Embed Size (px)
Citation preview
Guide to Fabricating FRP Composites with Corrosion-Resistant Vipel® Resins
www.corrosionresins.com
Acknowledgments & Credits
Cover photos, clockwise from upper left: PITSA Heil Process Equipment Belco Manufacturing Co. Inc. Tri-Clor, Inc
End-use application photos: Beetle Plastics Belco Manufacturing Containment Solutions, Inc. HEE Environmental Engineering Heil Process Equipment JTI Companies PITSA Ram Fiberglass RL Industries, Inc. Tri-Clor, Inc. U.S. Composite Pipe, Inc. Materials & composite manufacturing photos: Heil Process Equipment JTI Companies Justin Tanks, LLC Plasteel International, Inc. RL Industries, Inc.
To the best of our knowledge, the information contained in this publication is accurate. However, we assume no liability for the accu-racy or completeness of such information. The data in this publication were gathered using generally accepted industry practices and equipment. Because equipment, material and environmental conditions may not be precisely the same, we cannot guarantee that oth-ers will achieve exactly the same results. The user of this publication is solely responsible for determining the suitability of the guide’s information to the user’s particular operation or end-use application.
Table of Contents
1. Introduction .............................................................. Page 3
2. Selecting a Corrosion Resin System ............................. Page 4
3. Selecting Reinforcements ............................................ Page 12
4. Initiator, Promoters and Other Additives ....................... Page 16
5. Resin Quality Assurance and Record Keeping ............... Page 20
Table 1. Common Quality Control Tests ..................... Page 22
Table 2. Getting Started with Quality Assurance Equipment .................................. Page 23
6. Resin Handling, Safety and Regulatory Issues ............... Page 24
7. Composite Processing Guidelines ................................ Page 26
8. Appendix Typical Formulations and Gel Times of Select Vipel® Resins ............................................ Page 32
Trademark Notices ................................................. Page 36
Vipel Corrosion Resin Cross Reference ...................... Page 37
1
1Introduction
2
Portion of a blower fanVipel® K022-CCHeil Process Equipment
Depending on the experience and expertise of the reader, this guide can serve as a reference source, a shop handbook or an educational tool. It has been prepared primarily for fabricators who may benefit from AOC resin technology to make fiber-reinforced polymer (FRP) composites that will be used in corrosive environ-ments. This publication may also prove helpful to engineers, consultants, facility managers and other decision-makers who recommend, design or use composites for their corrosion-resistant properties.
In thousands of locations around the world, FRP composites made with AOC res-ins have been fighting the high cost of corrosion for decades. Vipel® chemistries have set the global standard for large diameter water and sewer pipes, under-ground fuel storage tanks and sewer line rehabilitation. Applications using Vipel corrosion-resistant resin technology are also found in chemical processing plants, mineral solvent extraction operations, power generation sites and food processing facilities.
AOC continues its leadership in corrosion-resistant composites with a wide range of Vipel thermoset resins designed to resist corrosive attack from chemicals, mois-ture, thermal cycles and fatigue-stress. Certain Vipel products are also designed for food contact, potable water, pharmaceutical and other applications requiring regulatory compliance from such authorities as the U.S. Food and Drug Admin-istration (FDA) and the U.S. Department of Agriculture (USDA). For specific re-quirements, there are Vipel resin grades for flame retardance, low smoke, higher temperature resistance and higher mechanical properties.
You can use this manual to determine which Vipel corrosion resin from AOC meets specific performance requirements without over designing – or overpricing – the application. Because Vipel resin technology is part of an engineered material system, this guide also covers: reinforcement selection, catalysts and related chem-istries, performance additives, quality checks and record keeping. In addition, the guide covers important issues related to fabri-cation, the environment, health and safety.
ScrubberVipel® K022-CC
HEE Environmental Engineering
3
1

2Selecting a Corrosion Resin System
4
Stack liner rib sectionVipel® K022-ACTri-Clor
Fabricator responsibility Most fabricators warrant materials, workman-ship and compliance with referenced standards. Material warranties generally exclude corrosion resistance or performance. The chemical make-up and process are controlled by the user, not the fabricator. While most users accept these condi-tions, the fabricator has the ultimate responsi-bility for proper resin selection. Resin manufac-turers provide critical resin physical property, regulatory, laminate corrosion resistance and laminating process and cure system data.
AOC is committed to providing the fabricator and his customer the best information possible to guide the selection of resin systems with ultimate confidence in equipment performance.
What the fabricator needs to know Reliable resin selection demands accurate and complete information about the application and use of the proposed equipment. When the cus-tomer is depending on the fabricator to make the resin selection, detailed service information is needed. The fabricator should demand the data even when the customer clearly specifies a particular resin and inquires about the accept-ability of alternate resins.
Frequently the user will identify a resin system by name and provide detailed laminate construc-tions for particular applications. These require-ments may be based on past experience, resin manufacturer recommendations, the supplier of the chemicals being handled, or the manufac-turer of an equipment package.
The fabricator should always verify the source of the selection and the acceptability of alter-nate systems. In the absence of clear informa-tion from the user, the fabricator should confirm the user’s stipulation in writing and absolve his/her company of any selection responsibil-ity. The conscientious fabricator wants to do the best possible job for the customer. It can only be done with thorough and accurate information about the chemical service and the process conditions.
The chemical environment and service temperature typically govern the selection of resins for corrosion resistant equipment. Other factors which may influ-ence the selection include:
•Knowledgeableusers specifyparticular resinsorgeneric resin types based on past experience with FRP equipment in their plants.
•Engineering firms tend to specify several resinsbased on guidance from resin suppliers and fabri-cators when generating specifications for particular industries and processes.
•Mechanical and structural performance require-ments may be more significant than the chemical ex-posure.
•If historical chemical performance or publishedexposure data is not available, laboratory testing of candidate resins is dictated.
•Economic considerations are more important tothe decision-maker than long-term performance or life cycle cost.
•Thefabricatorcontrolstheselectionbasedontheuser’s inexperience, or satisfaction from prior pur-chases.
•The fabricator’s compliance with U.S. Environ-mental Protection Agency (EPA) Maximum Achiev-able Control Technology (MACT) standards for the reinforced plastic industry dictate accountability of resin consumption by Hazardous Air Pollutant (HAP) content. For corrosion resins, the regulated HAPs are styrene and methyl methacrylate monomers.
5
2
Rinse tank designPITSA
Fabricator recommendation
When the user, specifer or owner depends on the fabricator to make a recommendation for selection of the resin system, be certain the user states all aspects of the application and service. Some infor-mation in the following checklist of application and service factors does not directly impact resin selec-tion but clearly influences the acceptable design. To select the proper resin system, determine:
•The common name and, when possible, the chemical name of the substance to which the com-posite will be exposed. For example, muriatic is a common name for hydrochloric acid. This type of information is generally contained in the Material Safety Data Sheet for the medium.
•The concentration of each of the chemical com-ponents. In waste streams or other mixtures, it is imperative that every component be identified by chemical name and concentration.
•Specific gravity of each chemical solution or mixture.
•pH, if it is an aqueous system.
•Normal operating temperature range. Include any anticipated temperature excursions due to process upset or other abnormal condition.
•Maximum use temperature – not maximum de-sign temperature. Refer to AOC Resin Data Sheets for specific information about resin heat deflection temperature.
•Pressure and/or vacuum conditions. For tanks it is also important to know if filling will be by pres-sure such as from a tank truck. Closed vent systems must be clearly identified with a statement of pres-sure drop to be applied to the equipment.
•Length of exposure to the medium if less that continuous. In unusual cases, only a short period of exposure is to be expected. For example, the laminate may need to only withstand occasional splashes.
•Process description – where a reaction such as neutralization takes place in the tank. Exothermic re-actions must be described with detailed temperature range from the start to the maximum with control methodologies to insure operating temperature lim-its are not exceeded. Time range may also be impor-tant to avoid thermal shock.
•Flow rates – range of inlet and outlet flows.
•Fire retardancy, where applicable. This must be clearly stated, including flame spread rating and smoke requirements.
• Installation location (indoors or outdoors). If outdoors, annual ambient temperature ranges, local wind, snow load and seismic requirements are needed.
• Insulation and heating requirements. This is particularly important when freeze protec-tion or other temperature maintenance is dictated. When heating coils are used, adequate clearance at coil entry and exit nozzles must be provided to prevent localized overheating.
•Agitation and/or re-circulation re-quirements. Tank supported agitation equipment can significantly impact design considerations. All loads must be provided including dead weight, horsepower, and imposed torque and bending moments. Side entry mixers should be independently supported. Re-circula-tion should not interfere with normal fill, outlet or overflow openings.
•Other mechanical loads – such as platforms or walkways that may need to be supported on the equipment.
•Food and drug requirements. Use in food and drug applications must be identified where applicable.Cleaning and sterilization techniques can be more severe than the chemical exposure. Composite applications in food and pharmaceu-tical processing must meet requirements for food contact and resistance to specific cleaning and sterilization materials and techniques. AOC offers resins that comply criteria of the U.S. Food and Drug Administration (FDA). Refer to AOC resin data sheets for specific information.
6
AOC Corrosion Resistant Resin Guide AOC has a Corrosion Resistant Resin Guide both in print form and on its dedicated corrosion resins Web site www.corrosionresins.com. Normally a suitable resin can be selected from the Corrosion Resistant Resin Guide based on the information covered in the previous section.
The temperature data presented in the guide repre-sent the highest temperature at which the individual resin has demonstrated acceptable service in either a laboratory environment, other similar service or actual field use. Refer to AOC Resin Data Sheets for specific information about resin heat deflection temperature. Environments not tested may be done at customer re-quest. Serviceability should not be interpreted to mean the full retention of all visual and mechanical proper-ties, but rather an expectation of how a properly de-signed and fabricated structure will perform.
The resistance of Vipel® resins to the chemical envi-ronments listed in the guide has been established ac-cording to ASTM C581 or in actual use. The ASTM C581 immersion test is generally more stringent than actual service conditions. The list does not apply to mixtures of different media unless explicitly stated. It contains chemically declared media and some brand name chemicals, which were not precisely identified with respect to chemical composition.
Short exposure periods at higher temperatures usually do not affect product integrity if the heat distortion temperature of the cured resin is not exceeded. However, the highest temperature reached and exposure duration at this tempera-ture should be indicated when making inquiries.
In those instances where the specific applica-tion is not listed, the fabricator is encouraged to contact AOC. The checklist information above should be included and should be directed to: Corrosion Product Leader AOC 950 Highway 57 East Collierville, TN 38017 Phone: (901) 854-2800 Fax: (901) 854-2895
The “Corrosion Advisor” button on the AOC cor-rosion website (www.corrosionresins.com) pro-vides a direct link to send an e-mail message with this information to the Corrosion Product Leader.
Resin Selection Options The fabricator has a number of options that can influence the resin selection process. Less aggres-sive chemical environments result in a broader range of possible resins. More aggressive ser-vices typically leave fewer choices. Furthermore, the selected resin system must have reasonable processing characteristics in the various molding and fabrication operations to be used.
AOC Vipel resins listed in this guide are suit-able for typical hand lay-up, spray-up and fila-ment winding processes, principally used in the manufacture of tanks, pipe, duct and other cor-rosion resistant equipment. Brief descriptions of available resin technologies follow. To assist the fabricator with more detailed resin information, typical formulations and gel times of select Vipel resins are listed in the Appendix of this guide. AOC technical support can also help fabricators develop formulations for closed mold processes such as resin transfer molding, resin transfer molding light and resin infusion.
CAUTION: Many applications and chemical services listed in the guide make reference to NOTES in the column adjacent to the chemical. These notes are an integral part of the listing rec-ommendation and must be strictly followed. The notes indicate application-specific requirements
7
2
for veil materials, cure systems, liner construction, thickness and post cure.
Resin TechnologiesAOC manufactures a wide range of corrosion resis-tant products comprised of vinyl esters and polyesters. Vinyl ester resins include bisphenol A epoxy and ep-oxy novolac products. Polyesters include isophthalic, terephthalic and chlorendic products. Vinyl esters are sold to the chemical, pulp and paper, pharmaceutical, mining, power, food and high purity markets. Vinyl esters and polyesters are used for municipal water and waste treatment and a wide range of general chemical and food processing applications. High tensile elon-gation properties of bisphenol A vinyl esters provide superior toughness for improved impact resistance.
Vinyl EstersMost vinyl ester resins are provided unpromoted to give the fabricator maximum flexibility in formulaing to meet in-shop process and cure requirements. Less experienced fabricators are urged to carefully study
the formulations provided and consult the AOC Product Leader for guid-ance in developing pro-moted cure systems.
Bisphenol A epoxy vi-nyl esters are well suited to all processes and are compatible with most veil and reinforcement ma-terials. These resins also have the greatest range of promoter and initiator system flexibility. Special-ized systems like BPO/DMA cures for sodium
hypochlorite service work reliably with these resins. Other systems are available for thick parts and thin parts where gel time and exotherm temperature flex-ibility is important. Vipel® F010 series resins are the most commonly used resins for corrosion service. The styrene content of Vi-pel F010 is relatively low which helps fabricators meet MACT requirements.
Vipel F007 has an even lower styrene content and is a possible alternative. Vipel F010 will have better corro-sion resistance in most harsh chemical environments.
Vipel F017 is an elastomeric epoxy vinyl ester used for bonding primer applications and where inherent toughness is required.
Vipel K022 fire-retardant bisphenol A epoxy vinyl esters are for fire and corrosion resistant service. Vipel K022 series includes several technologies: •VipelK026-AAseriesmeetsClassIflamespreadand smoke development code requirements as tested per ASTME 84 without the use of synergists. This ver-sion is the highest in specific gravity. •VipelK022-ACseriesmeetsClassIflamespreadcode requirements as tested per ASTM E84 without the use of synergists. It is suggested for chimney liner applications. •VipelK022-CCseriesmeetsClassIflamespreadcode requirements as tested per ASTM E84 with the addition of 1.5% antimony trioxide. It is suitable for a wide range of applications. •VipelK022-CNseriesmeetsClassIflamespreadcode requirements as tested per ASTM E84. It does contain synergistic antimony products. The primary use is for structural parts. •VipelK022-EseriesmeetsClass Iflamespreadcode requirements as tested per ASTM E84 without the addition of synergists. The product is designed for infusion processes.
