Embed Size (px)
Citation preview

4/9/2015
1
Allen Grisar
Occupational Safety and Health Administration
Milwaukee Area Office
WHAT TO EXPECT DURING AN OSHA PROCESS SAFETY MANAGEMENT (PSM)
INSPECTION
WCS 2015 Conference April 21, 2014
1
Process Safety Management of Highly Hazardous Chemicals (HHCs)
29CFR1910.119
Process Safety Management of Highly Hazardous Chemicals (HHCs)
29CFR1910.119
Objectives
• OSHA PSM Inspection process
• Define what is PSM and who is covered by the standard
• Define the elements of the PSM standard
• Recognized and generally accepted good engineering practices (RAGAGEP)
Objectives
• OSHA PSM Inspection process
• Define what is PSM and who is covered by the standard
• Define the elements of the PSM standard
• Recognized and generally accepted good engineering practices (RAGAGEP)
What Is Process Safety Management (PSM)?
What Is Process Safety Management (PSM)?
� PSM:
� Addresses the management of Highly Hazardous Chemicals (HHCs) through a management system, intended to prevent catastrophic events …..
Which….
� Integrates
� Technology of the process
�Operating Procedures
� Standard management protocols
� PSM:
� Addresses the management of Highly Hazardous Chemicals (HHCs) through a management system, intended to prevent catastrophic events …..
Which….
� Integrates
� Technology of the process
�Operating Procedures
� Standard management protocols
3

4/9/2015
2
Why Did OSHA Develop PSM?Why Did OSHA Develop PSM?
�Past Disasters
�Current Disasters
�Past Disasters
�Current Disasters
4
In 1991, OSHA Released the StandardIn 1991, OSHA Released the Standard
� BP Products Texas City - March 2005
� 15 Workers Killed
� 170 Injured
� Major Property Damage
� $50.6 Million in Fines
� BP Products Texas City - March 2005
� 15 Workers Killed
� 170 Injured
� Major Property Damage
� $50.6 Million in Fines
The Standard Was Promulgated in 1991 - Is it Working?The Standard Was Promulgated in 1991 - Is it Working?
5
� Formosa Plastics Corp - Vinyl Chloride Monomer Explosion -Illiopolis IL - 2004. (5 Dead, 3 Injured)
� Formosa Plastics Corp - Vinyl Chloride Monomer Explosion -Illiopolis IL - 2004. (5 Dead, 3 Injured)
Why Did OSHA Develop PSM?Why Did OSHA Develop PSM?
6

4/9/2015
3
OSHA National Emphasis Program (NEP)
OSHA National Emphasis Program (NEP)
Process Safety ManagementProcess Safety Management
Purpose of NEP
Program (NEP) for inspecting:
Facilities covered by PSM
Primary Purpose:
• Tool for OSHA CSHOs to determine compliance
with PSM
• Contains policies and procedures to verify
employers’ coverage
• Compliance with OSHA’s PSM standard
8
OSHA National Emphasis Program (NEP) for Refineries & Chemical Facilities
OSHA National Emphasis Program (NEP) for Refineries & Chemical Facilities
� Petroleum Refineries NEP
� Issued August 2009
� Chemical Facilities NEP
� Issued July 2010
� Petroleum Refineries NEP
� Issued August 2009
� Chemical Facilities NEP
� Issued July 2010
9

4/9/2015
4
Scope Scope
Applies OSHA wide.Applies OSHA wide.
10
What Facilities are CoveredApplication - 1910.119(a)
What Facilities are CoveredApplication - 1910.119(a)
� Those Who Use Chemicals in Appendix A: A List of highly hazardous chemicals, toxics and reactive (Mandatory). Contains a listing of toxic and reactive highly hazardous chemicals which present a potential for a catastrophic event at or above the threshold quantity
� Examples
Chemical Threshold Quantity (TQ)
� Anhydrous Ammonia 10,000 lbs
� Chlorine 1,500 lbs
� Those Who Use Chemicals in Appendix A: A List of highly hazardous chemicals, toxics and reactive (Mandatory). Contains a listing of toxic and reactive highly hazardous chemicals which present a potential for a catastrophic event at or above the threshold quantity
� Examples
Chemical Threshold Quantity (TQ)
� Anhydrous Ammonia 10,000 lbs
� Chlorine 1,500 lbs
11
� A process which involves a flammable liquid or gas (as defined in 1910.1200(c) of this part) on-site in one location, in a quantity of 10,000 pounds (4535.9 kg) or more
� A process which involves a flammable liquid or gas (as defined in 1910.1200(c) of this part) on-site in one location, in a quantity of 10,000 pounds (4535.9 kg) or more
What Facilities are CoveredWhat Facilities are Covered
12

4/9/2015
5
A covered process includes the processing of HHCs within…A covered process includes the processing of HHCs within…
Any group of vessels which are interconnected, andAny group of vessels which are interconnected, and
Separate vesselsSeparate vesselsSeparate vesselsSeparate vessels which are which are which are which are located such that a highly located such that a highly located such that a highly located such that a highly hazardous chemical could hazardous chemical could hazardous chemical could hazardous chemical could be be be be involved in a potential involved in a potential involved in a potential involved in a potential releasereleasereleaserelease
� Important Interpretation: 2007 - 06/11/2007 -OSHA defines "on-site in one location" for Process Safety Management of Highly Hazardous Chemicals standard
OSHA interprets "on-site in one location" to mean that the standard applies when a threshold quantity of a highly hazardous chemical (HHC) exists within an area under the control of an employer or group of affiliated employers. It also applies to any group of vessels that are interconnected, or in separate vessels that are close enough in proximity that the HHC could be involved in a potential catastrophic release.
� Important Interpretation: 2007 - 06/11/2007 -OSHA defines "on-site in one location" for Process Safety Management of Highly Hazardous Chemicals standard
OSHA interprets "on-site in one location" to mean that the standard applies when a threshold quantity of a highly hazardous chemical (HHC) exists within an area under the control of an employer or group of affiliated employers. It also applies to any group of vessels that are interconnected, or in separate vessels that are close enough in proximity that the HHC could be involved in a potential catastrophic release.
What Facilities are CoveredWhat Facilities are Covered
14
Affect of the “Meer” Decision:
MEER ruling and the MEER Memorandum addressed in the
Secretary's letter, OSHA's enforcement policy that the Agency would not cite employers for violations of 1910.119 where stored
flammable liquids in atmospheric tanks were connected to a process, unless the process outside of the amount in storage
contained more than 10,000 pounds of the substance.
Affect of the “Meer” Decision:
MEER ruling and the MEER Memorandum addressed in the
Secretary's letter, OSHA's enforcement policy that the Agency would not cite employers for violations of 1910.119 where stored
flammable liquids in atmospheric tanks were connected to a process, unless the process outside of the amount in storage
contained more than 10,000 pounds of the substance.
What Facilities are CoveredWhat Facilities are Covered
15
4/9/2015
6
What Types of Industries?What Types of Industries?
� Industries that Process Chemicals Such As:
� Industrial Organics & Inorganics
� Paints
� Pharmaceuticals
� Adhesives
� Sealants and Fibers
� Petrochemical facilities
� Paper Mills
� Food Processing with Anhydrous Ammonia over the TQ
� Industries that Process Chemicals Such As:
� Industrial Organics & Inorganics
� Paints
� Pharmaceuticals
� Adhesives
� Sealants and Fibers
� Petrochemical facilities
� Paper Mills
� Food Processing with Anhydrous Ammonia over the TQ
16
There are Exclusions1910.119(a)(1)(ii)(A)
There are Exclusions1910.119(a)(1)(ii)(A)
� An employer is exempt from the requirements of PSM when:
� A threshold quantity of flammable liquids is stored in atmospheric tanks or transferred without the benefit of chilling or refrigeration
� Hydrocarbon fuels used solely for workplace consumption as a fuel (e.g., propane used for comfort heating, gasoline for vehicle refueling),
� If such fuels are not a part of a process containing another highly hazardous chemical covered by this standard
� An employer is exempt from the requirements of PSM when:
� A threshold quantity of flammable liquids is stored in atmospheric tanks or transferred without the benefit of chilling or refrigeration
� Hydrocarbon fuels used solely for workplace consumption as a fuel (e.g., propane used for comfort heating, gasoline for vehicle refueling),
� If such fuels are not a part of a process containing another highly hazardous chemical covered by this standard
17
� Retail facilities;
� Oil or gas well drilling or
servicing operations; or,
� Normally unoccupied
remote facilities
� Retail facilities;
� Oil or gas well drilling or
servicing operations; or,
� Normally unoccupied
remote facilities
ExclusionsExclusions
18

