Embed Size (px)
Citation preview
THE JOURNAL OF THE
Society of Dyers and Colourists VOI. B’I-No. 4 APRIL 1941 I88ucd Monlhly
Proceedings of the Society SCOTTISH SECTION
Hand Block Printing Meeting held at St. Enoch Hotel, Glasgow, on 29th November, 1940, Mr. JOHN MUIR in the chair.
A. CLAYTON
During the last few years, so much progress has been made in comparatively new printing systems, especially screen printing, and so many block printing firms have had to dis- continue business that many persons interested in the textile trade could be excused if they concluded that hand block printing was a craft of the past. It is gratifying, however, to be able to state that this ancient craft still is of prime importance whenever the highest class of work is needed, whilst the effects obtained cannot be produced by any other system.
Much of the success of the results depends upon the choice of colourings, type of cloth, etc., but most of all upon the designs, because if the printed colourings are unsatisfactory they can be easily modified, whereas if the design is unsatisfactory, no modification of the colour effects will put them right; moreover, i t is essential that the selection of the design should be given the greatest consideration, since it is a serious matter to find that a design is unsatisfactoryafter spending from €150 to E300 in cutting a series of blocks for printing it.
In referring to designs for block printing, the present author excludes modern or futuristic designs of three or four colours, since these could be quite easily produced by a cheaper form of printing. The design must have some outstanding merit to make i t worthy of reproduction as a hand block print.
Hand printing is considered to be the oldest form of printing known; it is certain that hand printed fabrics were in use in the Middle Ages, both for certain articles of personal adornment and for decoration purposes. These early prints were mostly produced as substitutes for the more expensive woven silks and brocades of that period, but they cannot be compared with the finer printing work carried on at a later period. The hand printing craft continued through the years up to the 15th Century, when
A2
the designs became more elaborate in order that the prints exhibiting them could be utilised as substitutes for the more costly tapestries then in use. Probably the earliest examples of hand printing in this country are late 17th Century work and are to be found in the Victoria and Albert Museum, although English hand- printed chintzes are considered to have been produced as early as the middle of the 17th Century. Since that time, hand printed chintzes have occupied a prominent place as high-class furnishings in this country, in the United States, and on the Continent.
Printing Bloch-In order to produce printing blocks, three different craftsmen are needed. Firstly, the joiner who makes the blocks; secondly, the sketcher or “putter-on” who sketches from the actual design and transfers the Werent parts of it, in sketch form, to its own particular set of blocks; and thirdly, the cutter, who cuts away, or cuts back, from the blocks all the wood that is not part of the design. Finally, a fourth craftsman, viz. the block printer, prints the design on to the cloth.
Joiner’s Work-It is essential that the wood should be in a very dry condition and have been in storage for a t least 6 years. Yellow pine and sycamore are found to be the best woods for making blocks. A block consists of 5 layers of wood, each layer being +fr in. thick. The first four layers are of yellow pine and each layer is laid in the opposite direction to its neighbour; they are glued together, placed in a press for 24 hr., removed, drilled, and pegged with wooden pegs. A fifth layer (sycamore) is then glued in position and pressing repeated for a further 24 hr. In addition, a handle of soft wood, to enable the printer to grip the block, is provided.
Transfer of Deeign to the Block-This is done, as already mentioned, by the sketcher who
I06 CLAYTON-“HAND BLOCK PRINTING” April 194 1
first makes tracings from the design and then transfers them to the surfaces of the blocks.
Cutting-This work is of a very intricate nature. A full set of cutter’s tools numbers about 100. The cutter first removes sufficient wood from the surface of the block, so that he is able to insert a fine layer of felt into the pattern portion. The finest detail of the pattcrn, which would not give sharp prints from a felt insertion, is left (‘wood-cut” or, for the sharpest parts of the design, copper wire may be used. Blocks can be “felted”, “fluffed”, i.e. parts of the wood are covered by flock material fixed by some adhesive, or they may be left in the raw cut form. The latter are the cheapest to produce, but usually give mottled uneven printing. Fluffed blocks are a little more costly than (‘wood cut” blocks, but the flock material used soon wears away, thus leaving a plain (‘wood cut” block. Felted blocks, although costing most, produce the best work and, in patterns where large objects are to be printed, they give good level results; this effect is most noticeable in ground or blotch work. Some designs, of course, are a mass of fine work, and it is impossible in these cases to secure the necessary detail on the blocks other than by using copper wire. Examination of some of the old hand blocks serves to demonstrate the remarkable skill and patience of the makers; most of such blocks are as good to-day as when first made.