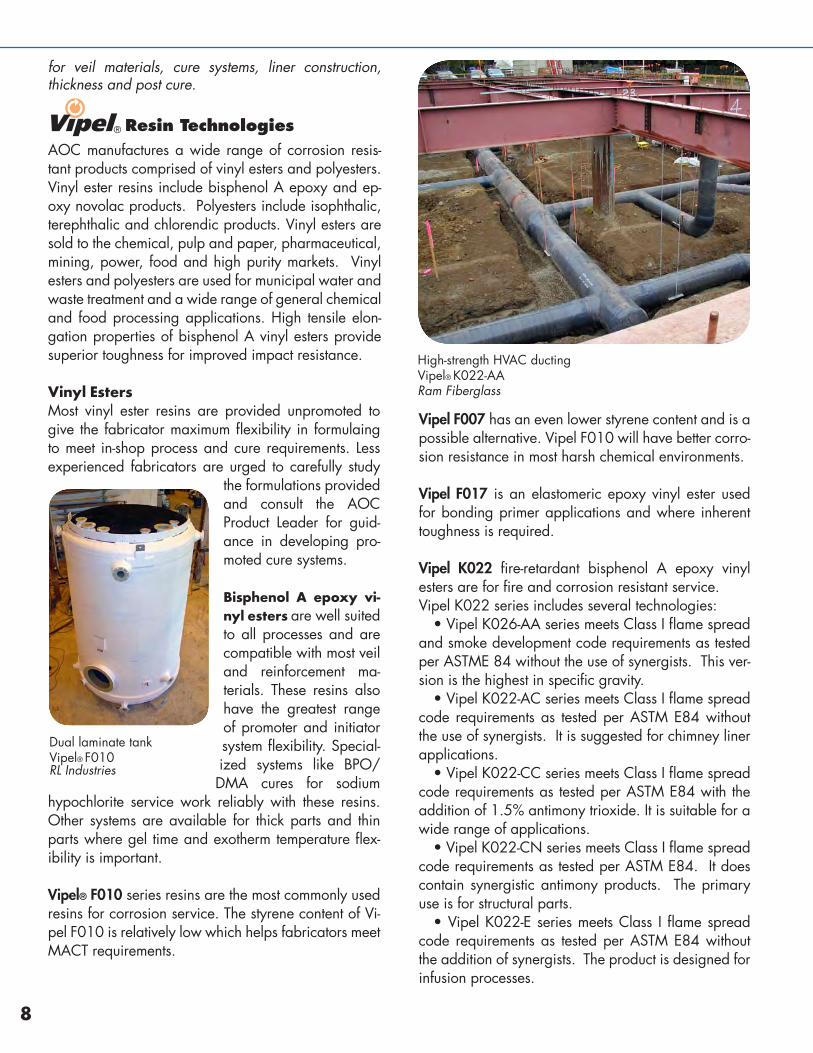
High-strength HVAC ductingVipel® K022-AA Ram Fiberglass
8
®
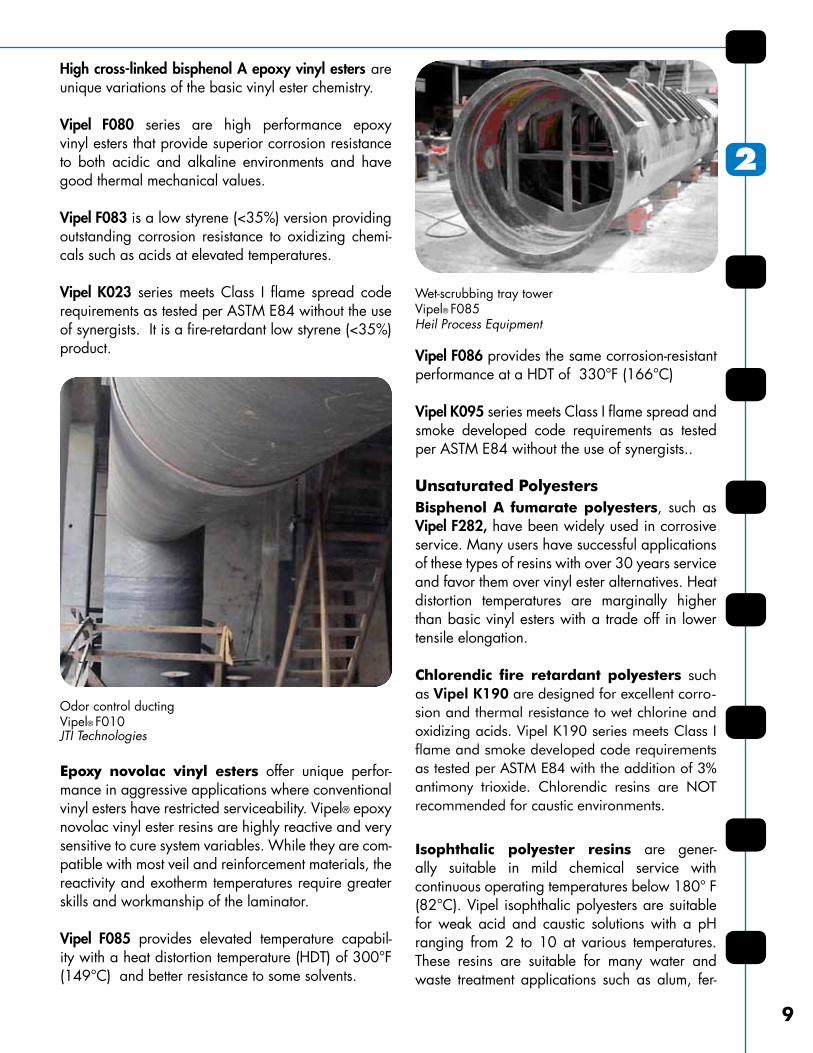
Dual laminate tankVipel® F010 RL Industries
High cross-linked bisphenol A epoxy vinyl estersareuniquevariationsofthebasicvinylesterchemistry.
Vipel F080 series are high performance epoxyvinylestersthatprovidesuperiorcorrosionresistanceto both acidic and alkaline environments and havegoodthermalmechanicalvalues.
Vipel F083isalowstyrene(<35%)versionprovidingoutstanding corrosion resistance tooxidizing chemi-calssuchasacidsatelevatedtemperatures.
Vipel K023 seriesmeetsClass I flame spread coderequirementsastestedperASTME84withouttheuseofsynergists.Itisafire-retardantlowstyrene(<35%)product.
Epoxy novolac vinyl esters offer unique perfor-manceinaggressiveapplicationswhereconventionalvinylestershaverestrictedserviceability.Vipel®epoxynovolacvinylesterresinsarehighlyreactiveandverysensitivetocuresystemvariables.Whiletheyarecom-patiblewithmostveilandreinforcementmaterials,thereactivityandexothermtemperaturesrequiregreaterskillsandworkmanshipofthelaminator.
Vipel F085 provides elevated temperature capabil-itywithaheatdistortiontemperature(HDT)of300°F(149°C)andbetterresistancetosomesolvents.
Vipel F086 providesthesamecorrosion-resistantperformanceataHDTof330°F(166°C)
Vipel K095seriesmeetsClassIflamespreadandsmoke developed code requirements as testedperASTME84withouttheuseofsynergists..
Unsaturated PolyestersBisphenol A fumarate polyesters, suchasVipel F282,havebeenwidelyusedincorrosiveservice.Manyusershavesuccessfulapplicationsofthesetypesofresinswithover30yearsserviceandfavorthemovervinylesteralternatives.Heatdistortion temperatures are marginally higherthanbasicvinylesterswithatradeoffinlowertensileelongation.
Chlorendic fire retardant polyesters such as Vipel K190 are designed for excellent corro-sion and thermal resistance to wet chlorine and oxidizing acids. Vipel K190 series meets Class I flame and smoke developed code requirements as tested per ASTM E84 with the addition of 3% antimony trioxide. Chlorendic resins are NOT recommended for caustic environments.
Isophthalic polyester resins are gener-ally suitable in mild chemical service withcontinuousoperatingtemperaturesbelow180°F(82°C).Vipelisophthalicpolyestersaresuitableforweakacidand caustic solutionswith apHranging from2 to 10 at various temperatures.These resins are suitable for many water andwaste treatment applications suchasalum, fer-
Wet-scrubbingtraytowerVipel®F085Heil Process Equipment
9
OdorcontrolductingVipel®F010JTI Technologies
2
ric chloride, coagulant aids, potable water, municipal waste water and water-based polymer emulsions. Re-fer to the AOC Corrosion Resistant Resin Guide for specific recommendations.
Isophthalic resins are considerably less expensive than vinyl esters and are easier to work with in some fabri-cating operations. Because of the lower cost, for less demanding environments, these resins are often used in the structural layers behind inner corrosion barriers constructed with premium corrosion-resistant resins. Isophthalics are usually pre-promoted and provided with reasonable gel times for most hand lay-up and spray-up using conventional room temperature MEK peroxide cure systems. The absence of fabricator measuring and promoting requirements enhances the savings.
Vipel® F701 isophthalic polyester is a classic 1:1 isophthalic acid/maleic anhydride resin with excellent handling and processing characteristics. Vipel F701 has been used extensively in a variety of mildly corro-sive environments for storage vessel, piping, potable water, food grade, pollution abatement, ductwork and other applications.
Vipel F701-S series products contain less styrene in order to address MACT compliance issues.
Vipel F737 and Vipel F739 are resilient isophthalic polyester resins. These resins also have excellent han-dling and processing characteristics; are ideally suited for aqueous environments and are proven products for many large diameter pipe applications such as intake and outlet pipes for power stations.
Vipel F707 is a NPG (neopentyl glycol) version that will adhere to certain grades of PVC. Bonding tests are needed to confirm that adequate adhesion is ob-tained.
Vipel F764 is a high cross linked isopolyester resin and meets Underwriters Laboratories® 1316 and 1746 re-quirements for underground storage applications. UL 1316 applies to all-composite underground storage tanks for petroleum products, alcohols and alcohol-gasoline mixtures. UL 1746, Parts II and III, applies to steel tanks that are protected with an external polymer composite laminate.
Vipel K733 series are fire retardant isophthalic resins. Vipel K733-A series meet Class I code flame spread requirements when tested per ASTM E84 without the use of synergists. Vipel K733-B series require addition of 1.5% antimony trioxide to meet Class I code flame spread requirements when tested per ASTM E84.
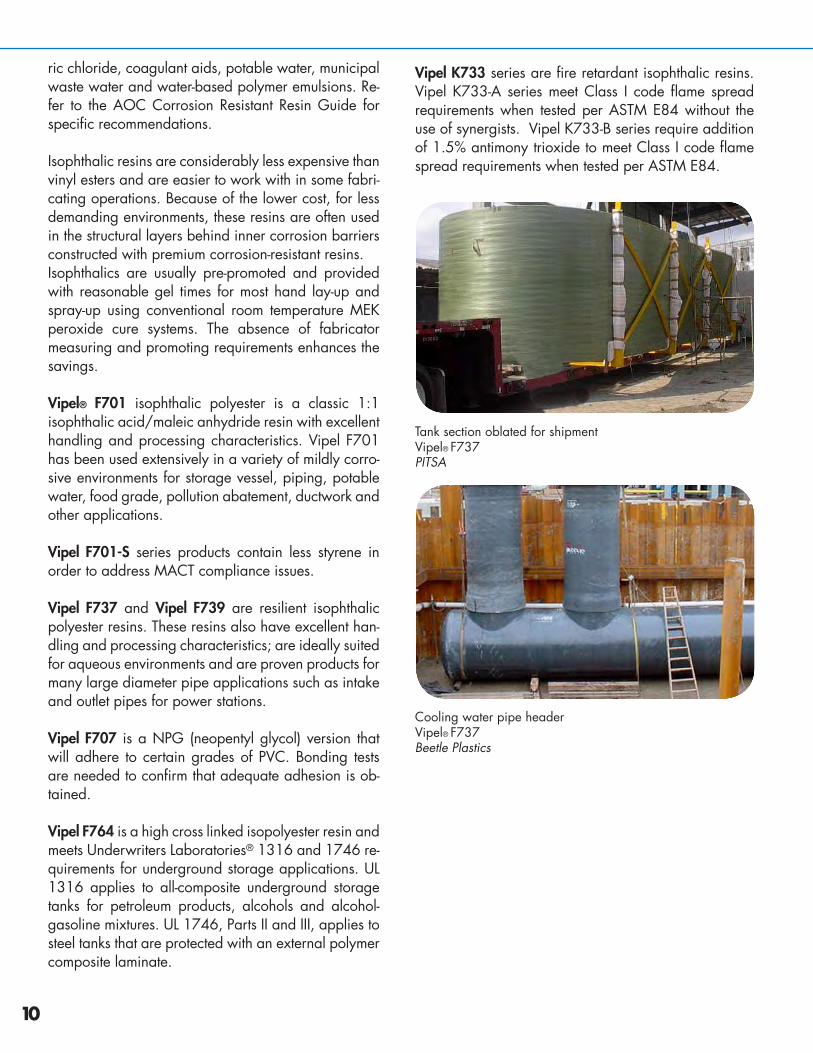
Tank section oblated for shipmentVipel® F737 PITSA
Cooling water pipe headerVipel® F737 Beetle Plastics
10
Terephthalic polyester resins are chemically similar to isophthalic resins and provide corrosion-resistant service that competes very favorably with isophthal-ics. Since terephthalics generally have a higher heat distortion temperature and higher elongation than isophthalics, terephthalics are generally recommend-ed over isophthalics except where UV resistance is required. The primary chemical difference between terephthalics and isophthalics is the type of acid – terephthalic or isophthalic – used to create the base polyester resin.
Vipel® F713 is a standard 1:1 terephthalic/maleic resin that also has excellent handling and processing characteristics.
Vipel F774 is a high crosslinked version engi-neered primarily for composite underground fuel storage tanks but may be used for any applica-tion needing resistance to a wide range of sol-vents and chemicals, including many acidic solu-tions. These resin technologies meet Underwriters Laboratories® 1316 and 1746 requirements for underground storage applications.
Product Selection Guide The AOC Product Selection Guide is designed to help fabricators select the optimum Vipel resin that meets the needs for value and performance. The Product Selection Guide lists and describes Vipel resins by resin type and product series designa-tion. The Product Selection Guide also has a Cross Reference to AOC Corrosion Resins that lists simi-lar resins from other major corrosion resistant res-in manufacturers. This table can help fabricators select the appropriate AOC resin or resins where specifications allow “or equal” or “equivalent” substitution. This Cross Reference is also included in the Appendix of this publication. If you would like a copy of the most current Product Selection Guide, contact your AOC Corrosion Specialist or download a copy from www.corrosionresins.com.
