Embed Size (px)
Citation preview


FIRST EDITION : SEPTEMBER 2014
REPRINT : DECEMBER 2015
Printed byKalyani Corporation,Pune

i
TURN OUTLaying � Inspection � Maintenance
INDIAN RAILWAYS INSTITUTE OF CIVIL ENGINEERING,Pune 411001
SEPTEMBER 2014

ii

iii
Forward
Most of the turnouts on main line and passenger loops onIndian Railways in last two decades have been changed tocurved switch on PSC sleepers. Turnouts have always beenconsidered complicated structure. Attempts are being made toincrease speed on turnouts with improved design. In order tomake riding more comfortable and safe, laying and maintenancestandards of turnout needs to be upgraded.
Very few books are available on turnouts. Available booksbeing old, hence these books are not containing experiencegained about turnouts over last two decades.
In this book, attempts have been made to discuss variousproblems being felt by field engineers. The issues related tolaying and maintenance of turnouts on curve and relatedsolutions have been discussed in detail. Ready reckoner tablesand sketches have been provided for standard layouts for easeof use at field level.
This book was originally written in Hindi by Shri Manoj Arorathe then, Senior Professor Track at IRICEN. This book receivedprestigious “Rajiv Gandhi Rashtriya Gyan Vigyan Moulik PustakLekhan Puraskar”. The book in translated form is presentednow.
I hope field engineers and supervisors will find this bookuseful. Suggestions are welcome for further improvement of thisbook.
Vishvesh ChaubeDirector
IRICEN, Pune. September 2014

iv
Preface
Turnout is an integral part of any track. Since it is one of themost complicated part of track structure, special care is required forits assembly, laying and maintenance. Over the last 2-3 decades,track structure on a main line track has been improved to a greatextent. Almost all the tracks on Indian Railways is now with PSCsleepers. On the similar lines, almost all the turnouts on main lineand passenger loops have been converted to curved switch on PSCsleeper. This upgradation have helped to improve riding on turnout.But still turnouts are most sensitive area of track. In order to copeup with the challenges of maintaining accident free track,improvement in the field of laying and maintenance of turnouts isrequired.
This book is a result of my 6½ yrs. of experience with IRICENwhere I learnt the technicality of turnouts. This book was originallywritten in Hindi. With God’s grace, this book in Hindi was awardedprestigious “Rajiv Gandhi Rashtriya Gyan Vigyan Moulik PustakLekhan Puraskar”. This book is the English translation of the samebook.
In this book, experiences of officers and supervisors who aredealing with track in the field have been incorporated and attempthave been made to provide practical solutions. The problems relatedto laying of turnouts on curve, its maintenance and speed potentialhave been discussed in two Chapters. The speed potential of turnin curve have also been dealt in this book.
I hope this book will be useful for field engineers and supervisors.Attempt have been made to provide useful data and sketches forthe field application. It is possible that inspite of all the efforts, fewmistakes may still be there in this book. Hence, the readers arerequested to please communicate their suggestions to make thisbook further useful for field application.
Manoj AroraChief Engineer
(Constn. & Survey)Western Railway

v
Acknowledgement
I want to communicate my sincere gratitude to Shri VishweshChoubey, Director IRICEN for helping me to write this book. I amthankful to Shri N. C. Sharda, Senior Professor/track IRICEN forthe pains he has taken in discussing various issues related to theturnout from time to time. I also want to thank S/Shri N.R.Kale, AEN-IRICEN, J.M.Patekari, AEN-IRICEN, Sunil Pophale, SSE(Drg.)-IRICEN for helping me in arranging technical material on the subject;Shri D.S.Thomar, AIE-RDSO and Shri Kanta Prasad Yadav,SSE(P.Way)BSL for supporting me with the technical data and fieldexperience; Shri Harish Trivedi, Tech. Asst IRICEN, Shri Nizami,SSE-IRICEN and Pradeep Tawde, Technician, IRICEN for theirsupport. I also want to thank Shri N.K. Khare, Associate Professor,for supporting me in writing this book and proof reading.
I also want to communicate my thanks to my wife and childrenfor supporting me to write this book. They also have been motivatingme to complete this book.
Manoj AroraChief Engineer
(Constn. & Survey)Western Railway

vi

vii
CONTENTS
Chapter 1Introduction 1-3
Chapter 2Understanding the Point and Crossing Assembly 4-21
Chapter 3Assembly of Turnout 22-64
Chapter 4Inspection of Point and Crossing 65-75
Chapter 5Maintenance of Point and Crossing 76-95
Chapter 6Reconditioning of Point and Crossing 96-113
Chapter 7Laying of Fan Shaped Layout on the Curve 114-126
Chapter 8Important Provisions for Laying Turnouton Curve and Speed Potential 127-143
Annexure-1-10 144 - 216
Bibliography 217 - 218

viii

1
CHAPTER 1
INTRODUCTION
1.0 Turnout:
Turnout is the track structure which permits movement of trainfrom one track to another. It is probably the most complicatedcomponent of track. Because of its complicated design andcertain inherent deficiencies, speed on turnout while negotiatingtowards turnout side in Indian Railways till recently was limitedto 15kmph. Now to improve traffic potential, there is a need toincrease speed potential of turnout. Increase of speed on turnoutrequires better design of turnout, better maintenance practicesand perfect layout arrangement. Over the last 20 years, all mostall the turnouts of main line and running loops have beenreplaced by the curved switches laid on concrete sleepers. Ingoods yards a small percentage of turnouts are yet to beconverted to turnouts on concrete sleeper. New design of turnoutlaid on concrete sleepers is sturdier than the earlier designsand permits higher speed on turnout side, at the same time itrequires less maintenance.
In the last decade Indian Railway have gone for increase inaxle load and by now all major routes have been converted toCC+8+2 routes. So practically axle load has gone up by 12%.Axle load has been further raised to 25T on few select routes.With the increase in axle load, the stress transferred to variouscomponents of points and crossings increases drastically. Onpoints and crossings, the wheels move from one rail to anotheron switch as well as over crossing, hence wear and tear onaccount of increased axle load is going to have more adverseeffect on points and crossings than other component of track.Hence better maintenance systems for points and crossingsare required. If a point and crossing is laid properly at the timeof initial laying, maintenance requirement is going to be relativelylesser than the turnout which has been laid with deficiencies orimproper layout.

2
1.1 Deficiencies of existing turnouts:
There are few inherent geometrical deficiencies in the designof points and crossings on Indian Railway, which come in theway of smooth riding over them. The engineers in the field shouldbe aware of such issues, although it may be difficult to overcomethem in the field. However, good maintenance practices willreduce its ill effects to minimum. The main geometrical deficiencies of turnouts are:
a) Weakness of tongue rail due to severe reduction of sectionby heavy machining. Tongue rails are further weakenedby heavy wear and tear by traffic. So these are to bereplaced frequently.
b) Obstruction to the wheel flange at the actual toe of theswitch due to thickness of the tongue rail as well as due toswitch entry angle. With increase in thickness at toe ofswitch or switch entry angle obstruction level increases.Hence a jerk is experienced by vehicles on account ofthese obstructions.
c) Twist in the track over a short distance on switch on tonguerails machined from rail of same cross section, due toover-riding nature of the tongue rail. Tongue rail aremachined lower than stock rail near ATS. Height of tonguerail is increased progressively. At certain location, top oftongue rail matches with top of stock rail, there after itbecomes 6 mm higher than stock rail at JOH. Such raisingof tongue rail above stock rail creates twist. However nosuch twist is there in thick web switch.
d) Structural weakness of the entire switch assembly towithstand lateral forces at higher speeds
e) As the turnout assembly is not provided with 1 in 20 cant,the wheel loads are concentrated over a small strip neargauge face. Hence wear and metal flow is high on turnout.
f) Crossings have been made straight; hence when turnoutis laid on curve a small straight patch is introduced oncurved main line.

3
Because of the existence of the above inherent geometricaldeficiencies running of train can not be as smooth as that fornormal track. In case turnout is not well maintained roughnessof train running increases. Hence it is extremely important thatinitial assembly and maintenance standards should be of veryhigh order. In order to help the field staff, issues related toassembly and maintenance of points and crossings have beendiscussed in detail in various chapters in this book.
� � �

4
CHAPTER 2
UNDERSTANDING THE POINT ANDCROSSING ASSEMBLY
2.0 Important assemblies of turnouts:
In order to improve the quality of maintenance of points andcrossings, it is necessary to understand its assembly and otherimportant aspects related to design.
Turnout consists of mainly 3 sub-assemblies, viz.
1) Switch
2) Crossing
3) Lead
The following are the important terms and definitions used indescribing the various parts of a turnout assembly.
2.1 Switch:
The switch comprises of pair of tongue rails between two stockrails. Both the tongue rails are connected to each other with thehelp of stretcher bars, so that they are operated simultaneously.The pair of tongue rails along with attached stock rails and allother fittings is called point. Point provides facility to divert thewheel passing over it in facing direction from one track to theother track.

5
Fig. 2.1 Components of turnout
(SR
J)

6
2.1.1 Right hand switch and left hand switch:
Depending on the side to which a train traveling in thefacing direction of the switch is diverted, the point assemblyis designated as right hand or left hand switch. In order toknow whether turnout is left hand or right hand one has tostand at the SRJ and look towards the turnout. If the turnoutside is towards right hand it is called right hand switch, if itis going towards left, it is called left hand switch (Fig 2.2).
Fig. 2.2 LH and RH turnout
2.1.2 Facing and trailing point:
The turnouts on which trains are to be received from SRJside are called facing point and the turnout on which trainsare likely to be received from crossing side from any of thetwo tracks are called trailing turnout. Now a days manyloops are being converted as common loops, hence most ofthe turnout will have to pass at least few trains in facingdirection.

7
2.1.3 Straight switch and curved switch:
Straight switches are the switches having straight tonguerail. On such turnouts, vehicle will move on one straighttrack followed by another straight track. In case of curvedswitch, tongue rail is made curved. But this curve is nottangential to main line and there is no transition betweenstraight and circular curve (Fig 2.3).
Fig. 2.3 Straight and curved switch
2.2 Switch assembly: following are the important parts andterms involved in switch assembly-
(a) Stock rail joint (SRJ): Stock rail joint is the joint atwhich the stock rail is joined to the rail at theapproach. Both the stock rail joints of a point are keptopposite to each other (fig. 2.1).
(b) Theoretical toe of switch (TTS): Theoretical toe ofswitch is point of intersection of gauge line of a tonguerail at its ATS and its stock rail is closed position in

8
case of straight switches. In case of curved switchesit is a point of intersection of the gauge line of stockrail to imaginary tangent drawn at the actual toe of theswitch (Fig. 2.3).
(c) Actual toe of switch (ATS): It is a point at which thetongue rail starts at the front end. It is the first tip oftongue rail visible to the eyes. At ATS tongue rail ismachined very thin and lower than stock rail. It isfurther provided a fillet of radius 12 or 13mm at thebeginning. After fillet, top of tongue rail is providedupward slope. Tongue rail for different turnout and railsection have been given slightly different machining(Fig. 2.9 and Table 2.1).
(d) Switch angle: Switch angle is the angle betweengauge lines of the tongue rail and its stock rail in theclosed position, in case of straight switches. In case ofcurved switches, it is the angle contained betweenimaginary tangent drawn to the gauge line of tonguerail at ATS and the gauge line of the stock rail. It isalso called switch entry angle (SEA). (Fig. 2.3)
In case of a vehicle moving towards turnout side frommain line, it encounters a curve immediately after straightwith out any transition curve. In case of a normal curvewhich is provided on plain track, it always starts with atransition curve followed by circular curve with the provisionthat transition curve should meet tangentially to straight aswell as circular curve for smooth riding. However, onturnouts, circular curve does not meets straight tangentially,it meets at an angle i.e. switch entry angle. Hence a jerk isfelt when a vehicle passes through actual toe of switch. Theamount of jerk depends upon switch entry angle. Switchentry angles for various turnouts on Indian Railway havebeen given in the table given below.

9
SN Type of switch Gauge Switch angle
1. 1 in 8 ½ straight BG 10 - 34’ - 27”
2. 1 in 8 ½ curved on PSC BG 00- 46’ - 59”
3. 1 in 12 straight BG 10 - 8’ - 0”
4. 1 in 12 curved (wooden/ST) BG 00 - 27’ - 35”
5. 1 in 12 curved on PSC BG 00– 20’ – 00”
6. 1 in 16 curved on PSC BG 00– 20’ – 00”
7. 1 in 20 curved on PSC BG 00– 20’ – 00”
8. 1 in 8 ½ straight MG/NG 10 - 35’ - 30”
9. 1 in 8 ½ curved MG 00 - 29’ - 14”
10. 1 in 12 straight MG/NG 10 - 9’ - 38”
11. 1 in 12 partly curved MG 00 - 24’ - 27”
It can be seen that SEA for turnouts on PSC sleepers havebeen reduced to a great extent as compared to earlierdesigns. This is one of the important factors for increase inspeed on PSC turnouts.
(e) Throw of switch: Throw of switch is the distancethrough which a tongue rail moves at its toe from itsclosed position to open position. This distance ismeasured from the gauge line of the stock rail to inside(non gauge face) of the open tongue rail. It ismeasured at actual toe of switch (Fig. 2.4).
Fig. 2.4 Throw of switch

10
Throw of switch is decided from consideration of minimumclearance required between the back of open tongue railand gauge face of stock rail at JOH. As per provisions ofschedule of dimensions (2004) for BG minimum throw ofswitch allowed for existing works should be 95mm, but fornew works or alteration to existing works it is 115mm.Maintenance of proper throw of switch helps to:
1. Ensure proper bearing of closed tongue rail againststock rail.
2. Provide required minimum clearance of open tonguerail for passage of wheel flange at JOH.
Point machines provided by signaling department aredesigned for 143mm throw and part of the stroke is madeidle to achieve the desirable throw. Normally signalingdepartment provide stroke of 118mm (3mm extra forensuring reasonable tightness). Now a days new pointmachine have been designed which are useful for thick webswitch. This is provided with a throw of 220mm. Both thetongue rails are not moved simultaneously but the opentongue rail is moved for 60mm first followed bysimultaneous movement of 100mm. Finally initially closedtongue rail is moved for 60mm. this makes the total throw of160mm.
(f) Heel of switch: In case of loose heels, heel of switchis an imaginary point on the gauge line midwaybetween the end of the lead rail and the tongue rail. Incase of fixed heel switches, it is a point on the gaugeline of tongue rail opposite the centre of the heel block.Heel block is the first block from toe of switch, fixedbetween the tongue and the stock rail with the help ofbolts (fig. 2.1).

11
Fig. 2.5 Loose and fixed heel switch
Loose heel: When the tongue rail and lead rail form a jointat the heel of switch, it is called loose heel switch. At suchloose heel switch, fish plate is bent in front half to allowrotation of tongue rail. The 2 bolts provided towards ATSare kept loose to allow rotation of tongue rails where as theother two bolts towards lead are kept tight (Fig.2.5).
Fixed heel: In case of fixed heel the tongue rail extends beyondthe heel and forms a joint with the lead rail, it is called a fixedheel switch. In case of fixed heel all the bolts are kept tight. Allthe modern turnouts are provided with fixed heel.
(g) Heel Divergence: The heel divergence of the switch isthe distance between the gauge lines of stock rail andthat of tongue rail at the heel or in other words, it isthe clearance between these two rails at the heel plus

12
the width of the tongue rail head. It is measured rightangle to gauge face of the stock rail (Fig. 2.6).
Type of switch Heel divergence in mmBG 1 in 8 ½ straight 136
BG 1 in 12 straight 133
BG 1 in 8 ½ curved (PSC) 182.5
BG 1 in 12 curved (PSC) 175MG & NG 1 in 8 ½ straight 120
MG & NG 1 in 8 ½ straight 117
MG 1 in 8 ½ curved 169
Heel divergence of 1 in 8 ½ & 1 in 12 curved switches onPSC sleepers is more because the heel is located at moredistance, at a place where the moveable length of tonguerail is flexible enough to be operated with a fixed heel.
Fig. 2.6 Key dimensions of turnout
2.3 Crossing assembly:
It is a device introduced to permit movement of wheelflanges at the inter-section of two running rails. For thispurpose it is necessary to provide gaps for movement offlange of the wheels to travel across a running rail. Evenafter the wheel passes for some distance after throat ofcrossing, wheel load is still born by wing rails. Since thewing rails moves outward after throat, the outer portion ofwheel tread remains in contact with wing rail. Since the

13
wheel is constrained laterally because of presence ofcheckrail, a gap is created between wheel flange and wingrail after throat of crossing. In this gap nose of crossing isintroduced. Top surface of crossing is machined lower by6mm at ANC. This machining starts from a distance 90mmfrom ANC. Hence load is transferred on nose only aftersome distance from ANC i.e. near 90mm. Following are theimportant components and terms involved in crossingassembly:
(a) Wing rails: These are the two rails which starts fromtoe of crossing. Wheel moves on wing rails up to ANCand further for some distance after ANC. Thereafterwheel load is progressively transferred to nose ofcrossing. (fig. 2.7)
(b) Throat of crossing: Throat of crossing is the point atwhich the converging wings rails of a crossing areclosest to each other. (fig. 2.7)
(c) Toe of crossing: It is the joint where wing rails ofcrossing meets the lead rail. Fish plated joint (6 bolts)is provided at this location. The joint should bemachined joint to reduce the excessive hammering.(fig. 2.7)
(d) Heel of crossing: It is the last fish plated joint (6bolts) at the end of crossing (fig. 2.7). This joint shouldalso be machined joint to reduce the hammering effectof the wheel. (In case of turnout on concrete sleepers,the track going towards the turnout side is required tobe made straight up to the centre of last longsleepers).
(e) Crossing angle: It is the angle contained between thegauge lines of the crossing measured at the theoreticalnose of crossing.

14
Fig. 2.7 Components of crossing
(f) Number of crossing: The number of crossing is thecotangent of angle of crossing. If the angle betweenlegs of crossing is “F”, the number of crossing “N” willbe equal to “cotF”. The number of crossing can befound out in field by measuring the spread between twogauge lines of crossing at an approximate distance of1m from ANC on both sides. If the spread isapproximately 8.5cm, crossing is 1 in 12, if it isapproximataly 12cm; it is 1 in 8.5 crossing.
(g) Point rail: In case of built up crossing, it is themachined rail, which extends up to the actual nose ofcrossing (fig. 2.7). Front end of point rail is machinedbut kept thick enough to take the impact (if any)coming on it. Normally width of point rail is kept equalto the web thickness of the corresponding rail.
(h) Splice rail: It is the rail which forms a part of nose ofcrossing but does not extend up to ANC. It isconnected to the point rail with the help of bolts. Pointrail and splice rail together forms “V” of crossing (fig.2.7).
In case of CMS crossing there is no concept of pointor splice rail since it is monolithic.
(i) Theoretical nose of crossing & actual nose ofcrossing: Theoretical nose of crossing is thetheoretical point of intersection of the gauge lines of acrossing, which is used as a reference point for alllayout calculations specially for the turnouts laid oncurve (fig. 2.7). The actual nose of crossing is the

15
point at which the spread between the gauge lines ofa crossing is sufficient to allow for adequate thickness,from consideration of manufacture and strength.Normally ANC is provided with a width equal tothickness of web for the corresponding rail section.
2.4 Other important aspects of turnout
a) Switch Length: Switch length is the effective length ofa tongue rail which moves laterally during setting of thepoints; or in other words it is distance from the heel ofthe switch to the actual toe of switch. Normally lengthof switch should be more than the longest wheel baseor the maximum distance between any two wheels ofthe adjacent wagons on safety considerations (fig. 2.6).
b) Lead of turnout: It is the track portion between heelof switch to the beginning of crossing assembly. Leadof turnout is measured from the theoretical nose of thecrossing to the heel of the switch measured along thestraight track (Fig. 2.6).
c) Overall length of turnout: Overall length of turnout isthe distance from the stock rail joint to the heel of thecrossing measured along the straight track.
(d) Turn in curve: Turnouts are always provided toconnect 2 tracks, hence on divergent side after heel ofcrossing (or last long sleeper in case of PSC sleepers)track is laid to connect it to adjoining track. This part oftrack may be straight or curving in any direction. If it iscurved in same direction, it is called connecting curve.However if this curve is in the direction opposite to thedirection of lead curve it is called turn in curve. (i.e.)track portion between the heel of crossing to thefouling mark (Fig. 2.8).

16
Fig 2.8 Turn in curve
(e) Machining of tongue rail: Tongue rails are machinedheavily so as to make tip of tongue rail such a thin andlow that when pressed against stock rail, wheel canmove from stock rail to tongue rail without hitting to thetip of the tongue rail. To ensure it, tongue rail ismachined in various stages. Following are the stagesof machining of tongue rails (fig.2.9):
Stage 1- Machining starts from top level of tongue rail atJOH and tongue rail is machined lowered by 22mm at ATSfor 1:12 and 1:8.5, 60kg turnout. In case 0f 1:8.5, 52kgturnout this figure is 12mm for PSC sleepers.
Stage 2- Starting from point where tongue rail head width is13 mm to ATS, it is lowered by another round of machining.Causing the front end be further lowered by 6mm for 1:12and 1:8.5, 60kg turnout. In case of 1:8.5, 52kg turnout thisfigure is 13mm.
Stage 3- A corner fillet of radius 12/13mm is made at ATS.

17
Fig
. 2.
9 S
ketc
h o
f to
ng
ue
rail
mac
hin
ing

18
Tab
le2.
1 D
etai
ls o
f m
ach
inin
g o
f to
ng
ue
rail
AB
CD
EF
GH
IJ
Hea
d t
hic
knes
so
f to
ng
ue
rail
atle
vel p
oin
t
1 in
12,
52K
g16
8240
2955
4012
814
0.7
150
156
1222
640
.34
T-47
33/1
1 in
12,
60K
g16
8242
4458
4014
415
6.4
166
172
1222
643
.4T-
4325
/1
1 in
8.5
, 52K
g47
6.5
1512
3023
131
145.
915
015
612
1213
31.6
T-48
66/2
1 in
8.5
, 60K
g47
6.5
2348
3229
144
156.
416
617
213
226
48.2
5T-
4966
/1

19
(a) Machining at ATS for 1 in 8.5, 60 Kg tongue rail
(b) Machining at ATS for 1 in 12, 60 Kg tongue rail
Fig. 2.10 Machining of tongue rail
From machining pattern of tongue rail tip (fig. 2.10) it can beunderstood that a there is a projection of 6mm from gaugeface of tongue rail in 1:8.5 turnout, but no projection is there incase of 1:12 turnout on PSC layout. This has got relation withthe gauge which is required to be maintained between two stockrails at ATS as per para 237(1)(g) for different design of turnouts.

20
2.5 Assembly drawings:Assembly drawings of various turnouts being utilized on IndianRailways are given in the table below:
Rail Sec./ T.O. Drg.. Switch Xing. Drg.Sleeper N0. Drg. No No.
52 Kg/PSC 1:8.5 RT-4865 RT-4866 RT-4867
60 Kg/PSC 1:8.5 RT-4865 RT-4966 RT-4967
60 Kg 1:8.5 RT-6280 RT-4967(Thick Web) RT-6279/ PSC (Zu-1-60)
52 Kg/PSC 1:12 RT-4732 RT-4733 RT-4734
52 Kg/PSC 1:12 RT-5169 RT-4734(CR-100) RT-5168
52Kg/PSC 1:12 RT-5269 RT-4734(Thick web) RT-5268
(Zu-2-49)
60Kg/PSC 1:12 RT-4218 RT-4219 RT-4220
60Kg/PSC 1:12 RT-6155 RT-4220(Thick web) RT-6154
(Zu-1-60)
60Kg/PSC 1:16 RT-5691 RT-5692 RT-5693
60Kg/PSC 1: 20 RT-5858 RT-5859 RT-5860
52kg/PSC 1:12, RT-5554 RT-4734Symmetrical split,
RT-5553
60kg/PSC 1:12, RT-5554 RT-4220Symmetrical split,
RT-5553

21
52kg/PSC 1:8.5, TR-5354 RT-4867Symmetrical split,
RT-5353
60kg/PSC 1:8.5, TR-5354 RT-4967Symmetrical split,
RT-5353
The important dimensions of the most popular turnoutassemblies, which include sleeper spacing, clearances, offsetsfor turnouts, rail closures etc. are given in the further chapters.These dimensions are very important and have to bescrupulously adhered to at the time of assembly of turnout inorder to achieve trouble free maintenance during service.
� � �

22
CHAPTER 3
ASSEMBLY OF TURNOUT.
3.0 Methods of laying: Turnout consists of many componentsthat include tongue rails, stock rails, sleepers, slide chairs,stretcher bars, bolts, washers distance blocks, switch stops/slide blocks, various types of liners, rubber pads, ERCs etc. Atmany places in the turnouts, rails are fastened to the sleeperswith the help of ERC on one side of foot only whereas, on otherside, another rail is connected to it with the help of distanceblocks and through bolts. The other rail, which is connectedwith the help of distance block, will also have connection withthe sleeper through ERC on only one side of foot only. Becauseof such complicated assembly, if any of the fitting is missing itis impossible to get correct track parameters on turnoutassembly,. So, before assembling turnout a check list of all thecomponents required must be made available along with theirrelevant drawings. A check list of various components for mostpopular turnouts have been provided in annexure 1, 2, 3 and 4.
Following are the methods of laying of turnouts in field:
1) In-situ linking: This methodology is adopted only forconstruction of new line. In case of Open Line, turnouts can beassembled in-situ for remodeling of existing yard, only if it isfalling in the dead area and it is not causing any infringement tomoving dimensions.
2) Pre assembly of complete turnout adjacent to track andreplacement as a unit: This method can be used whereadequate space is available adjacent to track for assembly ofcomplete turnout and T-28 machine is available for replacementof turnout. However, if any OHE mast is obstructing movementof T-28 machine, it may pose difficulty in slewing of turnout. Atfew locations side slewing of complete turnout has been triedby manual labour but it is extremely difficult and time consuming.

23
3) Slewing of preassembled switch and replacements ofrest of turnout part by part: This method is normally usedwhen replacement of turnout is to be done by manual means inopen line. In this case preassembled switch is inserted as acomplete assembly by side slewing and rest of the sleepers inthe lead area are replaced one by one and rails are replaced insmall traffic blocks after replacement of sleepers. Forreplacement of crossing, separate traffic block is taken and allthe sleepers and crossing are replaced. In this method switchis assembled close to the location where it is to be laid. Thisprocess requires lesser space.
By now most of the PWIs in Open Line as well as inconstruction must have inserted many turnouts, but it is stillrecommended that centralised training of PWIs as well as artisanstaff for assembly and replacement of turnout may be organizedto explain the process of assembly in detail, giving dueimportance to the precautions to be followed for good assembly.
3.1 Selection of method of laying: Selection of method ofassembly and insertion of turnout depends on many factors suchas:
1) Whether machines like T-28 is available forreplacement of turnout.
2) Whether space for assembly of full turnout is availableor only switch can be assembled in the available spacenear the track. Similarly space for unloading andstacking of sleepers and other assemblies should belocated in advance.
3) Whether obstructions like OHE mast, signalinginstallation, bridges are there to cause obstructionsduring lateral shifting of turnout during traffic block fromplace of assembly to place of laying. Heavy shuntingoperation may also cause obstructions during lateralshifting in case turnout is to be shifted over multipletracks.
4) Availability of traffic block also affects decision aboutselection of methodology for laying operation.
Hence depending upon site conditions and other factors,

24
method of insertion is selected. Following pre-requisites are tobe ensured before actual work is taken in hand,
1) Adequate space for stacking of turnout componentsand assembly of turnout.
2) Availability of adequate quantity of correct size of bolts,nuts and fittings.
3) Proper tools required for assembly and lateral shiftingof turnout.
4) Standard drawings for different layouts.
5) Check list of components and their drawing number.
6) Trained artisans, trained supervisors and unskilledmanpower.
7) T-28 machine, if mechanized replacement is planned.
3.2 Checking of Points and Crossings components at thetime of assembly: Point and crossing require huge number ofcomponents and assemblies. Mostly such assemblies/components are received in PWI store in the divisional headquarters from the trade and subsequently these are transportedto work site. In few cases these assemblies are received directlyfrom the trade to the work site. Since each turnout requiresmany components, it is quite possible that a few might bemissing, hence a check list of all the components like switch,crossing, bolts, washers, distance blocks, rubber pads, liners,ERC and sleeper should be made before work of replacementof turnout is taken in hand. Availability of components must bechecked with the help of check list. Such list of components for1:8.5 and 1:12 turnout is available in annexure 1, 2, 3 and 4.
Following important items should be checked:
a) Switch:
i) Whether, the turnout material is of proper design (i.e. 1in 12 or 1 in 8½, 52 kg/60 kg)?
ii) Whether the layout requires right hand curved or lefthand curved switch, since right hand curved switchcannot be inserted at a place where left hand curved

25
switch is required and vice-versa?
iii) All the nuts, bolts as well as spherical washers areavailable as per list.
b) Crossing:
i) Whether the crossing received is of required design(i.e. 1 in 8½ or 1 in 12, 52 kg/60 kg) and whether thisis matching with the switch?
ii) Whether check rail are of suitable design?
iii) Whether all the bolts of required size and sphericalwashers/taper washers are available?
iv) GFN liners of proper design should be arranged asper section of rail for use in lead and crossing portion.
c) Sleeper set:
i) The sleeper set should be complete. 1 in 12 turnoutset consists of 83 sleepers where-as 1 in 8 ½ turnoutset consists of 54 sleepers. In addition with everyturnout 1 set of approach sleeper (5 sleepers i.e. 1AS,2AS, 3A, 4A & 60S) and 2 sets of exit sleeper (i.e. 1E,2E, 3E and 4E) are also required.
ii) The crossing sleeper should be matching as perdesign of crossing (i.e. CMS, welded heat treatedcrossing, moveable nose crossing).
iii) If any sleeper of the set is missing/damaged, sameshould be arranged before taking work in hand.
3.3 Improvement in the existing layout: Before markinglocations of SRJ, ATS, heel of crossing for replacement of turnoutor yard remodeling, possibility of improvement in existing layoutshould be explored. This should be done even in the caseswhere the job is limited to replacement of turnout without yardremodeling. Existing layout may have many deficiencies suchas both or one of the main line not following straight or thedesigned curved profile. In such conditions existing overalllength may or may not suit to the layout requirement. So

26
correction of the geometry should be planned if required, alongwith turnout replacement. In such cases overall length of crossover may be calculated keeping in view the distance betweencentre of tracks after proposed alignment correction, andmarking of SRJ should be provided accordingly.
3.4 Precautions during assembly:
1) Compatibility of material: As already described in the earlierparagraphs, compatibility of all the materials should be checked.All the components should be compatible to each other with nodeficiency of fittings.
2) Spreading of sleeper: Sleeper should be spread as per serialnumbers. Serial number is provided on every sleeper of turnoutwhile casting. All the sleepers should be spread according tospecified spacing (Fig. 3.22, 3.23 and 3.24). Spacing of sleepersis required to be changed if it is laid on curve; depending ontype of curve and flexure, correct table should be selected(Reference RDSO letter no. CT/PTX dated 7.10.05 and CT/PTX dated 17.08.07). This has been explained in detail in chapter7. The “RE” mark which indicates the right end of sleeper shouldbe kept always on Right Hand Side irrespective of whether it isright or left hand turnout.
3) Cleaing of dowel holes : The holes of dowels provided forfixing of screws may get filled up by earth during handling. Theseholes should be cleaned by either vacuum cleaner or with thehelp of pin. While fixing screws to the sleeper, spring washersshould always be provided.
4) Checking of pre-curvature of tongue rail or stock rail:Relevant drawings of turnouts specify the required pre-curvatureat centre and quarter points of curved tongue rail and curvedstock rail. This pre-curvature is provided during manufacturingprocess; however during loading/unloading/transportation suchpre-curvature may get disturbed. If this pre-curvature is lost orchanged it should be corrected with the help of Jim Crow. Careshould be taken that no dent marks should be allowed on tongue/stock rail while correcting pre-curvature with the help of JimCrow.