Printing-The printer’s table consists of a heavy foundation framework of iron and wood, on top of which are laid stone slabs 3-4 in. thick; these are rubbed perfectly flat with exact-fitting joints. Any unevenness in the table top would give unevcnness, of course, in printing. A blanket is stretched over the stone slabs and on top of it is placed another material called a “skin”. This arrangement provides a resilient base for the cloth to be printed, and the block, when laid, can bed down evenly over its whole surface leaving a perfect impression. The stone table top and the blanket are hidden by the table skin, which is brought over the side of the table and fastened to the wooden framework at the sides. Working with the printer is a boy called the “tierer”. He stands behind a trolley or bogey and follows the printer as he moves down the table, keeping him supplied with the particular colour which is being “blocked in” a t the time. The colour pot is carried on a wooden shelf fitted at the side of the bogey, and the “tierer” transfers the colour, when required, from the pot to a “sieve” which consists of a wooden frame covcred on one side with so-called sieve cloth. It floats in a tank of swimmings (discarded old colour), but water would do as well, 80 that when the printer places his block on the sieve, the colour having been previously spread evenly over it by the “tierer” with a brush,
the floating sieve cloth ensures that the face of the block is covered evenly with colour. The sequence of operations is as follows-The “tierer” first transfers a little of the colour from the pot to the sieve cloth with a brush. Then the printer lays his block face down on the colour soaked sieve cloth, lifts it and lays it on the cloth in the required position. Pins placed at corners of the blocks and previously determined marks on the cloth are a guide to him in this operation. When the block has been laid on the cloth, the printer strikes i t sharply with a “maul” which is made of lead and shaped like a mallet. The block is struck with the butt end of the maul, and the colour thus forced into the cloth. Care has to be taken at this stage that the maul is not used too freely or what should be nice sharp printing may turn out very rough and smudgy. After striking the block, the printer once more puts it on the sieve which, in the meantime, has been smoothed over by the “tierer’s” brush and more colour added if necessary, moves up the table to where the same block repeats again in the design and carries on in this manner until the end of the table is reached. He then starts again with the next block until all the blocks for that particular colour have been “put in”. The colour pot on the bogey is then changed, a clean sieve substituted for the old one and printing continued with the new colour, the process being repeated until all the colours have been printed. In some of the high- coloured patterns, there may be 20 or 25 shades and 3 or 4 blocks to each. A good working length for a block printer’s table is from 20 to 25 yd. When a full table length of cloth has been printed, it is lifted on to rollers fitted on a framework above the table. The rollers are slipped out of a socket and replaced below the cloth. In this manner, the printed cloth is allowed to dry and the next length of cloth is laid ready for printing. When this length has been printed, the previous length is usually quite dry and can be run on to a shell a t the end of the table when the rollers above it are ready to receive the length on the table. The printer continues in this way until his piece or pieces are finished. Great care has to be taken to avoid marking-off, as block prints carry far more colour than roller prints. It is not always easy to avoid this defect as many block prints contain heavy colour effects and, in some cases, three colours may fall on top of one another to get the desired effect, This condition also makes the goods, especially linen goods, very difflcult to handle, and damage to the cloth can easily occur a t this stage. Drying at this stage is essential; the cloth should not be tightly folded or cracking may occur and cause damaged cloth. The cloth should also be examined a t this stage for any small smudges or splashes and, after these have been removed, the printed colours are ready to be fixed, the
April I941 CLAYTON-“HAND BLOCK PRINTING” 107
nwdus operandi depending, of course, on the nature of the colour pastes applied to the cloth.
Every time the printer completes a length of cloth and transfers it to the wooden frame above the table, it is necessary to wash and dry the table before laying the next length of cloth on it. The cloth is pasted to the table skin to prevent it from slipping. If this happened, mis-registration of the pattern would occur and it is essential that the cloth should be in the same position when the last colour is being applied to it as it was when the first colour was printed, but this condition is not easy to secure, because after one or two colours have been printed and begin to dry, the cloth is very apt to stiffen and contract. In his eagerness to keep the cloth in position, the printer may sometimes paste the table skin too heavily, with the result that the paste penetrates partly through the cloth which is being printed, dries, and acts as a resist, throwing off the colour and leaving unprinted or half-printed work. These are difficulties which the printer has to overcome by experience.
(The Lecturer showed a piece of cloth i n all the stuge.9 leading to the complete pattern which hud been produced with 23 colours and 50 blocks.)