11
2
�����������������������������������������������������������
�����������������������
�������������������������������������������������������������������������������������������������
��������������������������������������������������������������������������������������������������
���������������������������������������������������������������������������������������������������������
�����������������������������������������������������������������������������������������������������
������������������������������������������������������������������������������������������������������
���������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
������������������������������������������������������������������������������������
�����������������������������������������������������������������������������������������������������
�������������������������������������������������������
���������������������������������������������������������
���������������������������������������������������
�����������������������������������������������������������
���������������������������������������������������
����������������������������������������������������
���������������������������������������������������
���������������������������������������������������������
�������������������������������������������������������
����������������������������������������������������
������������������������������������������������������
�����������������������������������������������������
�����������������������������������������������������
���������������������������������������������������
������������������������������������������
���������
����������������
���������������������������������������������������������������������������������������
�������������������������������������������������������������������������������������������
Underground storage tanksVipel® F774 Containment Solutions
Section of sewer interceptorVipel® F701 U.S. Composite Pipe
3Selecting Reinforcements
12
Fiberglass woven roving
Selection of reinforcements is not as complex as se-lection of resins. Chemical service can influence the selection of veil material for exposed surfaces and the type of glass for gun rovings and mats used in inte-rior layers adjacent to the surface. Industry standards, project specifications, fabrication processes and ap-plication techniques usually include stipulations for the other forms of reinforcement to be used.
Surface Veils
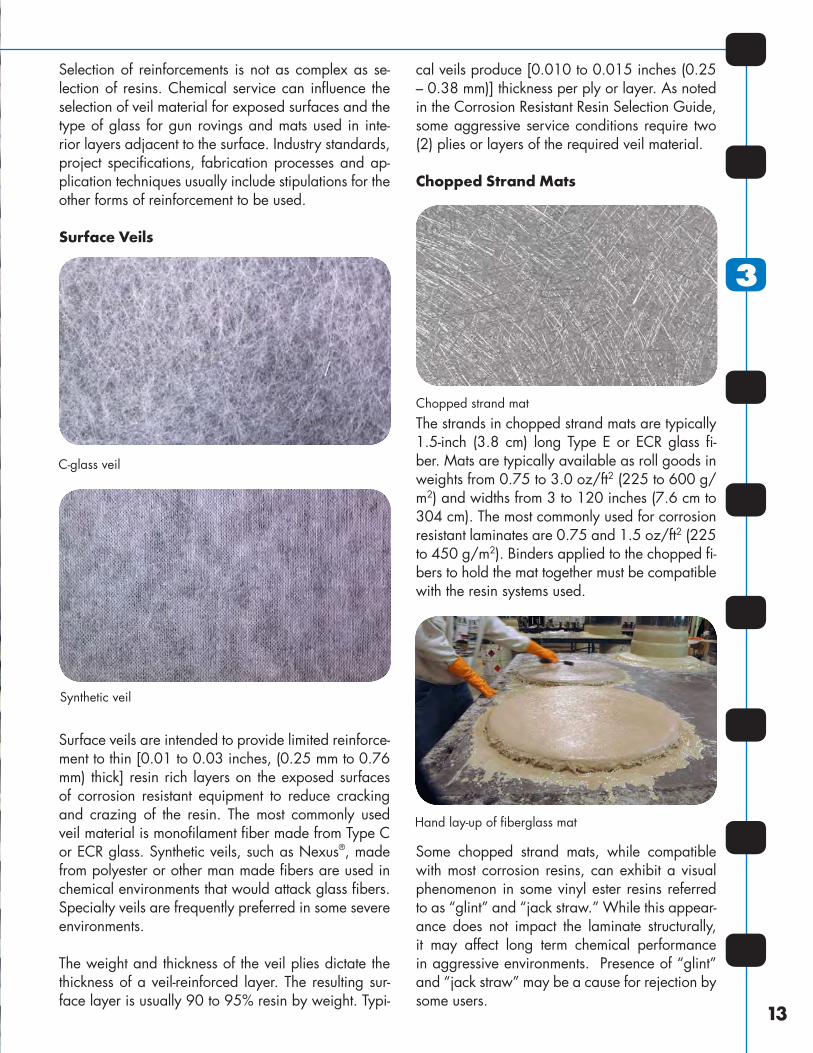
Surface veils are intended to provide limited reinforce-ment to thin [0.01 to 0.03 inches, (0.25 mm to 0.76 mm) thick] resin rich layers on the exposed surfaces of corrosion resistant equipment to reduce cracking and crazing of the resin. The most commonly used veil material is monofilament fiber made from Type C or ECR glass. Synthetic veils, such as Nexus®, made from polyester or other man made fibers are used in chemical environments that would attack glass fibers. Specialty veils are frequently preferred in some severe environments.
The weight and thickness of the veil plies dictate the thickness of a veil-reinforced layer. The resulting sur-face layer is usually 90 to 95% resin by weight. Typi-
cal veils produce [0.010 to 0.015 inches (0.25 – 0.38 mm)] thickness per ply or layer. As noted in the Corrosion Resistant Resin Selection Guide, some aggressive service conditions require two (2) plies or layers of the required veil material.
Chopped Strand Mats
The strands in chopped strand mats are typically 1.5-inch (3.8 cm) long Type E or ECR glass fi-ber. Mats are typically available as roll goods in weights from 0.75 to 3.0 oz/ft2 (225 to 600 g/m2) and widths from 3 to 120 inches (7.6 cm to 304 cm). The most commonly used for corrosion resistant laminates are 0.75 and 1.5 oz/ft2 (225 to 450 g/m2). Binders applied to the chopped fi-bers to hold the mat together must be compatible with the resin systems used.
Some chopped strand mats, while compatible with most corrosion resins, can exhibit a visual phenomenon in some vinyl ester resins referred to as “glint” and “jack straw.” While this appear-ance does not impact the laminate structurally, it may affect long term chemical performance in aggressive environments. Presence of “glint” and “jack straw” may be a cause for rejection by some users.
C-glass veil
Synthetic veil
Chopped strand mat
13
Hand lay-up of fiberglass mat
3
Woven Roving, Specialty Fabrics Woven roving [24 oz/yd2 (814 g/m2)] is the most commonly used supplemental reinforcement for hand lay-up and spray-up structural layers in corrosion resis-tant laminates. These materials are usually preceded and followed by a layer of chopped strand mat or spray-up equivalent to avoid adjacent woven plies. Accepted industry practice is to alternate mat or chop plies with these fabric reinforcements.
Bi-directional fabrics are similar to woven roving ex-cept that the rovings are held together with a non-glass knitted stitch yarn. This keeps the rovings straight in the finished laminate and tends to increase the physi-cal properties in comparison to woven roving.
Uni-directional fabrics are used to impart strength in one direction. Uni-directional fabrics generally have the glass fibers in the fill direction (across the width of the roll) and the knitting yarns in the weft direction (the length of the roll). These fabrics are frequently added to filament wound structures to add longitudinal or axial strength, particularly where the winding angle is shallow (nearly circumferential). These materials are
available in a variety of widths from 4 inches to 120 inches (10.2 to 305 cm) depending on the type of product and the weaving or knitting process and ma-chinery used.
Combination Fabrics These fabrics are a combination of chopped strand mat with woven roving or bi-directional fabric on a single roll. Numerous weight combinations and widths are available. The most common combination is a 1.5 oz/ft2 (450 g/m2) mat attached to a [(24 oz/yd2 (814 g/m2)] woven roving or [(18 oz/yd2 (610 g/m2)] bidirectional fabric. These specialty materials are convenient for exterior joints in pipe, tanks and duct. Some specifications restrict or prohibit the use of this type of reinforcement without prior written approval.
Gun Roving Gun roving is a continuous fiber suitable for chopping or cutting with a conventional spray-up chopper gun. The roving is delivered in a coreless package called a “doff” or ball. The density of the material is typically given as the “yield” expressed in yd/pound. Typical gun roving yields are in the 210 to 230 yd/pound (423 to 463 m/kg) range. Gun rovings are usually Type “E” glass. Type “ECR” rovings are also available and provide better chemical performance in aggres-sive environments.
As with chopped strand mat, the binder on the roving must be compatible with the resin system being used. The binder or sizing on the roving also impacts the processing attributes such as choppability, fiber fall-out from the resin glass stream, degree of static build-up and catenary.
Woven roving
Unidirectional fabric
Gun roving
14
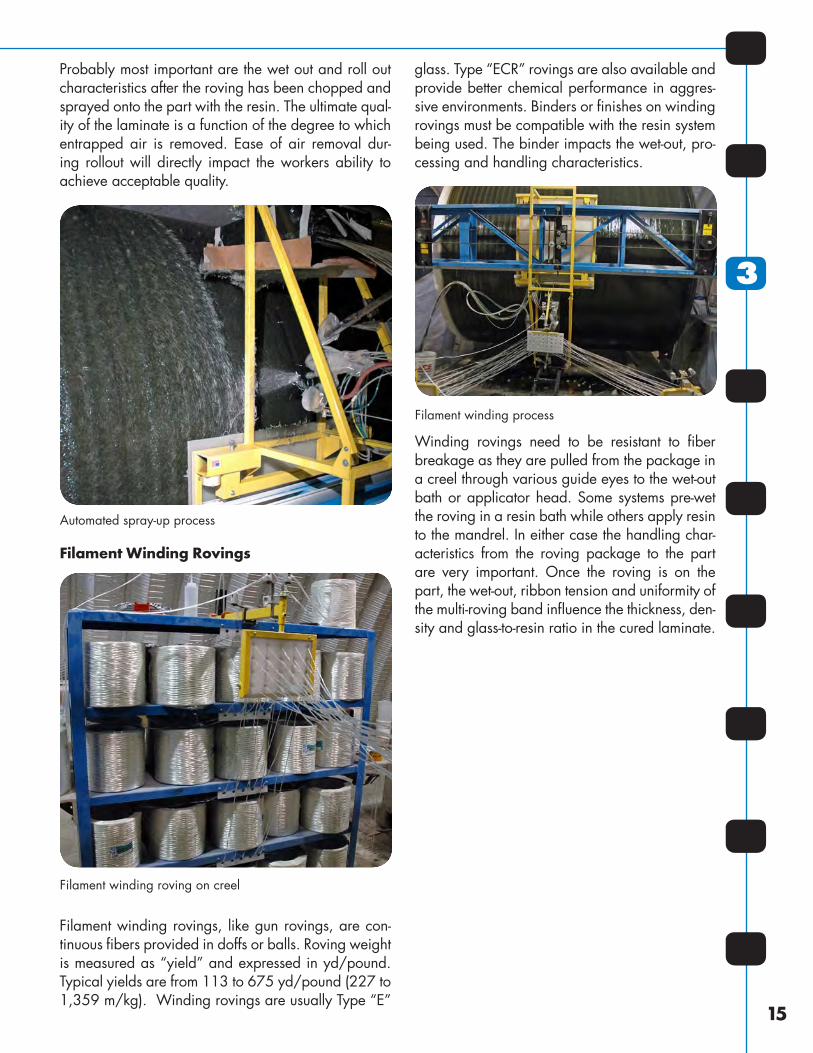
Probably most important are the wet out and roll out characteristics after the roving has been chopped and sprayed onto the part with the resin. The ultimate qual-ity of the laminate is a function of the degree to which entrapped air is removed. Ease of air removal dur-ing rollout will directly impact the workers ability to achieve acceptable quality.
Filament Winding Rovings
Filament winding rovings, like gun rovings, are con-tinuous fibers provided in doffs or balls. Roving weight is measured as “yield” and expressed in yd/pound. Typical yields are from 113 to 675 yd/pound (227 to 1,359 m/kg). Winding rovings are usually Type “E”
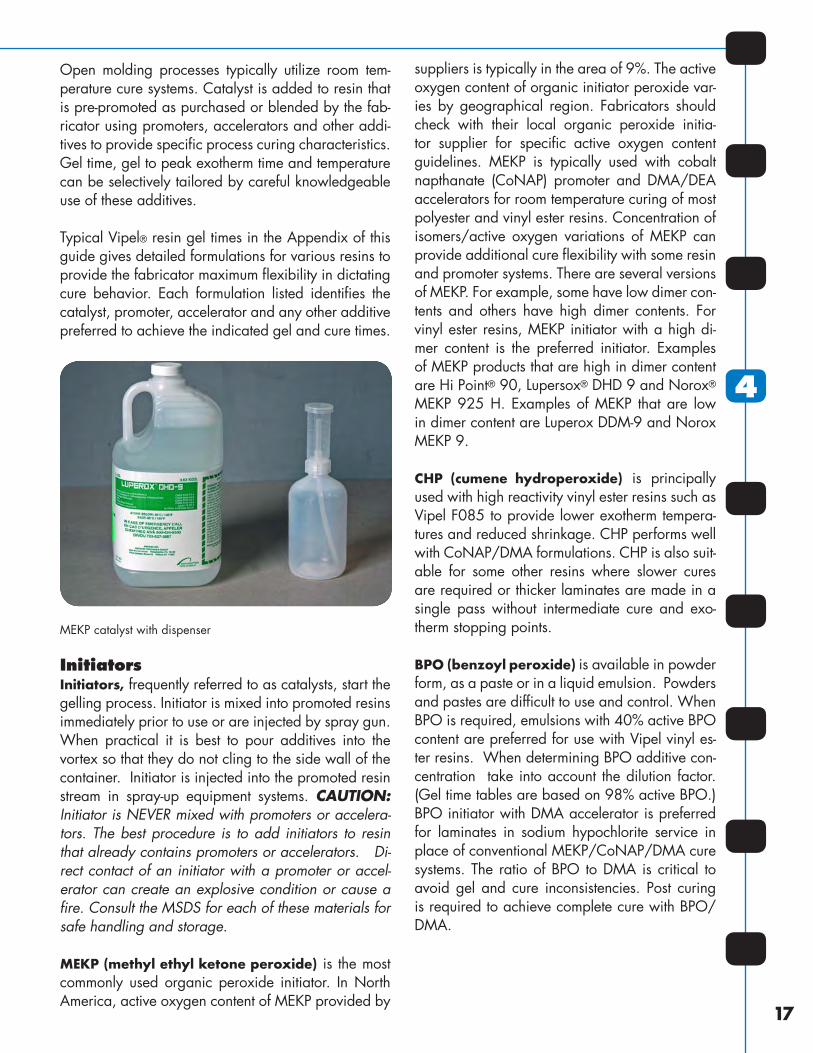
glass. Type “ECR” rovings are also available and provide better chemical performance in aggres-sive environments. Binders or finishes on winding rovings must be compatible with the resin system being used. The binder impacts the wet-out, pro-cessing and handling characteristics.