4/9/2015
7
PSM Inspection Coverage Process Determination:
PSM Inspection Coverage Process Determination:
Let’s Start the PSM Inspection Process;Let’s Start the PSM
Inspection Process;
19
PSM Inspection Coverage Process Determination: PSM Inspection Coverage Process Determination:
� Referral - Result of an Incident?
� Complaint
� Programed PSM “NEP” Inspection
� Follow-Up of previous PSM inspection
� Referral - Result of an Incident?
� Complaint
� Programed PSM “NEP” Inspection
� Follow-Up of previous PSM inspection
20
PSM Inspection Coverage Process Determination:PSM Inspection Coverage Process Determination:
� Determine type of process(s) and chemical(s) used – Can be more than one covered process/chemical
� What are the quantities – Do they meet Appendix A Threshold Quantities (TQ) – Maximum Intended Quantity Onsite at one time……
**Requesting of chemical listing and inventory levels of chemicals on site to determine the TQ levels.
� Determine type of process(s) and chemical(s) used – Can be more than one covered process/chemical
� What are the quantities – Do they meet Appendix A Threshold Quantities (TQ) – Maximum Intended Quantity Onsite at one time……
**Requesting of chemical listing and inventory levels of chemicals on site to determine the TQ levels.
21

4/9/2015
8
PSM Inspection Coverage Process Determination:PSM Inspection Coverage Process Determination:
Coverage has been determined…..
Initial documentation request provided…
Coverage has been determined…..
Initial documentation request provided…
22
PSM Inspection Process: Document RequestPSM Inspection Process: Document RequestRe: OSHA Document Request for Process Safety Management (PSM) Inspection
Please supply the following information. Any items that are not applicable please identify.
1. All contract employee injury and illness logs as required by 1910.119(h)(2)(vi).
2. A list of all Ammonia Anhydrous refrigeration units in the complex and the maximum intended inventories of all.
3. A summary description of the facility’s PSM program.
4. Unit process flow diagram(s).
5. Piping and instrumentation diagrams (P&IDs) including legends.
6. Unit Plot plans.
7. Unit Electrical classification diagrams.
8. Process narrative descriptions.
9. Descriptions of safety systems (e.g. interlocks, detection or Suppression systems).
10. A list of workers presently involved in operating equipment covered under the PSM program.
Re: OSHA Document Request for Process Safety Management (PSM) Inspection
Please supply the following information. Any items that are not applicable please identify.
1. All contract employee injury and illness logs as required by 1910.119(h)(2)(vi).
2. A list of all Ammonia Anhydrous refrigeration units in the complex and the maximum intended inventories of all.
3. A summary description of the facility’s PSM program.
4. Unit process flow diagram(s).
5. Piping and instrumentation diagrams (P&IDs) including legends.
6. Unit Plot plans.
7. Unit Electrical classification diagrams.
8. Process narrative descriptions.
9. Descriptions of safety systems (e.g. interlocks, detection or Suppression systems).
10. A list of workers presently involved in operating equipment covered under the PSM program.23
PSM Inspection Process: Document RequestPSM Inspection Process: Document Request
11. The initial Process Hazard Analysis (PHA) and the most recent update or revalidation for the covered system. Include PHA reports, PHA Worksheets, actions to address findings and recommendations, written schedules for actions to be completed, and documentation of findings and recommendations.
12. Provide operating procedures that have been developed for the operation of the ammonia refrigeration systems and equipment.
13. Provide the emergency action plan / procedure that have been developed to cover the release of ammonia at the facility.
14. Provide procedure for accomplishment of Management of Change (MOC).
15. Provide Procedure for Incident Investigation and documentation of incident investigations conducted.
16. Provide Mechanical Integrity (MI) Procedure.
17. Compliance Audits of the PSM program to include the two most recent audit reports.
18. Training plan and documentation of employee understanding and knowledge of the PSM Program.
19. Employee Participation plan.
If any of these items are not available/applicable please note accordingly. Please provide these items by___________________.
11. The initial Process Hazard Analysis (PHA) and the most recent update or revalidation for the covered system. Include PHA reports, PHA Worksheets, actions to address findings and recommendations, written schedules for actions to be completed, and documentation of findings and recommendations.
12. Provide operating procedures that have been developed for the operation of the ammonia refrigeration systems and equipment.
13. Provide the emergency action plan / procedure that have been developed to cover the release of ammonia at the facility.
14. Provide procedure for accomplishment of Management of Change (MOC).
15. Provide Procedure for Incident Investigation and documentation of incident investigations conducted.
16. Provide Mechanical Integrity (MI) Procedure.
17. Compliance Audits of the PSM program to include the two most recent audit reports.
18. Training plan and documentation of employee understanding and knowledge of the PSM Program.
19. Employee Participation plan.
If any of these items are not available/applicable please note accordingly. Please provide these items by___________________. 24

