Embed Size (px)
Citation preview

DOI 10.1515/green-2012-0009 Green 2012; 2(4): 149–157
Hans-Werner Schock*
High Efficiency Thin-Film Solar Cells
Abstract: Production of photovoltaics is growing world-wide on a gigawatt scale. Among the thin film technolo-gies, Cu(In,Ga)S,Se2 (CIS or CIGS) based solar cells have been the focus of more and more attention. This paper aims to analyze the success of CIGS based solar cells and the potential of this technology for future photovoltaics large-scale production. Specific material properties make CIS unique and allow the preparation of the material with a wide range of processing options. The huge potential lies in the possibility to take advantage of modern thin film processing equipment and combine it with very high efficiencies beyond 20% already achieved on the labora-tory scale. A sustainable development of this technology could be realized by modifying the materials and replac-ing indium by abundant elements.
Keywords: compound semiconductors, efficiency, production, solar cells, thin films
PACS® (2010). 88.40.H-, 88.40.hj, 88.40.jn
*Corresponding author: Hans-Werner Schock: Prof. Dr.-Ing., Solar Energy, E-I3 Technology, Hahn-Meitner Platz 1, 14109 BerlinE-mail: [email protected]
1 IntroductionPhotovoltaic solar energy is on the way to significantly contribute to the worldwide supply of electricity. In Germany, the total installed power of photovoltaic modules in grid connected systems approached 30 GW by mid-2012. On sunny days at noon, approximately one-third of the total electricity in the German grid is provided by photovoltaics. Total worldwide installed power is ex-pected to increase to approximately 300 GW by 2016 [1]. A major share of the modules deployed consists of Si wafer based solar cells, smaller fractions are a-Si/µc-Si, CIGS or CdTe based thin film modules. In a future terawatt market, thin film solar modules have some intrinsic advantages over wafer based modules, in particular related to the input of energy and material into the manufacturing process. However, the prerequisite for competitiveness is a sufficiently high and stable efficiency at low cost.
2 Thin film solar cellsOnly few of the numerous semiconductor compounds that have been considered for thin film photovoltaic cells have entered production. The materials applied in production lines for thin film solar cells [2] together with important properties are listed in Table 1.
2.1 Materials
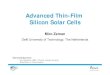
Most of the developments of thin film solar cells from these materials date back to the mid-1970s: a-Si [3], CdTe [4], CuInSe2 [5]. The graph in Figure 1 regarding the devel-opment of solar cell efficiencies shows that, in general, it took approximately 20 years for the different technologies to reach a high level of efficiency. The crosses in Figure 1 represent single crystal based Si and GaAs solar cells. These materials take profit from R&D in micro- and opto-electronic areas, in particular with respect to custom-made
Material Bandgap Eg (eV)
Properties + positive/− negative
a-Si 1.6 – 1.9 Amorphous + increased absorption compared to crystalline Si + wide energy gap − mobility gap smaller than optical gap − light induced defect formation
µc-Si 1.12 Microcrystalline + stable + thin film preparation at low temperature − indirect gap, low absorption − high defect concentration
CdTe 1.48 Polycrystalline + high absorption + wide energy gap + easy thin film deposition − less abundant of materials, recycling necessary
Cu(In,Ga)(Se,S)2 (CIGS)
1.04 – 1.68
Polycrystalline + high absorption + alloying possible − difficult to control thin film deposition − less abundant of materials, recycling necessary
Table 1: Inorganic materials for thin film solar cells.
Brought to you by | Brown University Rockefeller LibraryAuthenticated | 128.148.252.35
Download Date | 3/17/13 5:21 PM

150 H.-W. Schock, High Efficiency Thin-Film Solar Cells
production equipment. The very high performance solar cells use expensive production steps. However, high effi-ciency cell concepts are more and more adopted by high volume production lines for wafer based solar cells. Re-markable progress has been made with high quality solar grade materials and processing (e.g., laser based process-ing and printing of contacts) leading to efficiencies above 20%.
Each of the materials for thin films has its own ad-vantages and disadvantages as outlined in Table 1. The efficiency of solar cells depends on the properties of the absorber material. The energy band gap Eg defines the possible open circuit voltage. Wide bandgap devices perform better at higher temperature as compared to the low bandgap devices such as crystalline Si. Table 1 com-pares specific properties of the inorganic semiconductors presently used in photovoltaic thin film technology.
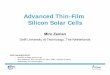
As evident from the performance data in Figure 1, thin films could play an important role. Semiconductors hold very high potential to significantly contribute as a thin film material to the future share of photovoltaics in the supply of electrical power. Figure 2 illustrates the difficul-ties in transferring high efficiencies to production, in par-ticular for CIGS based thin film modules.
