Embed Size (px)
DESCRIPTION
gas tungsten arc welding tutorial
Citation preview

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 1/78
Gas Tungsten Arc Welding

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 2/78

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 3/78
Objectives
• Describe the gas tungsten arc welding process
– List other terms used to describe it
• What makes tungsten a good electrode
• liminate tungsten erosion
• !hape and clean a tungsten electrode
• Grind a point on a tungsten electrode
7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 4/78
Objectives "continued#
• $emove a contaminated tungsten end
• %elt the end o& the tungsten electrode into thedesired shape
• 'ompare water(cooled GTA welding torches toair(cooled torches
• The purpose o& the three hoses connecting a
water(cooled torch to the welding machine

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 5/78
Objectives "continued#
• 'hoose an appropriate no))le
• *ow to get an accurate reading on a &lowmeter
• 'ompare the three t+pes o& welding current used&or GTA welding
• !hielding gases used in the GTA welding process

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 6/78
Objectives "continued#
• De&ine pre&low and post&low
• ,roblems resulting &rom an incorrect gas &low rate
• ,roperl+ set up a GTA welder
• stablish a GTA welding arc

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 7/78

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 8/78
,ower !ource /asics

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 9/78

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 10/78
Tungsten lectrodes

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 11/78
Tungsten
• Tungsten has the &ollowing properties0
– *igh tensile strength
– *ardness
– High melting temperature
– *igh boiling temperature
– Good electrical conductivity

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 12/78
Tungsten "continued#
• Tungsten is the best choice &or a non consumableelectrode
– High melting temperature
– Good electrical conductivity• As the tungsten electrode becomes hot the arc
between the electrode and the work stabili)es
– /ut a clean and correctl+ ground tungsten isneeded
• /ecause o& the intense heat some erosion o& theelectrode will occur

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 13/78
1igure 23(2 !ome tungsten will erode and be trans&erred across the arc4

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 14/78
Tungsten "continued#
• Wa+s to limit erosion0
– Good mechanical and electrical contact
– 5se as low a current as possible
– 5se a water(cooled torch
– 5se as large a tungsten electrode as possible
– 5se D'6 current
– 5se as short an electrode e7tension as possible – 5se the proper shape electrode
– 5se an allo+ed tungsten electrode

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 15/78
Torch /uild Out

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 16/78
Torch /uild Out

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 17/78
Tungsten "continued#
• The collet is the cone(shaped sleeve that holdsthe electrode in the torch
• Large(diameter electrodes conduct more current
• The current(carr+ing capacit+ at D'6 is aboutten times greater than at D',
• The pre&erred electrode shape impacts thetemperature and erosion o& the tungsten
• With alternating current. the tip is subjected tomore heat than with D'6

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 18/78
1igure 23(8 The smooth sur&ace o& a centerless ground tungsten electrode4 'ourtes+ o&Larr+ 9e&&us4

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 19/78
T+pes o& Tungsten lectrodes
• ,ure tungsten is an e7cellent nonconsumableelectrode
• ,ure tungsten can be improved b+ adding0
– 'erium
– Lanthanum
– Thorium
– :irconium

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 20/78

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 21/78
Table 23(2 Tungsten lectrode T+pes and -denti&ication4

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 22/78
!haping the Tungsten
• To obtain the desired end shape0
– Grinding "&or %! and !!#
– /reaking "not recommended due to cost#
– $e melting the end "Aluminium welding#
– 5sing chemical compound "doesn;t work that well#
7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 23/78
Grinding
• O&ten used to clean a contaminated tungsten orto point the end
• !hould have a &ine. hard stone
– A coarse grinding stone with result in moretungsten breakage
• !hould be used &or grinding tungsten onl+
– %etal particles will <uickl+ break &ree when the arcis started. causing contamination

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 24/78
1igure 23(= 'orrect wa+ o& holding a tungsten when grinding4 'ourtes+ o& Larr+ 9e&&us4

