Embed Size (px)
Citation preview

Surfaceand CoatingsTechnology,34 (1988) 1 - 14 1
FUNDAMENTAL STUDIES ASSOCIATED WITH THE PLASMA SPRAYPROCESS*
E. PFENDER
University of Minnesota,125 MechanicalEngineering,Minneapolis,MN 55455 (U.S.A.)
(ReceivedMay 12, 1987)
Summary
More than 25 years ago, plasmasprayingwas establishedas a com-mercial process,but only recently have seriousattemptsbeenreported toestablisha solid scientific basefor this technology.
The first part of this paper refers to the basic processesinvolved inplasmaspraying,including plasmageneration,plasmajet formation,particleinjection, particle heat and momentum transfer, and particle deposition.In the secondpart, recentresultsobtainedin this laboratoryaresummarized.These results are mainly concerned with the effects of vortex flow onparticlemotion andon air entrainmentduring atmosphericspraying.
1. Introduction
Plasmasprayinghas been aroundfor more than 25 years.In spite ofthis fact, the sciencebasefor this technQlogyis still poorly establishedandfor certain aspectsvirtually non-existent.
In the fifties, plasma torchesweredevelopedto testmaterialsat highenthalpiesfor simulatedre-entry vehicles. And in the late fifties and earlysixties the first serious attemptswere reported using plasmatorchesforspraying of primarily refractory materials. Today, we know that almostany material can be used for plasma spraying on almost any type of sub-strate. This flexibility is probably one of the major reasonsfor the rapidexpansionof this technology.
Applications for plasmaspraying include corrosion-, temperature-,andabrasion-resistantcoatings and production of monolithic and near netshapeswhich at the sametime take advantageof the rapid solidificationprocess.Powdersof glassy metals can be plasmasprayedwithout changingtheir amorphous characteristics. Very recently high temperature super-conductivematerialshavebeendepositedby the plasmasprayprocess.
*Paper presentedat NTSC87, the National Thermal Spray Conferenceand Exposi-
tion, Orlando, FL, U.S.A., September14- 17, 1987.
0257-8972/88/$3.50 © Elsevier Sequoia/Printedin The Netherlands

2
The advent of low pressureplasma deposition (LPPD) provided astrong impetus for further developments, in particular in the aircraftindustry. Today, turbine bladesand other componentsof aircraft enginesare coated with corrosion- and temperature-resistantcoatings using theLPPD process.In comparisonwith atmosphericplasmaspraying,this processresults in superior mechanical and thermal propertiesof the coatings. Inaddition, this process allows chemically reactive materials (for examplemetalsand alloys) to be sprayed.
In Section 2 of this paper,the fundamentalsof plasmasprayingwill bebriefly reviewed,with emphasison plasma—particleinteraction. In Section3, unpublishedresults of recentstudiesin the High TemperatureLaboratoryat the University of Minnesotawill be summarized.
2. Basicsof plasmaspraying
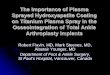
Figure 1 shows a schematicarrangementfor plasma sprayingusingad.c. spray torch. A high intensity arc is operated between a stick-typecathode and a nozzle-shapedwater-cooled anode.Plasmagas, introducedalong the cathode,is heatedby the arc to plasmatemperatures,leaving theanode nozzle as a plasmajet or plasma flame. Fine powder suspendedina carrier gas is injected into the plasmajet where the powderparticlesareacceleratedand heated.As the molten powderparticlesimpinge with highvelocitieson asubstrate,they form a moreor lessdensecoating.
This briefly summarizedplasmasprayprocesswill be discussedin moredetail in the following, starting with the plasma-generatingprocessin thetorch. Although d.c. arcs are primarily usedfor generatingplasmasin spraytorches, new developmentsindicate that r.f. plasmasmay be useful forcertaintypesof plasmasprayapplications.
Cathode Holder ( —)
/ Insulator
/1 Anode Holder(+)
/ // Front Electrode (Nozzle; Anode)
Water Cooling
Water Cooling
Cathode(Tungsten) External Powder
Feed
Water Outtet / Internal
// ‘\ Powder Feed
Arc GasTa ngentia I! Injection
Water Injection (High Pressure)
Fig. 1. Schematicdiagramof typical plasmaspraygun.

