Embed Size (px)
Citation preview
flow shop scheduling with multiple operations and time lags
J. Riezebos and G.J.C. Gaalman
Faculty of Management and Organization, University of Groningen
J.N.D. Gupta
Department of Management, Ball State University, Muncie
April 1995
Publiced in the Journal of Intelligent Manufacturing, special issue on Production Planning and
Scheduling, april 1995.
2
Abstract
A scheduling system is proposed and developed for a special type of flow shop. In this flow shop
there is one machine at each stage. A job may require multiple operations at each stage. The first
operation of a job on stage j cannot start until the last operation of the job on stage j-1 has
finished. Preemption of the operations of a job is not allowed.
The flow shop that we consider has another feature, namely time lags between the multiple
operations of a job. To move from one operation of a job to another requires a finite amount of
time. This time lag is independent of the sequence and need not be the same for all operations or
jobs. During a time lag of a job, operations of other jobs may be processed.
This problem originates from a flexible manufacturing system scheduling problem where,
between operations of a job on the same workstation, refixturing of the parts has to take place in a
load/unload station, accompanied by (manual) transportation activities.
In this paper a scheduling system is proposed in which the inherent structure of this flow shop is
used in the formulation of lowerbounds on the makespan. A number of lowerbounds are
developed and discussed. The use of those bounds makes it possible to generate a schedule that
minimizes makespan or to construct approximate solutions. Finally, some heuristic procedures for
this type of flow shop are proposed and compared with some well known heuristic scheduling
rules for job shop/flow shop scheduling.
1. INTRODUCTION
Flow shop scheduling problems can be encountered in scheduling flexible manufacturing
systems. To take advantage of the benefits of flexible manufacturing systems it is necessary to
give full attention to the scheduling of such systems.
The scheduling problem in this paper originates from an FMS scheduling problem where between
operations of a job on the same workstation refixturing of the part has to take place in a lo-
3
ad/unload station accompanied by (manual) transportation activities. When a job has finished
processing on this station it has to be processed in the second machine cell of this FMS. This
particular FMS is described in (Aanen, 1988).
Seen as a flow shop, this FMS has some interesting characteristics:
1. A job may require multiple operations at a stage (e.g. workstation). These operations need not
be done consecutively: operations of other jobs may be processed in between two succeeding
operations of a job. Preemption of the operations of a job is not allowed.
2. Each operation of a job at a stage has to undergo some other activities that consume no
capacity at this stage, but take a finite amount of time. This time is independent of the job
sequence and need not be the same for all operations or jobs.
It is possible to model the activities to be performed during this time explicitly by defining the
operator, the load/unload station and other facilities used as resources for these activities. Because
of the complexity of the resulting scheduling problem and the fact that these resources are
normally not critical, a formulation of the problem with time lags between two succeeding
operations is often more convenient. A hierarchical approach can be used in which first the
scheduling is focused on a (constrained) number of critical capacities. After a schedule for these
resources has been constructed, it can be checked whether or not the other activities can be
performed within the available time.
In this paper we focus on the first part of the hierarchical approach. The type of relationship
between two succeeding operations of a job on the same workstation can be described with a
Finish-to-Start time lag. We are looking for a schedule where the time at which the last stage
finishes processing all jobs is as early as possible.
4
The problem we consider can now be stated as follows:
Consider a flow shop with m stages, 1 machine at each stage. A job may require multiple
operations at each stage. The number of operations at a stage may vary between different stages
and jobs. The first operation of a job on stage j>1 cannot start until the last operation of the job on
stage j-1 has finished. Operations of other jobs may be processed in between two succeeding
operations of a job. Preemption of operations is not allowed.
To move from one operation of a job to the next operation of this job on the same stage requires a
finite amount of time ($ 0). This time lag is independent of the sequence and need not be the
same for all operations or jobs. The next operation of a job cannot start until the time lag after the
finish of the former operation has elapsed. Release times of jobs are treated as a special kind of
time lag. Objective of the scheduling is to minimize makespan.
It is well known that the flow shop and job shop scheduling problem with release times and
makespan minimization as well as the flow shop problem with variable time lags are NP Hard.
(Kern and Nawijn, 1991) proved that also the single machine scheduling problem with 2
operations per job and a time lag in between those operations is NP Hard when makespan is the
optimization criterion. Therefore, we can conclude that for our problem no polynomially bounded
algorithm can be found, so we are interested in lowerbounds on the makespan and approximate
solutions for this problem. In the formulation of these lowerbounds and heuristics we aim to
make use of the inherent structure of this flow shop.
The organization of this paper is as follows: an overview of literature on this subject is given in
the next section. Section 3 gives an example problem and the mathematical formulation of the
multiple operations flow shop problem with time lags. In section 4 a number of lowerbounds on
5
the makespan are developed and illustrated with examples. In section 5 approximate solutions for
this problem are proposed. The performance of these heuristics and some well known heuristics
for flow shop/job shop scheduling is compared. Finally some directions for future research are
given and conclusions are presented (section 6).
2. LITERATURE REVIEW
The first research on time lags in flow shop problems was by (Mitten, 1958). The time lags he
considered were of the Start-to-Start type combined with Finish-to-Finish lags. Processing of a
job on the next stage can start ai periods after processing of the job on the current stage started.
The time lag ai need not be larger than the processing time on the current stage. Multiple
operations of a job on the same stage were not considered by Mitten. His results are an extension
of the research of (Johnson, 1954) on two-machine flow shop problems. The constructive
algorithm of Mitten generates an optimal permutation schedule for the two machine flow shop
problem with variable time lags. The class of permutation schedules, however, need not contain
the optimal schedule for his problem.
(Szwarc, 1983) generalized this model to cover m-machine flow shop problems with variable
time lags as well as problems where setup, processing and release times are separated. The
general m-machine flow shop problem with variable time lags is NP hard, so approximate
solutions and lowerbounds for the completion times were developed.
In (Cao and Bedworth, 1992) a flow shop problem with transfer times and setup times is
considered. In their description of the model it is assumed that, after processing an operation on
the current stage, transportation of the part to the next stage takes a finite amount of time (e.g. the
transfer time). During this time no other job can be processed on the current stage. The reason
6
why processing times and transfer times are separated is not made clear. Multiple operations of a
job on the same stage were not considered.
(Aanen et al., 1993) gave a description of a flexible manufacturing scheduling problem with two
workstations. Some jobs require multiple operations on a workstation, accompanied with time
lags, and there are sequence dependent setup times on the first machine.
