus is always on the force component at tooth passing frequency, which is used to assess the quality of
indirect force measurement with and without dynamic compensation. In the diagrams, ‘Ref’ denotes the reference cutting force from the table dynamometer;
‘Disp’ denotes the force measured by the uncompensated displacement sensor system; and, ‘KF’ denotes the force from the Kalman filter compensated
displacement sensor system.
A. Albrecht et al. / International Journal of Machine Tools & Manufacture 45 (2005) 993–1008 1001

Fig. 10. Cutting force measurement at 9000 rpm (spindle frequency fSpZ150 Hz, tooth passing frequency ftpZ750 Hz, magnitude error of reference force is
20%). Dry cutting aluminum Al7075-T6 with a five-fluted end mill at 0.1 mm feed per tooth and 1.5 mm depth of cut in full immersion mode. All cutting force
signals are displayed in both time and frequency domain. In the frequency spectra, the focus is always on the force component at tooth passing frequency,
which is used to assess the quality of indirect force measurement with and without dynamic compensation. In the diagrams, ‘Ref’ denotes the reference cutting
force from the table dynamometer; ‘Disp’ denotes the force measured by the uncompensated displacement sensor system; and, ‘KF’ denotes the force from the
Kalman filter compensated displacement sensor system.
Fig. 9. Cutting force measurement at 7800 rpm (spindle frequency fSpZ130 Hz, tooth passing frequency ftpZ650 Hz). Dry cutting aluminum Al7075-T6 with a
five-fluted end mill at 0.1 mm feed per tooth and 1.5 mm depth of cut in full immersion mode. All cutting force signals are displayed in both time and frequency
domain. In the frequency spectra, the focus is always on the force component at tooth passing frequency, which is used to assess the quality of indirect force
measurement with and without dynamic compensation. In the diagrams, ‘Ref’ denotes the reference cutting force from the table dynamometer; ‘Disp’ denotes the
force measured by the uncompensated displacement sensor system; and, ‘KF’ denotes the force from the Kalman filter compensated displacement sensor system.
A. Albrecht et al. / International Journal of Machine Tools & Manufacture 45 (2005) 993–10081002

Fig. 11. Cutting force measurement at 12,000 rpm (spindle frequency fSpZ200 Hz, tooth passing frequency ftpZ1000 Hz, magnitude error of reference force is
70%). Dry cutting aluminum Al7075-T6 with a five-fluted end mill at 0.1 mm feed per tooth and 1.5 mm depth of cut in full immersion mode. All cutting force
signals are displayed in both time and frequency domain. In the frequency spectra, the focus is always on the force component at tooth passing frequency,
which is used to assess the quality of indirect force measurement with and without dynamic compensation. In the diagrams, ‘Ref’ denotes the reference cutting
force from the table dynamometer; ‘Disp’ denotes the force measured by the uncompensated displacement sensor system; and, ‘KF’ denotes the force from the
Kalman filter compensated displacement sensor system.
A. Albrecht et al. / International Journal of Machine Tools & Manufacture 45 (2005) 993–1008 1003
component at tooth passing frequency any more (165%
deviation!); whereas the Kalman filter compensated spindle
sensor reaches the quality of the dynamometer.
At 9000 rpm, tooth passing frequency is 750 Hz, which is
between the second and the third mode (709 and 929 Hz),
and the magnitude amplification of the dynamic compliance
of the spindle system becomes close to the static value
again. Hence, the uncompensated spindle sensor produces
a smaller error than before. The reference force has a
magnitude error of about 20% itself at 750 Hz; the
uncompensated indirect force measurement deviates around
37% (62% absolute); whereas the Kalman filter compen-
sated measurement differs by only 7% (29% absolute) (see
Fig. 10). The overall quality of force measurement is still
quite good at this speed.
