Embed Size (px)
Citation preview
HEC Machining Centers HEC 1000 / HEC 1250 / HEC 1600 / HEC 1800 Athletic

2 HEC Series—
Modern Athletes – Perfection, Power and Energy-saving.
The flexible and modular design of the HeckertHEC 1000 / HEC 1250 / HEC 1600 / HEC 1800 Athletic 4-axes-horizontal machining centers guarantee the best possible results when machining large and heavy components. Their modular design includes the main groups of components, the complete tool and component handling, the design of the working spindle and the controls.

HEC Series 3—
Complete machining of large and heavy workpieces with edge lengths up to 3,300 mm and up to 13,000 kg in weightReduced machining costs through minimal downtimesConstantly high machining accuracy to IT 5Customized adaptation to the machining task and tailor-made machine designState-of-the-art process control and monitoring to increase the degree of automation and to reduce tooling and maintenance costs
High energy efficiencyUse in general machine building, in tractor and agricultural machinery manufacturing, in large engine manufacturing, in construction plant manufacturing, in the pump and com - pressor industry and in transmission case manufacturing Can be used either as stand-alone machines or – expanded by rotary or linear pallet magazines – as manu- facturing cells for integration into flexible manufacturing systems (FMS)

4 HEC Series—
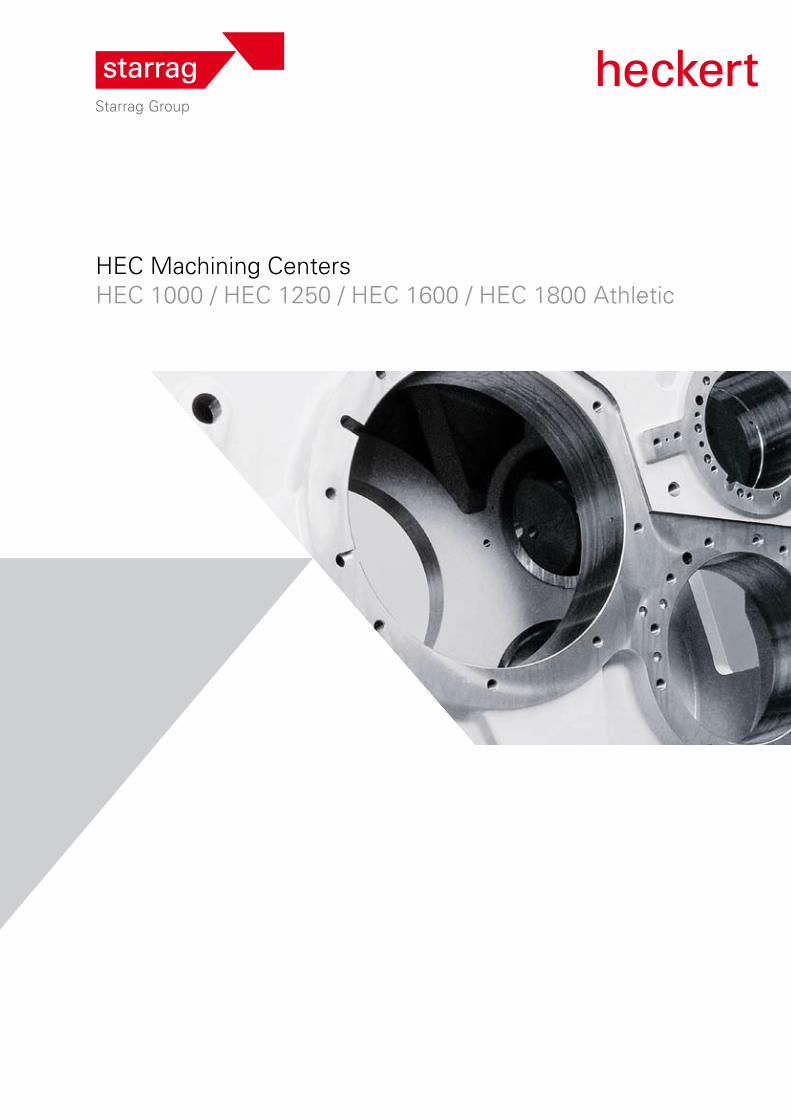
The Concept –Modular and Flexible.
Workpiece palletsDimensions: 1,000 × 800 mm, 1,250 × 1,000 mm 1,600 × 1,250 mm, 1,800 × 1,250 mm
CNCSinumerik 840 D solution LineFanuc Series 31i
WorkspindleHorizontal main spindle with a.c. motor modified in power and speedSwiveling horizontal/vertical head for 5-sided machiningContinuously swiveling horizontal/ vertical headNC quill modified in diameter, travel and power range
ToolholderQuick-release taper acc. to DIN 69871-AD 50 or form B 50 or BT 50Hollow-shaft taper acc. to DIN 69893 HSK-A 100
Tool handlingChain magazine for 60 or 80 toolsTower magazine for 180, 240 or 320 tools
Frame column with slide rest Vertical travels: Horizontal spindle 1,250 mm /1,600 mm /2,000 mm / 2,800 mm H/V head 1,100 mm /1,450 mm /1,850 mm/ 2,650 mm NC quill 1,150 mm /1,500 mm /1,900 mm / 2,700 mm
Cross bedLongitudinal travels: 1,850 mm /2,100 mm /2,250 mm
Rotary tableLongitudinal travels: 1,700 mm /2,200 mm /2,800 mm / 3,400 mm
Pallet changers Double changer with pallet feeding from the frontDouble changer with pallet feeding from both sidesTriple changer with pallet feeding from one or both sides or from the frontQuadruple changer with pallet feeding from both sides and from the front
Pallet magazineMulti-tier linear magazine with pallet transport trolley, number of magazine locations and load-unload stations as per customer requirementsRotary magazine with 4 and 5 magazine locations, 1 load-unload station and pallet changer
HEC Series 5—

6 HEC Series—
Hightech at a Glance – Effective and Economic.