4/9/2015
9
PSM Inspection Process: Initial Walk AroundPSM Inspection Process: Initial Walk Around
25
• Initial evaluation of the covered process and equipment
• If more than one process – use this initial walk around to
help determine the process to be selected for inspection –
may select more than one process.
• Will take pictures, video and conduct brief employee
interview(s)
(Review of initial documentation request will also be used to
select process for inspection)
PSM Inspection Process: Main Body of InspectionPSM Inspection Process: Main Body of Inspection
26
• Evaluation of each PSM Element
• Review written program documentation for each element
implementation
• Interview Employees – Management, Process Operators,
Maintenance Employees, and Contractors
• Take samples of compounds if required
• Identify hazards / deficiencies identified as the inspection
progresses.
� Application
� Exclusions
� Definitions
� Employee Participation
� Hazards of the Process
� Toxicity
� Technology of the Process
� Equipment in the Process
� Mechanical Integrity
� Inspection & Testing
� Quality Assurance
� Application
� Exclusions
� Definitions
� Employee Participation
� Hazards of the Process
� Toxicity
� Technology of the Process
� Equipment in the Process
� Mechanical Integrity
� Inspection & Testing
� Quality Assurance
The Elements of the PSM StandardThe Elements of the PSM Standard
� Process Hazard Analysis
� Management of Change
� Operating Procedures
� Safe Work Practices
� Training
� Contractor Management
� Emergency Planning & Response
� Incident Investigation
� Compliance Audits
� Trade Secrets
� Process Hazard Analysis
� Management of Change
� Operating Procedures
� Safe Work Practices
� Training
� Contractor Management
� Emergency Planning & Response
� Incident Investigation
� Compliance Audits
� Trade Secrets
27

4/9/2015
10
� Application
� Exclusions
� Definitions
� Employee Participation
� Hazards of the Process
� Toxicity
� Technology of the Process
� Equipment in the Process
� Mechanical Integrity� Inspection & Testing
� Application
� Exclusions
� Definitions
� Employee Participation
� Hazards of the Process
� Toxicity
� Technology of the Process
� Equipment in the Process
� Mechanical Integrity� Inspection & Testing
The Elements of the PSM StandardThe Elements of the PSM Standard
� Process Hazard Analysis
� Management of Change
� Operating Procedures
� Safe Work Practices
� Training
� Contractor Management
� Emergency Planning & Response
� Incident Investigation
� Compliance Audits
� Trade Secrets
� Process Hazard Analysis
� Management of Change
� Operating Procedures
� Safe Work Practices
� Training
� Contractor Management
� Emergency Planning & Response
� Incident Investigation
� Compliance Audits
� Trade Secrets
28
� Application
� Exclusions
� Definitions
� Employee Participation
� Hazards of the Process
� Toxicity
� Technology of the Process
� Equipment in the Process
� Mechanical Integrity
� Inspection & Testing
� Quality Assurance
� Application
� Exclusions
� Definitions
� Employee Participation
� Hazards of the Process
� Toxicity
� Technology of the Process
� Equipment in the Process
� Mechanical Integrity
� Inspection & Testing
� Quality Assurance
The Elements of the PSM StandardThe Elements of the PSM Standard
� Process Hazard Analysis
� Management of Change
� Operating Procedures
� Safe Work Practices
� Training
� Contractor Management
� Emergency Planning & Response
� Incident Investigation
� Compliance Audits
� Trade Secrets
� Process Hazard Analysis
� Management of Change
� Operating Procedures
� Safe Work Practices
� Training
� Contractor Management
� Emergency Planning & Response
� Incident Investigation
� Compliance Audits
� Trade Secrets
29
� Application
� Exclusions
� Definitions
� Employee Participation
� Hazards of the Process
� Toxicity
� Technology of the Process
� Equipment in the Process
� Mechanical Integrity
� Inspection & Testing
� Quality Assurance
� Application
� Exclusions
� Definitions
� Employee Participation
� Hazards of the Process
� Toxicity
� Technology of the Process
� Equipment in the Process
� Mechanical Integrity
� Inspection & Testing
� Quality Assurance
The Elements of the PSM StandardThe Elements of the PSM Standard
� Process Hazard Analysis
� Management of Change
� Operating Procedures� Safe Work Practices
� Training
� Contractor Management
� Emergency Planning & Response
� Incident Investigation
� Compliance Audits
� Trade Secrets
� Process Hazard Analysis
� Management of Change
� Operating Procedures� Safe Work Practices
� Training
� Contractor Management
� Emergency Planning & Response
� Incident Investigation
� Compliance Audits
� Trade Secrets
30

