Embed Size (px)
Citation preview

Gas Tungsten Arc Welding
By L D Poyyara
GTAW
• Fusion Welding Process• Arc Between Non-Consumable Tungsten
Rod And Work• Arc & Weld Pool Shielded By Argon• Filler Wire Separately Added To Weld Pool• Welding Torch & Tungsten Rod Cooled by
Flow OF Argon / Cooling Water
Shielding Gas• Inert Gas - Argon , Helium• Common Shielding Gas – Argon• When Helium Is Used – Called Heli – Arc Welding• When Argon Is Used – Called Argon Arc Welding• Inert Gas Prevents Contamination Of Molten Metal• It Prevents Oxidation Of Tungsten Rod• It Ionizes Air Gap and Stabilizes Arc• It Cools Welding Torch & Tungsten Rod
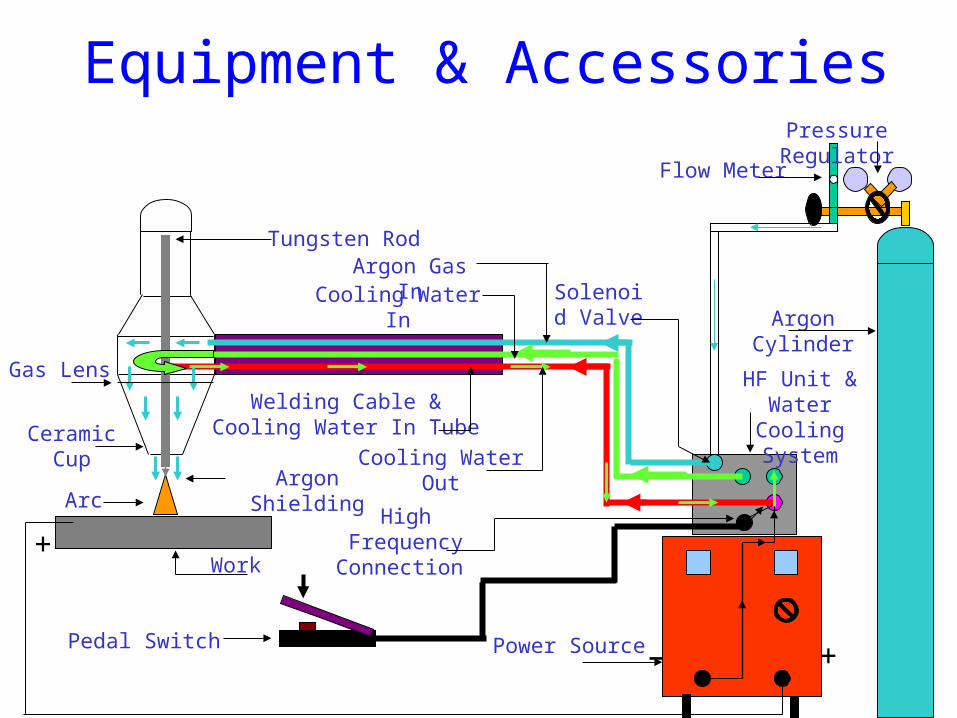
Equipment & Accessories
– +
Argon Gas In
Flow Meter
Welding Cable & Cooling Water In Tube
HF Unit & Water Cooling
System
Argon Cylinder
Pressure Regulator
Cooling Water In
Cooling Water OutArgon Shielding
Tungsten Rod
Power Source
Work
Arc
+High Frequency
Connection
Solenoid Valve
Ceramic Cup
Pedal Switch
Gas Lens
GTAW Equipment & Accessories
• Power Source – Inverter, Thyrester,Rectifier, Generator
• High Frequency Unit• Water Cooling System• Welding Torch- (Ceramic Cup, Tungsten Rod,
Collet, Gas-lens) • Pedal Switch• Argon Gas Cylinder • Pressure Gauge, Regulator, Flow Meter • Earthing Cable With Clamp
Types Of GTAW Power Source• Inverter- DC
• Thyrester – DC
• Motor Generator – DC
• Rectifier – DC
• Transformer – AC (For Aluminium Welding Only)
Power Source
• Provides Electric Energy – Arc – Heat
• Drooping Characteristic
• OCV – Appx. 90V, • Current Range 40 A to 300 A ( Capacity Of M/s)
• Arc Voltage 18V to 26V
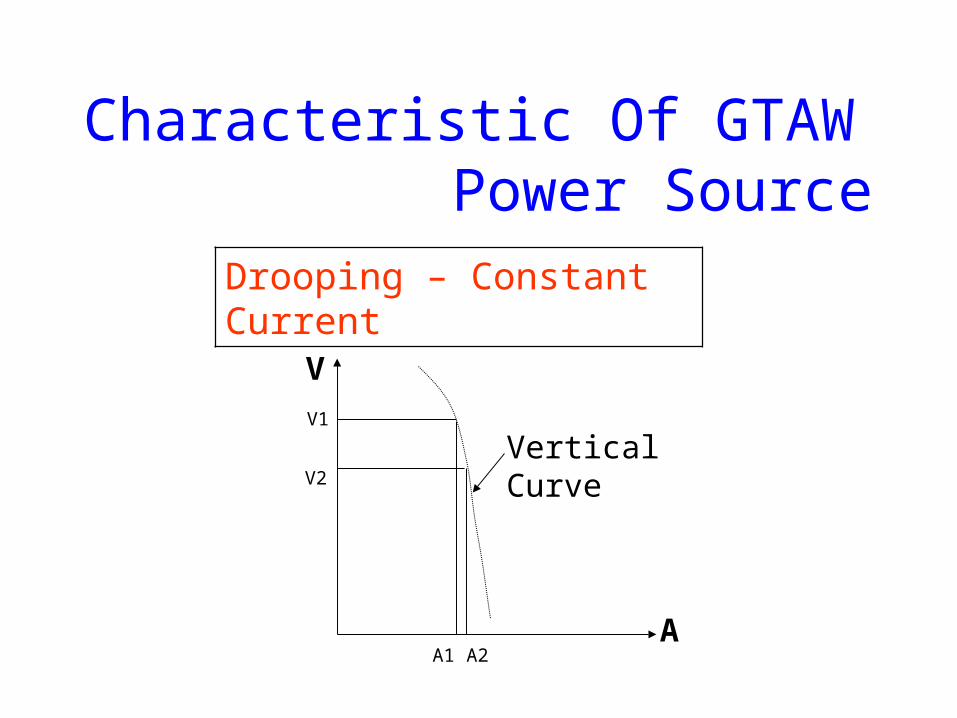
Characteristic Of GTAW Power Source
A
Vertical Curve
V1
V2
A1 A2
Drooping – Constant Current
V
High Frequency Unit
• Provides High Voltage Electric Energy With Very high Frequency – 10000 Cycles / Sec.