Winding rovings need to be resistant to fiber breakage as they are pulled from the package in a creel through various guide eyes to the wet-out bath or applicator head. Some systems pre-wet the roving in a resin bath while others apply resin to the mandrel. In either case the handling char-acteristics from the roving package to the part are very important. Once the roving is on the part, the wet-out, ribbon tension and uniformity of the multi-roving band influence the thickness, den-sity and glass-to-resin ratio in the cured laminate.
Filament winding roving on creel
15
Filament winding process
Automated spray-up process
3

16
4Initiator,Promoters and Other Additives
Adding promoter to unpromoted resin
Open molding processes typically utilize room tem-perature cure systems. Catalyst is added to resin that is pre-promoted as purchased or blended by the fab-ricator using promoters, accelerators and other addi-tives to provide specific process curing characteristics. Gel time, gel to peak exotherm time and temperature can be selectively tailored by careful knowledgeable use of these additives.
Typical Vipel® resin gel times in the Appendix of this guide gives detailed formulations for various resins to provide the fabricator maximum flexibility in dictating cure behavior. Each formulation listed identifies the catalyst, promoter, accelerator and any other additive preferred to achieve the indicated gel and cure times.
Initiators Initiators, frequently referred to as catalysts, start the gelling process. Initiator is mixed into promoted resins immediately prior to use or are injected by spray gun. When practical it is best to pour additives into the vortex so that they do not cling to the side wall of the container. Initiator is injected into the promoted resin stream in spray-up equipment systems. CAUTION: Initiator is NEVER mixed with promoters or accelera-tors. The best procedure is to add initiators to resin that already contains promoters or accelerators. Di-rect contact of an initiator with a promoter or accel-erator can create an explosive condition or cause a fire. Consult the MSDS for each of these materials for safe handling and storage.
MEKP (methyl ethyl ketone peroxide) is the most commonly used organic peroxide initiator. In North America, active oxygen content of MEKP provided by
suppliers is typically in the area of 9%. The active oxygen content of organic initiator peroxide var-ies by geographical region. Fabricators should check with their local organic peroxide initia-tor supplier for specific active oxygen content guidelines. MEKP is typically used with cobalt napthanate (CoNAP) promoter and DMA/DEA accelerators for room temperature curing of most polyester and vinyl ester resins. Concentration of isomers/active oxygen variations of MEKP can provide additional cure flexibility with some resin and promoter systems. There are several versions of MEKP. For example, some have low dimer con-tents and others have high dimer contents. For vinyl ester resins, MEKP initiator with a high di-mer content is the preferred initiator. Examples of MEKP products that are high in dimer content are Hi Point® 90, Lupersox® DHD 9 and Norox® MEKP 925 H. Examples of MEKP that are low in dimer content are Luperox DDM-9 and Norox MEKP 9.
CHP (cumene hydroperoxide) is principally used with high reactivity vinyl ester resins such as Vipel F085 to provide lower exotherm tempera-tures and reduced shrinkage. CHP performs well with CoNAP/DMA formulations. CHP is also suit-able for some other resins where slower cures are required or thicker laminates are made in a single pass without intermediate cure and exo-therm stopping points.
BPO (benzoyl peroxide) is available in powder form, as a paste or in a liquid emulsion. Powders and pastes are difficult to use and control. When BPO is required, emulsions with 40% active BPO content are preferred for use with Vipel vinyl es-ter resins. When determining BPO additive con-centration take into account the dilution factor. (Gel time tables are based on 98% active BPO.) BPO initiator with DMA accelerator is preferred for laminates in sodium hypochlorite service in place of conventional MEKP/CoNAP/DMA cure systems. The ratio of BPO to DMA is critical to avoid gel and cure inconsistencies. Post curing is required to achieve complete cure with BPO/DMA.
17
4
MEKP catalyst with dispenser
Blended initiators Trigonox® 239A is an example of a proprietary blend of initiator that may reduce foaming in some vinyl es-ter resins.
Promoters and Accelerators CoNAP (cobalt naphthanate) promoter is typically a 6% solution in an organic solvent. Other versions such as 12% are available. The formulations provid-ed in the Appendix of this guide are based on 6% CoNAP solutions.
DMA (N,N di-methylaniline) is used as an accelera-tor in conjunction with CoNap promoter when using MEKP or CHP initiators or by itself with BPO. DMA is normally provided as a 100% active liquid however 10% active versions are available.
DEA (N,N di-ethylaniline) can be substituted for DMA in some systems to extend gel times and reduce exotherm temperatures in highly reactive systems. With respect to health safety, DEA is marginally safer than DMA. Consult the MSDS for current status
Inhibitors and Gel Time Extenders TBC (tert butyl catechol) is an inhibitor frequently added to styrene monomer to provide longer shelf life when the monomer is purchased in drum quantities. When any styrene containing TBC is added to promot-ed resin mixes, the resin gel time and cure characteris-
tics may be altered. TBC as purchased is usually 85% active inhibitor and should be used very carefully. A very small amount of TBC can have a significant and inconsistent impact on gel and cure. Addition of small quantities is best controlled using a 5 or 10% solu-tion in styrene and adjusting formulations accordingly. CAUTION: Care must be taken to prevent TBC solu-tions from contacting the skin. Refer to the MSDS.
2,4-pentanedione (2,4-P) is a gel time extender or retarder for vinyl ester resins; however, it is also a pro-moter for polyester resins. 2,4-P is recommended for long gel times because it has minimal effect on the ultimate cure. It is effective for MEKP and CHP initiator systems but is not effective with BPO initiator systems. Caution is needed using 2,4-P. Refer to the MSDS for handling instructions. Several of the tables in the Ap-pendix of this publication demonstrate formulations where gel times have been adjusted through the use of 2,4-P.
Other Resin Additives Other chemicals and materials may be added to the resin formulation to achieve specific end-use require-ments. Fabricators should review the appropriate lit-erature and check with an AOC technical representa-tive and the additive supplier to see how a particular additive’s use may affect resin processing or perfor-mance. Here are the more widely-used resin additives that unlike catalysts, promoters and inhibitors, are not directly related to resin cure:
Ultraviolet absorbers are typically added for appli-cations that must resist the degrading effects of long-term exposure to sunlight. UV absorbers are used on the exterior portion of the laminate and where specified by the buyer. Most specifications define the amount and type of UV absorber. Alternatively, the recommendation of UV absorber manufacturers can be followed. UV absorbers are most commonly added to the top coat but may be added at a lower loading to the structural layer.
Synergists may be added to added to fire retardant resins to meet specifications calling for code flame spread requirements. The most commonly used fire retardant synergist fillers are antimony oxides. These products are used with halogenated resins to enhance
18
Resin bath for filament winding
the fire retardant properties. Addition of these prod-ucts to non halogenated resins does not improve the flame resistance significantly. Antimony trioxide has been the most common product, and it should be in-corporated with a high shear mixer in order to ensure that the particles are suitably dispersed into the resin. Frequent mixing is recommended to prevent settling in the resin.
Liquid dispersions of antimony products are also available and preferred by many fabricators. Since the liquid dispersions such as Nyacol® APE3040 are only 40% active, this dilution factor must be taken into account. Nyacol is a dispersion of the synergist in a non corrosion-resistant resin. This should be taken into consideration for some severe corrosion applications. Generally, antimony oxides are not incorporated into the corrosion barrier, so this is not normally a concern. Some grades of antimony trioxide fillers and disper-sions have been known to cause gel drift. Thus any antimony oxide product should be added to the resin just prior to use and the gel time checked daily.
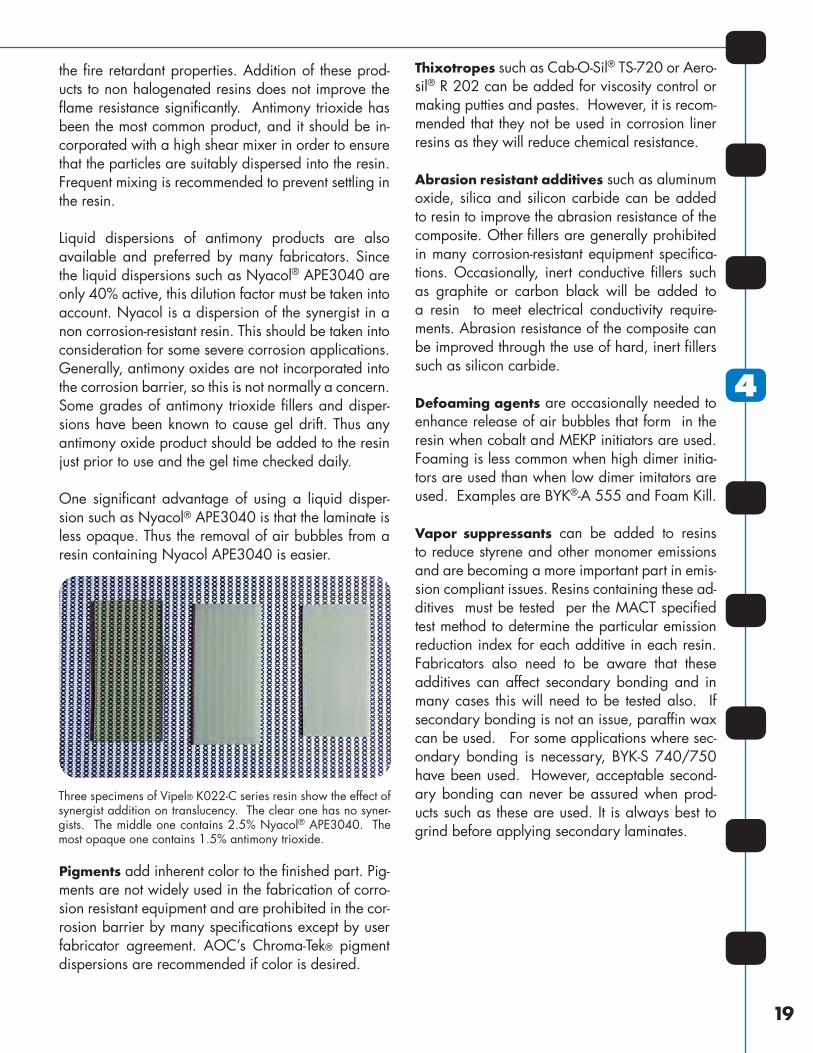
One significant advantage of using a liquid disper-sion such as Nyacol® APE3040 is that the laminate is less opaque. Thus the removal of air bubbles from a resin containing Nyacol APE3040 is easier.
Pigments add inherent color to the finished part. Pig-ments are not widely used in the fabrication of corro-sion resistant equipment and are prohibited in the cor-rosion barrier by many specifications except by user fabricator agreement. AOC’s Chroma-Tek® pigment dispersions are recommended if color is desired.
Thixotropes such as Cab-O-Sil® TS-720 or Aero-sil® R 202 can be added for viscosity control or making putties and pastes. However, it is recom-mended that they not be used in corrosion liner resins as they will reduce chemical resistance.
Abrasion resistant additives such as aluminum oxide, silica and silicon carbide can be added to resin to improve the abrasion resistance of the composite. Other fillers are generally prohibited in many corrosion-resistant equipment specifica-tions. Occasionally, inert conductive fillers such as graphite or carbon black will be added to a resin to meet electrical conductivity require-ments. Abrasion resistance of the composite can be improved through the use of hard, inert fillers such as silicon carbide.
Defoaming agents are occasionally needed to enhance release of air bubbles that form in the resin when cobalt and MEKP initiators are used. Foaming is less common when high dimer initia-tors are used than when low dimer imitators are used. Examples are BYK®-A 555 and Foam Kill.
Vapor suppressants can be added to resins to reduce styrene and other monomer emissions and are becoming a more important part in emis-sion compliant issues. Resins containing these ad-ditives must be tested per the MACT specified test method to determine the particular emission reduction index for each additive in each resin. Fabricators also need to be aware that these additives can affect secondary bonding and in many cases this will need to be tested also. If secondary bonding is not an issue, paraffin wax can be used. For some applications where sec-ondary bonding is necessary, BYK-S 740/750 have been used. However, acceptable second-ary bonding can never be assured when prod-ucts such as these are used. It is always best to grind before applying secondary laminates.
19
4
Three specimens of Vipel® K022-C series resin show the effect of synergist addition on translucency. The clear one has no syner-gists. The middle one contains 2.5% Nyacol® APE3040. The most opaque one contains 1.5% antimony trioxide.

20
5Resin QualityAssurance &RecordKeeping
Gel time test
Good recordkeeping is the essential first step to ensur-ing the quality and consistency of corrosion resistant parts. From incoming raw materials to finished parts shipment, the fabricator should keep a record of any variables that may affect the part’s ability to meet me-chanical and physical property targets. The fabricator should keep the quality control information provided by material suppliers.