4/9/2015
11
� Application
� Exclusions
� Definitions
� Employee Participation
� Hazards of the Process
� Toxicity
� Technology of the Process
� Equipment in the Process
� Mechanical Integrity
� Inspection & Testing
� Quality Assurance
� Application
� Exclusions
� Definitions
� Employee Participation
� Hazards of the Process
� Toxicity
� Technology of the Process
� Equipment in the Process
� Mechanical Integrity
� Inspection & Testing
� Quality Assurance
The Elements of the PSM StandardThe Elements of the PSM Standard
� Process Hazard Analysis
� Management of Change
� Operating Procedures
� Safe Work Practices
� Training� Contractor Management
� Emergency Planning & Response
� Incident Investigation
� Compliance Audits
� Trade Secrets
� Process Hazard Analysis
� Management of Change
� Operating Procedures
� Safe Work Practices
� Training� Contractor Management
� Emergency Planning & Response
� Incident Investigation
� Compliance Audits
� Trade Secrets
31
� Application
� Exclusions
� Definitions
� Employee Participation� Hazards of the Process
� Toxicity
� Technology of the Process
� Equipment in the Process
� Mechanical Integrity
� Inspection & Testing
� Quality Assurance
� Application
� Exclusions
� Definitions
� Employee Participation� Hazards of the Process
� Toxicity
� Technology of the Process
� Equipment in the Process
� Mechanical Integrity
� Inspection & Testing
� Quality Assurance
The Elements of the PSM StandardThe Elements of the PSM Standard
� Process Hazard Analysis
� Management of Change
� Operating Procedures
� Safe Work Practices
� Training
� Contractor Management
� Emergency Planning & Response
� Incident Investigation
� Compliance Audits
� Trade Secrets
� Process Hazard Analysis
� Management of Change
� Operating Procedures
� Safe Work Practices
� Training
� Contractor Management
� Emergency Planning & Response
� Incident Investigation
� Compliance Audits
� Trade Secrets
32
� Application
� Exclusions
� Definitions
� Employee Participation
� Hazards of the Process
� Toxicity
� Technology of the Process
� Equipment in the Process
� Mechanical Integrity
� Inspection & Testing
� Quality Assurance
� Application
� Exclusions
� Definitions
� Employee Participation
� Hazards of the Process
� Toxicity
� Technology of the Process
� Equipment in the Process
� Mechanical Integrity
� Inspection & Testing
� Quality Assurance
The Elements of the PSM StandardThe Elements of the PSM Standard
� Process Hazard Analysis
� Management of Change
� Operating Procedures
� Safe Work Practices
� Training
� Contractor Management
� Emergency Planning & Response
� Incident Investigation
� Compliance Audits
� Trade Secrets
� Process Hazard Analysis
� Management of Change
� Operating Procedures
� Safe Work Practices
� Training
� Contractor Management
� Emergency Planning & Response
� Incident Investigation
� Compliance Audits
� Trade Secrets
33
4/9/2015
12
� Application
� Exclusions
� Definitions
� Employee Participation
� Hazards of the Process
� Toxicity
� Technology of the Process
� Equipment in the Process
� Mechanical Integrity
� Inspection & Testing
� Quality Assurance
� Application
� Exclusions
� Definitions
� Employee Participation
� Hazards of the Process
� Toxicity
� Technology of the Process
� Equipment in the Process
� Mechanical Integrity
� Inspection & Testing
� Quality Assurance
The Elements of the PSM StandardThe Elements of the PSM Standard
� Process Hazard Analysis
� Management of Change
� Operating Procedures
� Pre-Start up Safety Review
� Hot Work Permit
� Safe Work Practices
� Training
� Contractor Management
� Emergency Planning & Response
� Process Hazard Analysis
� Management of Change
� Operating Procedures
� Pre-Start up Safety Review
� Hot Work Permit
� Safe Work Practices
� Training
� Contractor Management
� Emergency Planning & Response
34
� Application
� Exclusions
� Definitions
� Employee Participation
� Hazards of the Process
� Toxicity
� Technology of the Process
� Equipment in the Process
� Mechanical Integrity
� Inspection & Testing
� Quality Assurance
� Application
� Exclusions
� Definitions
� Employee Participation
� Hazards of the Process
� Toxicity
� Technology of the Process
� Equipment in the Process
� Mechanical Integrity
� Inspection & Testing
� Quality Assurance
The Elements of the PSM StandardThe Elements of the PSM Standard
� Process Hazard Analysis
� Management of Change
� Operating Procedures
� Pre-Start up Safety Review
� Hot Work Permit� Safe Work Practices
� Training
� Contractor Management
� Emergency Planning & Response
� Process Hazard Analysis
� Management of Change
� Operating Procedures
� Pre-Start up Safety Review
� Hot Work Permit� Safe Work Practices
� Training
� Contractor Management
� Emergency Planning & Response
35
� Application
� Exclusions
� Definitions
� Employee Participation
� Hazards of the Process
� Toxicity
� Technology of the Process
� Equipment in the Process
� Mechanical Integrity
� Inspection & Testing
� Quality Assurance
� Application
� Exclusions
� Definitions
� Employee Participation
� Hazards of the Process
� Toxicity
� Technology of the Process
� Equipment in the Process
� Mechanical Integrity
� Inspection & Testing
� Quality Assurance
The Elements of the PSM StandardThe Elements of the PSM Standard
� Process Hazard Analysis
� Management of Change
� Operating Procedures
� Pre-Start up Safety Review
� Hot Work Permit
� Safe Work Practices
� Training
� Contractor Management
� Emergency Planning & Response
� Process Hazard Analysis
� Management of Change
� Operating Procedures
� Pre-Start up Safety Review
� Hot Work Permit
� Safe Work Practices
� Training
� Contractor Management
� Emergency Planning & Response
36

4/9/2015
13
� Application
� Exclusions
� Definitions
� Employee Participation
� Hazards of the Process
� Toxicity
� Technology of the Process
� Equipment in the Process
� Mechanical Integrity
� Inspection & Testing
� Quality Assurance
� Application
� Exclusions
� Definitions
� Employee Participation
� Hazards of the Process
� Toxicity
� Technology of the Process
� Equipment in the Process
� Mechanical Integrity
� Inspection & Testing
� Quality Assurance
The Elements of the PSM StandardThe Elements of the PSM Standard
� Process Hazard Analysis
� Management of Change
� Operating Procedures
� Pre-Start up Safety Review
� Hot Work Permit
� Safe Work Practices
� Training
� Contractor Management
� Emergency Planning & Response
� Process Hazard Analysis
� Management of Change
� Operating Procedures
� Pre-Start up Safety Review
� Hot Work Permit
� Safe Work Practices
� Training
� Contractor Management
� Emergency Planning & Response
37
� Application
� Exclusions
� Definitions
� Employee Participation
� Hazards of the Process
� Toxicity
� Technology of the Process� Equipment in the Process
� Mechanical Integrity
� Inspection & Testing� Quality Assurance
� Application
� Exclusions
� Definitions
� Employee Participation
� Hazards of the Process
� Toxicity
� Technology of the Process� Equipment in the Process
� Mechanical Integrity
� Inspection & Testing� Quality Assurance
The Elements of the PSM StandardThe Elements of the PSM Standard
� Process Hazard Analysis
� Management of Change
� Operating Procedures
� Pre-Start up Safety Review
� Hot Work Permit
� Safe Work Practices
� Training
� Contractor Management
� Emergency Planning & Response
� Process Hazard Analysis
� Management of Change
� Operating Procedures
� Pre-Start up Safety Review
� Hot Work Permit
� Safe Work Practices
� Training
� Contractor Management
� Emergency Planning & Response
38
� Application
� Exclusions
� Definitions
� Employee Participation
� Hazards of the Process
� Toxicity
� Technology of the Process� Equipment in the Process
� Mechanical Integrity
� Inspection & Testing
� Quality Assurance
� Application
� Exclusions
� Definitions
� Employee Participation
� Hazards of the Process
� Toxicity
� Technology of the Process� Equipment in the Process
� Mechanical Integrity
� Inspection & Testing
� Quality Assurance
The Elements of the PSM StandardThe Elements of the PSM Standard
� Process Hazard Analysis
� Management of Change
� Operating Procedures
� Pre-Start up Safety Review
� Hot Work Permit
� Safe Work Practices
� Training
� Contractor Management
� Emergency Planning & Response
� Process Hazard Analysis
� Management of Change
� Operating Procedures
� Pre-Start up Safety Review
� Hot Work Permit
� Safe Work Practices
� Training
� Contractor Management
� Emergency Planning & Response
39