• Initiates low energy Arc / Spark & Ionize Air Gap.
• Electrically charges Air Gap For welding Current to Jump Across the Tungsten Tip & BM to Form An Arc.
• HF Gets Cut Off, Once Welding Arc Struck.
Water Cooling System
• Provides Cooling Water To Welding Torch.
• Cools Tungsten Rod, Torch handle & Welding Cable.
• Cooling Water Returns through Flexible Tube Which Carries welding cable within.
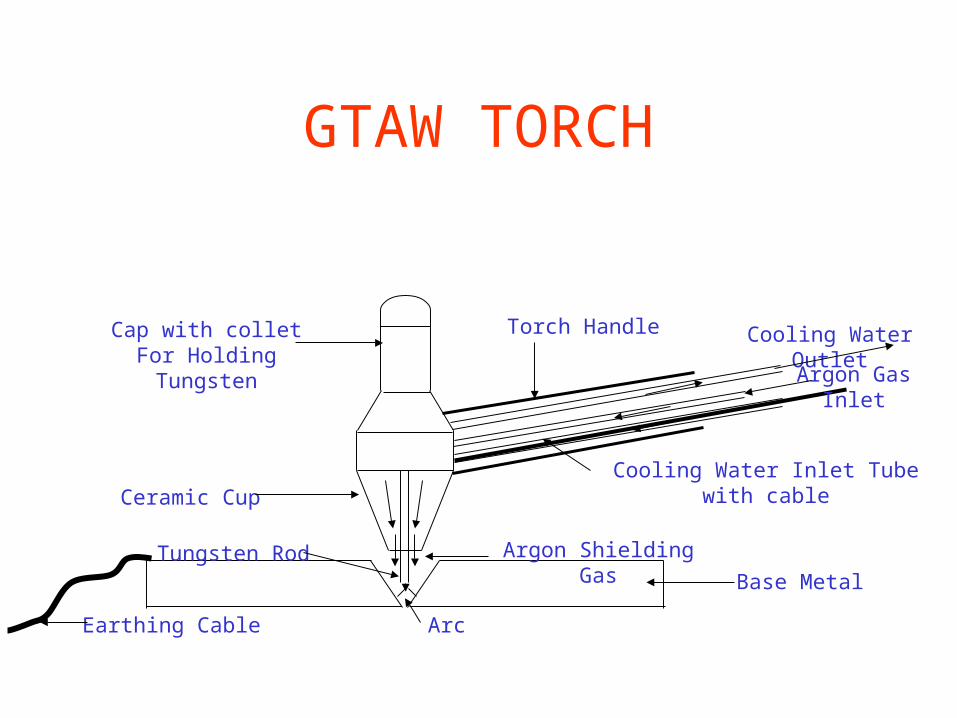
GTAW TORCH
Tungsten Rod
Ceramic Cup
Arc
Argon Gas Inlet
Cooling Water Outlet
Cooling Water Inlet Tube with cable
Base Metal
Torch HandleCap with collet For Holding Tungsten
Argon Shielding Gas
Earthing Cable
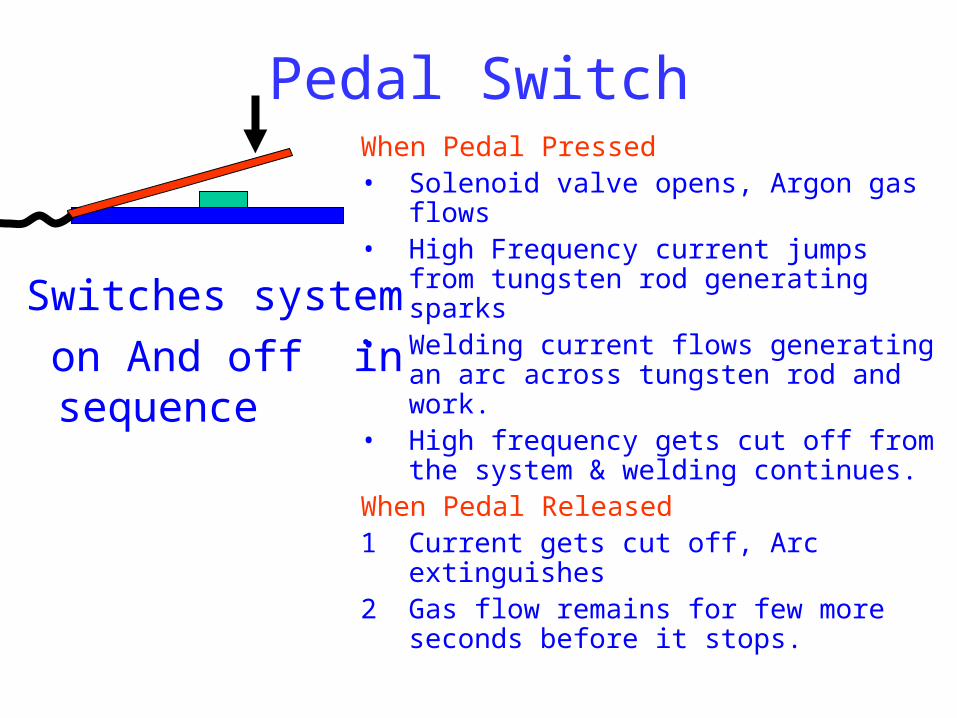
Pedal Switch
Switches system on And off in
sequence
When Pedal Pressed• Solenoid valve opens, Argon gas
flows• High Frequency current jumps from
tungsten rod generating sparks• Welding current flows generating an
arc across tungsten rod and work. • High frequency gets cut off from the
system & welding continues. When Pedal Released1 Current gets cut off, Arc extinguishes 2 Gas flow remains for few more
seconds before it stops.
