Embed Size (px)
Citation preview

Fractionation of Bio-OilChristian Lindfors,* Eeva Kuoppala, Anja Oasmaa, Yrjo Solantausta, and Vesa Arpiainen
VTT Technical Research Centre of Finland, P.O. Box 1000, FI-02044 VTT, Finland
ABSTRACT: The fuel properties of fast pyrolysis bio-oils differ significantly from those of fossil fuels. As transportation fuel,bio-oil is not suitable without upgrading because of its relatively low energy content, high water content, acidity, and poor storagestability. Upgrading of bio-oil has usually been done by treating the whole oil in a reactor. The problem with this treatment is thatpyrolysis oil is a mixture of different compound groups, which all need different conditions and catalysts to react in a desirableway. Therefore, an efficient fractionation of bio-oil before upgrading may be a more efficient way of producing liquid fuels thantreating the whole oil. In this work, the target was to compare two industrially relevant fractionation concepts. In the firstconcept, most of the water was removed during liquid recovery by adjusting the scrubber temperature. When the scrubbertemperature was increased from 36 to 66 °C, the water content in the bio-oil decreased from 24 to 7 wt %. In the secondconcept, fast pyrolysis was carried out with wet feedstock. This would reduce the drying cost in the plant. By this means, aspontaneous phase separation was generated after liquid condensation. In the experiments, the moisture content of the rawmaterial was increased up to 25 wt %, but even with this moisture content, the oily bottom phase still contained 22 wt % water-soluble compounds. However, if the target is to produce transportation fuels from bio-oil, fractionation by phase separation is abetter concept for dividing the bio-oil into different compound groups.
■ INTRODUCTION
Fast pyrolysis is a promising process for producing liquid fuelfrom solid biomass. In fast pyrolysis, the biomass is heatedquickly (<2 s) to around 500 °C in the absence of oxygen. Theformed vapors are cooled rapidly to give a dark brown liquidcalled bio-oil or pyrolysis liquid. The chemical composition ofbio-oil is mostly dependent on the type of biomass used butalso on the process conditions (temperature, residence time,and heating rate).1,2 The major compound groups identified arewater, carboxylic acids, aldehydes, ketones, furfurals, sugar-likematerial, and lignin-derived compounds.3,4
Combustion tests performed with different scale burnershave shown that crude pyrolysis liquid can be used as a fuel oilsubstituent in standard or slightly modified equipment.3,5 Themain challenges in the combustion of bio-oil are to atomize thebio-oil droplets and ignite them. Current burner designs arealso quite sensitive to changes in the quality of the bio-oil.6
When targeting more sophisticated applications, such asproducing transportation fuels, pyrolysis liquid has to beupgraded because of its relatively low energy content, highwater content, acidity, and poor stability. In contrast topetroleum fuels, pyrolysis liquid contains a large amount ofoxygen, 45−50 wt % (wet basis). This high oxygen content isthe primary reason for the differences in the properties andbehavior between hydrocarbon fuels and biomass pyrolysis oil.A lot of upgrading technologies have been tested to reduce theoxygen content and improve the storage stability of the bio-oil,such as catalytic hydrotreatment, catalytic cracking, andblending the bio-oil with some alcohol.7−10 Alcohol additionhas been suggested as one of the cheapest methods to improvethe bio-oil stability.11,12 By the addition of a catalyst to thealcohol and bio-oil mixture, esterification and acetalization ofthe organic acids and aldehydes takes place, and a bio-oil withlower acidity, polarity, and improved stability can beachieved.10,13
Catalytic hydrotreatment (HDO) and catalytic pyrolysis arethe two main technologies used in order to reduce the oxygencontent in bio-oil.14,15 During HDO, oxygen is removed frompyrolysis liquid by hydrodeoxygenation. The major disadvant-age of catalytic hydrotreatment is the high hydrogenconsumption and coke formation. To reduce the cokeformation, a two-stage process for hydrodeoxygenation wasdeveloped by Elliott et al.14 In the first stage, lower temperatureand pressure (150−270 °C and 70−200 bar) are used tostabilize the bio-oil before treating it under more severeconditions (350−400 °C and 200 bar).14
In catalytic pyrolysis, the bed material in the reactor isreplaced with a catalyst, and no extra hydrogen is needed.15,16
During catalytic pyrolysis, the biomass components willthermally decompose and react on the acid site of the catalystto form CO, CO2, H2O, and higher value products such asaromatics.17 Cellulose and hemicellulose are the most reactivecomponents, whereas lignin is less reactive.18 As a result of this,the organic liquid yield will decrease and the gas and coke yieldincrease. The catalytic pyrolysis product could either be sold asa bulk chemical to the petrochemical industry or upgraded inan oil refinery into liquid transportation fuels.19−22
The fuel properties of bio-oil can be improved significantlyby catalytic hydrotreatment and catalytic cracking. The maindrawback with these upgrading technologies is that the liquidyield is very low, which makes these processes economicallyrelatively unattractive.7 Hydrotreatment of bio-oil has usuallybeen carried out by treating the whole oil in a reactor. Theproblem with this type of treatment is that pyrolysis oil is amixture of different compound groups that all react underspecific conditions and with different catalysts.14 In addition,
Received: April 3, 2014Revised: August 26, 2014Published: August 27, 2014
Article
pubs.acs.org/EF
© 2014 American Chemical Society 5785 dx.doi.org/10.1021/ef500754d | Energy Fuels 2014, 28, 5785−5791

the sugar-type compounds are known to be prone to coking,and the removal of this fraction prior hydrotreatment would forthis reason be beneficial. An efficient fractionation of bio-oilbefore upgrading might be a more efficient way of producingliquid fuels and chemicals than treating the whole oil.23,24
Fractionation concepts tested so far for pyrolysis liquidinclude evaporation of water and light compounds from the oil,phase separation of the oil by water addition, and moleculardistillation.4,25−31