3
2.1. Plasmagenerationandplasmajet formationThe discussionin this section will be restrictedto d.c. plasmatorches
operatedat atmosphericpressure,thesebeing the most common tool forplasmaspraying. Figure 2 showsthe essentialcomponentsof a plasmatorch.The arc is initiated betweenthe tip of the cathode(typically thoriatedtung-sten) and the water-cooledanodenozzle. This nozzle may be converging,converging—divergingor essentially straight, dependingon the particularspray application. The working gas is introduced either axially or with anadditional swirl component.The latter improves arc stability in the vicinityof the cathodeand rotates the anodearc root which may be desirableforreducinganodeerosion.The gas heatedby the arc emanatesas a plasmajetfrom the torch orifice. For typical plasmaspray applications,the gas flowrate is sufficiently high to ensurea highly turbulent jet with avisible lengthof several centimeters.The maximum temperaturein the plasmajet is afunction of the designand of the operatingparameters.It may reachvaluesup to 20 000 K. In general,a smallernozzle diameterresultsin higher axistemperaturesof the arc as well as of the plasmajet if the operatingpara-meters(massflow rateandcurrent) arekept the same.
Although d.c. arcs are consideredto be steady and stationary dis-charges, arcs exposed to strong flows, as in the case of a typical plasmaspray torch, show high levelsof fluctuation. The anodearc root maytravelaxially as well as circumferentially (in the caseof vortex flow). In addition,the arc may experience“shunting” effects which have been extensivelystudied in the sixties [1, 2]. Thesearc fluctuationsresult in correspondingfluctuationsof the plasmajet [3] with a frequencyspectrumin the 10 kHzrange. Becauseof thesefluctuations, temperaturesand velocities measuredin such plasma jets must be consideredas average values. Besides thesefluctuations,plasmajets show more or less strong deviationsfrom the idealtwo-dimensionalbehavior which is usually postulatedfor temperatureandvelocity measurementsaswell as for modelingwork.
Argon and mixturesof argonwith other noble (He) or moleculargases(H2, N2, 02 etc.) are frequently usedfor plasmaspraying.The addition of
~
Fig. 2. Schematicdiagram of a plasmatorch.

4
icc — :000
80~ H ‘ 8002/~ /
~ 60 N Ne/ - 600
~ ~ /0~1~Ar -
/~~ ~~:00
i [ IO~K ]Fig. 3. Enthalpyof somemonatomic anddiatomic plasmagases.
He and in particular of moleculargasesresults in a drastic increasein theenthalpy of the plasma(seeFig. 3), which may be important for completeparticle melting. The addition of such gasesresults in a substantialincreasein the arc voltage (for a given current) and, therefore,of the power inputto the torch. Plasmatorchesfor atmosphericsprayingoperatetypically atpower levels from 10 to 100 kW. Thermal efficiencies vary from 30% to90%.
Since the plasma jet is a field-free plasma, the plasma temperaturedecaysrapidly with increasingdistancefrom the nozzle orifice, especiallywhen strong turbulent mixing enhancesthe energy exchangebetweentheplasma jet and the surrounding atmosphere.A reduction in the energyexchange with the ambient atmosphere(for example by lowering theambientpressureas in LPPD) producessubstantiallylongerplasmajets.
The flow velocities in the jet, which may range from 10 m s1 (order
of magnitude) to sonic or even supersonicvalues,show a similar decayingtrend as the temperatures,with increasingdistancefrom the nozzle exit.Figure 4 shows temperatureand velocity fields in an atmosphericpressureN
2—H2 plasmajet [4]. The broken lines in parts(a) and(b) indicateareasinwhich measurementsat presentarenot available.
2.2. Particle behavior in a plasmajetSpray powdersare usually injected into the plasmajet through small
tubes with an inside diameterof approximately 2 mm. A number of dif-ferent approacheshave been proposed for injection of such powders,including different locations for the injection (either into or downstreamof the anodenozzle),different injection angles,and simultaneousinjectionthroughmultiple injection tubes.
The powder particlesare suspendedin non-reactivegaseswhich serveas carrier gasesfor the injection process.The carrier gas velocity (or mass