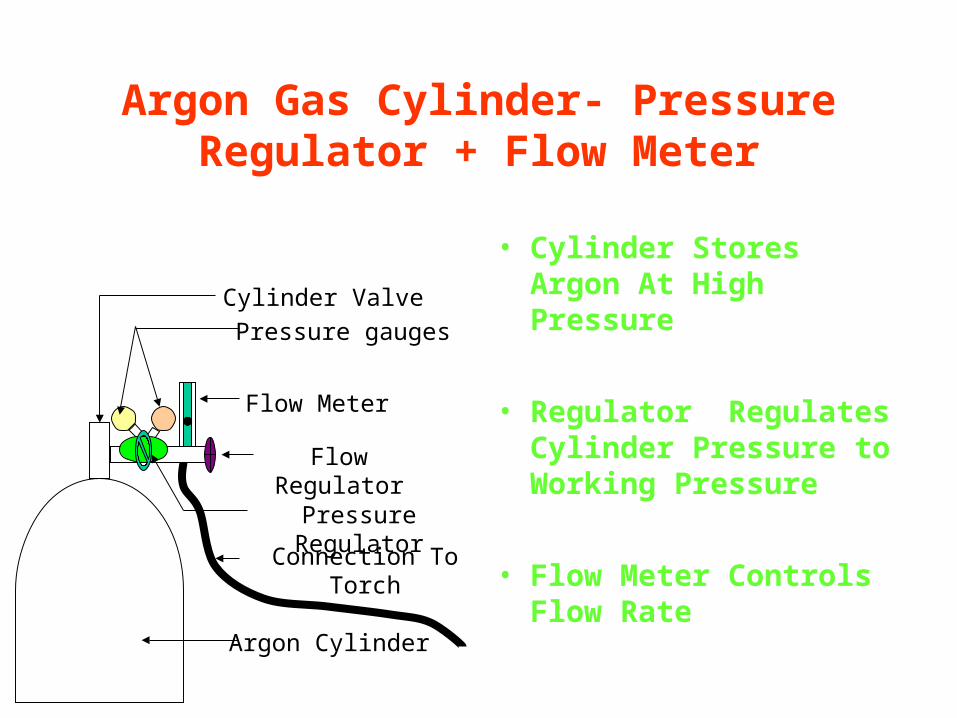
Argon Gas Cylinder- Pressure Regulator + Flow Meter
• Cylinder Stores Argon At High Pressure
• Regulator Regulates Cylinder Pressure to Working Pressure
• Flow Meter Controls Flow Rate
Argon Cylinder
Flow Meter
Pressure Regulator
Flow Regulator
Pressure gaugesCylinder Valve
Connection To Torch
Shielding Gas• Argon - Purity 99.95%
• Impure Argon Results In Porosities
• Purity Verified by Fusing BQ CS plate
• Leakage of Argon in Torch Results in Porosity.
• Check Leakage by Closing the Ceramic Cup With Thump
Argon Gas Cylinder• Light Blue In Colour
• Full Cylinder Pressure: 1800 psi ( 130 Kgs / Cm2 )
• Volume Of Argon In Full Cylinder: 7.3 M3
• Commercial Argon (99.99%) Cost: Rs 70/- Per M3
• High Purity Argon (99.999) Cost: Rs 87/- Per M3

Back Purging
Purging Gas Commercial Argon or Nitrogen
• Applicable to Single Sided full penetration
• Prevents oxidation of root pass from opposite side of weld
• Essential for high alloy steels, nonferrous metals and alloys
• Desirable For All Material
Welding Torch
Root Pass
Purging Gas InPurging Gas Out
Purging chamber
Filler Wire
Tools For GTAW
• Head Screen
• Hand gloves
• Chipping Hammer
• Wire Brush
• Spanner Set

Tungsten Rod• Non Consumable Electrode.
• Maintains Stable Arc
• Tip to be Ground to a cone Shape of 60º to 30º angle
• Thoriated Tungsten for General Application, Zerconiated Tungsten for Aluminium Welding
• Sizes :- 2, 2.4 & 3 mm Ø
Tungsten Rod
Ground to 50º ankle
Filler Wire
• Added Separately to the weld pool.
• Compatible to base metal
• Used in cut length for manual welding.
• Used from layer wound spool for automatic welding.
• Sizes :- 0.8, 1, 1.2, 1.6, 2, 2.4 & 3 mm
ASME Classification Of Filler Wire
SS Filler Wire:SFA-5.9, ER 308, 308L, 316, 316L, 347, 309 LAS Filler Wire:SFA 5.28, ER 70S A1, ER 80S B2, ER90S D2, ER 80S Ni2 CS Filler Wire: SFA- 5.18 , ER 70S2 C = 0.07%, Mn = 0.9% – 1.4%, Si = 0.4 – 0.7%, P = 0.025%, S = 0.035%

Dos & Don'ts In GTAW
• Always Connect Electrode – Ve
• Keep Always Flow Meter Vertical
• Check & Confirm Argon Purity
• Clean Groove & Filler wire With Acetone
• Grind Tungsten Tip to Point
• Don’t Strike Arc With Electrode + Ve
• Don’t strike Arc Without Argon Flow
• Don’t Strike Arc By touching Tungsten Rod
• Don’t Touch Weld Pool With Tungsten Rod
• Don’t Lift and break Arc
Dos Don’ts
Dos & Don'ts In GTAW
• Break The Arc Only By Pedal Switch
• Lift The Torch only After 5 Sec Of Arc Break.
• Ensure Pre Purging & Post Purging of 5Sec
• Ensure Argon Flow & Water Circulation To Torch
• When Arc is Stopped Don’t Lift Torch immediately.