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 25/78
/reaking and $emelting
• Tungsten is hard but brittle
– -& struck sharpl+. it will break without bending
– Try not to do this because of $$$$$$$$
• *olding against a sharp corner and hitting resultsin a s<uare break
• A&ter breaking s<uarel+. melt back the end

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 26/78
'hemical 'leaning and ,ointing
• Tungsten can be cleaned and pointed using oneo& several compounds
• *eated b+ shorting it against the work
• Dipped in the compound
• When the tungsten is removed. cooled. andcleaned. the end will be tapered to a &ine point
• The chemical compound will dissolve thetungsten. allowing the contamination to &all &ree

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 27/78
,ointing and $emelting
• Tapered tungsten with a balled end is made b+&irst grinding or chemicall+ pointing
• The ball should be made large enough so that the
color o& the end sta+s dull red and bright red• -ncrease ball si)e b+ appl+ing more current
• !ur&ace tension pulls the molten tungsten up ontothe tapered end

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 28/78
1igure 23(2> %elting the tungsten end shape4

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 29/78
GTAW <uipment

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 30/78
GTA Welding <uipment“Cadillac Stick Welder
• GTA welding torches are water( or air(cooled
• Water(cooled GTA welding torch is more e&&icient
• Water(cooled torch has three hoses connecting it
to the welding machine
• 6o))le directs the shielding gas directl+ on thewelding )one
• 1lowmeter regulates the rate o& gas &low

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 31/78
1igure 23(?2 !chematic o& a GTA welding setup with a water(cooled torch4

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 32/78
T+pes o& Welding 'urrent
• D'6 concentrates about ?@8 o& its welding heaton the work
– %a7 penetration
– *igh 1re<4 – start onl+• D', concentrates about 2@8 o& its welding heat
on the work
– %a7 cleaning action
– ?@8 o& heat at tungsten – primaril+ used &or ballingtungsten &or aluminium welding
– *igh 1re<4 – start onl+

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 33/78
T+pes o& Welding 'urrent
• A' concentrates its heat at 3@3
– !ign wave provides &or D'$, "cleaning action#and D'!, "penetration action#
– !<uare wave technolog+ allows &or adjusting thecleaning or penetration c+cle4
– *igh 1re<4 is on 'ontinuous so there is e<ual&iring o& both sides o& sign wave4
– D' 'omponent will take place i& there is no *igh1re<4

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 34/78
1igure 23(?B lectrons collect under the o7ide la+er during the D', portion o& the c+cle4

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 35/78
1igure 23(8 !ine wave o& alternating current at C c+cle4

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 36/78
!hielding Gas

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 37/78
!hielding Gases
• !hielding gases used &or GTA welding process0
– Argon "Ar#
– *elium "*e#
– Or a mi7ture o& two or more gases

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 38/78
!hielding Gases "continued#
• Argon e&&ectivel+ shields welds in deep grooves in&lat positions
• *elium o&&ers the advantage o& deeperpenetration

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 39/78
!hielding Gases "continued#
• *ot start allows a surge o& welding current
• ,re&low is the time gas &lows to clear out air in theno))le
– !ome machines do not have pre&low• ,ost&low is the time the gas continues &lowing
a&ter the welding current has stopped
7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 40/78
!hielding Gases "continued#
• -oni)ation ,otential
– Amount o& voltage needed to kick startE the arc• The ioni)ation potential. or ioni)ation energ+. o& a gas atom is the energ+ re<uired to strip it o& an electron4 That is
wh+ a shielding gas such as helium. with onl+ ? electrons in its outer shell. re<uires more energ+ "higher voltageparameters# &or welding4 The ioni)ation potential o& a shielding gas also establishes how easil+ an arc will initiate and
stabili)e4 A low ioni)ation potential means the arc will start relativel+ eas+ and stabili)e <uite well4 A high ioni)ationpotential has di&&icult+ initiating and ma+ have di&&icult+ keeping the arc stable4
• Argon
– 234F electron volts
• *elium – ?>4> electron volts
– %ore penetration