Molecular distillation is usually used for the distillation ofthermally unstable materials. The distillation is carried outunder high vacuum, where the fluid is in its free molecular flowregime. The apparatus permits only the light moleculesescaping from the warm liquid to reach the cooling surface ofthe condenser, whereas the heavy molecules will collide withother molecules and return to the liquid. Wang et al. (2009)used molecular distillation to isolate bio-oil obtained frombiomass fast pyrolysis. Three fractions were obtained from theexperiment: light, middle, and heavy fractions. The lightfraction was mostly water and had strong acidity, poor stability,and good fluidity. The middle fraction had less mobility andlower water content and accounted for a small part of the bio-oil. The heavy fraction did not contain volatile substances wassimilar to a black solid in appearance and had a relatively highheating value. As the distillation temperature increased, theevaporation of less volatile compounds improved. However,with this laboratory system, a complete separation of volatilecomponents from the bio-oil could not be achieved.31
Phase separation of bio-oil by water addition has mainly beenused as a pretreatment step in oil characterization.4,28,29 Afterphase separation, a water-insoluble fraction derived mainly fromlignin material settles at the bottom, whereas the water-solublefraction rich in carbohydrate-derived compounds forms the topphase. The amount of added water to obtain phase separationin the oil depends on how the bio-oil is condensed and on thenature of the feedstock. Bio-oil produced from a dry rawmaterial (moisture <10 wt %) usually contains 25−30 wt % ofwater and 20−30 wt % of water-insoluble material. These typesof bio-oils are usually single phase liquids because of thepresence of polar carboxyl and hydroxyl compounds. If thewater content increases to more than about 30 wt %, phaseseparation occurs. However, much overlap of compounds existsin both fractions when the water content is close to 30 wt %.7
If the target is to maximize the yield of a certain compound,the amount of added water is important. Bennett et al. (2009)investigated the separation of levoglucosan from bio-oil withthe aim of producing bioethanol by fermentation. The variedparameters were the amount of added water and thetemperature used for separation. The optimum levoglucosanyield in the aqueous phase was achieved using 34 °C and 62 wt% of total water.30 This amount of water is, however, relativelyhigh if chemical components should be separated from theaqueous phase.Song et al. (2009) tried to reduce the amount of added water
during phase separation by using an aqueous salt solution(LiCl, CaCl2, FeCl3, (NH4)SO4, K2CO3, and Fe(NO3)3). Themajor conclusion from their study was that the addition of alittle salt or a salt solution (3−10 wt %) to bio-oil can result inphase separation. The addition of an aqueous salt solutiondestroys the hydrogen bonds and enhances the polarity of theaqueous phase, causing agglomerization and separation of thelignin micelles. The top phase (40−80 wt %) obtainedcontained mostly water, acetic acid, alcohols, and other water-
soluble compounds, whereas the bottom phase (20−60 wt %)contained mostly lignin pyrolysis compounds. Most of theadded salt was distributed in the aqueous phase. The natureand quantity of the salt will, however, also influence thephysicochemical properties and components of the two phasesfrom the phase separation.32
Evaporation of water and light compounds from the bio-oilin a pyrolysis process can be carried out by increasing thetemperature of the condenser. Westerhof et al. (2007)investigated the removal of water from the bio-oil by increasingthe temperature of the first condenser in a bench-scaleequipment. They found that the water content was mostlyaffected when the temperature in the condenser was increasedfrom 35 to 70 °C. In addition, an increase in the gas load in thecondenser improved the removal of water from the oil.26
However, an increase in the gas load also reduced the amountof organics recovered in the first condenser because thecomponents in the vapors were not condensed at their dewpoints.26,33
Pollard et al. (2012) also studied the fractionation of bio-oilduring liquid recovery by condensing the gases and vapors in aseries of alternating pairs of condensers and electrostaticprecipitators. During liquid recovery, the temperature wasreduced from 345 to 102 °C in the first condenser and to 18 °Cin the last. Heat exchangers were used to recover the vaporsfrom the gases, whereas electrostatic precipitators were used torecover the aerosols, consisting mainly of lignin and sugar-likematerial. With this type of liquid recovery system, water andacids were condensed in the last stage, whereas most of thelignin-derived material and sugar-like compounds wererecovered in the first and second stages.27 Rover et al. (2014)continued the fractionation work with the same liquid recoverysystem, but in their study, the aim was to obtain some desiredproducts by changing the pyrolysis temperature. Of particularfocus was cellulose-derived levoglucosan and lignin-derivedphenolic oligomers. However, in the range of 300−550 °C, thepyrolysis temperature had a relatively small effect on the yieldof specific chemical constituents in the bio-oil or theirdistribution across the stage fraction of the fractionating bio-oil recovery system.34
In this work, the target was to improve the fuel quality of bio-oil already during the production stage by fractionation. Twodifferent fractionation concepts were compared: fractionationduring liquid recovery and fractionation after liquid recovery byphase separation. The aim of fractionation during liquidrecovery was to produce a single phase bio-oil with lowerwater content by increasing the temperature of the scrubbers.This bio-oil would have a higher heating value compared tonormal bio-oil with a relatively high water content (20−30 wt%) and could then be a better fuel for combustion. The aim ofthe fractionation experiments by phase separation was to dividebio-oil into its main compound groups. Phase separation of bio-oil was achieved by using a wet feedstock for pyrolysis. Afterphase separation, sugar-like material was concentrated from theaqueous phase by evaporation. These fractions could then beupgraded separately into transportation fuels in a more optimalmanner than the whole pyrolysis liquid. All tests were done inbench scale (1 kg/h) except the fractionation test during liquidrecovery, which was also demonstrated in our processdevelopment unit (20 kg/h).