4/9/2015
14
The Elements of the PSM Standard
The Elements of the PSM Standard
• We determined coverage
• Document Request Provided
Let’s Explore Some of the Elements to be evaluated for implementation and
performance…
• We determined coverage
• Document Request Provided
Let’s Explore Some of the Elements to be evaluated for implementation and
performance…
Employee Participation(Cross Function of Personnel)
(Need a written Plan of Action regarding how employee participation implementation
is to function across all employee groups)
Employee Participation(Cross Function of Personnel)
(Need a written Plan of Action regarding how employee participation implementation
is to function across all employee groups)
1910.119(c)1910.119(c)
How is Employee Participation Implemented?How is Employee Participation Implemented?
� Team members directly involved in the program and those on periphery of the program, i.e.…
� Process Engineers
� Operators
� Safety
� Maintenance
� Management
� Consultants
� Team members directly involved in the program and those on periphery of the program, i.e.…
� Process Engineers
� Operators
� Safety
� Maintenance
� Management
� Consultants
Remember;You Can’t Do it Alone!
Not a One Person Responsibility!42

4/9/2015
15
� How is the Plan Developed
Determine:
� Responsibilities
� Duties
� Reporting
� Document Control
� Progress Reports
� Tracking Changes
� Developing Procedures, PHAs
� How is the Plan Developed
Determine:
� Responsibilities
� Duties
� Reporting
� Document Control
� Progress Reports
� Tracking Changes
� Developing Procedures, PHAs
How is Employee Participation Implemented?How is Employee Participation Implemented?
Remember;You Can’t Do it Alone!
Not a One Person Responsibility!
43
PROCESS SAFETY INFORMATION(PSI)
Hazards of the Process
PROCESS SAFETY INFORMATION(PSI)
Hazards of the Process
1910.119(d)(1)1910.119(d)(1)
44
(PSI)The Requirements of the Standard -
Hazard Determination
(PSI)The Requirements of the Standard -
Hazard Determination
Determine:
� Chemicals in Your Process
� Process Chemistry
� Quantity of Chemicals in lbs
� Compare to Appendix A List with Threshold Quantities (TQ’s)
Determine:
� Chemicals in Your Process
� Process Chemistry
� Quantity of Chemicals in lbs
� Compare to Appendix A List with Threshold Quantities (TQ’s)
45

4/9/2015
16
(PSI)Toxicity Information
(PSI)Toxicity Information
1910.119(d)(1)(i)1910.119(d)(1)(i)
46
The Requirements of the Standard - Develop Toxicity Information
The Requirements of the Standard - Develop Toxicity Information
� Obtain Toxicity Information on the Chemical(s) in the Process
� (SDSs) MSDs are Typical Resource (Most Instances will fulfill Toxicity Information)
� You May Need Other References, NIOSH Pocket Guide, ACGIH TLV’s
� Obtain Toxicity Information on the Chemical(s) in the Process
� (SDSs) MSDs are Typical Resource (Most Instances will fulfill Toxicity Information)
� You May Need Other References, NIOSH Pocket Guide, ACGIH TLV’s
47
(PSI)Technology of the Process
(PSI)Technology of the Process
1910.119(d)(2)1910.119(d)(2)
48

4/9/2015
17
The Requirements of the Standard - Process Technology
The Requirements of the Standard - Process Technology
� Block flow diagram or process flow diagram
� Process chemistry
� Maximum intended inventory
� Upper and lower limits
� Consequences of deviations
� Block flow diagram or process flow diagram
� Process chemistry
� Maximum intended inventory
� Upper and lower limits
� Consequences of deviations
49
The Requirements of the Standard - Process Equipment
The Requirements of the Standard - Process Equipment
� Materials of construction
� Process and instrument drawings (P&ID’s)
� Electrical classification
� Relief system design
� Ventilation system design
� Design codes
� Material and energy balances
� Safety systems
� Materials of construction
� Process and instrument drawings (P&ID’s)
� Electrical classification
� Relief system design
� Ventilation system design
� Design codes
� Material and energy balances
� Safety systems
50
(PSI)Equipment in the Process
(PSI)Equipment in the Process
1910.119(d)(3)1910.119(d)(3)
51

4/9/2015
18
The Requirements of the Standard - Process Equipment
The Requirements of the Standard - Process Equipment
� Identify Each Piece of Equipment in the Covered Process by P&ID, Block Diagram and Number /Label Them.
� Must be Able to Track Each piece of equipment Through the Entire Program
� Identify Each Piece of Equipment in the Covered Process by P&ID, Block Diagram and Number /Label Them.
� Must be Able to Track Each piece of equipment Through the Entire Program
52
PROCESS SAFETY INFORMATIONDETERMINATION:PROCESS SAFETY INFORMATIONDETERMINATION:
INTERVIEWS
�PSM coordinator
�Operators at all levels
�Process engineers
� Inspection dept.
�Operating supervisors
� Instrument technicians
Document Review Continues
INTERVIEWS
�PSM coordinator
�Operators at all levels
�Process engineers
� Inspection dept.
�Operating supervisors
� Instrument technicians
Document Review Continues
Process Hazard Analysis (PHA)Process Hazard Analysis (PHA)
1910.119(e)1910.119(e)
54

4/9/2015
19
Process Hazard Analysis (PHA’s)Process Hazard Analysis (PHA’s)
� Arguably the Most Difficult Part of Performing the Standard
� PHA process is dynamic and subject to revision whenever changes are made
� Performed by Your PSM Team
� Takes Significant Time & Effort
� PHA’s are Never Ending
� Arguably the Most Difficult Part of Performing the Standard
� PHA process is dynamic and subject to revision whenever changes are made
� Performed by Your PSM Team
� Takes Significant Time & Effort
� PHA’s are Never Ending
55
Process Hazard AnalysisProcess Hazard Analysis
A PHA Process Must be
Performed on Each Element
of the Covered Process:
A PHA From Block Diagram to
P&ID to Every Equipment
Component to Determine
What Might Happen if an
Element of the Covered
Process Fails.
A PHA Process Must be
Performed on Each Element
of the Covered Process:
A PHA From Block Diagram to
P&ID to Every Equipment
Component to Determine
What Might Happen if an
Element of the Covered
Process Fails.
56
PROCESS HAZARD ANALYSISPROCESS HAZARD ANALYSIS
DOCUMENTS� Current and previous PHA� Recertification and the PHA
which was recertified� Timetable for PHA’s� PHA recommendations� Resolution documentation� Action item tracking� RMP worst case and alternate case scenarios� Near miss reports� PSM incident reports
DOCUMENTS� Current and previous PHA� Recertification and the PHA
which was recertified� Timetable for PHA’s� PHA recommendations� Resolution documentation� Action item tracking� RMP worst case and alternate case scenarios� Near miss reports� PSM incident reports
What is a
“guide word”
anyway??

