Embed Size (px)
Citation preview
LARGE DIAMETER PLANTS | Meer
Forging rollsRW/ARWS Series
Committed to progress by tradition
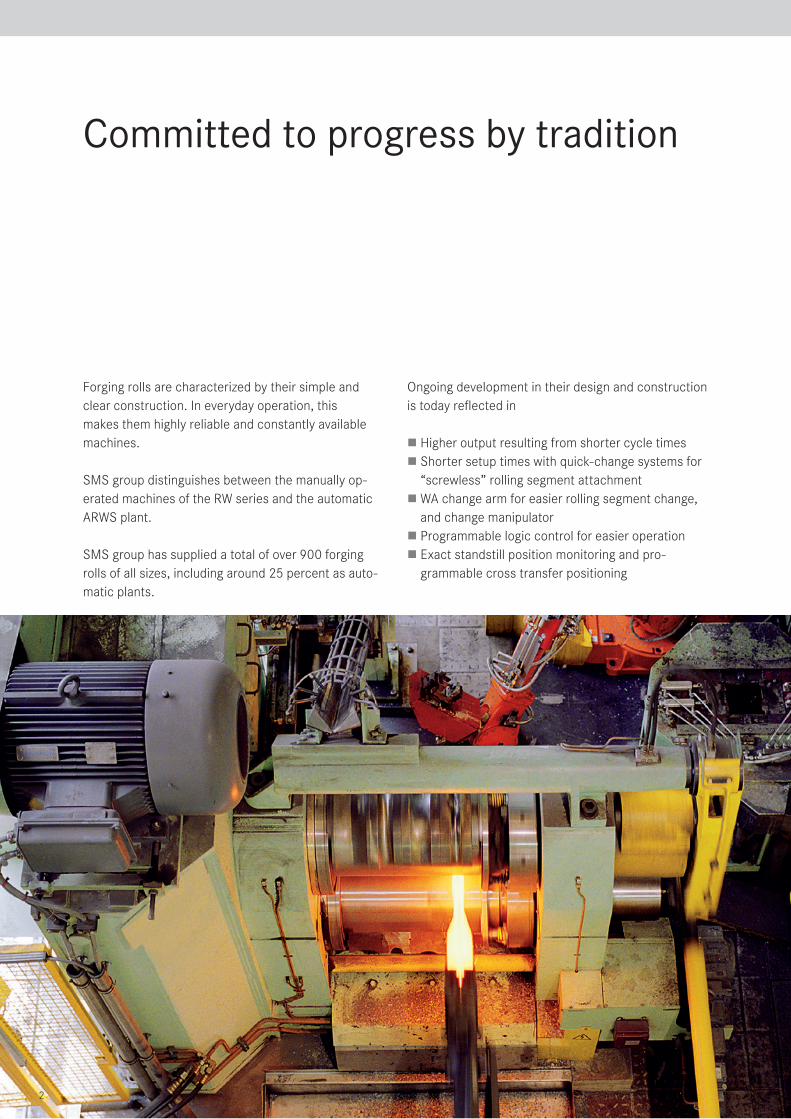
Forging rolls are characterized by their simple and clear construction. In everyday operation, this makes them highly reliable and constantly available machines.
SMS group distinguishes between the manually op-erated machines of the RW series and the automatic ARWS plant.
SMS group has supplied a total of over 900 forgingrolls of all sizes, including around 25 percent as auto-matic plants.