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 41/78
1igure 23(83 Too steep an angle between the torch and work ma+ draw in air4

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 42/78
$emote 'ontrols1oot or 1inger

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 43/78
$emote 'ontrols
• 'an be used to0
– !tart the weld
– -ncrease the current
– Decrease the current – !top the weld
• $emote can be &oot(operated or hand(operateddevice

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 44/78
Welding Techni<ues

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 45/78
Objectives
• Applications using the gas tungsten arc weldingprocess
• &&ects on the weld o& var+ing torch angles
• Wh+ and how the &iller rod is kept inside theprotective )one o& the shielding gas• *ow tungsten contamination occurs and what to
do
• 'auses o& change in welding amperage• 'orrect settings &or the minimum and ma7imum
welding current

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 46/78
Objectives "continued#
• T+pes and si)es o& tungsten and metal• 1actors a&&ecting gas pre&low and post&low times• %inimum and ma7imum gas &low settings0
– 6o))le si)e – Tungsten si)e – Amperage setting
• 'haracteristics o& low carbon and mild steels.
stainless steel. and aluminum• %etal preparation &or GTA welding• %ake GTA welds in all positions

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 47/78
-ntroduction
• Gas tungsten arc is also called GTA welding• GTA welding can be used to &or nearl+ all t+pes
and thicknesses o& metal
• GTA welding is &lu7less. slagless. and smokeless• Welders have &ine control o& the welding process• GTA welding is ideal &or close(tolerance welds• !ome GTA welds make the critical root pass
• GTA used when appearance is important

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 48/78
-ntroduction "continued#
• !etup o& GTA e<uipment a&&ects weld <ualit+ – 'harts give correct settings
• 1ield conditions a&&ect the variables in the charts
• 7periments designed to evaluate theappearance o& a weld
• A&ter welding in the lab. troubleshooting &ieldwelding problems is easier
• To make a weld is good0 to solve a weldingproblem is better
7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 49/78
Torch Angle
• As close to perpendicular as possible• %a+ be angled (23 degrees &rom perpendicular
&or better visibilit+
• As the gas &lows out it &orms a protective )one around the weld• Too much tilt distorts protective shielding gas
)one

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 50/78
1igure 2C(3 1iller being remelted as the weld is continued4 'ourtes+ o& Larr+ 9e&&us4

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 51/78
Torch Angle "continued#
• elocit+ o& shielding gas a&&ects protective )one• Low(pressure area develops behind the cup
when velocit+ increases
• !harper angle and higher &low rate increasescontamination

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 52/78
1iller $od %anipulation
• 1iller rod must be kept inside the protective )one• -& &iller rod is removed &rom the gas protection. it
o7idi)es rapidl+
– O7ide is added to the molten weld pool• When a weld is temporaril+ stopped. the
shielding gas must be kept &lowing

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 53/78
1iller $od %anipulation "continued#
• -& the rod tip becomes o7idi)ed. i& should be cuto&& be&ore restarting
• The rod should enter the shielding gas as close
to the base metal as possible• An angle less than 23 degrees prevents air &rombeing pulled in the welding )one

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 54/78
1igure 2C(? The hot &iller rod end is well within the protective gas envelope4 'ourtes+ o&
Larr+ 9e&&us4

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 55/78
1igure 2C(F Too much &iller rod angle has caused o7ides to be &ormed on the &iller rod
end4 'ourtes+ o& Larr+ 9e&&us4