4/9/2015
20
PROCESS HAZARD ANALYSISPROCESS HAZARD ANALYSIS
�Check the PHA’s for timeliness� Initial and recertification
�Document the methodology used� Is it appropriate?
�Who conducted the PHA?�Was an hourly employee
involved?� Describe.
�Were participants trained in the methodology, including employee(s)?� Review the training.
�Check the PHA’s for timeliness� Initial and recertification
�Document the methodology used� Is it appropriate?
�Who conducted the PHA?�Was an hourly employee
involved?� Describe.
�Were participants trained in the methodology, including employee(s)?� Review the training.
Documentation • Review the system used to track action items to closure.– Are the items tracked and on
schedule?
• Document delays and the reasons for the delays.– Are they valid or does it
appear to be procrastination?
• Does anyone assure that the items were actually corrected or is it just paper shuffling?
PROCESS HAZARD ANALYSISPROCESS HAZARD ANALYSIS
�Review the PHA� Are all systems analyzed?� Are all systems identified?
�Check the validity of the mitigation systems identified in the PHA� Relief valve vs. sizing criteria
�Kill systems� Do they work or is injection
pressure less than operating pressure?
�Review the PHA� Are all systems analyzed?� Are all systems identified?
�Check the validity of the mitigation systems identified in the PHA� Relief valve vs. sizing criteria
�Kill systems� Do they work or is injection
pressure less than operating pressure?
Documentation• Equipment inspections
– When inspection program is
poor
• Review rejected PHA
recommendations– Document the rationale and
test it for accuracy
– Were the hazards of rejected
items resolved in another
manner?
• Verify that facility siting
and human factors were
adequately addressed
There is Much More to PSMThere is Much More to PSM
� Inspection & Testing
� Quality Assurance
� Management of Change
� Operating Procedures
� Safe Work Practices
� Training
� Contractor Management
� Emergency Planning & Response
� Incident Investigation
� Compliance Audits
� Trade Secrets
� Inspection & Testing
� Quality Assurance
� Management of Change
� Operating Procedures
� Safe Work Practices
� Training
� Contractor Management
� Emergency Planning & Response
� Incident Investigation
� Compliance Audits
� Trade Secrets60

4/9/2015
21
Mechanical Integrity (MI)(Critical Element)
Procedures, Inspection and Testing
� Process to ensure function of all equipment and systems are working as designed by manufacturer and RAGAGEP standards
� Procedures developed to ensure equipment and processes are inspected and tested according to design specifications and RAGAGEP
� All mechanical integrity process functions documented
Mechanical Integrity (MI)(Critical Element)
Procedures, Inspection and Testing
� Process to ensure function of all equipment and systems are working as designed by manufacturer and RAGAGEP standards
� Procedures developed to ensure equipment and processes are inspected and tested according to design specifications and RAGAGEP
� All mechanical integrity process functions documented
1910.119(j)1910.119(j)61
Mechanical Integrity (MI)Mechanical Integrity (MI)
62
Equipment and Documents
• Pumps
• Motors
• Mixers
• Piping Data (Material Type, Schedule Grade etc.)• Piping isometrics• Piping retirement schedule
• Pressure Safety Relief Valves (PSRV) and all
pressure relief systems
• Valves
• Ventilation / Exhaust Systems
• Safety Instrumented Systems (Temperature
monitoring devices, level monitoring systems,
vibration monitoring devices etc.)
Mechanical Integrity (MI)Mechanical Integrity (MI)
DOCUMENTS� Pressure vessel data (U1) reports
� Storage tank specs
� Inspection records for tanks, pressure vessels and piping
� Written mechanical integrity program
� Rotating equipment inspection records
� Removal from service criteria
� Instrument calibration records and inspection schedule
� Ventilation specs
� Ventilation test records
� Non-destructive testing procedures
DOCUMENTS� Pressure vessel data (U1) reports
� Storage tank specs
� Inspection records for tanks, pressure vessels and piping
� Written mechanical integrity program
� Rotating equipment inspection records
� Removal from service criteria
� Instrument calibration records and inspection schedule
� Ventilation specs
� Ventilation test records
� Non-destructive testing procedures

4/9/2015
22
Mechanical Integrity (MI)Mechanical Integrity (MI)
DOCUMENTS
• Thickness monitoring location criteria
• Inspection schedules for the equipment
• Relief valve inspection reports and schedules
• Near miss and EPA spill reports
• Inspector training– records
– certifications
• Repair history– for equipment
• Inspection codes
DOCUMENTS
• Thickness monitoring location criteria
• Inspection schedules for the equipment
• Relief valve inspection reports and schedules
• Near miss and EPA spill reports
• Inspector training– records
– certifications
• Repair history– for equipment
• Inspection codes
Mechanical Integrity (MI)Mechanical Integrity (MI)
INTERVIEWS
• Chief inspector• Piping and pressure vessel inspectors
• Maintenance superintendent • Maintenance employees• Instrument repair/technicians• Process operators• Corrosion engineers
INTERVIEWS
• Chief inspector• Piping and pressure vessel inspectors
• Maintenance superintendent • Maintenance employees• Instrument repair/technicians• Process operators• Corrosion engineers
Vibration study
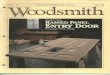
MI: Inspection FindingsMI: Inspection Findings
66
Relief To Safe
Location?
Unknown Piping and UseRelief to work
environment; not
piped to a safe
location

4/9/2015
23
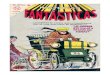
67
Inspection of Piping
– PSM (Mechanical Integrity deficiencies – 1910.119(4) inspection and
testing deficiencies)
– NDI Inspection of piping – Ultrasound, Visual - on a schedule as
determined by Recognized and Generally Accepted Good Engineering
Practices (RAGAGEP)
Corrosion /
Flaking
Corrosion
HazardsHazards� PSM (Mechanical Integrity deficiencies – 1910.119(5)
equipment deficiencies)
� Duct Tape is not a RAGAGEP
� PSM (Mechanical Integrity deficiencies – 1910.119(5) equipment deficiencies)
� Duct Tape is not a RAGAGEP
68
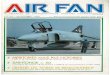
69
MI – Quality Assurance Requirement: Ensure all materials
used meet RAGAGEP AND ARE SUITABLE FOR
PROCESS APPLICATION; Example: Ensure piping is of
correct material and schedule type - Schedule 40 vs.
schedule 80