Ongoing development in their design and construction is today reflected in
n Higher output resulting from shorter cycle timesn Shorter setup times with quick-change systems for
“screwless” rolling segment attachmentn WA change arm for easier rolling segment change,
and change manipulatorn Programmable logic control for easier operationn Exact standstill position monitoring and pro-
grammable cross transfer positioning
2
3
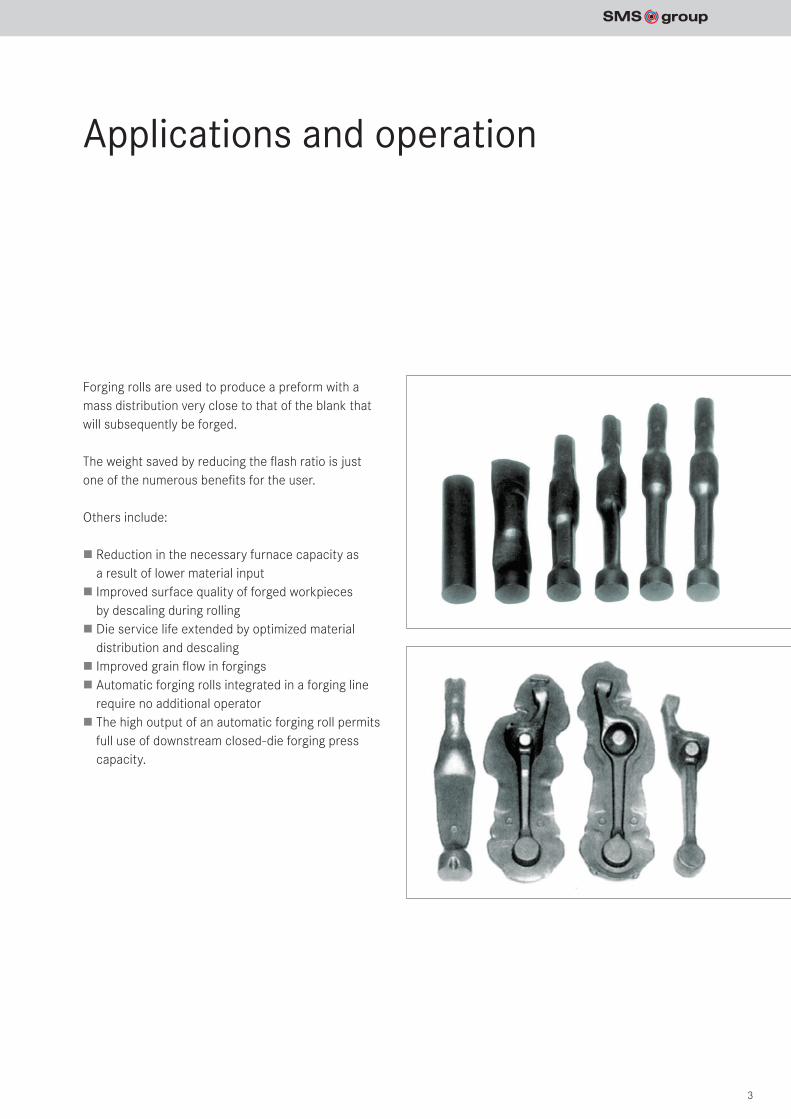
Forging rolls are used to produce a preform with a mass distribution very close to that of the blank that will subsequently be forged.
The weight saved by reducing the flash ratio is just one of the numerous benefits for the user.
Others include:
n Reduction in the necessary furnace capacity as a result of lower material input
n Improved surface quality of forged workpieces by descaling during rolling
n Die service life extended by optimized material distribution and descaling
n Improved grain flow in forgingsn Automatic forging rolls integrated in a forging line
require no additional operatorn The high output of an automatic forging roll permits
full use of downstream closed-die forging press capacity.
Applications and operation