Compact design Cross-bed design with optimized modular subassemblies for tailormade solutions
Extremely large working area Optimum travels and interference ranges up to 3,300 mm Optimum workspindle travel limits
High machine accuracy Sectional rail roller guides in all linear axes and preloaded ballscrews ensure: Positioning uncertainty P ≤ 0.008 mm Positional deviation Pa ≤ 0.006 mm Position scattering range Psmax ≤ 0.004 mm Backlash on reversal ≤ 0.003 mm
Multi-side machining with high precision NC rotary table with 0.001 degrees display and input resolution
Displacement axes with high dynamic properties
Rapid traverse rate up to 60 m/min (40 m/min for the HEC 1800) thanks to the use of digital a.c. servo drives
Optimum conditions for dry and wet machining Chip disposal at extremely high speed thanks to two wide chip conveyors with high chip drop
HEC Series 7—
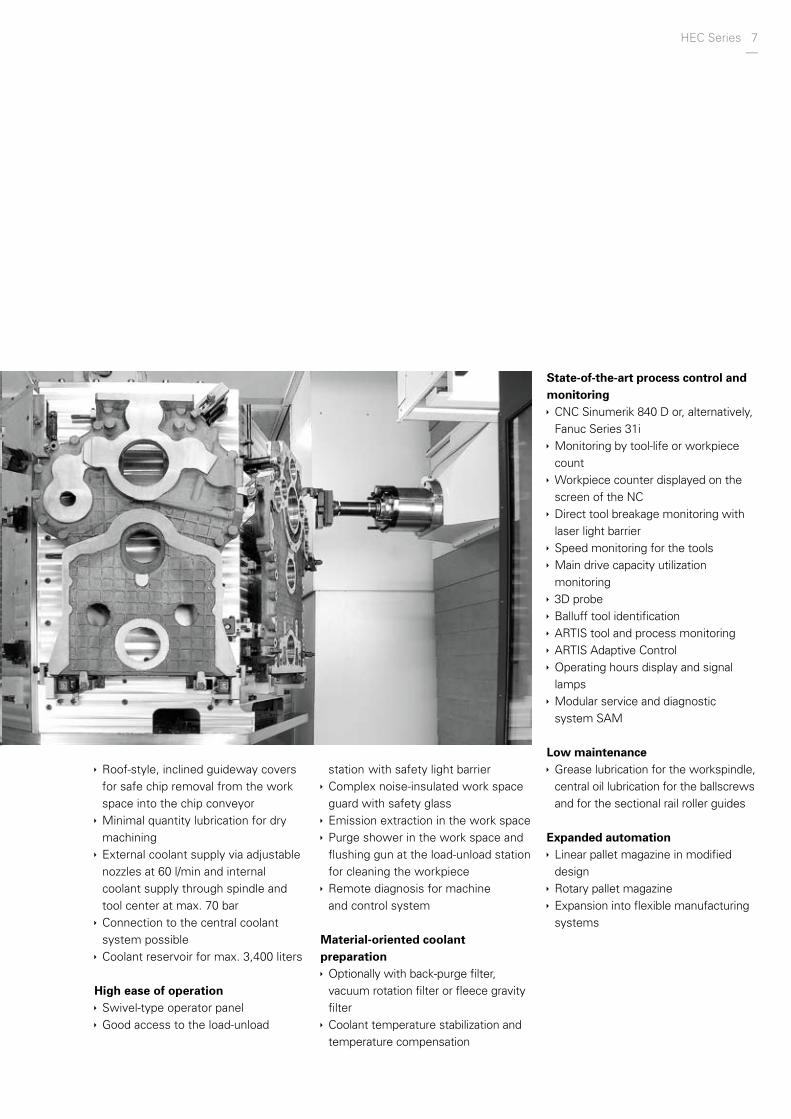
Roof-style, inclined guideway covers for safe chip removal from the work space into the chip conveyor Minimal quantity lubrication for dry machining External coolant supply via adjustable nozzles at 60 l/min and internal coolant supply through spindle and tool center at max. 70 bar Connection to the central coolant system possible Coolant reservoir for max. 3,400 liters
High ease of operation Swivel-type operator panel Good access to the load-unload
station with safety light barrier Complex noise-insulated work space guard with safety glass Emission extraction in the work space Purge shower in the work space and flushing gun at the load-unload station for cleaning the workpiece Remote diagnosis for machine and control system
Material-oriented coolant preparation Optionally with back-purge filter, vacuum rotation filter or fleece gravity filter Coolant temperature stabilization and temperature compensation
State-of-the-art process control and monitoring CNC Sinumerik 840 D or, alternatively, Fanuc Series 31i Monitoring by tool-life or workpiece count Workpiece counter displayed on the screen of the NC Direct tool breakage monitoring with laser light barrier Speed monitoring for the tools Main drive capacity utilization monitoring 3D probe Balluff tool identification ARTIS tool and process monitoring ARTIS Adaptive Control Operating hours display and signal lamps Modular service and diagnostic system SAM
Low maintenance Grease lubrication for the workspindle, central oil lubrication for the ballscrews and for the sectional rail roller guides
Expanded automation Linear pallet magazine in modified design Rotary pallet magazine Expansion into flexible manufacturing systems

8 HEC Series—
From the Machine Design to the Workspindle – Precision and Power.
The state-of-the-art machine conceptThe striking feature of our machines is their compact design with the steel-welded crossbed. All computer-opti-mized subassemblies possess only a small number of components and non-contact sensors. This provides for high reliability and long-term stability. The high static and dynamic stability are prerequisites for the excellent machin-ing accuracy to IT 5/6 and thus also the basis for outstanding cutting perfor-mance. According to our state-of-the-art design principle, the cross-bed bears the longi-tudinal and cross guides for the move-ments of table slide (X axis) and frame column (Z axis). The slide rest slides on the frame column in the vertical direc-tion (Y axis). The weight of the slide rest is compensated and stabilized by way of a hydraulic counterbalancing.
Powerful and precise machine slide restThe frame slide rest, as the central com-ponent, bears the a.c. main motor and the work-spindle subassemblies.
Adapted to its particular working task, the a.c. motor can be modified in power and speed. The two-stage, high-power and pneumatically switched main drive with oil-circulating lubrication provides a high service life and reliability. The electronic spindle alignment de-vice meets the prerequisites for posi-tiontrue stopping of the spindle when changing the tool. All tools are clamped securely via a Belleville spring package and released hydraulically. The spindle taper and the internal cool-ant supply of the tools are blown out with compressed air during the tool change. This cleaning ensures a high rotational accuracy of the tools.
Powerful and flexible workspindleThe workspindle is designed such that it can be adapted optimally to the particu-lar application. Users can choose be-tween hori zontal workspindles, a swivel-ing horizontal/vertical milling head and an adjust able NC quill. The horizontal workspindles are offered with different powers, speeds and tool holders. Thus, powers up to 67 kW/25 % c.d.f. and speeds up to 10,000 rpm are available. With the compact, deflection and tor-sionproof workspindle, rates of metal removal of 1,800 cm3/min can be achieved when machining steel. The quadruple precision bearing ensures high accuracy and smooth running.

HEC Series 9—
––NC quill with stepless adjustment up to 500 mm or 750 mm
5-side machining in one clamping is pro-vided by the swiveling horizontal/vertical millhead. The quintuple precision bearing ensures high rotational accuracy of the compact, deflection and torsion-proof work spindle. The power potential of 30 kW/60 % c.d.f. provides optimum condi-tions for the cutting of high-strength materials. Serrated ring couplings ensure a high positioning accuracy after each swivel motion. The axial extension of the spindle under the influence of the heat is compensated automatically. The NC quill ensures optimum conditions for the machining of deep-lying form elements and long travels. This does away with expen sive special tools and eliminates the need for shift drilling.
Dynamic feed drivesDigital a.c. drives are used for travers-ing of both the rotary and linear axes. The statically and dynamically rigid feed drives in conjunction with preloaded ball-screws ensure high rapid traverse rates, fast positioning times and mini-mum control times. Absolute, direct, distance-coded path measuring sys-tems on the linear axes provide for a high measuring accuracy with an in put resolution of 0.001 mm. Sealing air and addi tional encapsulation prevent contamina tion of the measuring sys-tems. Thus, the ball s crews provide an especially high stability.
High-precision subassembly guidesThe sectional rail roller guides with pre- loaded and completely sealed guide carriages in all linear axes ensure opti-mum conditions for a high machining accuracy. This guarantees a position scattering range of Psmax ≤ 0.004 mm and a back lash on reversal of ≤ 0.003 mm.

10 HEC Series—
The Workpiece Handling – Safe and Fast.
Multi-side machining with NC rotary tableThe high-capacity NC rotary table provi-des optimum conditions for multiside and complete machining. It is possible to specify any angular position at a resolution of 0.001 degrees – and this with high precision. The guaranteed ac-curacy values, such as the positioning scattering Psmax ≤ 4” and the backlash on reversal Umax ≤ 3” are also the re-sult of the use of a highly precise, abso-lute direct angular measuring system, a secure hydraulic clamping of the table and measures to prevent the penetrati-
on of contamination. The latter is achie-ved by applying compressed air to the interior of the rotary table slide and by cleaning the clamping and indexing faces of the pallets with compressed air when changing the pallet. For the use of hydraulic workpiece clamping fixtures, the table pallets can be expanded by coupling units for a hydraulic clamping system operating at between 30 and 240 bar. Instead of standard pallets with hole matrix acc. to DIN 55201, it is also possible to use pallets with T slot.