2.2 Efficiency potentials of thin film materials
Thin films deposited on foreign substrates are amorphous, micro- or polycrystalline. Owing to the polycrystalline or disordered structure, the semiconductor layers intrinsi-cally contain defects such as grain boundaries and band
tails in amorphous materials. Therefore, some additional losses compared to single crystal materials have to be considered.
In the photovoltaic semiconductor device, the lowest energy difference for recombination of the light generated carriers determines the open circuit voltage. This energy could be either the effective bandgap in the bulk of the absorber layer or a barrier at the interface between ab-sorber and window layer in a heterojunction (see Fig ure 3). Eq. (1) is derived from the IV characteristics of a solar cell [6]. The maximum achievable open circuit voltage can be estimated from the internal barrier for recombination. In the ideal case, EB corresponds to the bandgap of the ab-sorber material EG and the open circuit voltage of the cell approaches EG/q at temperatures towards 0 K.
00lnoc Bph
jqV E nkTj
≈ − ∗ (1)
where Voc is open circuit voltage, EB is barrier for recombi-nation, n is diode quality factor, jph is photocurrent, j00 is prefactor of the reverse current, k is Boltzmann constant, and q is elementary charge.
The prefactor of the reverse current j00 realizes the material properties such as density of states, mobility, and doping density. In the case of amorphous silicon, the structural disorder causes defects such as dangling bonds and tail states at the band edges. The tail states reduce the energy for recombination and therefore reduce the open circuit voltage. In microcrystalline materials, nu-merous grain boundaries contribute to the defect density in the material. Therefore, there is an intrinsic limitation to the open circuit voltage and hence efficiency. Fur-thermore, light-induced defect formation increases re-combination. The high expectations in thin film silicon
Fig. 2: Efficiency of modules from different thin film technologies. The biggest difference between production standard (red bars) and single high efficiency champion modules (blue bars) is found in CIGS technology. The green bars represent prototypes of next generation modules.
Fig. 1: Efficiency of laboratory thin film cells with different (inorganic) materials. Most significant progress was made with CIGS. The numbers for a-Si refer to initial efficiencies. Single crystal Si and GaAs wafer based single junction solar are included as reference.
Brought to you by | Brown University Rockefeller LibraryAuthenticated | 128.148.252.35
Download Date | 3/17/13 5:21 PM

H.-W. Schock, High Efficiency Thin-Film Solar Cells 151
were disillusioned due to the slow progress of stabilized efficiency. In the compound semiconductors, CIGS grain boundaries and structural imperfections exhibit only low defect densities and therefore do not affect the photovol-taic properties significantly. However, for the compound semiconductor solar cells, heterojunctions imply losses at the interface between the absorber and window layer if the two semiconductors do not match well structurally and for an optimum alignment of the energy bands. Owing to the materials combination CdS/CdTe, solar losses of the built-in potential of approximately 200 mV have to be taken into account. Nevertheless, these thin film solar cells with a wide energy bandgap have lower losses at higher operating temperatures as compared to crystalline Si cells. Small laboratory cells with CdTe absorber layers now reach efficiencies above 17%.
The remarkable progress in the efficiency of labora-tory devices with chalcopyrite type compound Cu(In,Ga)(S,Se)2 (CIGS or CIS) proves the potential of the multinary semiconductor materials. Nevertheless, significant efforts have to be invested in transferring laboratory and pilot processes to gigawatt production scales. Even though there is no significant difference between the layer struc-ture of devices in laboratory dimensions and in large area modules, overcoming the difference between maximum large area module efficiencies of approximately 14% and record laboratory efficiency of 20% is a challenging task to solve.
3 Chalcopyrite semiconductors for high efficiency solar cells
The remarkable progress of CIGS development as a future material for thin film solar cells is a result of the unique properties of these compounds. The following features make CIGS one of the most important semiconductors for thin film photovoltaic technologies: (i) laboratory cell effi-ciencies beyond 20%, (ii) very high flexibility for manu-facturing, and (iii) attractive visual appearance of CIGS modules with many design options.
The success of the chalcopyrite compounds, in partic-ular CuIn(Ga)Se2, results from their very beneficial mate-rial properties. In addition to high optical absorption, electronic properties are fairly well suited for minority carrier generation and transport in solar cells. Further-more, synthesis of thin films at moderate temperatures on cheap substrates complies with the prerequisites for large-scale production.