(Monma, 1979) constructed an algorithm for flow shop problems with parallel-chain and series-
parallel precedence constraints between the jobs. In his model multiple occurrences of the same
job were considered, but it is assumed that these jobs are identical. The algorithm he presented
cannot be used for the multiple operations flow shop problem with time lags.
From this literature review we can conclude that some research has be done on the subject of time
lags, but the combination of multiple operations and time lags in a flow shop is not found in the
literature on flow shop scheduling.
3. MATHEMATICAL FORMULATION AND EXAMPLE PROBLEM
The multiple operations flow shop scheduling problem with time lags and makespan
minimization can mathematically be formulated as follows:
Indices
i job i=1..n
j stage j=1...m
k number of operation of a job k=1...Kij
with Kij : total number of operations of job i on stage j
Constants

7
Oijk kth operation of job i on stage j
Preijk Predecessor of operation Oijk : Oi j k-1 if k>1
Oi j-1 Ki j-1 if k=1, j>1
0 if k=1, j=1
Tijk Processing time of Oijk
Dijk Time lag between operation Oijk and its predecessor Preijk
IF Preijk = 0 THEN Dijk = Di11 = Release time of job i
Variables
C(Oijk) Completion time of operation Oijk in the schedule for stage j
Bj Sequence of all operations {Oijk }, i=1...n, k=1...Kij on stage j:
Bj = < Bj [1] , Bj [2] ,..., Bj [3i=1...n Kij ] >
Rijk Position of operation Oijk in the sequence Bj
Bj [ Rijk ] = Oijk Operation Oijk placed at the Rijkth position in the sequence Bj .
The problem is to find sequences Bj for all stages j=1...m such that Rijk > RPreijk if Preijk needs
processing on the same stage as Rijk (Technological restrictions) and the completion time of the
last operation on the last stage C(Bm [3i=1...n Kim ]) is minimized, where
C(Bj [ Rijk ]) = C( Oijk ) = MAX{ C( Preijk ) + Dijk , C(Bj [ Rijk -1]) } + Tijk
In flow shop scheduling, generally the search for an optimal schedule is restricted to permutation
schedules (e.g. B=Bi œ i=1...m). However, in case of multiple operations and time lags a
permutation schedule has no direct interpretation. The sequence Bj consists of 3i=1...n Kij
operations, and this can differ from the number of operations to be sequenced on another stage, as
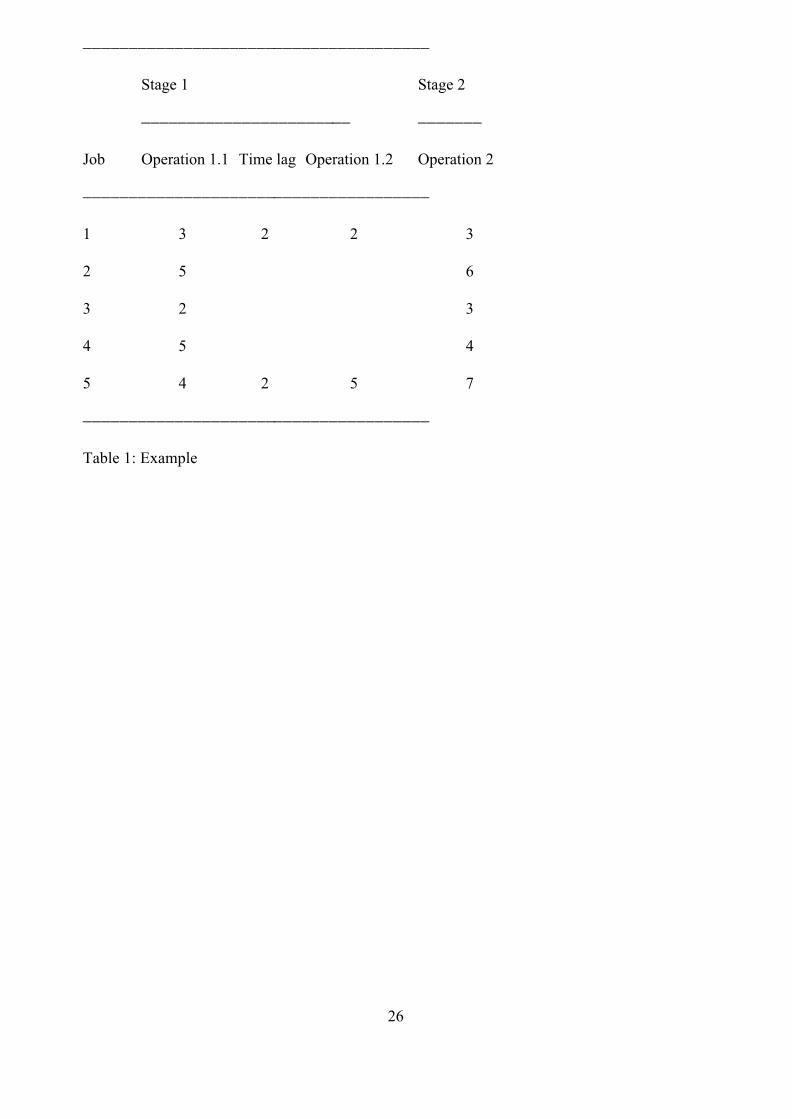
will be illustrated in the following example (table 1):
(Insert table 1 here)
For the general two-stage flow shop the algorithm of Johnson (Johnson, 1954) constructs an
8
optimal schedule. This algorithm cannot directly be applied to the example problem, as there are
7 operations to be sequenced on stage 1 and only 5 on stage 2. However, Johnson's rule can be
applied to related problems.
When we consider the related problem where the multiple operations of a job are replaced by one
operation with processing time equal to the old processing times + the time lag (e.g. processing
time of job 1 on stage 1 becomes 3+2+time lag=7), we can use Johnson's rule and get a sequence
<3,2,5,4,1> with makespan = 33. This is a feasible solution for the original problem, but not
necessarily optimal: the time lags are not productively used.
Another related problem is replacing the multiple operations by one operation with processing
time equal to the sum of the processing times of the old operations (e.g. processing time of job 1
on stage 1 becomes 3+2=5). Johnson's rule gives the sequence <3,2,5,4,1> with makespan = 30.
This is not a feasible solution for the original problem, as the restrictions concerning the time lags
are violated.
The optimal schedule has a makespan between 30 and 33. To find an optimal schedule we have to
apply an (implicit) enumerative search algorithm, as no constructive algorithm exists for this
problem.
This example has illustrated that the number of operations that have to be sequenced on a stage
can differ between the stages. Therefore, algorithms that restrict the search for an optimal
schedule to permutation schedules cannot directly be applied to this flow shop scheduling
problem. We have to apply (implicit) enumerative search algorithms to find an optimal schedule.