HEC Series 11—
Flexible automatic pallet changerThe pallet changer can be tailored to the specific customer requirements. It is offered in double, triple or quadruple design with pallet feeding from the front or from the side. The workpieces are clamped, reclamped and released on the load-unload station parallel to the machining. Thus, the setup and downtimes can be significantly reduced. The ergonomical-ly designed load-unload station provides convenient access to the workpiece and fixture. A safety light barrier in-stalled in front of the load-unload stati-ons enhances labor safety. In addition,
the machining centers can be expan-ded into manufacturing cells by instal-ling rotary or linear pallet maga zines.
––Flexible, fully automatic machining of axle housings with rotary pallet pool––FFS 1600 flexible manufacturing system for the machining of large transmission cases for wind turbines

12 HEC Series—
The Tool Handling – User-oriented and Process-optimized
Chain magazine for tools 800 mm in lengthChain magazines for 60 or 80 tools are used in the standard version. Specifical-ly addressing the requirements of the user, they can accept tools up to 325 mm in diameter (T-type tools up to 500 mm) and up to 800 mm in length. The hydraulic drives for the fast forward run and return of the magazine chain and for the movements of the dual gripper provide for optimum conditions for low tool changing times.
Tower magazine for increased tool requirementsFor increased tool requirements, the machining centers can be equipped with proven tower magazines for 180, 240 or 320 tools. The advantages of the tower magazines are:Maximum tool density from a minimum footprint Minimum setup times thanks to reequipping of the tools during the machine run time
Reduced tool changing time thanks to overlaying of the tool feeder motion and the rotary motion of the tower and thanks to maximum traversing speed of the tool feeder Increased operational reliability and sa fety at work through visual tool moni toring and direct access to the tool parallel to the machining time during manufacturingOptimum working sequences with variable feeding strategiesHigh ease of operation thanks to clearly laid out screen display to show the tool mapping, for quick tool searches, for tool loadding and for immediate access to the tool data
Tools up to 35 kg (50 kg as an option) can be changed automatically. The tools can be equipped with a Balluff identi-fication sys tem. The tool data on the co-de carrier are acquired automatically via a second NC operator panel when loa-ding/unloading the tower magazine or else at an external service point for the chain or tower magazine.
––Chain magazine
––Tower magazine
HEC Series 13—
Top-class Energy Efficiency.
Energy has never been as valuable and expensive as it is today. Research into new energy resources is being pursued with high expenditure all over the world.
Heckert prepared itself for this new situ-ation in energy generation in good time. Well-known manufacturers of wind tur-bines, for example, use large numbers of machining centers and manufacturing systems of the Athletic series. The know-how for the HEC 1000 through 1800 Athletic machining centers pro-vides optimum conditions, in particular for the complex machining of large transmission cases.
The development of new energy gen-eration methods is just one side of the coin. On the other hand, it is imperative to budget very carefully with energy. Heckert machining centers are amongst the leaders in the field of energy effi-ciency.
The state-of-the-art design of the ma-chining centers, incorporating high-quali-ty and energy-saving components, al-ready reduces the operating costs deci-sively in the basic variant. Maximum benefit is achieved with a minimum in-put of energy.
The potential for energy savings is embodied in the following compo-nents:
Drive systemEnergy recovery of up to 80 % when axes are brakingUse of efficient servo drives with a very high efficiency of 94 %, servo drives draw only as much energy from the mains as is really required for the machining processUse of energy according to the actual requirements with low basic load
Hydraulic system with accumulator charging circuitAn accumulator charging circuit is the most efficient strategy to supply hydraulic energyPressure-free oil circulation reduces base load and energy requirements, improves the oil quality and thus enhances the reliability and service life of hydraulic componentsMinimum dimensioning of the hydraulic unit to minimize the base load lossesOnly minimal heating of the hydraulic oilUse of low-leakage valvesEnergy-neutral counterweight balancing for the spindle slide rest
Coolant high-pressure circuitShutdown of the pumps during break timesPressures and pump outputs can be adapted to the particular machining taskUse of variable pressure reducing valves
Compressed airAutomatic shutdown of the compressed airUse of high-quality pneumatic systemsFull functionality guaranteed even at low system pressure of 5 bar
Cooling systemsCooling systems operate in an intermittent mode with low switching frequency Interface for central cooling-water connection and thus further energy saving effects (use of waste heat, no compressor coolers necessary, reduced energy required for the machines, less heating-up of the production halls)
Sleep modeAutomatic machine shutdown during production breaks can be configured as standard
Warm-up programSupports resumption of production without delay
Optimized mechanical systemUse of low-friction roller-bearings guides for all linear axes
One significant collateral effect of this minimized use of energy is the reduced heating-up of the machine and thus fur-ther quality improvement with regard to machining accuracy.
14 HEC Series—
Flexible Manufacturing Systems – Know-how and Competence.
Innovative system conceptThe HEC 1000 – 1800 Athletic ma-chining centers possess appropriate interfaces for automatic workpiece, tool and information flow. They are thus ideally suited for inte gration into flexible manufacturing systems. Being in possession of the appropriate know-how, the engineering and experience in sys tem business, Heckert supplies complete turnkey projects with project planning for the entire project, including machining technology, the supplying of all sys tem subassemblies incl. tools and fixtures, NC pro grams, training and qualification, instal lation and commissioning, production support,
service and maintenance. We guar-antee the optimum system solution chosen from the wide range of system modules for workpiece and tool han-dling and for system control, as well as software solutions and equipment for process monitoring. Modules for work-piece handling are single or multi-tier linear pallet magazines, pallet transfer systems, workpiece load-unload stations and robot solu tions. In addition, mounting stations, washing machines, measuring and test equipment, and further machine tools can be integrated into the manufacturing system.
Comprehensive engineering programTo ensure optimum manufacturing and sys tem solutions, Heckert elaborates engineering packages consisting of:
Feasibility studies Time calculations Process optimization Process consulting Data preparation NC programming CAM software Test machining
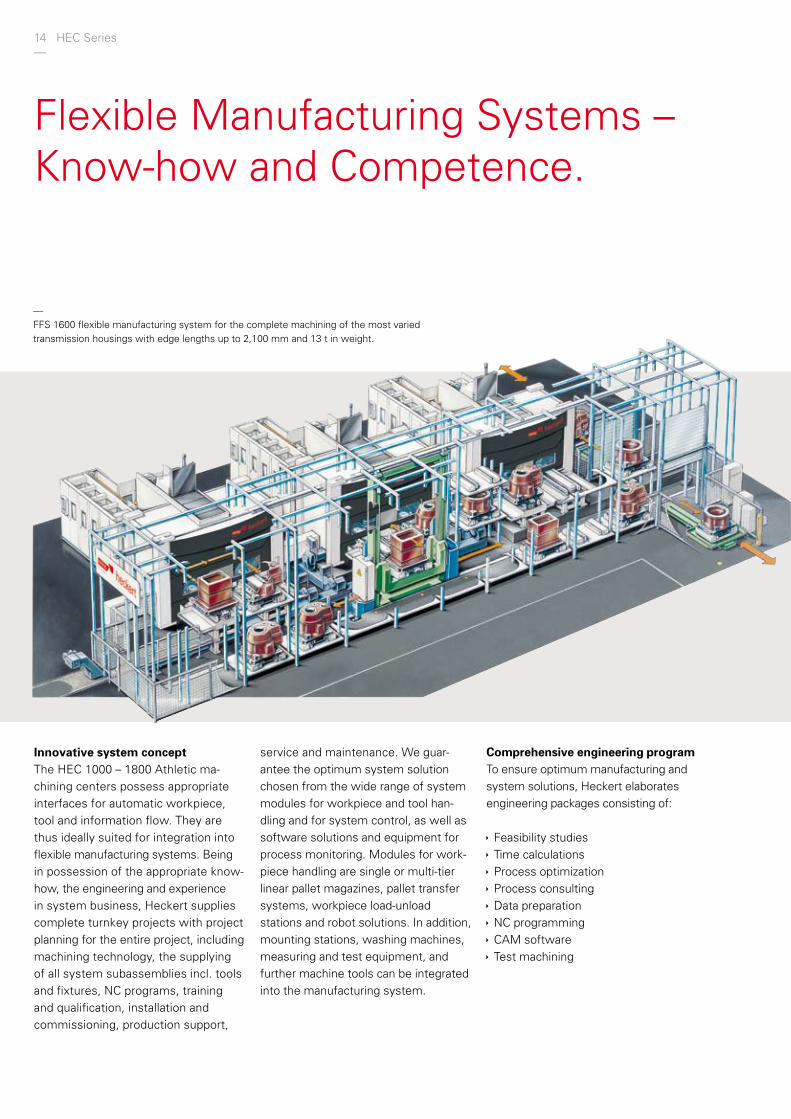
––FFS 1600 flexible manufacturing system for the complete machining of the most varied transmission housings with edge lengths up to 2,100 mm and 13 t in weight.