5
50 100
Distance From Torch Exit, y (mm)
1b) 900m/s
50 100
Distance From Torch Exit, y (mm)
Fig. 4. D.c. plasmajet: (a) temperatureprofiles; (b) velocity profiles.
flow rate) is adjustedaccordingto the particle massto ensurepenetrationof the particlesinto the hot core of the plasmajet which ensureseffectiveheat and momentum transfer to the particles. The particlesenteringtheplasmaare acceleratedandheated,reachingthe plasmavelocity at acertaindistancefrom the anodenozzle,and beyondthis point the particlevelocityexceedsthat of the plasma owing to particle inertia. The distanceat whichthe particle velocity matchesthe plasmavelocity is a function of the particlemass(or size for agiven material), as shown in Fig. 5 [5]. The curvewhichrefers to a particle size of 3 pm representsapproximately the plasmavelocity. As the particle massincreases,the particles’ accelerationas well astheir final velocity at the location of the substrate(approximately100 mmdownstream)decreasessubstantially.
Ideally, the particlesshould arrive at the substrateat high velocitiesina completely molten state (but not overheated)to form a densecoatingwith little porosity. One of the key factors for satisfying this requirementis the control of the particle trajectoriesand of the associatedheattransferbetweenparticlesand the surroundingplasma.In spite of increasingeffortsover the past 10 years,understandingof the interactionof particulatematterwith thermal plasmasstill remainsincomplete.
In the following, some of the key problems of heat and momentumtransferto powderparticlesin thermalplasmajetswill bebriefly discussed.
A plasma jet is a highly non-homogeneoussystem with large tem-peratureandvelocity variations.Over a distanceof 10 mm, the temperaturemay drop from 15 000 K to almost room temperature,and the velocitymay drop from close to 1000 m s to almost zero over the samedistance.In such a system,the injected particlesmustpassthrough the hottestregionin the plasma jet to complete the melting process and to reach highvelocities.

6
dp Measured Caicui~~ -3JLm
18/Am A
.. 23/Am ~
300 ~
200 A
°oOO’\çi 8 A
I / °
//,~‘o
50 100 150
Distance (mm)
Fig. 5. Measuredand calculatedparticle velocitiesas a function of particle diameteranddistancefrom torch orifice in an ArH2 plasmajet.
Particle dynamics and heat transfer in a plasmajet may be affectedby the following mechanisms:(a) viscousdrag; (b) non-continuumeffects;(c) turbulent dispersion;(d) particle shape;(e) evaporation;(f) non-steadyheatingand radiation; (g) convective heat transfer; (h) electric chargingofparticles.
In addition to theseindividual effects,synergismmay be involved.A recentassessmentof the relative importanceof theseeffects using
computerexperiments[6 - 8] gavethe following results.(i) The correction terms requiredfor viscousdragand convectiveheat
transferdueto stronglyvaryingpropertiesare the most important factors.(ii) Non-continuum effects are important for particle sizes less than
10 pm at atmosphericpressure,but they becomevery important evenforlarger particle sizes (up to 100 pm) in the case of the LPPD process.Asan example, Fig. 6 shows the trajectoriesof 10 pm particlesinjected intoan atmosphericpressureplasmajet with a velocity of 10 m s
1. The threesets of curves refer to the solutions of the complete equation of motion(full lines), the equationwithout non-continuumeffects, and the equationwithout the correction term due to variable properties. It is obvious thatthe correction term due to variable propertiesreducesthe particle velocity,whereasnon-continuumeffectsseemto havelittle influence.
(iii) Turbulent dispersion is of particular importancefor smallparticles(less than 10 pm). Figure 7 showsasan examplethe effect of turbulenceon