Energy & Fuels Article
dx.doi.org/10.1021/ef500754d | Energy Fuels 2014, 28, 5785−57915786

■ EXPERIMENTAL SECTIONFeedstock. Bark free sawdust from pine and spruce was used as the
raw material in the bench-scale experiments, whereas forest thinningwas used as the raw material in the process development unit (PDU).The elemental composition and water content of the raw materials isshown in Table 1. Sawdust contains only stem wood, whereas forest
thinning also contains bark and branches from different wood species,mostly pine, spruce, and birch. For this reason, the ash content ishigher in forest thinning than in pine and spruce sawdust. Both rawmaterials were first dried at around 50 °C before grinding and sieving.The particle size of the raw material for bench-scale experiments variedfrom 0.55 to 0.92 mm, whereas for the PDU experiments, particlessmaller than 5 mm were used. To achieve a raw material of highermoisture content for the bench-scale experiments, part of the driedraw material was contacted with a water spray in a closed vessel.Experimental Setups. Fractionation during Liquid Recovery.
Fractionation of bio-oil during liquid recovery was tested in bothbench and PDU scale. The bench-scale unit used was a bubblingfluidized bed, fluidized with nitrogen. The pyrolysis temperature was520 °C, and the vapor phase residence time 0.8 s. Pine sawdust wasused as raw material, and aluminum oxide (0.55−0.72 mm) as bedmaterial in the experiments. A more detailed description of theequipment can be found elsewhere.35 Before the experiments, the
liquid recovery system (Figure 1) was modified in order to condensethe vapors at different temperatures.
In the first stage of liquid recovery, pyrolysis vapors were condensedin a sieve plate column (scrubber) by direct as well as indirect cooling.Direct cooling was used to remove the condensed pyrolysis liquidfrom the hot gas inlet of the sieve plate column and then minimize thethermal degradation reactions of the recovered pyrolysis liquids. Atotal of 0.5−1 L/min of hydrocarbon liquid (Neste Technical WhiteOil S22) was used as the coolant liquid in the scrubber. Indirectcooling was used to adjust the gas outlet temperature of the sieve platecolumn. In the fractionation experiments, the gas outlet temperaturewas varied between 47 and 87 °C. The mixture of condensed bio-oiland hydrocarbon liquid recovered at the bottom of the scrubber wasfirst cooled in a tube heat exchanger to 10−20 °C before phaseseparation in a bottom vessel. The noncondensed vapors were furtherled to the electrostatic precipitator, where they were cooled to roomtemperature (20 °C) and separated from gases by the voltagedifference between the electrodes (15 kV). From the electrostaticprecipitator, noncondensed water and light organics were further ledto the glycol cooler, where the vapors were cooled indirectly with coldglycol (5−10 °C). The glycol cooler was equipped with packings tocapture the aerosols from the gases. After that, the gases were cooledstep by step to −50 °C in a side stream, to ensure nearly total recoveryof residual water and light organics.
After the bench-scale experiments, fractionation during liquidrecovery was demonstrated in PDU scale (20 kg/h). The PDU unitis a transport bed heated with the hot sand from the boiler. After thereactor the main part of the char particles as well as heat transfer sandis removed by two cyclones from the hot product gases and vaporsbefore entering the liquid recovery system. A more detailed descriptionof the equipment can be found elsewhere.36 Forest thinning was usedas the raw material in the experiments, and the pyrolysis conditionswere: temperature = 480 °C and vapor phase residence time < 1 s. Theliquid recovery system used in the PDU unit consists of two scrubbersand one cooler. In the first scrubber, the product vapors werecondensed cocurrently with the liquid product. The temperature of thescrubber was varied between 36 and 66 °C by circulating the liquidproduct through heat exchangers. From the first scrubber, thenoncondensed vapors were led to the second scrubber, where thevapors were condensed counter-currently with the liquid product. Inthe second scrubber, packings were used to improve the contactbetween the liquid and the vapors. The temperature of the second
Table 1. Raw Material Analyses
unit standard pine spruceforest
thinning
equipment bench bench PDUparticle size mm 0.55−0.92 0.55−0.92 <5carbon, (C)d.m.
wt % SFS-EN15104
51.4 50.3 50.4
hydrogen,(H) d.m.
wt % SFS-EN15104
6.1 5.8 6
nitrogen,(N) d.m.
wt % SFS-EN15104
<0.1 0.1 0.2
ash, d.m. wt % SFS-EN14775
0.3 0.3 0.9
moisture wt % SFS-EN14774
5.3 9.9 5.9
Figure 1. Principle of the liquid recovery system.