27
5) Pre-bending of stock rail at TTS: In case of 1:8.5turnoutson PSC sleepers, the RDSO drawings do not stipulate pre-bending of stock rail. The gauge at ATS for this turnout is to bemaintained as nominal gauge+6mm. This is possible only whena pre-bend is provided in stock rail at TTS. Since the drawing ofPSC turnout does not include any provision of pre-bending, suchbends are not being given in the field, causing tight gauge atTTS and ATS. However as per another provision of IRPWM(para 317(f)), "all the turnouts having SEA more than 0°20’0”should be bent at TTS to such an extent that the gauge betweenstock rails at the location of ATS is equal to nominal gauge+ 6mm". By calculations, it was found that TTS is 439mm awayfrom ATS, so at SRJ the bending should be by 14.5mm. In thisway, the gauge achieved at TTS gauge will be equal to nominalgauge and it will be wider towards ATS.
6) Correct fixing of switches: The stock rails are fastened tothe slide chair with the help of bolts. Every slide chair is fixed tothe sleeper with the help of 4 screws. In ideal setting of anytongue rail, back of tongue rail should be flush with the stockrail from ATS to JOH. This may not be fully achieved on turnoutin Indian Railways because both the tongue rails are tied toeach other with the help of stretcher bars at half throw position.After this connection, neutral position of set of both the tonguerails is at half throw. Since a force is applied at ATS by pointmachine, front portion of tongue rail is pushed towards stockrail to set against stock rail, but the rear portion remains awayfrom stock rail. Because of this fact only tongue rail does not sitagainst stock rail at JOH at most of the turnouts. This cannotbe avoided unless another force is applied at JOH. This can beprovided either by point machine provided at JOH or a SSDprovided at JOH. In the absence of any force at JOH gap cannotbe made zero at this location. Keeping in view the same fact,joint circular issued by SCR (by CTE and CSE) in Mar 2011stipulates setting up to 4 sleepers for 1 in 12 turnouts and up to3 sleepers for 1 in 81/2 turnouts. In case it is difficult to correctsetting for 4 or 3 sleepers as required, it could be because oneor more of the following reasons:
a) Pre-curvature of tongue rail not provided properly.
b) While fixing stretcher bar, back to back distance between

28
the webs of tongue rails have not been maintained as perdesign. Stretcher bars should be of standard length. In case itis longer, opening between back of open tongue rail and stockrail at JOH will be lesser. In case it is of shorter length, it maylead to non bearing of closed tongue rail against stock rail forfew sleepers.
c) Inadequate throw of switch: for new turnout minimum throwof switch should be 115 mm, for thick web switch it is increasedto 160mm.
d) Non fixing of stretcher bar at half throw.
It is an experience that if the opening between tongue and stockrail at JOH is limited to 10/12 mm without any force at JOH,after application of force by crow bar at JOH, the gap could befully closed. In such cases if spring setting device is provided(with opening at JOH without SSD limited to 10/12mm), it willfully set the tongue rail at JOH. To ensure proper setting oftongue rail from ATS to JOH multiple point machines areprovided in the modern turnouts worldwide.
7) Fixing of stretcher bar:
(a) Stretcher bar is fixed to the tongue rail at the time when boththe tongue rails are at half throw (i.e. 57.5mm for 115mm throwor 80mm for 160mm throw). Gauge between stock rails at ATSshould be made exactly as per requirement.
(b) 2 Holes of 18mm are drilled by manufacturer in stretcherbar for fixing bracket to one of the tongue rails with the help ofturned bolts, but the other 2 holes are required to be drilled insitu to fix other tongue rail in such a way that back to backdistance of the web/web stiffener of tongue rails is maintainedas per relevant drawing. Stretcher bars are connected to thebracket with 18mm turned bolts. Back to back distancesbetween webs of tongue rails are given in the table below-

29
TURNOUT 1:12 1:8.5 1:16
60 kg 52 kg 60 kg 52 kg 60 kg
LEADING 1530 1530.5 1558 1559 1526
Ist Following 1544 1545 1577.5 1578 1543
IInd Following 1566 1566 1596.5 1596.5 1546
IIIrd Following 1576 1579 ----- ----- 1593
For other turnouts required distances may be checkedup from the concerned drawing.
(c) There should be a clearance of 1.5mm to 3mmbetween the bottom of Stock Rail and top of stretcherbar.
(d) Stretcher bar should not be bent.
(e) All the stretcher bar bolts must be provided.
(f) If the turnout is in track circuited territory, stretcher barshould be insulated.
8) Throw of switch: The minimum throw of switch for BG fornew work should be 115mm. If proper stretcher bars are usedsuch a throw is possible from track structure point of view. Theactual amount of throw is provided by point machine. Pointmachines are designed with maximum stroke of 143mm, toenable throw of 115mm. If less throw of switch is provided, itmay pose troubles such as improper bearing of tongue railagainst stock rail on one side. On opposite side clearancebetween the back face of open tongue rail and stock rail gaugeface will be inadequate for passage of wheel, hence the wheelmay rub against non gauge face of tongue rail which may settongue rail and the stretcher bars in oscillatory motion. Henceachieving proper throw of switch is important. For existing workminimum throw of switch is 95mm.
9) Provision of proper stud bolts: There are two types ofstud bolts used in switch assembly for fixing the stock rail withthe slide chairs; one with the thinner head known as ‘half headed’

30
stud bolt and other with normal size of head called stud bolt. It isessential to ensure that for the initial few sleepers only halfheaded stud bolts are used, so as not to present any obstructionbetween web of stock rail and tongue rail while butting againsteach other. In case of breakage of such bolts it should bereplaced by half headed bolts only.
10) Use of slide chair with defective lugs: The stock rail isfastened to the lugs of slide chair with the help of stud bolts.The horizontal piece of lug is connected to the slide chair withthe help of welding. Sometimes this welding may get crackedbecause of carelessness during handling. This should bechecked and if required welding may be resorted to. In case ofnew design rivet is also provided to hold the plates together,this has shown better performance.
11) Use of proper distance block and special bearing plate:After heel of switch at many places tongue and stock rail aretied together with the help of distance blocks Maintenance ofgauge and alignment in this part depends on use of properdistance block. So all such blocks should be checked as perdrawing and the actual offset of tongue rail should also bechecked to ensure proper fixing.
12) Use of proper switch stops and slide blocks: Switchstops are bolted to tongue rail whereas slide blocks are boltedto stock rail. Switch stops and slide blocks are provided totransfer lateral force exerted by wheel on the tongue rails tostock rails. Switch Stops or slide blocks of proper design arerequired to be provided as per drawing. In 1 in 8 ½ turnoutsswitch stops are provided, whereas in 1 in 12, 1 in 16 and 1 in20 slide blocks are provided.
13) Welding of SRJ: It is one of the recommended practicesto weld SRJ to the extent possible. If it is not possible to weldSRJ, it should be made as machined joint.
14) Machined/gapless joint: The hammering effect of wheelon fish plated joint increases with increase of gap. So to theextent possible fish plated joints are avoided on point andcrossing. In case fish plated joints are unavoidable, its ill effectscan be minimized by making it gapless for reduceed hammeringaction. Joints in turnouts are to be either made machined/

31
gapless or welded as per drawing. To make gapless/machinedjoint, drill bit of 26.5mm diameter should be used. The holes inswitches and crossings received from trade are drilled by26.5mm by the manufacturer. The distance of hole to be drilledin the rail should be 83mm from the nearest rail end. However,as an additional precaution the distance between rail end andthe holes in crossing/switch drilled by manufacturer should alsobe measured. If it is found that the distance is less than 83mm,deficiency should be added to the distance of 83mm to bemeasured for the drilling of holes in the rail to be connected. Itmay be noted that this arrangement will provide gapless jointonly at temperature equal or more than installation temperature.Some play would still be available between bolt/rail and bolt/fishplate which may cause some gap. This arrangementprovides a maximum theoretically possible gap of 3.5mm attemperature lower than installation temperature. Provision ofproper gapless joint may reduce the cases of cracking of CMScrossing near toe and heel of crossing.
As per present orders all the fish plates in concrete sleepertrack should be with 6 bolts.
Fig. 3.1 Machined Joint

32
15) Gauge tie plate: On turnout with concrete sleepers, onlyone gauge tie plate is used i.e. under ATS at sleeper number 3.Although gauge holding by sleeper has improved a lot becauseof concrete sleepers, however as an additional precautiongauge tie plate is used under ATS to take care of heavy thrustcoming there. This should be of insulated type.
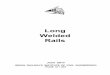
16) Spherical washers: Spherical washers are required to beprovided for the bolt joining 2 planes which are not parallel toeach other. At many locations on turnout, such as heel of switch,distance blocks behind heel and in the crossing portion nonparallel planes (rails) are connected with each other with thehelp of bolts with spherical washer. At such locations, holesare drilled perpendicular to one of the rail and on the other rail,where direction of bolt is not perpendicular to the rail, sphericalwashers are provided (fig. 3.2). In case, spherical washer isnot provided while joining two non parallel surfaces, one edgeof bolt will press against the web of rail causing bending/breakage of bolt (fig.3.3). In order to make provision of sphericalwasher simpler, following rules have been formed:
Fig. 3.2 Spherical Washer

33
Fig. 3.3 Effect of non-provision of Spherical Washers
Fig. 3.4 Spherical washers at heel of switch

34
a) At the heel of switch and the distance blocks behindheel, spherical washers are to be provided on the lefthand side irrespective of whether it is a left handturnout or right hand turnout. At these locations holesare drilled perpendicular to the rail which is on righthand side so that spherical washers are required onother side (Fig. 3.4).
b) In the crossing portion spherical washers are requiredto be provided on both sides, as the holes are drilledperpendicular to the bisector of crossing legs and theaxis of bolt is not perpendicular to any of the plane. Atcrossing spherical washers can be replaced with taperwashers. These taper washers are specificallydesigned for 1 in 12 or 1 in 8.5 turnouts.
In case of breakage of bolts, spherical washers alsofall. Keymen, if not properly trained, may fix washers on eitherwrong side or fix it wrongly. In such cases, only one side ofhead of bolt will come in contact with rail leading to eccentricforces (Fig. 3.3). This will set a bending moment in the bolt.This bolt is likely to bend and break with in few days again.Hence training of keymen about proper fixing of sphericalwashers is very important.
Fig. 3.5 Running out of cant before turnout

35
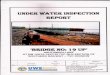
17) Special approach and exit sleepers: Rails on a normaltrack are laid with a cant of 1 in 20 whereas on turnouts theseare laid without any cant. Hence it is necessary to provide amechanism through which cant is gradually reduced to zero. Inorder to provide such reverse canting one set of 4 specialsleepers is provided near the SRJ and 2 such sets are providedon either side after the heel of crossing. On the approach ofturnout, sleepers numbered as 1AS, 2AS, 3A and 4A are used.Near the crossing, a set of 4 sleepers i.e. 1E, 2E, 3E and 4E areused. The rail seat under 1AS/1E is made horizontal; on 2AS/2E it is provided with slope of 1:80, on 3A/3E slope is 1:40 andon 4A/4E slope of 1:26.5 is provided. Care should be takenthat 1AS or 1E should be towards turnout side and 4A or 4Eshould be away from turnout. Such arrangement is required tobe provided on all the turnouts except at the location whereimmediately after one turnout other turnout starts without anyspace for such sleepers specially in goods yard. If the spacebetween 2 turnouts is inadequate for all the 4 sleepers, equalnumber of exit/approach sleepers should be provided from boththe sides. It was found in case of one of the turnout on main linewhere approach sleepers were missing, gauge was found tobe extremely tight leading to very heavy wear of stock andtongue rail of both sides.
Fig. 3.6 General arrangement on approach ofswitch

36
18) Provision of proper liners: All the concrete sleepers aredesigned for 60 kg rails. So while using 60 kg rail, GFN linersRDSO/T-3706 are only used everywhere with ERC. In case of52kg rails (switch, lead and crossing) are used, on the crossingGFN liners RDSO/T-3702 should be used, on the check rail(both sides i.e. check rail and running rail) GFN liners RDSO/T-3708 should be used, in the lead portion (except sleepers withspecial bearing plates) combination liner RDSO/T-3707 andRDSO/T-3708 should be used on inside and outside respectively.On the sleepers just after heel of switch i.e. sleeper no. 14, 15,16 in 1 in 8 ½ and sleeper number 21 to 27 on 1 in 12, GFNliners RDSO/T-3702 is to be used when 52 kg rail is used.
Location Turnout with Turnout with60 kg rail 52 kg rail
Inside Out side Inside Out side
Crossing 3706 3706 3702 3702
Check rail 3706 3706 3708 3708
Special bearing 3706 3706 3702 3702plate sleeper no21-27(1:12) or15-17(1:8.5)
Rest of lead curve 3706 3706 3707 3708
19) Gauge at nose on crossing: The gauge at nose of crossingas well as other places on the crossing is very important. Incase where crossing is not exactly at centre, slack or tight gaugeon one of the track will lead to tight or slack gauge on the othertrack. Tight gauge may lead to the possibility of wheel flangehitting the nose of crossing; hence gauge to a better accuracyshould be maintained on crossing. Too slack gauge at ANC islikely to cause more wear to check rails.
20) Check rail clearance: Check rail provides lateral guidanceto the wheel in the unguided gap between throat of crossing toANC in the crossing area.

37
Fig. 3.7 Check Rail for turnout on PSC sleepers.
For the PSC track (for which the gauge to be maintainedat 1673mm), check rail clearance to be maintained between41 to 45mm. With the new fittings initial gap should normallybe 41mm, provided all the bolts are tightened properly. Thedistance blocks between running rail and check rail is made ofthree different pieces. One of the 3 blocks is bigger; other twohave thickness of 3.15mm each. The gap of checkrail mayincrease because of wear of check rail by rubbing against backof wheel flange. When it crosses the threshold limit one of thepieces of 3.15mm is removed to reduce the gap. In case offurther wear, other piece is also removed. In case the gapfurther reaches 45mm, now this check rail will have to bereplaced by new/reconditioned checkrail. Opening of flared endis initially 68.75mm, this opening has been designed wideenough to trap any wheel without allowing any possibility for itto hit tip of check rail.
21) Provision of spring washers: Because of heavy vibrationsbeing transmitted during passage of traffic, various plate screwsand bolts provided in turnout are likely to get loosened. So it isdesirable to provide spring washers at all such locations to avoidloosening of screws and bolts. Vibrations are particularly heavyin crossing zone. In the switch area spring washers should beused with stud bolts and plate screws.
22) Radius of turn in curve
a) Passenger running loops: Turn-in curve is a curve providedafter heel of crossing on the turnout side which meets with theloop line or adjoining track. In case of turnout on concrete

38
sleepers, turn in curve starts after centre of last long/commonsleeper. Normally radius of turn-in curve is quite sharper. At thetime of yard design, radius of turn-in curve should be selectedin such a way that it suits to the geometry and speed potentialof loop. Para 410(2) of IRPWM provides certain stipulations forselection of radius of turn in curve which reads as under:
Minimum radius of lead curve
Broad Gauge - 350 M.
Metre Gauge - 220 M.
Narrow Gauge (762 mm) - 165 M.
Where it is not practicable to achieve the radius of curvature ofturn in curves as specified above on account of existing trackcentres for the turn-out taking off from curves, the turn in curvesmay be allowed up to a minimum radius of 220m for B.G. and120m for M.G subject to the following :
(i) Such turn in curves should be provided either on PSCor steel trough sleepers only, with sleeper spacingsame as for the main line.
(ii) Full ballast profile should be provided as for track formain line.
As this clause being very important, at the time of yarddesign we must attempt to provide radius of turn in curve equalto 441m (i.e. radius of lead curve of 1 in 12 turnout). This willensure that in future if required speed on loop can be raised tospeed potential of turnout. However if there is shortage of spacein the yard, in case of straight main line turn in curve radiuscan be reduced to 350m. In case of laying turnout on curvedtrack, turn in curve radius can be reduced to 220m, if required,because of shortage of space or less track centres.
Emergency crossovers between double or multiple lineswhich are laid only in the trailing direction may be laid with 1 in8-1/2 crossings. In the case of 1 in 8-1/2 turn-outs with straightswitches laid on passenger running lines, the speed shall berestricted to 10kmph. However, on 1 in 8-1/2 turn-outs on nonpassenger running lines, speed of 15kmph may be permitted.

39
b) Other loops: In case of other than passenger running loopsthe radius of lead curve is guided by provision of Schedule ofDimension, clause 17, chapter 2. Minimum radius should notbe less than 218m.
23) Rechecking of layout before replacement of turnout:While laying/replacing turnout possibility of improvement to thetrack geometry should be explored. In case there is some falsecurve near turnout, attempts should be made to remove suchunwanted curves or other irregularities. Even if no improvementis expected, layout calculations must be made again to ensureproper layout after replacement. In case, the overall length isnot provided close to theoretical overall length, it will lead tokinky alignment either on the main line side or on the crossover side. Layout calculation software in this regard is availableon IRICEN website free of cost, can be downloaded and userfriendly and covers most of the cases which is usuallyencountered in the field. However, a table containing standarddistances for simple layout has been made which can bereferred directly used by field staff.
Table 3.1- Cross over 1 in 12, 60kg/52kg on PSCsleepers laid on straight for normal spacing (Fig. 3.8)
Track centre in mm Overall length in mm
T/C less than 4755mm not If required to be laid at trackpossible centre less than 4755mm,
few long sleepers at theend not to be inserted.
4755 91038
4800 91578
4900 92778
5000 93978
- Thereafter for every 100mm increase in track centre, increase overall length by 1200 mm.
- This table is only used for normal spacing of track.

40
Fig. 3.8 Cross over 1:12/1:8.5 on straight track
Table 3.2-Cross over 1 in 8.5, 52kg/60kg on PSC sleeperlaid on straight for normal spacing (Fig. 3.8)
Track centre in mm Overall length in mm
T/C less than 4625mm If required to be laid at tracknot possible centre less than 4625mm,
few long sleepers at the endnot to be inserted.
4625 63363
4700 64000
4800 64850
4900 65700
- Thereafter for every 100mm increase in track centre,increase overall length by 850mm.
- This table is only used for normal spacing of track.

41
Table 3.3- Cross over between curved parallel track, 1 in12, 60kg/52kg on PSC sleeper (Fig. 3.9)
Degree of main Track Centremain line curve in mm
Curve 10 or Overall lengthR=1750m along rail of
inner trackin mm
Connectingcurveradius inmetres
Curve 20 Overall lengthor R=875m along rail of
inner trackin mm
Connectingcurve radius inmetres
Curve 30 or Overall lengthor R=875m along rail of
inner trackin mm
Connectingcurve radiusin metres
Note: In this case overall length is measured along outer railof inner track. It can be seen that the overall length of cross overdoes not change with increase in main line curve degree. It can alsobe seen that overall length on curved parallel track is almost equal tothat of straight parallel tracks as given in Table 3.1.
3770
9114
756
5491
170
1129
691
200
4770
880
9150
713
1991
531
2635
9155
648
00
660
9270
298
992
728
1976
9275
349
00
629
9389
794
393
924
1882
9395
150
00
617
9509
292
495
121
1846
9515
051
00
610
9628
891
496
318
1825
9634
852
00
606
9748
190
897
514
1813
9754
653
00

42
Fig. 3.9 Cross over 1:12 between curved paralleltrack

43
Table 3.4 - Cross over (60/52/90R) 1:8.5 sand humppoint to 1:12 turnout on Main Line (Fig. 3.10)
Track centre Radius of connecting Overall lengthin mm curve in mm in mm
4250 441000 87476
4300 441000 88076
4400 441000 89276
4500 441000 90476
4725 441000 93176
4900 441000 95276
5100 441000 97676
5300 441000 100076
Note: Thereafter for every 100mm increase in trackcentre, increase overall length by 1200 mm.
Fig. 3.10 Cross over 1:8.5 symmetrical split to 1:12on main line

44
Table 3.5 - Connection from 1:12 turnout laid onstraight main line to parallel loop line (Fig. 3.11)
Radius of Track OL Length of straightconnecting centre length after last long
curve in in mm in mm sleeper in mmmetres (s)
350 4265 82727 8197
4300 83147 8619
4400 84347 9823
4500 85547 11027
300 4265 80647 10277
4300 81067 10698
4400 82267 11903
4500 83467 13167
250 4265 78568 12357
4300 78988 12778
4400 80188 13982
4500 81388 15187
220 4265 77320 13605
4300 77740 14026
4400 78940 15230
4500 80140 16434
Note: This table is only used for normal spacing of track.

45
Fig. 3.11 Connection, 1:12 turnout laid on straightmain line to parallel loop line

46
Table 3.6 - Correction from 1:12 turnout on curvedmain line to loop line on out side (Fig. 3.12)
Radius of Track OL Radius ofmain line centre length Connectingcurve in in mm in mm Curve inmetres metres
1750 4265 90.886 418.344
4500 96.527 456.789
4725 101.930 491.606
4900 106.129 517.411
5100 110.928 545.644
5300 115.728 572.645
1167 4265 90.869 374.281
4500 96.505 404.724
4725 101.899 431.778
4900 106.094 451.541
5100 110.887 472.879
5300 115.678 492.995
875 4265 90.848 338.606
4500 96.478 363.310
4725 101.866 384.945
4900 106.056 400.565
5100 110.841 417.258
5300 115.625 432.834
700 4265 90.825 309.214
4500 96.449 329.670
4725 101.831 347.375
4900 106.014 360.038
5100 110.793 373.461
5300 115.568 385.886

47
Note : In this case overall leagth is measured along outerrail of inside track. From the above table it can be concludedthat the overall length of connection does not change muchwhen the degree of mainline curve changes. It only increaseswith increase in track centres. However with decrease in radiusof main line curve radius of turn in curve also decreases.
Fig. 3.12 Connection, 1:12 turnout on curved mainline to loop line on outside
Table 3.7 Connection from 1:12 turnout on curvedmain line to loop line on inside (Fig. 3.13)
Radius of Track OL Radius ofmain line centre length Connectingcurve in in mm in mm Curve inmetres metres
1750 4265 90956 -794
4500 96612 -946

48
4725 102028 -1110
4900 106241 -1252
5100 111056 -1433
5300 115871 -1637
1167 4265 90970 -1026
4500 96628 -1297
4725 102047 -1626
4900 106262 -1951
5100 111079 -2429
5300 115896 -3080
875 4265 90982 -1456
4500 96643 -2067
4725 102063 -3053
4900 106279 -4440
5100 111097 -8043
5300 115916 -26844
700 4265 90993 -2502
4500 96655 -5091
4725 102077 -25019
4900 106293 16013
5100 111112 6120
5300 115931 3991
500 4265 91012 5662
4500 96675 2631
4725 102097 1863
4900 106313 1564
5100 111131 1350
5300 115947 1208

49
Note: 1) In this case overall leagth is measured along insiderail of outer track.
2) From the above table it can be concluded that the overalllength of connection does not change when the degree ofmainline changes. It only increases with increase in trackcentres.
3) In case of mild curve on main line, the turn in curve is havingnegative radius. That means that immediately after heel ofcrossing there will be a reverse curve making its maintenancevery difficult. Special precautions should be taken while runningdown cross level on such reverse curve (refer para 414 (2) ofIRPWM). With the decrease in radius of main line curve, radiusof such reverse curve increases and it becomes flatter. Atmainline radius of approximately 548m with track centre of5300mm it becomes almost straight and with further reductionin main line radius, connecting curve radius becomes positive.Such connecting curve should be maintained as per para 414(1) of IRPWM.
Fig. 3.13 Connection, 1:12 turnout on curved mainline to loop line on inside

50
24) Spring setting devices: For the best performance, tonguerail should bear against the stock rail from ATS to JOH. However,achieving setting of tongue rail up to JOH may be difficult in thefield. Since the stretcher bar is fixed to the tongue rail while thetongue rails are at half throw; it sets a force in tongue rail, whenit is pressed against any stock rail. Point machine presses thetongue rail against one of the stock rail at the ATS but in theabsence of any force near JOH, tongue rail opens out at thislocation.
Fig. 3.14 Spring setting device
In most of the European Railways, point machine isprovided at two or more locations on the tongue rail includingone at the ATS and another at JOH, which ensures proper settingof tongue rail. Since on Indian Railways signalling departmentis not providing point machine at JOH, spring setting deviceshas been developed which provides thrust on the tongue rail,near JOH so that the tongue rail bears well against the stockrail. As per present orders, only RDSO approved design of SSDare to be used.
Spring setting device is provided with springs whichinitially opposes the movement of tongue rail at the time ofbeginning of change of direction till the time tongue rail crosseshalf throw. After passing a particular position, direction of forceprovided by spring changes and it provides a force to press thetongue rail which is to be set for train movement. Thus it presses

51
tongue rail against the stock rail at JOH. This is to be fixed onsleeper No. 13 for 1 in 12, 52kg switch and on sleeper no. 12for 1 in 12,60kg switch and on sleeper no. 8 in 1 in 8 ½ turnoutfor 52/60kg switch. Provision of spring setting device may takecare of problems such as tongue rail not fully bearing againststock rail up to JOH. It will also take care of inadequateclearance of open tongue rail and stock rail at JOH, which isparticularly more pronounced in case of 1 in 12 turnouts.
Fig. 3.15 Spring setting device
Same problem is also seen in 1 in 8.5 turnout laid oncurve. Spring setting device is able to provide opening of tonguerail of 60±2mm at JOH. It also takes care of rattling of tonguerail under passage of wheels. Because of all the reasons wearof tongue rail can also be reduced to some extent.
It is desirably that all turnouts on main line are providedwith SSD, however on the pretext of certain problems S&Tdepartment is opposing installation of SSD. It is also found thatin case of thick web switches where provision of SSD ismandatory, it is working very satisfactorily. In Mumbai suburbanarea, the gap between stock and tongue rail at JOH could bereduced to zero because of SSD.
At many places it has been seen that even after providing

52
spring setting device, tongue rail is not fully set at JOH. Theforce which can be created by SSD has certain limitations, ifthe tongue rail has not been pre-curved as per requirement, itmay lead to this situation. Hence attempt should be made thatthe tongue rails are given proper pre-curvature before laying,then only perfect setting can be obtained with the help SSD. Itis also felt in field that if before fixing of SSD opening at JOH islimited to 10/12 mm, after fixing SSD, zero gap at SSD can beobtained. Hence opening should be reduced to these limits bycorrecting pre curvature of tongue rail before SSD is installed.Otherwise, even after fixing of SSD, gap at JOH may not befully eliminated.
25) There should be no junction fish plate at the stock rail jointor heel of crossing. At least 1 rail on all the three sides of pointsand crossing should have the same rail section as of point andcrossing assembly.
26) No change of super elevation over turnout (Para 412 ofIRPWM): There should be no change of super elevation overpoints as well as 20mtr outside the toe of the switch or nose ofthe crossing respectively except in cases where point andcrossing have to be taken out from the transitioned portion ofthe curve. Turnout should normally not be taken off from thetransitioned portion of a main line curve except in the exceptionalcases. In case a turnout is to be installed on transition, specificrelaxation should be obtained from Chief Engineer of the railway.
27) Replacement of 1 in 8.5 ladder on wooden sleeper laidat limiting angle by turnout with PSC sleeper and CMScrossing: In most of the goods yards, 1 in 8.5 ladder havebeen laid at limiting angle i.e. laid in such a way that SRJ ofnext turnout is exactly at the place of heel of crossing of earlierturnout. All such old ladders have been laid on wooden sleeper/steel trough with ordinary built up crossing. Since length of CMScrossings after TNC i.e. from TNC to heel of crossing is lesserthan that of built up crossing, while replacing wooden/steellayout by concrete sleeper with CMS crossing, the oldarrangement does not works satisfactorily and a small rail pieceof approximate length 907mm is required to be provided. Incase of replacement of wooden sleeper on ladder by PSCsleeper 2 sets of problems crop up:

53
1) Problems in laying sleepers between HOC and SRJ
2) Problems because of involved small rail pieces
Because of presence of fish plated joint area near heelof crossing is always a weak area. The presence of small railpiece may further make track weaker in this area. So to improvethe sturdiness of layout at this location attempt should be madeto provide more number of longer sleepers even at the cost ofavoiding sleeper no. 1 and 2 of next turnout. How ever holesmay be required to be drilled in long sleepers to provide anglelongitudinally to group the sleepers near ATS.
No fixed guidelines are available to deal with problemsdescribed above. However, four different solutions which couldbe thought of, have been given below. One can select the bestsuited solution for the layout. In normal circumstances amongstthe solutions given below (d) seems to be most suitable in thefield.