D~1Opm
VpiOmFs —
0 2 L4 6 0 10
DISTANCE FROMTORCH EXIT, X[cm]
Fig. 6. Effects of various mechanismson particle penetrationinto a plasmajet. The threesets of curves refer to the solutions of the complete equation of motion (—), theequation without non-continuum effects (— — —) and the equation without thecorrection term dueto variableproperties ( .
.lOm/s:o
0 2 ‘ A ‘ 6 ‘ 8 10
DISTANCE FROM TORCHEXIT, X[Cm]
Fig. 7. Effect of turbulenceon particletrajectories.
particle motion for A12O3 particlesof 10, 30 and 50 pm injected into ahighly turbulent plasmajet with eddysizesof approximately1 mm.
The ranges of dispersedparticle trajectoriesare obviously larger forsmaller particles (10 pm). This is due to the small mass of such particleswhich easily follow the motion within the eddies. It is also observedthatthe dispersionbecomeslarger downstream.This is causedby the accumula-ted “randomwalk” influence.
(iv) If particle evaporation(which should be avoided in plasmaspray-ing) occurs,heat transferto thoseparticleswill besubstantiallyreduced[9].
(v) The shapesof particlesusedfor plasmasprayingmay be irregular.Furthermore, particle shapesare changingduring flight owing to phasechangesand deformations in the liquid phase. Relatively little is knownabout particle shapesused in plasmasprayingand of the effects of non-sphericityon heatandmomentumtransfer [10].
(vi) A particle injected into a thermal plasma will always assumeanegativechargeowing to the different thermalvelocities and mobilities of

8
electrons and ions. Whether or not this affects particle drag in thermalplasmas has never been explored. If LTE prevails in the boundary layer,particle chargingwill be of minor importance,becausefew chargedspeciesexist in the region near the particle surface.But this may be different for“frozen” or for non-continuum conditions, as experiencedin the LPPDprocess.
(vii) Studiesof the temperaturehistory of particleswith finite thermalconductivities show that temperaturegradientswithin the particlesdependon the ratio of the particles’ thermal resistanceto that of the plasma.Inspite of the difference in initial heating, the analytical expressionsbasedon infinite thermal conductivitiespredict the correct total time spent forboth heating and melting even for low-conductivity materials such asalumina. The effect of radiation lossesfrom a particle during heatingbecomesimportant for large particles, for high-boiling-point materials,andfor low enthalpydifferencesbetweenthe plasmaandthe particlesurface.
The previously describedeffects havebeenconsideredto be indepen-dent of each other. Therearemany waysin which theseeffectscaninteract,amplifying or diminishingeachother.For example,thereis a strongcouplingbetween non-continuum and shapeeffects, non-continuum and chargingeffectsetc.
2.3. Particle depositionand formation of coatingsIn this sectionsomeof the essentialfeaturesof coating formationwill
be summarizedwithout dwelling on details.The propertiesof coatingsare dictated by particularapplications.High
density coatings, for example, are required to provide wear or corrosionresistance,whereasthermal barrier coatings should have a relatively highpercentageof porosity to ensure thermal shock resistance.The plasmaspray parameterswill, of course,affect the propertiesof the coatings.Theultimate goal of research efforts in this field is to establish predictivecorrelationsbetweenplasma spray parametersand the properties(quality)of the coatings.
In a typical commercialplasmasprayprocess,the massof the depositedpowder is around 1 or 2 kg h1 for a torch operatedaround40 kW. Uponimpact on the substrate,the liquid particles will flatten and freeze.Thefreezing time of small particles(about30 pm) is in the range 10~- 106 s.During this time between50 and 100 particlesimpinge per squaremeter.As a consequence,the freezingof a particle is completely isolated, i.e. it isnot affected by other particles.The coating is built up particle by particle;each particle is frozen before the next particle arrives. This results in alayeredstructure (lamellae) of the coating.Furtherdetailsof coatingforma-tion, mechanicalpropertiesof coatings,adherenceto the substrateand ofporosity may be found in a recentsurvey [11] which lists many pertinentreferences.