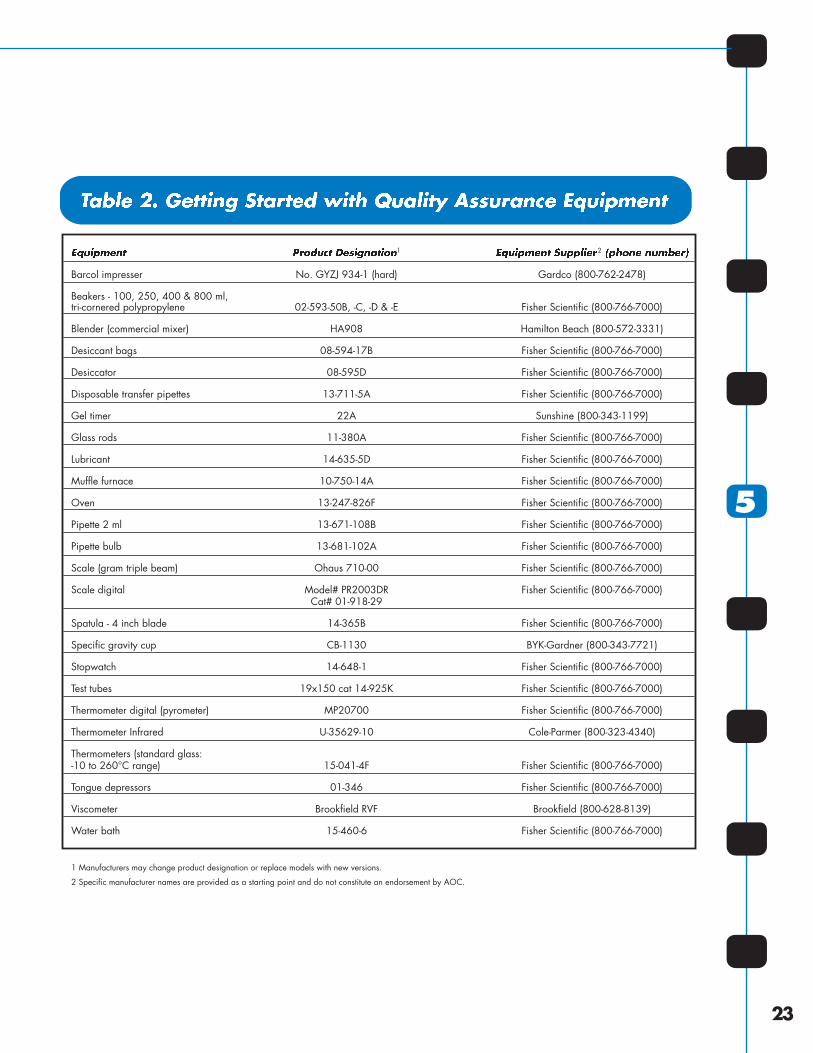
The quality assurance measurements in Table 1. “Com-mon Quality Control Tests” are conducted, using prop-erly maintained and calibrated equipment. A step-by-step protocol for each of the AOC test procedures is available on request and can also be obtained from the AOC Corrosion Specialist for your region. In addition to those pre-shipment tests performed by AOC, several tests that should be routinely checked by the fabricator are also listed. Table 2. “Getting Started with Quality Assurance Equipment” is intended for composite manu-facturing operations that may need help in selecting equipment for these measurements.
Quality Assurance Quality control testing guidelines on incoming raw ma-terials are listed in detail in ASME RTP-1. This is an excellent reference document for all corrosion fabrica-tors. An AOC certificate of analysis should accompany every batch of resin. If the certificate is lost in transit, fabricators are encouraged to obtain replacement cer-tificates from the producing AOC plant or the distribu-tor as needed. Fabricators who have quality control testing capability can compare their test results with the AOC results. If there is a significant variation between the two values, fabricators should contact the technical service lab at the AOC producing plant. Record Keeping ASME RTP-1 is also an excellent reference document for record keeping guidelines. Basic resin information that is useful for record keeping follows:
1) Identification of the resin used in the corrosion liner, structural layer and the topcoat. Include the batch number.
2) The amount and type of promoter, thixotrope, monomer, inhibitor, UV additive, styrene sup- pressant and other additives included in the resin formulation.
3) Type and quantity of catalyst used in the resin to manufacture the corrosion liner, structural layer and the topcoat. 4) Ambient temperature and the temperature of the resin used for all fabrication steps.
5) Viscosity and gel time of the resin. Gel times should be checked periodically for each application process.
6) Quantity of resin used in the manufac- ture of the corrosion liner, structural layer and the top coat.
7) The quantity of reinforcement should be recorded. If glass reinforcement is used, a close approximation the glass content would be an ash content.
8) AOC certificate of analysis and the fabricators comparative data.
9) Post cure temperature and time.
10) Mechanical testing on finished com- posites. Examples are flexural strength, flexural modulus, tensile strength, ten- sile modulus, glass resin ratio (by burn-out) and Barcol hardness. 11) Other records should be kept such as the thickness of the corrosion barri- er and the structural portion, hardness measurements, cut outs, acetone sensitiv- ity, visual effects, etc.
21
5
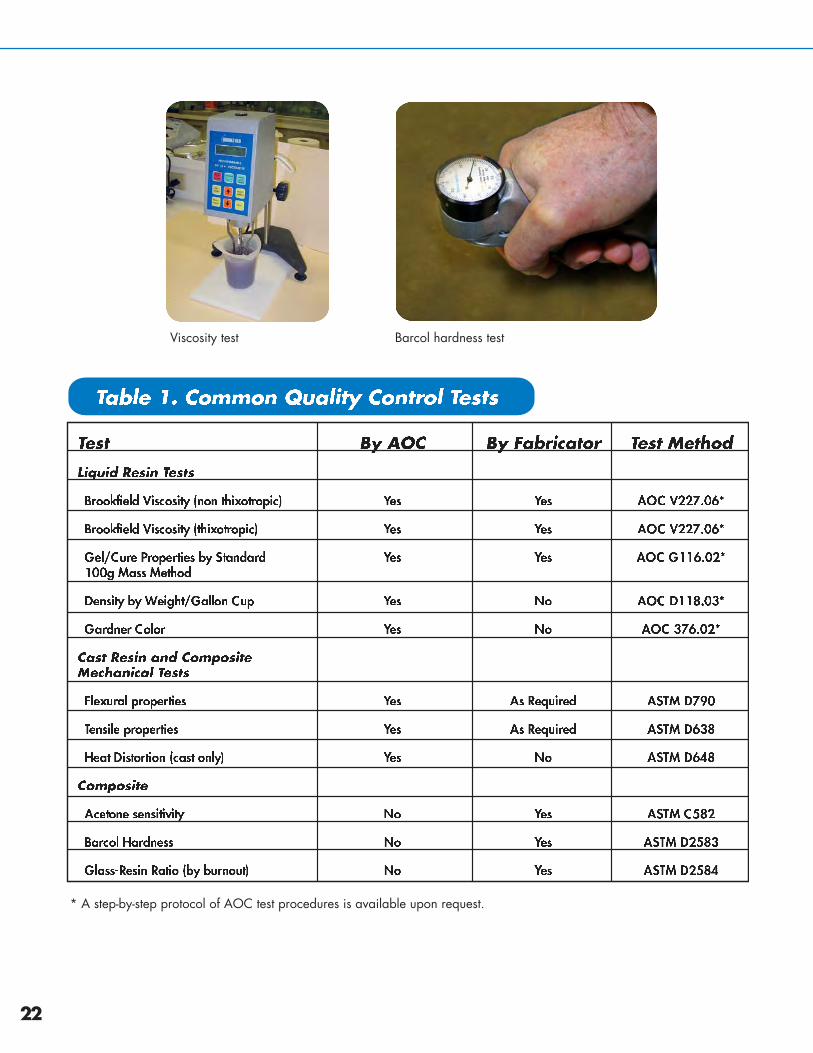
Barcol hardness test
22
Viscosity test
* A step-by-step protocol of AOC test procedures is available upon request.
1 2
Barcol impresser No. GYZJ 934-1 (hard) Gardco (800-762-2478)
Beakers - 100, 250, 400 & 800 ml,tri-cornered polypropylene 02-593-50B, -C, -D & -E Fisher Scientific (800-766-7000)
Blender (commercial mixer) HA908 Hamilton Beach (800-572-3331)
Desiccant bags 08-594-17B Fisher Scientific (800-766-7000)
Desiccator 08-595D Fisher Scientific (800-766-7000)
Disposable transfer pipettes 13-711-5A Fisher Scientific (800-766-7000)
Gel timer 22A Sunshine (800-343-1199)
Glass rods 11-380A Fisher Scientific (800-766-7000)
Lubricant 14-635-5D Fisher Scientific (800-766-7000)
Muffle furnace 10-750-14A Fisher Scientific (800-766-7000)
Oven 13-247-826F Fisher Scientific (800-766-7000)
Pipette 2 ml 13-671-108B Fisher Scientific (800-766-7000)
Pipette bulb 13-681-102A Fisher Scientific (800-766-7000)
Scale (gram triple beam) Ohaus 710-00 Fisher Scientific (800-766-7000)
Scale digital Model# PR2003DR Fisher Scientific (800-766-7000) Cat# 01-918-29
Spatula - 4 inch blade 14-365B Fisher Scientific (800-766-7000)
Specific gravity cup CB-1130 BYK-Gardner (800-343-7721)
Stopwatch 14-648-1 Fisher Scientific (800-766-7000)
Test tubes 19x150 cat 14-925K Fisher Scientific (800-766-7000)
Thermometer digital (pyrometer) MP20700 Fisher Scientific (800-766-7000)
Thermometer Infrared U-35629-10 Cole-Parmer (800-323-4340)
Thermometers (standard glass:-10 to 260°C range) 15-041-4F Fisher Scientific (800-766-7000)
Tongue depressors 01-346 Fisher Scientific (800-766-7000)
Viscometer Brookfield RVF Brookfield (800-628-8139)
Water bath 15-460-6 Fisher Scientific (800-766-7000)
1 Manufacturers may change product designation or replace models with new versions.
2 Specific manufacturer names are provided as a starting point and do not constitute an endorsement by AOC.
23
5

24
6Resin Handling,Safety and Regulatory Issues
Resin storage area
Storage Ideally, vinyl ester and polyester resins should be stored out of direct sunlight at below 77°F (25°C). Temperatures above 77°F (25°C) will shorten the us-able working life of a resin. Generally, non-formu-lated resins (ones without thixotrope or promoters) are much more stable than formulated resins. Bulk storage tanks should either be stainless steel or car-bon steel. Drums should have bungs closed to keep moisture out. Inventory of resins should be rotated so that the first in is the first used.
Safety Safe procedures must be followed in using vinyl ester and polyester resins, promoters, iniators and other additives. For example, promoters or accelerators (such as cobalt naphthanate) must never come in di-rect contact with any catalyst such as MEKP. A violent explosion and fire can occur. Thus promoters or ac-celerators must be completely mixed into the resin before any catalyst is added. A complete review of MSDS information on all raw materials used to make composites is necessary.
Regulatory Issues
MACT Composite fabricators must comply with Maximum Achievable Control Technology (MACT) regulations established by the U.S. Environmental Protection. For composites fabrication, styrene (the principal mono-mer in polyester and vinyl ester resins) and methyl methacrylate (frequently used monomer in gel coats and some resins) are listed as Hazardous Air Pollut-ants (HAPs).
Affected composites manufacturers must demon-strate compliance in accordance with options pro-vided in the final EPA National Emissions Standards for Hazardous Air Pollutants (NESHAP), codified in 40 CFR Part 63 Subpart WWWW. The American Composites Manufacturers Association (ACMA) is an excellent source of information and guidance about the rule. ACMA also provides MACT com-pliance calculators for member companies and links to EPA documents. Generally, detailed MACT information is not available for non-members. For more information about AMCA, go to www.acmanet.org. Copies of the MACT rule, revisions and other re-lated documents are is available on the EPA web site at http://www.epa.gov/ttn/atw/rpc/rpcpg.html
25
Resin selection is usually a significant variable in developing and implementing a MACT compli-ance strategy. For years, AOC has maintained a leadership position in the development of low styrene resin systems that offer processability that is as good as, and in some cases better than, that offered by higher styrene-content res-ins. AOC is committed to providing resins en-gineered to offer the optimum combination of processability, end-use performance and regu-latory compliance. In addition, AOC offers the industry’s best technical support for helping fabricators achieve the highest levels of quality, consistency and regulatory compliance.
OSHA Exposure to styrene in the workplace is regulat-ed by the U.S. Occupational Safety and Health Adminstration (OHSA). Industries producing and using styrene agreed to establish a volun-tary program with the OSHA to limit workplace inhalation exposures to styrene to 50 ppm on an 8-hour Time Weighted Average (TWA), and a 100 ppm 15-minute Short Term Limit (STL). One of the best sources for more details on this issue is AMCA whose website is www.acmanet.org.
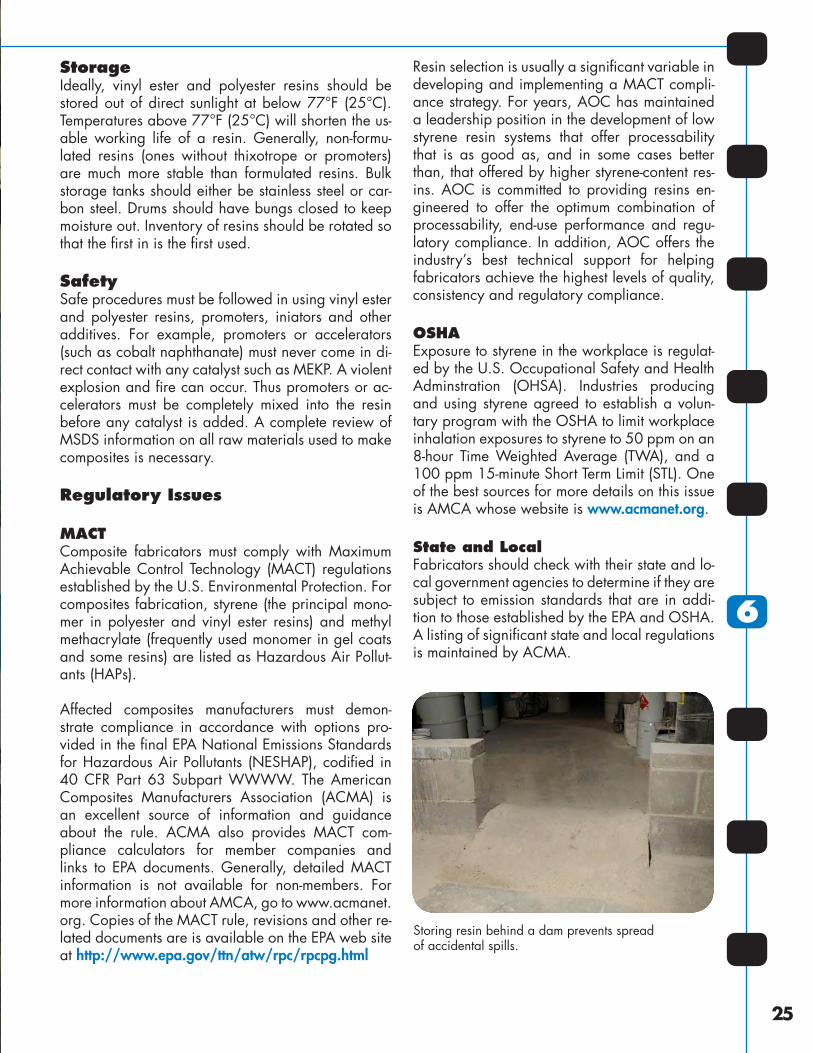
State and Local Fabricators should check with their state and lo-cal government agencies to determine if they are subject to emission standards that are in addi-tion to those established by the EPA and OSHA. A listing of significant state and local regulations is maintained by ACMA.