The history of CIGS began in the early 1950s when the ternary compounds such as CuInSe2 were first synthe-sized and semiconducting properties were identified [7]. The publication of a 12% efficient single crystal device in 1974 [8] drew attention to this material. First attempts to produce solar cells included the preparation of thin films with evaporation from a single source [9]. Later, co-evaporation yielded devices with efficiencies ap-proaching 10% [10]. Concerns resulting from the problems with early Cu2S-CdS thin film solar cell development [11] have been largely overcome: (i) stability has been proven in outdoor operation and accelerated testing in the labo-ratory and (ii) efficiency reached the level of multicrystal-line Si solar cells.
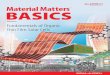
The bandgap of the ternary compound CuInSe2 is 80 mV lower compared with the bandgap of silicon. The bandgap can easily be increased by adding Ga and S to form the quaternary Cu(In,Ga)Se2 or even pentenary alloy Cu(In,Ga)(Se,S)2. Typical Ga content in standard cells is Ga/(In + Ga) = 0.3. With an increased bandgap of approxi-mately 1.2 eV, open circuit voltages exceed the values of crystalline Si and thus CIGS are also more efficient at high temperatures. The structure of the CIGS solar cells shown in Figure 3 have not changed significantly since the mid-1980s. In the late 1980s, CIGS development in Europe was driven by EUROCIS projects that brought forward not only co-evaporation technology up to large-scale production but also developed various other deposition processes such as sputtering, stacked layer annealing, screen print-ing, and electrodeposition [12].
Co-evaporation of the elements from single sources became a well-established process due to advances in source developments and process control. In addition to the improvement of the evaporation processes, other methods that use precursor based technologies, that is,
Fig. 3: Generic structure of a multinary CIGS thin film solar cell together with a scanning electron image of a polished cross-section. The different structures of the CIGS absorber and the ZnO window layer on top are clearly visible.
Brought to you by | Brown University Rockefeller LibraryAuthenticated | 128.148.252.35
Download Date | 3/17/13 5:21 PM

152 H.-W. Schock, High Efficiency Thin-Film Solar Cells
conversion of metal films or printed particles including atmospheric pressure deposition, also yield high quality absorber material. This diversification is characteristic for CIGS technology. There are numerous companies world-wide, each with a different approach for CIGS fabrication (Table 3).
3.1 Properties of CIGS absorber layers
The secret behind the success of CIGS solar cell devel-opment include specific properties. The semiconductor material CuIn(Ga)Se2 is extremely tolerant to defects (i.e., deviations from stoichiometry, crystallographic imper-fections, and grain boundaries due to fortunate circum-stances) (note: this is only true for CuIn(Ga)Se2 and in part for CuInS2):
– secondary phases have commensurate structures, i.e., phase segregations do not cause severe distortion during growth
– Cu vacancies are not electrically active defects but just lower the valence band. Therefore, deviations from stoichiometry, in particular [Cu]/([In]+[Ga]) ratios form neutral defect complexes [13]. Minor efficiency limitations might arise from potential fluctuations due to local modulation of the energy bands [14].
Because extrinsic doping is mostly impossible, carrier concentrations have to be adjusted by preparation condi-tions. The complex defect structure of ternary or multi-nary semiconductors makes control of electronic proper-ties by extrinsic doping mostly impossible. On the one hand, looking for dopants by simply considering valence states does not lead to reliable results, because foreign el-ements could occupy any lattice site and act as donor or acceptor. On the other hand, a high level of impurities can be tolerated, in particular at moderate efficiencies (< 15%). A very specific impurity in CIGS is Na. The presence of Na either during films growth or in an annealing step after-wards increases the carrier concentration [15] or affects the crystalline structure of the films [16]. The most likely explanation for the beneficial role of Na is the passivation of defects at grain boundaries or dislocations. Proper in-troduction of Na is the key to high efficiencies of CIGS based devices. Soda lime glass is not only a very cheap substrate but also a very efficient source for Na. If other substrates such as metal or polymer foils are used, suit-able methods for introducing Na by other sources such as precursor layers have to be found.
Alloying of CuInSe2 with Ga and sulfur to form Cu(In,Ga)(SeS)2 does not cause a significant increase in defect concentrations, even if strong gradients of compo-sition are introduced. Therefore, there is much room for device design and the possibility for working around lim-itations by processing the material in a way where defects are minimized.
It is important to note that device optimization is not possible by simple engineering based on textbook solutions but requires understanding of the complex material science of a system with numerous components. Defects in the absorber layers related to the different ele-ments form electrically inactive clusters. Hence, very large deviations from stoichiometry can be tolerated. Further-more, the structures of surfaces and grain boundaries are self-passivating and do not exhibit electrically active defects. These very lucky circumstances make surface and grain boundaries self-passivating [17]. The tendency of the compound to stabilize in a state with minimum defects allows for flexibility in film preparation. As long as the film is slightly Cu poor and the processing ends with a high temperature step (> 400 – 600°C), reasonable device efficiencies can be reached.