• Don’t Weld With Blend Tungsten Rod
• Don’t Weld With Argon Leaking Torch
• Don’t Weld Without Water Circulation
Dos Don’ts
Dos & Don'ts In GTAW
• Provide Back Purging For Single Sided Full Penetration Welds
• Use N2 or Argon as Back Purging Gas For CS & LAS
• Use Argon As Back Purging Gas For SS & Non Ferrous Alloys
• Don’t Weld Single Sided Full Penetration Welds Without Back Purging
• Don’t Use N2 As Back Purging Gas For Non Ferrous Alloys
• Don’t Empty Ag Cylinders Fully
Dos Don’ts
Defects In GTAW
1. Cracks 2. Lack Of Fusion 3. Porosity 4. Undercut 5.Lack Of Penetration 6. Excess Penetration
7.Overlap 8. Suck Back 9. Under Flush 10. Burn Through 11. Tungsten Inclusion 11.Stray Arcing
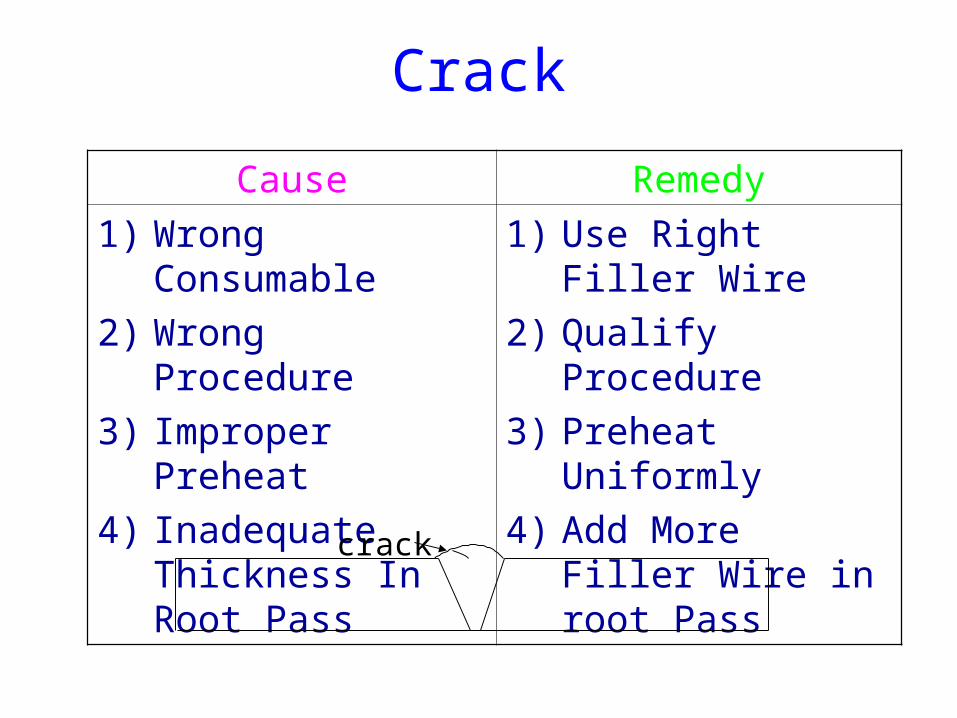
Crack
Cause Remedy1) Wrong Consumable2) Wrong Procedure3) Improper Preheat4) Inadequate Thickness
In Root Pass
1) Use Right Filler Wire2) Qualify Procedure3) Preheat Uniformly4) Add More Filler Wire
in root Pass
crack
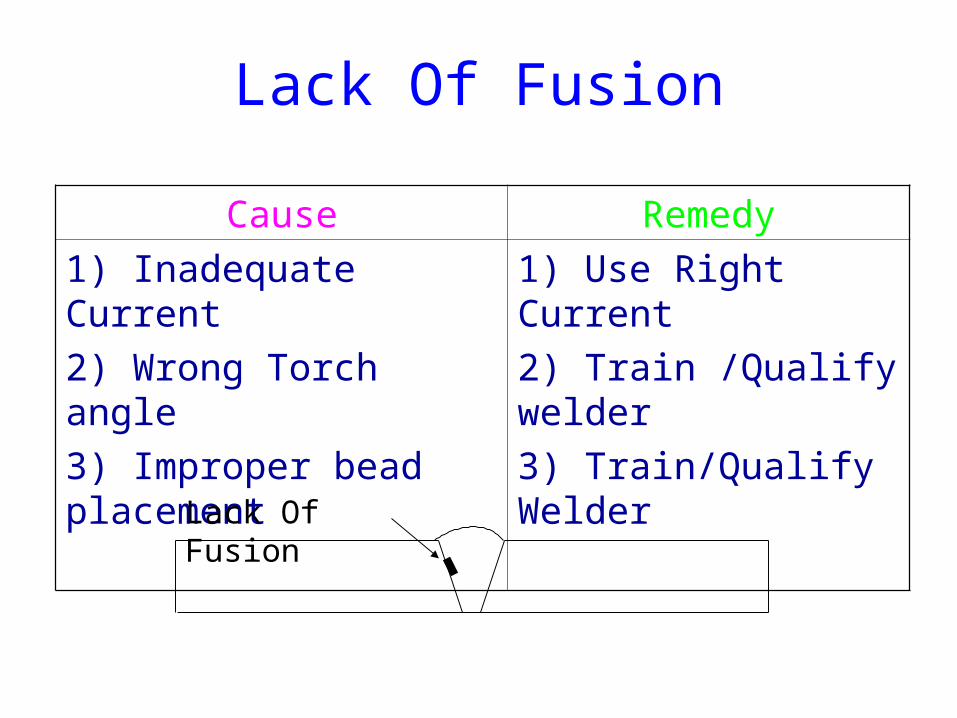
Lack Of Fusion
Cause Remedy1) Inadequate Current2) Wrong Torch angle3) Improper bead placement
1) Use Right Current2) Train /Qualify welder3) Train/Qualify Welder
Lack Of Fusion
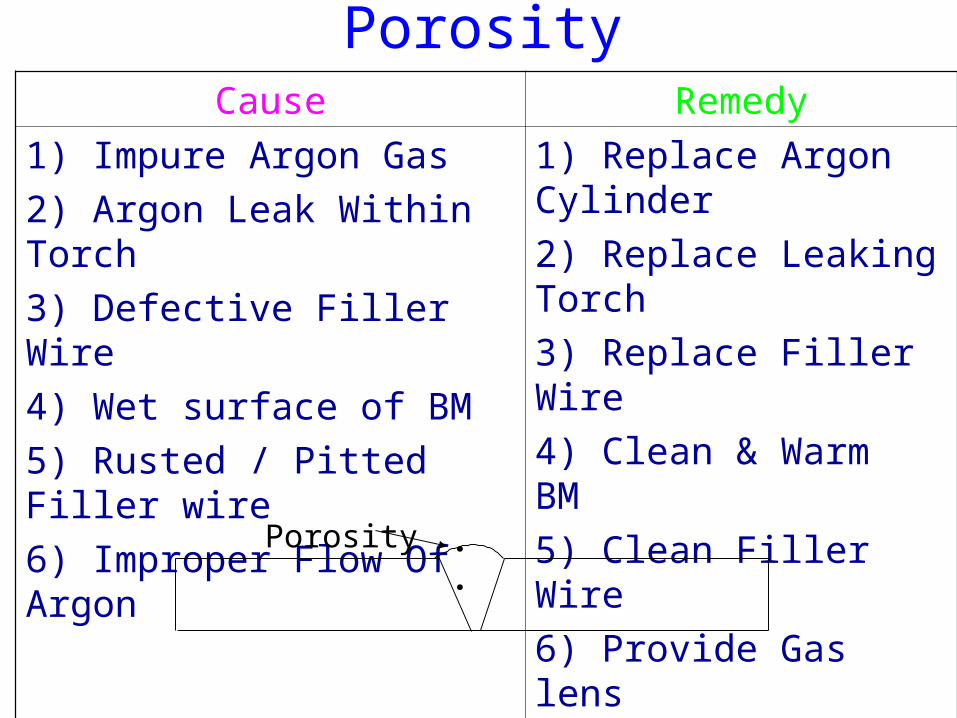
PorosityCause Remedy
1) Impure Argon Gas2) Argon Leak Within Torch3) Defective Filler Wire4) Wet surface of BM5) Rusted / Pitted Filler wire6) Improper Flow Of Argon
1) Replace Argon Cylinder2) Replace Leaking Torch 3) Replace Filler Wire4) Clean & Warm BM5) Clean Filler Wire6) Provide Gas lens
Porosity . .