54
Fig
. 3.1
6 L
add
er a
rran
gem
ent
wh
ile k
eep
ing
sam
e lim
itin
g a
ng
le b
ut
wit
h s
hift
ing
of
SR
J to
HO
C.

55
a) By keeping the same limiting angle but by shifting SRJof all the turnouts on ladder to heel of crossing:
Fig. 3.17 Sleeper arrangement in case (a)
In case of ladder with PSC sleepers, sharper limiting angle ofladder is possible than that of ladder with wooden sleeper. Henceif ladder is kept at the same angle (to avoid major remodeling ofyard) SRJ of turnouts on PSC sleeper will not come exactly atheel of crossing. We need to introduce a rail piece of 907mmbetween SRJ and heel of crossing. In such circumstances toavoid such a small rail piece, SRJ can be moved to such extentthat it touches the heel of CMS crossing. However, while doingso, the location of the end of turn in curve on every loop willmove slightly inside loop line. Since the SRJ of first turnoutmoves by 907mm, SRJ of next turnout will move907X2=1814mm and so on. So the reduction of loop length willbe more and more for subsequent loops. Hence this will reduceloop length slightly (Fig 3.16). The best possible arrangementof sleepers between heel of crossing and SRJ can be seen infig 3.17.

56
Fig
. 3.1
8 L
add
er a
rran
gem
ent
wh
ile k
eep
ing
sam
e lim
itin
g a
ng
le a
nd
sh
iftin
g a
lter
nat
e S
RJ

57
b) Keeping the same limiting angle and shifting alternateSRJ location: In such cases, the SRJ of the alternate turnoutsare moved to match the location of HOC. This will necessitateprovision of rail piece of length 1814mm on alternate SRJs(Fig. 3.18). This will facilitate better spacing of sleepers betweenHOC and SRJ. Although rail piece of 1814mm is longer
Fig. 3.19 Sleeper arrangement in case (b)
than 907mm but still it is quite small. So keeping it fish plated atSRJ may lead to unsafe condition so the best practice wouldbe to weld it at SRJ while keeping it fish plated with the CMScrossing. In this case, the best possible arrangement of sleepersbetween HOC and SRJ has been shown in Fig 3.19. In thiscase SRJs of turnouts leading towards loop number 2, 4, 6 andso, will be required to be moved by 907mm, but the SRJs ofturnouts leading towards loop number 3, 5, 7 and so on will bekept at the same location.
c) Change of limiting angle of ladder:. Because of less overall length of fan shaped layout on PSC sleepers, sharper limitingangle is possible with CMS crossings. It has been seen thatwith the wooden sleeper, the limiting angle of ladder is 8020’4”whereas it can be increased to 8036’5” for the track centrespacing of 5300mm. If it is possible to change the angle ofladder the problem of small rail piece can be eliminated although

58
this is a tough job. But one very important factor to beremembered in this case is that the minimum distance possiblefor first loop from main line is more for the ladder with PSCsleepers as compared to wooden layout. Hence the location ofall the loops may have to be shifted in few cases, so this solutionis almost impossible in open line. But in case old ladder is eitheralready placed at sufficient distance or is having turn in curveradius more than 265m, the first and subsequent loops can bekept at the same location, but the radius of connecting curveimmediately after heel of crossing on main line may have to besharpened to 220m. So this kind of possibilities can be checkedbefore deciding the solution to be used. The best possiblearrangement of sleepers between heel of crossing and SRJwill be same as case (a) (can been seen in fig 3.17).
d) Use of welded heat treated crossing: As the length ofwelded heat treated crossing is equal to normal built up crossing,welded heat treated crossings may be used on ladder. In thiscase no modification to layout is required. This provides theeasiest solution.
3.5 Improvement to the non standard diamond crossingwith the help of Polaris (A new concept of design ofdiamond crossing): Diamond crossings are used at a placewhere two tracks cross each other. On Indian Railways, diamondcrossings sharper than 1:8.5 are normally not used. But at manylocations sharper diamond crossings are required because ofgeometrical constraints. RDSO has standardized the diamondcrossings of angle of 1:8.5. Hence for the locations where tracksare crossing each other at sharper angle, standard designs arenot available. For the crossing of track at sharper angle,discontinuity of rail table becomes an important factor. Followingdifficulties are experienced on such sharper diamond crossings-
1. Because of discontinuity in rail head, jerk isexperienced by the vehicle while passing over it.
2. Because of heavy impact caused by vehicle (becauseof discontinuity of head) packing gets loosened veryfrequently. If loose packing is not promptly attended itfurther leads to rough running and lowering of joint.
3. Wear and tear of component of special diamond is

59
extremely fast. Rails, check rails and bolts arerequired to be replaced frequently.
Due to the issues discussed above very restrictivespeeds (10 to 30kmph) are permitted over such special diamondcrossings which makes operation of traffic very difficult. Oftensuch locations are bottleneck for the railway operation. Crossingsat such sharp angle are available at Bhusaval and Nagpur yardon Central Railway. These are very busy routes. In Bhusavalyard tracks are crossings each other at 54°12’40”, necessitatingspeed restriction of 15kmph on Mumbai-Howrah route. Thisspot is 2-3kms away from Bhusaval goods yard, hence the trainsused to lose lot of time in clearing block section, this waspractically affecting the through put of the section. Apart fromslowing down the traffic, breakages of this diamond crossingcomponents were also very frequent requiring regular attentionand replacement.
At this location the conventional diamond crossing havebeen replaced by a special diamond crossing of new designcalled “Polaris”. This has helped to not only to raise the speedto 75kmph on Mumbai-Howrah route, but the breakages ofdiamond crossing components have also reduced drastically.One of the tracks of this crossing belongs to Mumbai-Howrahroute, the other track belongs to chord line. Very few trains arenormally passing on chord line, hence the rail table of chord linehas been raised on approach of diamond crossing to such anextent that the wheel flanges of wagon going along chord lineare raised to the top level of rail of ML, so that it can run overmain line track. The discontinuity of main line rail table hasbeen eliminated in this process. This is called run over concept.Since the maximum depth of flange on Indian Railways is 35mm,the chord line has been raised by 32mm. In order to provideramp to the wheel passing on chord line, the load of wheel istransferred to the distance block through the wheel flange. Thisdistance block is provided in a ramp shape so that the flangereaches to rail top level (fig. 3.20).

60
Fig. 3.20 Ramp for transfer of wheel load to flange
The actual design of such crossing will have to be locationspecific. However, for diamond crossing at Bhusaval wherethe crossing angle is 54°12’40” a total discontinuity of 170mmwas required to be provided. Out of this 170mm, 40mm wasrequired for flange way clearance; 67mm was the head width ofrail (main line) and 63 for clearance required for wheel disc onnon gauge face side. After running over the main line track andpassing the 40mm flange way clearance, the wheel tread findsanother block to support it. This web block is provided withramp and it transfers load from wheel flange to wheel tread.
Fig. 3.21 Continuous rail of main line
This complete assembly is fixed on a specially designedbase plate. The structure supporting mainline has been isolatedfrom branch line, so as to avoid transfer of load and vibrationfrom one line to another. The discontinuous pieces of rail forbranch line are also properly fixed to base plate.
Such arrangements have resulted into a upgradation ofspeed to 75kmph (from 15kmph) on main line. The traffic on

61
main line has eased out because of this innovation. Maintenanceeffort required for maintenance of this diamond crossing is veryless as compared to conventional design. Hence this design isvery beneficial to the railways. Similar design has also beenprovided successfuly at Nagpur also.
3.6 Do’s
1. Check the availability of all components as per checklist before laying in field.
2. Arrange switch and crossing of required rail sectionand crossing angle.
3. Decide on the method of laying depending upon landand T-28 machine availability.
4. Lay approach and exit sleepers in proper sequence.
5. Before marking the SRJ locations please check theoverall length required.
6. Pre curvature of tongue and stock rail to be checkedbefore laying and corrected if required.
7. Ensure minimum throw of switch (115 mm).
8. Ensure full compliment of fittings.
9. Ensure gapless joint at heel of switch and crossing.
10. Ensure proper fixing of spherical/taper washer.
11. In case of 52 kg. track on turnout, liners of properdesign to be used.
12. Ensure proper setting of spring setting device.
13. Ensure sleepers spacing as per RDSO drawing forstraight main line. For curved main line follow thesuitable modified spacing as per annexures.

62
Fig. 3.22 Laying of sleepers, 1 in 12 turnout

63
Fig. 3.23 Laying of sleepers, 1 in8.5 turnout

64
Fig. 3.24 Laying of sleepers, 1 in 12 symmetrical split
� � �

65
CHAPTER 4
INSPECTION OF POINTS AND CROSSINGS
4.0 Inspection format: Recently by CS. No. 135 to IRPWMthe proforma to inspect points and crossings have been revised,duly organising the inspection information in logical seqence.The erstwhile proforma for the inspection of points and crossingslacked clarity about how to inspect / measure various parts ofturnout and what were the tolerances. An attempt has beenmade in this chapter to explain the proper process ofmeasurement of point and crossing and their tolerances, asapplicable.
4.1 Paint marking of locations where measurements are tobe done: It will be seen that inspection of points and crossingsinvolves rigorous measurements at many places on the turnout.For the ease of inspecting officials, it is recommended that thelocations on which measurement are to be taken, may bemarked by paint on the rail with different colour (optional) suchas,
1) Locations where wear of tongue rail, stock rail andcrossing are to be measured may be marked with onecolour (red).
2) Locations where gauge, cross level, alignment(versine) or straightness are to be measured in theswitch, lead and crossing may be marked with someother colour (blue).
3) Locations where clearances of checkrails, wing railsare to be measured may be painted with differentcolour (white).

66
With the help of markings in different colours at differentlocations, measurement of turnout becomes relatively easier.In case more than one measurement are to be taken at oneplace, vertical strips of corresponding colours may be markedside by side at that location to facilitate measurement.
4.2 Inspection schedule of points and crossings: Pointsand crossing are inspected in 2 different ways -
1. Inspection by engineering officials (Incharge SSE/(Pway), JE (Pway) or AEN)
2. Joint inspection of points and crossings by SSE/(Pway), and SSE/ (Signal).
4.2.1 Inspection by engineering official: The turnouts arerequired to be inspected as per schedule given below:
a) Inspection by AEN: Turnouts on the passenger running lineare to be inspected once in a year and on the other lines 10% ofthe points and crossing.
b) Inspection by SSE/P.Way in overall charge and hisassistant: Recently by advance correction slip no. 132inspection schedule has been modified slightly. As per newcircular SSE/P.Way in overall charge and his assistant shouldcarry out the inspection of points and crossings in passengerrunning lines once in three months by rotation and on otherlines and yards lines once in six months by rotation. Howeverfor Points and crossing laid on PSC sleepers, the detailedinspection as per Para 237/5 (Annexure 2/6) should be doneonce in year and all other in between inspections should becarried out as per proforma given in Annexure 2/6(A). Therevised proformaas given in Annexure 2/6(A) is relatively smallas compared to the old detailed proforma, since it contains onlythose items which are prone to frequent changes. With thischange, the workload of inspection of turnout by SSE/JE P.Wayhas reduced to some extent. Recently by CS 135 annexure 2/6has been revised and made rational.

67
4.2.2 Joint inspection of point and crossing: Suchinspections are done only for all the interlocked points once inquarter. In this inspection focus is on switch area only. There isno universal format available for joint inspection of point andcrossing. However following items are inspected in jointinspection of points and crossing by PWI/APWI and CSI/SI asper format available in few railways:
1. Condition of tongue rail LH/RH (Whether needsreplacement?, floating condition).
2. Condition of packing and drainage in switch (Whetherit needs improvement?)
3. Condition of sleeper in switch
4. Housing of switch Rail with stock rail (minimum 4sleepers for 1 in 12 turnout and 3 sleepers for 1 in 8.5turnout on PSC layout (adjusted by jim crowing).
5. Whether tongue Rails are square. (more than 15mmout of square to be corrected).
6. Condition of stock rail LH/RH.
7. Condition and adequacy of Engineering fittings. (StudBolts, Chair Plates, Welding of Chair Plates, etc.
8. Whether any burr on stock/tongue rail obstructing themovement of lock bar/housing of Switch etc.?
9. Whether creep anchors, switch anchors, rail pegs andlevel pillars are provided?.
10. Throw of switches at ATS in mm (min. 115+3mm forBG and 100mm for MG)
11. The clearance between top of leading stretcher barand bottom of rail. (between 1.5mm to 3mm)
12. Obstruction test with 5 mm test piece (OK or Requiresadjustment).
13. Nuts & bolts provided are of standard size and are intight condition or not.
14. Check loose heel block, bent fish plates are providedand first two bolts are only grip/hand tight.

68
15. Whether stock joint fishplate is machined for smoothworking of lock bars.?
16. Condition of wooden sleeper on which point equipmentis installed.
17. Gauge tie plate is of standard size, slide chair fixingnuts/bolts are tight.
18. Track gauge and level is proper.
It has been seen that, different format joint inspection of pointand crossing are being followed. On various Zonal Railwaysto avoid contradictions in the signaling manual and IRPWM, itis recommended that format of this register be decided jointlyby CTE with CSTE of the zonal railways for uniformity as wellas to rationalize proforma. While formulating joint inspectionregister between CTE and CSTE, all the relevant itemsbelonging to engineering as well as signaling department whichmay contribute to failure of point, should be listed out carefully.
4.3 Proforma for inspection of points and crossing byengineering officials: After issue of correction slip no. 132 nowthere are 2 proformas for inspection of turnout. One for thedetailed inspection, which is to be used once in a year (Annexure2/6) and the other to be used for intermediate inspections(Annexure 2/6/A) on PSC turnouts. Proforma for detailedinspection of point and crossing (Annexure 2/6) along withexplanation (as per CS 135) and tolerance for various itemshave been given below. It may be noted that for manyparameters tolerance are not written clearly in IRPWM, hencetolerance for few readings have been derived, which may notbe treated as mandatory, however these may help to maintainpoint and crossing in a better way. At many places standard/designed value of gauge, cross level and versine have beenderived from standard profiles.

69
Proforma for Inspection of RemarksPoints and Crossings
Station :
Point No.
Location :
Rail section :
Type of sleeper/assembly
Angle of crossing :
Nominal gauge of turnout For PSC sleepers - 1673mm.
For other than PSCsleepers-- 1676mm.
Left hand or right hand
Laid on straight or on curve of radius
Similar/contrary flexure :
Date of laying sleeper (mm/yyyy)
Type of crossing
Detail of deep screening Date (mm/yyyy)
I II III IV
Manual/Mechanized
Date of laying new/reconditioned Date of reconditioning may becrossing (mm/yyyy) painted on crossingI II III IV Every switch/xing to be given a
unique number andGMT carried on those may bemonitored though registermaintained in reconditioningdepot.

70
Crossing unique number
Manufacturer
Date of laying new/ It is required to monitorreconditioned switch (mm/yyyy) GMT taken by switch in
track.
LH : I II III IV
RH: I II III IV
Particulars
I. General
1. Condtion of ballast anddrainage in turnout (Cleancushion to be measured onlyonce in a year)
II Switch assembly and lead
2. Condition of sleepers, slidechairs, plate screws, heel &distance blocks, other fittings ofswitch including tightness ofbolts etc.
3. Condition of tongue rails :LH RH
a) Whether chipped or cracked Check if it is chipped/over 200 mm length within cracked over small1000 mm from ATS lengths aggregating to
200 mm within a distanceof 1000 mm from its toe.Chipped length will beportion where tongue railhas worn out for a depthof more than 10 mm overa continuous length of10 mm.

71
b) Whether twisted or bent Check it is badly twisted(causing gap of 5 mm or or bent and does notmore at toe) house properly against
the stock rail causing agap of 5 mm or more atthe toe, the limitdescribed in the IRSEM.
c) Remarks over condition of Decision based ontongue rail, whether requires overall condition andreconditioning or replacement remarks against (a) and
(b) to be taken.
4. Condition of Stock, rail, burrformation to be mentionedspecifically
5. Creep and squareness oftongue rail at toe of switch
6. Straightness of straight stock The tolerance may berail if laid on straight guided by the(Measured on 7.5 m chord) parameters given in Para
607(2).
7. Packing conditions under theswitch assembly (preferably tobe observed under traffic)
8. Throw of switch LH RH For new work 115mm (min.)For existing work95 (min.)
9. Housing of stock and tongue In many Railways thisrails: LH RH has been legislated by
CTE/Joint circularbetween CTE and CSTE
10. Gap between top edge of Range 1.5 to 3.0 mm.leading stretcher bar andbottom of rail foot : LH RH

72
11. Working of SSD (if provided)
12. Gauge and cross level inswitch and lead
a) At 450 mm ahead of toe of Nominal gauge isswitch expected.
b) At ATS between two stock For 1 in 12/1 in 16/1 in 20rails on PSC or 1 in 12, 60kg.
on wooden sleeper-nominal gauge.For other turnouts----nominal gauge + 6mm
c) Gauge and cross level forML and turnout side. Versine ofstock rail for turnout side uptoend of level
Station ATS/HEEL On PSC sleeper last
0 station for 1 in 12 will be
1 station No.11 & for 1 in
2 8.5 will be station No.7
3
4
5
6
7
8
9
10
11
12
13

73
1) Station no. 0 to bemarked at heel of switch forstraight switch and at ATSfor curved switches.Subsequent stations shallbe marked at every 3m.Versines to be recorded on6m chord lengthcommencing from stationno.1
2) Versine reading shall betaken for turnout sideexcept for symmentricalsplit turnout where it shallbe taken on main line side.
3) In case of gap betweenT/R and S/R, that should beadded to gaugemeasurement.
III. Crossing Assembly
13. Condition of crossinga) Sign of propagation ofcrack (if any) in crossingassembly.
b) Burning on top surfaceat nose :
c) In case of Heat-treatedwelded crossing, Weldtexture on top surface. Ifany flow or separation ofweld portion :
d) Tightness of bolts at CI/distance block at toe, heel &nose of crossing as applicable.

74
e) Condition of gapless joints.
14. Wear of crossing (to be*In case of welded heatmeasured with straight edge treated crossingat 100 mm from ANC) measured wear is to be
For CMS crossing, Actual deducted by a value to bewear for 52 kg. section = checked from drawingmeasured wear - 2.0 mm & (normally 3.5 mm) toActual wear for 60 kg. arrive at actual wear.section = measured *Applicable for Wing railwear - 2.5 mm. as well as nose.
*Maximum wear for nose& wing rail.Rajdhani route : 6 mmfor built up/weldedcrossing, 8 mm for CMScrossingOther route : 10 mm.crossing
15. Gauge and cross level at
a) 1 m ahead of ANC FOR BOTH SIDE Gaugeb) 150 mm behind ANC - nominal gauge, XL=0c) 1m. Behind ANC for straight, on curve as
per geometry.
16. Condition of check rail fittingeg. bearing plates, keys, blocks,bolts and elastic fastenings
17. Clearance of check rails Clearance Range -LH RH PSC Layout - 41 to 45a) Opposite ANC : mm Other sleepers - 44b) At 1st block towards toe of to 48 mmcrossing and 1st block towardsheel of crossing
c) At the flared end towards heel Clearance Range - notand at the flared end towards toe prescribed in manual

75
minimum clearance60 mm.
18. Clearance of wing rail (onlyfor built up crossing.
IV Turn in curve
19. Turn in curve - Stations tobe marked at 3m. Interval.Versines to be measured on6m. Chord station No.0 to bemarked at the centre of lastlong sleeper in case of PSCsleepers otherwise at heel ofcrossing.
STATION NO. VE G XL
0 XX1234567
20. Availability of 150 mm.additional ballast shoulder widthon outside of turn in curve.
V. General
21. Any other special feature/defects.
22. Signature of the inspectingofficial with date.
NOTE : Locations where the gauge and cross levels are tobe checked should be painted on the web of the rail.
� � �

76
CHAPTER 5
MAINTENANCE OF POINTS ANDCROSSINGS
5.0 Maintenance of point and crossing involves correction oftrack geometry as well as reconditioning of tongue rail, stockrail and crossing. Many fittings in turnout that becomes loosebecause of vibration, are required to be tightened regularly.Apart from these regular maintenance lugs of slide chairs alsobreak specially near ATS, which are required to be welded fromtime to time. Following are the important issues involved withmaintenance of points and crossings-
5.1 Maintenance of gauge at ATS: Because of complex designof switch, gauge in switch, especially near ATS is very important.Gauge at ATS between both the stock rails should be maintainedas per stipulations to the extent possible, so as to ensure safewheel movement.As per para 237, gauge between stock rails at the location justahead of ATS to be maintained as indicated below-
1) On BG turnout of 1 in 12, 60kg with 10125mm overriding curved switch (on wooden, steel or PSCsleepers), 1 in 12 BG 52kg with 10125mm over ridingcurved switch on PSC sleeper and all thick web switch(52 kg/62 kg) on wooden/PSC sleeper i.e. of turnoutwith switch having switch entry angle less than orequal to 00 20’0”, gauge should be maintained asnominal gauge.
2) All other turnouts excluding those given above i.e.turnout with SEA more than 0020’0”, gauge should bemaintained as nominal gauge + 6mm.
Nominal gauge should be taken as 1673mm for PSC sleepersand 1676mm for other sleepers. In order to support track atATS against heavy lateral thrust, gauge tie plate have beenprovided at sleeper no.3. Gauge tighter than stipulated gauge

77
may lead to higher amount of wear of tongue rail at the ATS. Incase gauge between two stock rails is slack, there may causetrouble in setting of tongue rail. It may require resetting in pointmachine. Too slack gauge near ATS is also indicative of eitherexcessive wear of stock rail or damage/breakage of fittings ofswitch.
5.2 Removal of burr from stock rail and crossing: Turnoutson Indian Railways are laid without cant, hence contact betweenwheel and rail is limited to very narrow strip near gauge face.This creates excessive contact stresses, which leads to metalflow in stock rail from gauge face and from non gauge face intongue rail. This metal flow is called burr. Such burr may causeobstruction to tongue rail when pressed against Stock Rail. Thismay lead to chipping of tongue rail from the top. This chippinginitiates from the non gauge face of tongue rail. To take care ofsuch incidences grinding of gauge face of stock rail and nongauge face of tongue rail must be organised regularly to removethe burr. At present chiselling is being done to remove the burrat most of the occasions. Removal of burr by chiselling can beavoided by using grinders. It is also a fact that chiselling cannot be done when burr is very small, so people tend to wait forsuch thin burr to grow; this delay can damage the tongue rail.Grinding can be done even when burr is very small. So it is agood practice to arrange periodical grinding of stock rail/tonguerail to remove burr.
Similarly clearance provided between nose of crossing and thewing rail tends to reduce due to flow of metal (burr) in thecrossing. So, regular grinding operation should be undertakento remove such burr, with the help of grinder.
For grinding of burr 2 types of grinders are available in themarket:
a) Rail profile grinder: Such equipment includes railprofile grinder and portable generator. Transportation,shifting and placement of such generator at safelocation in the busy yard may be difficult. However,very good quality of grinding can be obtained with thistype of grinder.

78
Fig. 5.1 Portable grinder
b) Portable grinder: This kind of grinders is batterydriven and can be carried in briefcase. These are lightweight. One battery can work for 1.5 to 2hrs. Hence 2to 3 charged batteries may be required for operating itfor the full day.
Depending on the workload one should decide which particularequipment is to be used for grinding. However, if rechargeablebattery operated grinder is opted; multiple batteries should bekept charged for the full day work.
5.3 Deep screening of turnouts: As per present instructions,track should be deep screened after 500 GMT or 10 years whichever is earlier. It may also be done if clean ballast cushion isless than 150mm. In the yard area ballast is likely to becontaminated much earlier because of huge amount of dirt anddust falling from the train, non availability of proper drainageand dumping of waste on track by the station staff. If deepscreening is not done timely, it will lead to non elastic behaviour

79
of ballast. There are many cases where notching have formedin sleeper at the rail seat location.Some cases of warping/bending of PSC sleeper have also been reported which maybe attributable to inadequate packing and poor drainage.
In the PSC layout, number of sleepers has been increased,hence, the space between the sleepers is quite less and it isnot easy to deep screen turnout manually. Longitudinalmovement of sleepers to create open space is also not possiblebecause this will distort the track alignment on turnout sideduring the process of deep screening. Hence the best optionto deep screen point & crossing is by machines. Two modelsof BCM i.e. RM80-92U and RM-76 are capable of deepscreening of turnout. These machines should be utilised to clearthe backlog of deep screening of turnouts.
Deep screening of turnout requires lot of preparations. It requiresactive involvement of signalling staff for identifying location ofvarious cables, roddings and other structures which may comein the way of cutter bar of BCM. Foundations of signalling aswell as OHE may also infringe working of BCM. All suchinfringements should be cleared before working of BCM.Trenches are also required to be dug at desired locations forextension of cutter bar before block. Care should be taken tocalculate depths of cutter bar to be provided at different locationson turnout so as to achieve proper slope of formation underturnout.
5.4 Construction of good drainage system and regularattention to drainage: As the hammering action on the turnoutis particularly heavy, inefficient drainage may creates moreproblems on turnout as compared to other part of track. Yardsparticularly with multiple lines, suffer more from drainageproblem. Condition of drainage is particularly bad on pointsand crossing in such big yards. So a good yard drainage planshould be made with special focus on turnout area.
Drains should be designed in such a way that its top level isbelow the cess level. Longitudinal drains should run in betweenlines. At suitable locations RCC pipes of 300mm or more

80
diameter may be provided for crossing the tracks. At manholescover, made of steel grills with smaller opening, should beprovided to stop falling of ballast into drain/manhole. All suchdrains should be regularly cleaned to allow proper flow of water.In case because of construction of open drain in the yard, if it isnot possible to provide ballast at shoulder, drain cover made ofsteel grill with small opening may be provided and only bigpieces of ballast are laid directly over such cover. Ballast canbe laid over it to provide shoulder ballast.
5.5 Clearance of wing rail and check rail opposite to noseof crossing: The clearance of checkrail should be maintainedbetween 41 to 45mm on PSC sleepers, on other sleepers it isto be maintained between 44 to 48mm. The check rail clearancetends to increase on account of loosening of bolt or wear ofcheck rail caused by rubbing action by back of wheel. In caseof increase in clearance of check rail on account of looseningof bolt, the same should be tightened. Care should be takenthat spring washers are always provided in the bolts, whichreduces the incidences of bolt loosening because of vibration.In case, the increase in gap is on account of wear, the samecan be adjusted by removing one of the two packing plates of3.15mm thickness provided with the check block. Other packingplate may also be removed in future when further wear takesplace. However, when both the packing plates have beenremoved and checkrail clearance is still reaching to 45mm, thecheck rail should be replaced with new/reconditioned one withboth packing plates again provided along with check blockbetween running rail and check rail. Hence the packing plateswhen removed from track should be preserved for future use.
The limit of maximum gap of check rail have been calculatedfor the most critical condition i.e. new wheel with thickness of28.5mm and wheel gauge of 1600mm. However maximumwheel gauge permitted is 1602mm. In case both the criticalconditions coming simultaneously i.e. new wheel with wheelgauge of 1602mm, accelerated wear of nose of crossing maytake place, but such wheels are rarely running in track. Henceif the check rail clearance is maintained up to 43mm, it willreduce wear of crossing to some extent, but it may increasewear of check rail.