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 56/78
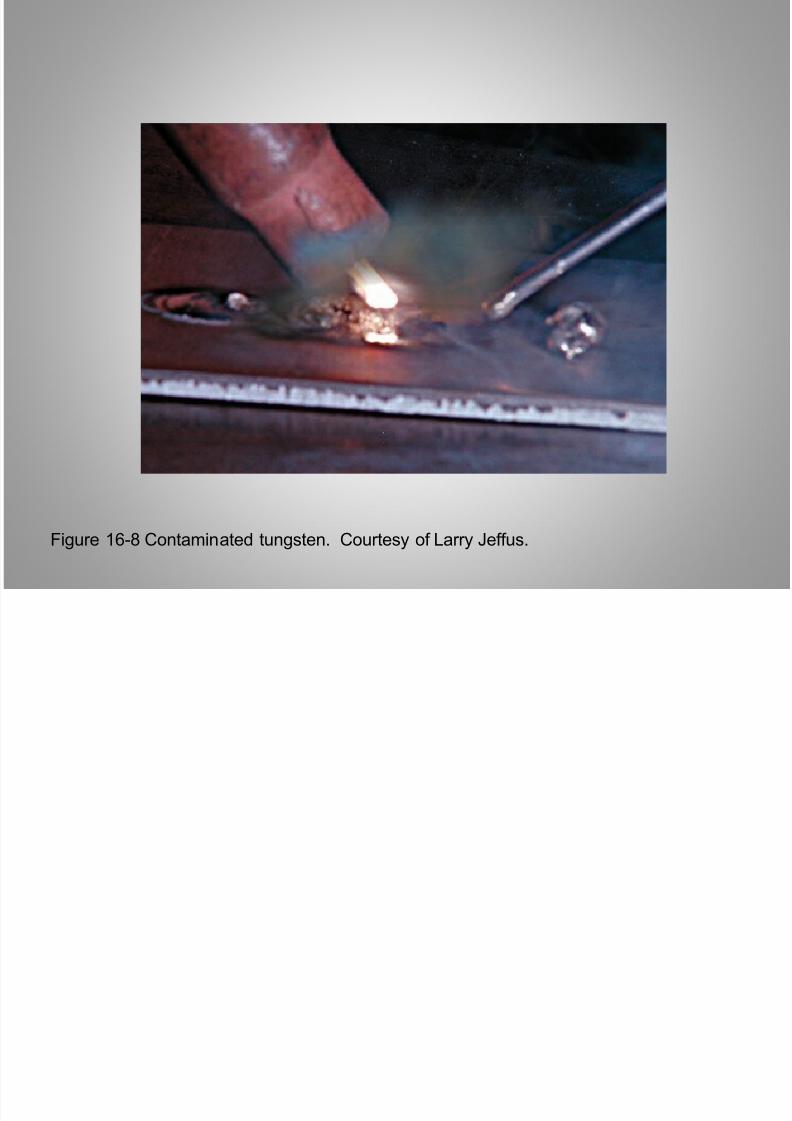
Tungsten 'ontamination
• %ost &re<uent problem is tungstencontamination
• Tungsten becomes contaminated i& it touches0
– Molten weld pool – Filler metal
• !ur&ace tension pulls the contamination up ontothe hot tungsten
• 7treme heat causes some o& the metal tovapori)e and &orm a large o7ide la+er

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 57/78
Tungsten 'ontamination "continued#
• 'ontamination caused b+ the tungsten touchingthe molten pool or &iller metal &orms a weak weld
• The weld and tungsten must be cleaned be&ore
an+ more welding can be done• Tin+ tungsten particles will show up i& the weld is7(ra+ed
• 'ontamination can be knocked o&& <uickl+ b+&lipping the torch head
• This procedure should never be used with heav+contamination or in the &ield
7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 58/78
1igure 2C(= 'ontaminated tungsten4 'ourtes+ o& Larr+ 9e&&us4

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 59/78
'urrent !etting
• Amperage on the machineHs control is the sameat the arc when0 – ,ower to the machine is e7actl+ correct
– Lead length is ver+ short – All cable connections are per&ect – Arc length is e7actl+ right – $emote current control is in the &ull on position

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 60/78
1igure 2C(2 %elting &irst occurring4 'ourtes+ o& Larr+ 9e&&us4