The reconstruction of the CIGS surface is accompa-nied by Cu depletion of the uppermost atomic layers. There is still not yet a clear picture of the defect structure of the surface. However, it is an accepted fact that grain boundaries and the heterojunction cause only small losses by recombination via interface states [18]. Owing to the importance of the interface, the interaction with buffer layers is a key problem for device optimization. Here, CdS is still the standard buffer layer for high efficiency devices. Improved understanding of the junction allows using other compounds such as In, S and ZnS.
4 Process technologies and module fabrication
Design and fabrication of modules are key steps for low cost thin film photovoltaics. Most module designs use glass/glass packages providing hermetic sealing for operation under all climatic conditions. Because such a module package contributes a major share of the cost, ef-ficiency of the active photovoltaic element is of prior im-portance to reduce the area of modules at the same power output. Cost reduction of modules by using foils is a chal-lenging task in view of achieving similar reliabilities com-pared with glass packages.
Brought to you by | Brown University Rockefeller LibraryAuthenticated | 128.148.252.35
Download Date | 3/17/13 5:21 PM

H.-W. Schock, High Efficiency Thin-Film Solar Cells 153
4.1 Substrates
In contrast to most thin film silicon and CdTe production lines, CIS technology is based on substrate configuration. Because no transparent “superstrate” is needed there are more choices for materials. Most production lines use rigid glass substrates [19, 20]. Many new lines are based on role-to-role deposition of either metal [21 – 23] or polymer (polyimide foils) [24]. These foils are either inte-grated in a glass/glass module or laminated with foils to maintain flexibility. Recent announcements claim long-term outdoor stability of these flexible modules.
4.2 CIGS thin film processes and production
Because of the unique properties and forgiving nature of the material connected with the necessity to realize low cost processes on large areas, many different processing options have been investigated [25]. After a historic start with single source evaporation of the compound and addi-tional Se, the use of multiple sources for co-evaporation of the single elements became a viable method. First devices showing an efficiency value close to 10% have been fabri-cated with separate sources for metals in connection with suitable control of vapor fluxes. Evaporation became a reliable method for absorber deposition due to the devel-opment of advanced evaporation sources for in-line depo-sition. Progress of process control allows manufacturing of large area modules at high throughput. Control of the fluxes of the elements in the vapor by atomic absorption spectroscopy, temperature control with pyrometers, and optical reflectometry in connection with in-line measure-ment of composition by X-ray fluorescence allow deposi-tion of films at high yield [26]. A key for high efficiency and device stability is the proper incorporation of Na in the CIGS film.
The most productive lines in the past used co-evapo-ration. However, the ambitious set-up of a 1 – GW/a pro-duction facility is based on technology with the longest experience for module production, namely sputtered pre-cursors and selenization/sulfurization processes [27]. The success of CIGS deposition techniques for high quality material provides evidence for the maturity of the equip-ment for handling complex multicomponent systems [28]. Furthermore, production lines with “non-vacuum pro-cessing”, which uses sputtering, electrodeposition, print-ing of precursor particles followed by a selenization/an-nealing step at high or even atmospheric pressure, are put into operation. Most of these production lines use flexible foils for role-to-role processing.
4.3 Junction formation
The n-type partner for the heterojunction on the p-type absorber layer is ZnO. However, direct deposition of ZnO oxide as transparent contact and n-type emitter does not lead to optimum device performance. Therefore, a so-called buffer layer has to be introduced to mediate between the conductive window and the absorber surface in order to reduce interface recombination to a minimum. Many production lines rely on chemical deposition of CdS. However, replacement of CdS is a major objective of actual developments. The choices include Zn(OH,S) or InS(OH), mostly by chemical bath deposition. From the beginning of their development, the production line with the biggest ca pacity at Solar Frontier introduced a Zn based buffer layer as standard. Other companies are developing their own alternatives such as In(O,S), either from chemical bath or by evaporation.
Partial replacement of ZnO by (Zn,Mg)O helps to adapt these buffer materials [29]. A common observation when replacing CdS is an increased tendency to light soaking effects, that is, device characteristics change re-versibly and in most cases improve under illumination.
4.4 Module production
Analyzing the many approaches with “proprietary” methods for CIGS deposition, convergence to a certain standard could only be expected in the long term. None of the methods solve all the problems of CIGS technology
Process Advantages Drawbacks
Co-evaporation Well-controlled film growth for high quality material
High capital expenses for equipment, difficult to control homogeneity over very large areas
Sputtering or electrodeposition of metal precursor films + selenization H2 Se sulfurization H2S in batch process
Separation of precursor deposition and semiconductor formation
Reaction with Se/S difficult to be controlled
Metal + Se precursor films + rapid thermal processes (RTPs)
No use of H2Se Reaction with Se/S difficult to be controlled Challenging large area temperature homogeneity
Table 2: Processes for the deposition of chalcopyrite based semiconductor thin films.