Chintz Style-In printing old English chintz designs, the cloth must be absolutely free from all impurities and exhibit a clear white when bleached, so that it is possible to obtain brilliance after printing; also, the cloth must not be subjected to undue tension before printing. Usually a week is now required to pass the cloth through the bleach house. Singeing, washing, malting, washing, boiling with lime, washing, boiling with soda ash and rosin, washing, boiling with soda ash, washing, chemicking, washing, souring and washing, are usually necessary to give a satisfactory printing cloth. Many attempts have been made to delete some of these operations, but always to the detriment of the finished article; cloth bleached by the single-boil caustic soda method has no comparison with cloth bleached by the operations previously outlined. Peroxide bleach- ing of cloth intended for English chintz prints is considered by the present author to give the best results.
After bleaching, the cloth travels over a reel and is then opened out by hand. It is next taken to the drying sheds and hung on rollers in folds of about 12 ft. long. The sheds are merely long rooms provided on each side with shutters which are opened to allow the cloth to dry under atmospheric conditions. If the weather is bad, a few days may elapse before the cloth is dry. After drying, the cloth is prepared for printing, i.c. it is padded with a suit - able stiffening solution, dried again, calendered without tension to remove any creases, wound on to a, wooden shell and sent to the printer’s table. This treatment of the cloth is intended
for what is known as the “course method” used for chintz printing and has been employed since the 18th Century.
In those days, the first course colours were obtained by printing various mordants on the cloth which was afterwards dycd; this wa8 known as the Madder process. An iron mordant was used for black, an aluminium mordant for reds, and mixtures of mordants for purples. When these different mordants had been printed and aged, the cloth was dyed in Madder Extract, thus yielding the f i s t course colours of the ultimate pattern. The second course would be yellow from vegetable dyes, followed by a course of blue with Indigo. Greem were produced by superimposing a yellow dye on Indigo, and for each different class of colours, or each course, the cloth was taken from the printer’s table and treated to fix the colours. In view of this tedious work and the small number of colours available, it is astonishing to note, by examination of old prints, the excellent and varied colour effects that were in vogue.
In modern practice,the first course colours, e.g. Alizarin, Alizarin Orange, and Alizarin Bordeaux for reds, orange and purples, respectively, Log- wood or Bark for chocolate shades, or Alizarin with aluminium and iron mordants, are applied directly, and, after drying, the colours are developed and fixed by steaming and soaping; finally, the cloth is washed well and dried. The second course colours consist of Iron Buffs fixed by sodium arsenite; those of the third course are yellows from Persian Berries and Quercitron Bark, and the fourth course colours are blues and greens, e.g. Prussian Blue, developed with sodium dichromate, the greens being produced by printing blue over yellow. The fabric is passed backwards and forwards to and from the printer’s table until the last course iu reached, any tension being rigorously avoided between the courses, thus enabling successive applications of the blocks to fall in the correct positions. In this connexion, it should be noted that a consider- able number of shades are produced by one colour in one course falling upon a colour from another course, so that a third colour is produced by amalgamation of the two; the third colour appears with a sharpness that cannot be obtained in any other method of printing.
(The Lecturer showed an example of course printing illustrating the different stages in which the pattern, first produced in 1827, hact been reproduced in 10 wlours with 24 blocks.)
Incidentally, it is quite common for many types of prints to be in process in the work8 for about 6 weeks before they reach the final making-up stage. It may take the printer a fortnight to complete the printing of the first course colours, two or three days pass even if weather conditions are good before they are
108 SPEAKMAN AND SHAH-“THE PLASTICITY O F ANIMAL FIBRES” April 1941
ready for the second lot of colours and so on until the goods are passed forward for the finish- ing operations.
Rainbowing-Another type of hand block printing is known as rainbow printing; it i s the method adopted when the colours are intended to run into one another, and differs only from ordinary block printing in the means employed for furnishing the sieve with colours. This is done by a special colour “lyter” that deposits the various colours in little pools across the width of the sieve; these colour pools are then spread as stripes across the sieve.
The colour lyter consists of a length of wood the same size as the colour box. On one side of the board is a handle and on the other a series of adjustable pegs so arranged that when they are dipped into a divided colour box, each peg falls into a specific compartment and then takes up its own particular colour. During printing, the block works against gauges to ensure that it is always dipped in the same place on the sieve.
(The Lecture was illustrated by a very fine collection of block-printed fabrics in various sfages of completion.)