81
Fig. 5.2 Maximum clearance of checkrail
5.6 Effect of creep on point and crossing: When the pointand crossing are provided on the steeply graded section, creepis likely to be more at point and crossing because of severaljoints in the points and crossings adding to creep. Quality ofgapless joint also has a role to play in reducing the amount ofcreep. As the tongue rails creep without sleeper movement,the bolts connecting stretcher bar to point machine startsnapping. Hence creep of tongue rail should be regularlychecked, especially for the turnouts laid on steep gradedsection. Experiences have shown that on the grades milderthan 1 in 150 the problem of creep on point and crossing isvery manageable or negligible. For the turnouts on sectionwith grade steeper than 1 in 150 proper markers should befixed outside of track to record amount of creep.
5.7 Avoid junction fish plates: Stock Rail Joints as well asjoints at heel of crossing should never be provided with thejunction fish plate. If at all there is a change in rail section,same rail section should be maintained for one rail on all thethree sides of turnout. The junction joint formed can also bewelded by appropriate thermit welding technique.
5.8 Regular attentions to Points and Crossings: Since thereare many discontinuities in the rails, parameters at point andcrossing tend to go out quite frequently. Hence points and

82
crossings require attention at much higher frequency than theapproach track. Maintenance of points and crossing will involvefollowing items-
1. Reconditioning of switch and crossing assembly
2. Correction of track parameters preferably with the helpof UNIMAT machine
3. Ensuring tightness of fittings
4. Replacement of damaged components like slide chair,screws, bolts etc.
5.9 Reconditioning of points and crossings: Wear and tearof points and crossing components occurs much faster ascompared to normal rail because of complicated nature ofgeometry and the wheel movement over different rails whilenegotiating point and crossing. The increased wear of pointsand crossing is on account of following reasons-
a) Non availability of cant of rail on point and crossing.
b) Running of wheel on the reduced width on rail head inswitch and crossing area.
c) Negotiation of wheel from one rail to the other in theswitch and crossing.
d) Availability of fish plated joints on the turnouts.
e) Train running on the cant deficiency on turnout side,hence wheels always tend to grind against outer rail.This results in more wear of outer rail and tongue rail.
f) Tongue rail for turnout side is not tangential to thestraight track. Wear and tear of tongue rail depends onswitch entry angle.
Hence periodical reconditioning of tongue rail, stock rail andcrossing is an important requirement to get the optimum life ofthe components along with smooth running. In case trains areallowed to run on components having wear beyond theprescribed limits, high level of stresses caused by passage of

83
wheel may lead to development of cracks in the components.Hence timely reconditioning of point and crossing componentsis very important. Reconditioning of point and crossing havebeen dealt in detail in chapter 6.
5.10 Maintenance of track parameter: Distortion in trackgeometry on turnout is much faster because of presence of toomany fish plated joints as well as diversion of wheel from onerail to other. Such irregularities create heavy impact forces inhorizontal and vertical direction. Because of these reasonsalignment, longitudinal level as well as cross level gets distortedvery frequently. Further, there is a tendency in the field torepeatedly attend points and crossings by manual method,because of this reason turnout are found to be higher thanapproach track. Due to high rigidity of rail in horizontal directionand more weight in vertical direction as compared to a normaltrack, correction of alignment and cross level on the points andcrossing is a difficult job. Hence turnout can be better attendedby the mechanised means. On the Indian Railways, UNIMATmachines have been deployed for mechanised tamping ofturnout. These are special machines designed to carryouttamping of points and crossings.
5.11 Special features of UNIMAT: A machine designed fortamping of plain track such as CSM, Duomatic or TampingExpress cannot be deployed for tamping of points and crossingssince these are not designed to tackle turnout. Following arethe special features of UNIMAT which makes it suitable fortamping of turnout-

84
Fig. 5.3 Tool tilting arrangement
1. Tool tilting arrangement– UNIMAT machines available inIndia are capable of tamping one sleeper in one go. Hencethese have been provided with 16 tools. These machines havebeen provided with an arrangement for tilting of tool since itmay not be possible to insert all the 16 tools at all the places onthe turnouts (specifically in switch and crossing area). Tool tiltingarrangement provides facility to tilt any of the tool as perrequirement. Depending on the space available for penetrationof tamping tool, few tools could be tilted while packing turnout(Fig. 5.3).
2. Lifting hooks: UNIMAT machines have been provided withdual arrangement for lifting. It has been provided with one pairof rollers for each rail. It is also provided with lifting hook whichcan lift rail by holding head or foot of rail. Lifting hook isparticularly useful in the switch and crossing area where rollerscannot hold the rail (Fig.5.4). However, use of hook makes workslower.

85
Fig. 5.4 Lifting hook
3. Tamping unit rotation arrangement: Tamping unit can berotated by 8.50 in both the direction so that the tamping toolscan be made parallel to the sleeper. This arrangement isparticularly useful on turnout because the sleepers in lead andcrossing area are not always perpendicular to the track.
4. Tamping unit lateral movement: In order to effectively tampswitch and crossing area tamping unit can be moved laterallyso that the tools can be brought over the location where it canpenetrate in the crib to pack the ballast.
5. 3rd rail lifting arrangement: At present there are 3 modelsof UNIMAT machines working in India.
a) UNI 08-275-2Sb) UNI 08-275-3Sc) UNI 09-475-4S
Most of the UNIMAT machines working over Indian Railwayare either of 2S or 3S model. In case of 2S machines, only 2lifting points are provided, one each on both the rails. Eachlifting

86
Fig. 5.5 IIIrd rail lifting arrangement
unit has got both the options, one pair of rollers and a liftinghook. Whereas, on 3S machines one additional lifting point isprovided to lift outer most rail. This is called third rail liftingarrangement (Fig. 5.5). This arrangement is particularly requiredfor turnout because the sleepers near crossing are much longerand heavier. 2 lifting points provided for lifting of 2 rails (onwhich machine is standing) will leave a long cantilevered partof sleeper. In order to balance the load of sleeper and rail, oneof the lifting units will have to press sleeper downward. Hencethe upward lifting force on other lifting point will increaseenormously. The lifting force applied by machine on the rail istransferred to sleeper through ERC. Because of extreme liftingforce, 2 ERCs provided on crossing may open up allowingsleeper to get tilted; although, cross level of top of rails for mainline have been matched by lifting unit (Fig. 5.6).
Fig. 5.6 Working with UNIMAT 2-S machine

87
So inspite of levelling of both the rail top by machine, sleeperremains tilted. When rail is released by lifting unit after tamping,
Fig. 5.7 Lifting by IIIrd lifting arm
it falls on sleeper and cross level defect is reflected in track(Fig. 5.6). It is reported by PWIs that cross level defect of 8 to16mm is left near crossing by UNIMAT-2S machine. Thisproblem can be tackled by using third rail lifting arrangement inUNIMAT-3S. Because of introduction of additional lifting pointall the 3 lifting points apply upward force, hence the amount offorce being transferred through ERCs get reduced to a verylow value. So, opening of ERCs or tilting of sleeper is ruled out(Fig. 5.7). So use of third rail lifting arrangement is extremelyimportant in case of turnout.
5.12 Tamping operation: UNIMAT machine have beenprovided with lining and levelling systems similar to that of plaintrack tamping machine. As the turnout contains 2 tracks (onefor main line and the other for turnout side) this machine isrequired to operate twice to complete full turnout. In first round,packing of rail seats under the main line are packed and insecond round packing of rail seats under turnout side track isdone. Hence machine is first moved on the main line whiletamping. While working on the main line, alignment, cross levelas well as longitudinal level of track is corrected. Machine isthen moved to the turnout side for packing the rail seat underthe track towards turnout side (Fig. 5.8).

88
Fig. 5.8 Tamping of turnout
While packing turnout side, cross level, longitudinal level andalignment is not disturbed/changed. Hence whatever crosslevel,longitudinal level and alignment is achieved while tamping alongmain line, it will be applicable to turnout side also.
While working on cross over, during tamping along turnout side,traffic block of other line will also be required at the same time.Getting block on both the lines simultaneously is very difficultin open line. So, to avoid this inconvenience, at many occasionsin the field only mainline is tamped leaving cross over side un-tamped. For the same reasons third rail lifting arrangement isalso not opened at most of the time while packing cross over. Insuch cases described above, proper track parameters as wellas quality of packing can not be achieved. It is expected thatpacking of one turnout of 1 in 12 will require almost 75 minutesfor proper tamping on both the sides. In case of cross over, otherline is also required to be blocked for approximately 30-35minutes. How ever in case third rail lifting arrangement is notused because of not getting simultaneous block of other road incase of cross over, following measures should be adopted-a) As non-application of third rail lifting point leaves problem ofcross level specially in the crossing area. Hence the actions asdetailed in para 5.13(b) should be taken.
b) The rail seats which could not be packed because of not gettingblock of other road should be packed by hand held tamper.

89
5.12.1 Pre tamping operations for turnouts: Followingoperations are recommended to be undertaken beforedeployment of machine for packing of turnout. (These are overand above pre-tamping operation for plain track tamping)
a) Proper laying of turnout including spacing of sleepersas per relevant drawings shall be ensured.
b) The nose of the crossing may get battered or worn orthe sleepers below crossing may get warped or bent.The crossing should be reconditioned or replaced andsleepers below attended. Now with concrete sleepers,problem of formation of notch in the sleeper is alsobeing reported.
c) High points on or near the turnout location should bedetermined and general lift should be decided. Generallift of minimum 10mm must be given.
d) All other pre-tamping operations required for plain tracktamping machine which are relevant for turnout shouldalso be carried out for before UNIMAT operation.
5.12.2 Operations during tamping:
a) For packing of turnout, mainline is to be tamped first.While tamping mainline, the additional liftingarrangement (either third rail lifting arrangement ofUNIMAT 3S machine or a mechanical/hydraulic jack)lifts the turnout side rail also. The ballast below thislifted rail seat should either be tamped manually orthelifted end of sleepers should be adequatelysupported on wooden wedges (Fig. 5.9), so that when
Fig. 5.9: Temporary support of turnout side

90
machine is brought on turn out side for tamping,sleeper does not get tilted because of weight ofmachine. Such wooden wedges or manual packingshould be sufficiently strong to support the weight ofmachine.
b) Correction to alignment and levels are done only whiletamping main line. While tamping turnout only tampingis done without lifting and lining.
c) The squeezing pressure to be applied is as follows:(1) ST/Wooden Sleepers 110-115 kg/sq.cm(2) PSC sleepers 135-140 kg/sq.cm
d) In case there is hindrance in achieving adequatepenetration of tool, penetration assistance systemshould be used to facilitate insertion of tools in ballastand to accelerate lowering of tamping units.
e) During and before tamping, S&T and ElectricalDepartments should also be associated to completetheir portion of work. The roddings between sleeperno. 3 and 4 should be removed by S&T department toensure proper packing. This is a very sensitive area.
f) All other during tamping operation required for plaintrack tamping machine which are relevant for turnoutshould also be carried out with working of UNIMAT.
5.12.3 Post tamping operations: The permanent WayInspector shall check track parameters namely, gauge, crosslevels and alignment immediately after tamping. All the loosefittings should be tightened. In case any fitting is broken ormissing it should be replaced. Ballast dressing and ramming tobe done. In case packing under any sleeper or rail seat has notbeen done by UNIMAT machine, the same should be attendedby hand held tampers. All S&T/Electrical connections removedbefore tamping shall be restored back.

91
5.13 Important points to be remembered while usingUNIMAT:a) Normally track at the approach of turnout is not packed whilepacking by plain track tamping machine. Hence it must betamped while packing turnout. This will ensure better continuityin track over plain track and turnout. Decision of stretch of plaintrack to be attended by UNIMAT may be taken as per sitecondition.
b) Precautions while using UNIMAT 2S machine:
Fig. 5.10: Precaution while using 2-S machine
UNIMAT 2S machines are provided with only 2 lifting points,one each for both the rails. While working near or after crossingbecause of the load distribution all the force to lift turnout ispassed through only one lifting unit, i.e. the unit lifting crossingor connected rail. Because of enormous force ERCs here getsopened, causing the sleeper to tilt. Tamping may also be donein tilted position of sleepers. Once the machine leaves the rail,it falls on tilted sleeper showing cross level defects after packing.To avoid this problem sleeper should be made horizontal bylifting the sleeper from far end by hydraulic/mechanical jacksor by other lever arrangement. Such lifting of outer rail shouldbe done after UNIMAT machine has lifted the rail but beforepacking of sleeper by UNIMAT machine. At the same timemanual packing of lifted end of sleeper should be done orwooden gutka may be provided under the seat of outer rail sothat when machine arrives on turnout side, it finds adequatesupport to maintain cross level. This will ensure better crosslevels after packing of turnout side by machine.

92
This should also be kept in mind that in case third rail liftingarrangement is not opened in case of UNIMAT 3S it will workas UNIMAT 2S only. Hence precautions described above maybe required.
5.14 New developments in UNIMAT: Recently few machinesfor turnout tamping (UNIMAT 08-475/4S) have been procured,which are of improved design. In this machine, in order toeliminate the use of off track tamper while working with UNIMAT3S, certain improvements have been made. Both the tampingunits have been split into two part, in such a way that the outerpart of both the rails are mounted on arm in such a way that itcan be moved approximately 1.5m outward. Both the inner unitscan also be moved laterally a little to adjust location of tamping.So there are total of 4 tamping units. While working with thismachine on main line, 3 part tamping units are deployed fortamping of the rail seats of the main line whereas one of theouter tamping units is moved outward to pack one of the railseats under the outermost rail. Since there is a limit in themovement of outer tamping units, this unit will go outside of theouter rail up to a particular sleepers near crossing beyond thatit will work on the inside rail seat of outer rail (Fig.5.11).
It can be seen that some of the rail seat of main line are leftunpacked while packing on the main line. Now the machine ismoved to turn out side for tamping rest of the rail seats. Whilepacking rail seat of turnout side, the left over rail seats of mainline side are also packed so that all the rail seat of turnout ispacked by the combination of 2 rounds of packing as described.By operation of this machine a better quality of job can beexpected since the rail seats of outer rail are also sufficientlypacked while packing main line.
It should also be remembered that even while working withUNIMAT 08-475/4S, simultaneous block of other road is alsorequired at the time of tamping of cross over because ofinfringement to other road by tamping unit and third rail liftingarrangement. In case, block of other road is not taken, themachine will work like UNIMAT 2S, hence attempts should bemade to take block of both the lines while working on cross

93
Fig
. 5.1
1 W
ork
ing
of
UN
IMA
T 0
8-47
5/4S

94
over. However, while working on connection from main line toloop line no such problem is encountered.
5.15 Special attention to turn in curves, which are followingsimilar flexure turnout on mainline: This aspect is particularlyimportant when the turnout is laid as similar flexure followed bya reverse curve. In such cases the cant on the main line islimited to 65mm. The super elevation on main line will act asnegative super elevation on the turn in curve. The superelevation on such turn in curve can be reduced starting behindthe crossing/last long sleeper at the rate of 2.8mm/m. On turnin curves stations are marked every 3m, hence the superelevation may be reduced up to the rate of 8.4mm per stationsituated at every 3m. So in practical terms one may reducesuper elevation by 6 to 8mm on every station. The superelevation so designed should be written on rail at such stations.So train will be running practically on negative super elevationover this turn in curve; however rate of change of cant is limitedby this action. Special care should be taken during maintenanceof such turn in curve so as to not to create excessive twist.Care should also be taken while calculating the speed potentialof train on the turn in curve keeping in view negative cant.
5.16 Do’s
1. Ensure proper gauge between stock rails at ATS.
2. Removal of burr from tongue, stock rails and crossingshould be done periodically.
3. Do not allow the check rail clearance to exceed 45mm for PSC sleepers.
4. Follow precautions as per 5.12 while packing turnoutby UNIMAT machine.
5. Full turnout should be tamped in one block.
6. Third rail lifting arm must be used to ensure correctcross level.
7. Rodding at ATS should be removed while tamping toensure better maintenance.

95
8. Follow correct squeezing depth and pressure ofUNIMAT.
9. Rubber pad under crossing tend to fall with time.These rubber pad should be restored to proper place.
10. In case of similar flexure turnout followed by reversecurve, ensure that rate of change of super elevationdoes not exceed 2.8 mm/m.
� � �

96
CHAPTER 6
RECONDITIONING OF POINT ANDCROSSING COMPONENTS
6.0 Introduction: Wear and tear of point and crossingcomponents is much more frequent than rest of the trackbecause of continuous hammering and heavy flange forces inthe switch as well as crossing area. Impact forces are furtheraugmented because of wear of turnout components if notattended promptly. Such a heavy impact loading causes overstressing and subsequently failure of point and crossingcomponents. Hence it is very important to periodically reconditionpoint and crossing articles to achieve optimum life of switchand crossing components.
With the improvements in reconditioning technology now oneround of reconditioning may last for more traffic. In the field, ithas been experienced that by multiple reconditioning the life ofcrossing can be increased by 100-200% as compared to thelife that can be achieved without any reconditioning. As perRailway Board letter no. Track/21/2007/0401/7/CMS Xing,number of reconditioning of CMS crossing have been limited to3 subject to its structural condition. Since the cost of points andcrossing article is very high and replacement is a cumbersomeprocess, we need to increase the life of points and crossingarticles by re-conditioning. Since chemical composition of builtup article (made out of rail by machining) and the CMS crossingis quite different, different methodology is to be followed for builtup as well as CMS crossing.Following are the differences in the properties of built up andCMS crossings.

97
a) Chemical composition:
Elements Medium Wear HighManganese resistant Manganese(Gr-710 or (Gr-880 or Cast72 UTS)* or 90 UTS) Manganese Steel
(Hadfield Steel)
C % 0.50-0.60 0.60-0.80 1.0-1.4
Mn % 0.95-1.25 0.80-1.30 11.0-14.0
Si % 0.05-0.30 0.10-0.50 $ 0.50-Max
S % 0.06-Max 0.05-Max $ 0.03-Max
P % 0.06-Max 0.05-Max $ 0.06-Max.
b) Mechanical properties:
Elements Medium Wear HighManganese resistant Manganese(Gr-710 or (Gr-880 or Cast72 UTS)* or 90 UTS) Manganese Steel
(Hadfield Steel)
UTS 72 Kg/ mm2 90 Kg/mm2 Not specifiedminimum minimum
Elongation 14% 10% Not specifiedminimum minimum
Hardness 220 BHN 260 BHN @229 BHN
* Now generally not used in manufacture of Points & Crossingsas per correction slip no.2 of April’94-IRS- Specification-T-29/74.
@ This is initial hardness value which increases to about 450BHN gradually with work hardening of the running surface underpassage of traffic.
$ Heat-treated/welded crossings will have same chemicalcomposition as that of 90 UTS rails. Their surface hardnesswill, however, be in the range of 330-340 BHN.

98
6.1 Selection of various point and crossing componentsfor reconditioning:
a) Condition of component: Component to be reconditionedshould be in good condition and certified by sectional PWI forsuitability for reconditioning and should normally not haveexceeded specified limit of wear. Points and crossingscontaining cracks on worn out portion having depth more than3 mm (as determined by gouging) beyond the condemning sizeshould not be selected for further reconditioning. Ultrasonictesting should also be carried out as specified. Point andcrossing having internal defects should not be reconditioned.
b) Wear limit: Wear on wing rail and nose of crossing shouldnot exceed 10mm. However, on Rajdhani/Shatabdi route as agood maintenance practice crossing and wing rail should beplanned for reconditioning before reaching wear limits givenbelow:
Built up crossing - 6mmCMS crossing - 8mm
6.2 Resurfacing technique: Single electrode technique as wellas flux cored continuous wire welding process are approvedtechniques for resurfacing. Normally single electrode techniqueis followed in field at most of the places.
6.2.1 Depot resurfacing: Point and Crossing components canbe reconditioned in depot. For depot reconditioning Points andCrossing components are required to be removed from the trackby replacing it with the good component. It is then transportedto the reconditioning depot, where better quality can beexpected as it is executed in controlled environment.
6.2.2 In-situ resurfacing: In this method, reconditioning of pointand crossing components are done in track itself after takingblock or by imposing caution order following the conventionalarc welding technique. Till recently in-situ reconditioning ofCMS crossing was not allowed, however, as per recentinstructions, in situ reconditioning of CMS crossing by‘Translamatic Robotic Welder” have been approved for regular

99
adoption vide RDSO letter dated 12/10/2010. CMS crossingreconditioned by this technology is likely to last for life of 80GMT.
6.3 Welding electrodes: Only H3 series of electrodes areapproved by RDSO for reconditioning of points and crossing.List of approved sources for supply of electrodes is issued byRDSO periodically. Current list of approved sources ofelectrodes may be obtained from website of RDSO. Differentelectrodes are expected to provide different traffic carryingcapacity. Following traffic carrying capacity have been stipulated-
a) H3 class to achieve minimum service life of 15GMT.
b) H3A class to achieve minimum service life of 25GMT.
c) H3B class to achieve minimum service life of 35GMT.
d) H3C class to achieve minimum service life of 50GMT.
6.4 List of equipments required for reconditioning
6.4.1 For crossing and switches fabricated from 72 UTSor 90 UTS rails: Equipment required for (flux shielded) metalarc welding are listed below:
i) A portable welding generator DC set or AC set with80 OCV or more
ii) Welding cables
iii) Electrode holder
iv) Ground clamp
v) Welding electrodes
vi) Pre-heating oven for electrodes
vii) Pre-heating arrangement for crossing body (torch)
viii) Gouging equipment
ix) Chipping hammer, wire brush etc.
x) Protective clothing including hand gloves, apron, shoes etc.
xi) Welding hand shield
xii) Magnaflux kit

100
xiii) Dye penetration testing kit
xiv) Tong testing
xv) Thermochalks
xvi) Grinders/Hand grinding Machine (preferably electricangle grinder or straight grinder)
xvii) Templates for finishing switches, crossings and SEJsafter resurfacing by welding
xviii) Hammer ballpeen ½ kg. weight
xix) Wire feeder in case of flux cored continuous wirewelding process
6.4.2 For CMS crossings :
i) All equipments mentioned above except pre-heatingarrangement for crossing body at SL No. (vii)
ii) A water tank made of either masonry or steel platewalls of suitable size which can accommodate acrossing
6.5 Process of reconditioning in depota) Surface preparation: The location to be reconditioned shallbe ground by pneumatic or electric grinder to remove adherentscales, deformed and work hardened metal and surface cracks.Any surface crack should be removed by grinding. After grindingthe location to be welded shall be tested by the magna flux ordye penetrant method to ensure freedom from cracks. In caseof CMS crossings, magnaflux method cannot be used.
b) Electrodes to be used and related precautions: OnlyRDSO approved H3 series of electrode shall be used. Thepacking of electrode should be absolutely intact and allelectrodes are consumed within 6 hours after opening of packing,otherwise the electrodes should be dried in the electrical overat 130-1700C for at-least 1 hour immediately before use. Careshould be taken to use shortest possible arc and minimumweaving. Current, polarity, angle of electrode and weldingtechnique as recommended by manufacturer of electrode should

101
be used. Only 4 mm electrode should be used. Electrodeshaving cracked and damaged flux covering shall be discarded.Electrode should be stored in a dry store room.
c) Welding sequence: In case of reconditioning of switch, stockrail should be reconditioned before tongue rail. Afterwards theworn out tongue rail shall be reconditioned in the closed positioni.e. resting against the stock rail. In case of broken toe, thetongue rail is to be built up initially and hammer forged in theopen position and thereafter tongue rail shall be closed withstock to obtain the final profile.In case of crossing, runs should be deposited in turn on theright wing rail, nose and left wing rail as shown in figure no.6.1.
Fig. 6.1 Welding sequence
d) Welding plant and accessory: All electrical appliances shouldbe earth properly. Tongue tester should be available with thewelding plant to check the actual output of welding current. Currentrange as recommended by manufacturer for particular brandselected for welding shall be used. In case of CMS crossing, DCgenerator with reversed polarity is preferred.
e) Preheating: Pre heating is required for reconditioning of tonguerail and for reconditioning nose and wing rails of built up crossingsonly. The component should be pre-heated by oxy-acetylene flameto a temperature between 250-3000C before welding. Thistemperature should be maintained throughout welding operation.In case of interruption, same temperature should be ensured

102
before restarting of welding. Temperature can be measuredby contact type pyrometer or tempil stick (thermo chalk). Noheat treatment is required after welding. In case of CMS crossingno pre heating is required.
f) Current condition: Current range as recommended bymanufacturer of particular brand of electrode selected for weldingshall be used. In case of CMS crossing, welding is carried outwith reversed polarity to minimize vibration or as recommendedby electrode manufacturer. Current at the lower side of rangerecommended by electrode manufacturer should be used toreduce the heat input in the base metal to reduce dilution ofbase metal which would otherwise cause embrittlement in theweld.
g) Welder: Only skilled welders who have been trained andcertified by competent authority in resurfacing of points andcrossing in arc welding can only be engaged. Welders shouldbe checked and certified by Chemist and Metallurgist of theRailway or by any other officer nominated by Chief Engineer ofconcerned railway in case of departmental welder and by RDSOin case of private welder or outside welder. RDSO can alsoauthorise training centres of welding electrode manufacturingfirm to train contractor’s welder. Competency certificate will bevalid for 5 years.
h) Welding operation: Welding should be done in flat positionfollowing the welding sequence as mentioned in fig. 6.1. Thearc shall be struck on the points/crossing and then the electrodesshall be progressively advanced by maintaining the arc usinguniform movement. Care shall be taken to fill the crater to thefull weld size before breaking the arc to avoid formation of cratercracks. During the re-start of the welding operation, the arcshall be struck ahead of the crater and then drawn back. Slagshall be removed thoroughly in between runs. Depending onthe depth of wear, the number of layers to be deposited shall beassessed and sufficient weld metal shall be deposited to providean excess of weld metal by about 3 mm which shall be finallyfinished by grinding. An interpass temperature of 2500C to 3000Cshall be maintained throughout during the welding of switch and

103
built up crossing. Slag inclusion shall be removed by suitablehardwire brush having 3 rows of bristles and suitably hardenedchipping hammer having pointed ends. After completion ofwelding, reclaimed area carefully checked for defects. Undercut,groove or any other defect shall be removed immediately byelectrode cutting followed by re-welding
Fig. 6.2 Reconditioning of CMS crossing
In case of CMS crossing welding cycle should be short i.e. notmore than 2 minutes at a time and on no occasion more thanone run shall be deposited. Sequence of welding as given in fig.6.1 should be followed in such a way that the temperature ofadjoining area remains below 1500C by means of compressedair jet or water quenching. Alternatively crossing may be keptsubmerged in water bath in such a way that only top 1cm remainsprojected above water (fig. 6.2). No heat treatment is requiredafter welding.

104
Normally during welding weaving should be reduced to bareminimum, how ever, in case of CMS crossing at a time a run of7-8cms length only shall be deposited by using weavingtechnology with the electrode kept at 450 angle to the directionof welding. The width of welding in case of CMS crossing shouldbe double of diameter of electrode.
i) Grinding: Reconditioned surface is finished properly bygrinding operation. Templates as per Appendix-XVI of “Manualfor reconditioning of medium Manganese (MM) steel points andcrossings, switch expansion joints and cast manganese steelcrossings” should be followed. A straight edge along with propertemplate should be used to check the profile after grinding.During grinding water should be sprinkled regularly and grindingwheel shall be moved back and forth over the area and not stopat one point to avoid high localised heating and cooling.
6.6 Special provisions for in-situ reconditioning of mediummanganese steel or 90 UTS points and crossingcomponenets:Normally similar steps are required to be taken for in-situreconditioning of medium manganese steel or 90 UTS pointsand crossing. Operations like surface preparation, preheating,welding, qualification of welders and sequence of welding issame. However trains can be passed at full speed over theweld metal on crossing even before completion of hard facingoperation. But the weld metal should be allowed to cool for 2-3minutes before allowing train to pass over it. After passage oftrain, welding can be restarted again.In case of welding of tongue/stock rail passage of train is notadvisable before actually finishing the grinding operation. Therehave been instances where train allowed to travel on unfinishedtongue rail got derailed because of obstruction created by thickmetal at ATS. So in case of in situ reconditioning of switch, stockrails should be reconditioned before allowing any train operation.Reconditioning of one tongue rail should be taken up at onceand it’s reconditioning should be finished while the train may bemoved on other tongue rail. Same process can be repeatedwhile reconditioning other tongue rail.

105
6.7 In situ reconditioning of CMS crossing by TranslamaticRobotic Welding Technology: For reconditioning of anycomponent of point and crossing in depot, replacement of thecomponent from track for reconditioning requires huge amountof manpower and traffic block. Transportation of switch andcrossing components is also difficult because of heavy weightand awkward shape. All these resources can be saved ifreconditioning of CMS crossing could be done in situ. Asmetallurgy of CMS crossing does not allow easy conduction ofheat, in situ reconditioning by regular method is not allowed. Itcan only be done by special process, in which generation ofheat is controlled. In case of overheating at any location microcracks may develop that may propagate under impact loadingleading to failure of CMS crossing. Now special method havebeen evolved which can be used for in situ reconditioning. Thismethod has been given name Translamatic Robotic Welding.Initially this procedure was adopted for trial, now it has beenapproved for regular adoption, and “model standard tenderconditions” have been circulated for adoption while calling fortender.
Fig. 6.3 Translamatic Robotic welding
Such equipment is provided with special robotic arrangementthrough which reconditioning of CMS crossing can be done fromsmall arcs and the temperature is controlled. In this methodspecial core fluxed filler wire electrodes of 1.6mm diameter areused. Welding current between 170-190Amps DC is used atthe voltage range of 26-28V and positive polarity is used. Nopre-heating is done and temperature before laying every bead

106
should not be more than 1000C. The hardness achievedimmediately after welding is of the order of 200-240 BHN andafter hammer hardening it is raised to range of 450-500 BHN.The in-situ reconditioning of CMS Crossing by TranslamaticRobotic Welder is either performed first time i.e. on originalCast Manganese Steel or already reconditioned crossing withthe same process. Normally a speed restriction of 20-30kmphis imposed while doing in-situ reconditioning for each CMScrossing by Translamatic Robotic Welder.
6.8 Steps of Translamatic Robotic Welding: Following stepsare followed for reconditioning by Translamatic Robotic Welding:
1. Grinding of the defective area by Profile, surface andangle grinder to obtain the base metal with properslope on both sides of defects.
2. Checking defect area by DPT.
3. Mapping the area to be welded in both nose & wingportion of the crossing.
4. Setting the Translamatic Robotic welding machine onthe crossing.
5. Set the electrode wire feed rate & traversing speed asconstant.
6. Select proper voltage on DC generator.
7. Start the sequential welding from left wing portion thento nose & then to right wing portion, and again comingback to left wing portion and so on ….
8. Monitor the temperature.
9. Set the stick out of welding gun on each bead.
10. The welding torch traverses as per the parameter setinto its memory depositing weld metal at the specifiedlocation.
During surface preparation, it is desirable to reach up to parent& sound layer. In surface preparation, the portion to be reclaimedshall be ground by hydraulic grinders to remove all work

107
hardened metal, cracks, adherent scale etc. It shall be ensuredthat before welding, all surface cracks have been removed, asany left over crack on the surface may extend due to contractionof the weld deposit during cooling and cause premature failureof the CMS crossing in service. The care shall be taken that nolocalized grinding shall be done to avoid the excess heatgeneration. After grinding, the locations to be welded shall betested by Dye Penetrating method to ensure freedom fromcracks.During resurfacing by Translamatic Robotic Welder theAustenitic Manganese Steel Crossing requires great care inreducing the heat input. Not more than one run shall bedeposited. The Translamatic Robotic Welder is programmedin such a manner to follow skip welding sequence or to welddifferent portion of the crossing by rotation. This rotation willalso help to ensure that the temperature of the adjoining areasremains below 100 degree centigrade before starting new run.After completion of welding, the reconditioned area shall befinished by grinding to obtain a smooth surface. The sharp edgesalong the flange-way shall be ground to proper radius and profilewith the help of templates, so as to match with the originalcontour of the rail. The grinding wheel shall be moved backand forth over the whole area and not stopped at one point soas to avoid high localized heating and cooling which may initiategrinding cracks. The ends of the welding at rail table shall bematched with the original top plain of the crossing with amaximum possible slope.
6.9 Testing and inspection of reconditioned points andcrossings: Resurfaced points and crossing after cooling andfinished shall be subjected to visual inspection, dimensionalmeasurement and freedom from surface defects such as undercut, weld inclusion, porosity, cracks etc. The points and crossingfound to be free from surface defect shall be subjected to magnaflux or dye penetration test to check for other surface crackswhich cannot be detected by visual examination. CMS crossingscannot be inspected by magna flux; it can only be checked bydye penetration test. The details of dye penetration test can beseen in Appendix-II of “Manual for reconditioning of mediumManganese (MM) steel points and crossings, switch expansion

108
joints and cast manganese steel crossings”.
Fig. 6.4 Dye penetration test
6.10 Rectification defect after testing: If any defects are foundby the test indicated above, the defective portion shall beremoved either by pneumatic gouging or grinding and theremaining portion shall be re-examined by dye penetration testbefore undertaking further repair. If the DPT test indicatepresence of any crack the portion shall be rewelded, ground,and again inspected to ensure freedom from defects.
6.11 Record of point and crossing: Before start of welding,the history of switch and crossing should be collected andrecorded on register. The record should show the station, pointnumber, up or down line, facing/trailing direction, traffic density,angle of crossing, UTS, date of various resurfacing carried outand the traffic carried after every reconditioning along withreading of wear on left wing rail, nose and right wing rail, brandand size of electrode used, quantity of electrode used, grindingtime and name of welder. Wear of reconditioned crossing isrequired to be measured every quarterly. Wear should bemeasured on 4 locations on wing rails, and 2 locations on V rail(nose) as given in the fig. 6.5.