9
3. Resultsof recentstudies
In this section,somerecentresultsassociatedwith plasmasprayingwillbe summarized.
3.1. Effectsof gasvortexon particle motionCommercial plasma spray torches frequently apply a gas vortex for
stabilizing the arc in the vicinity of the cathode.Although this vortex willrapidly dissipate downstream from the anode (nozzle), the motion ofparticlesinjected in the vicinity of the anodeorifice will be affectedby thisvortex.
Laser Doppler (LDA) measurementsof particle velocitiesclose to thenozzle revealedstrong asymmetryof the lasersignals, indicating a strongasymmetryof the particle distribution in the jet. By changingthe orienta-tion of the gas vortex, the lasersignal rate switchedaccordingly,which isa clear indication that the vortex flow exerts a dominating influence onparticle motion close to the anodenozzle. Furtherdownstream,this effectgradually vanished, renderingthe particle distribution more uniform acrossthejet.
Another interesting finding is the reverseflow found under cold flowconditions. The strong vortex leadsto a pressuredistribution which causesreverseflow along the axis of the jet. This reverseflow, however, has notbeenfound with the arc in operation,becauseof the low densitiesandhighvelocitiesin the coreof thejet.
The following selectedresults of LDA measurementsrefer to an anodenozzle shown schematicallyin Fig. 8. The downstreamsectionof the nozzleis slightly diverging.Measurementsverycloseto the nozzleexit (z < 15 mm)
U(,~JsI
250
200
150
100~ ___________________
Nozzle N
Cathode~
RADIAL DISTANCE r
Fig. 8. Electrodearrangementof plasmaspray torch.
Fig. 9. Radial velocity profiles of injected particles: I = 450 A; U = 26.4 V; ni1 = 35.4
standard1 mint (main flow); n~
2 1.7 standard1 min1 (carrier flow).

10
XI~’~I IJIr/~i
250 250
200 C
_ ~%~:_
RADIAL DISTANCE Ir~~I RADIAL DISTANCE
Fig. 10. Radial velocity profiles of injected particles: I = 450 A; U = 27.8 V; ni1 = 35.4
standard1 min~1ni
2 = 2.5 standard1 mint.
Fig. 11. Radial velocity profiles of injected particles: 1=450 A; U= 26.2 V, n’t~= 35.4standard1 min1 = 3.8 standard1 mini.
were not possiblebecauseof the “bias” effect introducedby the gasvortex.The results shown in Figs. 9 - 11 refer to measurementstaken in the back-scattering mode of the LDA system using A1
2O3 powder in a size range5 - 25 pm with the majority of the particles between 5 and 15 pm. Thepowder was injected approximately 5.6 mm downstreamfrom the anodenozzle exit through a small diameterinjection tube. The torch parametersusedfor thesemeasurementsare listed in the figure captions.Figures9 - 11show the effect of increasingcarrier gas flow rate on the velocity profilesof the injected powderparticles.Using a carrier gas flow rateof 2.51 min~results in substantiallyhigherparticlevelocities(Fig. 10) in comparisonwith1.7 1 min
1 (Fig. 9). This increaseoccurredat all threeaxial locations (zequal to 15, 25 and 45 mm), but primarily in the core of the plasmajet.For a carrier gasflow rateof 3.8 1 min1 (Fig. 11), the profiles were widerat z = 15 mm and z = 25 mm in comparisonwith 1.7 1 min~1(Fig. 9), butalmost identical at z = 45 mm. This indicatesthat a gas flow rate of 2.5 1min~,which correspondsto an averagevelocity of 15.4 m s~1,is optimalfor these torch operation conditions, i.e. the particles penetrateinto thecore of the plasmajet, but they do not passthrough the core as experi-encedwith the higher flow rate (Fig. 11). Other measurementsreportedina recentthesis[12] confirm theseresults.
3.2. Air entrainment in a plasmajetPlasmajets usedfor plasmasprayingarecharacterizedby strongturbu-
lence.If such plasmajets areoperatedin atmosphericair, turbulent mixing