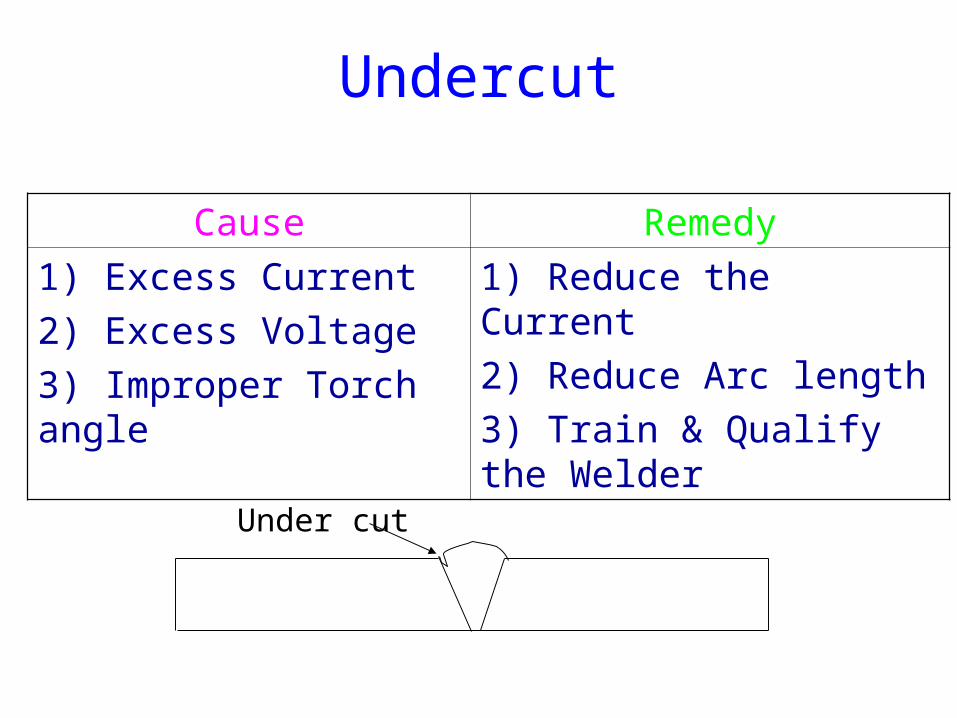
Undercut
Cause Remedy1) Excess Current2) Excess Voltage3) Improper Torch angle
1) Reduce the Current2) Reduce Arc length3) Train & Qualify the Welder
Under cut
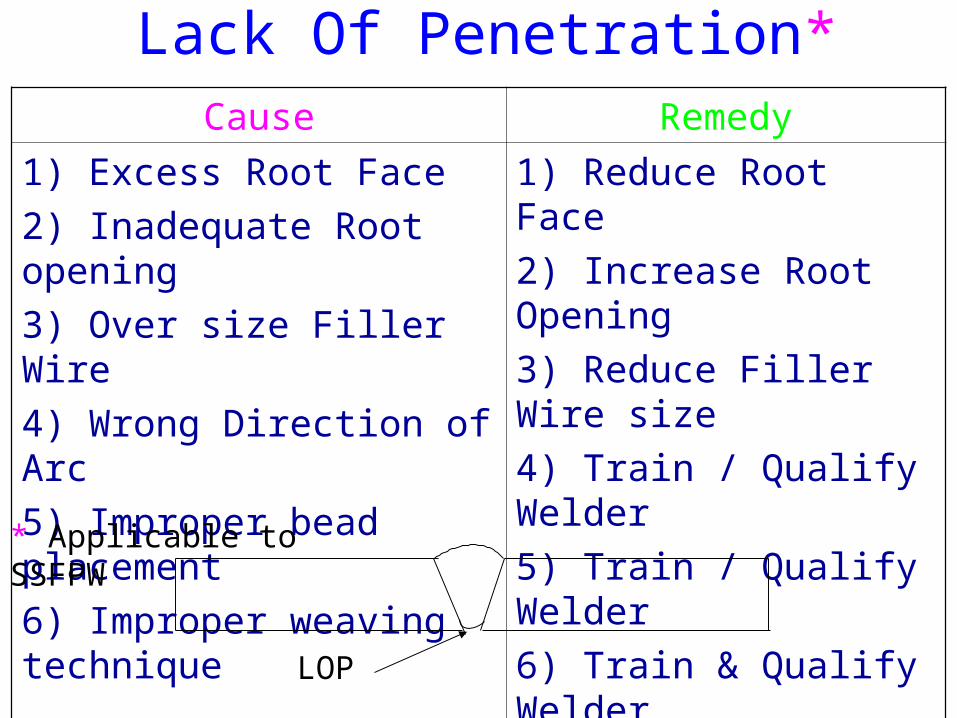
Lack Of Penetration*Cause Remedy
1) Excess Root Face2) Inadequate Root opening3) Over size Filler Wire4) Wrong Direction of Arc5) Improper bead placement6) Improper weaving technique
1) Reduce Root Face2) Increase Root Opening3) Reduce Filler Wire size4) Train / Qualify Welder5) Train / Qualify Welder6) Train & Qualify Welder
LOP
* Applicable to SSFPW
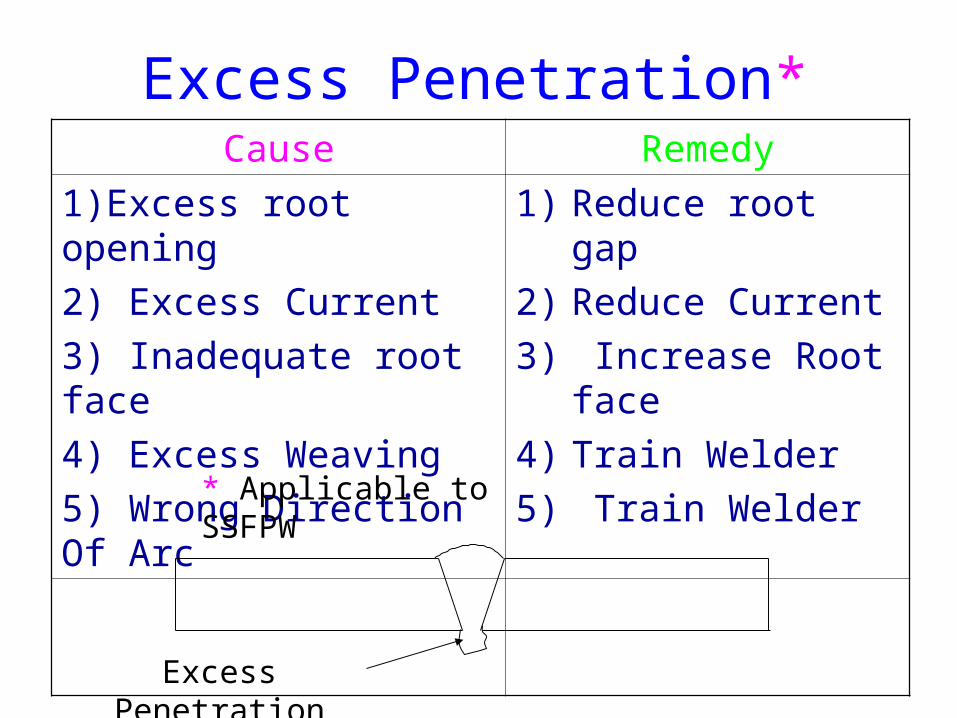