When spindle speed is increased to 12,000 rpm, tooth
passing frequency becomes 1000 Hz, which is on the falling
flank of the third mode of the structural dynamics of the
spindle system. At 1000 Hz, the transfer function of the
dynamometer measurement has an error of 70% in
magnitude. Phase shift is still very small. Nevertheless,
the dynamometer is excited at its limits here. In the
frequency spectrum of Fig. 11, the uncompensated indirect
force sensor and the dynamometer measure similar signal
amplitudes, whereas the Kalman filter compensated
measurement is strongly dampened. Considering the
magnitude error of the reference signal of 70% at
1000 Hz, the Kalman filter compensated indirect force
measurement is approximately 52% too small, whereas the
uncompensated measurement is roughly 97% too high.
Since magnitude amplification of the cascaded transfer
function decreases steadily for higher frequencies, the
Kalman filter compensated indirect force sensor system
seems to have reached its bandwidth here (see Fig. 6).
Cutting tests, ranging from 50 to 1000 Hz tooth passing
frequency, have been conducted; and, all showed quite good
results. This proves that the suggested dynamic compen-
sation technique is a good and feasible way to compensate
for the dynamic characteristics of a sensor system and, thus,
to increase its bandwidth while suppressing high frequency
noise at the same time.
4.1. Run out, roundness errors and unbalance
(air cutting measurements)
The displacement sensor measures the variation of the
gap size between the sensor head and spindle flange. Hence,
it also records displacements due to run out and roundness
errors of the spindle flange, where run out may change with
the spindle speed due to unbalance. These errors are
compensated for by subtracting the spindle flange profile,
which is measured while air cutting, from the displacement
signals measured while cutting at the same speed (see
Eq. (1)). The two signals are synchronized using the encoder

A. Albrecht et al. / International Journal of Machine Tools & Manufacture 45 (2005) 993–10081004
mounted on the spindle. The encoder has a reference
channel, which gives one impulse per revolution that can be
triggered at exactly the same spindle position. Alternatively,
a spindle integrated angular position encoder can be used for
more precise spindle position measurement. However, when
spindle speed fluctuations are low, the encoder principle
works accurately enough. Nevertheless, any fluctuation in
spindle speed (e.g. due to load variations) leads to slightly
different spindle periods in air cutting and cutting signal;
and thus, the numbers of samples per revolution may differ.
In order to overcome the problem, the two signals are
synchronized by splitting the cutting signal in sequences
corresponding to one revolution and adapting the air cutting
profile through re-sampling. For online applications, the
processing time required for synchronization and subtrac-
tion of the air cutting profile has to be considered.
4.2. Thermal effects
During the machining operation, the temperature of the
spindle system may fluctuate. Mechanical energy is
dissipated in the cutting process or, for example, in the
spindle bearings, which causes an increase of temperature.
Cooling is provided by an in-built cooling system in the
spindle housing or by natural convection of the surrounding
air. When machining, the dynamic balance of heat flux
stabilizes after a while, and so do temperatures. However,
temperature fluctuations of a few degrees, plus or minus, are
immanent. The spindle flange is, as with any metal object,
subject to dilatation. When the temperature increases, the
spindle flange diameter enlarges in consequence; and vice
versa, when temperatures, drop the spindle flange diameter
shrinks. This leads to variations in the gap size between the
displacement sensor and spindle flange, which can be
falsely interpreted as forces by the spindle sensor. The same
applies if the sensor clamp or the spindle housing enlarges
or shrinks due to temperature variations.
Assuming an equal temperature distribution, the dilata-
tion, DL, of a metal object with an overall length, L, can be
Fig. 12. Variation of the gap between sensor head and spindle flange wh
calculated as:
DL Z awLDw (20)
where aw is the thermal expansion coefficient; and, Dw is the
temperature variation. Since the spindle flange, which has a
diameter of 88.9 mm, is made out of steel (thermal
expansion coefficient of steel [25]: aw;Steel Z10:5K13:0!10K6 1=K), an increase in temperature of 1 K theoretically
expands the spindle flange approximately 0.93–1.16 mm,
provided an equal temperature distribution. Thus, the gap
between the displacement sensor and spindle flange
decreases 0.47–0.58 mm, accordingly. Since temperature
fluctuations are comparably slow, this change in gap size
is interpreted as a quasi static force offset of about
23.3–28.9 N, when using the static stiffness of the spindle
sensor system (KSz50 N/mm) as calibration factor. So,
even very small temperature fluctuations lead to quite large
quasi static offsets in indirect force measurement.