6
Storing resin behind a dam prevents spread of accidental spills.

26
7CompositeProcessingGuidelines
Fiberglass roving conveyed through guides
The following rules, principles and recommendations are based on shop experiences and in many cases reflect practices outlined in industry standards. For more details on the manufacture and fabrication of fiber-reinforced polymer composites for corrosion-resistant service, contact the AOC Corrosion Team. To find the team member for your geographical re-gion, go to Corrosion Team on the homepage menu of www.corrosionresins.com.
Post Curing To ensure that the final composite will meet fire retar-dant and corrosion resistant expectations, post curing is recommended. In addition, post curing is required on any composite that will be used for food/drug ap-plications and aggressive chemicals such as sodium hypochlorite. Post curing vinyl ester options are: 1) Two hours at 200°F (93°C) 2) Four hours at 180°F (82°C)
Depending on the chemical environment, novolac resin composites may need to be post cured for four hours at 212°F (100°C). Depending on the heat dis-tortion temperature of the isophthalics or terephthal-ics, post cure is generally accomplished by heating for four hours at 160°F (71°C) to 180°F (82°C). Ide-ally, laminates cured with BPO should be post cured within one week of lamination. This is not neces-sary with composites cured with MEKP. Temperature should be closely monitored during ramp-up, at peak temperature and during cool down. Direct any ques-tions on this procedure to AOC’s Product Leader for Corrosion Resins.
Secondary Bonding Secondary bonds can easily be applied to most com-posites manufactured with Vipel products. Laminates are typically ground prior to secondary bonding operations. The structural layer is usually applied to
the corrosion liner within 24 hours. In this case grinding is normally not required. Other cases involving grinding are:
1) Resins Containing Wax. Very few Vipel® resins contain wax or wax type products but sometimes the fabrica- tor may add wax to minimize styrene evapo- ration and or facilitate the fast cure of the resin. When wax is used, the surface should be ground with a coarse (16 or 24 grit) grinding disc.
2) Novolac Resins. Novolac resins are highly reactive and present more of a challenge with respect to secondary bonding. Before applying a secondary bond, the surface should be ground with a grinding disc, as mentioned above. Re- move all dust and debris after grinding prior to the application of the secondary laminate.The secondary bonding should be started within 2 hours from the time the surface preparation was completed. Oth- erwise, foreign material may get on the surface that could interfere with the bond.
Test Patches Test patches may be used when making repairs to interior surfaces that have been exposed to chemicals that reduce adhesion. Primer coats with Vipel F017 are recommended to improve the adhesion with or without the test patch result. If you need assistance in the proper preparation of a test patch, contact an AOC Corrosion Spe-cialist.
Top Coats A top coat of 0.002 - 0.004 inches (0.05-0.1 mm) is used to protect the glass fiber content below. Paraffin wax is often added to improve cure on the air-exposed surface. Achieving the optimal coating thickness is important. A thin-ner coat usually cures poorly; a thicker coat is more prone to cracking.
Small batches and short gel times are preferred techniques for preventing the top coat from run-ning off the surface.
27
7
Bonding composite to composite
It is important that a top coat gels and cures quickly. The potential for entrapment of foreign materials on the surface increases as the gel time is extended. Polyester and vinyl ester laminates that are exposed to air during cure in an open molding process re-main tacky due to air inhibition of the resin on the surface. Degree of inhibition varies depending on the generic resin type. Air-exposed surfaces will not reach complete cure over time or with post curing.
Paraffin wax is added to resins to reduce air inhibi-tion and improve the cure of these surfaces. Sec-ondary bonding is impaired when paraffin has been added to laminating resins.
Paraffin Wax – Styrene Solution A ten percent (10%) solution by weight of paraffin wax dissolved in styrene is added to laminating res-ins in the formulation of topcoat resins systems. The solution may be purchased from a fiberglass materi-als distributor or can be prepared by the fabricator. When the fabricator chooses to make the solution, several precautions are important:
•Theparaffinwaxusedmusthaveameltingpointof 118 -122°F (48-50°C).
•Warmingofthesolutionisrequiredtodissolvetheparaffin.
•Equipment used for warming must be explosionproof.
•Solutionshouldbere-heatedimmediatelypriortouse to insure that the paraffin is not crystallized or solidified when added to the resin.
Formulating Topcoat Resins Formulation and gel time of topcoat resins are criti-cal for optimum cure and performance of coated surfaces. The required paraffin content is generally 0.05-0.20 % by weight depending on the generic resin type. Since the paraffin is insoluble in the resin, a solution of paraffin wax in styrene is added to the resin.
•Resinandparaffinsolutiontemperaturesshouldbeat least 70°F (21°C) when preparing the topcoat mix-ture.
•Paraffin solution should be slowly added to theresin after mixing has been started.
•Additionofthixotropicagentsshouldbeavoided.
•Topcoat resinsshouldbe thoroughlyre-mixed im-mediately prior to use. Mixing action should be mild to avoid generation of air bubbles.
•Batchsizeshouldbedictatedbyestimatedneedsfor use within one day of preparation.
•Initiatorlevelshouldbesuchthattheexothermtem-perature is reached in a relatively short time after gelation to insure complete cure of the thin topcoat layer.
•Gel timeof the topcoat resin shouldbe5 to10minutes at the application temperature.
For recommended promoter, paraffin solution and initiator formulations, contact a member of the AOC Corrosion Team or your AOC technical representa-tive.
28
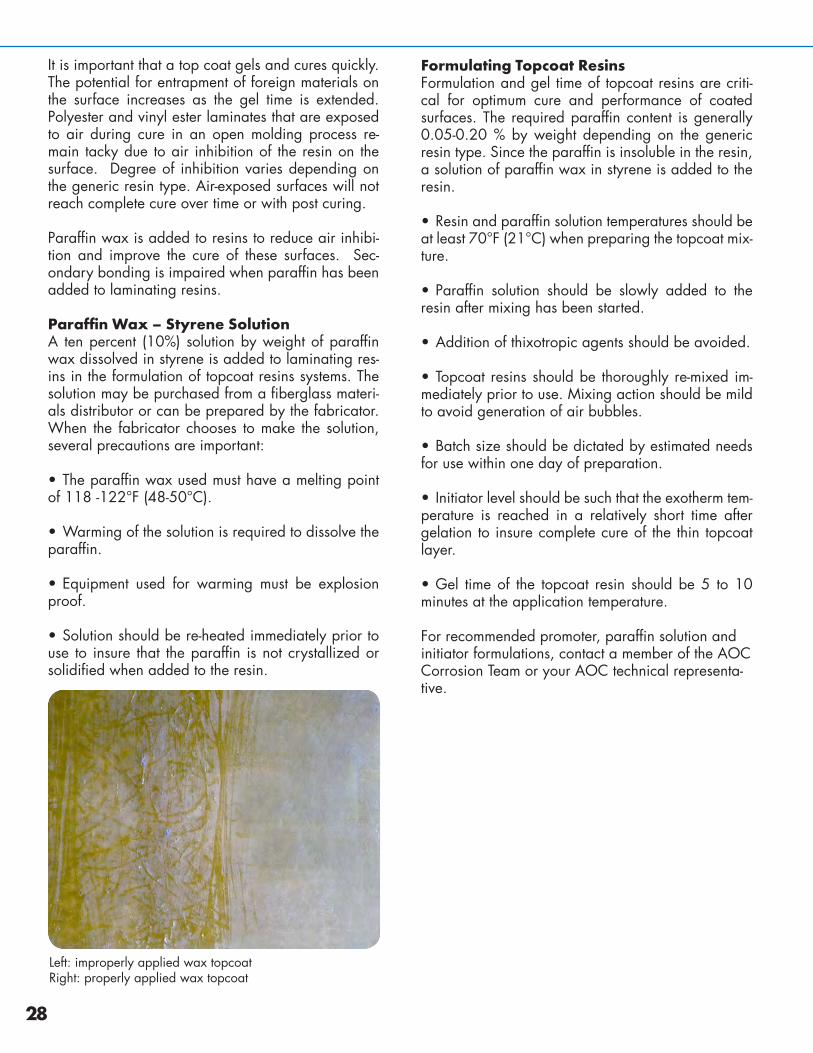
Left: improperly applied wax topcoatRight: properly applied wax topcoat

Application of Topcoats Surface preparation: Surfaces should be clean, dry and free of dust and other foreign matter. When applying the topcoat to the air inhibited side of pri-mary laminates the surface to be coated should be lightly sanded or scuffed to remove loose fiber and any other blemishes. For fresh (recently laminated, exothermed and cooled) secondary surfaces sand-ing should only be necessary to remove loose fiber and any other blemishes. Solvent wiping should be avoided to prevent contamination of the prepared surface.
Catalyzing topcoat resin for brush or roller appli-cation: The quantity of topcoat resin to be catalyzed should be approximately the amount of resin that can be applied before it gels in the container. Since the mix has been formulated for a relatively short gel time, the amount may be small. After thorough stirring to ensure complete mixing of the initiator, al-low the mixture to rest for a moment to allow froth or foaming to dissipate before applying the topcoat.
Brush or roller application: Where practical the topcoat should be poured on the prepared surface and then spread with a brush or roller. Strokes with the brush or roller should be mini-mized. Excessive brushing or rolling can pre-vent the paraffin from surfacing and leave the exposed surface shiny and tacky. Avoid disturb-ing adjacent surfaces that have already been coated. Use care to insure coverage of all pre-pared areas with as little overlap as possible onto unprepared surfaces.
Spray application: Spray-applied topcoats should also have relatively short gel times. Light brushing or rolling shortly after spraying will as-sist in spreading the topcoat uniformly and pro-mote the release of any froth or foaming from the initiator. As with brush or roller application, it is important not to disturb the paraffin on ad-jacent wet surfaces.
Appearance: Properly topcoated surfaces will have a dull hazy surface that is not tacky after complete cure. Shiny or streaky areas will likely be tacky and are indications that the paraffin did not come to the surface or was disturbed.
29
7
Surface grinding
Applying a topcoat
Bonding to Concrete The following guidelines are for applying an FRP laminate to concrete. For specific questions, contact your AOC Corrosion Team member.
•Forbestresultstheconcreteshouldbeatleastonemonth old.
•Grind or sandblast the surface to remove looseconcrete and oil spots.
•Pitsorcracksshouldberepairedwithaputtyandsanded.
•Washthesurfaceoftheconcretewith10:1muri-atic acid.
•Rinse thesurfacewith tapwaterstarting20min-utes to 45 minutes after the muriatic acid is applied.
•Allowtheconcretesurfacetothoroughlydry.
•Apply0.002-0.003inches(0.05-0.08mm)Vipel® F017 primer. Vipel F017 is supplied unpromoted and thus a promoter and initiator must be added for the primer to gel and cure properly. The recommended initiator for Vipel F017 primer is Methyl Ethyl Ketone Peroxide (MEKP).
•The temperatureof the concrete surfacemustbeover 65°F (18°C).
•Inspect tomakesurenoforeignmaterialsuchasdirt or water landed on the primer. If so, clean up and spot repair primer, as needed.
•Apply the composite after the primer has curedand plan to lay up on the primer within 3 days of the primer being tack free.
•Applyatopcoatontothefinalcuredcompositeasdescribed above.
30
7
31
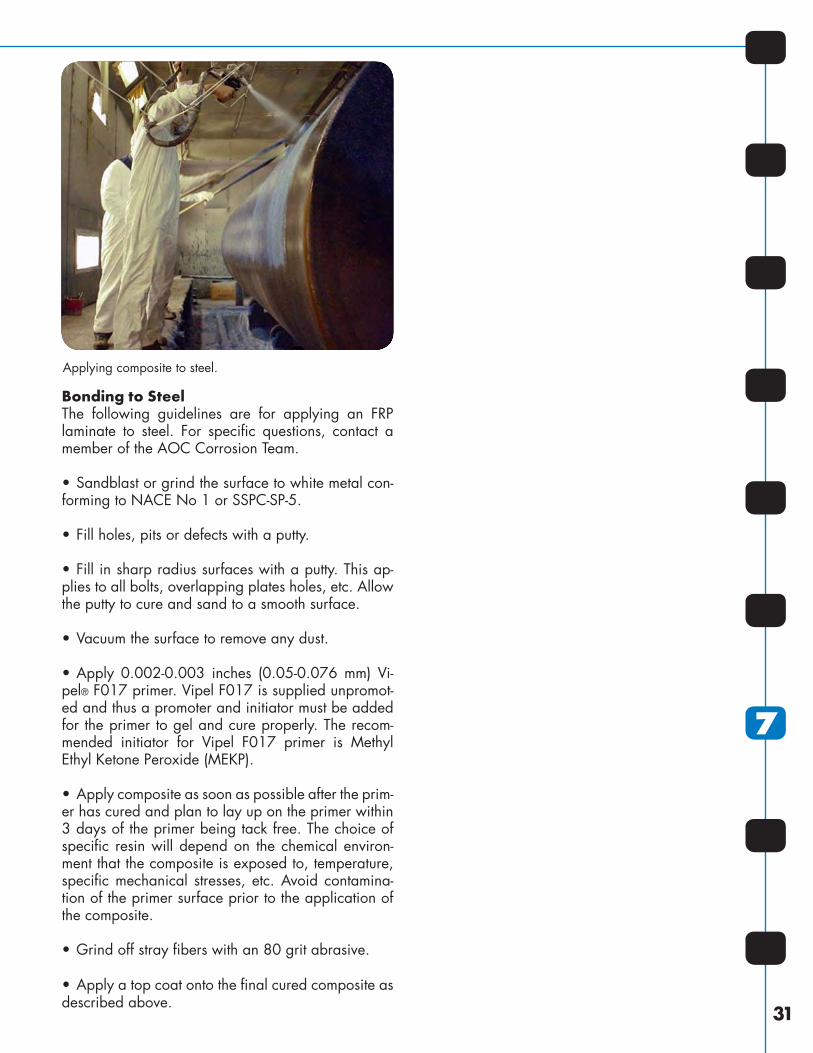
Bonding to Steel The following guidelines are for applying an FRP laminate to steel. For specific questions, contact a member of the AOC Corrosion Team. •Sandblastorgrindthesurfacetowhitemetalcon-forming to NACE No 1 or SSPC-SP-5.