Brought to you by | Brown University Rockefeller LibraryAuthenticated | 128.148.252.35
Download Date | 3/17/13 5:21 PM

154 H.-W. Schock, High Efficiency Thin-Film Solar Cells
and fulfill all the expectations. Production lines which supply modules to the market look back to a very long history of R&D. Among many start-ups with new concepts, only a few enter into large-scale production [30].
A genuine advantage of thin film technologies is based on high throughput processing in connection with a minimum usage of material. High volume production by co-evaporation has already been demonstrated at the 30 – 100 MW range, partially based upon experience gained in the course of European “EUROCIS” projects optimizing in-line co-evaporation processes. Table 3 gives an overview on the different processes and the actual pro-duction capacities. To date, even at the level of 100 MW/a production, the most viable process of the future is not yet identified. This diversification is typical of CIGS technol-ogy. The most ambitious project by Solar Frontier plans an output of 1 GW in 2012.
The efficiency of modules range from 12.5% total area of standard modules in production to over 14% of full size prototypes. In the case of role-to-role produced flexible cells, modules are produced by assembling single cells on either a flexible or glass carrier. By selecting and matching devices, efficiencies of more than 16% have been reached with large area cell assemblies [31].
5 Perspectives of CIGS thin film solar cell technology
Owing to the complexity of multinary compounds, huge challenges cannot be met by simple engineering ap-proaches. On the one hand, CIGS offers numerous oppor-tunities for future high efficiency photovoltaics module developments; on the other hand, one should be aware of the limitations implied by the self-organizing nature and
flexibility of the material. There is still a lack of under-standing of major issues in material sciences, e.g., the role of Na, the role of Cu in the metastable behavior of the devices, and the properties of the heterojunction. Further-more, limitations of the efficiency of wide bandgap com-pounds still need investigation.
5.1 Efficiency
The possibility to adjust the bandgap of the compound semiconductors to the optimum energy in the solar spec-trum should in principle allow reaching efficiencies very close to the theoretical limit. However, intrinsic proper-ties of the multinary semiconductor may impose losses which have to be minimized by the proper choice of alloys and preparation methods. Because there is no single crystal reference, it is very difficult to identify relevant defects. Owing to low energy of the formation of some defects, defect concentration under equilibrium condi-tions depends on the deviation from stoichiometry and will always remain at a certain level. The phase boundar-ies according to the phase diagram are still not known pre-cisely (in terms of doping concentrations). Compositional fluctuations on different scales in the film impose to keep distance from the Cu-rich phase boundary to guarantee single phase material.
Table 4 lists the IV data of high efficiency devices fabricated in different laboratories. An efficiency > 19% is reached on small areas in several laboratories worldwide. Recently, 20% efficiency has been exceeded. This progress is based on incremental improvements in the past years when efficiency has been increased from approximately 19% to 20.3%. The actual parameters of the record device are still not at optimum. Defect concentrations and hence efficiencies depend on many parameters which are not yet
Company Substrate Process, Substrate Module size (m2) 2011/planned (MW)
Solar Frontier Glass H2Se/H2S batch reactive 0.977 × 1.25 400/1000Avancis Hyundai Glass Se/H2S in line reactive 0.672 × 1.595 25/2 × 100Stion TSMC Glass H2Se/H2S batch reactive 0.655 × 1.675 100/500Heliovolt Glass Layer transfer 20/Solibro Glass Co-evaporation 60/100 Soltecture Glass Co-evaporation 0.65 × 1.25 14 Manz Glass Co-evaporation 0.6 × 1.20 –Global Solar Metal Foil Co-evaporation Flexible single cells 19 Solarion Polymer Foil Co-evaporation Flexible single cellsMiaSolé Metal Foil Co-sputtering Glass, Flexible single cells 40/Nanosolar Foil Printing Flexible single cells 10/90 Solopower Foil Electrodeposition Single flexible
Table 3: Selected state-of-the-art CIGS modules of actual production lines, in addition to modules shipped in 2011, some numbers of planned production are given.