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 61/78
1igure 2C(2? O7ides &orming due to inade<uate gas shielding4 'ourtes+ o& Larr+ 9e&&us4

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 62/78
Gas 1low
• Gas pre&low and post&low times depend upon0
– Wind or dra&t speed
– Tungsten si)e used
– Amperage – 9oint design
– Welding position
–T+pe o& metal welded• %a7imum &low rates must never be e7ceeded
– Air can be sucked into the weld )one

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 63/78
,ractice Welds
• ,ractice welds are grouped according to theweld position and t+pe o& joint
• %ild steel is ine7pensive and re<uires the least
amount o& cleaning• With aluminum. cleanliness is a critical &actor
• Tr+ each weld with each metal to determinewhich metal will be easier to master

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 64/78
Low 'arbon and %ild !teels
• Low carbon and mild steel are two basic steelclassi&ications
• !mall pockets o& primar+ carbon dio7ide gas
become trapped• ,orosit+ most likel+ when not using a &iller metal
• %ost &iller metals have some allo+s. calleddeo7idi)ers

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 65/78
!tainless !teel
• !etup and manipulation are nearl+ the same as&or low carbon and mild steels
• %ost welds on stainless steels show e&&ects o&
contamination• %ost common problem is the bead color a&ter
the weld
• 5sing a low arc current with &aster travel speedsis important

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 66/78
Aluminum
• %olten aluminum weld pool has high sur&acetension
• ,reheat the base metal in thick sections
• ,reheat temperature is around 8I 1ahrenheit• 'leaning and keeping the metal clean is time
consuming
• Aluminum rapidl+ o7idi)es at weldingtemperatures

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 67/78
%etal ,reparation
• /ase and &iller metals must be thoroughl+cleaned
• 'ontamination will be deposited into the weld
• O7ides. oil. and dirt are the most common• 'ontaminants can be removed mechanicall+ or
chemicall+

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 68/78
1igure 2C(23 Aluminum &iller being correctl+ added to the molten weld pool4 'ourtes+ o&
Larr+ 9e&&us4

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 69/78
1igure 2C(2C 1iller rod being melted be&ore it is added to the molten pool4 'ourtes+ o&
Larr+ 9e&&us4

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 70/78
1igure 2C(2= !ur&acing weld4 'ourtes+ o& Larr+ 9e&&us4

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 71/78
1igure 2C(? stablish a molten weld pool and dip the &iller rod into it4 'ourtes+ o& Larr+
9e&&us4

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 72/78
1igure 2C(?2 6ote the di&&erence in the weld produced when di&&erent si)e &iller rods are
used4 'ourtes+ o& Larr+ 9e&&us4

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 73/78
1igure 2C(?? %ove the electrode back as the &iller rod is added4 'ourtes+ o& Larr+ 9e&&us4

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 74/78
1igure 2C(8> /e sure both the top and bottom pieces are melted4 'ourtes+ o& Larr+
9e&&us4

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 75/78
1igure 2C(83 O7ides &orm during tack welding4 'ourtes+ o& Larr+ 9e&&us4

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 76/78
1igure 2C(8C A notch indicates the root was not properl+ melted and &used4 'ourtes+ o&
Larr+ 9e&&us4

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 77/78
1igure 2C(8F Watch the leading edge o& the molten weld pool4 'ourtes+ o& Larr+ 9e&&us4

7/21/2019 Gas Tungsten Arc Welding (GTAW)
http://slidepdf.com/reader/full/gas-tungsten-arc-welding-gtaw 78/78
!ummar+
• ,ositioning +oursel& to control the electrode &illermetal and to see the joint is critical
• 7perienced welders reali)e the+ need to seeonl+ the leading edge o& the weld pool
• Good idea to graduall+ reduce +our need &orseeing 2J o& the weld pool
– -ncreasing this skill is signi&icant advantage in the&ield
• Welding in the &ield ma+ have to be done out o&





























