Embed Size (px)
Citation preview
WE LOVE TECHNOLOGY
MEMBER OF THE LÄPPLE GROUP
FIBRO GMBH
August-Läpple-Weg
74855 Hassmersheim
GERMANY
T +49 6266 73-0
www.fibro.com
THE LÄPPLE GROUP
LÄPPLE AUTOMOTIVE
FIBRO
FIBRO LÄPPLE TECHNOLOGY
LÄPPLE AUS- UND WEITERBILDUNG
WE LOVE TECHNOLOGY
MEMBER OF THE LÄPPLE GROUP
FIBRO GMBH
August-Läpple-Weg
74855 Hassmersheim
GERMANY
T +49 6266 73-0
www.fibro.com
THE LÄPPLE GROUP
LÄPPLE AUTOMOTIVE
FIBRO
FIBRO LÄPPLE TECHNOLOGY
LÄPPLE AUS- UND WEITERBILDUNG
FIBRO ELECTRONIC TAPPING UNIT FETU
2017‐01‐12‐15:52:50.5340000002017‐01‐12‐15:53:08.6780000002017‐01‐12‐15:53:26.8220000002017‐01‐12‐15:53:44.9660000002017‐01‐12‐15:54:03.1100000002017‐01‐12‐15:54:21.254000000
‐500
‐400
‐300
‐200
‐100
0
100
200
300
400
500
115 29 43 57 71 85 99
113
127
141
155
169
183
197
211
225
239
253
267
281
295
309
323
337
351
365
379
393
400‐500
300‐400
200‐300
100‐200
0‐100
‐100‐0
‐200‐‐100
‐300‐‐200
‐400‐‐300
‐500‐‐400
subject to alterations
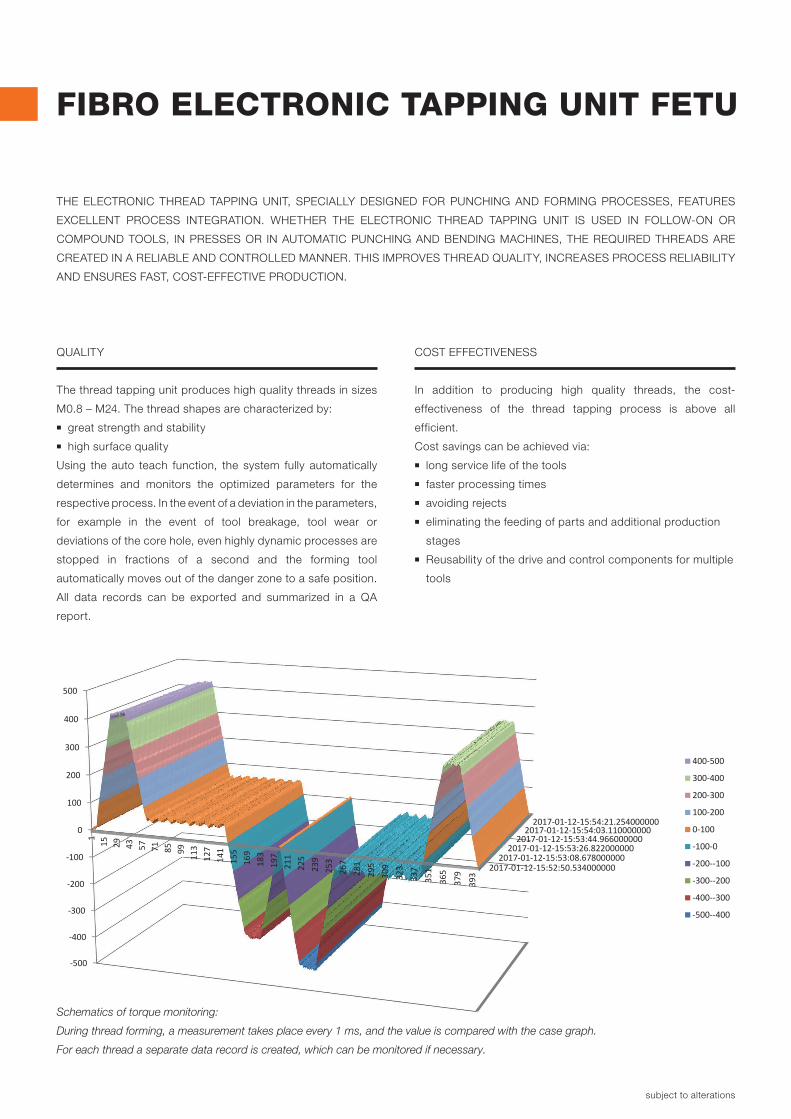
FIBRO ELECTRONIC TAPPING UNIT FETU
THE ELECTRONIC THREAD TAPPING UNIT, SPECIALLY DESIGNED FOR PUNCHING AND FORMING PROCESSES, FEATURES
EXCELLENT PROCESS INTEGRATION. WHETHER THE ELECTRONIC THREAD TAPPING UNIT IS USED IN FOLLOW-ON OR
COMPOUND TOOLS, IN PRESSES OR IN AUTOMATIC PUNCHING AND BENDING MACHINES, THE REQUIRED THREADS ARE
CREATED IN A RELIABLE AND CONTROLLED MANNER. THIS IMPROVES THREAD QUALITY, INCREASES PROCESS RELIABILITY
AND ENSURES FAST, COST-EFFECTIVE PRODUCTION.
