Embed Size (px)
Citation preview

Group I replacement in industrial oil formulations: A look at hydraulic fluids5to Encontro Internacional com o Mercado, June 2015Dr. Luis Bastardo-Zambrano, Nynas AB

Lubricant base oil slate development
2007 2014
Source LNG
“Evolution of the base oil pool”
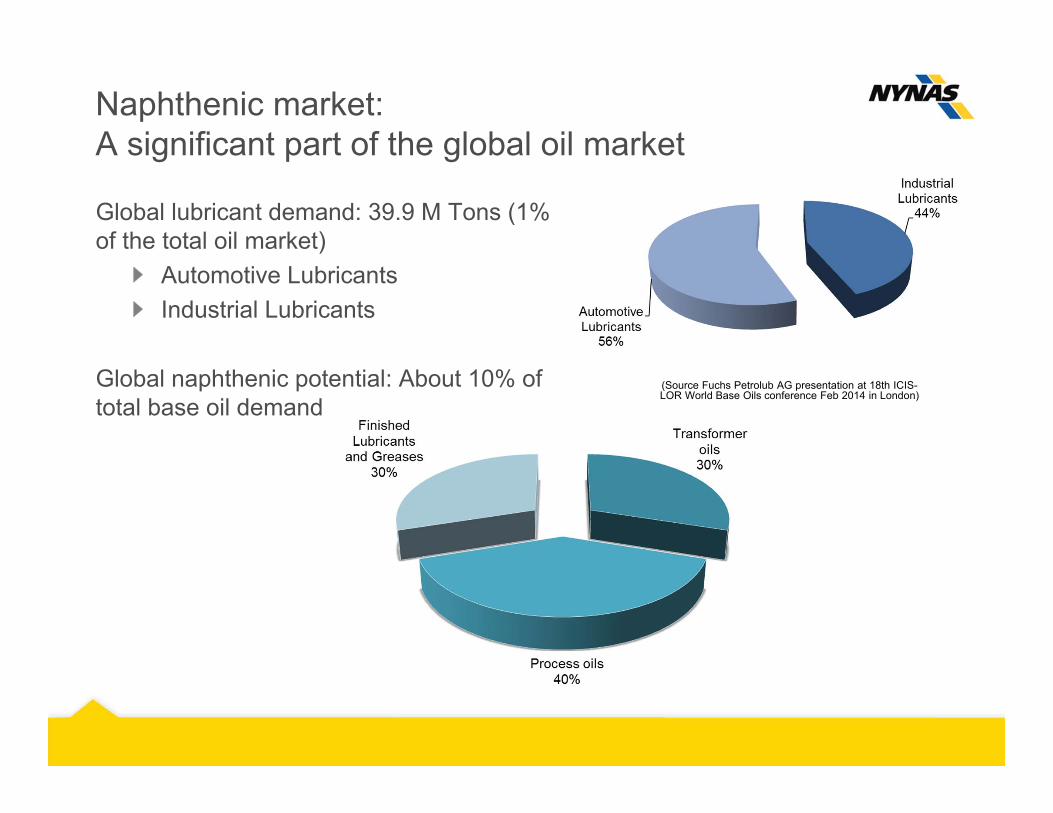
Naphthenic market: A significant part of the global oil market
Global lubricant demand: 39.9 M Tons (1% of the total oil market)
Automotive LubricantsIndustrial Lubricants
Global naphthenic potential: About 10% of total base oil demand
(Source Fuchs Petrolub AG presentation at 18th ICIS-LOR World Base Oils conference Feb 2014 in London)

The coming 5 years –The boost of Group II/III capacity
Group II; 22.4 mmtpa (+8.6 mmtpa)
Group III; 8.2 mmtpa (+4.1 mmtpa)
Group I ? mmtpa
Source for historical data: Fuchs Petrolub
32
33
34
35
36
37
38
39
2002
2003
2004
2005
2006
2007
2008
2009
2010
2011
2012
2013
2014
2015
2016
2017
Lubrican
t de
man
d (m
mtpa)

The demand outlook will be the result of a balancing act between tailwinds and headwinds
• Increasing vehicle population• Increased mechanization
• Growing industrial production
• Longer lasting lubricants• Lower losses in use• Smaller sump sizes

However, the demand growth will not match the supply growth
Independently of the way the demand will develop, without closures we are heading towards a period of overcapacityThe demand outlook will only determine the size of the oversupplyIn the most optimistic growth scenario the excess capacity would reach 6 M mt/yIn the most realistic growth scenario the excess capacity would be over 10 M mt/y