Excess Penetration*Cause Remedy
1)Excess root opening2) Excess Current3) Inadequate root face 4) Excess Weaving 5) Wrong Direction Of Arc
1) Reduce root gap2) Reduce Current3) Increase Root face4) Train Welder5) Train Welder
Excess Penetration
* Applicable to SSFPW
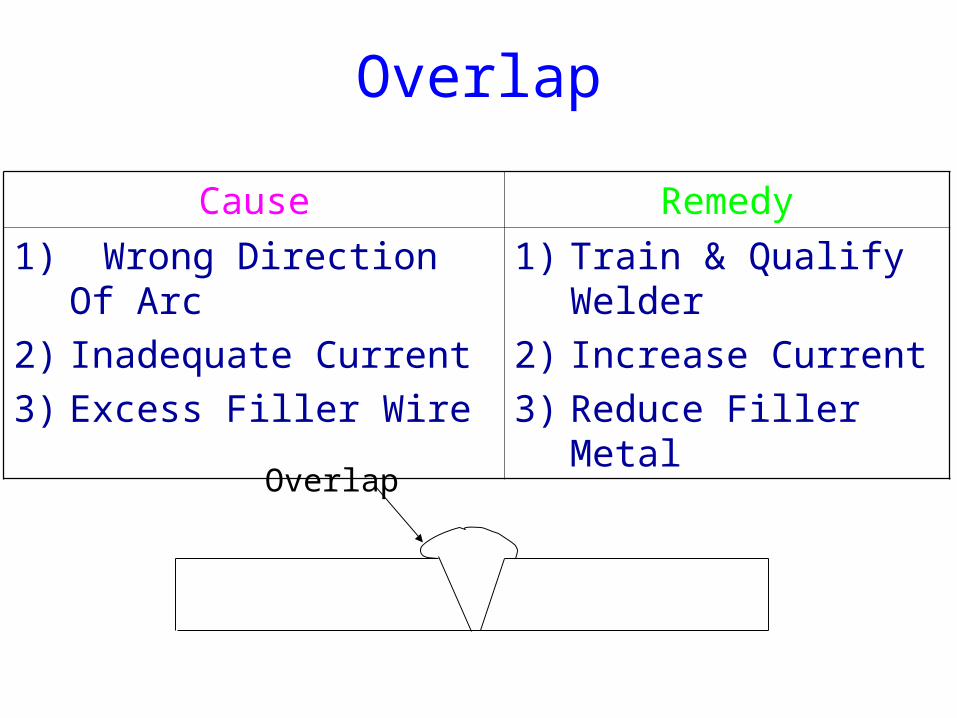
Overlap
Cause Remedy1) Wrong Direction Of Arc2) Inadequate Current3) Excess Filler Wire
1) Train & Qualify Welder2) Increase Current3) Reduce Filler Metal
Overlap
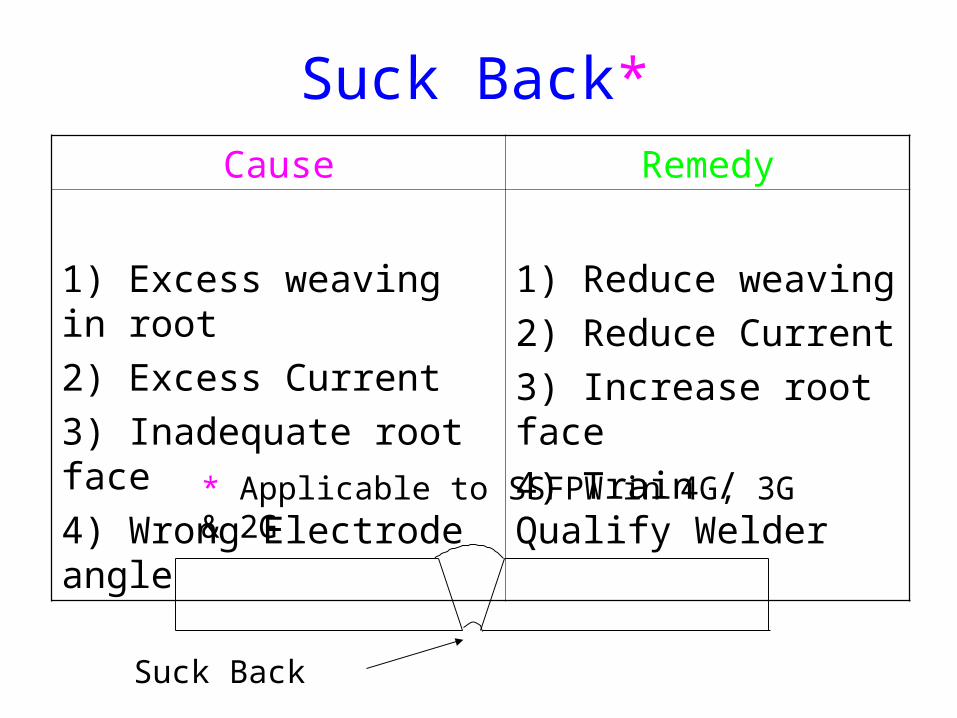
Suck Back*Cause Remedy
1) Excess weaving in root2) Excess Current3) Inadequate root face 4) Wrong Electrode angle