In the case of two stages with time lags on the first stage only, Johnson's rule can be used to
obtain a lowerbound on the makespan. In the next section we develop other lowerbounds that can
be used in the general flow shop scheduling problem with multiple operations and time lags.
9
4. LOWERBOUNDS ON THE MAKESPAN
Lowerbounds can be used to restrict the search for an optimal schedule by implicitly enumerating
subsets of schedules and deciding if it is necessary to generate schedules that belong to this
subset. If the lowerbound of this subset is smaller than the current best solution (the upperbound),
the search in the subset is continued, otherwise it is ceased.
In this section three types of lowerbounds will be developed: job based bounds, machine based
bounds and due date based bounds. These types of lowerbounds are well known from general
scheduling literature (Morton, Pentico, 1993). It is our purpose to include information on the time
lags and multiple operations in these lowerbounds, as the known lowerbounds from literature do
not make use of the inherent structure of this flow shop problem.
Before we present these lowerbounds, some more variables have to be defined:
Variables:
Pt Partial schedule with t-1 scheduled operations. The sequences B1...Bm are partially filled
with t-1 scheduled operations. 3j=1...m 3i=1...n Kij - t operations have still to be placed in
the sequences.
St Set of operations Oijk that can be added to the partial schedule Pt (e.g. Preijk belongs to
the partial schedule Pt ). Operations that belong to the set St are called schedulable
operations.
C(Pt ,j) Completion time on stage j after processing the partial schedule Pt (equal to the comple-
tion time of the last scheduled operation in the sequence Bj ).
Fijk Earliest starting time of Oijk 0 St Fijk := MAX{C(Pt ,j), C(Preijk )+Dijk }
Mijk Earliest finishing time of Oijk 0 St Mijk := Fijk +Tijk

10
4.1. Job based bounds
A job based bound determines the minimal expected completion time for the jobs. The maximum
of these completion times is a lowerbound on the makespan. It is possible to include information
on the time lags in this type of bound.
The job based lowerbound that will be presented assumes that each job starts processing on a
stage as soon as possible. The earliest finishing time of the first unscheduled operation of job i is
Mijk and this operation has to be processed on stage j. The earliest finishing time of the last
unscheduled operation of job i on this stage j is defined as LBij . After processing this operation
the job proceeds for processing on stage j+1. The earliest starting time on this stage is greater
than or equal to LBij + Dij+11, the time lag between the first operation of job i on stage j+1 and the
last operation of job i on stage j. It is possible that the completion time of the last scheduled
operation (of another job) on stage j+1, C(Pt ,j+1) is greater than the earliest starting time of the
first operation of job i on stage j+1. Therefore, we have to take the maximum of both to obtain the
earliest possible starting time of job i on stage j+1. Formally, this lowerbound can be stated as
follows:
LBjob = maxi=1...n [ LBim ] with
LBij = Mijk + 3q=k+1...Kij (Tijq+Dijq)
LBip = Max { C(Pt ,p), LBip-1+Dip1 } + Tip1 + 3q=2...Kip (Tipq+Dipq), p=j+1...m
LBip can be described as the earliest possible completion time of job i on stage p. This earliest
possible completion time is based on the partial schedule Pt .
11
4.2. Machine based bounds
It is also possible to base a lowerbound on the utilization of the different stages or machines.
Before we develop some bounds a note on the notation we use. When a bound is computed for
stage r (r=1...m) and we look at the remaining operations of a job i on this stage, there are three
possible situations:
iór Job i has no more operations to be processed on stage r: all operations Oirk , k=1...Kir
are already placed in the sequence Br ;
i0r : i0r1 The schedulable operation Oirk of job i has to be processed on stage r. Oir1...Oirk-1 are
placed in the sequence Br and Oirk ...OimKim have still to be placed in the partial
schedule.
i0r : i0r2 The schedulable operation of job i has not to be processed on stage r but on a former
stage.
The index h is used to denote the number of the first unscheduled operation of job i on stage r. If
i0r1 : h equals k, if i0r2 : h=1.
A machine based bound for stage r can be decomposed into 3 parts:
a. the earliest starting time on stage r;
b. the remaining time for processing the operations on this stage, so we get an estimation of the
earliest completion time on stage r;
c. the minimal remaining time after processing jobs on stage r.
* The earliest starting time of the first unscheduled operation of job i on stage r, EStir is: EStir=
Firk if i0r1

12
= Max { C(Pt ,r), LBir-1+Dir1 } if i0r2
* The total remaining processing time of job i0r on stage r is 3q=h...Kir Tirq . This job cannot
complete processing on stage r before EStir+3q=h...Kir Tirq+3q=h+1...Kir Dirq .
* The remaining processing time and time lags of job i0r on the stages r+1...m equals 3p=r+1...m
3q=1...Kip (Tipq +Dipq ).
A simple machine based bound for stage r can be obtained by (a) taking the earliest starting time
of an operation on stage r, (b) adding the sum of the remaining processing time of all jobs i0r on
this stage and (c) adding the minimum of the remaining processing times and time lags on the
next stages over all jobs i0r. The principle behind this machine based bound is well known from
literature on flow shop scheduling. In formula:
LB1mach = maxr=1...m [ LB1
mach r ] with
LB1mach r = mini0r [ EStir ] + 3i0r 3q=h...Kir Tirq
+ mini0r [ 3p=r+1...m 3q=1...Kip (Tipq +Dipq ) ]
In this machine based bound we use some information on time lags between unscheduled
operations of the jobs, especially in the parts (a) and (c). The time lag between operations of a job
on stage r have not been included in part (b), as operations of other jobs might be processed
during such a time lag.