Schematics of torque monitoring:
During thread forming, a measurement takes place every 1 ms, and the value is compared with the case graph.
For each thread a separate data record is created, which can be monitored if necessary.
QUALITY
The thread tapping unit produces high quality threads in sizes
M0.8 – M24. The thread shapes are characterized by:
▬ great strength and stability
▬ high surface quality
Using the auto teach function, the system fully automatically
determines and monitors the optimized parameters for the
respective process. In the event of a deviation in the parameters,
for example in the event of tool breakage, tool wear or
deviations of the core hole, even highly dynamic processes are
stopped in fractions of a second and the forming tool
automatically moves out of the danger zone to a safe position.
All data records can be exported and summarized in a QA
report.
COST EFFECTIVENESS
In addition to producing high quality threads, the cost-
effectiveness of the thread tapping process is above all
efficient.
Cost savings can be achieved via:
▬ long service life of the tools
▬ faster processing times
▬ avoiding rejects
▬ eliminating the feeding of parts and additional production
stages
▬ Reusability of the drive and control components for multiple
tools
3
10.000 –
8.000 –
6.000 –
4.000 –
2.000 –
0 –
-2.000 –
-4.000 –
-6.000 –
-8.000 –
-10.000 –0.000s 0.100s 0.200s 0.300s 0.400s 0.500s 0.600s 0.700s 0.800s 0.900s 1.000s
Thread size M8 M6 M4 M0,8
Thread length / Material
Thread length
Material
15 mm
S 420 MC
5 mm
16MnCr5
2 mm
DX51D
0,5 mm
X5CrNi18
Forming speed
Forming speed
Number of revolutions of thread
tool
70 m/min
2.800 min-1
50 m/min
2.600 min-1
57 m/min
4.500 min-1
15 m/min
6.000 min-1
Productivity
Time / Thread
Stroke/min
0,7 s
50 min-1
0,5 s
60 min-1
0,2 s
160 min-1
0,35 s
110 min-1
System configuration
Standard head 2x 1x
Multiple head 1x3 1x4
NUMBER OF STROKES OF SOME CASE HISTORIES
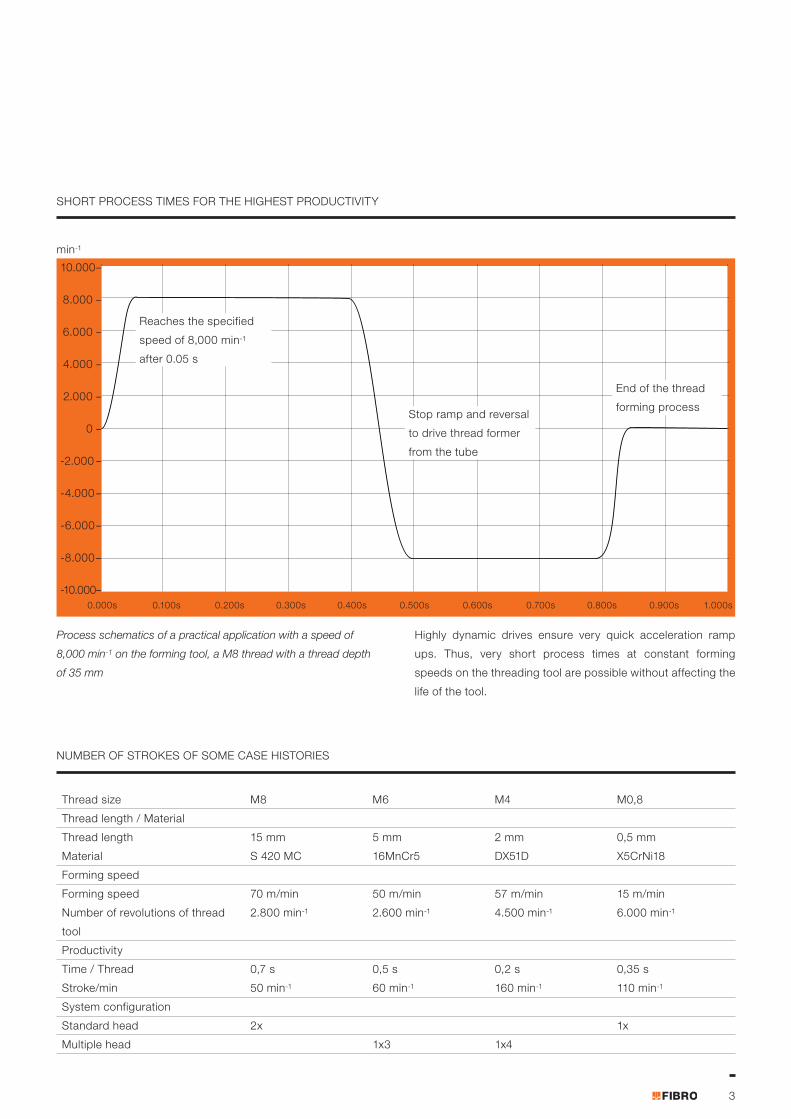
SHORT PROCESS TIMES FOR THE HIGHEST PRODUCTIVITY
min-1
Process schematics of a practical application with a speed of
8,000 min-1 on the forming tool, a M8 thread with a thread depth
of 35 mm
Highly dynamic drives ensure very quick acceleration ramp