Construction and operation
4
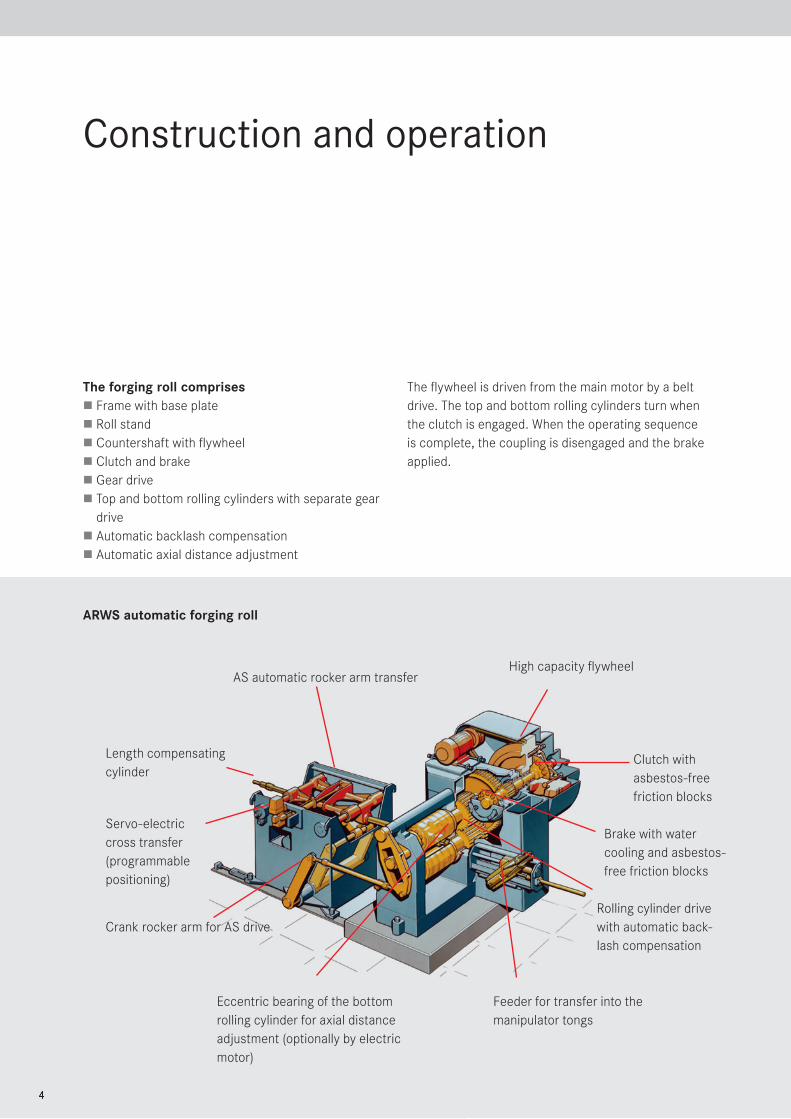
The forging roll comprisesn Frame with base platen Roll standn Countershaft with fl ywheeln Clutch and braken Gear driven Top and bottom rolling cylinders with separate gear
driven Automatic backlash compensationn Automatic axial distance adjustment
The fl ywheel is driven from the main motor by a belt drive. The top and bottom rolling cylinders turn when the clutch is engaged. When the operating sequence is complete, the coupling is disengaged and the brake applied.
4
AS automatic rocker arm transferHigh capacity fl ywheel
Clutch with asbestos-free friction blocks
Brake with water cooling and asbestos-free friction blocks
Rolling cylinder drive with automatic back-lash compensation
Feeder for transfer into the manipulator tongs
Eccentric bearing of the bottom rolling cylinder for axial distance adjustment (optionally by electric motor)
Crank rocker arm for AS drive
Servo-electric cross transfer (programmable positioning)
Length compensating cylinder
ARWS automatic forging roll
5
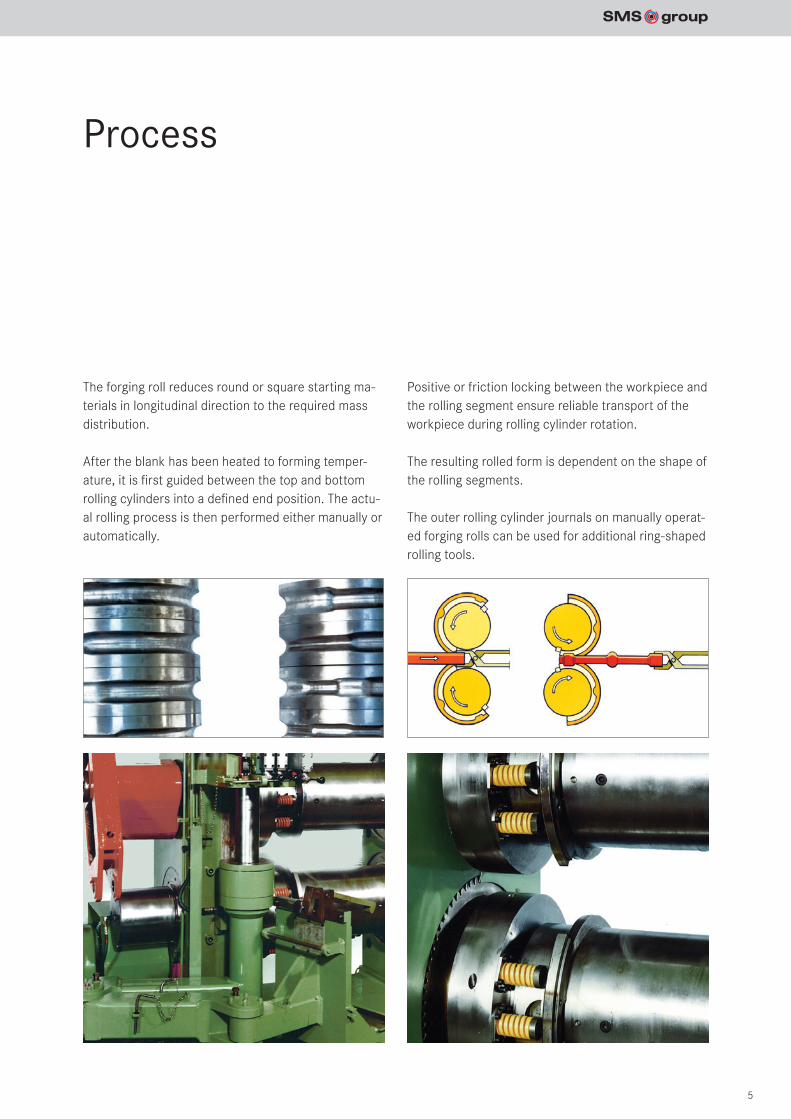
The forging roll reduces round or square starting ma-terials in longitudinal direction to the required mass distribution.