1) Reduce weaving2) Reduce Current3) Increase root face4) Train / Qualify Welder
Suck Back
* Applicable to SSFPW in 4G, 3G & 2G
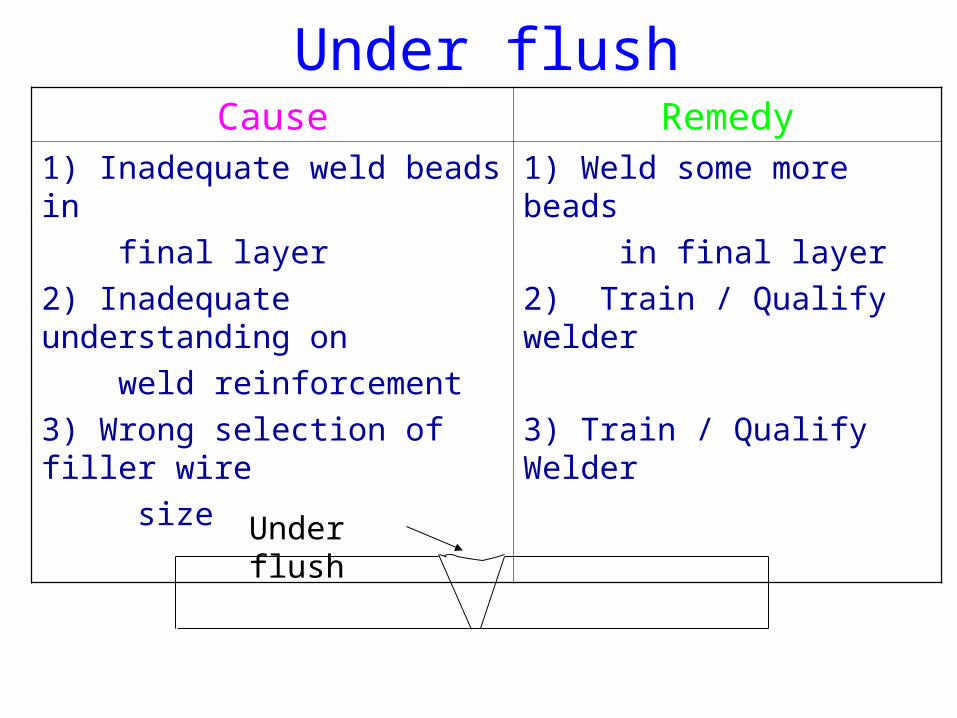
Under flushCause Remedy
1) Inadequate weld beads in final layer2) Inadequate understanding on weld reinforcement 3) Wrong selection of filler wire size
1) Weld some more beads in final layer2) Train / Qualify welder
3) Train / Qualify Welder
Under flush
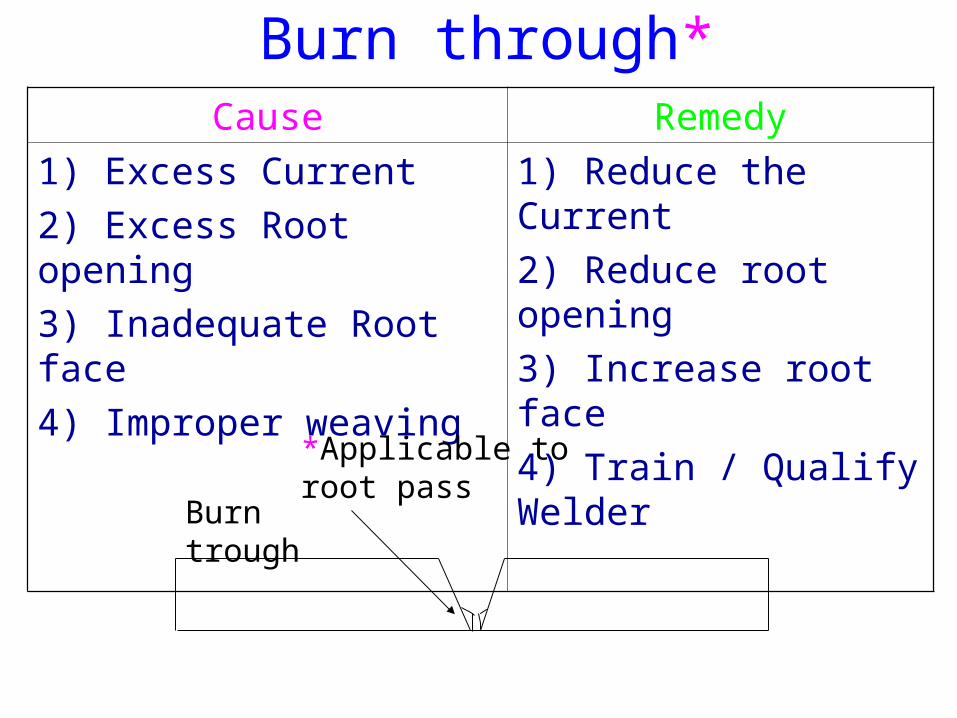
Burn through*Cause Remedy
1) Excess Current2) Excess Root opening3) Inadequate Root face4) Improper weaving
1) Reduce the Current2) Reduce root opening3) Increase root face4) Train / Qualify Welder
Burn trough