11
with the surrounding air will be inevitable. In terms of applications,thismixing is undesirablefor sprayingof metals or alloys, becauseof oxidation.It also imposessevereproblemson spectrometrictemperaturemeasurementsof suchjetsbecauseof the unknownplasmacomposition.
Since mixing of the plasma jet with the surrounding air exerts adominating influence on the behaviorof sucha jet, detailed measurementsof air entrainmenthavebeenperformedusingan enthalpyprobe [13 - 19].Besides measurementsof plasma composition, such probes permit thedetermination of temperatureand velocity distributions in a plasma jet[20 - 24]. In general,such probesare consideredto be a reliable diagnostictool in a temperaturerange2000 - 15000 K.
For the measurementsreportedin thefollowing, the sameplasmatorch(anode) has been used as described in Section 3.1. Figure 12 shows thearrangementwith an oxygen analyzerfor continuousmeasurements.Figure13 shows argon concentration profiles at various axial locations and fortwo different gasflow rates.Figure 14 showsthe correspondingisocontours.
The parameterthat most affects the mixing of the jet is the flow rateof argon supplied to the torch. At low flow rates, the gas receivesmoreenergy per unit mass and reacheshigher temperatures.At a flow rate of
VACUUM sonic 0 ANALYZER
I’UIIP ORiFICE _________ PROBE
N ~I1~ELECTRO _________ ELECTRO
VALVE VALVE
PT
Fig. 12. Gassamplingarrangement.
100’
3.6Vmln~~=47.2l/min 10
RADIAL DISTANCE r (nn)
Fig. 13. Argon concentrationprofiles (I = 450 A).

12
10
mx23.6 I/mm
m=47.2 1/mln — 0.60.7
—10 — p I
0 10 20 30 40 50
DISTANCE FROMTORCH EXIT Z (mm)
Fig. 14. Argon concentrationisocontours(I = 450 A).
10
~0.7
—10 I I
0 10 20 30 40 50
DISTANCE FROMTORCH EXIT Z 1mm)
Fig. 15. Argon concentrationisocontours(n~ 47.21 1/mm; X, argonmole fraction).
23.6 standard1 min1, the jet appearsto be in the transitionto turbulence,and the argon concentration on the centerline remainsabove 50% forapproximately the first 3 cm of the jet (Figs. 13 and 14).A strongdifferencein the jet patterns is observedbetween23.6 and 35.4 standard1 min~,asthe jet undergoesa transition to a fully turbulent regime; lesserchangesthen occur between 35.4 and 47.2 standard1 min1. The turbulent mixingenhancesthe entrainmentof air into the jet, sothat the argonconcentrationprofiles drop morerapidly alongthe axis andbecomeflatter. The air entrain-ment is somewhat reduced at higher arc currents (Fig. 15) since theturbulencelevel in the jet seemsto be reducedwhich (in turn) reducesairdiffusion in the radial direction.
The mixing of cold air into the jet can stronglyreducethe enthalpyor temperatureof the plasma.This effect is very pronouncedsince air hasa higher specific heat than argon, resulting in lower temperaturesfor thesameenergy content. This fact is confirmed by temperaturemeasurementswhich are reportedelsewhere[25].