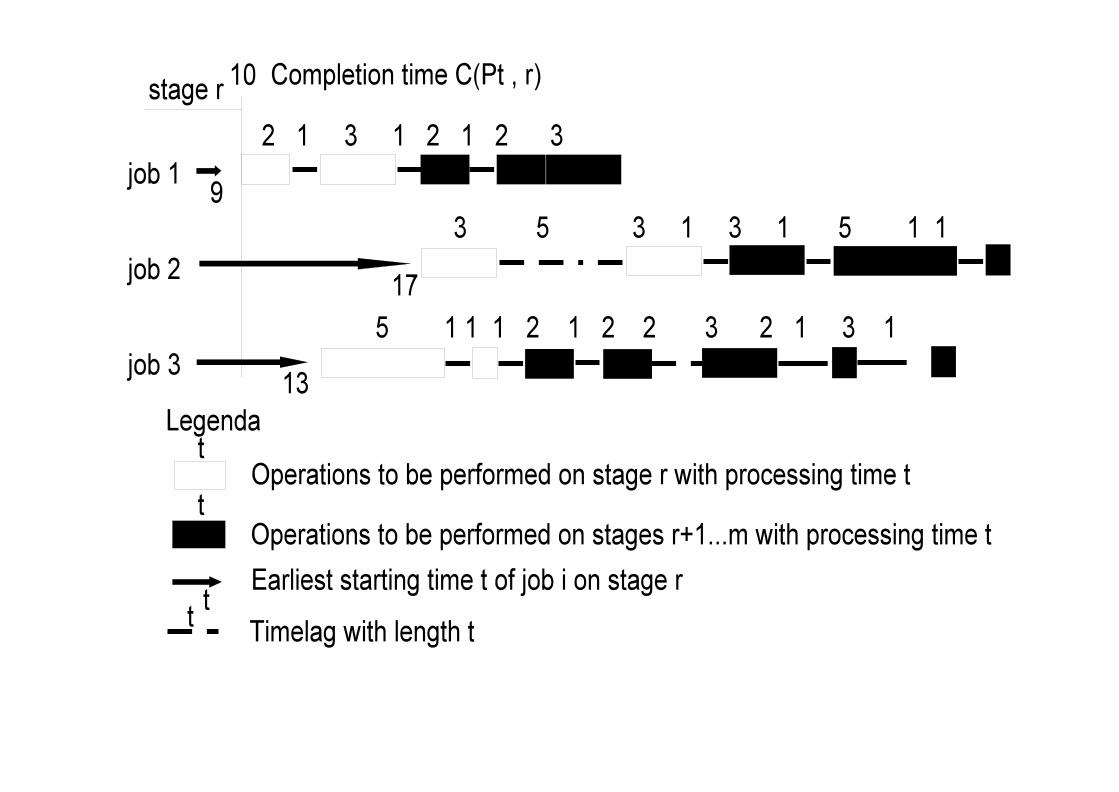
It is possible to use more information on time lags in a machine based lowerbound, especially on
the earliest starting times of operations or jobs. First we will illustrate this with an example,
13
presented in figure 1. In this example, 6 operations of 3 jobs still have to be scheduled on stage r.
There are time lags between the multiple operations of the jobs.
(Insert figure 1 here)
Machine based bound LB1mach r is in this situation computed as follows:
mini0r [ EStir ] = min [ max(9,10), 17, 13 ] = 10
3i0r 3q=h...Kir Tirq = (2+3) + (3+3) + (5+1) = 17
mini0r [3p=r+1...m3q=1...Kip(Tipq+Dipq)] = min [ 9, 12, 18 ] = 9
LB1mach r = 10 + 17 + 9 = 36
In this example, job 1 is the only job that can start processing at time 10. When this operation has
finished (time 12), no other operation can start processing, because job 2 and 3 can start resp. at
time 17 and 13, and the second operation of job 1 cannot start at time 12 because of the time lag.
So this machine based bound can be improved by making use of more information on the time
lags/earliest release times of the jobs.
A first suggestion to make better use of information on time lags is to look at a subset of jobs that
need processing on stage r and compute the machine based lowerbound for this subset. The subset
can be composed by removing the job with the earliest starting time on stage r from the set of
jobs {i0r}. If there is a choice, the job with minimal remaining time on the next stages is
removed. For this subset a new machine based bound is computed. The remaining processing
time on stage r (b) is smaller as before, but the earliest starting time (a) and/or the remaining time
on the next stages (c) are possibly larger. In the example, job 1 would be removed from the set of
jobs. The earliest starting time of the jobs in the subset is 13, the remaining processing time on
stage r is 12 and the minimal remaining time on the next stages is also 12, which yields a machine
based bound of 37.

14
A second suggestion is to repeat the above mentioned construction of subsets until only one job
remains. For this job we can use all information on time lags by applying the job based bound for
this job. In the example we would remove job 3 from the subset and compute the job based bound
for job 2. This job can start at time 17, has a remaining time of 11 on stage r and 12 on the next
stages, so job 2 cannot complete before time 40.
These two suggestions are worked into machine based bound LB2mach r :
Let v = *{i0r}*, e.g. the cardinality of the set {i0r}
Lw(i0r) = Subset of {i0r} with cardinality w (if w=v: Lw(i0r) = {i0r})
Lw(i0r) = Lw+1(i0r)(i* , where ESti*r = minLw+1(i0r) EStir , w=v-1...1
if there are more jobs with minimal EStir, choose the job with
mini* [ 3p=r+1...m 3q=1...Kip (Tipq +Dipq ) ].
The lowerbound for Lv(i0r) corresponds with LB1mach r .
LB2mach = maxr=1..m [ LB2
mach r ] with
LB2mach r = Max{ maxw=v...2 [ minLw (i0r) EStir + 3Lw (i0r) 3q=h...Kir Tirq +
minLw (i0r) 3p=r+1...m 3q=1...Kip (Tipq +Dipq) ] ,
LBL1 (i0r) m }
In this bound information on time lags between multiple operations of jobs on this stage is not
included. It is possible to do this by defining a (sub)set containing the operations of jobs that need
to be processed on stage r. The remaining time after processing this operation (c) is than
redefined as the sum of the remaining processing time and time lags of this job on stage r + the
remaining time on stages r+1...m. This suggestion is worked out in the next subsection on due
date based bounds.
14
The example presented has illustrated the usefulness of giving more attention to the remaining
scheduling problem on a stage when all available information on time lags is included.
4.3. Due date scheduling in determination of lowerbounds on the makespan
If we have an estimation of the makespan we can deduce from this lowerbound the latest finish
times of the jobs on stage r. With these latest finish times, which we will call artificial due dates,
for the jobs on stage r we can determine if a schedule can be constructed for stage r in which all
jobs can finish upon or before their artificial due dates. If this is not possible, we can increase the
value of the lowerbound on the makespan. This approach still generates a lowerbound on the
makespan, because it is assumed that after processing a job on stage r the processing of this job
on the next stages will not be conflicting with other jobs on these stages.
Although it is possible to use this approach for the determination of a lowerbound for each stage
r=1...m we restrict our attention to the so called bottleneck stage, that is the stage r for which the
lowerbound LBnmach r = maxp=1..m [ LBn
mach p ]. At this moment we don't make a choice which type
of machine based lowerbound we use for this approach, so n belongs to the set [1..2]. For this
stage r we try to obtain an improved lowerbound. Before we illustrate this new bound a formal
description of the artificial due dates and earliest starting times of operations on stage r is given:
DueirKir = Due date for the last operation of job i on stage r, i0r.