Brought to you by | Brown University Rockefeller LibraryAuthenticated | 128.148.252.35
Download Date | 3/17/13 5:21 PM

H.-W. Schock, High Efficiency Thin-Film Solar Cells 155
completely understood. To explore efficiency limits, it is important to understand more about the origin of defects and impurities in high efficiency devices. Taking the best values achieved by the different laboratories, an efficiency >21% would be achieved. This simple calculation is justi-fied due to the very similar bandgap of the absorber layers and design of the devices. Owing to an increased open circuit voltage, a high fill factor can be expected for all cells. The grand challenge is to develop thin film technol-ogy which combines the performance potential of photo-voltaics already demonstrated with high quality crystal-line materials with all advantages of thin film devices and technologies.
All the high efficiency small area solar cells were pro-duced by co-evaporation with a highly transparent front contact grid, a typical cell area of approximately 0.5 cm2. A remarkable efficiency of 17.8% on full aperture area was achieved by Solar Frontier on a 30 × 30 cm2 prototype module produced by the sequential process route [35].
5.2 Modification of the material system
A major step forward would be the realization of mono-lithic tandem structures. A major issue is the development of the high efficiency wide bandgap part of such a device. The alloy system would in principle allow design of optimum combinations of bandgaps. However, in all de-velopments of new chalcopyrite compounds the open circuit voltage of wide bandgap cells with a bandgap ex-ceeding 1.3 eV is limited, regardless of the compositions of the multinary alloy with the possible combination of the elements Ag, Cu, In, Ga, Al, S, and Se. In contrast to thin film amorphous silicon, for the fabrication of tandem structures deposition temperatures are too high for the straightforward fabrication of monolithic stacks. Contin-ued research is important to develop solutions to this im-portant problem.
Availability of the elements indium and gallium is dis-cussed fairly intensely. In principle, there is no real limita-tion by natural resources but there is the issue of produc-
tion cost if the raw material prices increase. Because the present modules contain absorber layers with a redundant thickness, there is still room for saving material. Even though no shortage of raw materials (in particular In and Ga) for CIGS technology is expected in the near and mid-term future, replacing indium and gallium by abundant elements such as tin and zinc would allow a sustainable development of thin film solar cell technology also on the terawatt scale. Handling these complex and new materi-als is facilitated by new analytical methods and equip-ment for thin film processing and control. Cu(In,Ga)(Se,S)2 (CIGS) based solar cells in the long term reach efficiencies of > 20% but might suffer from high material cost of In and Ga. Replacing these elements by abundant low cost ele-ments such as tin and zinc without sacrificing perfor-mance would be an important step towards sustainability of this technology. Owing to the similarity of most mate-rial properties, Cu2ZnSn(Se,S)4 (CZTS) in principle could be handled in actual production lines with device struc-tures similar to the state-of-the-art CIGS modules [36]. Re-cently, efforts for the development of this material signi-ficantly increased and devices with efficiencies over 10% were fabricated [37]. However, complexity of the com-pound needs significant efforts in the design of processes for large-scale production. In particular, the design of deposition systems and process control is a challenging task. Similar to CIGS production, various process options,
ZSW [32] glass NREL [33] glass HZB [34] glass EMPA [24] polyimide Best single values
VOC (mV) 740 691.8 702.5 712 740JSC (mA/cm2) 35.4 35.74 35.63 34.8 36FF (%) 77.5 81.03 77.52 75.7 81.2h (%) 20.3 20.0 19.4 18.7 21.6
In the last column, combination of the best single values of cell parameters lead to an efficiency which could be achieved in the short term.
Table 4: Summary of confirmed IV data of high efficiency devices from different laboratories.
Fig. 4: Present status and progress of CZTS laboratory cell development. The different symbols represent different deposition technologies.
Brought to you by | Brown University Rockefeller LibraryAuthenticated | 128.148.252.35
Download Date | 3/17/13 5:21 PM

156 H.-W. Schock, High Efficiency Thin-Film Solar Cells
that is, co-evaporation [38, 39], sequential processing of precursor layers [40, 41], solution processing [42], nano-particle precursors [43], and monograins [44] are under investigation. Figure 4 shows the present status of CZTS development. After the first demonstration of such a pho-tovoltaic device [45], it took 10 years to reach efficiencies close to 10%. Again, deposition approaches differ signifi-cantly. Compatibility with actual CIS technologies is im-portant for the implementation in existing production lines.
A remarkable result is the realization of a small module containing only the earth abundant elements Cu,Zn,Sn,S [46]. An efficiency > 8% at an average open circuit voltage of 711 mV of the individual cells approaches the performance of CuInS2 based solar cells [47].
6 ConclusionsTo comply with the role of photovoltaics, universal energy source exploitation of all possible options for future cells is needed. In particular, thin film solar cells with high effi-ciency would allow sustainable development due to small materials and energy consumption in production. CIGS is one of the most promising materials for thin film technol-ogies which has already proven to have high efficiency potential and to be a reliable operation. However, deci-sions about the future mainstream technology for CIGS are not yet imminent. On the contrary, there is still a tendency of more diversification, both in materials and technologies.