In an experiment that is supposed to resemble a cutting
process where heat is generated at the tool tip, the tool is
heated with a fan while measuring the temperature on the
spindle flange surface with a thermocouple and recording
the displacement signal from the spindle sensor. Displace-
ment and reconstructed force are plotted versus temperature,
as shown in Figs. 12 and 13, respectively. Both quantities
show a linear dependency on temperature variation.
According to the measurements, an increase in temperature
of only 1 K (measured at the surface of the flange) leads to a
reduction in gap size of approximately 0.8 mm, which is
interpreted as a quasi static force offset of around 40 N. The
measured value is higher than the theoretical value from
above, which is most likely caused by an unequal
temperature distribution. For instance, it is possible that
temperature accumulates in the tool holder, which is
clamped on the spindle, due to a slower heat transfer at
the tapered interface that leads to additional mechanical
strain and, thus, to a larger force offset.
The effect of dilatation does not affect the measurement
of dynamic force components. However, it produces large
en warming the spindle system at the tool tip using a heater fan.

Fig. 13. Static force offset caused by dilatation of the spindle flange when warming the spindle system at the tool tip using a fan.
A. Albrecht et al. / International Journal of Machine Tools & Manufacture 45 (2005) 993–1008 1005
quasi static offsets, which cannot be neglected. Hence, the
adverse effect of dilatation must be compensated for, in
order to obtain dependable cutting force measurement. This
is especially important when large targets are used, since
dilatation is proportional to the geometric size, L, of the
target object (see Eq. (21)). On the other hand, a large target
diameter is recommendable to avoid cross-talk.
A very simple way to automatically compensate for
dilation is to use multiple displacement sensors. Dilatation
leads to an overall increase or decrease of the spindle flange
or the spindle housing diameter; whereas cutting forces
deflect the spindle flange in one direction only (see Fig. 14).
By using pairs of two equally calibrated displacement
sensors in a face-to-face-arrangement and coupling their
Fig. 14. Compensation for the effect of dila
outputs with a negative sign, changes in the spindle flange or
the spindle housing diameter due to temperature variation
are no longer detected. When the temperature varies, both
sensors measure the same positive or negative change in gap
size, which is compensated for, due to the negative coupling
of the sensor outputs. However, when a force deflects the
spindle shaft, one sensor registers a decrease and the other
one an increase in gap size according to the amount of
deflection. Provided that there is equal calibration, one
obtains a voltage proportional to twice the amount of
deflection when subtracting the two signals. When perform-
ing the coupling of the two sensors on a digital computer or
the NC-controller, different calibration factors can also be
considered.
tation on indirect force measurement.

Fig. 15. Cartesian arrangement of displacement sensors for two-dimensional force measurement and automatic temperature compensation.
A. Albrecht et al. / International Journal of Machine Tools & Manufacture 45 (2005) 993–10081006
In case of force measurement in X- and Y-directions, the
above-described principle requires four displacement sen-
sors in a Cartesian arrangement, as is shown in Fig. 15.
Below are the coupling equations, in order to compensate
for dilation and to extract the deflection due to cutting forces
in X- or Y-direction, respectively
dF;x Z1
2ðd1 Kd3Þ Z
1
2
U1
KU;1
KU3
KU;3
�(21)
dF;y Z1
2ðd2 Kd4Þ Z
1
2
U2
KU;2
KU4
KU;4
�(22)
where Ui are the output voltages; and, KU,i are the sensitivity
factors for the displacement sensors in mV/mm. In order to
further reduce the costs for the sensor hardware, it is
possible to achieve the same with only three sensors, which
are arranged at angles of 1208 along the circumference of
the spindle flange like a Mercedes-star, as shown in Fig. 16
dF;x Z1
2ðd1 Kd2Þsinð608Þ Z
1
2
U1
KU;1
KU2
KU;2
�sinð608Þ
(23)
dF;y Z1
2½ðd1 Cd2Þcosð608ÞKd3�
Z1
2
U1
KU;1
CU2
KU;2
�cosð608ÞK
U3
KU;3
� �(24)
In order to obtain optimal temperature compensation
performance, equal temperature distribution should be
guaranteed in the spindle system. Therefore, the spindle
and sensor ring should be designed rotation-symmetrically.