= LBnmach r - 3p=r+1...m 3q=1...Kip (Tipq +Dipq ) œ i0r
The due dates for the other operations of job i on this stage can now be deduced:
Dueirq-1 = Dueirq - Tirq - Dirq œ q = Kir...h+1
The earliest starting times for the operations are determined in the same way as the artificial due
dates for the operations. We introduce the symbol EStirq denoting the earliest starting time of
operation Oirq , i0r, q=h...Kir :
15
EStirh = EStir œ i0r
EStirq = EStirq-1 + Tirq-1 + Dirq œ i0r, q=h+1...Kir
Now we know for each operation that needs processing on stage r its earliest starting time and its
latest due date according to the known lowerbound on the makespan LBnmach r. What results is a
one machine scheduling problem with release dates and due dates where we are interested in
minimizing the maximal tardiness. The tardiness of an operation that can finish processing within
it's due date is zero; an operation that exceeds it's due date with an amount * has tardiness *. This
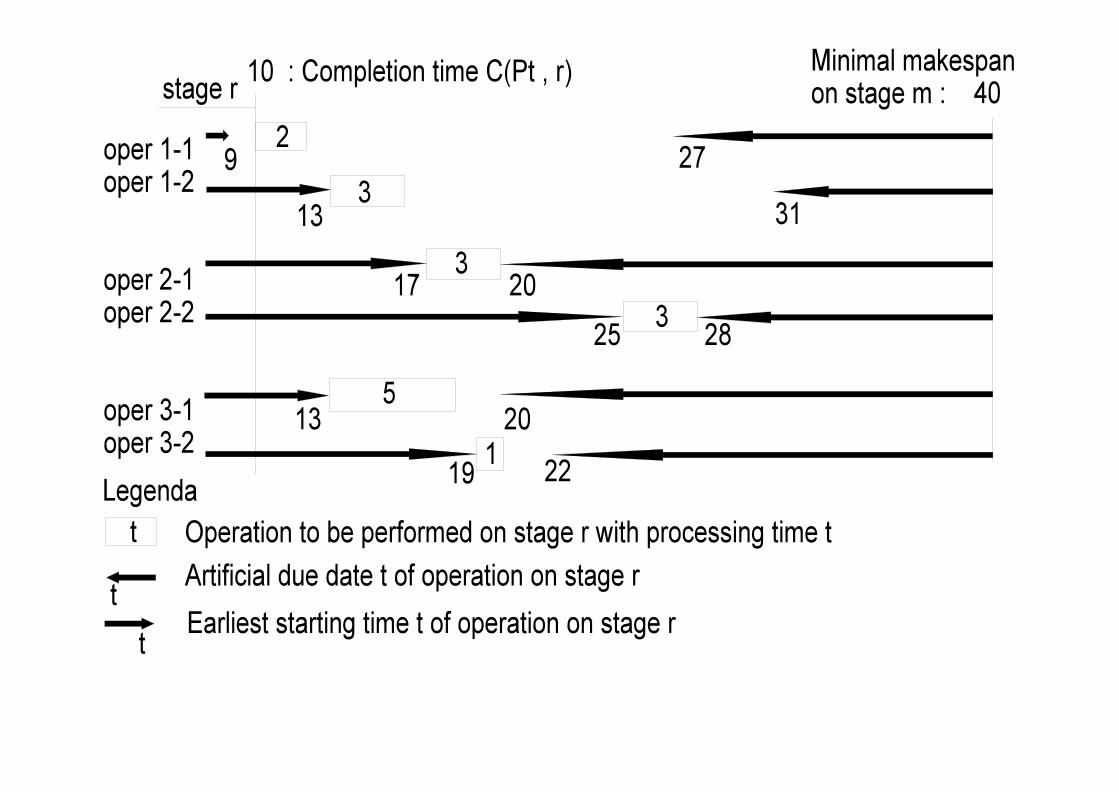
tardiness can be added to the lowerbound on the makespan that was used. We will illustrate this
in figure 2 with the same example as before:
(Insert figure 2 here)
We see that both operations of job 2 have to start exactly at their earliest starting times, otherwise
the lowerbound on the makespan cannot be reached. When the first operation of job 3 starts at
time 13, it will finish at time 18. Now we have a problem, as job 2 has to start at time 17. Because
preemption is not allowed we have to delay the start of job 3 to 20, the time at which the first
operation of job 2 has finished. Starting job 3 at time 20 gives us a new problem, as this operation
has to finish at this time. So we can conclude that the makespan of 40 cannot be reached. When
all artificial due dates are raised with one unit of time (tardiness = 1), the start of job 2, for
example, can be delayed and all other operations can be scheduled within their (new) artificial
due dates.
The idea behind a due date based bound is to determine the minimal expected tardiness of
operations on stage r. The maximum tardiness of all operations on stage r can be added to the
initial lowerbound LBnmach r. Unfortunately the resulting one machine problem is known to be NP
hard (Garey and Johnson, 1979). However, for the determination of the maximal tardiness we can
16
use a lowerbound on this tardiness.
We use subsets of the set {Oirq } and determine for these subsets the minimal necessary tardiness.
For these subsets we apply a type of preemptive scheduling to obtain a lowerbound on the
tardiness. For each subset we compute the earliest release date, add the total processing time of
the operations that belong to this subset and subtract the maximal due date of an operation in this
subset to get the expected lateness. If this lateness is greater than 0, the operations in the subset
cannot be scheduled within their artificial due dates.
The lateness can be computed for all possible combinations of operations, but this will result in
very much, and sometimes unnecessary, computations. So we decided to restrict the number of
subsets that are considered.
We observe that it is not necessary to include operations in the subset that can finish before
another operation in the subset can start. So we can construct subsets of operations whose earliest
release dates are close to each other, such that no operation in the subset can finish before another
operation in the subset can start.
If there are more operations that can start earliest at the same time, these operations can one by
one be added to the subset. If we first add the operation with the lowest artificial due date, the
resulting lateness will be highest. So, operations are added to the subset according to lowest
earliest release date, and in case of more operations with the same release date the operation with
the lowest artificial due date is added first.
We use the variable EStw to denote the earliest release date of the operation that should be added
to the subset. The wth subset that is considered, Gw (Oirq ), consists of all operations that belonged

17
to the subset Gw-1 (Oirq ) except those operations that can finish before EStw. To this subset the
operation Oirq is added that can start at EStw and has minimal artificial due date of all operations
that can start earliest at this time.