109
Fig. 6.5 Location for recording wear of crossing
In case of tongue rail wear is to be measured at seven locationsstarting from one of the toe to the places at every 100mm towardsheel.
6.12 Do’s and Don’ts of welding process:
6.12.1 Do’s
a) Clean worn out area thoroughly to ensure freedomfrom dust, rust, grease or any foreign material.
b) Ensure freedom from cracks or any other defect byvisual inspection followed by magnetic particle or dye-penetrant test.
c) Use DC generator/rectifier with rating of 65-80 OCV(Open Circuit Voltage). It should preferably be withreversed polarity in case of CMS crossings.
d) The cables should be free from any damage.
e) The cables should not be too long to avoid currentloss.
f) The power source and job to be welded should beproperly earthed.
g) Use only RDSO approved electrode of H3 series. Viz.H3, H3A, H3B and H3C (as per the current list ofapproved sources by RDSO).
h) Use 4mm dia electrode.
i) Current to be as specified by manufacturer.
j) Use short arc length.

110
k) Employ short stringer beads.
l) Weld with job in flat position.
m) Adopt skip welding sequence in the order LWR, NOSE& RWR or vice-versa.
n) Preheat MMS or 90 UTS switch/crossing/SEJ to 250degree centigrade, but no preheating of CMS crossingto be done.
o) Maintain inter-pass temperature less than 150 degreecentigrade for CMS crossings and at about 250-300degree centigrade for MMS or 90 UTS crossings/switches/SEJs.
p) Welding cycle to be of not more than 2 minutes.
q) Maintain electrode angle at 45 degree with the directionof welding.
r) Deposit, run of short length i.e. 7 to 8 cm. at a time forCMS crossings.
s) Remove the slag completely before restart of welding.
t) Grinding for surface preparation/finishing to be doneavoiding localized heating.
u) Dry electrodes for about one hour in the over at atemperature of 130 to 170 degree celcius before use.
v) During the process of welding, entire CMS crossing tobe kept submerge in a water trough except for its headportion projecting out of water by 10mm to ensure thatits temperature does not increase (It is not applicableto MM Steel points and crossings).
6.12.2 Don’ts:
a) Welding of rusted, greased or cracked surface/location.
b) Test with magnetic particle tester in case of CMScrossing.
c) Welding with lower OCV than specified 65-80 OCV.

111
d) Use damaged cables for welding.
e) Use too long cable for welding.
f) Do welding without proper earthing.
g) Make use of electrode brands not having RDSOapproval.
h) Use higher diameter of electrode unless specified.
i) Use very high currents. (Higher current can be used incase of continuous wire welding process).
j) Use larger arc lengths.
k) Have higher non-stringer beads.
l) Do welding in vertical down position.
m) Do welding continuously
n) Pre-heat the CMS crossings
o) Have welding cycle of more than 2 minute for weldingCMS crossings
p) Have electrode angle more than or less than 45 degreewith the direction of welding.
q) Do welding without completely cleaning the slag.
r) Do welding on CMS crossings without quenchingfacilities.
s) Grind for longer period at the same location.
6.13 List of appendix: Following are the appendix of Manualfor Recoditioning of Medium Manganese (MM) steel points &crossings, switch expansion joints (SEJ’s) and Cast ManganeseSteel (CMS) Crossings:
APPENDIX 1. Magnetic particle testing
APPENDIX 2. Dye-penetrant testing
APPENDIX 3. Approved list of manufacturers ofconsumables used in DPT/ MPT
APPENDIX 4. Checklist for resurfacing of wornout MMS

112
switches, Built up crossings, SEJs and CMScrossings.
APPENDIX 5. Common faults in metal arc welding
APPENDIX 6. Do’s and Don’ts of welding process
APPENDIX 7. Code of procedure for ultrasonic testing ofworn out crossings prior to reconditioning bywelding using ultrasonic testing trolley/pocket rail tester.
APPENDIX 8. Technical specification for battery operatedPulse Echo Type Digital Pocket UltrasonicRail Tester (Tentative)
APPENDIX 9. List of approved suppliers of ultrasonic railtester
APPENDIX 10. Guidelines for use of portable DC electricwelding generator.
APPENDIX 11. Specification of portable DC electric weldinggenerator.
APPENDIX 12. Specification for self shielded flux cored arcwelding wire feeder and torch.
APPENDIX 13. Sources for procurement of weldingaccessories and non-destructible testingequipments
APPENDIX 14. Wear limits for crossings
APPENDIX 15/1. Proforma for recording details regardingreconditioning of built-up/CMS crossings.
APPENDIX 15/2. Proforma for recording details regardingreconditioning of switches.
APPENDIX 15/3. Proforma for recording detail regardingreconditioning of SEJ
APPENDIX 15/4. Sketch showing templates for finishing CMSXing after reconditioning by welding
APPENDIX 16. Sketch showing templates for finishingfabricated crossing after reconditioning by

113
welding.
APPENDIX 20. Sketch showing templates for finishingtongue rails after reconditioning by welding
APPENDIX 21. Sketch showing templates for finishingswitch expansion joint after reconditioningby welding.
� � �

114
CHAPTER 7
LAYING OF FAN SHAPED LAYOUT ON THECURVE
7.0 Fanshaped turnout: The original designs of point andcrossing were issued by RDSO vide drawing numbers RDSO/T-4865 (1 in 8.5, 52/60kg), RDSO/T-4218 (1 in 12, 60kg) andRDSO/T–4732 (1 in 12, 52kg). In these drawings, inter-sleeperspacing have been given for all the sleepers. The inter sleeperspacing have been calculated with presumption that main lineis a straight track. Sleepers have been placed in 3 differentpatterns in 3 different areas of turnout-
Type Switch Area Lead Area Crossing Areaof Sleepers Sleepers laid Sleepers laidlayout under along the perpendicular
switch laid direction of to C.L.perpendicular bisector of crossingto main line
1 in 12 1 to 20 21 to 65 66 to 83
1 in 8.5 1 to 13 14 to 42 43 to 54
It may be noted that the switch, lead and crossing areas asdefined above may not match with the usual definition of switch,lead and crossing. On comparison of orientation of sleeper inswitch and crossing area, it is seen that it is similar to IRS layouts.But sleeper orientation is different in the lead area. In case offan shaped turnouts, sleepers in lead area are oriented alongthe direction of bisector to the perpendiculars drawn to mainline and turnout side (Fig. 7.1). In order to achieve this kind oforientation necessary differential spacing on outer and inner sidehave been indicated in the drawing. Spacing between sleepershas been kept more on outer side and less on inner side. As the

115
sleepers in the lead area are oriented in radial direction, theselayouts are called “Fan Shaped Layout”.
Fig. 7.1 Laying of sleepers in Fan shaped Turnout
Spacing of sleepers in lead area has been calculated based onthe above quoted principle with main line as straight track. But,when the turnout is laid on curved track, spacing as given in thedrawings (suitable for straight main line) are not suitable. Onecan recall that while laying plain track sleepers on curve, thesleepers are to be laid perpendicular to the rail. The spacing ofthe sleeper on inner rail is required to be reduced to lay sleepersperpendicular to the rail. But, no such guidelines have beenissued by RDSO for laying of sleepers of fan shaped turnout on

116
curved track. The spacing of the sleepers for laying fan shapedlayout on curved main line needs certain modification for thesimilar reasons. So, because of the cumulative effect of theincorrect spacing sleepers near and after heel of crossingbecome more and more angular to the rail seat, and it becomesimpossible to provide liners in the crossing portion. It is thetendency of field staff to shift the sleepers in such a way thatliners are somehow fixed. But In such cases many problemsare encountered which leads to deterioration of the track.Following are the problems felt while laying the fan shaped layouton the curve: -
a) The distance between insert and the rail does notremain uniform as the rail does not remain parallel tothe insert. In this situation, it may not be possible toinsert liner especially near the crossing. Since most ofthe turnouts fall in the track circuited zone, we need toprovide GFN liners. Because of the undue stressescoming while pushing the liner at such locations, GFNliners may break. Such breakage of liners may lead toshort circuiting in the track circuits if sleeper’sinsulation is not enough.
Fig. 7.2
b) Because of non uniform gap between the rail and

117
insert, it is not possible to maintain correct gauge onthe turnouts.
c) Sometimes because of inadequate space, liners cannotbe inserted on one side, at the same time it may leadto excessive gap on the other side. In case of veryhigh gap, toe load is affected and it is found to bemuch lesser than the desirable. This reduction in toeload is particularly important while packing turnout withthe help of UNIMAT-2S machine. Even in case ofUNIMAT-3S machine, where 3rd rail lifting is notutilized this loss of toe load will result into moredeflection of ERCs when the rail is lifted. Thus thesleeper will not become parallel to the rail top. Hencethe cross level defect will remain after packing. In caseof excessive gap between rail and insert, toe load isapplied by ERC on GFN liner on the unsupported area,which may cause breakage of GFN liners.
d) It is simply not possible to insert liners on the crossingportion because of less space; hence the holding ofCMS crossing is improper which affects gauge andalignment badly. At many places thin seat of CMScrossing where ERC is supposed to be fixed, does notcome over sleeper, so ERC may not be fixed.
e) At few place because of factors described above, railfoot may rub against insert. It has been observed atfew places that rail have made a groove in the insertsbecause of continuous rubbing against it.
A big percentage of turnouts have been laid on the curve onIndian Railways because of yard on curved alignment and itmay not be possible to shift such turnout on straight. So layingof PSC layout on curve is unavoidable. Therefore, there is aneed to improve laying of turnouts on the curve to avoid abovequoted problems. It has been observed such problems are morepronounced in case of turnout laid on curve sharper than 10.Hence there is a need to modify the laying of turnouts on sharpercurve to suit as per the curvature in the track. The requiredadjustment can be achieved by modifying spacing of thesleepers. Such modifications are different for similar flexure/

118
contra flexure turnouts, for different angle of turnout and fordifferent degree of curves on which it has been laid. Themodifications have been explained in following paragraphs.
7.1 Pattern of laying sleepers: As sleepers on the turnout arelaid in 3 different patterns in 3 different areas of a turnout,modification in the pattern have to be different in all the 3 areas.
a) In the switch area which extends from sleeper No. 1 to20 in 1 in 12 turnouts and from sleeper no. 1 to 13 in 1in 8.5 turnouts, sleepers are laid perpendicular to themain line. Switches are provided with the holes in thefactory itself for fastening it with slide chairs. Re-drillingof holes is not possible, hence while laying switch incurved main line it is not possible to modify spacing ofsleepers in this area.
Fig. 7.3 Turn out laid on straight
b) In the lead portion, which extends from sleeper no. 21to 65 on 1 in 12 turnouts and from sleeper no. 14 to 42on 1 in 8.5 turnouts, sleepers are laid along thedirection of bisector of perpendiculars drawn to themain line and to the turnout side. Hence in this area,the direction of sleeper will be perpendicular to thebisector of the angle made by tangents drawn to mainline and turnout side (Fig. 7.3). It is seen that thesleeper axis makes an angle of (90-θn/
2) from the
straight track (or the tangent drawn at SRJ).
However, while laying the same turnout on the curve, the tangentdrawn to the main line is also changing direction along with thelocation. Suppose the tangent drawn to the main line of turnout

119
at the location of sleeper makes an angle of θm with the tangentdrawn to the SRJ (fig. 7.4),
Fig. 7.4 Turnout laid on curve
in order to maintain sleeper perpendicular to the bisector of theangle made by tangents drawn to main line and turnout side,the sleepers will also be required to be further rotated by anangle equal to the θm (fig. 7.4) since it makes an angle of (90-θn/
2-θm) with the tangent drawn to SRJ. This additional rotation
will reflect into change in the spacing of all the sleepers on thelead portion. Such changes will depend on the type of turnout,degree of main line curve and whether the turnout is similarflexure or contrary flexure.
The sleeper spacing can be increased or decreased on boththe rails of main line track as compared to the spacing given inthe standard drawing of RDSO. Since ERC can be fixed onCMS crossing at certain pre-decided locations it is better thatthe spacing is not changed on the rail of mainline on whichcrossing is likely to come i.e. the side on which train negotiatestongue rail while going towards main line. Hence the spacing ofsleeper 21 to 65 is changed on the side on which crossing is notcoming.
As we have seen earlier that change in spacing is also requiredbetween sleeper No. 1 to 20 by the same principle but sinceholes in the stock rails are received drilled from the factoryspacing on the switch area cannot be changed but the total

120
difference of spacing accrued between sleeper No. 1 to 20 isrequired to be adjusted between sleeper No. 20-21 on 1 in 12turnout and between sleeper no. 13-14 in 1 in 8.5 turnout.
c) In the crossing area sleepers are laid perpendicular tothe bisector to the crossing legs. Same principle isapplied while laying the turnout on the curve. Hencethe sleepers are also required to be oriented along thedirection perpendicular to the bisector of the crossing.
7.2 Table for spacing of sleepers while laying on curve: Inthis regard, RDSO have circulated tables for spacing of sleeperswhile laying it on the curve. For laying of 1 in 12 fan shapedturnout on the curved track as similar flexure, a table wascirculated by RDSO vide their letter no. CT/PTX dated. 17.8.07.For laying of 1 in 12 turnouts on curve as contrary flexure atable was circulated vide letter no. CT/PTX dated 7.10.05. Thetables are given for ready reference as Annexure 5 and 6respectively. On the similar analogy a table has been made for1 in 8.5 turnouts laid on contrary flexure. This is also given forready reference as Annexure 7, although this annexure is notissued by RDSO. Hence before its use necessary consultationmay be made with concerned authorities.In these annexure spacing of sleepers have not been changed
Fig. 7.5

121
on side A for any curvature of main line track, but the spacinghave been changed on other side i.e. side B. It is pointed outthat fig. 7.5 may be referred for using the annexure 5, 6 and 7.In this sketch the side to be considered as A or B has beenexplained.
7.3 Pre-curvature of tongue/stock rail: It is a known fact thatthe curved switch manufactured for LH turnout can not be usedfor RH turnout. This is because of difference in the pattern ofmachining of both the tongue rails. In every curved switch,gauge face of pair of tongue rail and stock rail leading to turnoutside is made curved. Back of the curved tongue rail is machinedstraight up to JOH, as this is supposed to bear against straightstock rail. Curved stock rail and tongue rail are supposed tohave certain predefined pre-curvature. Such pre-curvature issupposed to be given by manufacturer before dispatch. Whilelaying fan shaped turnout on straight track, only stock rail andtongue rail for turnout side is required to be checked for pre-curvature (by checking mid and quarter ordinate). This willensure proper curvature and proper seating of tongue rail. Ifthis is not done properly this will reflect in to versine and gaugereadings in the switch. Versines at mid and quarter point to beensured are given in the relevant drawings. However theseversine values are only true when turnout is laid on straightmain line. In case of laying of fan shaped turnouts on curvedtrack both the stock and tongue rails become curved and thepre-curvature requirements change according to the degree ofcurve and whether it is similar flexure or contrary flexure. Asthe stock rails are connected to sleeper with the help of bolts, itfollow the curved path but tongue rails are not fastened tosleeper before heel, hence tongue rails will not bear againststock rail in horizontal plane after few sleepers from ATS.

122
Fig 7.6 For contrary flexure Fig 7.6 For similar flexure
So to ensure proper bearing of both the tongue rails properpre-curvature is required. As discussed earlier, pre-curvaturerequirements change according to the degree of main line curveand flexure of turnout (similar or contrary). Hence separatetables have been prepared for 1 in 12 similar flexure, contraryflexure and 1 in 8.5 contrary flexure turnouts (Tables 7.1, 7.2and 7.3). It is also pointed out that it may not be possible tomeasure positive versine of one of the tongue rail of similarflexure (i.e. tongue rail for turnout side); hence themeasurements of mid and quarter point should be done asexplained in fig.7.6 and fig.7.7. These sketches should alwaysbe referred while using the tables to avoid confusion.

123
Table 7.1 Pre-Curvature For 1:12, Similar Flexure Turnout
Degree of A B C D E F G HMain line
Curve
0 0 0 0 0 40 30 43 32
1 10 7 11 3 50 37 54 40
2 20 15 22 6 60 45 64 48
3 30 22 33 8 70 52 75 56
4 40 30 44 11 80 60 86 64
Table 7.2 Pre-Curvature For 1:12, Contrary Flexure
Degree of A B C D E F G HMain line
Curve
0 0 0 0 0 40 30 43 32
1 10 7 11 8 30 22 32 24
2 20 15 22 16 20 15 21 15
3 30 22 33 25 10 7 10 7
4 40 30 44 33 0 0 0 0
Table 7.3 Pre-Curvature For 1:8.5, Contrary Flexure
Degree of A B C D E F G HMain line
Curve
0 0 0 0 0 69 52 31 23
1 9 7 4 3 61 44 27 20
2 18 14 8 6 51 38 23 17
3 27 21 12 9 42 32 19 14
4 36 27 17 12 33 24 15 10

124
Note:1)The issue of giving bend was discussed in TSC’s 73rd meetingduring Feb.2002 vide item No. 980(6) and it was discussed thatnecessary bending of rails is to be done carefully avoiding anysudden application of force. Same care may be taken whilecorrecting pre-curvature.
ii) Table 7.1, 7.2 and 7.3 have been made by author (notcirculated by RDSO). Hence before its use, necessaryconsultation with concerned authority should be done.
7.4 Provision of small check rail near ATS: In case of similarflexure turnout, tongue rail leading to turnout side wears outvery fast. This happens because of persistent angle of attackon tongue rail by wheel. This may require replacement/reconditioning of tongue rail at very high frequency. Similarphenomenon may be observed on contrary flexure turnouts fortongue rail leading towards main line. In order to deal with suchproblem a small check rail can be provided on inner rail near/before ATS. Experience have shown that wear of tongue rail ofsimilar flexure turnout get reduced after installation of such checkrail. RDSO have issue drawing vide their Drg. No. RDSO/T-6076 (for 60kg rail).This drawings can be used on 1 in 8.5 aswell as 1 in 12 turnouts. Length of check rail is 2300mm for 1 in12 as well as for 1 in 8.5. It is to be fixed on sleeper no. 2AS,1AS, 1 and 2. Gap between ATS and end of check rail hasbeen kept 250mm for 1 in 12 and 300mm for 1 in 8.5 turnouts.A schematic diagram of such check rails have been shown infig. 7.8.
Almost similar instructions with relevant drawings were issuedby South East Railway vide CE circular no. 186, dated 16-8-1999 (Drawing No. 23877 and 23889 for PSC sleepers) and inWestern Railway by CTE letter dated 31-3-2005 (Drawing no.CE (W) 335/T and CE (W) 337/T) for PSC sleepers.
Feedbacks from field engineers indicate that use of such checkrails is helpful in reducing wear of tongue. So use of small checkrail on turnouts laid on curve is strongly recommended.

125
Fig. 7.8(a) Details of small check rail for similar flexureRDSO drawing no. T-6076

126
TURNOUT A B C D E X Y
1 IN 12 356 600 550 457 337 250 150
1 IN 8.5 118 600 600 600 382 300 268
Note :
1. This arrangement can be adopted upto 20 Main LineCurve laid in similar flexure.
2. Holes for dowels for fixing C.I. bracket may be drilled infour PSC Sleeper No.
3. All dimensions are in mm
It may also be noted that the location of holes to be drilled in therail to be used as check rail have been given as per sleeperspacing as per old drawing. Now since it has been modified byalteration no.5, and it is uniform 600mm, the holes location mayhave to be changed while maintaining the same “X” distance.This type of modification is yet to be issued by RDSO, hencethis may be done after consultation with the concerned officials.
� � �

127
CHAPTER 8
IMPORTANT PROVISIONS FOR LAYINGTURNOUT ON CURVE AND SPEED
POTENTIAL
8.0 Introduction: The design of turnout has been made forlaying it on straight main line, but because of peculiarities ofvarious yards turnouts are required to be laid on curve. Thisbrings in various issues regarding safety and speed potential oftrains running over it. Many provisions have been stipulated inIRPWM and SOD in this regard. These issues have been dealtin this chapter.
8.1 Lead curve radius for turnouts laid on passengerrunning lines: Turnouts on the passenger running lines shallnot be normally laid sharper than 1 in 12 for straight switches.However, 1 in 8.5 turnouts with curved switch may be laid inexceptional circumstances where due to limitation of space it isnot possible to provide 1 in 12 turnouts as per IRPWM para410(2). This practically means that to the extent possible 1 in12 turnouts only should be laid on passenger running lines.However, by the same provision of IRPWM, 1 in 8.5 turnout canbe used where the turnout is taken off from outside of a curvekeeping the lead curve radius within the following limits(minimum radius of lead curve):
BG – 350M
MG – 220M
NG – 165M
This particular stipulation of IRPWM (Para 410(2)) has causedmany controversies in the field. While designing the layoutswith the contrary flexure, speed potential of even 1 in 8.5 turnoutsgo up because of the increased lead curve radius and reducedactual angle of attack by wheel on account of contrary flexure.However, in order to reduce effective switch entry angle, bendsare required to be given to both the stock rails at the theoretical

128
toe of switch so that the switch entry angle is distributed equallyover the 2 different sides of a turnout. However, the same clauseof P. Way Manual stipulates minimum radius to be kept morethan 350M for the lead curve. In order to explain it’s implicationseffective radius have been calculated for 1 in 8.5 turnout laid ascontrary flexure on different radius of main line curve:
Radius of main Effective radius of leadline curve in metres curve for 1 in 8.5 turnout laid as
contrary flexure in metres
1750 (10 curve) 267
875 (20 curve) 315
688 (2.540 curve) 350
580 (30 curve) 387
From the above table it can be concluded that for passengerrunning lines 1 in 8.5 turnouts can not be laid as contraryflexure when main line curve is having radius more than 688m(or degree less than 2.540). This makes this particular clausevery controversial and difficult to follow in most of the yards.However, this is not an issue while laying it on goods line. Onsuch locations sharpest lead curve radius permitted is 218m(as per SOD para17, schedule-I, chapter 2). In one or morerailways the same clause i.e. IRPWM (Para 410(2)) is beingextended to 1 in 12 turnout laid as similar flexure on passengerlines and thus the minimum lead curve radius is being restrictedto 350m, this is very restrictive interpretation of the same clause,most probably not originally intended by IRPWM.
8.2 Turn in curve radius for turnouts laid on passengerrunning lines: Radius of turn in curve can be decided at thetime of designing of yard. In case of 1 in 12, 1 in 16 or 1 in 20turnout, designing the turn in curve with radius same as that oflead curve will take care of full speed potential of the turnout.However if the radius of turn in curve is required to be reducedfor space considerations the radius of turn in curve should notbe sharper than minimum radius stipulated for lead curve i.e.for BG minimum radius should be more than 350m, for MG it

129
should be more than 220m and NG it should be more than 165m.The same rule is applicable for 1 in 8.5 too; hence for 1 in 8.5first attempt should be to provide turn in curve radius of atleast350m. Where it is practically not possible to achieve such radiuson account of existing track centre for turnouts taking offon the curve the radius of turn in curve may be reduced upto 220m for BG and 120m for MG subject to following conditions:
(a) Such turn in curves should be provided either on PSCor steel trough sleepers only, with sleeper spacingsame as for the main line.
(b) Full ballast profile should be provided as for track onmain line.
8.3 Emergency crossover: Emergency crossovers betweendouble or multiple lines which are laid only in the trailing directionmay be laid with 1 in 8.5 crossings. In the case of 1 in 8.5 turn-outs with straight switches laid on passenger running lines, thespeed shall be restricted to 10kmph. However, on 1 in 8.5turnouts on non passenger running lines, speed of 15kmph maybe permitted.
8.4 Speed over curved main line at turnouts:
8.4.1 Similar flexure: In case of similar flexure, the maximumcant that can be provided on main line is the sum of equilibriumcant for turnout ride and permissible cant excess. This limitationon the provision of cant is the reason for imposition of speedrestriction on main line where turnouts is laid on curve as similarflexure.
Suppose a 1 in 12 turnout is laid as similar flexure on a curveof 20 (radius 875m), resultant radius of lead curve can becalculated as under-
I/Rresultant = 1/Rmain+ 1/Rturnout
Where Rmain= 875m and Rturnout= 441m
So by the above quoted formula, Rresultant = 293m
Cequi. = Gv2/127Rresultant

130
= 1750*152/127*293(Here speed on loop is presumed as 15kmph)
= 10.58mm say 10mm
So the maximum super elevation which can be provided onmain line is 10+75=85mm.So the speed potential for main line,
V = (127*R*(Ca+Cd)/1750)½
= (127*875*(85+75)/1750)½
= 100.79kmph, say 100kmph
The same calculations can be repeated while keeping speed oftrain on loop as 30kmph.
Cequi. = G*V2/127 Rresultant
= 1750*302/127*293(speed on loop is taken as 30kmph)
= 42.32mm say 40mm
So the maximum super elevation which can be provided onmain line is 40+75=115mm.So the speed potential for main line,
Fig. 8.1 Similar flexure turnout
V = (127*R*(Ca + Cd)/1750)½
= (127*875*(115+75)/1750)½
= 109.84kmph, say 110kmph
So it can be seen that by raising speed of loop line in case of

131
similar flexure, speed of main line can also be increased.However a different view will be seen when turn in curve isdiscussed in article 8.7.2 specially when turnout is followed byturn in curve of opposite flexure keeping in view maintainability.
8.4.2 Contrary flexure: In case of contrary flexure the maximumcant which can be provided on main line can be calculated bycalculating the maximum negative cant which can be providedfor the turnout side keeping in view the permissible cantdeficiency. Hence the equilibrium cant for turnout side iscalculated first. The cant which is provided on the turnout iscalculated by deducting calculated equilibrium cant for turnoutside from maximum cant deficiency permitted.
Fig 8.2 Contrary Flexure Turnout
Suppose a 1 in 12 turnout is laid as contrary flexure on a curveof 20 (radius 875m), resultant radius of lead curve can becalculated as under:
I/Rresultant = 1/Rmain- 1/Rturnout,
where Rmain = 875m and Rturnout, = 441m
So by the above quoted formula, Rresultant = (-) 889.11m
Here –ve sign indicates that the curvature is in opposite direction.
Cequi. = G*V2/127 Rresultant
=1750*152/127*889.11(The speed on loop is taken as 15kmph)
= 3.487mm say 3mm

132
So the maximum super elevation which can be provided onmain line is 3-75= (-) 72mmHere -ve sign indicates that super elevation is in oppositedirection.Speed potential for main line,
V = (127*R*(Ca+Cd)/1750)½
= (127*875*(72+75)/1750)½
= 96.61kmph, say 95kmph
Let us do the same calculations while keeping speed oftrain on loop as 30kmph.
Cequi. = G*V2/127 Rresultant
=1750 x 302/127 x 889.11
(speed on loop is taken as 30kmph)
= 13.95mm say 13mm
So the maximum super elevation which can be provided onmain line is 13-75= (-) 62mmHere -ve sign indicates about super elevation in oppositedirection.So the speed potential for main line,
V = (127*R*(Ca+Cd)/1750)½
= (127*875*(62+75)/1750)½
= 93.27kmph, say 90kmph.
So, it can be seen that by raising speed on loop line, speed onmain line will be reduced. This particular observation is oppositeto the turnout laid as similar flexure.
8.4.3 Calculation of cant for crossover: In case of crossoveris laid on the curve, cant for both roads are governed by innerroad (IRPWM Para 415). Turnout on the inner road is laid ascontrary flexure whereas it is laid as similar flexure for the outerroad. In such cases permissible speed and allowable cant forthe inner road should be calculated and the same cant should