Base oil Market in Europe
No closures of Group I refineries in 2014Europe has 15% of global Base oil capacityEurope has 25 % of global Group I capacity
Group I closures announcements Europe for 2015:
Group I capacity in South America has remained flat at 1.5 Mtpa since 2011*
Company Location Capacity (tpa)Shell Pernis, Netherlands 370000Total Gonfreville, France 480000Colas Dunkerque, France 290000Nynas Hamburg, Germany 165000
*LubesNGreases

How will this affect the lubricant industry?
The Group I production rationalization will push major Group I producers with own lubricant production to focus mainly on production for captive use
The product offering will not any longer be optimized on industrial lubricant requirements

The majority of Group I producers have an in-house lubricant business
Lubricant producers, 89%
Non lubricant producers, 11%
89% of the global base oil production comes from producers that have an in-house lubricant business

The “collateral damage” of the paraffinic quality shift
Group II and III paraffinic oils are excellent base stocks for the formulation of modern engine oils
However, Group II and III paraffinic oils display lower solvency compared to Group I paraffinic oils
Moreover, there is a limitation in the maximum viscosity that can be reached in Group II and III plants
Therefore, the shift from Group I to Group II and III paraffinic oils will pose challenges to industrial lubricant formulators, as it will lead to a loss of solvency and viscosity range availability

Group I oils are primarily used in industrial applications
Global Usageof Group IOils 2013
(total market approx.17 million tons)Source: Kline

Viscosity gap
API group Light neutral Medium neutral Heavy neutral Bright stock
Group I 38% 13% 33% 16%
Group II 55% 25% 20% none
Group III 80% 20% none none
The ongoing shift in capacity will generate availability issues for heavy neutrals and for bright stocks

Base oils: Chemical composition
Aromatic
100%
Paraffinic and One-ring Naphthenic Multi-ring naphthenic
PAO
0% 20% 40% 60% 80%
NAPHTHENIC
GROUP II
Group I replacement (NB)
GROUP I
SIMILARCHARACTERISTICS

A naphthenic based Group I replacementCan be widely applied in industrial lubricant formulations
Main advantagesMost similar product to Group I oilsHigh degree of flexibility in blendingOptional tailor-made blends readily availableSuperior low temperature performance
Main challenges vs Group I base oilsSlightly higher volatilityLower flash point Slightly lower VI

The Naphthenic based (NB) Group I replacement vs. SN reference base oils
NB 70 SN 70 NB 100 SN 100 NB 150 SN 150 NB 300 SN 300 NB 500 SN 500 NB 600 SN 600
Density (kg/m3) 0.873 0.849 0.867 0.859 0.871 0.868 0.886 0.876 0.889 0.879 0.876 0.880
FP COC (°C) 168 190 196 206 222 224 220 258 242 262 268 278
PP (°C) ‐27 ‐12 ‐24 ‐18 ‐24 ‐18 ‐21 ‐18 ‐30 ‐9 ‐15 ‐9
Viscosity@40 °C (cSt) 14 12 22 17 30 30 60 58 100 94 120 115
Viscosity @100°C (cSt) 3.1 2.9 4.2 3.7 5.0 5.2 7.3 7.8 10.2 10.7 12.6 12.2
VI 67 92 88 104 89 103 80 98 79 97 98 96
Aniline Pt. (°C ) 90 90 100 98 101 102 103 109 111 115 123 117
Sulfur (m‐%) 0.02 0.2 0.01 0.2 0.04 0.2 0.02 0.2 0.03 0.3 0.02 0.3
CA ,% 3 7 2 3 3 3 4 3 3 2 2 3
CN, % 42 27 36 32 35 33 36 32 36 31 30 29
CP, % 55 66 62 65 62 64 60 65 61 67 69 68
Refractive index 1.477 1.468 1.475 1.472 1.479 1.477 1.485 1.481 1.487 1.483 1.481 1.483

An example of reformulation: Hydraulic fluid
The formulation HM 46 - an industrial hydraulic fluid based on:
NB base oil (99%)
Additive package (anti-oxidant, anti-wear, rust & corrosion inhibitor, anti-foam)
Pour point depressant
M 46 a commercial product
HM 46
M 46
KV @ 40 ºC 46.8 45.8KV @ 100 ºC 6.6 6.6VI 92 96Density (g/ml @ 15 ºC) 0.877 0.879Flash point (COC, ºC) 202 244Pour Point (ºC) -39 -24Nz (mg KOH/g) 0.2 0.4Water (ppm) 20 11