HEC Series 15—
Wide range of applicationsThe flexible manufacturing systems are used economically in all sectors of the metal-processing industry with a focus on the automotive industry, engine production, the aircraft industry, construction plant machines manufac-turing, and the manufacturing of trans-mission housings and compressors. They offer efficient operation when handling a broad range of workpieces thanks to the reduced expenditure for reequipping expenditure when the production changes.
Customer utility value to the foreThe complete machining of the work-pieces in batch sizes from 1 to bulk series reduces the unit costs, cuts tool and rework costs and minimizes the measuring and test operations. Modifi-cations to the range of products result in minimum re-equipping expenditure and guarantee production in line with actual requirements with low quantities of circulating material. Great advantages are the fact that unman ned operation can be achieved in a multi-shift system and the constantly high machining and long-term stability.
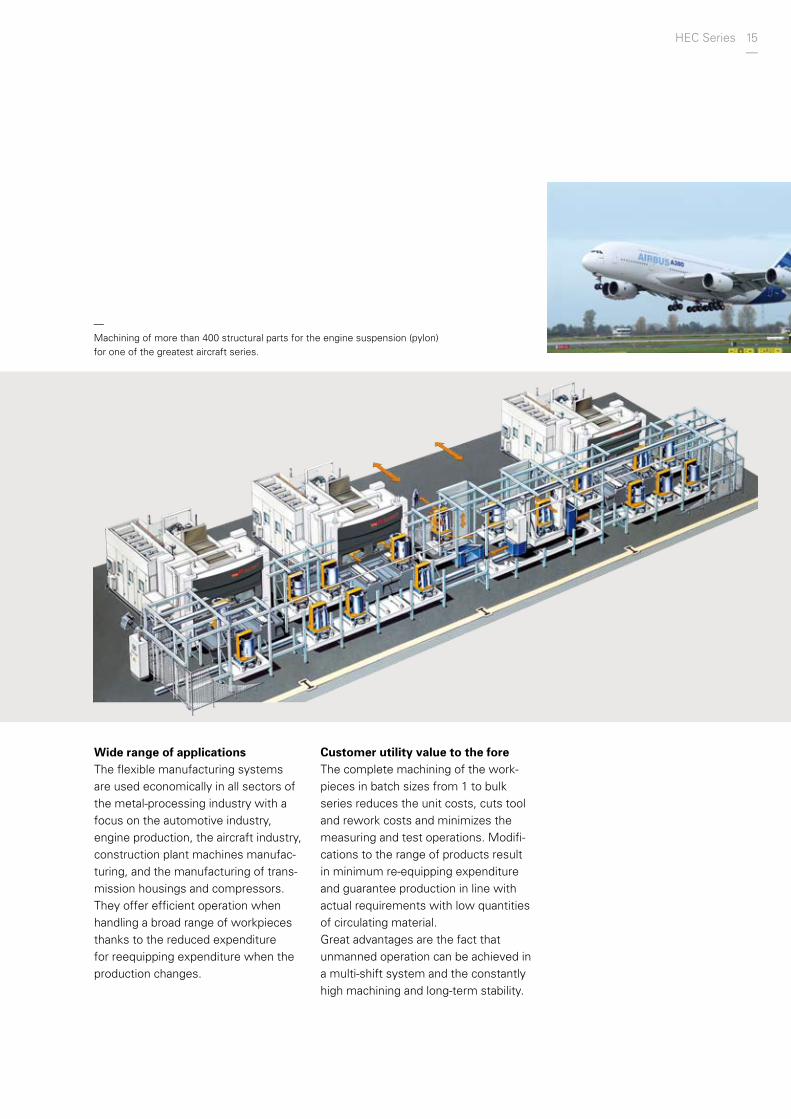
––Machining of more than 400 structural parts for the engine suspension (pylon) for one of the greatest aircraft series.
16 HEC Series—
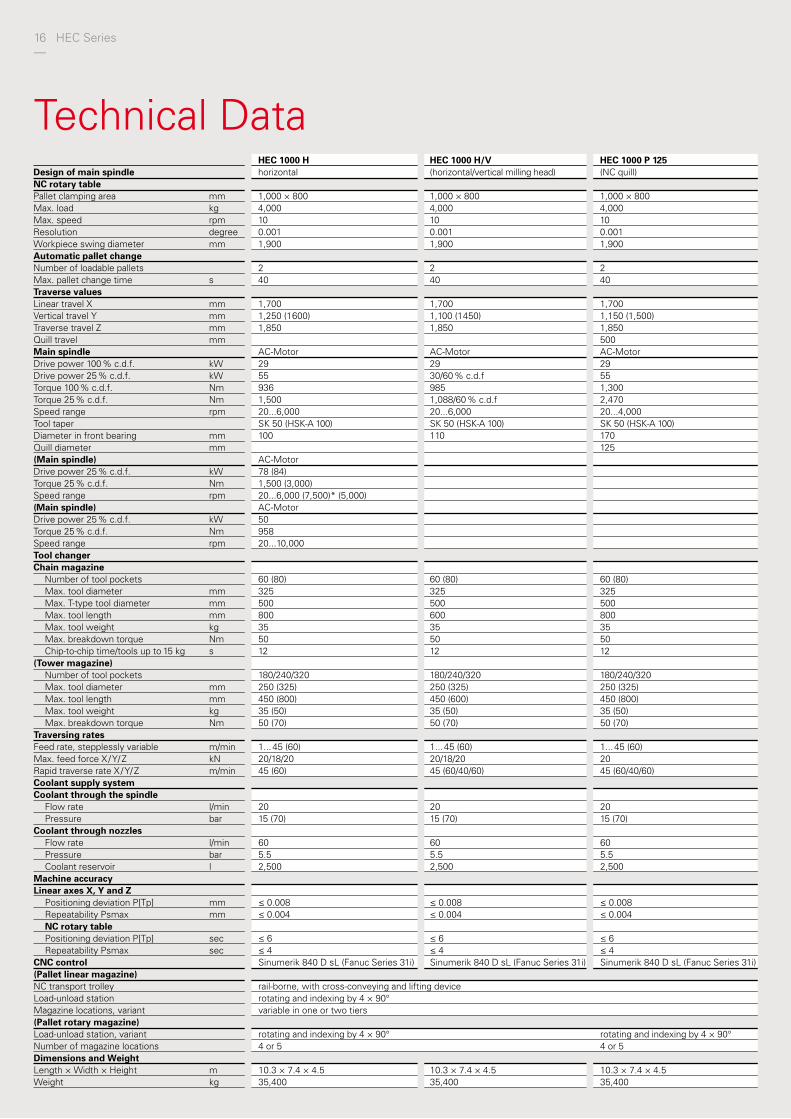
HEC 1000 H HEC 1000 H/V HEC 1000 P 125 HEC 1250 H HEC 1250 H/V HEC 1250 P 125 HEC 1250 P 150Design of main spindle horizontal (horizontal/vertical milling head) (NC quill) horizontal (horizontal/vertical milling head) (NC quill) (NC quill)NC rotary table Pallet clamping area mm 1,000 × 800 1,000 × 800 1,000 × 800 1,250 × 1,000 1,250 × 1,000 1,250 × 1,000 1,250 × 1,000Max. load kg 4,000 4,000 4,000 5,000 5,000 5,000 5,000Max. speed rpm 10 10 10 10 10 10 10Resolution degree 0.001 0.001 0.001 0.001 0.001 0.001 0.001Workpiece swing diameter mm 1,900 1,900 1,900 2,400 2,400 2,400 2,400Automatic pallet change Number of loadable pallets 2 2 2 2 2 2 2Max. pallet change time s 40 40 40 47 47 47 47Traverse valuesLinear travel X mm 1,700 1,700 1,700 2, 200 2,200 2,200 2,200Vertical travel Y mm 1,250 (1 600) 1,100 (1 450) 1,150 (1,500) 1,600 1,450 1,500 1,900Traverse travel Z mm 1,850 1,850 1,850 1,850 1,850 1,850 2,100Quill travel mm 500 500 750Main spindle AC-Motor AC-Motor AC-Motor AC-Motor AC-Motor AC-Motor AC-MotorDrive power 100 % c.d.f. kW 29 29 29 29 29 29 41Drive power 25 % c.d.f. kW 55 30/60 % c.d.f 55 55 30/60 % c.d.f 55 66/40 % c.d.fTorque 100 % c.d.f. Nm 936 985 1,300 936 985 1,300 1,342Torque 25 % c.d.f. Nm 1,500 1,088/60 % c.d.f 2,470 1,500 1,088/60 % c.d.f 2,470 2150/40 % c.d.f.Speed range rpm 20...6,000 20...6,000 20...4,000 20...6,000 20...6,000 20...4,000 20...4,000Tool taper SK 50 (HSK-A 100) SK 50 (HSK-A 100) SK 50 (HSK-A 100) SK 50 (HSK-A 100) SK 50 (HSK-A 100) SK 50 (HSK-A 100) SK 50 (HSK-A 100)Diameter in front bearing mm 100 110 170 100 110 170 200Quill diameter mm 125 125 150(Main spindle) AC-Motor AC-Motor Drive power 25 % c.d.f. kW 78 (84) 78 (84) Torque 25 % c.d.f. Nm 1,500 (3,000) 1,500 (3,000) Speed range rpm 20...6,000 (7,500)* (5,000) 20...6,000 (7,500)*(5,000) (Main spindle) AC-Motor AC-Motor Drive power 25 % c.d.f. kW 50 50 Torque 25 % c.d.f. Nm 958 958 Speed range rpm 20...10,000 20...10,000 Tool changer Chain magazine Number of tool pockets 60 (80) 60 (80) 60 (80) 60 (80) 60 (80) 60 (80) 60 (80) Max. tool diameter mm 325 325 325 325 325 325 325 Max. T-type tool diameter mm 500 500 500 500 500 500 500 Max. tool length mm 800 600 800 800 600 800 800 Max. tool weight kg 35 35 35 35 35 35 35 Max. breakdown torque Nm 50 50 50 50 50 50 50 Chip-to-chip time/tools up to 15 kg s 12 12 12 12 12 12 12(Tower magazine) Number of tool pockets 180/240/320 180/240/320 180/240/320 180/240/320 180/240/320 180/240/320 180/240/320 Max. tool diameter mm 250 (325) 250 (325) 250 (325) 250 (325) 250 (325) 250 (325) 250 (325) Max. tool length mm 450 (800) 450 (600) 450 (800) 450 (800) 450 (600) 450 (800) 450 (800) Max. tool weight kg 35 (50) 35 (50) 35 (50) 35 (50) 35 (50) 35 (50) 35 (50) Max. breakdown torque Nm 50 (70) 50 (70) 50 (70) 50 (70) 50 (70) 50 (70) 50 (70)Traversing rates Feed rate, stepplessly variable m/min 1... 