133
be allowed on the outer road. The outer track should be raisedso that both the tracks are in the same inclined plane so as toavoid change in the cross level on the crossover track.Locations where laying of both the track on one plane is notpossible, both main line and the turn out should be laid withoutcant and the suitable speed restriction imposed.
8.5 Raising of speed on turnouts: Normally the speed of trainover turnout and cross over shall not exceed 15kmph unlessotherwise approved by special instructions (In terms of GR 4.10).Speed in excess of 15kmph may be permitted on turnout sidefor 1 in 8.5, 1 in 12 and flatter turnouts provided with curvedswitches under approved special instructions in terms of GR4.10 while taking care of provisions of para 410 (4) of IRPWM.Following are the important provisions of Para 410(4) regardingup-gradation of speeds on turnouts and loops to 30kmph:
a) Length of section – Up-gradation of speeds onturnout should cover a number of contiguous stationsat a time so as to derive a perceptible advantage of thehigher speed in train operation.
b) Turnouts – Speed, in excess of 15kmph should bepermitted on turnouts laid with ST or PRC sleepersonly (not on wooden sleepers). All turnouts on therunning loops shall be laid with curved switches, withminimum rail section being 52 kg. All rail joints onthese turnouts should also be welded to the extentpossible.
For different type of curved switches, speed permitted is as under(as per IRPWM para 410(4)): -
SN Type of turnout (BG) Permissible speed
1. 1 in 8.5 curved switch 15kmph
2. 1 in 8.5 symmetrical split 30kmphwith curved switches
3. 1 in 12 curved switch 30kmph

134
c) Track on running loops – Speed in excess of15kmph, should not be permitted on running loops laidwith wooden sleepers. The minimum track structureon the running loops should be 90R rails laid as ShortWelded Panels, M+4 density on PRC, ST, CST-9sleepers and 150 mm ballast cushion. Out of 150 mmtotal cushion, clean cushion of 75mm at least shouldbe available. Proper drainage of the area should alsobe ensured.
d) Turn in curves – Speed in excess of 15kmph, shouldnot be permitted on turn in curves laid with woodensleepers. Turn in curves should be laid with the samerail section as that of turn out with PRC, ST or CST 9sleepers with sleeper spacing being 65 cm centre tocentre (maximum).
Turn in curve should conform to Para 410(2) ofIRPWM and especially so in respect of curvature of thelead curve. Extra shoulder ballast of 150 mm should beprovided on outside of the turn in curve. The frequencyof inspection of turn in curves should be same as thatfor main line turnouts.
e) The following should be ensured, if CST 9 sleepers areused in running loops or turn in curves:-
i) There is no crack or fracture at rail seat in twoconsecutive sleepers
ii) There is no excessive wear of lug and rail seat
iii) All the fittings, keys, cotters and tie bars are fittedproperly. Rail is held firmly with sleepers.
iv) Tie bars should not be broken or damaged by fallingbrake gear, wagon parts etc. and they should not haveexcessive corrosion or elongated holes. The corrosionof tie bars inside the CST 9 plate should be especiallychecked as this result in their removal and adjustmentbecoming difficult.
The following should be ensured, if ST sleepers are used inturnouts, turn in curves or running loops:-

135
i) There is no crack or fracture at rail seat in twoconsecutive sleepers
ii) There is no excessive wear of lug. MLJ and railseat
iii) All the fittings are effective and rail is held withsleepers properly
iv) The sleepers and fittings do not have excessivecorrosion, elongated holes etc.
f) While intending to raise the speed over any section,speed potential of each and every turnout including turnin curve should be checked. For the turnouts taking offon the inside of curve the permissible speed should bedetermined for the resultant radius of lead curve. Thisissue has been dealt in details in para 8.7.
8.6 Raising of speed beyond 30kmph on loop line (Rly BdLr No. 2000/CE-II/TK19 dt. 24.1.07): Following are the speedpotential of various turnouts available on the Indian Railways: -
Description Speed\(kmph)
1 in 8.5 T/O with Straight Switch 10
1 in 8.5 T/O with curved switch 25
1 in 12 T/O with straight switch 15
1 in 12 T/O on PSC sleepers (SEA 0020’00”) 50
1 in 12 T/O with thick web switch on PSC sleeper 50
1 in 16 improved T/O with curved switch. 65
1 in 20 improved T/O with curved switch 85
1 in 8.5 symmetrical split T/O with curved switch 40
1 in 12 symmetrical split T/O with curved switch 70
1 in 16 symmetrical split T/O with curved switch 75
It can be seen from the above table that for broad gauge, manyturnouts of modern design with speed potential much higher

136
than 30kmph are available. 1 in 8.5 curved switch turnouts withsymmetrical split on PSC sleepers provide speed potential of40kmph, whereas 1 in 12 turnouts with curved switch on PSCsleeper of speed potential 50kmph is available. On most of theloops on Indian Railways, 1 in 12 turnouts are available on thepassenger negotiating line except at sand hump point where 1in 8.5 symmetrical split turnouts are available. Hence with thisarrangement permissible speed of 40kmph is possible on loopline without any major changes if a train has to go through theloop. It will require replacement of all the turnouts which are tobe negotiated by curved switch on PSC sleepers. However, incase 1 in 8.5 symmetrical split on the loop line sand hump isreplaced by 1 in 12 turnouts, speed potential can be raised to50kmph. Normally speed potential of turnout mostly dependsupon switch entry angle and radius of lead curve, howeverkeeping in view non availability of wooden sleepers formaintenance, speed on turnout with wooden sleepers is notallowed to be raised beyond 15kmph and on steel trough sleeperit is limited to 30kmph.
In order to raise speed over loop line, high speed turnouts arerequired to be provided on reasonably long section in acontinuous stretch. Turn in curves on running loops on whichhigh speed is permitted are required to be strengthened suitably.Arrangement for detection on facing points including points forsiding should be available even on loop line.
While intending to raise speed beyond 30kmph on loop, issueof time available with the driver to apply brake after observingthe aspect of loop starter becomes very important specially forthe loaded goods train. In a yard constructed on curve, if mainline is already occupied by a train, driver of the train passingthrough loop line may find very less visibility distance availablefor application of brake, after the driver finds that the signal atthe starter on loop is red. This issue becomes very importantfor a speed more than 30kmph. Hence for this reason, whileraising speed beyond 30kmph on loop lines, the signalingarrangements are required to be modified in such a way thatdriver while passing home signal is aware whether he is to run

137
Fig 8.3 Four aspect Home and Single Distant Signals
through loop line or he has to stop on the starter. Modifiedsignaling arrangements are shown in figure 8.3 and 8.4. Inorder to improve the visibility and to eliminate the possibility oflamp getting fuse LED signal are required to be provided.
Along with these special provisions, all other measures forstrengthening of track structure on loop line as required forraising speed to 30kmph is also required to be followed(paragraph 8.5). It is further reminded that before speed is raised,rechecking of speed potential of turn in curve (paragraph 8.7)
Fig 8.4 Four aspect Home and Double Distant signals
Y

138
as well as speed permissible on lead curve in view of cant onmain line and reduced lead curve radius (article 8.4) should bechecked.
8.7 Speed over turn in curve: In most of the cases turn incurve starts immediately after crossing for connection of mainline with loop line. In case of concrete sleepers, turn in curvestarts from centre of last long sleeper except in cases wherefurther straight have been provided after long sleepers. Variousissues related to speed potential of turn in curve have beendealt in the following paragraphs.
8.7.1 Turn in curves where main line is straight and loopline is parallel to main line: While designing turn in curve in ayard, criteria for selection of its radius has been discussed inarticle 8.2 above. In case of straight main line, turn in curve willhave reverse flexure as compared to lead curve. Even thesharpest possible radius of 220m for turn in curve will also beable to provide a speed potential of 36kmph. On Indian railwaytill date emphasis is to raise speed up to 30kmph on loop, so insuch cases turn in curve doesn’t pose any special problem. Incase speed is to be raised beyond 30kmph such a turn in curvewill create bottleneck, so having milder turn in curve to the extentpossible is always preferable in view of above as well asmaintainability point of view.
Fig 8.5 Turn in curve
8.7.2 Turn in curves where main line is curved and loopline is inside: In such cases, turn in curve may have curvaturein the same or opposite direction of the lead curve dependingup on curvature of main line. In case of sharper curve on main

139
line, turn in curve will be having curvature in the same direction,where as in case of mild curve (which are more likely in case ofpassenger running line), it may be in opposite direction. Thesame fact can be seen from table 3.7. In case turn in curve ishaving flexure opposite to the lead curve it poses maximumproblems (Fig. 8.6).
Fig. 8.6 Turn in curve after similar flexure
Because in this case, immediately after passing last long sleepervehicle will run on negative super elevation, which will limitmaximum possible speed on turn in curve.
Let us calculate speed potential for one such turn in curve.Suppose main line is curve is of 1.50, required super elevationon main line will be,
Ca + Cd = GV2/127 Rmain
= 1750x1202/127x1167
= 170mm
So, the super elevation on main line required is 95mm. Howeveras per IRPWM para 414(2) in cases where a similar flexureturnout is followed by a curve of reverse curve, superelevation on turnout should be limited to 65mm. It may lead toimposition of speed restriction on main line. By layout calculationradius of turn in will be calculated as 1626m for track centre of4725mm.

140
Speed restriction on main line (for super elevatim of 65mm)
= (127 Rmain (Ca + Cd) / G)½
= (127 x 1167 x (65 + 75)/1750)½
= 108.88kmph (say 105kmph)
However when the turnout is laid on super elevation of 65mm,turn in curve starts with a negative super elevation of 65mm.So the speed allowable on turn in curve
= (127 x Rturnin x (Ca + Cd) / 1750)½
= (127 x 1626 x (-65 + 75) / 1750)½
= 34.36kmph (say 30kmph),
so the speed which can be allowed on turnout side will be limitedto 30kmph.
However, scenario changes when the turnout is laid on mildercurve say 1.250 (radius1400m). By layout calculations, the radiusof turn in curve comes out to 1110m in opposite direction. Insuch condition for main line,
Ca + Cd = GV2/127 Rmain
= 1750 x 1202/127x1400
= 141.73mm
So the maximum super elevation for main line will be kept as65mm, which will act as negative super elevation for turn incurve. Speed potential for turn in curve will be,
= (127 x Rturnin x (Ca + Cd) / 1750)½
= (127 x 1110 x (-65 + 75)/1750)½
= 28.38kmph (say 25kmph)

141
So in this way, one can understand that the speed potential ofturn in curve may reduce the speed potential of turnout / layout.Hence, while increasing speed of train to 30kmph or more,speed potential of each and every turnout and everycomponent of layout should be individually calculated.Speed on turnout can not be raised merely by changingturnout to curved switches.
8.7.2 Turn in curves where main line is curved and loopline is outside: In cases where main and loop line both are oncurve and loop is on outside, turn in curve will have same flexureas that of main line. Hence no such special problems areencountered. In such cases the turn-out curve shall have thesame cant as the main line curve.
8.8 Derailing switches: Derailing switches are provided on looplines to isolate it from main line, so that if a vehicle standing onloop line escapes from loop and rolls down it will not infringe themain line, where train operation at full speed is going on. Itconsists of two stock rails and one tongue rail. It may also benoted that as per RDSO T/5856, RDSO T/6068 derailing switchis a part of turn in curve (fig.8.5). One of the stock rail and theonly tongue rail is provided a pre-curvature of radius 232.260m.At most of the places turn in curve is provided with a radius of441m, whereas radius of tongue rail of derailing switch is 232m.So there is a need to provide derailing switch as symmetricalsplit if these designs are to be used. By providing it assymmetrical split, radius of tongue rail of derailing switch willalmost match with turn in curve radius (Fig.8.7). RDSO havealso issued drawings for laying derailing switch as symmetricalsplit. Drawing number RDSO/T-8077 have been issued for 60kg,6400mm over-riding curved derailing RH switch on BG onPSC sleepers. Similarly a drawing RDSO/T-8153 have beenissued for 52kg, 6400mm over-riding curved derailing RH switchon BG on PSC sleepers. However if some other radius of turnin curve is selected, radius of derailing switch may be modifiedaccordingly. A bend is also required at TTS, the angle for whichis to be decided depending on required radius of tongue rail.

142
Fig. 8.7 Derailing switch
Recently 2 new drawings for derailing switch has been issuedby RDSO-
1) RDSO/T-7008, in which tongue rail as well as onestock rail is straight (fig. 8.8) and the other stock railhave been given radius of 232m. Such derailingswitches can be laid on straight after end of turn incurve. This design has an advantage that turn in curveis less disturbed, but length of loop line gets reducedby this design. Hence these cannot be used at all theplaces. The basic sketch of this design is shown infig.8.8.
2) RDSO/T-8089, in which tongue rail is made curved anda normal 60kg tongue rail of 1:12 curved switch of10125mm switch length have been used. In thisderailing switch tongue rail will be a part of turn incurve and radius will be of the order of 441m. So it willsuit more to the turn in curve radius.
Hence selection of design of derailing switch to be used willdepend on whether enough space for accommodation ofderailing switch on straight is available or not. If sufficient spaceis not available derailing switch of RDSO/T-8089, RDSO/T-5856or RDSO/T-6068 should be utilized.

143
Fig. 8.8 Derailing switch as per RDSO/T-7078
8.9 Provisions related to diamond crossing on curves (Para 416of IRPWM): As the diamond crossings are straight it should notbe provided in the curves. However, on the locations wheresuch diamond crossing cannot be avoided or a location wheresuch diamonds already exist in the track approach curve of thesediamonds should be laid without cant for a distance of at-least20m on either side of diamond crossing. Beyond this 20m cantshould be uniformly run out and the suitable speed restrictiontaking into consideration the curvature, cant deficiency and lackof transition should be imposed but speed beyond 65kmph inBG, 50kmph in MG and 40kmph on NG cannot be relaxed.In case of diamond crossing located on straight track no speedrestriction are required to be imposed on main line side. Incase of diamond crossing on straight track is located in theapproach of a curve straight length of minimum 50 m betweencurve and heel of acute crossing of diamond is necessary forpermitting unrestricted speed over diamond.
� � �

144
Annexure - 1
DETAILS OF FITTINGS FOR 1 IN 12, 60KG, FAN SHAPED TURNOUT ON PSC SLEEPERS TO RDSODRG.NO. T-4218
Drg.No. Qty. Drg.No. Qty. RT- Drg.No. Qty.
37
06
1 2 3 4 5 6 7 8 9 10 11 12 13 14
60-S RT-4786 2750 RT-4614 2 M.S.Plate 1 4 4 4 4 MS.Plate RT-3902 is to beRT-3902 used for S&T gear if required
4A RT-4790 2750 RT-4614 2 4 43A RT-4789 2750 RT-4614 2 4 42AS RT-4788 2750 RT-4614 2 M.S.Plate 1 6 6 4 4 M.S.Flat Tie bar RT-4711 to
RT-3902 be fixed on either side ofsleeper No.2AS to No. 3along track.
Slee
per N
o.
Slee
per D
rg.N
o
Slee
per
leng
th(m
m)
G.R.P.
Special BearingPlate/slide ChairsGauge Tie Plate
etc.
Plat
e sc
rew
RT-3
912
S/C
oil S
prin
gW
ashe
r T-1
0773
G.F
.N. L
iner
Bolts & Nutswith singlecoil springwasher T-
10773
Elas
tic R
ail c
lipRT
-370
1
Other misc. fittings withtheir location and remarks

145
1AS RT-4787 2750 RT-4614 2 M.S.Plate 1 6 6 4 4 RT-3902
1 RT-4512 2750 RT-4614 2 2 2 4 4 G.R.Pad RT-3907 and M.S.Plate RT-3901 are for S&Tgears if required.
2 RT-4512 2750 RT-4614 2 2 2 4 43 RT-4514 3750 RT-4610 2 Gauge Tie 1Set 14 14 1 T-11504 2 Gauge tie plate includes bolts
RT-3907 2 Plate RT- (HH) & nuts T-11690=3 nos.5204 & 25x90 insulating bush RT-1292=3,RT-5204/2 1No. mm RT-1291=1
4 RT-4515 3750 RT-4610 2 Slide Chair 2 12 12 1 T-11504 2 Leading stretcher bars RT-RT-3907 2 RT-4596 (HH) 3649/50 set to be fixed at
M.S.Plate 1 25x90 465mm from actual toe ofRT-3901 mm switch between sleepers 3-4
5 RT-4516 2750 RT-4610 2 Slide Chair 2 8 8 2 -do- 2RT-4596
6 RT-4517 2750 RT-4610 2 Slide Chair 2 8 8 -do- 2 1st following stretcher bar RT-RT-4596 3651/52=1 set at 1400mm
from actual toe of switchbetween sleepers 5-6.
7 RT-4518 2750 RT-4610 2 Slide Chair 2 8 8 -do- 2

146
RT-45968 RT-4519 2750 RT-4610 2 Slide Chair 2 8 8 -do- 2
RT-45969 RT-4520 2750 RT-4610 2 Slide Chair 2 8 8 Stretcher bar RT-3653/54=1
RT-4596 set at 3100mm from actualtoe of switch betweensleepers 8-9.
10 RT-4521 2750 RT-4610 2 Slide Chair 2 8 8 -do- 2RT-4596
11 RT-4522 2750 RT-4610 2 Slide Chair 2 8 8 -do- 2RT-4596
12 RT-4523 2750 RT-4610 2 Slide Chair 2 8 8 -do- 2RT-4596
13 RT-4524 2750 RT-4610 2 Slide Chair 2 8 8 -do- 2RT-4596
14 RT-4525 2750 RT-4610 2 Slide Chair 2 8 8 T-11508RT-4596 130x25 2
mm15 RT-4526 2750 RT-4610 2 Slide Chair 2 8 8 T-11508 Slide block RT-4347=1
RT-4596 130x25 2 (Right) & RT-4350=1 (Left)mm
16 RT-4527 2750 RT-4610 2 Slide Chair 2 8 8 T-11508 2 Slide block RT-4348=1

147
RT-4596 1 30x25 (Right) & RT-4351=1 (Left)mm
17 RT-4528 2760 RT-4610 2 Slide Chair 2 8 8 -do- 2 Slide block RT-4349=1RT-4596 (Right) & RT-4352=1 (Left)
18 RT-4529 2770 RT-4610 2 Slide Chair 2 8 8 -do- 2 Slide block RT-4353=1RT-4596 (Right) & RT-4356=1 (Left)
19 RT-4530 2790 RT-4610 2 Slide Chair 2 8 8 T-11504 2 Slide block RT-4354=1RT-4596 25x90 (Right) & RT-4357=1 (Left)
mm20 RT-4531 2800 RT-4610 2 Slide Chair 2 8 8 T-11504 2 Slide block RT-4355=1
RT-4596 25x90 (Right) & RT-4358=1 (Left)mm
21 RT-4532 2820 RT-4611 2 Special 2 8 8 2 2 C.I. Heel block RT-2611=2Bearing (R) nos. at 10125 from actual toeplate &L of switch with bolts Nuts T-RT-4597 11522=2 nos. each with
spherical washer attachedwith the switches.
22 RT-4533 2830 RT-4612 2 RT-4598(R) 1 1 8 8 4 4RT-4604(L)
23 RT-4534 2850 RT-4612 2 RT-4599(R) 1 1 8 8 4 4RT-4605(L) 1

148
24 RT-4535 2870 RT-4612 2 RT-4600(R) 1 8 8 4 4 C.I. distance block RT-RT-4606(L) 1 2612=2nos. at 11325mm
from ATS with bolts nuts T11526 and sphericalwasher=2 nos. each
25 RT-4536 2890 RT-4613 2 RT-4601(R) 1 8 8 4 4RT-4607(L) 1
26 RT-4537 2900 RT-4613 2 RT-4602(R) 1 8 8 4 4 C.I. distance block RT-RT-4608(L) 1 4359=2nos. at 13030mm
from ATS with bolts nuts T11531 and sphericalwasher=2 nos. each
27 RT-4538 2920 RT-4613 2 RT-4603(R) 1 8 8 4 4 C.I. distance block RT-RT-4609(L) 1 4360=2nos. at 13580mm
from ATS with bolts nuts T11533 and sphericalwasher=2 nos. each
28 RT-4539 2940 RT-4614 4 6 629 RT-4540 2960 RT-4614 4 8 830 RT-4541 2990 RT-4614 4 8 831 RT-4542 3010 RT-4614 4 8 832 RT-4543 3030 RT-4614 4 8 8

149
33 RT-4544 3050 RT-4614 4 8 834 RT-4545 3080 RT-4614 4 8 835 RT-4546 3100 RT-4614 4 8 836 RT-4547 3130 RT-4614 4 8 837 RT-4548 3160 RT-4614 4 8 838 RT-4549 3180 RT-4614 4 8 839 RT-4550 3210 RT-4614 4 8 840 RT-4551 3240 RT-4614 4 8 841 RT-4552 3270 RT-4614 4 8 842 RT-4553 3300 RT-4614 4 8 843 RT-4554 3330 RT-4614 4 8 844 RT-4555 3360 RT-4614 4 8 845 RT-4556 3390 RT-4614 4 8 846 RT-4557 3420 RT-4614 4 8 847 RT-4558 3460 RT-4614 4 8 848 RT-4559 3490 RT-4614 4 8 849 RT-4560 3520 RT-4614 4 8 850 RT-4561 3560 RT-4614 4 8 851 RT-4562 3600 RT-4614 4 8 852 RT-4563 3630 RT-4614 4 8 853 RT-4564 3670 RT-4614 4 8 854 RT-4565 3710 RT-4614 4 8 8

150
55 RT-4566 3750 RT-4614 4 8 856 RT-4567 3790 RT-4614 4 8 857 RT-4568 3830 RT-4614 4 8 858 RT-4569 3870 RT-4614 4 8 859 RT-4570 3910 RT-4614 4 8 860 RT-4571 3950 RT-4614 4 8 861 RT-4572 3990 RT-4614 4 8 862 RT-4573 4040 RT-4614 4 8 863 RT-4574 4080 RT-4614 4 8 864 RT-4575 4120 RT-4614 4 6 665 RT-4576 4170 RT-4614 2 6 6 T-11529 1 C.I. distance block RT-4121
RT-4615 2 T-11530 1 for CMS crossing with boltsT-11532 1 and nuts T-11531=1 no. T-T-11533 1 11532 =1no. and T-11533= 1
no. Tapered washer RT-3930=8 nos. Fish plates RT-1898=2 nos. On sleepers No.6566 at Toe of crossing.
66 RT-4577 4220 RT-4615 1 6 6 8 no. check rail block RT-RT-6204 2 2592 with 8 bolts T-11514 and
16 packing pieces T-026(M)67 RT-4578 4260 RT-4615 2 6 6

151
RT-6205 168 RT-4579 4310 RT-4615 1 6 6
RT-6206 269 RT-4580 4350 RT-4615 2 6 6
RT-6207 170 RT-4581 4400 RT-4615 2 6 6
RT-6208 171 RT-4582 4440 RT-4615 2 6 6
RT-6209 172 RT-4583 4490 RT-4615 2 6 6
RT-6210 173 RT-4584 4540 RT-4614 2 6 6 C.I. distance block RT-2716
RT-6211 1 =1 no. with 6 bolts and nuts,one each of T-11531, T11529, T-11528, T-11527, T11525 and T-11524 with 2sets of taper T-3930 washerson all bolts between sleepers73-74.
74 RT-4585 4580 RT-4614 4 6 675 RT-4586 4630 RT-4614 4 7 776 RT-4587 4680 RT-4614 4 7 7

152
77 RT-4588 4720 RT-4614 4 8 878 RT-4589 4770 RT-4614 4 8 879 RT-4590 4810 RT-4614 4 8 880 RT-4591 4580 RT-4614 4 8 881 RT-4592 4800 RT-4614 4 8 882 RT-4593 4900 RT-4614 4 8 883 ¬RT-4594 4900 RT-4614 4 8 8IE ¬RT-5471 2550 RT-4614 2 4 4 Four exit sleeper nos. IE, 2E,
3E & 4E will be used on bothside i.e. four sleepers on mainline side and four sleepers onturnouts side.
2E RT-5472 2550 RT-4614 2 4 43E RT-5473 2550 RT-4614 2 4 44E RT-5474 2550 RT-4614 2 4 4

153
Other special & miscellaneous items for fan shaped turnout1 Over riding switch L & R complete sets RT-4219 & RT-4325/1 details: Switch length = 10125mm,
length of Tongue rail = 12356 mm, stock rail length = 13000mm switch angle 0o20’0” Hd = 175mm.
2 CMS crossing 1 in 12, 60 kg. drg. No. RT-4220 length=4350mm, angle 4 o 45’49”.
3 Check rails 60 kg., drg. No.RT-4018=2 nos., length = 4330 mm, check blocks T-2592 = 8 nos. with bolts and nuts T-11514& packing pieces T-026 (M).
4 Total no. of Fish plate required = 12 of T-1898 and 4 of T-5916
5 Overall length of turnout = 39975mm, rails required (1) 22052mm (2) 22100mm (3) 26884mm, (4) 26975mm one each inlead position.
Notes1 Same set of sleepers from 1 to 83 and approach sleepers can be used in RH and LH turnouts by mutual interchanging of
sleeper spacing on outer and inner rails.
2 Sleeper No. 1 to 20 are perpendicular to main line, 21 to 64 are laid Fan Shaped i.e. their spacing are different at RH & LHgauge faces of straight track, sleeper no. 65 to 83 are laid perpendicular to center line of crossing, spacing are measuredat gauge faces of L & R rail of main line track.
3 Single coil spring washer T-10773 shall be used with all 25mm dia bolts.
4 Three bolts are provided at either end of fish plated joint of CMS crossings
5 Metal liner RT-3738 will be used in place of GFN RT-3706 in Non track circuited areas.
6. Every PSC sleeper has got RE engraved at right end and should be laid irrespective of LH/RH Turnout.