Energy & Fuels Article
dx.doi.org/10.1021/ef500754d | Energy Fuels 2014, 28, 5785−57915787

scrubber was 5 °C lower than the first scrubber. After the secondscrubber, the remaining vapors, consisting mostly of water and water-soluble light compounds, were recovered in one cooler.Fractionation after Liquid Recovery by Phase Separation.
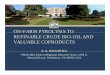
Fractionation of bio-oil by phase separation after liquid recovery wascarried out in bench scale. The first step was to precipitate thepyrolytic lignin from the oil with water (Figure 2). This was done by
using a wet feedstock (18−25 wt %) for pyrolysis. In order to clarifyhow the moisture content of the feedstock effects the pyrolysis oilcomposition, one experiment was carried out by using a low moisture(10 wt %) feedstock for pyrolysis and by adding water to the bio-oilafter pyrolysis. The pyrolyzer was the same as in the earlierexperiments, but the temperature of the first condenser was kept at45 °C. Spruce sawdust was used as the raw material, the pyrolysistemperature was 500 °C, and the vapor phase residence time 0.8 s.After pyrolysis, all the products from the scrubber, electrostatic
precipitator, and cooler were mixed together in order to obtain asample that represents the whole oil. Water was added to the bio-oilproduced from a low moisture feedstock (10 wt %) to obtain a phase-separated product. The amount of added water was chosen so that thefinal water content would be close to 30 wt %. After water addition,phase separation of bio-oil was carried out either by gravity or by usingcentrifugal force (centrifugation). In the last stage of fractionation,sugar-like material was concentrated in the aqueous phase byevaporating water and volatile compounds in vacuum.Liquid Analyses. Physical characterization of pyrolysis oil fractions
was carried out at VTT by employing modified standard and newmethods.2 Water content was analyzed using Karl Fischer titrationaccording to ASTM E 203-96. The analyses were done using aMetrohm 795 KFT Titrino titrator. Elemental composition (CHN) ofthe pyrolysis oil was determined according to ASTM D 5291 using anElementar VARIOMAX CHN analyzer. Higher heating value (HHV)was determined according to DIN 51900 using an IKA Werke C 5000Control calorimeter. Kinematic viscosity was determined at 40 °Caccording to ASTM D 445. Total acid number (TAN) was determinedpotentiometrically according to ASTM D 664. Micro carbon residue(MCR) of the bio-oil was analyzed according to ASTM D 4530 usingan Alcor Micro Carbon Residue Tester. The ash content of pyrolysisoil was determined by further combusting the micro carbon residue ina muffle furnace at 775 °C.The chemical composition of the fractions was determined with the
solvent fractionation scheme.4,28 In this method, bio-oil is first dividedinto a water-soluble (WS) and a water-insoluble (WIS) fraction bywater extraction. The water-soluble fraction is further extracted withdiethyl ether to an ether-soluble (ES) and an ether-insoluble (EIS,sugar-like material) fraction. The amount of ether-insoluble fraction isdetermined by evaporating the water from the fraction and weighingthe residue. The amount of ether-soluble fraction is calculated bydifference. The water-insoluble fraction is extracted with dichloro-methane (DCM) to a DCM-soluble fraction low molecular mass(LMM) lignin and a DCM-insoluble fraction high molecular mass(HMM) lignin. The amount of HMM lignin was determined byweighing while the amount of LMM lignin was calculated by
difference. The LMM fraction contains poorly water-soluble ligninmonomers and dimers (MW = 400 Da) and extractives, whereas theHMM fraction contains powder-like high molecular mass (MW = 1050Da) lignin-derived material and solids.4
The water-soluble fraction was also analyzed with gas chromatog-raphy. An Agilent Technologies 7890 A gas chromatography equippedwith an Agilent 19091 N-136 HP-Innowax column was used. Thelength of the column was 60 m, inner diameter was 250 μm, andthickness of the liquid phase 0.25 μm. Helium was used as carrier gas.A flame ionization detector was used at a temperature of 280 °C. Thecolumn oven was first heated to 60 °C using a temperature ramp of 3°C/min and then 230 °C for 30 min. Calibration was carried out using40 water-soluble model compounds, and n-butanol was used as theinternal standard.