Physical Properties HM 46 (NB) vs ISO
Test Unit HM 46 ISO 111 58, HM
Method
Filterability I/II* 97/94 80/60 ISO 13357-2
Foam I @ 24 ºC ml/ml 10/0 150/0 ISO 6247:1998
Foam II @ 93 ºC ml/ml 30/0 80/0 ISO 6247:1998
Foam III @ 24 ºC ml/ml 10/0 150/0 ISO 6247:1998
Air Release min 2 10 ISO 9120
Demulsibility min 10 30 ISO 6614
Oil/water/emuls. ml 40/40/0 40/37/3 ISO 6614
TOST (1000 h) mg KOH/g -a ≤2 ISO 4263-1
RPVOT min 374 300a ASTM D 2272-11 method A
*= Dry (no added water), Applied Pressure 100 kPaa = SS 15 54 34:2015, Swedish Standard for Hydraulic Fluids, Level A, equal to 1000 h TOST

Miscibility Study HM 46 vs. M 46
A miscibility study is undertaken to determine the physical properties of blends of two candidate fluids – any detrimental effects?HM 46 (NB) and M 46 (Commercial) were studiedThree blends were prepared (vol:vol)
90:1050:5010:90
The following physical propertieswere determined:
FilterabilityFoamingAir releaseDemulsibility (Emulsion stability)

Miscibility study HM 46 (NB) vs. M 46 (Commercial)
Test Unit Method ISO 111 58, HM 90:10 50:50 10:90
Filterability (I)* ISO 13357-2 80 98 96 99Filterability (II)* ISO 13357-2 60 95 92 96Foam I @ 24 ºC ml/ml ASTM D 892-13 150/0 10/0 10/0 10/0Foam II @ 93 ºC ml/ml ASTM D 892-13 80/0 20/0 20/0 30/0Foam III @ 24 ºC ml/ml ASTM D 892-13 150/0 20/0 30/0 30/0Air Release min ASTM D 3427-12 13 2.5 2.8 3.1Demulsibility min ASTM D 1401-10 30 10 10 15Oil/water/emuls. ml ASTM D 1401-10 40/37/3 40/40/0 40/37/3 40/38/2
*= Dry (no added water), Applied Pressure 100 kPa

Seal compatibility
The extent of each migration depends on the type of oil, elastomer and plasticizer
If the base oil diffuses very little into the elastomer → shrinkage and hardening
If the oil diffuses extensively → excessive swelling
Both shrinkage and excessive swelling are undesired as they compromise the stability of the sealing boot.
The oil’s solvency (aniline point) is a relevant parameter in the compatibility with the seal’s elastomer
Mineral oil
Plasticiser
Base oil or lubricant
Rubber

Seal compatibility: The tests
Seal samples were totally immersed into the oil and aged at 100°C for 168 hours
Changes in hardness and weight in the rubber were measured
The hardness was determined by the IRHD (International Rubber Hardness Degrees) method, where the rubber’s resistance to indentation is measured by pressing a rounded steel peak connected to a calibrated spring towards the material.

Seal compatibility HM 46 vs. M 46
Weight change (%)
Material HM 46 M 46
NBR 28% AN (Peroxide cured) 4.82 4.37
NBR 28%AN (Sulfur cured) 3.74 3.11
HNBR1 35% AN (Peroxide cured) 2.63 1.81
Hardnesschange (%)
Material HM 46 M 46
NBR 28% AN (Peroxide cured) 0 1.2
NBR 28%AN (Sulfur cured) -5.4 -4.3
HNBR1 35% AN (Peroxide cured) -3.6 1.2
ISO 111 58, acceptable increase in volume is 0-12%

Conclusions of the Formulation & Miscibility study
The novel Hydraulic Fluid HM 46 (NB) displays the desired and expected propertiesThe Oxidation stability result in the harsh RPVOT compares well versus e.g. demanding technical standards, and vs. Gr I based Turbine oilsThey benchmark well vs. a common industry leading formulation,called M 46The tested hydraulic fluids in the miscibility study were compatible:
HM 46 versus M 46No significant differences of the physical properties could be experimentally determined, i.e. no detrimental effects from the blending of different fluidsIt is therefore likely that the naphthenic based hydraulic fluids, would be compatible with similar systems in the field
Summary
The base oil industry has been going through important changes in the last few years
Group II and III base oil production has grown at the expense of Group I production
The rationalization of Group I production will result in a solvency and viscosity gap in the market
Naphthenic oils can fill part of that gap

Nynas Group Head OfficeP.O. Box 10700SE-121 29 StockholmSweden
Tel. +46-8-602 12 00Fax +46-8-91 34 27





