Received: July 19, 2012. Accepted: August 21, 2012.
References[1] EPIA Market outlook for photovoltaics until 2016, available from
www.epia.org.[2] Unold T, Schock HW. Annu. Rev. Mater. Res. 2011, 41, 297.[3] Carlson DE, Wronski CR. Appl. Phys. Lett. 1976, 28, 671.[4] Bonnet D, Rabenhorst H. In Proc. 9th IEEE Photov. Spec. Conf.
1972, p. 129.[5] Kazmerski LL, White FR, Morgan GK. Appl. Phys. Lett. 1976, 27,
89.[6] Rau U, Schock HW. In Clean Electricity from Photovoltaics,
Imperial College Press: London, 2001.[7] Hahn H, Frank G, Klingler W, Meyer A, Störger G. Z. Anorg. Allg.
Chem. 1953, 271, 153.[8] Wagner S, Shay JL, Migliorato P, Kasper HM. Appl. Phys. Lett.
1974, 25, 434 – 435.[9] Kazmerski LL, White FR, Morgan GK. Appl. Phys. Lett. 1976, 46,
268.
[10] Mickelsen RA, Chen WS. Appl. Phys. Lett. 1980, 36, 371 – 373.[11] Pfisterer F, Bloss WH. Solar Energy Mater. Solar Cells 1983, 12,
155.[12] Schock HW. Solar Energy Mater. Solar Cells 1994, 34, 19 – 26.[13] Zhang SB, Wei SH, Zunger A, Katayama-Yoshida H. Phys. Rev. B
1998, 57, 9642.[14] Werner JH, Mattheis J, Rau U. Thin Solid Films 2005, 80, 399.[15] Ruckh M, Schmid D, Kaiser M, Schaffler R, Walter T, Schock HW.
In IEEE 1st World Conf. on Photov. Energy Conversion/Conf. Rec. 24th IEEE Photov. Spec. Conf. 1994, pp. 156 – 159.
[16] Caballero R, Kaufmann CA, Eisenbarth T, Cancela M, Hesse R, Unold T, Eicke A, Klenk R, Schock HW. Thin Solid Films 2009, 517, 2187.
[17] Siebentritt S, Igalson M, Persson C, Lany S. Prog. Photovolt. 2010, 18, 390.
[18] Rau U, Schock HW. Appl. Phys. A Mater. Sci. Process. 1999, 69, 131 – 147.
[19] Solar Frontier. In Proc. 38th IEEE PVSC Austin 2012. Available from: http://www.ieee-pvsc.org/PVSC38/.
[20] Dimmler B. In Proc. 38th IEEE PVSC Austin 2012. Available from: http://www.ieee-pvsc.org/PVSC38/.
[21] Aksu S, Pethe S, Kleiman-Shwarsctein A, Kundu S, Pinarbasi M. In Proc. 38th IEEE PVSC, Austin 2012. Available from: http://www.ieee-pvsc.org/PVSC38/.
[22] Ascent Solar, Thorton Co., available from: http://www.ascentsolar.com; Solarion, Leipzig, available from: http://www.solarion.de.
[23] Miasole, 2012. Available from http://www.miasole.com.[24] Chirila A, Buecheler S, Pianezzi F, Bloesch P, Gretener C,
Uhl AR, Fella C, Kranz L, Perrenoud J, Seyrling S, Verma R, Nishiwaki S, Romanyuk YE, Bilger G, Tiwari AN. Nat. Mater. 2011, 10, 857.
[25] Hibberd CJ, Chassaing E, Liu W, Mitzi DB, Lincot D, Tiwari AN. Prog. Photovolt. 2009, 18, 434.
[26] Scheer R, Pérez-Rodríguez A, Metzger WK. Photovoltaics 2010, 18, 467.
[27] Solar Frontier, 2012. Available from http://www.solar-frontier.com/eng/cis/factory/.
[28] Niki S, Contreras M, Repins I, Powalla M, Kushiya K, Ishizuka S, Matsubara K. Prog. Photovolt. 2010, 18, 411 – 433.
[29] Naghavi N, Abou-Ras D, Allsop N, Barreau N, Buecheler S, Ennaoui A, Fischer C-H, Guillen C, Hariskos D, Herrero J, Klenk R, Kushiya K, Lincot D, Menner R, Nakada T, Platzer-Bjoerkman C, Spiering S, Tiwari AN, Toerndahl T. Prog. Photovolt. 2010, 18, 411.