•Fillholes,pitsordefectswithaputty.
•Fillinsharpradiussurfaceswithaputty.Thisap-plies to all bolts, overlapping plates holes, etc. Allow the putty to cure and sand to a smooth surface.
•Vacuumthesurfacetoremoveanydust.
•Apply 0.002-0.003 inches (0.05-0.076mm) Vi-pel® F017 primer. Vipel F017 is supplied unpromot-ed and thus a promoter and initiator must be added for the primer to gel and cure properly. The recom-mended initiator for Vipel F017 primer is Methyl Ethyl Ketone Peroxide (MEKP).
•Applycompositeassoonaspossibleaftertheprim-er has cured and plan to lay up on the primer within 3 days of the primer being tack free. The choice of specific resin will depend on the chemical environ-ment that the composite is exposed to, temperature, specific mechanical stresses, etc. Avoid contamina-tion of the primer surface prior to the application of the composite.
•Grindoffstrayfiberswithan80gritabrasive.
•Applyatopcoatontothefinalcuredcompositeasdescribed above.
Applying composite to steel.
8Appendix
32
Interior of a scrubber in the shopVipel® K022-CCHeil Process Equipment
33
8
Typical Formulations and Gel Times of Select Vipel® Resins
The information contained in the following tables is a guide for promoting and inhibiting non-promoted Vipel® resins. The recommended method of making additions is:
1) After the mixer is turned on, drop the additive onto the surface of the resin in such a way as to minimize the possibility of the product clinging to the top edge of the container.
2) Mix until uniform.
3) Repeat for each additive and beware that promoters or accelerators must never come in direct contact with initiators.
It is usually a good plan to prepare a small sample and check the gel time before proceeding to make a larger production quantity.
Cobalt solutions, tertiary butyl catechol (TBC) and benzoyl peroxide (BPO) are available in several con-centrations. The concentrations of these products in this guide are 6, 85 and 98% respectively. In many cases, adjustments will be needed to account for the concentration of the product in hand.
There are advantages and disadvantages to some of these additives as described below:
1) N,N-Diethylaniline (DEA) is a slightly safer product to handle than N,N-Dimethyl- aniline (DMA). Gel times with DEA are longer (about twice as long) than when DMA is used at the same concentration.
2) 2,4-Pentanedione (2,4-P) is the preferred inhibitor because there is minimal effect on the gel to peak and the peak temperature of vinyl esters. 2,4-P is not effective when benzoyl peroxide is used as an initiator. 2,4-P acts as a promoter for polyester resins, thus it can only be used as an inhibitor in vinyl ester resins.
3) Extra care must be taken to handle tertiary butyl cath- ecol (TBC) because it can burn the skin upon contact. The higher the con- centration, the more likely TBC will burn. TBC will inhibit any initiator system but its use should not exceed 0.05% of the 85% version. TBC is best used as a 10% solution in sty- rene. The solution can be prepared from solid TBC or an 85% concentrated so- lution depending on availability.
4) Methyl Ethyl Ketone Peroxide (MEKP) is available in many different raw material components. By varying the concentration of the components, many different version of MEKP are available. High dimer versions are suggested preferred for vinyl esters. Care must be used in handling these chemicals from a health and safety perspective. Review information available in the MSDS document before using the product.
34
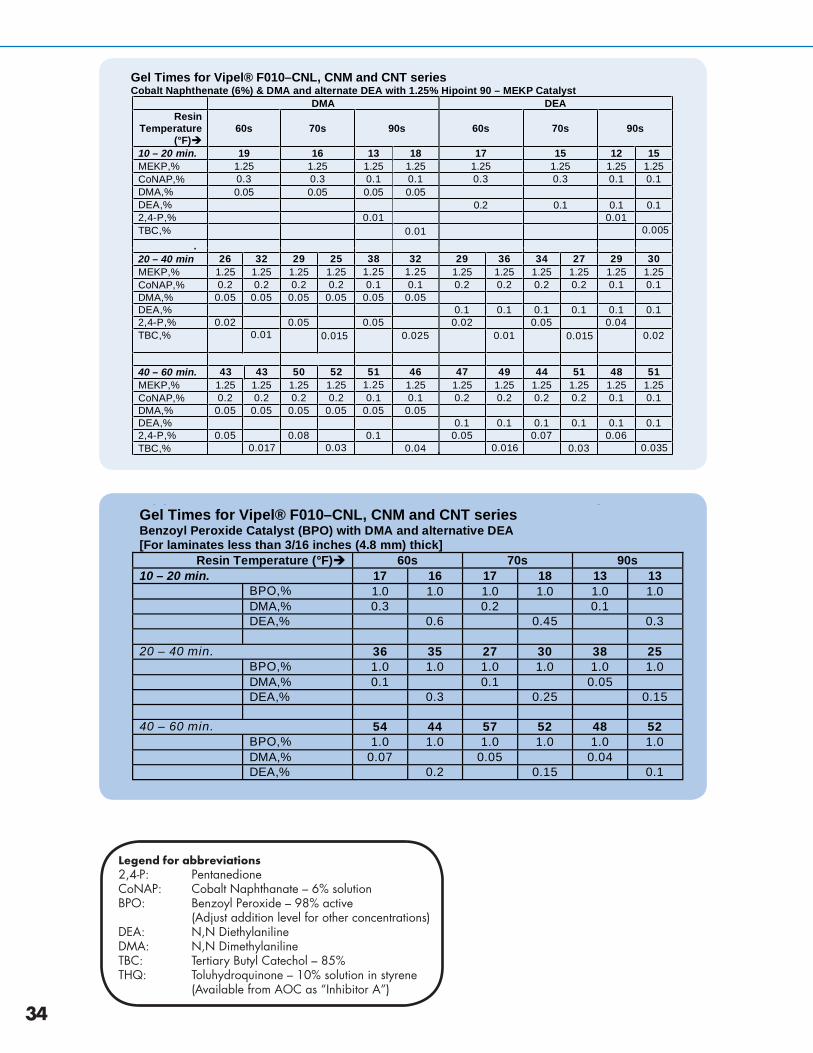
Legend for abbreviations2,4-P: PentanedioneCoNAP: Cobalt Naphthanate – 6% solution BPO: Benzoyl Peroxide – 98% active (Adjust addition level for other concentrations)DEA: N,N DiethylanilineDMA: N,N Dimethylaniline TBC: Tertiary Butyl Catechol – 85%THQ: Toluhydroquinone – 10% solution in styrene (Available from AOC as “Inhibitor A”)
Typical Formulations and Gel Times of Select Vipel® Resins Gel Times for Vipel® F010–CNL, CNM and CNT series Benzoyl Peroxide Catalyst (BPO) with DMA and alternative DEA [For laminates less than 3/16 inches (4.8 mm) thick]
Resin Temperature (°F) 60s 70s 90s 10 – 20 min. 17 16 17 18 13 13 BPO,% 1.0 1.0 1.0 1.0 1.0 1.0 DMA,% 0.3 0.2 0.1 DEA,% 0.6 0.45 0.3 20 – 40 min. 36 35 27 30 38 25 BPO,% 1.0 1.0 1.0 1.0 1.0 1.0 DMA,% 0.1 0.1 0.05 DEA,% 0.3 0.25 0.15 40 – 60 min. 54 44 57 52 48 52 BPO,% 1.0 1.0 1.0 1.0 1.0 1.0 DMA,% 0.07 0.05 0.04 DEA,% 0.2 0.15 0.1
Typical Formulations and Gel Times of Select Vipel® ResinsGel Times for Vipel® F010–CNL, CNM and CNT seriesCobalt Naphthenate (6%) & DMA and alternate DEA with 1.25% Hipoint 90 – MEKP Catalyst
DMA DEAResin
Te perature(°F)
60s 70s 90s 60s 70s 90s
10 – 20 min. 19 16 13 18 17 15 12 15MEKP,% 1.25 1.25 1.25 1.25 1.25 1.25 1.25 1.25CoNAP,% 0.3 0.3 0.1 0.1 0.3 0.3 0.1 0.1DMA,% 0.05 0.05 0.05 0.05DEA,% 0.2 0.1 0.1 0.12,4-P,% 0.01 0.01TBC,% 0.01 0.005
20 – 40 min.
26 32 29 25 38 32 29 36 34 27 29 30MEKP,% 1.25 1.25 1.25 1.25 1.25 1.25 1.25 1.25 1.25 1.25 1.25 1.25CoNAP,% 0.2 0.2 0.2 0.2 0.1 0.1 0.2 0.2 0.2 0.2 0.1 0.1DMA,% 0.05 0.05 0.05 0.05 0.05 0.05DEA,% 0.1 0.1 0.1 0.1 0.1 0.12,4-P,% 0.02 0.05 0.05 0.02 0.05 0.04TBC,% 0.01 0.015 0.025 0.01 0.015 0.02
40 – 60 min. 43 43 50 52 51 46 47 49 44 51 48 51MEKP,% 1.25 1.25 1.25 1.25 1.25 1.25 1.25 1.25 1.25 1.25 1.25 1.25CoNAP,% 0.2 0.2 0.2 0.2 0.1 0.1 0.2 0.2 0.2 0.2 0.1 0.1DMA,% 0.05 0.05 0.05 0.05 0.05 0.05DEA,% 0.1 0.1 0.1 0.1 0.1 0.12,4-P,% 0.05 0.08 0.1 0.05 0.07 0.06TBC,% 0.017 0.03 0.04 0.016 0.03 0.035
m
35
8
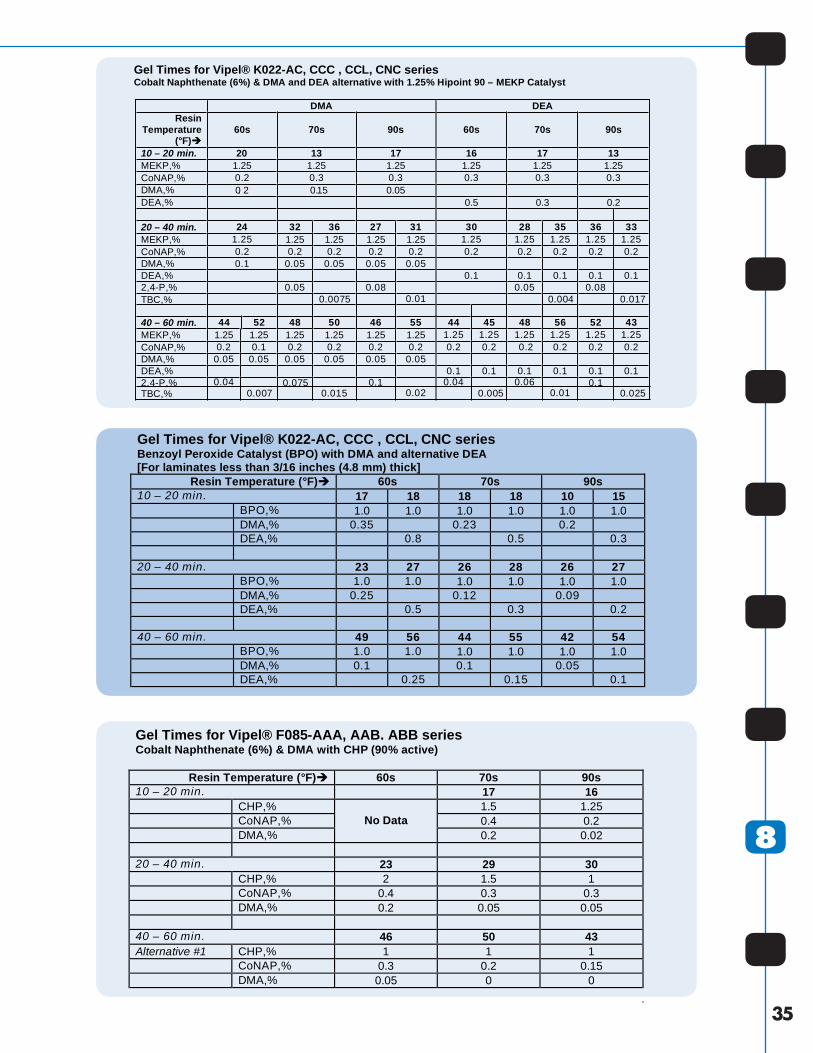
Typical Formulations and Gel Times of Select Vipel® ResinsGel Times for Vipel® K022-AC, CCC , CCL, CNC seriesCobalt Naphthenate (6%) & DMA and DEA alternative with 1.25% Hipoint 90 – MEKP Catalyst
DMA DEAResin
Temperature(°F)
60s 70s 90s 60s 70s 90s
10 – 20 min. 20 13 17 16 17 13MEKP,% 1.25 1.25 1.25 1.25 1.25 1.25CoNAP,% 0.2 0.3 0.3 0.3 0.3 0.3DMA,% 0. 2 0.15 0.05DEA,% 0.5 0.3 0.2
20 – 40 min. 24 32 36 27 31 30 28 35 36 33MEKP,% 1.25 1.25 1.25 1.25 1.25 1.25 1.25 1.25 1.25 1.25CoNAP,% 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2DMA,% 0.1 0.05 0.05 0.05 0.05DEA,% 0.1 0.1 0.1 0.1 0.12,4-P,% 0.05 0.08 0.05 0.08TBC,% 0.0075 0.01 0.004 0.017
40 – 60 min. 44 52 48 50 46 55 44 45 48 56 52 43MEKP,% 1.25 1.25 1.25 1.25 1.25 1.25 1.25 1.25 1.25 1.25 1.25 1.25CoNAP,% 0.2 0.1 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2DMA,% 0.05 0.05 0.05 0.05 0.05 0.05DEA,% 0.1 0.1 0.1 0.1 0.1 0.12,4-P,% 0.04 0.075 0.1 0.04 0.06 0.1TBC,% 0.007 0.015 0.02 0.005 0.01 0.025
Typical Formulations and Gel Times of Select Vipel® Resins Gel Times for Vipel® K022-AC, CCC , CCL, CNC series Benzoyl Peroxide Catalyst (BPO) with DMA and alternative DEA [For laminates less than 3/16 inches (4.8 mm) thick]