ups. Thus, very short process times at constant forming
speeds on the threading tool are possible without affecting the
life of the tool.
Reaches the specified
speed of 8,000 min-1
after 0.05 s
Stop ramp and reversal
to drive thread former
from the tube
End of the thread
forming process

subject to alterations
FIBRO ELECTRONIC TAPPING UNIT FETU
THE SERVO DRIVE
The servo drive consists of one synchronous servo motor
which offers flexible usage options in single or multiple applica-
tions. This makes it possible to produce different thread sizes
in one tool using one control and one motor. Thanks to the
constant cutting speed, significantly longer service life dura-
tions are achieved than is the case with mechanical, positive
control systems. The drive is independent from the press
stroke and press motion.
FLEXIBILITY
Using a movable articulated shaft, the system can also be
utilized in positions that are difficult to access and at unusual
angles. The forming head of the unit is mounted directly into
the respective tool. Regardless of whether a multiple head or a
head with internal lubrication is used, or whether a single or a
double gearbox is to be connected upstream, the servo motor
and the corresponding control always remain the same and
can be reused for any subsequent project.
THE CONTROL BOX
The control and servo regulator for the drives are housed in the
control cabinet. The size of the control cabinet varies according
to the number of systems that are to be controlled. The free
programming of the various parameters permit the control of dif-
ferent thread sizes (e.g. spindle speed, torque limitation, cycle
time and part volume).
This entire spectrum results in key torque monitoring data that
monitors every cycle step.

5
HIGH PERFORMANCE IN TIGHT SPACES
FIBRO has developed a miniature unit especially for the
smallest thread sizes – M0.8 to M3.5 – that corresponds to the
design and function of the large FETU unit, except that its
structure is considerably more compact. With a width of only
30 mm, the mini forming head can be integrated into even the
smallest tools.
THE BEVEL GEAR
The angular gear serves to limit the length of the installation
space required by the drive. Using the angular gear is optional.