45 (60) 1... 45 (60) 1... 45 (60) 1... 45 (60) 1... 45 (60) 1... 40 (60) 1... 40 (60)Max. feed force X / Y/ Z kN 20/18/20 20/18/20 20 20 20 20 20Rapid traverse rate X / Y/ Z m/min 45 (60) 45 (60/40/60) 45 (60/40/60) 45 (60) 45 (60/40/60) 45 (60/40/60) 45 (60/40/60)Coolant supply systemCoolant through the spindle Flow rate l/min 20 20 20 20 20 20 20 Pressure bar 15 (70) 15 (70) 15 (70) 15 (70) 15 (70) 15 (70) 15 (70)Coolant through nozzles Flow rate l/min 60 60 60 60 60 60 60 Pressure bar 5.5 5.5 5.5 5.5 5.5 5.5 5.5 Coolant reservoir l 2,500 2,500 2,500 2,500 2,500 2,500 2,500Machine accuracyLinear axes X, Y and Z Positioning deviation P[Tp] mm ≤ 0.008 ≤ 0.008 ≤ 0.008 ≤ 0.008 ≤ 0.008 ≤ 0.008 ≤ 0.008 Repeatability Psmax mm ≤ 0.004 ≤ 0.004 ≤ 0.004 ≤ 0.004 ≤ 0.004 ≤ 0.004 ≤ 0.004 NC rotary table Positioning deviation P[Tp] sec ≤ 6 ≤ 6 ≤ 6 ≤ 6 ≤ 6 ≤ 6 ≤ 6 Repeatability Psmax sec ≤ 4 ≤ 4 ≤ 4 ≤ 4 ≤ 4 ≤ 4 ≤ 4CNC control Sinumerik 840 D sL (Fanuc Series 31i) Sinumerik 840 D sL (Fanuc Series 31i) Sinumerik 840 D sL (Fanuc Series 31i) Sinumerik 840 D sL (Fanuc Series 31i) Sinumerik 840 D sL (Fanuc Series 31i) Sinumerik 840 D sL (Fanuc Series 31i) Sinumerik 840 D sL (Fanuc Series 31i)(Pallet linear magazine)NC transport trolley rail-borne, with cross-conveying and lifting device rail-borne, with cross-conveying and lifting deviceLoad-unload station rotating and indexing by 4 × 90° rotating and indexing by 4 × 90°Magazine locations, variant variable in one or two tiers variable in one or two tiers(Pallet rotary magazine)Load-unload station, variant rotating and indexing by 4 × 90° rotating and indexing by 4 × 90° Number of magazine locations 4 or 5 4 or 5Dimensions and WeightLength × Width × Height m 10.3 × 7.4 × 4.5 10.3 × 7.4 × 4.5 10.3 × 7.4 × 4.5 10.9 × 8.8 × 5.3 10.9 × 8.8 × 5.3 10.9 × 8.8 × 5.3 10.9 × 8.8 × 5.3Weight kg 35,400 35,400 35,400 41,700 41,700 41,700 41,700
Technical Data
HEC Series 17—
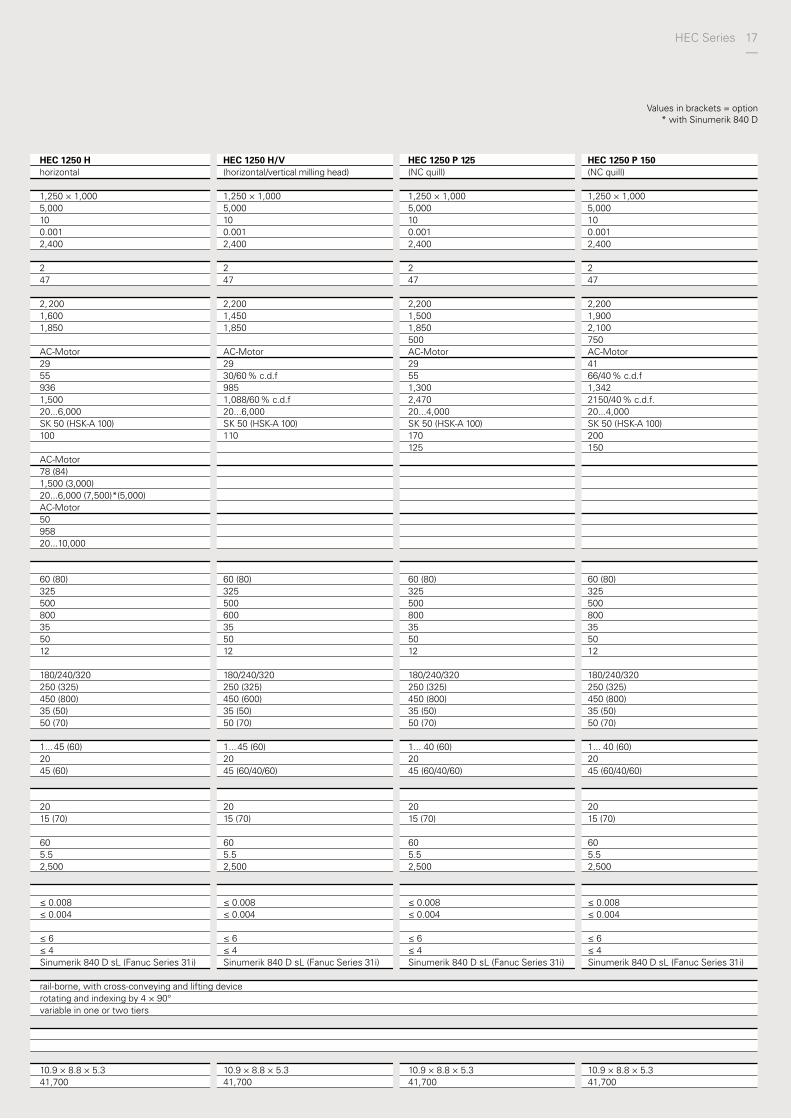
HEC 1000 H HEC 1000 H/V HEC 1000 P 125 HEC 1250 H HEC 1250 H/V HEC 1250 P 125 HEC 1250 P 150Design of main spindle horizontal (horizontal/vertical milling head) (NC quill) horizontal (horizontal/vertical milling head) (NC quill) (NC quill)NC rotary table Pallet clamping area mm 1,000 × 800 1,000 × 800 1,000 × 800 1,250 × 1,000 1,250 × 1,000 1,250 × 1,000 1,250 × 1,000Max. load kg 4,000 4,000 4,000 5,000 5,000 5,000 5,000Max. speed rpm 10 10 10 10 10 10 10Resolution degree 0.001 0.001 0.001 0.001 0.001 0.001 0.001Workpiece swing diameter mm 1,900 1,900 1,900 2,400 2,400 2,400 2,400Automatic pallet change Number of loadable pallets 2 2 2 2 2 2 2Max. pallet change time s 40 40 40 47 47 47 47Traverse valuesLinear travel X mm 1,700 1,700 1,700 2, 200 2,200 2,200 2,200Vertical travel Y mm 1,250 (1 600) 1,100 (1 450) 1,150 (1,500) 1,600 1,450 1,500 1,900Traverse travel Z mm 1,850 1,850 1,850 1,850 1,850 1,850 2,100Quill travel mm 500 500 750Main spindle AC-Motor AC-Motor AC-Motor AC-Motor AC-Motor AC-Motor AC-MotorDrive power 100 % c.d.f. kW 29 29 29 29 29 29 41Drive power 25 % c.d.f. kW 55 30/60 % c.d.f 55 55 30/60 % c.d.f 55 66/40 % c.d.fTorque 100 % c.d.f. Nm 936 985 1,300 936 985 1,300 1,342Torque 25 % c.d.f. Nm 1,500 1,088/60 % c.d.f 2,470 1,500 1,088/60 % c.d.f 2,470 2150/40 % c.d.f.Speed range rpm 20...6,000 20...6,000 20...4,000 20...6,000 20...6,000 20...4,000 20...4,000Tool taper SK 50 (HSK-A 100) SK 50 (HSK-A 100) SK 50 (HSK-A 100) SK 50 (HSK-A 100) SK 50 (HSK-A 100) SK 50 (HSK-A 100) SK 50 (HSK-A 100)Diameter in front bearing mm 100 110 170 100 110 170 200Quill diameter mm 125 125 150(Main spindle) AC-Motor AC-Motor Drive power 25 % c.d.f. kW 78 (84) 78 (84) Torque 25 % c.d.f. Nm 1,500 (3,000) 1,500 (3,000) Speed range rpm 20...6,000 (7,500)* (5,000) 20...6,000 (7,500)*(5,000) (Main spindle) AC-Motor AC-Motor Drive power 25 % c.d.f. kW 50 50 