Gas Analyses. The main gaseous products (CO, CO2, and CH4)were analyzed continuously during the experiments using a near-infrared method (NIR). The meter was also equipped with an oxygengas detector based on the use of a zirconium oxide cell. The gasanalyzer was only used to measure the smoothness of the biomassfeed. The gas composition used in the material balance calculation wastaken as gas samples during the test runs and analyzed with gaschromatographs equipped with a thermal conductivity (TC) and flameionization detector (FID).
■ RESULTS AND DISCUSSIONFractionation of Bio-Oil by Adjusting the Scrubber
Temperature. Bench-Scale Experiments. Fractionation dur-ing liquid recovery was investigated by varying the temperatureof the condenser (from 47 to 87 °C) and moisture content ofthe raw material (from 5 to 25 wt %). All temperatures werebelow 100 °C to avoid coke formation of the thermal instablebio-oil compounds. After each experiment, the liquid productsfrom the different recovery stages were weighed and analyzedfor water in order to calculate the mass balances. The massbalances were close to 95 wt % for all experiments.The influence of condensation temperature on the bio-oil−
water content is presented in Figure 3.
The water content of the bio-oil decreased rapidly whencondenser temperature was increased from 47 to 60 °C. Theproducts recovered at temperatures above 60 °C were veryviscous due to their low water content. The chemicalcomposition of the liquid products condensed at 47 and 87°C was determined by the solvent fractionation scheme (Figure4).At higher temperatures, more organics were also recovered in
the electrostatic precipitator (EP) and glycol cooler (C). Mostof these organics were light volatile compounds and sugar-like
Figure 2. Fractionation scheme for bio-oil.
Figure 3. Influence of recovery temperature in the sieve plate columnon the oil−water content.
Energy & Fuels Article
dx.doi.org/10.1021/ef500754d | Energy Fuels 2014, 28, 5785−57915788

materials. The temperature in the condenser does not, then,seem to affect the condensation of lignin-derived material. Onereason for this is that the dew points of most of thesecompounds are well above the temperature of the firstcondenser. The bio-oil obtained from the first condenser at87 °C had a water content of 3.1 wt %, but this representedonly 26% of the whole liquid product. The amount of dry oilmight also have been increased by also operating theelectrostatic precipitator at a higher temperature.The influence of the moisture content of the raw material on
the recovery of the liquid products was investigated with threeexperiments (Table 2). The temperature of the first condenser(SP) was kept at 60 °C in all these experiments. Increasing thefeedstock moisture content increased the bio-oil−watercontent, causing a spontaneous phase-separation in theelectrostatic precipitator at a water content of 30.7 wt %. Thedistribution of organics in the liquid products was not affectedby the raw material moisture content.PDU Experiments. Stage fractionation by varying the
condensation temperatures was also demonstrated in largerscale (20 kg/h). In the PDU unit, two scrubbers and one coolerwere used to condense the vapors. The results were very similarto those obtained from the bench-scale unit. A higher recoverytemperature in the scrubbers resulted in a dryer product, but atthe same time, more organics were condensed in the coolerinstead of the scrubbers (Figure 5).The chemical composition of the liquid product recovered in
the different condensing units at 66 °C is presented in Figure 6.The main organic groups removed from the scrubbers to thecooler were acids and alcohols. This also caused some changesin the physicochemical properties of the bio-oil (Table 3). Dueto the low water content, the viscosity of the bio-oil was muchhigher compared to the normal bio-oil condensed at 36 °C.The dry bio-oil also had a higher pH, a lower TAN number,
and lower oxygen content calculated on a dry basis due to thelower amount of acids.
Fractionation by Phase Separation. Fractionation byphase separation was carried out in bench scale. The aim was toproduce a bio-oil with high water content by using a wetfeedstock for pyrolysis. For comparison, water was added in abio-oil produced from a low-moisture feedstock. The product
Figure 4. Influence of temperature (47 and 87 °C) on thecomposition and distribution of liquid products. SP = sieve platecolumn, EP = electrostatic precipitator, and C = glycol cooler.
Table 2. Influence of Feed Moisture on the Water Content and Distribution of Organics in the Liquid Products
sieve plate column electrostatic precipitator glycol cooler
raw material moisture,wt %
water,wt %
amount of organics recovered,wt %
water,wt %
amount of organics recovered,wt %
water,wt %
amount of organics recovered,wt %
5.3 4.8 39 13.9 54 78.8 717.1 10.4 42 26.9 52 86.7 624.8 12.2 38 30.7 56 90.6 6
Figure 5. Distribution of water and organics in the differentcondensing units at various temperatures. S1 = scrubber 1, S2 =scrubber 2, and C = cooler.
Figure 6. Chemical composition of bio-oil condensed at 66 °C.
Table 3. Fuel Analysis of Product Oil from Scrubbers
scrubber 1 temperature, °C 36 66water, wt % 24.4 7.0MCR, wt % 18.1 24.8ash, wt % 0.0 0.2viscosity (40 °C), cSt 14 507pH 2.7 3.0TAN, mg KOH/g, VTT 102 85carbonyl, mmol/g 3.7 4.4C dry, wt % 54.6 57.2H dry, wt % 6.8 6.8N dry, wt % 0.3 0.4O dry, (by difference), wt % 38 36HHV dry, MJ/kg 22.4 23.8LHV dry, MJ/kg 20.9 22.3
Energy & Fuels Article
dx.doi.org/10.1021/ef500754d | Energy Fuels 2014, 28, 5785−57915789

yields on a dry basis and bio-oil−water contents are presentedin Table 4. Pyrolytic water or chemically formed water isobtained by subtracting the amount of water in the raw materialfrom the amount of water in the pyrolysis liquids.