13
4. Conclusions
In this paper the fundamentalsof plasma sprayinghave been brieflyreviewed,with emphasison particle—plasmainteraction.
Results of recent studies in this laboratory show the importanceofvortex flow on particlemotion which will also affect particleheattransfer.
The entrainmentof air into a freely expanding, turbulent plasmajetis much higher than expected. The high air entrainmentexerts a strongcooling effect on the plasma. The flow parametersof the torch and theassociatedturbulencelevel in the jet seemto be the governingmechanismfor air entrainment.
Work is in progressto establisha comprehensivedata basefor suchplasmatorches.This is a necessityfor the developmentof valid modelsforatmosphericpressureplasmaspraying.
References
1 S. A. Wutzke, E. Pfenderand E. R. G. Eckert,AIAA J., 5 (1967) 707.2 S. A. Wutzke, E. Pfenderand E. R. G. Eckert,AIAA J., 6 (1968) 1474.3 E. Pfenderand C. J. Cremers, AIAA J., 3 (1965) 1345.4 A. Vardelle, J. M. Baronnet,M. Vardelle and P. Fauchais,IEEE Trans.PlasmaSci., 8
(1980) 417.5 M. Vardelle,A. Vardelle,P. FauchaisandM. Boulos,AIchE. J., 29 (1983) 263.6 E. Pfender,PureAPP!. Chem.,57 (1985) 1179.7 E. PfenderandY. C. Lee,PlasmaChem.PlasmaProc., 5 (1985) 211.8 Y. C. Lee, Y. P. Chyou and E. Pfender, Plasma Chem.PlasmaProc., 5 (1985) 391.9 Xi Chen, Y. C. Lee and E. Pfender, The importance of Knudsen and evaporation
effects on modelling in thermal plasma processing, Proc. ISPC-6, Université deSherbrookeand McGill University, Montréal, July, 1983, Vol. 1, Université deSherbrooke, 1983, p. 51.
10 M. I. BoulosandW. H. Gauvin, Can. J. Chem.Eng.,52 (1974) 355.11 J. H. Zaat, A Quarter of a Century of Plasma Spraying, Vol. 13, AnnualReviewof
MaterialScience,Annual Reviews,Inc., Palo Alto, CA, 1983, p. 9.12 E. Fleck, Velocity and temperature measurementsin thermal plasma jets, Ph.D.
Thesis,University of Minnesota,May 1986.13 J. Grey, ISA Trans.,4 (1965) 102.14 J. Grey, P. F. Jacobs and M. P. Sherman, Rev.Sci. Instrum.,33 (1962) 738.15 F. P. Incroperaand G. Leppert, ISA Trans., 6 (1967) 35.16 C. Boffa, Apparato sperimentale per la determinazione delle proprieta termo-
dinamiche in un getto di plasmad’argon generatomediantearco elettrico, a pressioneatmosferica,XXIII Congr. NazionaleATI, September,1968, p. 573.
17 F. A. Vassalla, Miniature enthalpy probes for high temperature gas streams,ARLRep.66-0115, June, 1966.
18 F. A. Vassalla, Miniature probes for the instantaneous measurement of enthalpy inarc jets, ARL Rep. 67-0181,September,1967.
19 J. Grey, Rev.Sci. Instrum., 34 (1963) 857.20 A. L. Hare, Velocity measurements in plasma flows using cooled pitot tubes — an
unsolved problem, 3rd mt. Symp. on Plasma Chemistry, Limoges, July, 1977,Université de Limoges, 1977, p. G.3.2.

14
21 A. L. Hare, Enthalpy probes— a contribution to the theory of operation, 3rd mt.Symp. on Plasma Chemistry, Limoges, July, 1977, Université de Limoges, 1977,p. G.3.8.
22 M.D. Petrovand V.A. Sepp,High Temp.,8(1970)868.23 S. V. Dresvin andV. S. Klubnikin, High Temp.,13 (1975) 400.24 J. B. Cox and F. J. Weinberg,J. Phys.D, 4 (1971) 877.25 M. Brossaand E. Pfender,Probe measurementsin thermalplasmajets, PlasmaChem.
PlasmaProcessing,8 (1), to be published.