Torque 25 % c.d.f. Nm 958 958 Speed range rpm 20...10,000 20...10,000 Tool changer Chain magazine Number of tool pockets 60 (80) 60 (80) 60 (80) 60 (80) 60 (80) 60 (80) 60 (80) Max. tool diameter mm 325 325 325 325 325 325 325 Max. T-type tool diameter mm 500 500 500 500 500 500 500 Max. tool length mm 800 600 800 800 600 800 800 Max. tool weight kg 35 35 35 35 35 35 35 Max. breakdown torque Nm 50 50 50 50 50 50 50 Chip-to-chip time/tools up to 15 kg s 12 12 12 12 12 12 12(Tower magazine) Number of tool pockets 180/240/320 180/240/320 180/240/320 180/240/320 180/240/320 180/240/320 180/240/320 Max. tool diameter mm 250 (325) 250 (325) 250 (325) 250 (325) 250 (325) 250 (325) 250 (325) Max. tool length mm 450 (800) 450 (600) 450 (800) 450 (800) 450 (600) 450 (800) 450 (800) Max. tool weight kg 35 (50) 35 (50) 35 (50) 35 (50) 35 (50) 35 (50) 35 (50) Max. breakdown torque Nm 50 (70) 50 (70) 50 (70) 50 (70) 50 (70) 50 (70) 50 (70)Traversing rates Feed rate, stepplessly variable m/min 1... 45 (60) 1... 45 (60) 1... 45 (60) 1... 45 (60) 1... 45 (60) 1... 40 (60) 1... 40 (60)Max. feed force X / Y/ Z kN 20/18/20 20/18/20 20 20 20 20 20Rapid traverse rate X / Y/ Z m/min 45 (60) 45 (60/40/60) 45 (60/40/60) 45 (60) 45 (60/40/60) 45 (60/40/60) 45 (60/40/60)Coolant supply systemCoolant through the spindle Flow rate l/min 20 20 20 20 20 20 20 Pressure bar 15 (70) 15 (70) 15 (70) 15 (70) 15 (70) 15 (70) 15 (70)Coolant through nozzles Flow rate l/min 60 60 60 60 60 60 60 Pressure bar 5.5 5.5 5.5 5.5 5.5 5.5 5.5 Coolant reservoir l 2,500 2,500 2,500 2,500 2,500 2,500 2,500Machine accuracyLinear axes X, Y and Z Positioning deviation P[Tp] mm ≤ 0.008 ≤ 0.008 ≤ 0.008 ≤ 0.008 ≤ 0.008 ≤ 0.008 ≤ 0.008 Repeatability Psmax mm ≤ 0.004 ≤ 0.004 ≤ 0.004 ≤ 0.004 ≤ 0.004 ≤ 0.004 ≤ 0.004 NC rotary table Positioning deviation P[Tp] sec ≤ 6 ≤ 6 ≤ 6 ≤ 6 ≤ 6 ≤ 6 ≤ 6 Repeatability Psmax sec ≤ 4 ≤ 4 ≤ 4 ≤ 4 ≤ 4 ≤ 4 ≤ 4CNC control Sinumerik 840 D sL (Fanuc Series 31i) Sinumerik 840 D sL (Fanuc Series 31i) Sinumerik 840 D sL (Fanuc Series 31i) Sinumerik 840 D sL (Fanuc Series 31i) Sinumerik 840 D sL (Fanuc Series 31i) Sinumerik 840 D sL (Fanuc Series 31i) Sinumerik 840 D sL (Fanuc Series 31i)(Pallet linear magazine)NC transport trolley rail-borne, with cross-conveying and lifting device rail-borne, with cross-conveying and lifting deviceLoad-unload station rotating and indexing by 4 × 90° rotating and indexing by 4 × 90°Magazine locations, variant variable in one or two tiers variable in one or two tiers(Pallet rotary magazine)Load-unload station, variant rotating and indexing by 4 × 90° rotating and indexing by 4 × 90° Number of magazine locations 4 or 5 4 or 5Dimensions and WeightLength × Width × Height m 10.3 × 7.4 × 4.5 10.3 × 7.4 × 4.5 10.3 × 7.4 × 4.5 10.9 × 8.8 × 5.3 10.9 × 8.8 × 5.3 10.9 × 8.8 × 5.3 10.9 × 8.8 × 5.3Weight kg 35,400 35,400 35,400 41,700 41,700 41,700 41,700
Values in brackets = option * with Sinumerik 840 D

18 HEC Series—
Technical Data HEC 1600 H HEC 1600 H/V HEC 1600 P 125 HEC 1600 P 150 HEC 1800 H HEC 1800 P 150 Design of main spindle horizontal (horizontal/vertical milling head) (NC quill) (NC quill) horizontal (NC quill)NC rotary table Pallet clamping area mm 1,600 × 1,250 1,600 × 1,250 1,600 × 1,250 1,600 × 1,250 1,800 × 1,250 1,800 × 1,250Max. load kg 8,000 8,000 8,000 8,000 13,000 13,000Max. speed rpm 8 8 8 8 8 8Resolution degree 0.001 0.001 0.001 0.001 0.001 0.001Workpiece swing diameter mm 3,000 3,000 3,000 3,000 3,300 3,300Automatic pallet change Number of loadable pallets 2 2 2 2 2 2Max. pallet change time s 60 60 60 60 120 120Traverse valuesLinear travel X mm 2,800 2,800 2,800 2,800 3,400 3,400Vertical travel Y mm 2,000 1,850 1,900 2,100 2,500 2,500Traverse travel Z mm 2,100 2,100 2,100 2,100 2,250 2,250Quill travel mm 500 750 750Main spindle AC-Motor AC-Motor AC-Motor AC-Motor AC-Motor AC-MotorDrive power 100 % c.d.f. kW 29 29 29 41 29 37Drive power 25 % c.d.f. kW 55 30/60 % c.d.f 55 66/40 % c.d.f 55 56/40 % c.d.fTorque 100 % c.d.f Nm 936 985 1,300 1,342 936 1,410Torque 25 % c.d.f. Nm 1,500 1,088/60 % c.d.f 2,470 2,150/40 % c.d.f 1,500 2,150/40 % c.d.fSpeed range rpm 20...6 ,000 20...6,000 20...4,000 20...4,000 20...6,000 20...4,000Tool taper SK 50 (HSK-A 100) SK 50 (HSK-A 100) SK 50 (HSK-A 100) SK 50 (HSK-A 100) SK 50 (HSK-A 100) SK 50 (HSK-A 100)Diameter in front bearing mm 100 110 170 200 100 200Quill diameter mm 125 150 150(Main spindle) AC-Motor AC-MotorDrive power 25 % c.d.f. kW 78 (84) 78 (84)Torque 25 % c.d.f. Nm 1,500 (3,000) 1,500 (3,000)Speed range rpm 20...6,000 (7,500)*(5,000) 20...6,000 (7,500)*(5,000)(Main spindle) AC-Motor Drive power 25 % c.d.f kW 50Torque 25 % c.d.f. Nm 958Speed range rpm 20...10,000Tool changer Chain magazine Number of tool pockets 60 (80) 60 (80) 60 (80) 60 (80) 60 (80) 60 (80) Max. tool diameter mm 325 325 325 325 325 325 Max. T-type tool diameter mm 500 500 500 500 500 500 Max. tool length mm 800 600 800 800 800 800 Max. tool weight kg 35 35 35 35 35 35 Max. breakdown torque Nm 50 50 50 50 50 50 Chip-to-chip time/tools up to 15 kg s 14 14 14 16 18 20(Tower magazine) Number of tool pockets 180/240/320 180/240/320 180/240/320 180/240/320 180/240/320 180/240/320 Max. tool diameter mm 250 (325) 250 (325) 250 (325) 250 (325) 250 (325) 250 (325) Max. tool length mm 450 (800) 450 (600) 450 (800) 450 (800) 450 (800) 450 (800) Max. tool weight kg 35 (50) 35 (50) 35 (50) 35 (50) 35 (50) 35 (50) Max. breakdown torque Nm 50 (70) 50 (70) 50 (70) 50 (70) 50 (70) 50 (70)Traversing rates Feed rate, stepplessly variable m/min 1... 40 (60) 1... 40 (60) 1... 40 (60) 1... 40 (60) 1... 40 1... 40Max. feed force X / Y/ Z kN 20 20 20 20 20 20Rapid traverse rate X / Y/ Z m/min 40 (40/60/60) 40 (40/40/60) 40 (40/40/60) 40 (40/40/60) 35/40/40 35/40/40Coolant supply systemCoolant through the spindle Flow rate l/min 20 20 20 20 20 20 Pressure bar 15 (70) 15 (70) 15 (70) 15 (70) 15 (70) 15 (70)Coolant through nozzles Flow rate l/min 60 60 60 60 60 60 Pressure bar 5.5 5.5 5.5 5.5 5.5 5.5 Coolant reservoir l 2,500 2,500 2,500 2,500 2,500 2,500Machine accuracyLinear axes X, Y and Z Positioning deviation P[Tp] mm ≤ 0.008 ≤ 0.008 ≤ 0.008 ≤ 0.008 ≤ 0.008 ≤ 0.008 Repeatability Psmax mm ≤ 0.004 ≤ 0.004 ≤ 0.004 ≤ 0.004 ≤ 0.004 ≤ 0,004NC rotary table Positioning deviation P[Tp] sec ≤ 6 ≤ 6 ≤ 6 ≤ 6 ≤ 6 ≤ 6 Repeatability Psmax sec ≤ 4 ≤ 4 ≤ 4 ≤ 4 ≤ 4 ≤ 4CNC control Sinumerik 840 D sL (Fanuc Series 31i) Sinumerik 840 D sL (Fanuc Series 31i) Sinumerik 840 D sL (Fanuc Series 31i) Sinumerik 840 D sL (Fanuc Series 31i) Sinumerik 840 D sL (Fanuc Series 31i) Sinumerik 840 D sL (Fanuc Series 31i)(Pallet linear magazine)NC transport trolley rail-borne, with cross-conveying and lifting device rail-borne, with cross-conveying and lifting deviceLoad-unload station rotating and indexing by 4 × 90° rotating and indexing by 4 × 90°Magazine locations, variant variable in one or two tiers variable in one or two tiers(Pallet rotary magazine)Load-unload station, variant rotating and indexing by 4 × 90° rotating and indexing by 4 × 90° Number of magazine locations 4 or 5 4 or 5Dimensions and WeightLength × Width × Height m 12.6 × 9.7 × 5.7 12.6 × 9.7 × 5.7 12.6 × 9.7 × 5.7 12.6 × 9.7 × 5.7 12.9 × 11.1 × 5.9 12.9 × 11.1 × 5.9Weight kg 65,000 65,000 65,000 65,000 80,000 80,000

HEC Series 19—
Values in brackets = option * with Sinumerik 840 D
HEC 1600 H HEC 1600 H/V HEC 1600 P 125 HEC 1600 P 150 HEC 1800 H HEC 1800 P 150 Design of main spindle horizontal (horizontal/vertical milling head) (NC quill) (NC quill) horizontal (NC quill)NC rotary table Pallet clamping area mm 1,600 × 1,250 1,600 × 1,250 1,600 × 1,250 1,600 × 1,250 1,800 × 1,250 1,800 × 1,250Max. load kg 8,000 8,000 8,000 8,000 13,000 13,000Max. speed rpm 8 8 8 8 8 8Resolution degree 0.001 0.001 0.001 0.001 0.001 0.001Workpiece swing diameter mm 3,000 3,000 3,000 3,000 3,300 3,300Automatic pallet change Number of loadable pallets 2 2 2 2 2 2Max. pallet change time s 60 60 60 60 120 120Traverse valuesLinear