The total mass balances in the experiments were around 95wt %, which is an acceptable value for a small-scale equipment.With a wet feedstock, the organic liquid yield decreased. Thiscan be explained by the evaporation of water, which slowsdown the heat transfer in the biomass particle. The influence ofthe feedstock moisture on the gas and char yield was negligible.After pyrolysis, all products from the sieve plate column,
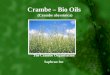
electrostatic precipitator and glycol cooler were mixed togetherin order to obtain a representative sample. Water was added tothe bio-oil produced from a low moisture feedstock (9.9 wt %)to obtain a phase-separated product. Phase separation of bio-oilwas carried out either by gravity or by centrifugation.Centrifugation was carried out in a laboratory centrifuge for30 min at 4500 rpm. Phase separation by gravity was performedin 1000 mL measuring flasks. Heating the samples to 40 °C for12 h was needed in order to obtain phase separation. Afterphase separation, both phases were weighed before furtheranalysis. Phase separation was improved with higher feedmoisture content. As a result of improved phase separation,water (12.7−11.7 wt %) and oxygen content, calculated on drybasis, (31−29 wt %) decreased in the oily bottom phase. Thiswas due to the lower amount of water-soluble oxygencontaining compounds (Figure 7). However, even with a raw
material moisture of 24.8 wt %, there were still lignin materials(5 wt %) in the aqueous phase, and water-soluble organiccompounds (22 wt %) in the oily bottom phase. The water andelemental composition of the oily bottom phase, obtained bygravity or centrifugal force, were almost the same. Thedifferences between phase separation of bio-oil from wet
feedstock and bio-oil from low moisture feedstock (9.9 wt %)with water addition were also very small.The properties of the aqueous and oily bottom phases were
different. The oily bottom phase obtained from a raw materialmoisture of 24.8 wt % had a higher heating value (LHV 24.7MJ/kg), calculated on dry basis, than the aqueous phase (LHV18.9 MJ/kg), but due to its low amount, most of the energycontent (69%) of the bio-oil was in the aqueous phase. For thisreason, the utilization of the aqueous phase is very important.Purification of both phases is still needed if the aim is toproduce pure fractions. Purification was carried out byextracting both phases one more time with 20 wt % water.After purification, an oily fraction with a water content of 13
wt % and pH 2.4 was obtained. The oily fraction was almostfree from sugars and had the following elemental compositioncalculated on a dry basis: carbon, 67.2 wt %; hydrogen, 5.3 wt%; nitrogen, <0.1 wt %; and oxygen (calculated by difference),27 wt %.The aqueous phase obtained after centrifugation was almost
free from water-insoluble materials. In the last stage offractionation, the sugar-like material was concentrated in theaqueous phase by evaporating water and volatile compounds invacuum. A sugar fraction with a water content of 6.3 wt % and apH of 2.2 was obtained as evaporation residue, and an aqueousfraction with a water content of 95.8 wt % and a pH of 2.2 wasobtained as distillate. The sugar fraction was a yellow-brownviscous liquid with a sweet odor. Its elemental compositioncalculated on a dry basis was: carbon, 49.2 wt %; hydrogen, 6.1wt %; nitrogen, <0.1 wt %; and oxygen (calculated bydifference), 45 wt %. The main organic compounds in thedistillate were acetic acid (2.2 wt %), 1-OH-2-propanone (1.6wt %), and methanol (0.7 wt %). The concentrations of thesevolatile compounds in the distillate are, however, so low thatextraction of these compounds for chemical production may bevery challenging.
■ CONCLUSIONSFractionation by adjusting the scrubber temperature was carriedout both in a bench scale system and a process developmentunit. In the process development unit, the water content in thebio-oil decreased from 24 to 7 wt % when the scrubbertemperature was increased from 36 to 66 °C. The loss oforganics from the scrubbers to the cooler was 15 wt %. Most ofthese organics were light volatile compounds. The dry bio-oilwas also less acidic (pH 3.0 and TAN 85) compared to normalbio-oil. The high viscosity of the bio-oil (507 cSt) did not causeany problems in the operation of the scrubbers. Dry bio-oilcould be a better fuel for combustion, but for catalyticupgrading, the oil needs more improvements because it stillcontains both lignin-derived material and sugar-like com-pounds.Fractionation of bio-oil by spontaneous phase separation
using a wet feedstock for pyrolysis was carried out in a benchscale system. The organic liquid yield decreased only from 67to 63 wt % when the moisture content of the raw material wasincreased from 10 to 25 wt %. However, even with a rawmaterial moisture content of 25 wt %, the oily bottom phasecontained still water-soluble compounds (22 wt %), mainlysugar-like material. The amount of water-soluble compounds inthe oily phase can be decreased by washing the oily phase withwater. After phase separation most of the energy content (69%)of the bio-oil was distributed in the aqueous phase. In the laststage of fractionation, sugar-like material was for this reason
Table 4. Product Yields Calculated on a Dry Basis and Bio-Oil Water Contents for the Pyrolysis Experiments
raw material average moisture wt % 9.9 17.9 20.7 24.8cyclone char, wt % 12 12 12 12pyrolytic gases, wt % 9 8 8 8organic liquid products, wt % 67 66 65 63pyrolytic water, wt % 9 9 10 13amount of products 97 95 96 96water content of liquid products, wt % 21.8 30.7 35.0 41.9water content after added water, wt % 32.2
Figure 7. Chemical composition of aqueous and oily bottom phasesafter phase separation by standing.