EStw = 0 w=0
= min{Oirq ó Gw-1(Oirq)} [ EStirq : EStirq $ EStw-1 ] w=1...v
RelDatew = minGw(Oirq) [ EStirq ] w=1...v
= the earliest release date of any operation from the subset Gw (Oirq ).
MaxDuew = maxGw(Oirq) [ Dueirq ] w=1...v
= the latest due date of any operation from the subset Gw (Oirq ).
Gw(Oirq) = i w=0
= Gw-1 (Oirq ) w=1...v
( { Oirq0Gw-1(Oirq ) : EStirq+Tirq <EStw }
c OirqóGw-1(Oirq ) : EStirq=EStw vDueirq =minOirq:EStirq=EStw Dueirq
The lowerbound LBdue becomes:
LBdue = LBnmach r + Tmax , with
Tmax = MAX { 0, maxw=1...v [ RelDatew + 3Gw(Oirq) (Tirq ) - MaxDuew ] }
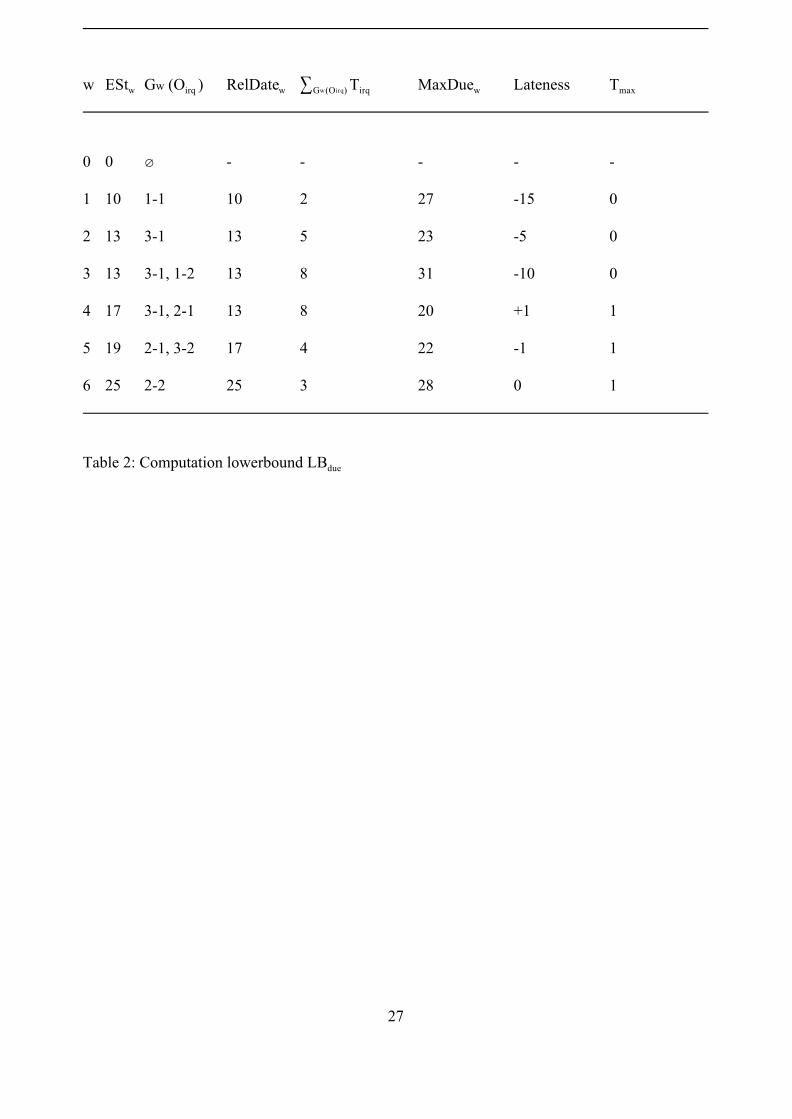
We will illustrate this bound with the above presented example, using LB2mach r : The initial
lowerbound on the makespan is 40. The earliest starting times and artificial due dates of the
operations are shown in figure 2. The computations are presented in table 2:
(Lateness = RelDatew + 3Gw(Oirq) (Tirq ) - MaxDuew )
(Insert table 2 here)
The maximal tardiness is 1, so the due date based bound LBdue = 40+1 = 41: the improved
lowerbound for stage r becomes 41.
18
The due date based bound that is presented uses information on time lags between multiple
operations of a job. In the experiments we use another less time consuming due date based bound.
In this bound the definition of the subset Gw (Oirq ) is changed in the set of w operations Oirq with
the smallest due dates from the total set of operations { Oirq }.
Gw (Oirq ) = Gw-1 (Oirq ) c Oirq : Dueirq =min{Oirq ó Gw-1(Oirq)}Dueirq.
At the end of this section we can conclude that it is possible to use information on time lags
between multiple operations of jobs in the development of lowerbounds on the makespan.
However, which lowerbound to use depends heavily on the complexity of the scheduling problem
(e.g. number of jobs, stages, multiple operations on a stage, variablity in processing times and
time lags, etc.) and on the branching strategy that is used in the branch and bound procedure. If,
for example, a depth first search strategy is used, it is important that the first steps in the
generation of a partial schedule are well considered, as the selection of a bad branch in the root of
the search tree causes much unnecessary computations. The lowerbounds that are developed can
be used in the selection of a branch. In the next section on heuristics we will illustrate the use of
lowerbounds for this purpose.
5. HEURISTICS AND SOME EXPERIMENTS ON THEIR PERFORMANCE
In this section suggestions are given for heuristics for this flow shop scheduling problem and
some results of experiments with these heuristics are presented.
5.1. Heuristic procedures
A heuristic procedure should generate a feasible schedule with a near-optimal makespan within
reasonable time. To generate such a schedule, the information on time lags between the multiple
operations of the jobs should be used, otherwise a non-feasible schedule could be generated.
19
Heuristics can be static or dynamic in nature. A static heuristic uses information that is known in
advance, a dynamic heuristic uses information that changes during the process of generation of
the schedule. An example of a well known static heuristic is the shortest processing time rule.
This heuristic performs generally well in job shop/flow shop scheduling.
Dynamic heuristics can be divided in heuristics that use some kind of dominance criterion to
restrict the choice between operations that can be added to the partial schedule and heuristics that
make no use of this information. The use of a dominance criterion causes more computation time,
but the results are generally better.
The next 3 dynamic heuristic do not make use of dominance criteria:
* Maximal remaining time: add to the partial schedule the schedulable operation of a job with
maximal remaining processing time and time lags in the shop. In formula: operation Oijk of
the job with maxi=1...n [ 3p=j..m 3q=h..Kip (Tipq +Dipq ) ].