After the blank has been heated to forming temper-ature, it is first guided between the top and bottom rolling cylinders into a defined end position. The actu-al rolling process is then performed either manually or automatically.
Positive or friction locking between the workpiece and the rolling segment ensure reliable transport of the workpiece during rolling cylinder rotation.
The resulting rolled form is dependent on the shape of the rolling segments.
The outer rolling cylinder journals on manually operat-ed forging rolls can be used for additional ring-shaped rolling tools.
Process
Automatic workpiece transfer
6
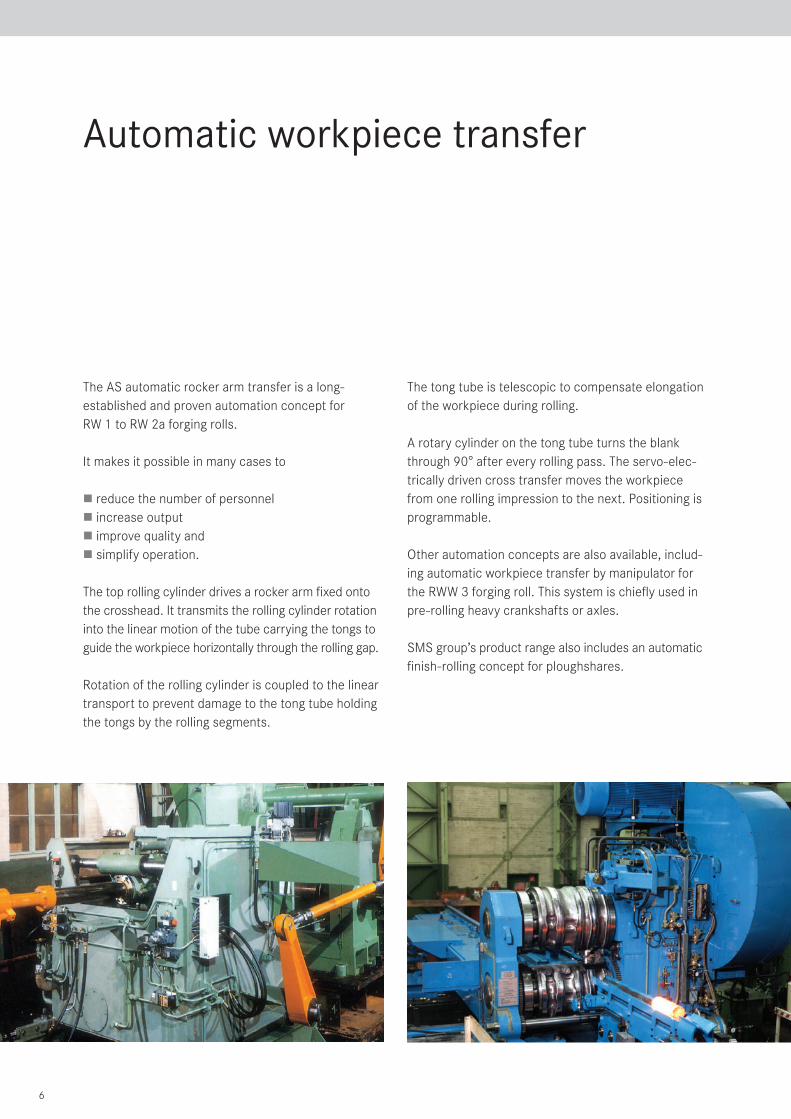
The AS automatic rocker arm transfer is a long- established and proven automation concept for RW 1 to RW 2a forging rolls.
It makes it possible in many cases to
n reduce the number of personneln increase outputn improve quality andn simplify operation.
The top rolling cylinder drives a rocker arm fixed onto the crosshead. It transmits the rolling cylinder rotation into the linear motion of the tube carrying the tongs to guide the workpiece horizontally through the rolling gap.
Rotation of the rolling cylinder is coupled to the linear transport to prevent damage to the tong tube holding the tongs by the rolling segments.