*Applicable to root pass
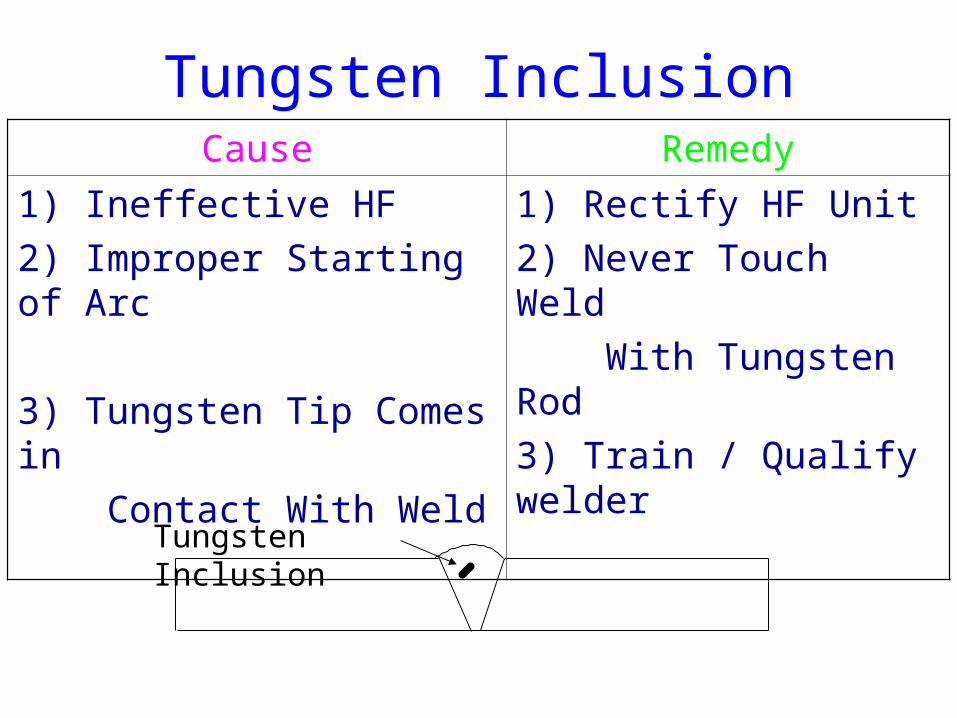
Tungsten InclusionCause Remedy
1) Ineffective HF2) Improper Starting of Arc
3) Tungsten Tip Comes in Contact With Weld
1) Rectify HF Unit2) Never Touch Weld With Tungsten Rod3) Train / Qualify welder
Tungsten Inclusion
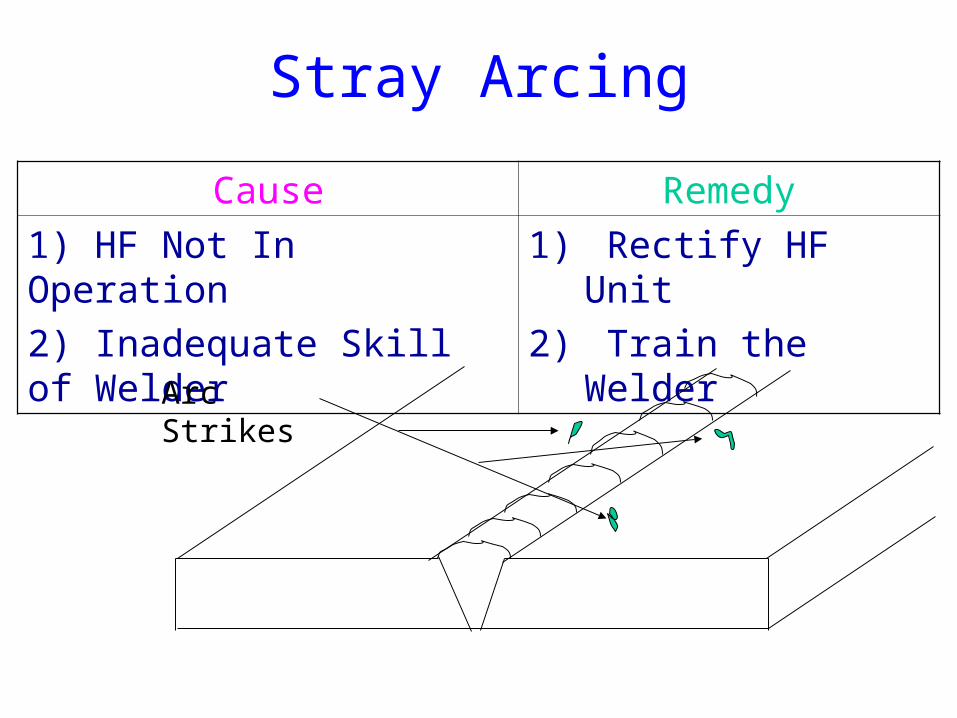
Stray Arcing
Cause Remedy1) HF Not In Operation2) Inadequate Skill of Welder
1) Rectify HF Unit2) Train the Welder
Arc Strikes
Thanks



























![Guidelines to Gas Tungsten Arc Welding[GTAW]](https://img.pdfslide.us/doc/110x75/55cf99fe550346d033a00a2b/guidelines-to-gas-tungsten-arc-weldinggtaw.jpg)