154
Annexure - 2
DETAILS OF FITTINGS FOR 1 IN 12, 52KG, FANSHAPED TURNOUT ON PSC SLEEPERS TO RDSODRG.NO. T-4732
Plat
e sc
rew
RT-
3912
S/C
oil S
prin
g W
ashe
rT-
1077
3
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
60-S RT-4786 2750 RT-4614 2 M.S. 1 4 4 2 2 4 M.S. Plate RT-3902 is to bePlate used for S&T gear if requiredRT-3902
4A RT-4790 2750 RT-4614 2 2 2 43A RT-4789 2750 RT-4614 2 2 2 42AS RT-4788 2750 RT-4614 2 M.S. 1 6 6 2 2 4 M.S. flat Tie bar RT-4711 to
Plate be fixed on either sideRT-3902 of sleeper No.2AS to
No..3 along track
RT-3
707
RT-3
708
RT-3
702
Slee
per N
o.
Slee
per D
rg.N
o.
Slee
per
Leng
th (m
m)
G.R.S.P.
Drg.No. Q
ty
Special BearingPlate/slide ChairsGauge Tie Plate
etc.
Drg.No. Qty
RT-3
702
G.F.N.Liner
Bolts & Nutswith S/Coil
springwasher RT-
10773
Drg.No. Qty
Other misc. fittings withtheir location and remarks

155
1AS RT-4787 2750 RT-4614 2 M.S. 1 6 6 2 2 4PlateRT-3902
1 RT-4512 2750 RT-4614 2 2 2 2 2 4 G.R. pad RT3907 and M.S,Plate RT-3901 are for S&Tgears if required
2 RT-4512 2750 RT-4614 2 2 2 2 2 43 RT-4514 3750 RT-4614 2 (1) Gauge tie 1 14 14 1 T- 2 Gauge tie plate includes bolts
plate RT-4749 Set 11504 and nuts RT-11690=3 nos.and RT-4749/1 (HH) insulating bush RT-1292 =3,or RT-5203 & 1No. 25x90 RT-1291 =1RT-5203/1 mm(2) MS PlateRT-3901
4 RT-4515 3750 RT-4614 2 M.S.Plate 1 2 12 12 1 -do- 2 Leading stretcher barsRT-3901 RT-4764 =1 set to be fixed atSlide Chair 465mm from ATS betweenRT-4735 sleeper 3-4
5 RT-4516 2750 RT-4610 2 Slide Chair 2 8 8 2 -do- 2 1st following stretcher barRT-4735 RT-4766/67 = 1 set at
1400mm from ATS betweensleepers 5-6

156
6 RT-4517 2750 RT-4610 2 Slide Chair 2 8 8 -do- 2RT-4735
7 RT-4518 2750 RT-4610 2 RT-4735 2 8 8 -do- 28 RT-4519 2750 RT-4610 2 RT-4735 2 8 8 -do- 2 IInd flowing stretcher bar RT
4768/69 =1 set at 3100mmfrom ATS between sleeper8-9
9 RT-4520 2750 RT-4610 2 RT-4735 2 8 8 -do- 210 RT-4521 2750 RT-4610 2 RT-4735 2 8 8 -do- 211 RT-4522 2750 RT-4610 2 RT-4735 2 8 8 -do- 212 RT-4523 2750 RT-4610 2 RT-4735 2 8 8 T-11504 2
(HH)25x90mm
13 RT-4524 2750 RT-4610 2 RT-4735 2 8 8 -do- 2 IIIrd following stretcher barRT-4770/71 =1 set at5330mm from ATS betweensleepers 13-14
14 RT-4525 2750 RT-4610 2 RT-4735 2 8 8 T- 211508130x25mm

157
15 RT-4526 2750 RT-4610 2 RT-4735 2 8 8 -do- 2 Slide block RT-4750 to RT4759 =10nos. at sleeperno.14 to 18 with bolts andnuts RT-11508
16 RT-4527 2750 RT-4610 2 RT-4735 2 8 8 -do- 2 -do-17 RT-4528 2760 RT-4610 2 RT-4735 2 8 8 -do- 2 -do-18 RT-4529 2770 RT-4610 2 RT-4735 2 8 8 -do- 2 -do-19 RT-4530 2790 RT-4610 2 RT-4735 2 8 8 T- 2
11504(FH)25x90MM
20 RT-4531 2800 RT-4610 2 RT-4735 2 8 8 -do- 221 RT-4532 2820 RT-4722 2 RT-4736 2
(R 8 8 2 2 C.I.Heel block RT-4760 = 2& nos. at 10125mm from ATSL) with bolts Nuts T-11522 & T
11523 = 1 nos. Each withevery block betweensleepers 21-22
22 RT-4533 2830 RT-4722 2 RT-4737(R) 1 8 8 4 4RT-4743(L) 1 8 8

158
23 RT-4534 2850 RT-4722 2 RT-4738(R) 1 8 8 4 4RT-4744(L) 1 8 8
24 RT-4535 2870 RT-4722 2 RT-4739(R) 1 8 8 4 4RT-4745(L) 1 8 8 C.I. distance block RT-4761
=2 nos. at 11325 mm fromATS with bolts nuts T-11525and spherical washer =2 nos.each
25 RT-4536 2890 RT-4722 2 RT-4740(R) 1 8 8 4 4RT-4746(L) 1 8 8
26 RT-4537 2900 RT-4722 2 RT-4741(R) 1 8 8 4 4 C.I. distance block RT-4762RT-4747(L) 1 8 8 =2 nos. at 13030 mm from
ATS with bolts nuts T-11531and spherical washer=2 nos.each
27 RT-4538 2920 RT-4722 2 RT-4742(R) 1 8 8 4 4 C.I. distance block RT-4763RT-4748(L) 1 8 8 =2 nos. at 13580 mm from
ATS with bolts nuts T-11533and spherical washer =2 nos.each
28 RT-4539 2940 RT-4614 4 4 4 829 RT-4540 2960 RT-4614 4 4 4 8

159
30 RT-4541 2990 RT-4614 4 4 4 831 RT-4542 3010 RT-4614 4 4 4 832 RT-4543 3030 RT-4614 4 4 4 833 RT-4544 3050 RT-4614 4 4 4 834 RT-4545 3080 RT-4614 4 4 4 835 RT-4546 3100 RT-4614 4 4 4 836 RT-4547 3130 RT-4614 4 4 4 837 RT-4548 3160 RT-4614 4 4 4 838 RT-4549 3180 RT-4614 4 4 4 839 RT-4550 3210 RT-4614 4 4 4 840 RT-4551 3240 RT-4614 4 4 4 841 RT-4552 3270 RT-4614 4 4 4 842 RT-4553 3300 RT-4614 4 4 4 843 RT-4554 3330 RT-4614 4 4 4 844 RT-4555 3360 RT-4614 4 4 4 845 RT-4556 3390 RT-4614 4 4 4 846 RT-4557 3420 RT-4614 4 4 4 847 RT-4558 3460 RT-4614 4 4 4 848 RT-4559 3490 RT-4614 4 4 4 849 RT-4560 3520 RT-4614 4 4 4 850 RT-4561 3560 RT-4614 4 4 4 851 RT-4562 3600 RT-4614 4 4 4 8

160
52 RT-4563 3630 RT-4614 4 4 4 853 RT-4564 3670 RT-4614 4 4 4 854 RT-4565 3710 RT-4614 4 4 4 855 RT-4566 3750 RT-4614 4 4 4 856 RT-4567 3790 RT-4614 4 4 4 857 RT-4568 3830 RT-4614 4 4 4 858 RT-4569 3870 RT-4614 4 4 4 859 RT-4570 3910 RT-4614 4 4 4 860 RT-4571 3950 RT-4614 4 4 4 861 RT-4572 3990 RT-4614 4 4 4 862 RT-4573 4040 RT-4614 4 4 4 863 RT-4574 4080 RT-4614 4 4 4 864 RT-4575 4120 RT-4614 4 3 4 765 RT-4576 4170 RT-4614 2 6 6 T-11529 1 C.I. distance block RT-4121
RT-4615 2 T-11530 1 for CMS crossing with boltsT-11532 1 and nuts, T-11530 =1 no.,T-11533 1 T-11532 =1 no. and T-11533
=1 no., Tapered washer RT3930=8 nos. Fish plates RT1898 =2 nos. on sleepers No.65-66 at Toe of crossing.

161
66 RT-4577 4220 RT-4615 2 2 4 6 8 no. check rail block RT-RT-4620 1 4774 with 8 bolts T-11513
and 16 packing pieces T026(M)
67 RT-4578 4260 RT-4615 2 2 4 6RT-4619 1
68 RT-4579 4310 RT-4615 2 2 4 6RT-4618 1
69 RT-4580 4350 RT-4615 2 2 4 6RT-4617 1
70 RT-4581 4400 RT-4616 2 2 4 6RT-4618 1
71 RT-4582 4440 RT-4615 2 2 4 6RT-4621 1
72 RT-4583 4490 RT-4615 2 2 4 6RT-4622 1
73 RT-4584 4540 RT-4614 2 2 2 2 6 C.I. distance block RT-4776RT-4616 1 =1 no. with 6 bolts and nuts,
one each of T-11531, T11530, T-11528, T-11527, T11525 and T-11524 with 2sets of taper washers T-3930

162
and 2 fishplates T-5915 onall bolts between sleepers72-74.
74 RT-4585 4580 RT-4614 4 4 2 675 RT-4586 4630 RT-4614 4 4 3 776 RT-4587 4680 RT-4614 4 4 3 777 RT-4588 4720 RT-4614 4 4 4 8 78 RT-4589 4770 RT-4614 4 4 4 879 RT-4590 4810 RT-4614 4 4 4 880 RT-4591 4850 RT-4614 4 4 4 881 RT-4592 4800 RT-4614 4 4 4 882 RT-4593 4900 RT-4614 4 4 4 883 RT-4594 4900 RT-4614 4 4 4 81E RT-5471 2550 RT-4614 2 2 2 42E RT-5472 2550 RT-4614 2 2 2 43E RT-5473 2550 RT-4614 2 2 2 44E RT-5474 2550 RT-4614 2 2 2 4

163
Other special & miscellaneous items for fan shaped turnout
1 Over riding switch L&R complete sets RT-4219 & RT-4733 details: Switch length = 10125mm, length of Tongue rail= 12356 mm, stock rail length = 13000mm switch angle 0o20’0” Hd = 175mm, radius R=441360mm, G=1673mm,Throw of switch=115mm.
2 CMS crossing 1 in 12, 52 kg. drg. no. RT-4734, length=4350mm, angle 4o 45’49”.
3 Check rails 52 kg., drg. No.RT-4773 = 2 nos. length = 4330mm, check blocks RT-4774 = 8 nos. with Bolts and nutsT-11513 & packing pieces T-026 (M).
4 Total No. of Fish plate required = 12 of T-090(M) and 4 of RT-5915
5 Overall length of turnout = 39975mm, rails required (1) 22502mm (2) 22100mm (3) 26884mm, (4) 26975mm oneeach in lead position.

164
Notes
1 Same set of sleepers from 1 to 83 and approach sleepers can be used in RH and LH turnouts by mutual interchangingof sleeper spacing on outer and inner rails.
2 Sleeper No. 1 to 20 are perpendicular to main line, 21 to 64 are laid Fan Shaped i.e. their spacing are different at RH& LH gauge faces of straight track, sleeper no.65 to 83 are laid perpendicular to center line of crossing, spacing aremeasured at gauge faces of L&R rail of main line track.
3 Single coil spring washer T-10772 shall be used with all 25mm dia bolts and all plate screws T-3912.
4 Three bolts are provided at either end of fish plated joint of CMS crossings.
5 Metal liner RT-3738, RT-3741 and RT-3742 will be used in place of GFN liner RT-3702, RT-3707 and RT-3708respectively in non-track circuited areas.
6. Every PSC sleeper has got RE engraved at right end and should be laid irrespective of LH/RH Turnout.

165
G.F
.N. L
iner
ANNEXURE 3
DETAILS OF FITTINGS FOR 1 IN 8.5, 60KG, FANSHAPED TURNOUT ON PSC SLEEPERS TO RDSODRG.NO. T-4865
Elas
tic R
ail C
lip T
-370
1
1 2 3 4 5 6 7 8 9 10 11 12 13 14
60-S RT-4786 2750 RT-4614 2 M.S. Plate 1 6 6 4 4 M.S. Plate RT-3902 is to be usedRT-3902 for S&T gear if required.
4A RT-4790 2750 RT-4614 2 M.S. Plate 1 2 2 4 4RT-3902
3A RT-4789 2750 RT-4614 2 M.S. Plate 1 2 2 4 4RT-3902
2AS RT-4788 2750 RT-4614 2 M.S. Plate 1 6 6 4 4RT-3902
Plat
e sc
rew
RT-
3912
S/C
oil S
prin
g W
ashe
rT-
1077
3
Slee
per N
o.
Slee
per D
rg.N
o.
Slee
per
Leng
th (m
m) G.R.S.P.
Drg.No. Q
ty
Special BearingPlate/slide ChairsGauge Tie Plate
etc.
Drg. No. Qty
RT-3
706
Bolts & Nutswith S/Coil
spring washerRT-10773
Drg.No. Qty
Other misc. fittings withtheir location and remarks

166
1AS RT-4787 2750 RT-4614 2 M.S. Plate 1 6 6 4 4RT-3902
1 RT-4791 2750 RT-4614 2 2 2 4 4 Two M.S. flat tie bar RT-4711 willbe fixed on sleeper No.2AS to No.3(along track)
2 RT-4791 2750 RT-4614 2 2 2 4 4 23 RT-4793 3750 RT-4614 2 Gauge tie 2 14 14 1 T-11504 Leading stretcher bars RT-4681/
plate RT- set 25x90 82=1 set to be fixed at 465mm from5360 & (HH) ATS between sleepers 3-4.T-5360/2(extended)
4 RT-4794 3750 RT-4977 2 Slide ChairRT-3907 RT-4988
M.S. Plate 12 12 1 T-11504RT-3901 25x90
(HH) 25 RT-4795 2750 RT-4977 2 Slide Chair 2 8 8 2 -do- 2 1st following stretcher bar RT
RT-4988 4983/84=1 set at 1520mm fromATS between sleepers 5-6
6 RT-4796 2750 RT-4977 2 Slide Chair 2 8 8 -do- 2RT-4988
7 RT-4797 2750 RT-4977 2 Slide Chair 2 8 8 -do- 2 IInd following stretcher bar RT

167
RT-4988 4985/86=1 set at 2920mm fromATS between sleepers 7-8
8 RT-4798 2750 RT-4977 2 Slide Chair 2 8 8 T-11504 2RT-4988 (FH)
25x909 RT-4799 2750 RT-4977 2 Slide Chair 2 8 8 -do- 2 U-stops T-10456 and T-10531 with
RT-4988 2 bolts T-11627 will be providedwith each tongue rail at 1185mmand 2372mm respectively fromheel of switch towards actual toeof switch.
10 RT-4800 2750 RT-4977 2 Slide Chair 2 8 8 -do- 2RT-4988
11 RT-4801 2770 RT-4977 2 Slide Chair 2 8 8 -do- 2RT-4988
12 RT-4802 2790 RT-4977 2 Slide Chair 2 8 8 -do- 2RT-4988
13 RT-4803 2820 RT-4977 2 Slide Chair 2 8 8 -do- 2 C.I. heel block RT-4978 with BoltRT-4988 nuts T-11522 & T-11523 on each,
at 6400 mm from ATS

168
14 RT-4804 2840 RT-4876 2 Spl. Bearing 2 8 8 4 4 C.I. distance block RT-4949 withRT-4722 RT-4971 bolt nuts T-11526 (25x310) at
(Right) 700mm from heel between sleeperRT-4974 14-15(Left)
15 RT-4805 2870 RT-4876 2 Spl. BearingRT-4722 RT-4972 2 8 8 4 4
(Right)RT-4975(Left)
16 RT-4806 2900 RT-4876 2 Spl. Bearing 2 8 8 4 4 C.I. distance block RT-4980 withRT-4722 RT-4973 bolt nuts T-11531 (25x360) at
(Right) 1830mm from heel betweenRT-4976 sleepers 16-17(Left)
17 RT-4807 2930 RT-4614 2 6 618 RT-4808 2960 RT-4614 2 8 819 RT-4809 2990 RT-4614 2 8 820 RT-4810 3020 RT-4614 2 8 821 RT-4811 3060 RT-4614 2 8 822 RT-4812 3100 RT-4614 2 8 823 RT-4813 3130 RT-4614 2 8 8

169
24 RT-4814 3180 RT-4614 2 8 825 RT-4815 3220 RT-4614 2 8 826 RT-4816 3260 RT-4614 2 8 827 RT-4817 3310 RT-4614 2 8 828 RT-4818 3330 RT-4614 2 8 829 RT-4819 3400 RT-4614 2 8 830 RT-4820 3450 RT-4614 2 8 831 RT-4821 3500 RT-4614 2 8 832 RT-4822 3550 RT-4614 2 8 833 RT-4823 3610 RT-4614 2 8 834 RT-4824 3660 RT-4614 2 8 835 RT-4825 3720 RT-4614 2 8 836 RT-4826 3780 RT-4614 2 8 837 RT-4827 840 RT-4614 2 8 838 RT-4828 3900 RT-4614 2 8 839 RT-4829 3970 RT-4614 2 8 840 RT-4830 4030 RT-4614 2 8 841 RT-4831 4100 RT-6800/1 1 7 7
RT-4615 242 RT-4832 4170 RT-6800 2 6 6 C.I. distance block RT-4987 with 6
RT-4615 2 bolts nuts (T-11526, T-11528, T11530, T-11532, T-11534 and T

170
11536) each with 2 taper washer(RT-5847=12) at toe of crossing onsleeper 41-43.
43 RT-4833 4230 RT-4615 2 6 6RT-6198 1
44 RT-4834 4290 RT-4615 2 6 6RT-6199 1
45 RT-4835 4350 RT-4615 2 6 6RT-6200 1
46 RT-4836 4430 RT-4615 2 6 647 RT-4837 4490 RT-4615 2 6 6 T-11529 1
RT-6202 1 T-11530 1T-11532 1T-11533 1
48 RT-4838 4550 RT-4615 2 6 6 C.I. distance block RT-4988 with 6RT-6203 1 bolts nuts (T-11525, T-11527, T-
11529, T-11531, T-11533 and T11535) each with 2 taper washer(RT-5847=12) at heel of crossingon sleeper 48-50.
49 RT-4839 4620 RT-4614 1 6 6RT_6801 2

171
50 RT-4840 4690 RT-4614 1 7 7RT-6801/1 1
51 RT-4841 4750 RT-4614 4 8 852 RT-4842 4830 RT-4614 4 8 853 RT-4843 4880 RT-4614 4 8 854 RT-4844 4900 RT-4614 4 8 8E-1 RT-5471 2550 RT-4614 2 4 4 For exit sleepers nos. E-1, E-2, E
3, E-4 will be used on both sidesi.e. four on main line side and fouron turnout side.
E-2 RT-5472 2550 RT-4614 2 4 4E-3 RT-5473 2550 RT-4614 2 4 4E-4 RT-5474 2550 RT-4614 2 4 4

172
OTHER SPECIAL & MISC. ITEMS FOR FAN SHAPED TURNOUT:
1 Over riding switch L&R complete sets RT-4966 details: Switch length = 6400mm, length of Tongue rail = 11900 mm,stock rail length = 12800mm switch angle 0’46’59” Hd. = 182.5mm, radius R=232260mm, G=1673mm, Throw ofswitch=115mm.
2 CMS crossing 1 in 8.5, 60 kg. drg. No. RT-4967/1, length=3330mm, angle 6o 42’35”.
3 Check rails 60 kg., drg. No. RT-4773=2 nos. length = 4330 mm, check blocks RT-4774 = 8 nos. with Bolts and nuts T-11513 (25x180) & packing pieces T-026 (M).
4 Total No. of Fish plate required T-090(M) = 20 nos. Fish Bolts T-11501 = 32 nos.
5 Overall length of turnout = 28247mm, rails required (1) 18966mm (2) 11813mm (3) 11815mm, (4) 19113mm as leadrails.

173
NOTES
1 Same set of sleepers from 1 to 54 and approach sleepers can be used in RH and LH turnouts by mutual interchangingof sleeper spacing on outer and inner rails.
2 Sleeper No. 1 to 13 are perpendicular to main line, 14 to 41 are laid Fan Shaped i.e. their spacing are different at RH &LH gauge faces of straight track, sleeper no.42 to 54 are laid perpendicular to center line of crossing, spacing aremeasured at gauge faces of L&R rail of main line track.
3 Single coil spring washer T-10773 shall be used with all 25mm dia bolts and all plate screws T-3912.
4 Three bolts are provided at either end of fish plated joint of CMS crossings.
5 Metal liner RT-3740 will be used in place of GFN liner RT-3706 respectively in non-track circuited areas.
6. Every PSC sleeper has got RE engraved at right end and should be laid irrespective of LH/RH Turnout.

174
ANNEXURE 4DETAILS OF FITTINGS FOR 1 IN 8.5, 52KG, FANSHAPED TURNOUT ON PSC SLEEPERS TO RDSO
DRG.NO. T-4865
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 1660-S RT- 2750 RT-4614 2 M.S. Plate 1 6 6 2 2 4 M.. Plate RT-3901 is to be
4786 RT-3901 used for S&T gear ifrequired
4A RT-4790 2750 RT-4614 2 2 2 2 2 43A RT-4789 2750 RT-4614 2 2 2 2 2 42AS RT-4788 2750 RT-4614 2 M.S. Plate 1 6 6 2 2 4 M.. Plate RT-3901 is to be
RT-3901 used for S&T gear if require1AS RT-4787 2750 RT-4614 2 M.S. Plate 1 6 6 2 2 4 -do-
RT-39011 RT-4791 2750 RT-4614 2 2 2 2 2 4 Two M.S. flat tie bar RT-4711
RT-3
707
RT-3
708
Elas
tic R
ail C
lip T
-370
1Slee
per N
o.
Slee
per D
rg.N
o.
Slee
per
Leng
th (m
m)
G.R.S.P.
Drg.No. Q
ty
Special BearingPlate/slide ChairsGauge Tie Plate
etc.
Drg.No. Qty
RT-3
702
G.F.N.Liner
Bolts & Nutswith S/Coil
springwasher RT-
10773
Drg
.N
o.
Qty
Other misc. fittings withtheir location and remarks

175
will be fixed from sleeperno.2AS to no.3 (along track)
2 RT-4791 2750 RT-4614 2 1) Slide chair 6 6 2 2 43 RT-4793 3750 RT-4875 2 RT-5813 2 14 14 1 T-11 2 Leading stretcher bars RT-
RT-3907 2) Gauge tie 624 4885/86=1 set to be fixed atplate RT- (HH) 465mm from ATS between5812 to 1 25x80 sleepers 3-4.RT-5812/2 set mmto (extended)3) M.S. PlateRT-3901
4 RT-4794 3750 RT-4875 2 1) Slide chair 2 12 12 1 -do- 2RT-3907 2 RT-5813
2) M.S.Plate 1RT-3901
5 RT-4795 2750 RT-4875 2 Slide chair 2 8 8 2 -do- 2 1st following stretcher barRT-5813 RT-4887-88=1 set at
1520mm from actual toe ofswitch between sleeper 5-6.
6 RT-4796 2750 RT-4875 2 Slide chair 2 8 8 -do- 2RT-5813
7 RT-4797 2750 RT-4875 2 Slide chair 2 8 8 -do- 2 IInd following stretcher bar

176
RT-5813 RT-4688-90=1 set at2920mm from ATS betweensleeper 7-8.
8 RT-4798 2750 RT-4875 2 Slide chair 2 8 8 T-11 2RT-5813 623
(FH)25x80mm
9 RT-4799 2750 RT-4875 2 Slide chair 2 8 8 -do- 2 U-stops T-10456 and 10457RT-5813 with 2 bolts T-11627 will be
provided with each tonguerail at 1075mm and 2308mmrespectively from heel ofswitch towards actual toe ofswitch.
10 RT-4800 2750 RT-4875 2 Slide chair 2 8 8 T-11 2RT-5813 623
(FH)25x80mm
11 RT-4801 2770 RT-4875 2 -do- 2 8 8 -do- 212 RT-4802 2790 RT-4875 2 -do- 2 8 8 -do- 2

177
13 RT-4803 2820 RT-4875 2 -do- 2 8 8 -do- 2 C.I. Heel block RT-5561 withbolts Nuts T-11522 & T11523 on each, at 6400mmfrom ATS
14 RT-4804 2840 RT-4876 2 Spl. Bearing 8 8 4 4 C.I. distance block RT-11562RT-4722 4 RT-4869 (R) 1 with bolts nuts T-11525
RT-4872 (L) 1 (25x310) at 700mm fromHeel between sleepers14-15
15 RT-4805 2870 RT-4876 2 Spl. Bearing 8 8 4 4RT-4722 4 RT-4870 (R) 1
RT-4873(L) 116 RT-4806 2900 RT-4876 2 Spl. Bearing 8 8 4 4 C.I. distance block RT-4878
RT-4722 4 RT-4871 (R) with bolts nuts T-11531RT-4874 (L) (25x360) at 1830mm from
Heel between sleepers16-17
17 RT-4807 2930 RT-4614 4 3 3 618 RT-4808 2960 RT-4614 4 4 4 819 RT-4809 2990 RT-4614 4 4 4 820 RT-4810 3020 RT-4614 4 4 4 821 RT-4811 3060 RT-4614 4 4 4 8

178
22 RT-4812 3100 RT-4614 4 4 4 823 RT-4813 3130 RT-4614 4 4 4 824 RT-4814 3180 RT-4614 4 4 4 825 RT-4815 3220 RT-4614 4 4 4 826 RT-4816 3260 RT-4614 4 4 4 827 RT-4817 3310 RT-4614 4 4 4 828 RT-4818 3350 RT-4614 4 4 4 829 RT-4819 3400 RT-4614 4 4 4 830 RT-4820 3450 RT-4614 4 4 4 831 RT-4821 3500 RT-4614 4 4 4 832 RT-4822 3550 RT-4614 4 4 4 833 RT-4823 3610 RT-4614 4 4 4 834 RT-4824 3660 RT-4614 4 4 4 835 RT-4825 3720 RT-4614 4 4 4 836 RT-4826 3780 RT-4614 4 4 4 837 RT-4827 3840 RT-4614 4 4 4 838 RT-4828 3900 RT-4614 4 4 4 839 RT-4829 3970 RT-4614 4 4 4 840 RT-4830 4030 RT-4614 4 4 4 841 RT-4831 4100 RT-4614 2 1 6 7 Two C.I. distance block RT
RT-4615 2 4774 with two packingpieces T-026(M) with two

179
bolts T-11513.42 RT-4832 4170 RT-4614 2 6 6 C.I. distance block RT-4894
RT-4615 2 with 6 bolt nuts (T-11526, T-1527, T-11529, T-11531, T11533, T-11535) one eachwith taper washers RT5847=12 nos. at toe ofcrossing on sleepers 42-43.
43 T-4833 4230 RT-4615 2 4 6RT-4896 2
44 T-4834 4290 RT-4615 2 4 6 C.I. distance block RT-RT-4897 2 4774=2 nos. at 13580mm
from ATS with bolts nuts T11513 and packing piece T026(M) =2 nos. each.
45 T-4835 4350 RT-4615 2 4 6 C.I. distance block RT-RT-4898 2 4774=2 nos. at 13580mm
from actual toe of switch withbolts nuts T-11513 andpacking piece T-026(M) =2nos. each.
46 T-4836 4430 RT-4615 2 4 6

180
RT-4899 247 T-4837 4490 RT-4615 2 4 6 RT-49 1
00T-11 1529T-11 1530T-11 1532T-11533
48 T-4838 4550 RT-4615 2 6 6 C.I. distance block RT-4895RT-4897 2 with 6 bolt and nuts (T
11525, T-11527, T-11529, T11531, T-11533 & T-11535)with packing piecesT-026(M)= 12 nos. at heel ofcrossing and C.I. distanceblock RT-4774 and bolt T11513 with taper washer T026(M)=2 nos. each.
49 T-4839 4620 RT-4614 4 4 2 6

181
50 T-4840 4690 RT-4614 4 4 3 751 T-4841 4750 RT-4614 4 4 4 852 T-4842 4830 RT-4614 4 4 4 853 T-4843 4880 RT-4614 4 4 4 854 T-4844 4900 RT-4614 4 4 4 8E-1 T-5471 2550 RT-4614 2 2 2 4 Four Exit sleepers nos. E-1,
E-2, E-3, E-4 will be used onboth sides i.e. four on mainline side and four on turnoutside.
E-2 T-5472 2550 RT-4614 2 2 2 4E-3 T-5473 2550 RT-4614 2 2 2 4E-4 T-5474 2550 RT-4614 2 2 2 4

182
Other special & miscellaneous items for fan shaped turnout
1 Over riding switch L&R complete sets RDSO T-4866 Details: Switch length = 6400mm, length of Tongue rail = 11900mm, stock rail length = 12800mm, switch angle 0o46’59” Hd = 182.5mm, radius R=232260mm, G=1673mm, Throw ofswitch=115mm.
2 CMS crossing 1 in 8.5, 52 kg drg. No. RT-4734/1, length=3330mm, angle 6o 42’ 35”.
3 Check rails 52 kg, drg. No.RT-4773=2 nos, length = 4330 mm, check bolts RT-4774 = 8 nos. with Bolts and nuts T-11513(25x180) & packing pieces T-026 (M).
4 Total No. of Fish plate required T-090(M)= 20 nos. Fish Bolts T-11501 = 32 nos.
5 Overall length of turnout = 28247 (Approx.) mm, rails required (1) 18966mm (2) 11813mm (3) 11855mm, (4) 19113mmas lead rails.

183
Notes
1 Same set of sleepers from 1 to 54 and approach sleepers can be used in RH and LH turnouts by mutual interchangingof sleeper spacing on outer and inner rails.
2 Sleeper No. 1 to 13 are perpendicular to main line, 14 to 41 are laid Fan Shaped i.e. their spacing are different at RH &LH gauge faces of straight track, sleeper no. 42 to 54 are laid perpendicular to center line of crossing.
3 Single coil spring washer T-10773 shall be used with all 25mm dia bolts and all plate screws T-3912.
4 Three bolts are provided at either end of fish plated joint of CMS crossings.
5 Metal liner RT-3738, RT-3741 and RT-3742 will be used in place of GFN liner RT-3702, RT-3707 and RT-3708,respectively in non-track circuited areas.
6. Every PSC sleeper has got RE engraved at right end and should be laid irrespective of LH/RH Turnout.