* Smallest ratio: add to the partial schedule the schedulable operation of the job with the
smallest ratio of remaining processing time compared with total remaining time:
Oijk with mini=1...n [ 3p=j..m 3q=h..Kip (Tipq ) / 3p=j..m 3q=h..Kip (Tipq +Dipq ) ]. This heuristic gives
priority to operations that have relatively long time lags. When there are jobs without any
time lags, this heuristic has to be accompanied by a tie break rule.
* Largest ratio: now we add the operation with the maximum of the above mentioned expressi-
on, so operations with relatively short time lags get priority.
The next 5 heuristics that will be presented use a simple dominance criterion. The first 3
heuristics restrict their choice to operations that will generate an active schedule (a schedule
where no global left shift is possible, see e.g. (Morton, Pentico, 1993), the last 2 restrict their
20
choice to operations that will generate a non delay schedule (no unnecessary idle time added to
the schedule).
Four of these heuristics are based on a lowerbound. These heuristics compute for each schedula-
ble operation that meets the specific dominance criterion a lowerbound. The lowerbounds are
computed for the partial schedule to which this operation is added. The operation that generates a
partial schedule with minimal lowerbound is actually added to the partial schedule. In the so
called single bounds we use one type of lowerbound and compute for only one machine r with
initial lowerbound LBnmach r a due date based bound. In the combi bounds we use 2 type of bounds
and also compute these combined due date based bounds for all machines r with initial lower-
bound LBnmach r.
* Earliest completion time or minimal finish time: add to the partial schedule the schedulable
(active) operation that can finish earliest.
* Active single lowerbound: add to the partial schedule the schedulable (active) operation that
has the lowest due date based bound.
* Active combi lowerbound: when less than half of the total number of operations is placed in
the partial schedule, add to the partial schedule the schedulable (active) operation that has the
lowest due date based bound, otherwise use the less time consuming due date based bound.
* Non delay single lowerbound: equal to the active single lowerbound, except that the choice is
restricted to schedulable operations that will generate a non delay schedule.
* Non delay combi lowerbound: equal to the active combi lowerbound, except that the choice is
restricted to schedulable operations that will generate a non delay schedule.
Of these 9 heuristics, the only one that does not use any information on time lags is the shortest
processing time rule. The degree in which the other heuristics make use of this information differs
strongly. Some use only information on the time lag preceeding the schedulable operation (e.g.
21
earliest finish time), others use information on the time lags of the job to which the schedulable
operation belongs (e.g. maximal remaining time, smallest and largest ratio) or information on the
time lags of all other remaining operations (e.g. the four lowerbound heuristics).
5.2. Evaluation of heuristics
We tested the performance of these 9 heuristics for two different situations, to gain insight in the
performance of the heuristics in these special situations. In both situations 8 jobs had to be
scheduled on 4 stages. The number of operations of a job on a stage is randomly choosen and
varied between 1 and 4.
In situation I, the processing time of an operation varied between 6 and 12 time units. The time
lag before an operation was in this situation restricted to be not greater than the minimum
processing time in the shop. The minimum time lag was 2, the maximum was 6.
In situation II, more variety was allowed in processing times and time lags: both could vary
between 1 and 12 time units.
The performance of the heuristics is evaluated for 100 randomly generated test problems for both
situations. For each test problem the following measures of performance are computed:
Cmax(i,j) = Makespan for test problem i obtained by heuristic j.
Time(i,j) = Time needed for obtaining a solution for test problem i with heuristic j.
Cabs(i,j) = Deviation between makespan obtained by heuristic j and the best solution for test
problem i.
= 100% * (Cmax(i,j) - minj=1..9[Cmax(i,j)]) / minj=1..9[Cmax(i,j)]
Trel(i,j) = Relative performance of heuristic j on the computation time used to obtain the
solution for test problem i.
= (Time(i,j) - minj=1..9[Time(i,j)]) / (maxj=1..9[Time(i,j)] - minj=1..9[Time(i,j)]).
22
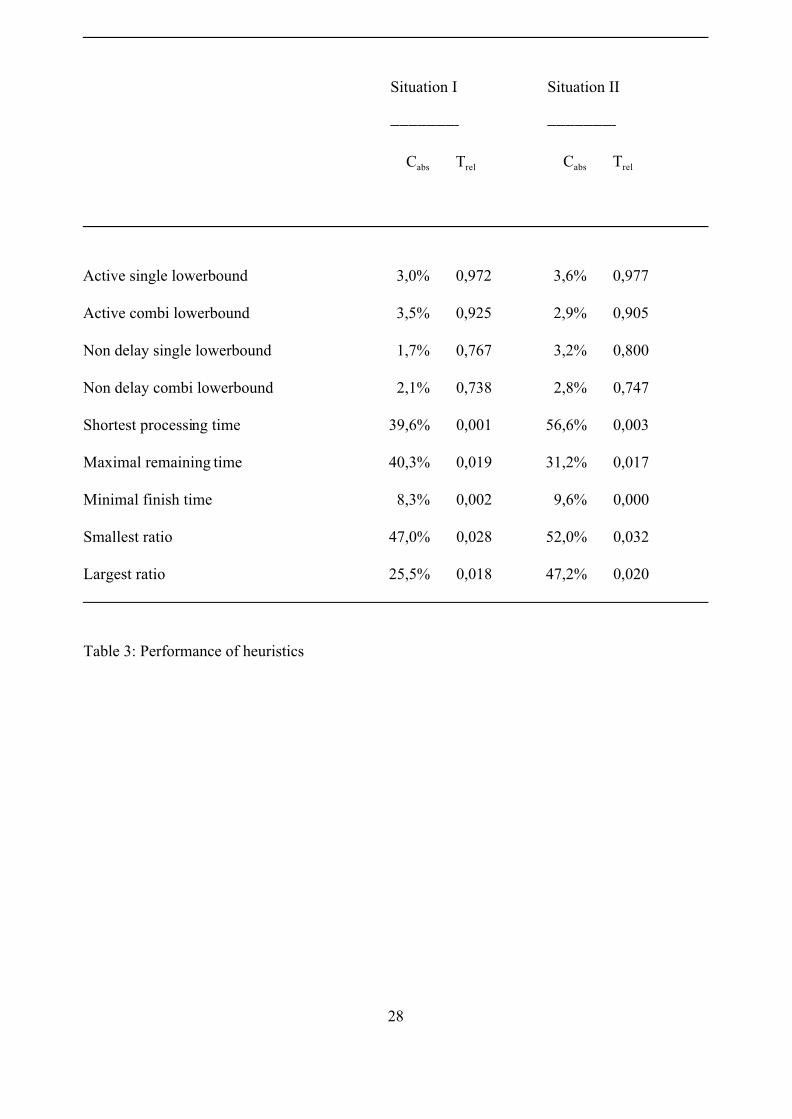
In table 3 the average Cmax performance and the average relative time performance of the nine
heuristics is presented. A relative time performance Trel near 0 means that this heuristic used on
average the least time in finding a solution. The average quality of the solutions obtained is
shown in the column Cabs. It presents the average percentage deviation between the solution
obtained by this heuristic and the best solution obtained by one of the nine heuristics.