THE DRIVE SHAFT
The articulated shaft transfers the torque from the drive to the
forming head. By evening out differences in height and length,
the forming head can be installed in any position within the
tool, and can also be moved on hold-down plates. Using an
articulated shaft is optional.
subject to alterations
FIBRO ELECTRONIC TAPPING UNIT FETU
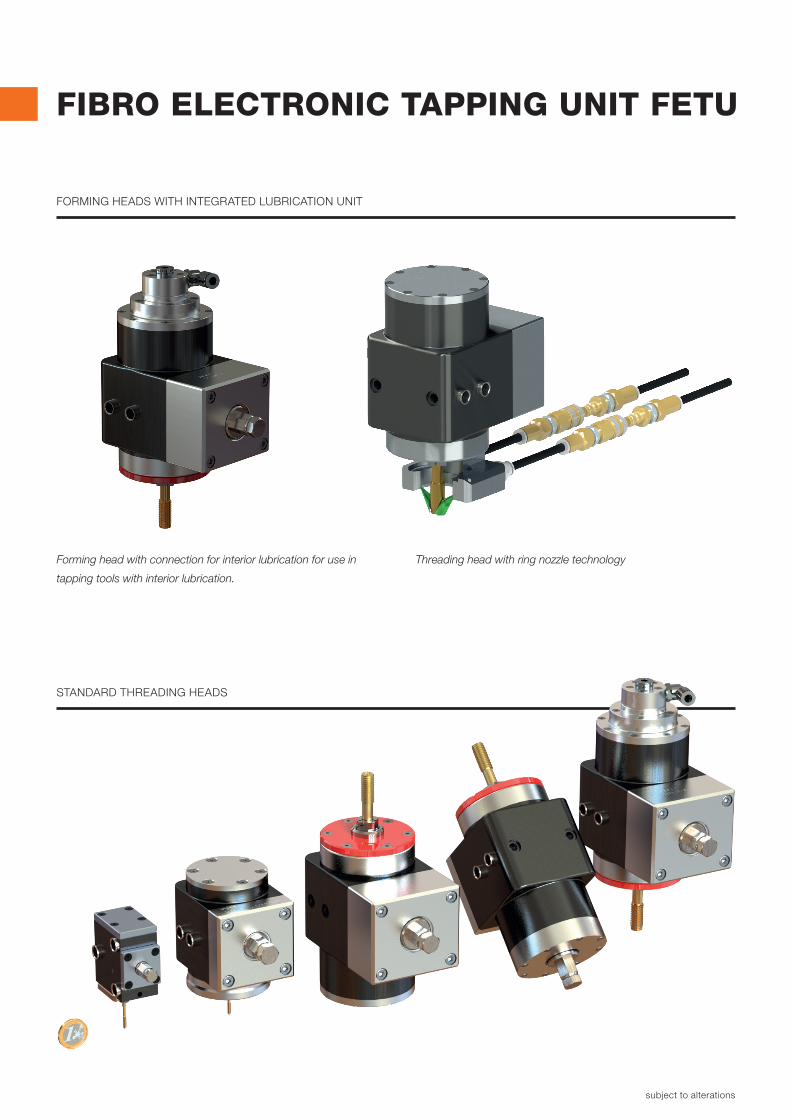
FORMING HEADS WITH INTEGRATED LUBRICATION UNIT
Threading head with ring nozzle technologyForming head with connection for interior lubrication for use in
tapping tools with interior lubrication.
STANDARD THREADING HEADS

7
CUSTOM FORMING HEADS
Triple threading head with one drive per spindle
FETU plug-in solutions provide
everything from one source
PLUG-&-WORK
M8 four-way forming head with two drives per head

WE LOVE TECHNOLOGY
MEMBER OF THE LÄPPLE GROUP
FIBRO GMBH
August-Läpple-Weg
74855 Hassmersheim
GERMANY
T +49 6266 73-0
www.fibro.com
THE LÄPPLE GROUP
LÄPPLE AUTOMOTIVE
FIBRO
FIBRO LÄPPLE TECHNOLOGY
LÄPPLE AUS- UND WEITERBILDUNG
Business Unit Standard Parts
01/2
022
O
rder
-No.
2.5
801.
03.1
120.
0100
000