travel X mm 2,800 2,800 2,800 2,800 3,400 3,400Vertical travel Y mm 2,000 1,850 1,900 2,100 2,500 2,500Traverse travel Z mm 2,100 2,100 2,100 2,100 2,250 2,250Quill travel mm 500 750 750Main spindle AC-Motor AC-Motor AC-Motor AC-Motor AC-Motor AC-MotorDrive power 100 % c.d.f. kW 29 29 29 41 29 37Drive power 25 % c.d.f. kW 55 30/60 % c.d.f 55 66/40 % c.d.f 55 56/40 % c.d.fTorque 100 % c.d.f Nm 936 985 1,300 1,342 936 1,410Torque 25 % c.d.f. Nm 1,500 1,088/60 % c.d.f 2,470 2,150/40 % c.d.f 1,500 2,150/40 % c.d.fSpeed range rpm 20...6 ,000 20...6,000 20...4,000 20...4,000 20...6,000 20...4,000Tool taper SK 50 (HSK-A 100) SK 50 (HSK-A 100) SK 50 (HSK-A 100) SK 50 (HSK-A 100) SK 50 (HSK-A 100) SK 50 (HSK-A 100)Diameter in front bearing mm 100 110 170 200 100 200Quill diameter mm 125 150 150(Main spindle) AC-Motor AC-MotorDrive power 25 % c.d.f. kW 78 (84) 78 (84)Torque 25 % c.d.f. Nm 1,500 (3,000) 1,500 (3,000)Speed range rpm 20...6,000 (7,500)*(5,000) 20...6,000 (7,500)*(5,000)(Main spindle) AC-Motor Drive power 25 % c.d.f kW 50Torque 25 % c.d.f. Nm 958Speed range rpm 20...10,000Tool changer Chain magazine Number of tool pockets 60 (80) 60 (80) 60 (80) 60 (80) 60 (80) 60 (80) Max. tool diameter mm 325 325 325 325 325 325 Max. T-type tool diameter mm 500 500 500 500 500 500 Max. tool length mm 800 600 800 800 800 800 Max. tool weight kg 35 35 35 35 35 35 Max. breakdown torque Nm 50 50 50 50 50 50 Chip-to-chip time/tools up to 15 kg s 14 14 14 16 18 20(Tower magazine) Number of tool pockets 180/240/320 180/240/320 180/240/320 180/240/320 180/240/320 180/240/320 Max. tool diameter mm 250 (325) 250 (325) 250 (325) 250 (325) 250 (325) 250 (325) Max. tool length mm 450 (800) 450 (600) 450 (800) 450 (800) 450 (800) 450 (800) Max. tool weight kg 35 (50) 35 (50) 35 (50) 35 (50) 35 (50) 35 (50) Max. breakdown torque Nm 50 (70) 50 (70) 50 (70) 50 (70) 50 (70) 50 (70)Traversing rates Feed rate, stepplessly variable m/min 1... 40 (60) 1... 40 (60) 1... 40 (60) 1... 40 (60) 1... 40 1... 40Max. feed force X / Y/ Z kN 20 20 20 20 20 20Rapid traverse rate X / Y/ Z m/min 40 (40/60/60) 40 (40/40/60) 40 (40/40/60) 40 (40/40/60) 35/40/40 35/40/40Coolant supply systemCoolant through the spindle Flow rate l/min 20 20 20 20 20 20 Pressure bar 15 (70) 15 (70) 15 (70) 15 (70) 15 (70) 15 (70)Coolant through nozzles Flow rate l/min 60 60 60 60 60 60 Pressure bar 5.5 5.5 5.5 5.5 5.5 5.5 Coolant reservoir l 2,500 2,500 2,500 2,500 2,500 2,500Machine accuracyLinear axes X, Y and Z Positioning deviation P[Tp] mm ≤ 0.008 ≤ 0.008 ≤ 0.008 ≤ 0.008 ≤ 0.008 ≤ 0.008 Repeatability Psmax mm ≤ 0.004 ≤ 0.004 ≤ 0.004 ≤ 0.004 ≤ 0.004 ≤ 0,004NC rotary table Positioning deviation P[Tp] sec ≤ 6 ≤ 6 ≤ 6 ≤ 6 ≤ 6 ≤ 6 Repeatability Psmax sec ≤ 4 ≤ 4 ≤ 4 ≤ 4 ≤ 4 ≤ 4CNC control Sinumerik 840 D sL (Fanuc Series 31i) Sinumerik 840 D sL (Fanuc Series 31i) Sinumerik 840 D sL (Fanuc Series 31i) Sinumerik 840 D sL (Fanuc Series 31i) Sinumerik 840 D sL (Fanuc Series 31i) Sinumerik 840 D sL (Fanuc Series 31i)(Pallet linear magazine)NC transport trolley rail-borne, with cross-conveying and lifting device rail-borne, with cross-conveying and lifting deviceLoad-unload station rotating and indexing by 4 × 90° rotating and indexing by 4 × 90°Magazine locations, variant variable in one or two tiers variable in one or two tiers(Pallet rotary magazine)Load-unload station, variant rotating and indexing by 4 × 90° rotating and indexing by 4 × 90° Number of magazine locations 4 or 5 4 or 5Dimensions and WeightLength × Width × Height m 12.6 × 9.7 × 5.7 12.6 × 9.7 × 5.7 12.6 × 9.7 × 5.7 12.6 × 9.7 × 5.7 12.9 × 11.1 × 5.9 12.9 × 11.1 × 5.9Weight kg 65,000 65,000 65,000 65,000 80,000 80,000

––BerthiezBumotecDörriesDroop+ReinHeckertScharmannSIPStarrag TTLWMW
Heckert GmbHOtto-Schmerbach-Strasse 15/1709117 ChemnitzGermany
P +49 371 836 22 88F +49 371 836 23 98
© by Heckert, 04/2013 – 008/VAll data furnished in this catalog shall be considered contractually agreed only if confirmed by us separately in writing.