(Insert table 3 here)
The conclusion from this table is, that the 4 heuristics that are based on lowerbounds use much
more computation time, but generate schedules with on average a lower makespan than the other
heuristics. The only heuristic with a relative makespan performance near the performance of the
lowerbound heuristics is the earliest finish time or minimal finish heuristic, that uses also a
dominance criterion in the selection of operations that can be added to the partial schedule.
The differences between situations I and II do not concern this overall conclusion. In the two
groups some shifts in relative position can be seen. For example, the maximal remaining time
heuristic performs better in situation II, where more variety in processing times and time lags was
allowed. The shortest processing time heuristic has a lower performance in this case. As this rule
makes no use of information on time lags, it could be expected that it's performance in situation II
would be lower.
The non delay lowerbound heuristics perform better than the active lowerbound heuristics. The
optimal solution need not be contained in the set of non delay schedules, but for the construction
of heuristics this dominance criterion can well be applied.
From these experiments we can conclude that in the selection of a heuristic one has to weigh the
available time for obtaining a schedule against the desired makespan performance. The lower-
bound heuristics obtain schedules with a relative low makespan, the earliest finish time heuristic
24
obtains on average in less time a schedule with a higher makespan.
6. CONCLUSIONS AND DIRECTIONS FOR FUTURE RESEARCH
In this paper we have discussed the flow shop scheduling problem with multiple operations and
time lags. The inherent structure of this flow shop can be used in the development of lower-
bounds on the makespan. Three types of lowerbounds are developed: job based bounds, machine
based bounds and due date based bounds. These lowerbounds can also be used in the construction
of heuristics for this problem. These heuristics are compared with other heuristics that use
information on time lags and multiple operations. The computational results indicate that
heuristics based on simple dominance criteria perform quite effective.
Future research on this problem has to investigate if these results are still valid in a broader range
of flow shop scheduling problems with e.g. more machines and more jobs. It should also be
investigated if there are special cases of this problem that can be solved efficiently, for example
by using specific dominance criteria. The construction and evaluation of heuristics should be
continued and broadened, as there are other promising approaches that can be applied to this
problem, e.g. tabu search, simulated annealing or genetic algorithms. Finally, research on the
second part of the hierarchical approach should be intensified.
REFERENCES
1 Aanen, E., (1988), Planning and scheduling in a flexible manufacturing system, PhD thesis,
Faculty of Mechanical Engineering, University of Twente.
2 Aanen, E., Gaalman, G.J.C., Nawijn, W.M., (1993), A scheduling approach for a flexible
manufacturing system, International Journal of Production Research, 31, 2369-2385.
3 Cao, J., Bedworth, D.D., (1992), Flow shop scheduling in serial multi-product processes with
25
transfer and set-up times, International Journal of Production Research, 30, 1819-1830.
4 Garey, M.R., Johnson, D.S., (1979), Computers and intractability: a guide to the theory of
NP-Completeness, Freeman, San Francisco.
5 Johnson, S.M., (1954), Optimal two- and three-stage production schedules with set-up times
included, Naval Research Logistics Quarterly, 1, 61-68.
6 Kern, W., Nawijn, W.M., (1991), Scheduling multi-operation jobs with time lags on a single
machine, Working paper University of Twente, Holland.
7 Mitten, L.G., (1958), Sequencing n jobs on two machines with arbitrary time lags, Manage-
ment Science, 5, 293-298.
8 Monma, C.L., (1979), The two-machine maximum flow time problem with series parallel
precedence relations: an algorithm and extension, Operations Research, 27, 792-798.
9 Morton, T.E., Pentico, D.W., (1993), Heuristic scheduling systems, with applications to
production systems and project management, John Wiley & Sons Ltd, New York.
10 Szwarc, W., (1983), Flow shop problems with time lags, Management Science, 29, 477-481.
25
Tables
26
))))))))))))))))))))))))))))))))))))))
Stage 1 Stage 2
))))))))))))))))))))))) )))))))
Job Operation 1.1 Time lag Operation 1.2 Operation 2
))))))))))))))))))))))))))))))))))))))
1 3 2 2 3
2 5 6
3 2 3
4 5 4
5 4 2 5 7
))))))))))))))))))))))))))))))))))))))
Table 1: Example
27
w EStw Gw (Oirq ) RelDatew 3Gw(Oirq) Tirq MaxDuew Lateness Tmax
0 0 i - - - - -
1 10 1-1 10 2 27 -15 0
2 13 3-1 13 5 23 -5 0
3 13 3-1, 1-2 13 8 31 -10 0
4 17 3-1, 2-1 13 8 20 +1 1
5 19 2-1, 3-2 17 4 22 -1 1
6 25 2-2 25 3 28 0 1
Table 2: Computation lowerbound LBdue
28
Situation I Situation II
)))))))Q )))))))Q
Cabs Trel Cabs Trel
Active single lowerbound 3,0% 0,972 3,6% 0,977
Active combi lowerbound 3,5% 0,925 2,9% 0,905
Non delay single lowerbound 1,7% 0,767 3,2% 0,800
Non delay combi lowerbound 2,1% 0,738 2,8% 0,747
Shortest processing time 39,6% 0,001 56,6% 0,003
Maximal remaining time 40,3% 0,019 31,2% 0,017
Minimal finish time 8,3% 0,002 9,6% 0,000
Smallest ratio 47,0% 0,028 52,0% 0,032
Largest ratio 25,5% 0,018 47,2% 0,020
Table 3: Performance of heuristics

29
List of figures
Figure 1: Example: scheduling with time lags
Figure 2: Due date based lowerbound

![Limited Discrepancy Search for flexible shop scheduling · Limited Discrepancy Search for flexible shop scheduling ... [Carlier & Néron, 2000]; [Lin & Liao, 2003] – Lower ... –](https://img.pdfslide.us/doc/110x75/5b0b1fbc7f8b9ac7678d9661/limited-discrepancy-search-for-flexible-shop-discrepancy-search-for-flexible-shop.jpg)