4.3. Play in the spindle bearings
Play in the spindle bearings may also cause a static offset
in indirect force measurement, which changes sign with the
cutting direction. This offset cannot be compensated for
with the above-described sensor arrangement. The easiest
way to compensate for play is to provide sufficient pre-load
for the spindle bearings.
4.4. Changing dynamics with respect to rotational speeds
Since dynamic stiffness may change due to variation in
bearing stiffness as a function of spindle speed, the
experimental modal analyses are performed to acquire the
FRFs with respect to the spindle speeds from 0 to

Fig. 16. Mercedes-star arrangement of displacement sensors for two-dimensional force measurement and automatic temperature compensation.
A. Albrecht et al. / International Journal of Machine Tools & Manufacture 45 (2005) 993–1008 1007
12,000 rpm. A small ball bearing is, therefore, attached to a
cylindrical blank tool, which is clamped on the tool holder
(see Fig. 17). The outer bearing ring is kept stationary while
the spindle rotates; and, an impact force is applied on the
stationary outer bearing ring to measure the transfer
functions of the spindle sensor system at different speeds.
Additionally, dynamic compliance is measured using a laser
sensor in order to verify the variation of natural frequencies,
damping and stiffness of the spindle at different speeds.
Based on observations, the first two modes are almost
insensitive to variation of spindle speed; whereas the third
modal frequency decreases up to 12% at 12,000 rpm. To
take account of the variation in bearing stiffness, it is
possible to update the parameters of the discrete Kalman
filter when spindle speed approaches very high levels.
However, these parameters must be determined offline and
in advance. They can be stored in the signal processing unit
until they are needed.
Fig. 17. Experimental setup for dynamic frequency response function
measurements while the spindle rotates.
4.4.1. Receptance coupling
Whenever the length or mass of a tool is changed, the
spindle dynamics may change, too. Thus, a new FRF
measurement and an update of the filter parameters are
required. In addition, when the depth of cut is very large, the
dynamic characteristics may also change, because the
model is based on the measurement from the tool tip.
When using the indirect force sensor system in production,
the Kalman filter parameters must be determined in advance
for each tool in the magazine. The parameters can be stored
in the signal processing unit (e.g. the NC-controller) to
enable an automatic update of the Kalman filter when a tool
is exchanged. As proposed by the authors in [23], a
receptance coupling approach, with joint identifications to
couple an arbitrary tool to the spindle, can be used to predict
the FRF of the spindle sensor system using the new tool to
take FRF measurements for each tool.
5. Conclusions
This paper presents an indirect cutting force sensing
method using the displacements of the rotating spindle
shaft measured by a spindle mounted capacitive sensor.

A. Albrecht et al. / International Journal of Machine Tools & Manufacture 45 (2005) 993–10081008
The bandwidth of the uncompensated indirect force sensor
system is limited to 350 Hz, due to vibration modes of the
spindle structure. Using a Kalman filter, which quasi inverts
a model of the dynamic compliance between tool tip and
displacement sensor reading point, the bandwidth of the
proposed sensor system is increased from 350 to almost
1000 Hz. The method has been verified through several
milling experiments.
Acknowledgements
The research is supported by NSERC, Boeing, and Pratt
and Whitney Canada. The work has been completed at the
Manufacturing Automation Laboratory, University of
British Columbia.
References
[1] E. Abele, et al., Online Process Monitoring vs. Offline Chatter
Prediction—Possibilities of Process Stabilization in Machining
Proceedings of IMECE’03 (2003).
[2] Y. Altintas, Manufacturing Automation: Metal Cutting Mechanics,
Machine Tool Vibrations, and CNC Design, Cambridge University
Press, Cambridge, 2000.