Energy & Fuels Article
dx.doi.org/10.1021/ef500754d | Energy Fuels 2014, 28, 5785−57915790

concentrated in the aqueous phase by evaporating water andvolatile compounds in vacuum. The elemental compositions ofthe oily bottom phase and sugar-like material obtained werecompletely different, which suggests that upgrading fractionsseparately from bio-oil would be a more efficient way ofproducing transportation fuels from bio-oil than treating thewhole oil in one reactor.
■ AUTHOR INFORMATION
Corresponding Author*E-mail: [email protected]. Tel. +358 20 722 111.
NotesThe authors declare no competing financial interest.
■ ACKNOWLEDGMENTS
Jaana Korhonen, Sirpa Lehtinen, and Elina Paasonen areacknowledged for the analyses and Jouko Kukkonen, SampoRatinen, Pekka Saarimaki, Joni Rantala, Jarmo Juuti, and IlkkaIsoksela for the experimental work. This study was financed byTekes and the BIOCOUP project 518312, which wassupported by the European Commission through the SixthFramework Programme for Research and Development.
■ REFERENCES(1) Scott, D. S.; Piskorz, J. The Flash Pyrolysis of Aspen-PoplarWood. Can. J. Chem. Eng. 1982, 60, 666−674.(2) Oasmaa, A.; Peacocke, C. Properties and fuel use of biomass derivedfast pyrolysis liquids. A guide; VTT Publications 731.VTT: Espoo,Finland, 2010.http://www.vtt.fi/inf/pdf/publications/2010/P731.pdf.(3) Bridgwater, A.; Czernik, S.; Piskorz, J. The status of biomass fastpyrolysis. In Fast Pyrolysis of Biomass; CPL Press: Newbur, 2002; Vol.2, p 1−19.(4) Oasmaa, A.; Kuoppala, E.; Solantausta, Y. Fast Pyrolysis ofForestry Residue. 2. Physicochemical Composition of Product Liquid.Energy Fuels 2003, 17, 433−443.(5) Lehto, J.; Oasmaa, A.; Solantausta, Y.; Kyto, M.; Chiaramonti, D.Fuel oil quality and combustion of fast pyrolysis bio-oil. VTT Technol.87 2013.(6) Lehto, J.; Oasmaa, A.; Solantausta, Y.; Kyto, M.; Chiaramonti, D.Review of fuel oil quality and combustion of fast pyrolysis bio-oilsfrom lignocellulosic biomass. Appl. Energy 2014, 116, 178−190.(7) Oasmaa, A.; Czernik, S. Fuel Oil Quality of Biomass PyrolysisOils-State of the Art for the End Users. Energy Fuels 1999, 13, 914−921.(8) Czernik, S.; Bridgwater, A. V. Overview of Applications ofBiomass Fast Pyrolysis oil. Energy Fuels 2004, 18, 590−598.(9) Bridgwater, A. V. Upgrading Fast Pyrolysis Liquids. InThermochemical Processing of Biomass Conversion into Fuels, Chemicalsand Power; Brown, R., Ed.; John Wiley & Sons, Ltd: West Sussex,United Kingdom, 2011; pp 157−188.(10) Xiu, S.; Shahbazi, A. Bio-oil production and upgrading research:A review. Renewable and Sustainable Energy Rev. 2012, 16, 4406−4414.(11) Oasmaa, A.; Kuoppala, E.; Selin, J.-F.; Gust, S.; Solantausta, Y.Fast Pyrolysis of Forestry Residue and Pine. 4. Improvement of theProduct Quality by Solvent Addition. Energy Fuels 2004, 18, 1578−1583.(12) Diebold, J. P.; Czernik, S. Additives to Lower and Stabilize theViscocity of Pyrolysis Oil during Storage. Energy Fuels 1997, 11, 1081−1091.(13) Li, X.; Gunawan, R.; Lievens, C.; Wang, Y.; Mourant, D.; Wang,S.; Wu, H.; Garcia-Perez, M.; Li, C.-Z. Simultaneous catalyticesterification of carboxylix acids and acetalisation of aldehydes in afast pyrolysis bio-oil from mallee biomass. Fuel 2011, 90, 2530−2537.(14) Elliott, D. C. Historical Developments in Hydroprocessing Bio-oils. Energy Fuels 2007, 21, 1792−1815.