The tong tube is telescopic to compensate elongation of the workpiece during rolling.
A rotary cylinder on the tong tube turns the blank through 90° after every rolling pass. The servo-elec-trically driven cross transfer moves the workpiece from one rolling impression to the next. Positioning is programmable.
Other automation concepts are also available, includ-ing automatic workpiece transfer by manipulator for the RWW 3 forging roll. This system is chiefly used in pre-rolling heavy crankshafts or axles.
SMS group’s product range also includes an automatic finish-rolling concept for ploughshares.
7
Cycle time example
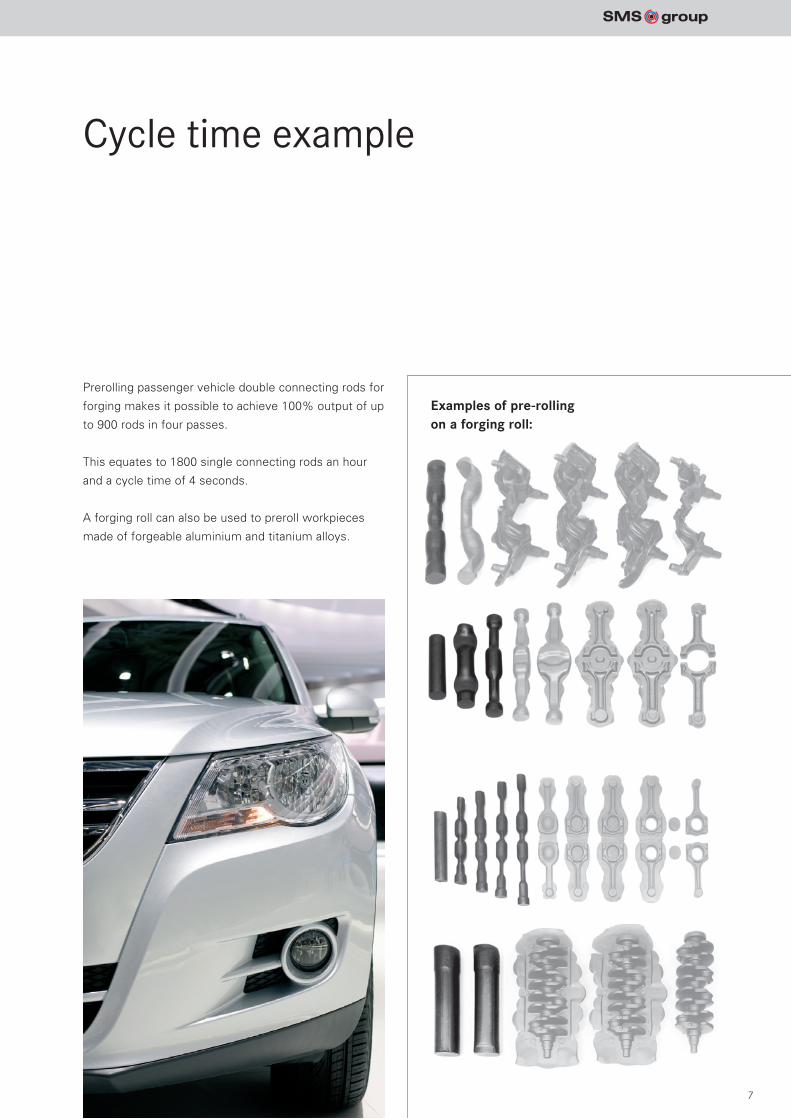
Prerolling passenger vehicle double connecting rods for
forging makes it possible to achieve 100% output of up
to 900 rods in four passes.
This equates to 1800 single connecting rods an hour
and a cycle time of 4 seconds.
A forging roll can also be used to preroll workpieces
made of forgeable aluminium and titanium alloys.
Examples of pre-rolling on a forging roll:

The information provided in this brochure contains a general description of the performance characteristics of the products concerned. The actual products may not always have these charac-teristics as described and, in particular, these may change as a result of further developments of the products. The provision of this information is not intended to have and will not have legal effect. An obligation to deliver products having particular characteristics shall only exist if expressly agreed in the terms of the contract.
SMS group GmbHBusiness Unit Forging PlantsClosed-Die Forging
Ohlerkirchweg 6641069 MönchengladbachGermany
Phone: +49 2161 [email protected] P-
315E
© S
MS
grou
p G
mbH
· Pu
blis
hed
on 1
1.01
.202
1 · P
rint
ed in
Ger
man
y · K
D





