[3] K. Bimschas, Verbesserung der Werkstuckqualitat durch Simulation
des Bearbeitungsprozesses, Dissertation, Technische Hochschule
Darmstadt, 1994.
[4] M. Reuber, Prozebuberwachung beim Schlichtfrasen von Freiform-
flachen, Dissertation, WZL, RWTH Aachen, Germany, Berichte aus
der Produktions-technik, vol. 3, 2001.
[5] M. Weck, E. Verhaag, M. Gather, Adaptive control for face-milling
operations with strategies for avoiding chatter-vibrations and for
automatic cut distribution, Annals of the CIRP 24 (1975).
[6] R.G. Landers, G. Ulsoy, Model-based machining force control,
Journal of Dynamic Systems, Measurement, and Control 122 (2000).
[7] T.Y. Kim, J. Kim, Adaptive cutting force control for a machining
center by using indirect cutting force measurements, International
Journal of Machine Tools and Manufacture 36 (1996) 925–937.
[8] Y. Altintas, Direct adaptive control of end milling process,
International Journal of Machine Tools and Manufacture 34 (4)
(1994) 461–472.
[9] G.H. Gautschi, Cutting Forces in Machining and Their Routine
Measurement with Multi-component Piezo-electric Force Transdu-
cers Proceedings of 12th International Machine Tool Design and
Research, September, Manchester (1971) pp. 113–120.
[10] Kistler, Rotating Cutting Force Dynamometer 9123C/9124B Manual
(1999).
[11] H. Aoyama, I. Inasaki, I. Suda, H. Ohzeki, Prediction of Tool Wear
and Tool Failure in Milling by Utilizing Magnetorestrictive Torque
Sensor Proceedings of the NAMRX XXVI Conference, Atlanta, GA,
USA (1998).
[12] D.A. Smith, S. Smith, J. Tlusty, High performance milling torque
sensor, ASME Journal of Manufacturing Science and Engineering 120
(3) (1998) 504–551.
[13] C. Scheer, P. Hoffmann, Spindle-Integrated Force Sensors for
Monitoring Drilling and Milling Processes, Sensor 99 Ninth
International Conference for Sensors, May 18–20, Nurnberg,
Germany (1999).
[14] S.S. Park, Y. Altintas, Dynamic Compensation of Cutting Forces
Measured From the Spindle Integrated Force Sensor System ASME
IMECE2002 DSC Conference, New Orleans, November (2002).
[15] H.K. Tonshoff, et al., Developments and trends in monitoring and
control of machining processes, Annals of the CIRP 37 (2) (1988)
611–622.
[16] G. Byrne, et al., Tool condition monitoring—the status of research and
industrial application, Annals of CIRP 44 (2) (1995) 541–567.
[17] G. Weihrich, Drehzahlregelung von Gleichstromantrieben unter
Verwendung eines Zustands- und Storgrobenbeobachters, Regelung-
stechnik 26 (1978) 349–380.
[18] G. Pritschow, J. Bretschneider, S. Fritz, Reconstruction of process
forces within digital servodrive systems, Production Engineering 4 (1)
(1999) 73–78.
[19] K. Dutton, S. Thompson, B. Barraclough, The Art of Control
Engineering, Addison-Wesley, Harlow, 1997.
[20] E. Anderson, Z. Bai, LAPACK User’s Guidethird ed., SIAM,
Philadelphia, 1999.
[21] R.G. Brown, Introduction to Random Signals and Applied Kalman
Filtering, Wiley, New York, 1997.
[22] J.M. Mendel, Lessons in Estimation Theory for Signal Processing,
Communications, and Control, Prentice-Hall, Englewood Cliffs, NJ,
1995.
[23] S.S. Park, Y. Altintas, Receptance coupling for end mill, International
Journal of Machine Tools and Manufacture 43 (2003) 889–896.
[24] H. Schlitt, Systemtheorie fur stochastische Prozesse: Statistische
Grundlagen, Systemdynamik, Kalman-Filter, Springer, Berlin, 1992.
[25] H. Czichos, Hutte—Die Grundlagen der Ingenieurwissenschaften, 30.
Auflage, Springer, Berlin, 1996.