(15) Lappas, A. A.; Bezergianni, S.; Vasalos, I. A. Production ofbiofuels via co-processing in conventional refining process. Catal.Today 2009, 145, 55−62.(16) Agblevor, F. A.; Beis, S.; Mante, O.; Abdoulmoumine, N.Fractional Catalytic Pyrolysis of Hybrid Poplar Wood. Ind. Eng. Chem.Res. 2010, 49, 3533−3538.(17) Carlson, T. R.; Jae, J.; Lin, Y.-C.; Tompsett, G. A.; Huber, G. W.Catalytic fast pyrolysis of glucose with HZSM-5: The combinedhomogeneous and heterogeneous reactions. J. Catal. 2010, 270, 110−124.(18) Wang, K.; Kim, K. H.; Brown, C. R. Catalytic pyrolysis ofindividual components of lignocellulosic biomass. Green Chem. 2014,16, 727−735.(19) Jae, J.; Coolman, R.; Mountziaris, T. J.; Huber, G. W. Catalyticfast pyrolysis of lignocellulosic biomass in a process development unitwith continual catalyst addition and removal. Chem. Eng. Sci. 2014,108, 33−46.(20) Anellotech. http://www.anellotech.com/.(21) Kior. http://www.kior.com/content/?s=11&t=Technology.(22) Agblevor, F. A.; Mante, O.; McClung, R.; Oyama, S. T. Co-processing of standard gas oil and biocrude oil to hydrocarbon fuels.Biomass Bioenergy 2012, 45, 130−137.(23) de Miguel Mercader, F.; Groeneveld, M. J.; Kersten, S. R. A.;Geantet, C.; Toussaint, G.; Way, N. W. J.; Schaverien, C. J.;Hogendoorn, J. A. Hydrodeoxygenation of pyrolysis oil fractions:process understanding and quality assessment through co-processingin refinery units. Energy Environ. Sci. 2011, 4, 985−997.(24) Mohan, D.; Pittman, C. U.; Steele, P. H. Pyrolysis of Wood/Biomass for Bio-oil: A Critical Review. Energy Fuels 2006, 20, 848−889.(25) Oasmaa, A.; Sipila, K.; Solantausta, Y.; Kuoppala, E. QualityImprovement of Pyrolysis Liquid: Effect of Light Volatiles on theStability of Pyrolysis Liquids. Energy Fuels 2005, 19, 2556−2561.(26) Westerhof, R. J. M.; Kuipers, N. J. M.; Kersten, S. R. A.; vanSwaaij, W. P. M. Controlling the Water Content of Biomass FastPyrolysis Oil. Ind. Eng. Res. 2007, 46, 9238−9247.(27) Pollard, A. S.; Rover, M. R.; Brown, R. C. Characterization ofbio-oil recovered as stage fractions with unique chemical and physicalproperties. J. Anal. Appl. Pyrolysis 2012, 93, 129−138.(28) Sipila, K.; Kuoppala, E.; Fagernas, L.; Oasmaa, A. Character-ization of Biomass-based Flash Pyrolysis Oils. Biomass Bioenergy 1998,14, 103−113.(29) Scholze, B.; Meier, D. Characterization of the water-insolublefraction from pyrolysis oil (pyrolytic lignin) Part 1. PY-GC/MS, FTIR,and functional groups. J. Anal. Appl. Pyrolysis 2001, 60, 41−54.(30) Bennett, N. M.; Helle, S. S.; Duff, S. J. Extraction and hydrolysisof levoglucosan from pyrolysis oil. Bioresour. Technol. 2009, 100,6059−6063.(31) Wang, S.; Gu, Y.; Liu, Q.; Yao, Y.; Guo, Z.; Luo, Z.; Cen, K.Separation of bio-oil by molecular distillation. Fuel Process. Technol.2009, 90, 738−745.(32) Song, Q.-H.; Nie, J.-Q.; Ren, M.-G.; Guo, Q.-X. Effective PhaseSeparation of Biomass Pyrolysis Oils by Adding Aqueous Salt Solution.Energy Fuels 2009, 23, 3307−3312.(33) Williams, P. T.; Brindle, A. J. Temperature selectivecondensation of tyre pyrolysis oils to maximize the recovery of singlering aromatic compounds. Fuel 2003, 82, 1023−1031.(34) Rover, M. R.; Johnston, P. A.; Whitmer, L. E.; Smith, R. G.;Brown, R. C. The effect of pyrolysis temperature on recovery of bio-oilas distinctive stage fractions. J. Anal. Appl. Pyrolysis 2014, 105, 262−268.(35) Oasmaa, A.; Solantausta, Y.; Arpiainen, V.; Kuoppala, E.; Sipila,K. Fast Pyrolysis Bio-Oils from Wood and Agricultural Residues.Energy Fuels 2010, 24, 1380−1388.(36) Solantausta, Y.; Oasmaa, A.; Sipila, K.; Lindfors, C.; Lehto, J.;Autio, J.; Jokela, P.; Alin, J.; Heiskanen, J. Bio-oil Production fromBiomass: Steps towards Demonstration. Energy Fuels 2010, 26, 233−240.
Energy & Fuels Article
dx.doi.org/10.1021/ef500754d | Energy Fuels 2014, 28, 5785−57915791