Resin Temperature (°F) 60s 70s 90s 10 – 20 min. 17 18 18 18 10 15 BPO,% 1.0 1.0 1.0 1.0 1.0 1.0 DMA,% 0.35 0.23 0.2 DEA,% 0.8 0.5 0.3 20 – 40 min. 23 27 26 28 26 27 BPO,% 1.0 1.0 1.0 1.0 1.0 1.0 DMA,% 0.25 0.12 0.09 DEA,% 0.5 0.3 0.2 40 – 60 min. 49 56 44 55 42 54 BPO,% 1.0 1.0 1.0 1.0 1.0 1.0 DMA,% 0.1 0.1 0.05 DEA,% 0.25 0.15 0.1 Typical Formulations and Gel Times of Select Vipel® Resins Gel Times for Vipel® F085-AAA, AAB. ABB series Cobalt Naphthenate (6%) & DMA with CHP (90% active)
Resin Temperature (°F) 60s 70s 90s 10 – 20 min. 17 16 CHP,% 1.5 1.25 CoNAP,% 0.4 0.2 DMA,%
No Data 0.2 0.02
20 – 40 min. 23 29 30 CHP,% 2 1.5 1 CoNAP,% 0.4 0.3 0.3 DMA,% 0.2 0.05 0.05 40 – 60 min. 46 50 43 Alternative #1 CHP,% 1 1 1 CoNAP,% 0.3 0.2 0.15 DMA,% 0.05 0 0
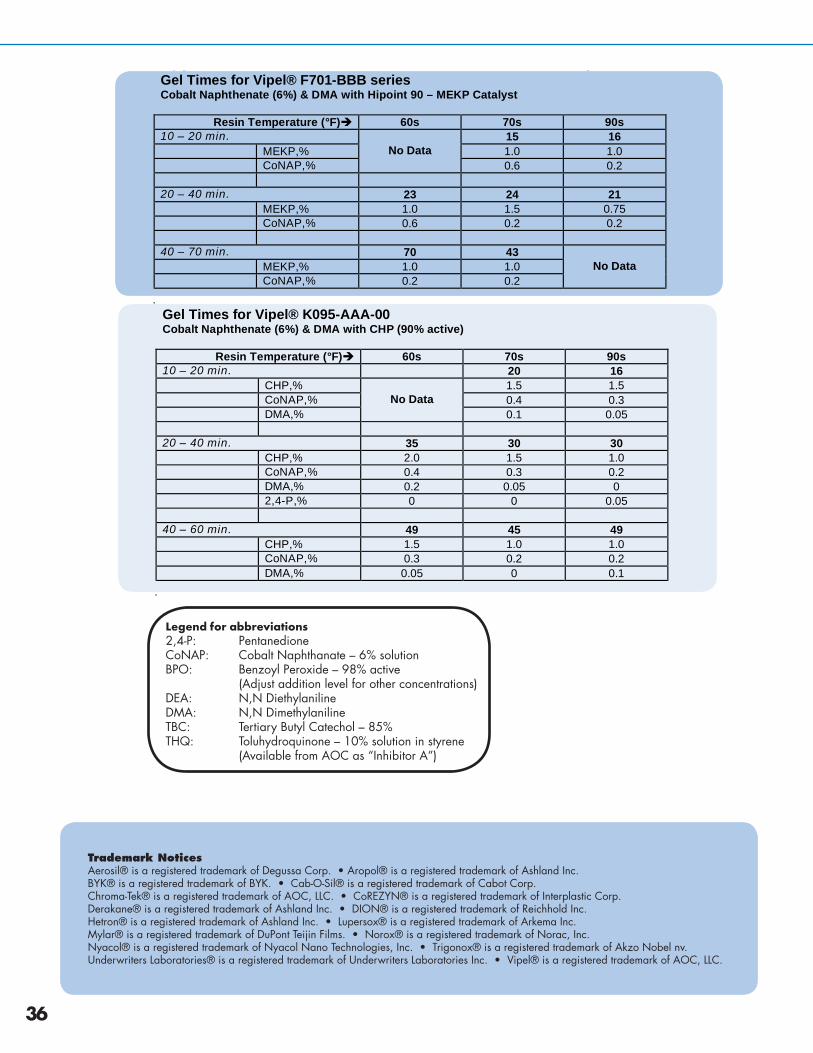
Typical Formulations and Gel Times of Select Vipel® Resins Gel Times for Vipel® F701-BBB series Cobalt Naphthenate (6%) & DMA with Hipoint 90 – MEKP Catalyst
Resin Temperature (°F) 60s 70s 90s 10 – 20 min. 15 16 MEKP,% 1.0 1.0 CoNAP,%
No Data 0.6 0.2
20 – 40 min. 23 24 21 MEKP,% 1.0 1.5 0.75 CoNAP,% 0.6 0.2 0.2 40 – 70 min. 70 43 MEKP,% 1.0 1.0 CoNAP,% 0.2 0.2
No Data
Typical Formulations and Gel Times of Select Vipel® Resins Gel Times for Vipel® K095-AAA-00 Cobalt Naphthenate (6%) & DMA with CHP (90% active)
Resin Temperature (°F) 60s 70s 90s 10 – 20 min. 20 16 CHP,% 1.5 1.5 CoNAP,% 0.4 0.3 DMA,%
No Data 0.1 0.05
20 – 40 min. 35 30 30 CHP,% 2.0 1.5 1.0 CoNAP,% 0.4 0.3 0.2 DMA,% 0.2 0.05 0 2,4-P,% 0 0 0.05 40 – 60 min. 49 45 49 CHP,% 1.5 1.0 1.0 CoNAP,% 0.3 0.2 0.2 DMA,% 0.05 0 0.1
36
Legend for abbreviations2,4-P: PentanedioneCoNAP: Cobalt Naphthanate – 6% solution BPO: Benzoyl Peroxide – 98% active (Adjust addition level for other concentrations)DEA: N,N DiethylanilineDMA: N,N Dimethylaniline TBC: Tertiary Butyl Catechol – 85%THQ: Toluhydroquinone – 10% solution in styrene (Available from AOC as “Inhibitor A”)
Trademark NoticesAerosil®isaregisteredtrademarkofDegussaCorp.•Aropol®isaregisteredtrademarkofAshlandInc.BYK®isaregisteredtrademarkofBYK.•Cab-O-Sil®isaregisteredtrademarkofCabotCorp.Chroma-Tek®isaregisteredtrademarkofAOC,LLC.•CoREZYN®isaregisteredtrademarkofInterplasticCorp.Derakane®isaregisteredtrademarkofAshlandInc.•DION®isaregisteredtrademarkofReichholdInc.Hetron®isaregisteredtrademarkofAshlandInc.•Lupersox®isaregisteredtrademarkofArkemaInc.Mylar®isaregisteredtrademarkofDuPontTeijinFilms.•Norox®isaregisteredtrademarkofNorac,Inc.Nyacol®isaregisteredtrademarkofNyacolNanoTechnologies,Inc.•Trigonox®isaregisteredtrademarkofAkzoNobelnv.UnderwritersLaboratories®isaregisteredtrademarkofUnderwritersLaboratoriesInc.•Vipel®isaregisteredtrademarkofAOC,LLC.
37
8
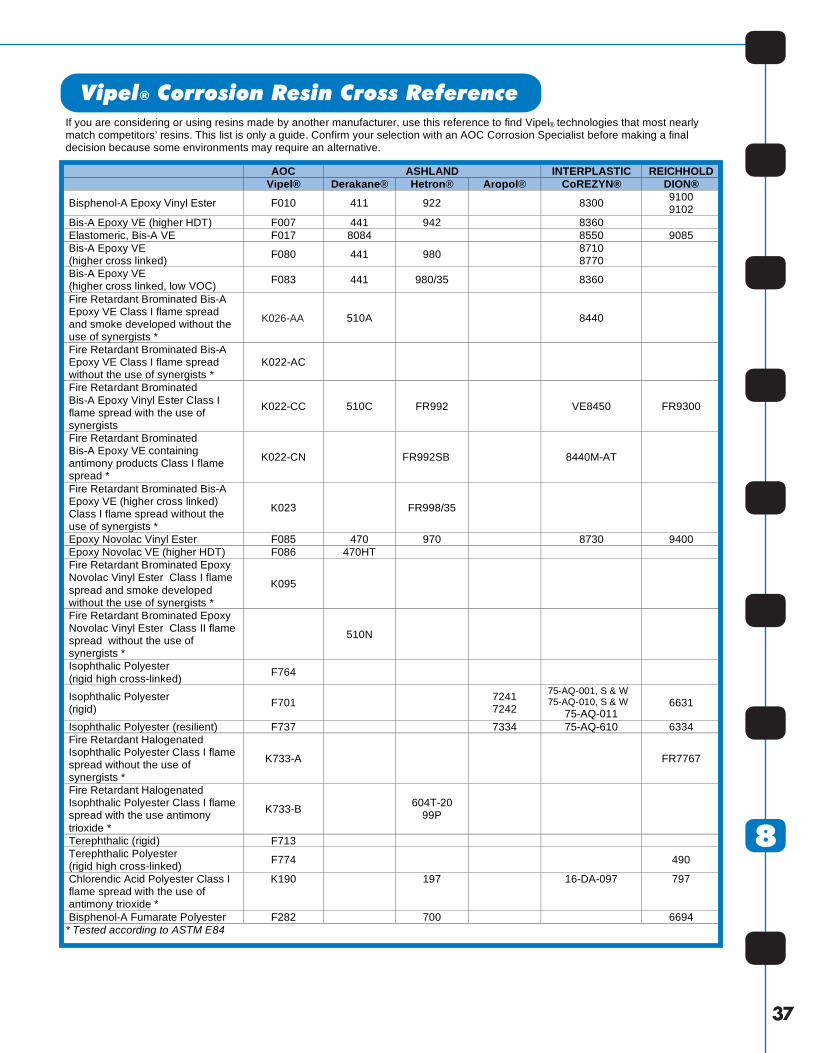
If you are considering or using resins made by another manufacturer, use this reference to find Vipel® technologies that most nearly match competitors’ resins. This list is only a guide. Confirm your selection with an AOC Corrosion Specialist before making a final decision because some environments may require an alternative.
AOC ASHLAND INTERPLASTIC REICHHOLD Vipel® Derakane® Hetron® Aropol® CoREZYN® DION®
Bisphenol-A Epoxy Vinyl Ester F010 411 922 8300 9100 9102
Bis-A Epoxy VE (higher HDT) F007 441 942 8360 Elastomeric, Bis-A VE F017 8084 8550 9085 Bis-A Epoxy VE (higher cross linked) F080 441 980 8710
8770
Bis-A Epoxy VE (higher cross linked, low VOC) F083 441 980/35 8360
Fire Retardant Brominated Bis-A Epoxy VE Class I flame spread and smoke developed without the use of synergists *
K022-AA 510A 8440
Fire Retardant Brominated Bis-A Epoxy VE Class I flame spread without the use of synergists *
K022-AC
Fire Retardant Brominated Bis-A Epoxy Vinyl Ester Class I flame spread with the use of synergists
K022-CC 510C FR992 VE8450 FR9300
Fire Retardant Brominated Bis-A Epoxy VE containing antimony products Class I flame spread *
K022-CN FR992SB 8440M-AT
Fire Retardant Brominated Bis-A Epoxy VE (higher cross linked) Class I flame spread without the use of synergists *
K023 FR998/35
Epoxy Novolac Vinyl Ester F085 470 970 8730 9400 Epoxy Novolac VE (higher HDT) F086 470HT Fire Retardant Brominated Epoxy Novolac Vinyl Ester Class I flame spread and smoke developed without the use of synergists *
K095
Fire Retardant Brominated Epoxy Novolac Vinyl Ester Class II flame spread without the use of synergists *
510N
Isophthalic Polyester (rigid high cross-linked) F764
Isophthalic Polyester (rigid) F701 7241
7242
75-AQ-001, S & W 75-AQ-010, S & W
75-AQ-011 6631
Isophthalic Polyester (resilient) F737 7334 75-AQ-610 6334 Fire Retardant Halogenated Isophthalic Polyester Class I flame spread without the use of synergists *
K733-A FR7767
Fire Retardant Halogenated Isophthalic Polyester Class I flame spread with the use antimony trioxide *
K733-B 604T-20 99P
Terephthalic (rigid) F713 Terephthalic Polyester (rigid high cross-linked) F774 490
Chlorendic Acid Polyester Class I flame spread with the use of antimony trioxide *
K190 197 16-DA-097 797
Bisphenol-A Fumarate Polyester F282 700 6694 * Tested according to ASTM E84
Vipel® Corrosion Resin Cross Reference
K026-AA

AOC is a leading producer of unsaturated polyester and vinyl
ester resins and is the world leader in innovative resin technology.
AOC manufactures its products in facilities strategically located
throughout North America and Europe. AOC owned facilities are
ISO 9001:2008 certified and use AOC’s proprietary process
control technology to guarantee batch to batch consistency.
From isophthalic polyesters, and terephthalics, to epoxy novolac
and bisphenol A vinyl esters, AOC offers local availability,
worldwide, of a broad range of proven Vipel resins through its
network of distributors and plants. Please contact the AOC
Corrosion Specialists for Vipel resins that meet your corrosion
resistant specifications, and put the technology and service of
the AOC Corrosion Team to work for you.
CORROSIONRESINS.com
Sales Contacts
North America +1 866 319 8827 Fax: +01 901 854 7277 [email protected]
Latin America +01 863 815 5016 Fax: +01 863 815 4733 [email protected]
Middle East +44 1473 288997 Fax: +44 1473 216080 [email protected]
Europe +44 1473 288997 Fax: +44 1473 216080 [email protected]
India +91 20 2547 2011 [email protected]
Asia/Australia +44 1473 288997 Fax: +44 1473 216080 [email protected]
THE WORLD OF
AOC World Headquarters955 Highway 57 EastCollierville, TN 38017
+01 901 854 2800 +01 901 854 1183 (fax)[email protected]
AOC and Vipel are registered trademarks of AOC, LLC.
Printed in U.S.A. Copyright © February, 2012 AOC.
The internet’s best resource on corrosion-resistant composites.