4/9/2015
24
RAGAGEP(Recognized and Generally Accepted Good Engineering Practices)
RAGAGEP(Recognized and Generally Accepted Good Engineering Practices)
� Manufacturers specifications for maintenance, inspection, testing and operating equipment/processes.
� Industry Standards
� ANSI (American National Standards Institute)� B31.1, B31.3 Piping
� ASME (American Society of Mechanical Engineers)
� API (American Petroleum Institute)
� API 570 Piping inspection
� IIAR (International Institute of Ammonia Refrigeration)
� NFPA
� Manufacturers specifications for maintenance, inspection, testing and operating equipment/processes.
� Industry Standards
� ANSI (American National Standards Institute)� B31.1, B31.3 Piping
� ASME (American Society of Mechanical Engineers)
� API (American Petroleum Institute)
� API 570 Piping inspection
� IIAR (International Institute of Ammonia Refrigeration)
� NFPA
70
Management of ChangeManagement of Change
� Procedures to manage changes to the covered process. (Heavily associated with “Mechanical Integrity”)
� Exception: “replacement in kind”
� Management of Change includes:
� Process chemicals
� Technology
� Equipment
� Operating Procedures
� Facilities
� Procedures to manage changes to the covered process. (Heavily associated with “Mechanical Integrity”)
� Exception: “replacement in kind”
� Management of Change includes:
� Process chemicals
� Technology
� Equipment
� Operating Procedures
� Facilities
71
Management of Change AddressesManagement of Change Addresses
1. Technical basis of the change
2. Impact to employee safety and health
3. Modification to operating procedures
4. Time period for change
5. Authorization of change
1. Technical basis of the change
2. Impact to employee safety and health
3. Modification to operating procedures
4. Time period for change
5. Authorization of change
72

4/9/2015
25
Operating ProceduresOperating Procedures
� Develop and implement written operating procedures that are clear instructions for all expected phases of operations.
� AKA – Standard Operating Procedures (SOPs)
� Must cover:
� Operation phase
� Operational limits
� Safety & health considerations
� Develop and implement written operating procedures that are clear instructions for all expected phases of operations.
� AKA – Standard Operating Procedures (SOPs)
� Must cover:
� Operation phase
� Operational limits
� Safety & health considerations
73
Operating Procedures Must Address (SOPs)Operating Procedures Must Address (SOPs)
� Initial start-up
� Normal operations
� Temporary operations
� Emergency shutdown
� Emergency operations
� Normal shutdown
� Start-up following turnaround
� Consequences of deviation
� Steps required to correct or avoid deviation
� Initial start-up
� Normal operations
� Temporary operations
� Emergency shutdown
� Emergency operations
� Normal shutdown
� Start-up following turnaround
� Consequences of deviation
� Steps required to correct or avoid deviation
74
SOPsSOPs
� Must be readily available to employees
� Must be reviewed as needed to ensure they reflect current operating practice.
� Must cover:
� Process chemicals
� Technology and equipment
� Facilities
� SOPs must be certified annually that they are correct and accurate.
� Must be readily available to employees
� Must be reviewed as needed to ensure they reflect current operating practice.
� Must cover:
� Process chemicals
� Technology and equipment
� Facilities
� SOPs must be certified annually that they are correct and accurate.
75

4/9/2015
26
PROCEDURES (SOPs)PROCEDURES (SOPs)
� DOCUMENTS
� Operating procedures for all phases� Lockout/tagout� Confined space entry� Line breaking� Other types of permit systems� Process logs
� INTERVIEWS� All operator levels and shifts� Operational managers and supervisors� Certifying official� Procedure developer
� DOCUMENTS
� Operating procedures for all phases� Lockout/tagout� Confined space entry� Line breaking� Other types of permit systems� Process logs
� INTERVIEWS� All operator levels and shifts� Operational managers and supervisors� Certifying official� Procedure developer
Opening
process
systems
PROCEDURES (SOPs)PROCEDURES (SOPs)
DOCUMENTATION� Review the procedure format and check for
consistency between processes.
� Document the dates of certification and who is the certifying official.
� Review the certification process to determine how, or if, the procedures are reviewed prior to certification.
� Cross check changes made with the Management of Change procedures.
� Review the safe work practices and verify that they are being used in the day to day operations. This includes contractors. Especially note line breaking activities.
DOCUMENTATION� Review the procedure format and check for
consistency between processes.
� Document the dates of certification and who is the certifying official.
� Review the certification process to determine how, or if, the procedures are reviewed prior to certification.
� Cross check changes made with the Management of Change procedures.
� Review the safe work practices and verify that they are being used in the day to day operations. This includes contractors. Especially note line breaking activities.
Plant
Operating
Procedures
Safe Work Practices (SWPs)Safe Work Practices (SWPs)
� Must be developed and implemented to provide for the control of hazards during work activities such as:
� Lock-out/Tag-out
� Confined space entry
� Opening processes, piping or equipment
� Must be developed and implemented to provide for the control of hazards during work activities such as:
� Lock-out/Tag-out
� Confined space entry
� Opening processes, piping or equipment
78
SWPs are for:
• Operators
• Maintenance personnel
• Contractors
• Lab personnel
• Or other support
personnel

4/9/2015
27
TrainingTraining
� PSM specific training is required
� Must cover:
� Safety and health hazards associated with the covered process
� Safe work practices
� Procedures
� Refresher training is required every 3 years or as needed to ensure employees are complying with all PSM requirements(Change In Procedures).
� PSM specific training is required
� Must cover:
� Safety and health hazards associated with the covered process
� Safe work practices
� Procedures
� Refresher training is required every 3 years or as needed to ensure employees are complying with all PSM requirements(Change In Procedures).
79
ContractorsContractors
� Contractors involved in or around a covered process must be informed of required PSM elements.
� Contract work includes:
� Maintenance and repair
� Turn around
� Major renovations
� Specialty knowledge or services
� Does not include support services not involved with the covered process, like laundry or vending machine supply
� Contractors involved in or around a covered process must be informed of required PSM elements.
� Contract work includes:
� Maintenance and repair
� Turn around
� Major renovations
� Specialty knowledge or services
� Does not include support services not involved with the covered process, like laundry or vending machine supply
80
Emergency Action Plans (EAP)Emergency Action Plans (EAP)
� Must have EAP for entire facility
� EAP must have provisions for small releases of HHCs
� Develop a Early Warning Method for Releases
� Train on the Meaning of the Alarms
� Develop Emergency Evacuation Written Plans, Evacuation Maps & Assembly Points
� Must have EAP for entire facility
� EAP must have provisions for small releases of HHCs
� Develop a Early Warning Method for Releases
� Train on the Meaning of the Alarms
� Develop Emergency Evacuation Written Plans, Evacuation Maps & Assembly Points
81