COMMUNICATION
The Plasticity of Animal Fibres J. B. SPEAKMAN
When animal fibres are deformed, the main peptide chains undergo rearrangement against the attractive forces between neighbouring peptide groups, the positive and negative ions of salt linkages, and the resistance offered by the co-valent cystine linkages. If a fibre is retained in a state of deformation, the internal stress is dissipated by rearrangement of the molecular structure, nt a rate which increases with increasing relative humidity and temper- ature. I n steam, or in water at high temper- atures, the decay of tension is facilitated by disulphide bond breakdown, which is succeeded by the formation of new linkages between the peptide chains. These new linkages impart a permanent set to the deformed fibre, and in the detailed study of setting processes which has been described in previous papers, the influence of various reagents and the pH of the setting medium on the set acquired by the fibre has been fully examined.
Despite the importance of the subject, however, the rate of decay of tension in strained animal fibres a t low temperatures has received little consideration since the publication of preliminary observations1 in 1028. The ability of strained animal fibres to dissipate stress without change of shape, and without neces- sarily losing their ability to return to their original form when released in water, has important practical significance and may be either advantageous or not according to the particular process under consideration. It is turned to advantage in the storage of tops, where stresses retained after carding and combing are given time to decay prior to drawing and spinning; but it is clearly a dis- advantage in the case of hard-twisted yarns intended for use in the manufacture of wool cr6pes. With such considerations in mind, it was decided to amplify the earlier study of the plasticity of wool, particularly as regards the
and S. Y. SHAH influence of the temperature and p H of the medium on the rate of decay of tension in strained animal fibres. Although the experi- mental work was carried out with stretched fibres, the results are capable of qualitative application to deformed fibres in general.
EXPERIMENTAL Hunian hair waa preferred for use in the
experiments because of the uniformity of diameter of the fibres along their length. As usual, the hair was purified by extraction with alcohol and ether successively in a Soxhlet apparatus, followed by washing in distilled water,and the intact root ends of non-medullated fibres were selected for experiment,.
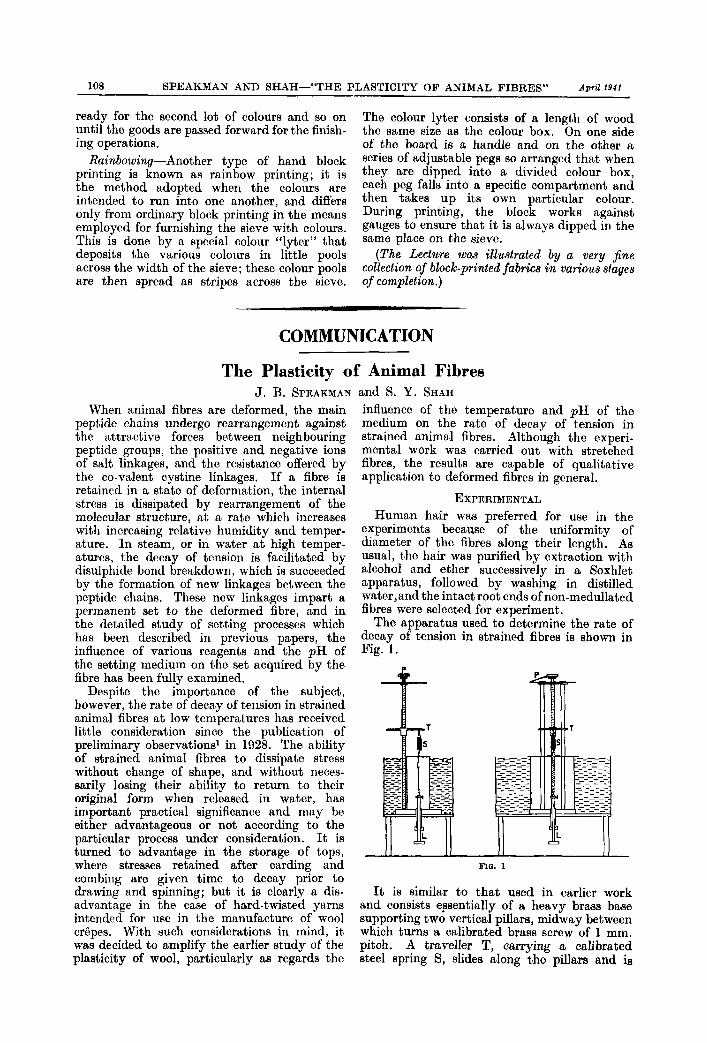
The apparatus used to determine the rate of decay of tension in strained fibres is shown in Fig. 1.
It is similar to that used in earlier work and consists epentially of a heavy brass base supporting two vertical pillars, midway between which turns a calibrated brass screw of 1 mm. pitch. A traveller T , carrying a calibrated steel spring S, slides along the pillars and is