[30] Jager Waldau A. Solar Energy Mater. Solar Cells 2011, 95, 1509.[31] Miasole, Press Release May 24, 2012. Available from:
http://www.miasole.com/sites/default/files/ MiaSole_release_May_24_2012.pdf.
[32] Jackson P, Hariskos D, Lotter E, Paetel S, Wuerz R, Menner R, Wischmann W, Powalla M. Prog. Photovolt. Res. Appl. doi: 10.1002/pip.1078.
[33] Repins I, Contreras MA, Egaas B, DeHart C, Scharf J, Perkins CL, To B, Noufi R. Prog. Photovolt. Res. Appl. 2008, 16, 235.
[34] Haarstrich J, Metzner H, Oertel M, Ronning C, Rissom T, Kaufmann CA, Unold T, Schock HW, Windeln J, Mannstadt W, Rudigier-Voigt E. Solar Energy Mater. Solar Cells 2011, 95, 1028.
[35] Nakamura M, Chiba Y, Kijima S, Horiguchi K, Yanagisawa Y, Sawai Y, Ishikawa K, Hakuma H. In 38th IEEE 2012.
Brought to you by | Brown University Rockefeller LibraryAuthenticated | 128.148.252.35
Download Date | 3/17/13 5:21 PM

H.-W. Schock, High Efficiency Thin-Film Solar Cells 157
[36] Weber A, Mainz R, Unold T, Schorr S, Schock HW. Phys. Stat. Sol. C 2009, 6, 1245 – 1248.
[37] Bag S, Gunawan O, Gokmen T, Zhu Y, Todorov TK, Mitzi DB. Energy Environ. Sci. 2012, 5, 7060 – 7065.
[38] Friedlmeier TM, Dittrich H, Schock HW. IOP Publ., Ltd. 1998, 152, 345 – 348.
[39] Repins I, Beall C, Vora N, DeHart C, Kuciauskas D, Dippo P, To B, Mann J, Hsu W-C, Goodrich A, Noufi R. Solar Energy Mater. Solar Cells 2012, 101, 154 – 159.
[40] Katagiri H. Thin Solid Films 2004, 480, 426 – 432.[41] Katagiri H, Jimbo K, Yamada S, Kamimura T, Maw WS, Fukano T,
Ito T, Motohiro T. Appl. Phys. Express 2008, 1.[42] Ford GM, Guo Q, Agrawal R, Hillhouse HW. Chem. Mater. 2011,
23, 2626 – 2629.[43] Barkhouse DAR, Gunawan O, Gokmen T, Todorov TK, Mitzi DB.
Prog. Photovolt. Res. Appl. 2011, doi:10.1002/pip.1160.[44] Mellikov E, Meissner D, Varema T, Altosaar M, Kauk M,
Volubujeva O, Raudoja J, Timmo K, Danilson M. Solar Energy Mater. Solar Cells 2009, 93, 65 – 68.
[45] Ito K, Nakazawa T. Jpn. J. Appl. Phys. 1988, 27, 2094.[46] Sugimoto H, Hiroi H, Sakai N, Muraoka S, Katou T.
In 38th IEEE PVSC Austin 2012. Available from: http://www.ieee-pvsc.org/PVSC38.
[47] Klenk R, Klaer J, Köble Ch, Mainz R, Merdes S, Rodriguez-Alvarez H, Scheer R, Schock HW. Solar Energy Mater. Solar Cells, 2011, 95, 1441 – 1445.
Author biographyProf. Dr. Hans-Werner Schock received his diploma in electrical engineering in 1974 and obtained his Ph.D. in electrical engineering from Stuttgart University, Germany, in 1986. From 1982 to 2004 he was head of the com-pound semiconductor thin film group of the Institute of Physical
Electronics at the University of Stuttgart. Starting in the early 70s, he has taken the development of chalcogenide solar cells from basic investigations to the transfer to pilot production. From 1986 to 2003 he coordinated a series of successful research projects on chalcopyrite based solar cells in the framework of the European photovoltaic R&D programme. He was director of the Institute of Technology in the division “Solar Energy” at the “Helmholtz Zentrum Berlin für Materialien und Energie” from 2004 until his retirement in 2012. He is author or co-author of more than 300 contributions in books, scientific journals and published conference proceedings. For his achievements in the development of chalcopyrite based thin film solar cells he received the “Becquerel Prize” of the European Commission in 2010.
Brought to you by | Brown University Rockefeller LibraryAuthenticated | 128.148.252.35
Download Date | 3/17/13 5:21 PM

Brought to you by | Brown University Rockefeller LibraryAuthenticated | 128.148.252.35
Download Date | 3/17/13 5:21 PM