4/9/2015
28
Incident InvestigationsIncident Investigations
� Must be initiated ASAP, but within 48 hours
� Team must include:
�Person knowledgeable in the process involved
� Includes contractor if work of the contractor involved
�Other persons with appropriate knowledge of the covered process
� Must be initiated ASAP, but within 48 hours
� Team must include:
�Person knowledgeable in the process involved
� Includes contractor if work of the contractor involved
�Other persons with appropriate knowledge of the covered process
82
Incident Investigation ReportIncident Investigation Report� Report must be produced with the following:
� Date of incident
� Date of start of investigation
� Description of incident
� Factors contributing to incident
� Recommendations
� System must be established to promptly address recommendations and findings of report
� Resolutions and corrective action must be documented
� Report must be produced with the following:
� Date of incident
� Date of start of investigation
� Description of incident
� Factors contributing to incident
� Recommendations
� System must be established to promptly address recommendations and findings of report
� Resolutions and corrective action must be documented
83
INCIDENT INVESTIGATIONSINCIDENT INVESTIGATIONS
DOCUMENTS
� PSM incident investigations� Near miss reports� EPA spill reports� Fire brigade call outs� Hazmat team call outs� Operations logs
(for shutdowns or upsets)� “Emergency” work orders
DOCUMENTS
� PSM incident investigations� Near miss reports� EPA spill reports� Fire brigade call outs� Hazmat team call outs� Operations logs
(for shutdowns or upsets)� “Emergency” work orders

4/9/2015
29
Compliance AuditCompliance Audit
� To ensure that PSM is effective, employers must certify every 3 years that they have evaluated compliance with the standard
� Must be completed by at least on person knowledgeable in the process
� Report must be developed and documented
� Deficiency corrections must be documented
� Last two compliance audits must be kept on file
� To ensure that PSM is effective, employers must certify every 3 years that they have evaluated compliance with the standard
� Must be completed by at least on person knowledgeable in the process
� Report must be developed and documented
� Deficiency corrections must be documented
� Last two compliance audits must be kept on file
85
Trade SecretsTrade Secrets
� Employers must make all necessary information required to comply with PSM, regardless of trade secrets, available to persons involved in developing or creating:
� Compiling process safety information
� PHAs
� SOPs
� Incident investigations
� Emergency planning and response
� Compliance audits
� Confidentiality agreements are allowed
� Employers must make all necessary information required to comply with PSM, regardless of trade secrets, available to persons involved in developing or creating:
� Compiling process safety information
� PHAs
� SOPs
� Incident investigations
� Emergency planning and response
� Compliance audits
� Confidentiality agreements are allowed
86
Typical Standards CitedTypical Standards Cited
� 1910.119 PSM
� 1910.147 Lock and Tag
� 1910.120 Hazwoper
� 1910.1200 Hazcom
� 1910.146 Confined Space
� 5A.001 General Duty
� 1910.307 Hazardous Locations
� 1910.119 PSM
� 1910.147 Lock and Tag
� 1910.120 Hazwoper
� 1910.1200 Hazcom
� 1910.146 Confined Space
� 5A.001 General Duty
� 1910.307 Hazardous Locations
87

4/9/2015
30
Most Frequent NEP PSM CitationsMost Frequent NEP PSM Citations
� (f)(1) Operating procedures…………..
� (d)(3) PSI pertaining to equipment ….
� (e)(3) PHA specific criteria……………
� (j)(4) MI Inspection & Testing ………..
� (e)(5) PHA recommendation ...………
� (l)(1) MOC implementation …………..
� (f)(1) Operating procedures…………..
� (d)(3) PSI pertaining to equipment ….
� (e)(3) PHA specific criteria……………
� (j)(4) MI Inspection & Testing ………..
� (e)(5) PHA recommendation ...………
� (l)(1) MOC implementation …………..
1910.119
88
Tools for Additional PSM AssistanceTools for Additional PSM Assistance
� OSHA Website
� www.osha.gov
� Chemical Safety Board Website
� www.csb.gov
� Local Area OSHA Office – Ask Lots of Questions!
� OSHA Website
� www.osha.gov
� Chemical Safety Board Website
� www.csb.gov
� Local Area OSHA Office – Ask Lots of Questions!
89
PSM Checklist
Use this checklist to help determine employer compliance with the Process Safety Management Standard issued by the Occupational Safety and Health Administration. Please note that the checklist does not include all of the standard’s
requirements and does not reflect all OSHA letters of interpretation or compliance directives in particular
situations.
There are 3 elements to a review of a PSM program:
1. Documentation review – examination of the documentation of the programs required by the standard. 2. Field Inspection & Verification – examination of the physical covered process; its equipment, piping,
instrumentation, procedures, and operation. 3. Interviews – discussions with employees and contractors to determine if the implemented program matches the
program outlined in the documentation.
In order to gather the information needed to audit a PSM program the following questions need to be asked for each PSM program element
� Who � What � When � Where � Why � How
� Who – Who is responsible for developing and implementing each of the program elements? � What – What are the requirements and contents of each program element?
� When – When are the required actions for each element completed and when were they required to be completed?
� Where – Where have actions been implemented or changed? � Why – Why have the implementation decisions and priorities been made as recorded in the documentation?
� How – How is the program implemented and how is the program’s effectiveness evaluated and improved?
An essential part of verifying program implementation is to audit the flow of information and activities among the elements. When information in one element is changed or when action takes place in one element that affects other
elements, an auditor/reviewer should examine a sample of the related elements to see if the appropriate changes and followup actions have taken place.
The following example demonstrates the interrelationship among the elements: During a routine inspection of equipment (Mechanical Integrity), the maintenance worker discovers a valve that no
longer meets the applicable code and must be changed. Because the type of valve is no longer made, a different type of valve must be selected and installed (Management of Change). The type of valve selected may mandate different steps
for the operators (Operating Procedures) who will require training and verification in the new procedures (Training). The rationale for selecting the type of valve must be made available for review by employees and their representatives 90

4/9/2015
31
OSHA PSM SUMMARY and
TAKE AWAYS
OSHA PSM SUMMARY and
TAKE AWAYS
� PSM is a Comprehensive Standard
� Although it was Promulgated in 1991, Catastrophes Continue to Occur
� Written PSM program - Implemented into production processes/operations
� Need all levels of Management involved –Not Just a designated individual responsibility
� PSM is a Comprehensive Standard
� Although it was Promulgated in 1991, Catastrophes Continue to Occur
� Written PSM program - Implemented into production processes/operations
� Need all levels of Management involved –Not Just a designated individual responsibility
91
Questions?Questions?
92
Contact InformationContact Information
Allen Grisar
Milwaukee Area OSHA Office
414-297-3315
Allen Grisar
Milwaukee Area OSHA Office
414-297-3315