184
Annexure-5 Spacing of sleepers for 1:12 turnout laid as similar flexure
Indiv. Cumu. Indiv. Cumu. Indiv. Cumu. Indiv. Cumu. Indiv. Cumu. Indiv. Cumu.
1 2 3 4 5 6 7 8 9 10 11 12 13
150 150 150 150 150 150
1 150 150 150 150 150 150
457 457 457 457 457 457
2 607 607 607 607 607 607
505 505 505 505 505 505
3 1112 1112 1112 1112 1112 1112
685 685 685 685 685 685
4 1797 1797 1797 1797 1797 1797
552 552 552 552 552 552
For all locations Straight 1 degree 2 degree 3 degree 4 degree
Spacing ongauge face on
tongue rail for MLside (A side)
spacing on gauge face of stock rail for ML side ( B side)

185
5 2349 2349 2349 2349 2349 2349
550 550 550 550 550 550
6 2899 2899 2899 2899 2899 2899
550 550 550 550 550 550
7 3449 3449 3449 3449 3449 3449
550 550 550 550 550 550
8 3999 3999 3999 3999 3999 3999
550 550 550 550 550 550
9 4549 4549 4549 4549 4549 4549
550 550 550 550 550 550
10 5099 5099 5099 5099 5099 5099
550 550 550 550 550 550
11 5649 5649 5649 5649 5649 5649
550 550 550 550 550 550
12 6199 6199 6199 6199 6199 6199
550 550 550 550 550 550
13 6749 6749 6749 6749 6749 6749
550 550 550 550 550 550

186
14 7299 7299 7299 7299 7299 7299
550 550 550 550 550 550
15 7849 7849 7849 7849 7849 7849
550 550 550 550 550 550
16 8399 8399 8399 8399 8399 8399
550 550 550 550 550 550
17 8949 8949 8949 8949 8949 8949
550 550 550 550 550 550
18 9499 9499 9499 9499 9499 9499
550 550 550 550 550 550
19 10049 10049 10049 10049 10049 10049
550 550 550 550 550 550
20 10599 10599 10599 10599 10599 10599
526 550 562.6 571.3 581.9 592.6
21 11125 11149 11162 11170 11181 11192
548 550 550.5 551.1 551.6 552.1
22 11673 11699 11712 11721 11732 11744
549 550 550.5 551.1 551.6 552.1

187
23 12222 12249 12263 12272 12284 12296
549 550 550.5 551.1 551.6 552.1
24 12771 12799 12813 12823 12836 12848
549 550 550.5 551.1 551.6 552.1
25 13320 13349 13364 13374 13387 13400
549 550 550.5 551.1 551.6 552.1
26 13869 13899 13914 13926 13939 13952
549 550 550.5 551.1 551.6 552.1
27 14418 14449 14465 14477 14490 14504
548 550 550.5 551.1 551.6 552.1
28 14966 14999 15015 15028 15042 15056
549 550 550.5 551.1 551.6 552.1
29 15515 15549 15566 15579 15594 15608
549 550 550.5 551.1 551.6 552.1
30 16064 16099 16116 16130 16145 16160
549 550 550.5 551.1 551.6 552.1
31 16613 16649 16667 16681 16697 16713
549 550 550.5 551.1 551.6 552.1

188
32 17162 17199 17217 17232 17248 17265
549 550 550.5 551.1 551.6 552.1
33 17711 17749 17768 17783 17800 17817
549 550 550.5 551.1 551.6 552.1
34 18260 18299 18318 18334 18351 18369
549 550 550.5 551.1 551.6 552.1
35 18809 18849 18869 18885 18903 18921
549 550 550.5 551.1 551.6 552.1
36 19358 19399 19420 19436 19455 19473
548 550 550.5 551.1 551.6 552.1
37 19906 19949 19970 19987 20006 20025
548 550 550.5 551.1 551.6 552.1
38 20454 20499 20521 20538 20558 20577
549 550 550.5 551.1 551.6 552.1
39 21003 21049 21071 21089 21109 21129
549 550 550.5 551.1 551.6 552.1
40 21552 21599 21622 21640 21661 21682
549 550 550.5 551.1 551.6 552.1

189
41 22101 22149 22172 22191 22212 22234
549 550 550.5 551.1 551.6 552.1
42 22650 22699 22723 22742 22764 22786
549 550 550.5 551.1 551.6 552.1
43 23199 23249 23273 23293 23316 23338
549 550 550.5 551.1 551.6 552.1
44 23748 23799 23824 23844 23867 23890
549 550 550.5 551.1 551.6 552.1
45 24297 24349 24374 24396 24419 24442
549 550 550.5 551.1 551.6 552.1
46 24846 24899 24925 24947 24970 24994
549 550 550.5 551.1 551.6 552.1
47 25395 25449 25475 25498 25522 25546
549 550 550.5 551.1 551.6 552.1
48 25944 25999 26026 26049 26073 26098
549 550 550.5 551.1 551.6 552.1
49 26493 26549 26576 26600 26625 26650
549 550 550.5 551.1 551.6 552.1

190
50 27042 27099 27127 27151 27177 27203
549 550 550.5 551.1 551.6 552.1
51 27591 27649 27677 27702 27728 27755
549 550 550.5 551.1 551.6 552.1
52 28140 28199 28228 28253 28280 28307
549 550 550.5 551.1 551.6 552.1
53 28689 28749 28778 28804 28831 28859
549 550 550.5 551.1 551.6 552.1
54 29238 29299 29329 29355 29383 29411
549 550 550.5 551.1 551.6 552.1
55 29787 29849 29880 29906 29935 29963
549 550 550.5 551.1 551.6 552.1
56 30336 30399 30430 30457 30486 30515
549 550 550.5 551.1 551.6 552.1
57 30885 30949 30981 31008 31038 31067
549 550 550.5 551.1 551.6 552.1
58 31434 31499 31531 31559 31589 31619
549 550 550.5 551.1 551.6 552.1

191
59 31983 32049 32082 32110 32141 32171
549 550 550.5 551.1 551.6 552.1
60 32532 32599 32632 32661 32692 32724
548 550 550.5 551.1 551.6 552.1
61 33080 33149 33183 33212 33244 33276
549 550 550.5 551.1 551.6 552.1
62 33629 33699 33733 33763 33796 33828
549 550 550.5 551.1 551.6 552.1
63 34178 34249 34284 34314 34347 34380
549 550 550.5 551.1 551.6 552.1
64 34727 34799 34834 34866 34899 34932
549 550 550.5 551.1 551.6 552.1
65 35276 35349 35385 35417 35450 35484
550 550 550.5 551.1 551.6 552.1
66 35826 35899 35935 35968 36002 36036
550 550 550.5 551.1 551.6 552.1
67 36376 36449 36486 36519 36553 36588
550 550 550.5 551.1 551.6 552.1

192
68 36926 36999 37036 37070 37105 37140
550 550 550.5 551.1 551.6 552.1
69 37476 37549 37587 37621 37657 37693
550 550 550.5 551.1 551.6 552.1
70 38026 38099 38137 38172 38208 38245
550 550 550.5 551.1 551.6 552.1
71 38576 38649 38688 38723 38760 38797
550 550 550.5 551.1 551.6 552.1
72 39126 39199 39238 39274 39311 39349
550 550 550.5 551.1 551.6 552.1
73 39676 39749 39789 39825 39863 39901
550 550 550.5 551.1 551.6 552.1
74 40226 40299 40340 40376 40414 40453
550 550 550.5 551.1 551.6 552.1
75 40776 40849 40890 40927 40966 41005
550 550 550.5 551.1 551.6 552.1
76 41326 41399 41441 41478 41518 41557
550 550 550.5 551.1 551.6 552.1

193
77 41876 41949 41991 42029 42069 42109
550 550 550.5 551.1 551.6 552.1
78 42426 42499 42542 42580 42621 42661
550 550 550.5 551.1 551.6 552.1
79 42976 43049 43092 43131 43172 43214
550 550 550.5 551.1 551.6 552.1
80 43526 43599 43643 43682 43724 43766
550 550 550.5 551.1 551.6 552.1
81 44076 44149 44193 44233 44276 44318
550 550 550.5 551.1 551.6 552.1
82 44626 44699 44744 44784 44827 44870
550 550 550.5 551.1 551.6 552.1
83 45176 45249 45294 45336 45379 45422

194
Annexure-6 Spacing of sleepers for 1:12 turnout laid as contrary flexure
150 150 150 150 150 150
1 150 150 150 150 150 150
457 457 457 457 457 457
2 607 607 607 607 607 607
505 505 505 505 505 505
3 1112 1112 1112 1112 1112 1112
685 685 685 685 685 685
4 1797 1797 1797 1797 1797 1797
552 552 552 552 552 552
5 2349 2349 2349 2349 2349 2349
For all locations Straight 1 degree 2 degree 3 degree 4 degree
Spacing ongauge face on
tongue rail for MLside (A side)
spacing on gauge face of stock rail for ML side ( B side)

195
550 550 550 550 550 550
6 2899 2899 2899 2899 2899 2899
550 550 550 550 550 550
7 3449 3449 3449 3449 3449 3449
550 550 550 550 550 550
8 3999 3999 3999 3999 3999 3999
550 550 550 550 550 550
9 4549 4549 4549 4549 4549 4549
550 550 550 550 550 550
10 5099 5099 5099 5099 5099 5099
550 550 550 550 550 550
11 5649 5649 5649 5649 5649 5649
550 550 550 550 550 550
12 6199 6199 6199 6199 6199 6199
550 550 550 550 550 550
13 6749 6749 6749 6749 6749 6749
550 550 550 550 550 550
14 7299 7299 7299 7299 7299 7299

196
550 550 550 550 550 550
15 7849 7849 7849 7849 7849 7849
550 550 550 550 550 550
16 8399 8399 8399 8399 8399 8399
550 550 550 550 550 550
17 8949 8949 8949 8949 8949 8949
550 550 550 550 550 550
18 9499 9499 9499 9499 9499 9499
550 550 550 550 550 550
19 10049 10049 10049 10049 10049 10049
550 550 550 550 550 550
20 10599 10599 10599 10599 10599 10599
526 550 539.36 528.72 518.08 507.44
21 11125 11149 11138 11128 11117 11106
549 550 549.48 548.95 548.42 547.9
22 11674 11699 11688 11677 11666 11654
549 550 549.48 548.95 548.42 547.9
23 12223 12249 12237 12226 12214 12202

197
549 550 549.48 548.95 548.42 547.9
24 12772 12799 12787 12775 12762 12750
549 550 549.48 548.95 548.42 547.9
25 13321 13349 13336 13324 13311 13298
549 550 549.48 548.95 548.42 547.9
26 13870 13899 13886 13872 13859 13846
549 550 549.48 548.95 548.42 547.9
27 14419 14449 14435 14421 14408 14394
549 550 549.48 548.95 548.42 547.9
28 14968 14999 14985 14970 14956 14942
549 550 549.48 548.95 548.42 547.9
29 15517 15549 15534 15519 15504 15490
549 550 549.48 548.95 548.42 547.9
30 16066 16099 16084 16068 16053 16038
549 550 549.48 548.95 548.42 547.9
31 16615 16649 16633 16617 16601 16585
549 550 549.48 548.95 548.42 547.9
32 17164 17199 17183 17166 17150 17133

198
549 550 549.48 548.95 548.42 547.9
33 17713 17749 17732 17715 17698 17681
549 550 549.48 548.95 548.42 547.9
34 18262 18299 18282 18264 18247 18229
549 550 549.48 548.95 548.42 547.9
35 18811 18849 18831 18813 18795 18777
549 550 549.48 548.95 548.42 547.9
36 19360 19399 19380 19362 19343 19325
549 550 549.48 548.95 548.42 547.9
37 19909 19949 19930 19911 19892 19873
549 550 549.48 548.95 548.42 547.9
38 20458 20499 20479 20460 20440 20421
549 550 549.48 548.95 548.42 547.9
39 21007 21049 21029 21009 20989 20969
549 550 549.48 548.95 548.42 547.9
40 21556 21599 21578 21558 21537 21517
549 550 549.48 548.95 548.42 547.9
41 22105 22149 22128 22107 22085 22064

199
549 550 549.48 548.95 548.42 547.9
42 22654 22699 22677 22656 22634 22612
549 550 549.48 548.95 548.42 547.9
43 23203 23249 23227 23205 23182 23160
549 550 549.48 548.95 548.42 547.9
44 23752 23799 23776 23754 23731 23708
549 550 549.48 548.95 548.42 547.9
45 24301 24349 24326 24303 24279 24256
549 550 549.48 548.95 548.42 547.9
46 24850 24899 24875 24851 24828 24804
549 550 549.48 548.95 548.42 547.9
47 25399 25449 25425 25400 25376 25352
549 550 549.48 548.95 548.42 547.9
48 25948 25999 25974 25949 25924 25900
549 550 549.48 548.95 548.42 547.9
49 26497 26549 26524 26498 26473 26448
549 550 549.48 548.95 548.42 547.9
50 27046 27099 27073 27047 27021 26996

200
549 550 549.48 548.95 548.42 547.9
51 27595 27649 27623 27596 27570 27543
549 550 549.48 548.95 548.42 547.9
52 28144 28199 28172 28145 28118 28091
549 550 549.48 548.95 548.42 547.9
53 28693 28749 28722 28694 28667 28639
549 550 549.48 548.95 548.42 547.9
54 29242 29299 29271 29243 29215 29187
549 550 549.48 548.95 548.42 547.9
55 29791 29849 29821 29792 29763 29735
549 550 549.48 548.95 548.42 547.9
56 30340 30399 30370 30341 30312 30283
549 550 549.48 548.95 548.42 547.9
57 30889 30949 30919 30890 30860 30831
549 550 549.48 548.95 548.42 547.9
58 31438 31499 31469 31439 31409 31379
549 550 549.48 548.95 548.42 547.9
59 31987 32049 32018 31988 31957 31927

201
549 550 549.48 548.95 548.42 547.9
60 32536 32599 32568 32537 32505 32475
548 550 549.48 548.95 548.42 547.9
61 33084 33149 33117 33086 33054 33022
549 550 549.48 548.95 548.42 547.9
62 33633 33699 33667 33635 33602 33570
549 550 549.48 548.95 548.42 547.9
63 34182 34249 34216 34184 34151 34118
549 550 549.48 548.95 548.42 547.9
64 34731 34799 34766 34733 34699 34666
549 550 549.48 548.95 548.42 547.9
65 35280 35349 35315 35282 35248 35214
550 550 549.73 549.45 548.92 548.39
66 35830 35899 35865 35831 35796 35762
550 550 549.73 549.45 548.92 548.39
67 36380 36449 36415 36380 36345 36311
550 550 549.73 549.45 548.92 548.39
68 36930 36999 36964 36930 36894 36859

202
550 550 549.73 549.45 548.92 548.39
69 37480 37549 37514 37479 37443 37408
550 550 549.73 549.45 548.92 548.39
70 38030 38099 38064 38029 37992 37956
550 550 549.73 549.45 548.92 548.39
71 38580 38649 38614 38578 38541 38504
550 550 549.73 549.45 548.92 548.39
72 39130 39199 39163 39128 39090 39053
550 550 549.73 549.45 548.92 548.39
73 39680 39749 39713 39677 39639 39601
550 550 549.73 549.45 548.92 548.39
74 40230 40299 40263 40227 40188 40150
550 550 549.73 549.45 548.92 548.39
75 40780 40849 40813 40776 40737 40698
550 550 549.73 549.45 548.92 548.39
76 41330 41399 41362 41325 41286 41246
550 550 549.73 549.45 548.92 548.39
77 41880 41949 41912 41875 41835 41795

203
550 550 549.73 549.45 548.92 548.39
78 42430 42499 42462 42424 42384 42343
550 550 549.73 549.45 548.92 548.39
79 42980 43049 43011 42974 42932 42892
550 550 549.73 549.45 548.92 548.39
80 43530 43599 43561 43523 43481 43440
550 550 549.73 549.45 548.92 548.39
81 44080 44149 44111 44073 44030 43988
550 550 549.73 549.45 548.92 548.39
82 44630 44699 44661 44622 44579 44537
550 550 549.73 549.45 548.92 548.39
83 45180 45249 45210 45172 45128 45085

204
Annexure-7 Spacing of sleepers for 1:8.5 turnout laid as contrary flexure
Indiv. Cumul. Indiv. Cumul. Indiv. Cumul. Indiv. Cumul. Indiv. Cumul. Indiv. Cumul.
300 300 300.0 300.0 300.0 300.0
1 300 300 300 300 300 300
600 600 600.0 600.0 600.0 600.0
2 900 900 900 900 900 900
613 613 613.0 613.0 613.0 613.0
3 1513 1513 1513 1513 1513 1513
660 660 660.0 660.0 660.0 660.0
4 2173 2173 2173 2173 2173 2173
660 660 660.0 660.0 660.0 660.0
5 2833 2833 2833 2833 2833 2833
For all locations Straight 1 degree 2 degree 3 degree 4 degree
Spacing ongauge face on
tongue rail for MLside (A side)
spacing on gauge face of stock rail for ML side ( B side)

205
600 600 600.0 600.0 600.0 600.0
6 3433 3433 3433 3433 3433 3433
600 600 600.0 600.0 600.0 600.0
7 4033 4033 4033 4033 4033 4033
600 600 600.0 600.0 600.0 600.0
8 4633 4633 4633 4633 4633 4633
600 600 600.0 600.0 600.0 600.0
9 5233 5233 5233 5233 5233 5233
600 600 600.0 600.0 600.0 600.0
10 5833 5833 5833 5833 5833 5833
600 600 600.0 600.0 600.0 600.0
11 6433 6433 6433 6433 6433 6433
600 600 600.0 600.0 600.0 600.0
12 7033 7033 7033 7033 7033 7033
600 600 600.0 600.0 600.0 600.0
13 7633 7633 7633 7633 7633 7633
564 600 592.2 584.3 576.5 568.7
14 8197 8233 8225 8217 8209 8202

206
597 600 599.4 598.9 598.3 597.7
15 8794 8833 8825 8816 8808 8799
597 600 599.4 598.9 598.3 597.7
16 9391 9433 9424 9415 9406 9397
598 600 599.4 598.9 598.3 597.7
17 9989 10033 10023 10014 10004 9995
598 600 599.4 598.9 598.3 597.7
18 10587 10633 10623 10613 10603 10593
597 600 599.4 598.9 598.3 597.7
19 11184 11233 11222 11212 11201 11190
598 600 599.4 598.9 598.3 597.7
20 11782 11833 11822 11810 11799 11788
598 600 599.4 598.9 598.3 597.7
21 12380 12433 12421 12409 12397 12386
598 600 599.4 598.9 598.3 597.7
22 12978 13033 13021 13008 12996 12983
597 600 599.4 598.9 598.3 597.7
23 13575 13633 13620 13607 13594 13581

207
598 600 599.4 598.9 598.3 597.7
24 14173 14233 14219 14206 14192 14179
598 600 599.4 598.9 598.3 597.7
25 14771 14833 14819 14805 14791 14777
598 600 599.4 598.9 598.3 597.7
26 15369 15433 15418 15404 15389 15374
597 600 599.4 598.9 598.3 597.7
27 15966 16033 16018 16002 15987 15972
598 600 599.4 598.9 598.3 597.7
28 16564 16633 16617 16601 16585 16570
598 600 599.4 598.9 598.3 597.7
29 17162 17233 17217 17200 17184 17167
598 600 599.4 598.9 598.3 597.7
30 17760 17833 17816 17799 17782 17765
597 600 599.4 598.9 598.3 597.7
31 18357 18433 18415 18398 18380 18363
598 600 599.4 598.9 598.3 597.7
32 18955 19033 19015 18997 18979 18961

208
598 600 599.4 598.9 598.3 597.7
33 19553 19633 19614 19596 19577 19558
598 600 599.4 598.9 598.3 597.7
34 20151 20233 20214 20194 20175 20156
597 600 599.4 598.9 598.3 597.7
35 20748 20833 20813 20793 20773 20754
598 600 599.4 598.9 598.3 597.7
36 21346 21433 21413 21392 21372 21351
598 600 599.4 598.9 598.3 597.7
37 21944 22033 22012 21991 21970 21949
598 600 599.4 598.9 598.3 597.7
38 22542 22633 22611 22590 22568 22547
597 600 599.4 598.9 598.3 597.7
39 23139 23233 23211 23189 23167 23145
598 600 599.4 598.9 598.3 597.7
40 23737 23833 23810 23788 23765 23742
598 600 599.4 598.9 598.3 597.7
41 24335 24433 24410 24386 24363 24340

209
598 600 599.4 598.9 598.3 597.7
42 24933 25033 25009 24985 24961 24938
550 550.5 550.0 550.0 550.0 548.4
43 25483 25584 25559 25535 25511 25486
550 550.5 550.0 549.4 548.9 548.4
44 26033 26134 26109 26085 26060 26034
550 550.5 550.0 549.4 548.9 548.4
45 26583 26685 26659 26634 26609 26583
550 550.5 550.0 549.4 548.9 548.4
46 27133 27235 27209 27184 27158 27131
550 550.5 550.0 549.4 548.9 548.4
47 27683 27786 27759 27733 27707 27680
550 550.5 550.0 549.4 548.9 548.4
48 28233 28336 28309 28283 28256 28228
550 550.5 550.0 549.4 548.9 548.4
49 28783 28887 28859 28832 28805 28776
550 550.5 550.0 549.4 548.9 548.4
50 29333 29437 29409 29381 29354 29325

210
550 550.5 550.0 549.4 548.9 548.4
51 29883 29988 29959 29931 29903 29873
550 550.5 550.0 549.4 548.9 548.4
52 30433 30538 30509 30480 30452 30422
550 550.5 550.0 549.4 548.9 548.4
53 30983 31089 31059 31030 31001 30970
550 550.5 550.0 549.4 548.9 548.4
54 31533 31639 31609 31579 31550 31518

211
Annexure 8: Salient features of various types of BG turnouts with curved switch and CMS crossingsfor use on fan shaped PSC sleepers
Type
of S
leep
ers
S.E
.A.
Dr.N
o. o
f sw
itch
Leng
th o
f sw
itch
Leng
th o
f ton
gue
rail
Rad
ius
of le
ad c
urve
Type
of X
-ing
Drg
.No.
of c
ross
ing
Leng
th o
f X-in
g
Leng
th o
f TO
asse
mbl
y S
J to
HO
Cal
ong
stra
ight
Spe
ed p
oten
tial
Km
ph.
Rem
arks
52 Kg PSC 1:8.5(BG) 0046’59” RT-4866 6400 11900 232320 CMS RT-4867 3300 28511 25 WithoutRT-4865 reinforci-
ng strap60 Kg PSC 1:8.5 0046’59” RT-4966 6400 11900 232320 CMS RT-4967 3300 28511 25 -do-
RT-486552 Kg PSC 1:12 0020’00” RT-4733 10125 12356 441360 CMS RT-4734 4350 39975 50 -do
RT-473260 Kg PSC 1:12 0020’00” RT-4219 10125 12356 441360 CMS RT-4220 4350 39975 50 -do
RT-421852 Kg PSC 1:12 0020’00” RT-5169 10125 12356 441360 CMS RT-4734 4350 39975 50 -do(CR- RT-5168
Rai
l Sec
tion
Des
crip
tion
of T
/O.
& D
rg.N
o.D
escr
iptio
n of
T/O
.&
Drg
.No.

212
52 Kg PSC 1:12 0020’00” RT-5269 10125 12356 441360 CMS RT-4734 4350 39975 50 -do(Assy) (Thick RT-5268
Web) ZU-2-49
60 Kg PSC 1:12 0020’00” RT-6155 10125 12356 441360 CMS RT-4220 4350 39975 50 -do-(Assy) (Thick RT-6154
\Web) ZU-1-60
60 Kg PSC 1:16 0020’00” RT-5692 11200 12935 784993 CMS RT-5693 5400 51582 66 -do-RT-5691
60 Kg PSC 1:20 0o20’00” RT-5859 12460 13000 1283100 CMS RT-5860 6200 63924 85 -do-RT-5858
52 Kg PSC 1:8.5(BG) 0o 46’59” RT-5354 6400 11900 464070 CMS RT-4867 3300 28538 40 WithoutRT-5353 reinforcing
strap
60 Kg PSC 1:8.5 0o 46’59” RT-5354 6400 11900 464070 CMS RT-4967 3300 28538 40 -do-RT-5353
52 Kg PSC 1:12 0o 20’ 00” RT-5554 10125 12356 882290 CMS RT-4734 4350 39975 70 -do-RT-5553
60 Kg PSC 1:12 0o 20’ 00” RT-5554 10125 12356 882290 CMS RT-4220 4350 39975 70 -do-RT-5553

213
Annexure 9: Important dimensions of BG turnouts with curved switch
1 2 3 4 5 6 7 8 9 10 11 12 13
Z 18395 18395 18395 18395 18424 18395 27870 27870 25831 25831 25831 25831
Y 6835 6839 6835 6839 7135 6839 8478 7730 10125 10125 10125 10125
α 0°-47' 0°-46'- 0°-47'- 0°-46'- 0°-35'- 0°-46'- 0°-27'- 0°-27'- 0°-20'- 0°-20'- 0°-20'- 0°-20'--27" 59" 27" 59" 00" 39" 35" 35" 00" 00" 00" 00"
DR
G.
No
TA-2
0148
TA-2
0822
RD
SO
/T-
4865
TA-2
0196
TA-2
0835
RD
SO
/T-
4865
RD
SO
/T-
3009
RD
SO
/T-
4865
TA-2
0171
TA-2
0831
ED
O/T
-19
12
RD
SO
/T-
4732
RD
SO
/T-
2579
RD
SO/
T-37
76
RD
SO
/T-
4216
Not
atio
ns
On
Woo
den/
Stee
lSl
eepe
rs
On
Psc
Slee
per (
Fan-
shap
ed) S
paci
ng
On
Woo
den/
Ste
elSl
eepe
rs
On
Psc
Slee
pers
(Fan
-sh
apd
Spac
ing)
On
Woo
den
Slee
pers
On
Psc
Slee
pers
(Fan
-sh
aped
Spa
cing
)
On
Woo
den/
Ste
elSl
eepe
rs
On
Psc
Slee
per
On
Woo
den/
Ste
elSl
eepe
rs
On
Psc
Slee
pers
(Con
vent
iona
lSp
acin
g)
On
Psc
Slee
pers
(Fa
n-sh
aped
Spa
cing
)
On
Psc
Slee
pers
(Fan
Sha
ped
Spac
ing)
On
Psc
Leep
ers
(Per
pen
Dic
ular
spac
ing)
90R 52Kg 60Kg
1:8.5 1:12
52Kg
On PSC Sleeper On PSC Sleeper

214
? 6°-42'- 6°-42'- 6°-42'- 6°-42'- 6°-42'- 6°-42'- 4°-45'- 4°-45'- 4°-45'- 4°-45'- 4°-45'- 4°-45'-35" 35" 35" 35" 35" 35" 49" 49" 49" 49" 49" 49"
S 18513 18514 18527 18527 18565 18536 28056 28056 26017 26029 26029 26029
T 6400 6400 6400 6400 7135 6400 7730 7730 10125 10125 10125 10125
R
X 182.5 182 182.5 182 182.5 182 133 133 175 175 175 175
Q 982 1076 996 1102 1021 1120 1418 1418 2063 2075 2075 2075
L 29502 28613 29516 28613 29516 28613 41004 41004 39975 41004 41004 39975
XING BUILT CMS BUILT CMS BUILT CMS BUILT BUILT CMS BUILT BUILT CMSTYPE -UP -UP -UP -UP -UP -UP -UP& LEN 5970 3300 4800 3300 4850 3300 5970 5970 4350 5970 5970 4350GTH
2323
20
2322
60
2323
20
2322
60
2314
40
2322
60
4581
20
4581
20
4413
60
4413
60
4413
60
4413
60

215
Annexure 10: important dimensions of turnouts (other than BG) with curved switches
1 2 3 4 5 6 7 8 9 10 11 12
Z 11560 9515 9515 9515 8280 16323 15108 14678 14678 11723 14678
Y 4320 6206 6206 6206 4320 5777 7544 7974 7974 5777 7974
a 10-35’ 00-29’ 00-29’ 00-29 10-35 10-9’ 00-24 00-24’ 00-24’ 10-9’ 00-24’
Drg
No.
TA-2
0404
TA-2
1004
TA-2
0451
TA-
2101
9
TA-2
0497
TA-2
1025
RD
SO/T
-632
7
TA-2
0604
TA-2
0401
TA-2
1001
TA-2
0464
TA-2
1016
TA-2
0494
TA-2
1022
RD
SO/
T-46
23
TA-2
0601
RD
SO/
T-64
50
Not
atio
ns
Stra
ight
on
woo
den/
stee
l sle
eper
s
Cur
ved
on w
oode
n/ s
teel
sle
eper
s
Cur
ved
on w
oode
n/St
eel S
leep
ers
Cur
ved
on w
oode
n/st
eel s
leep
ers
Stra
ight
loos
e he
el
Stra
ight
fixe
d he
el
Partl
y cu
rved
fix
edhe
el
Par
tly c
urve
d on
woo
den
/ste
el s
leep
ers
Partl
y cu
rved
on
fan
shap
ed
PS
Csl
eepe
rs
Stra
ight
fixe
d he
el
Cur
ved
PSC
sle
eper
75 R 90R 52 kg 60R 75R 90R 60R 52 kg
MG NG MG NG MG
1:8.5 1:12 1:12

216
-30” -14” -14” ’-14” ’-30” -38” ’-27” -27” -27” -38” -27”
? 60-42’ 60-42’ 60-42’ 60-42’ 60-42’ 40-45’ 40-45’ 40-45’ 40-45’ 40-45’ 40-45’-35” -35” -35” -35” -35” -49” -49” -49” -49” -49” -49”
S 11672 9627 9633 9647 8375 16480 15265 14845 14846 11857 14864
T 4115 5500 5500 5500 4115 5485 6700 7130 7130 5485 7130
R 119610 - - - 82600 240604 - - - 167340 -
R1 - 130210 130210 130205 - - - - - - -
R2 - - - - - - 258300 258300 258300 - 258310
X 120 169 169 169 120 117 117 130 130 117 130
Q 1027 1027 1033 1047 1010 1377 1377 1387 1387 1394 1405
L 19676 19676 19676 19918 16365 26495 26494 26502 25711 21861 25776
XING BUILT BUILT BUILT HTW BUILT BUILT BUILT BUILT CMS BUILT CMSTYPE UP UP UP XING UP UP UP UP UP
LEN 4800 4800 4800 4550 4800 4800 4800 4800 3550 4800 3550GTH

217
BIBLIOGRAPHY
1. “Polaris - an innovative design of special diamond” byShri Subodh Kumar Jain and Shri SachchidanandAgrawal, published in IRICEN’s P. Way bulletin, sept2007, Vol. 34, No. 2.
2. “Indian Railways Permanent Way Manual”, publishedby Railway Board.
3. “Indian Railway Standard Track Manual” Vol. I ChapterI to VI, published by RDSO.
4. “Indian Railway Standard Track Manual” Vol. II ChapterVII to XII, published by RDSO.
5. “Indian Railways Schedule of Dimensions 1676mmGauge (BG)”, published by Railway Board, 2004.
6. “Manual for reconditioning of Medium Manganese(M.M.) Steel Points and Crossing and Switch ExtensionJoint (S.E.J.) and Cast Manganese Steel (C.M.S.)Crossing”, published by RDSO, 1996.
7. Technical diary of “Institute of Permanent WayEngineers (India).
8. Hand Book on “Laying and Maintenance of P.S.C.Turnout”,published by IRCAMTECH, Gwalior.
9. “Points and Crossings (Design, Laying & Maintenance)”by Shri Sudhir Kumar, Published by Mrs. Renu Mittal,604, Tower ‘A’ Chheda Crescent, Sector 17, Vashi,Navi Mumbai – 400 705.
10. “Points and Crossings (Switch and CrossingAssemblies and Their Layouts)” by Shri Indar Singh,published by Bahri Brothers, 742, Lajpat Rai marketDelhi – 110 006.
11. “Railway Points & Crossings Theory and Practice” byN. H. Cour Palais, published by Thakar Sping & Co.,Post Box 54, Kolkata.

218
12. “Laying of Fan shaped Layout on Curve” by Shri ManojArora, published in IRICEN’s P. Way bulletin, June2004, Part 31 No. 1.
13. “Layout Calculations” by Shri Praveen Kumar and ShriAbhai Kumar Rai, Published by Indian RailwaysInstitute of Civil Engineering, Pune.
14. Q>Z© AmCQ> - {~N>mZm, {ZarjU, AZwajU, boIH$- _ZmoOAamoam, àH$meH$ - B[agoZ, nwUo &
� � �